
UTEMELJITEV POVEČANJA UPORABE SIMULACIJSKE...
91
UNIVERZA V LJUBLJANI Fakulteta za elektrotehniko Karl Jerman UTEMELJITEV POVEČANJA UPORABE SIMULACIJSKE PROGRAMSKE OPREME V ROBOTSKIH APLIKACIJAH V SLOVENIJI MAGISTRSKO DELO UNIVERZITETNEGA ŠTUDIJA Mentor: doc. dr. Boštjan Murovec Ljubljana, oktober 2013
Transcript of UTEMELJITEV POVEČANJA UPORABE SIMULACIJSKE...

UNIVERZA V LJUBLJANI Fakulteta za elektrotehniko
Karl Jerman
UTEMELJITEV POVEČANJA UPORABE SIMULACIJSKE PROGRAMSKE OPREME V ROBOTSKIH APLIKACIJAH V
SLOVENIJI
MAGISTRSKO DELO UNIVERZITETNEGA ŠTUDIJA
Mentor: doc. dr. Boštjan Murovec
Ljubljana, oktober 2013

I
Zahvala
Zahvaljujem se mami Vlasti, ki mi je omogočila dodiplomski študij, profesorjem in asistentom na
katedri za merjenje in robotiko na Fakulteti za elektrotehniko na Univerzi v Ljubljani, ki so mi odkrili
čudovit svet robotike, sodelavcem v podjetju ABB d.o.o., ki z menoj delijo svoje znanje in izkušnje iz
že izvedenih robotskih aplikacij v industriji ter družini, ki mi je omogočila podiplomski študij. Posebna
zahvala gre mentorju doc.dr. Boštjanu Murovcu za usmeritve in nasvete pri izdelavi magistrskega
dela.
II
Vsebina
Zahvala ..................................................................................................................................................... I
Vsebina .................................................................................................................................................... II
Povzetek .................................................................................................................................................. 1
Abstract ................................................................................................................................................... 2
1. Uvod ................................................................................................................................................ 3
2. Metodologija ................................................................................................................................... 5
2.1 Lokacija.................................................................................................................................... 5
2.2 Industrijski segment ................................................................................................................ 8
2.3 Tip robotov ............................................................................................................................ 10
3. Simulacijska programska oprema ................................................................................................. 12
3.1 FANUC - Roboguide ............................................................................................................... 12
3.2 Motoman - MotoSim ............................................................................................................ 13
3.3 KUKA - KUKA Sim ................................................................................................................... 14
3.4 ABB - RobotStudio ................................................................................................................. 15
4. Faze projekta ................................................................................................................................. 22
4.1 Faza ponudbe ........................................................................................................................ 22
4.2 Faza izvedbe .......................................................................................................................... 23
4.3 Faza šolanja ........................................................................................................................... 25
4.4 Faza proizvodnje ................................................................................................................... 26
5. Način analize stroška programiranja v posameznih fazah ............................................................ 27
6. Strošek programiranja strege stroja za tlačno litje ....................................................................... 28
6.1 Faza izvedbe .......................................................................................................................... 28
6.2 Faza proizvodnje ................................................................................................................... 31
7. Strošek programiranja strege stroja in odstranjevanja srha ........................................................ 36
7.1 Faza izvedbe .......................................................................................................................... 36
7.2 Faza proizvodnje ................................................................................................................... 40
8. Strošek programiranja odstranjevanja srha in brušenja ............................................................... 44
8.1 Faza izvedbe .......................................................................................................................... 44
8.2 Faza proizvodnje ................................................................................................................... 47
9. Strošek programiranja strege CNC stroja za obdelavo ................................................................. 51
III
9.1 Faza izvedbe .......................................................................................................................... 51
9.2 Faza proizvodnje ................................................................................................................... 53
10. Strošek programiranja obločnega varjenja delov sedežev ....................................................... 57
10.1 Faza izvedbe .......................................................................................................................... 57
10.2 Faza proizvodnje ................................................................................................................... 63
11. Strošek varjenja osnov bivalnih zabojnikov .............................................................................. 67
11.1 Faza izvedbe .......................................................................................................................... 67
11.2 Faza proizvodnje ................................................................................................................... 70
12. Strošek varjenja navojnih palic za avtomobilske sedeže .......................................................... 75
12.1 Faza izvedbe .......................................................................................................................... 75
12.2 Faza proizvodnje ................................................................................................................... 80
13. Sklep .......................................................................................................................................... 84
Literatura .............................................................................................................................................. 86
Izjava ..................................................................................................................................................... 87
1
Povzetek
Povod za analizo, predstavljeno v nadaljevanju, je mnenje, da obseg uporabe simulacijske
programske opreme za načrtovanje in programiranje robotskih aplikacij v Sloveniji ni zadovoljiv.
Namen naloge je definicija in analiza izračuna stroška programiranja najbolj pogostih robotskih
aplikacij. Končni cilj je ugotovitev, ali in kje je smiselno uporabiti simulacijsko programsko opremo pri
robotskih aplikacijah, ki se najpogosteje pojavljajo na Slovenskem trgu ter ali lahko tak način
programiranja pripomore k večji konkurenčnosti slovenskih dobaviteljev in kupcev robotskih
aplikacij.
Analiza mora odražati stanje slovenskega trga, zato moramo definirati določene omejitve (lokacija,
industrijski segment, tip robota). Na podlagi podatkov International Federation of Robotics
ugotavljamo, da se večina robotskih aplikacij v Sloveniji nahaja v avtomobilski industriji, kjer se
največ izvajata strega strojem ter obločno varjenje. V skladu z navedenim so v analizi predstavljene
različne robotske celice, v katerih šest-osni roboti izvajajo strego strojev ter obločno varjenje manjših
in večjih varjencev.
Sledi pregled simulacijske programske opreme, ki je na voljo na trgu. Tu vidimo, da je na voljo
splošna simulacijska programska oprema, ki lahko simulira več različnih znamk robotov, vsi
uveljavljeni proizvajalci robotske opreme pa ponujajo svojo simulacijsko programsko opremo, ki je
največkrat vezana na posameznega proizvajalca robotov. Nekateri proizvajalci nudijo tudi posebno,
dodatno programsko opremo, namenjeno prav analizi izbranih aplikacij strege in obločega varjenja,
ki programiranje poenostavi, pohitri in poceni.
V nadaljevanju se analiza osredotoči na zgradbo robotskih projektov. Izmed štirih glavnih faz v
projektu definiramo dve, za kateri je smiselno izvajati analizo prednosti uporabe simulacijske
programske opreme pri programiranju robotov. To sta faza izvedbe in faza proizvodnje. Vsako od
njiju analiziramo na podlagi dejanskih projektov, izvedenih na omenjenih segmentih v Sloveniji, in
ugotavljamo mejo, ki je v našem primeru številu izdelkov ali števil varov, kjer se investicija v
simulacijsko programsko opremo ter šolanje za njeno uporabo izplača. Analiza v fazi izvedbe se
nanaša na dobavitelja robotske opreme, v fazi proizvodnje pa na končnega kupca.
V zaključku naloge so ovrednoteni rezultati analize ter konkretni predlogi za povečanje uporabe
simulacijske programske opreme v obravnavanih tipih robotskih aplikacij.
Ključne besede: strega strojem, obločno varjenje, analiza stroška, ročno programiranje, off-line
programiranje, simulacija.

2
Abstract
3
1. Uvod
Kot vodja prodaje v podjetju ABB d.o.o. sem odgovoren za prodajo ABB-jevih industrijskih robotov
slovenskim dobaviteljem in kupcem robotskih aplikacij na področju Slovenije, Hrvaške, Bosne in
Hercegovine ter Makedonije. Poleg prodaje samih robotov in robotskih aplikacij, je moja naloga tudi
osveščati kupce o prednostih, ki jih nudi programska simulacijska oprema ter posledično povečati
uporabo in prodajo le te.
Industrijske robote [1] danes programiramo ročno prek pripadajočih učnih naprav ali nesprotno
(ang. off-line) z namensko simulacijsko programsko opremo. Čeprav dobavitelji robotske opreme
nudijo ustrezno in primerno zmogljivo simulacijsko programsko opremo, uporaba le-te v aplikacijah z
industrijskimi roboti ni razširjena.
V nasprotju s prodanimi industrijskimi roboti, katerih količine lahko spremljamo v vsakoletnem
poročilu neprofitne mednarodne organizacije International Robotics Federation [2], se količina
prodane simulacijske programske opreme ne evidentira, zato se za oceno njene razširjenosti lahko v
našem primeru opremo le na dostopne podatke podjetja ABB d.o.o. [3]. Podjetje ABB poleg prodaje
novih robotov in aplikacij ter poprodajne podpore svojim kupcem zagotavlja tudi simulacijsko
programsko opremo za načrtovanje in programiranje robotskih aplikacij, ki se imenuje RobotStudio
[4].
V Sloveniji so bile leta 2011 podjetjem prodane 4 licence programske opreme RobotStudio, 5 licenc
pa je bilo dano šolam [5]. V letu 2012 so podjetja kupila 6 licenc, enako število je bilo dano tudi
šolam. Šolske licence podjetje ABB nudi brezplačno, licence za podjetja pa so plačljive. V povezavi s
tem je potrebno navesti dejstvo, da se v podjetjih, kjer vložijo finančna sredstva v off-line
programiranje, le to tudi izvaja, v šolah pa je uporaba te programske opreme po pogovorih z študenti
nekje od 50 % do 60 %. Kot primer dobre prakse naj navedemo, da je programska oprema za off-line
programiranje del študijskega programa robotike na Univerzi v Ljubljani na Fakulteti za
elektrotehniko že več kot 10 let. Če primerjamo število kupcev in uporabnikov simulacijske
programske opreme podjetja ABB, vidimo, da se manj kot 10 % kupcev robotov odloči tudi za nakup
simulacijske programske opreme [5]. Največ kupcev le te je integratorjev robotske opreme, ki vsako
leto načrtujejo in proizvedejo več različnih robotskih aplikacij.
Ročno programiranje robotskih aplikacij zahteva večje število delovnih ur v projektih, kar jih podraži,
posledično pa je konkurenčnost slovenskih proizvajalcev proizvodne opreme in proizvodov na
evropskem trgu manjša. V letu 2012 je podjetje ABB izvedlo tudi prvi brezplačni seminar za
programsko opremo RobotStudio. Seminarja se je udeležilo 45 oseb iz več kot 25 podjetji. Iz
navedenega ugotovimo, da interes za tak način programiranja robotskih aplikacij obstaja, vendar
mnoga podjetja še nimajo jasne predstave o prednostih, ki jih uporaba simulacijske programske
opreme prinaša.
Navkljub nenehnemu povečevanju prodaje industrijskih robotov tako na lokalnem slovenskem kot
na globalnem trgu opažam, da je rast prodaje simulacijske programske opreme manjša. Ker
proizvajalci robotske opreme pospešeno vlagajo v njen razvoj, sem se odločil preveriti ali bi
povečanje uporabe simulacijske programske opreme, ki je trenutno na voljo, omogočilo slovenskim
dobaviteljem in kupcem večjo konkurenčnost.

4
V ta namen je v analizi najprej narejena primerjava slovenskega robotskega trga z svetovnim. Nato je
izveden pregled različnih tipov robotskih aplikacij na slovenskem trgu ter definicija najbolj pogostih,
na katere se v nadaljevanju analiza tudi osredotoči.
Sledi pregled simulacijske programske opreme različnih proizvajalcev robotske opreme, ki
prevladujejo na slovenskem trgu, predvsem za področje aplikacij, ki smo jih izbrali za analizo.
Za primerjavo stroškov programiranja z uporabo simulacijske programske opreme in brez nje, so
uporabljene dejansko izvedene aplikacije. Na njih tudi temeljijo podani načini izračunov stroškov, ki
se razlikujejo glede na posamezen tip aplikacije.
Ker vseh veličin na projektu, ki vplivajo na strošek programiranja ni mogoče točno definirati, je v
njihov vpliv ovrednoten pri nekaterih posameznih izračunih ter sklepu analize.

5
2. Metodologija
Ker želimo da analiza odraža razmere na slovenskem trgu, se moramo pri izboru robotov in robotskih
aplikacij osredotočiti na področja, relevantna za slovenski trg industrijskih robotov, zato bomo v
nadaljevanju pojasnili izbiro lokacije, industrijskega segmenta ter tipa robotov.
2.1 Lokacija Na začetku se je potrebno odločiti glede lokacije, saj je nemogoče med seboj primerjati države z
različno stopnjo robotizacije. Iz poročila IFR je razvidno, da je Slovenija po številu robotov na
zaposlenega nad svetovnim povprečjem ter da je robotizacija tesno povezana z avtomobilsko
industrijo in njenimi poddobavitelji, količina le te pa se od države do države zelo razlikuje, kar je
razvidno iz tabel 1 in 2 ter grafov 1 in 2. Ker nas zanima vpliv uporabe simulacijske programske
opreme na konkurenčnost slovenskih dobaviteljev in kupcev robotskih aplikacij, se za našo analizo
omejimo le na podatke, podane za Slovenijo. Povprečna gostota v svetu je 55 robotov na 10.000
zaposlenih, v Sloveniji pa 64.
Država Število robotov
Država Število robotov
Država Število robotov
Koreja 347 Španija 131 Nizozemska 91
Japonska 339 Finska 130 Švica 67
Nemčija 261 Tajvan 129 Slovenija 64
Italija 159 Francija 122 Avstralija 63
Švedska 157 Belgija 117 Velika Britanija 60
Danska 145 Avstrija 104
ZDA 135 Kanada 98
Tabela 1.: Povprečno število robotov na 10.000 zaposlenih po državah.
Graf 1.: Število industrijskih robotov (vseh tipov) na 10.000 zaposlenih v letu 2011.
0
50
100
150
200
250
300
350
400
Šte
vilo
ro
bo
tov
na
10
.00
0 z
apo
slen
ih

6
Japonska
Italija
Nemčija
ZDA Španija Koreja Slovenija Velika Britanija
Avtomobilska industrija
1584
1215
1176
1104
909
895
641
622
Ostala industrija
221 114 137 72 61 260 34 27
Tabela 2.: Število industrijskih robotov (vseh tipov) na 10.000 zaposlenih v avtomobilski in vseh
drugih industrijah v letu 2011.
Graf 2.: Število industrijskih robotov (vseh tipov) na 10.000 zaposlenih v avtomobilski in vseh drugih
industrijah v letu 2011.
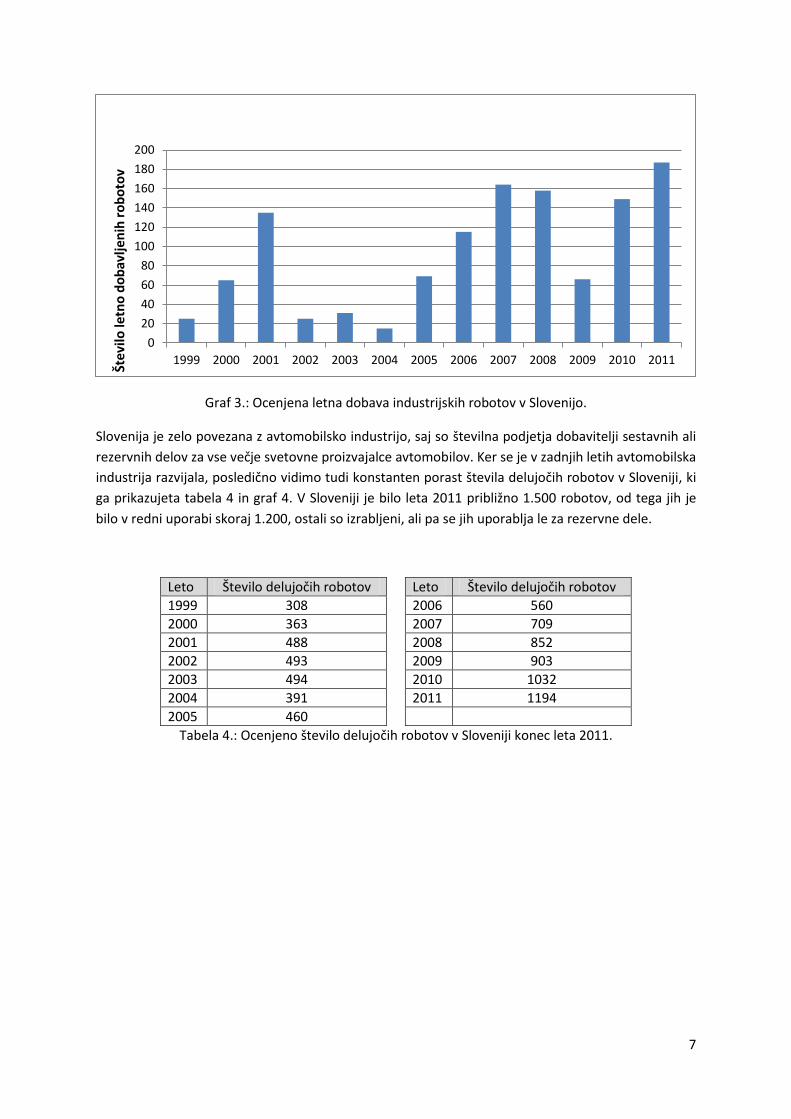
Tabela 3 in graf 3 kažeta, da se prodaja robotov povečuje in da že presega količine pred gospodarsko
krizo 2008-2009. V letu 2011 je bilo v Sloveniji prodanih že 187 robotov.
Leto Število dobavljenih robotov Leto Število dobavljenih robotov
1999 25 2006 115
2000 65 2007 164
2001 135 2008 158
2002 25 2009 66
2003 31 2010 149
2004 15 2011 187
2005 69
Tabela 3.: Ocenjena letna dobava industrijskih robotov v Slovenijo.
0
50
100
150
200
250
300
350
400
Šte
vilo
ro
bo
tov
na
10
.00
0 z
apo
slen
ih
7
Graf 3.: Ocenjena letna dobava industrijskih robotov v Slovenijo.
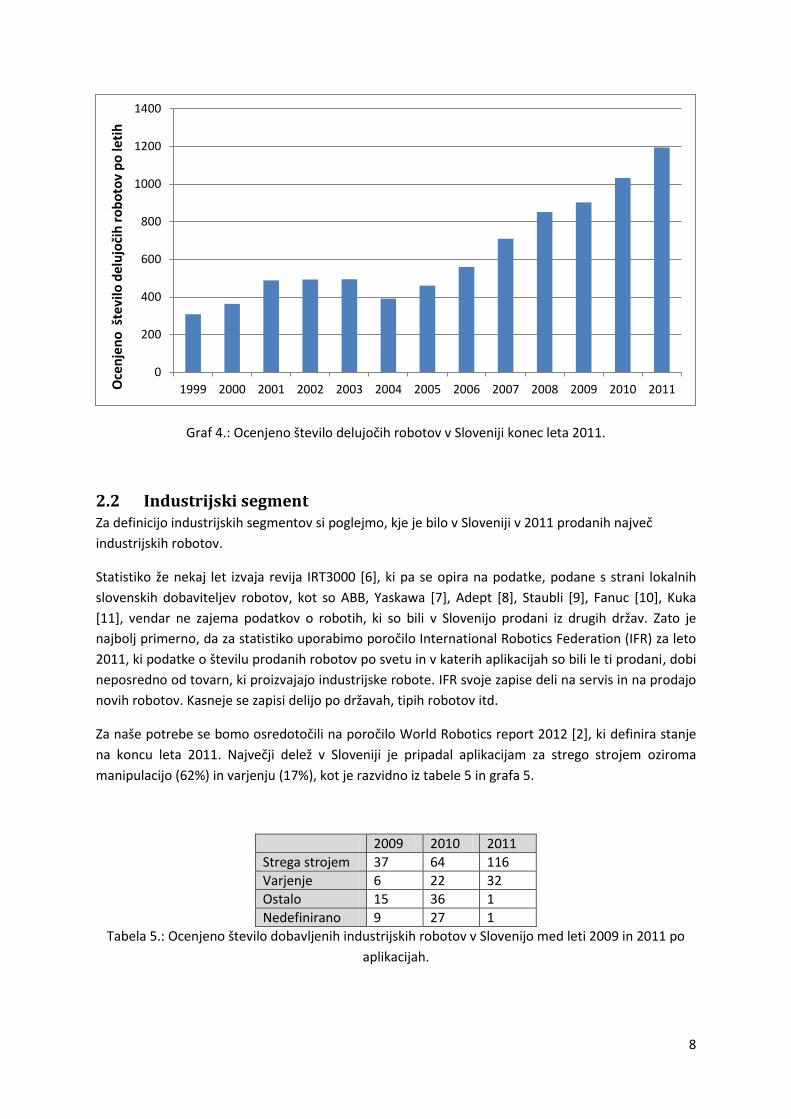
Slovenija je zelo povezana z avtomobilsko industrijo, saj so številna podjetja dobavitelji sestavnih ali
rezervnih delov za vse večje svetovne proizvajalce avtomobilov. Ker se je v zadnjih letih avtomobilska
industrija razvijala, posledično vidimo tudi konstanten porast števila delujočih robotov v Sloveniji, ki
ga prikazujeta tabela 4 in graf 4. V Sloveniji je bilo leta 2011 približno 1.500 robotov, od tega jih je
bilo v redni uporabi skoraj 1.200, ostali so izrabljeni, ali pa se jih uporablja le za rezervne dele.
Leto Število delujočih robotov Leto Število delujočih robotov
1999 308 2006 560
2000 363 2007 709
2001 488 2008 852
2002 493 2009 903
2003 494 2010 1032
2004 391 2011 1194
2005 460
Tabela 4.: Ocenjeno število delujočih robotov v Sloveniji konec leta 2011.
0
20
40
60
80
100
120
140
160
180
200
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Šte
vilo
letn
o d
ob
avlj
enih
ro
bo
tov
8
Graf 4.: Ocenjeno število delujočih robotov v Sloveniji konec leta 2011.
2.2 Industrijski segment Za definicijo industrijskih segmentov si poglejmo, kje je bilo v Sloveniji v 2011 prodanih največ
industrijskih robotov.
Statistiko že nekaj let izvaja revija IRT3000 [6], ki pa se opira na podatke, podane s strani lokalnih
slovenskih dobaviteljev robotov, kot so ABB, Yaskawa [7], Adept [8], Staubli [9], Fanuc [10], Kuka
[11], vendar ne zajema podatkov o robotih, ki so bili v Slovenijo prodani iz drugih držav. Zato je
najbolj primerno, da za statistiko uporabimo poročilo International Robotics Federation (IFR) za leto
2011, ki podatke o številu prodanih robotov po svetu in v katerih aplikacijah so bili le ti prodani, dobi
neposredno od tovarn, ki proizvajajo industrijske robote. IFR svoje zapise deli na servis in na prodajo
novih robotov. Kasneje se zapisi delijo po državah, tipih robotov itd.
Za naše potrebe se bomo osredotočili na poročilo World Robotics report 2012 [2], ki definira stanje
na koncu leta 2011. Največji delež v Sloveniji je pripadal aplikacijam za strego strojem oziroma
manipulacijo (62%) in varjenju (17%), kot je razvidno iz tabele 5 in grafa 5.
2009 2010 2011
Strega strojem 37 64 116
Varjenje 6 22 32
Ostalo 15 36 1
Nedefinirano 9 27 1
Tabela 5.: Ocenjeno število dobavljenih industrijskih robotov v Slovenijo med leti 2009 in 2011 po
aplikacijah.
0
200
400
600
800
1000
1200
1400
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011Oce
nje
no
šte
vilo
del
ujo
čih
ro
bo
tov
po
leti
h

9
Graf 5.: Ocenjeno število dobavljenih industrijskih robotov v Slovenijo med leti 2009 in 2011 po
aplikacijah.
V tabeli 6 vidimo podrobno razdelitev prodanih robotov po posameznih industrijskih segmentih.
IFR Razred
Področje aplikacije 2006 2007 2008 2009 2010 2011 2011/2010
000 Nedefinirano 12 42 4 9 27 1 -96%
100 Strega strojem/manipulacija 73 80 98 37 64 116 81%
111 Strega litja kovine 1 3 9 1 2 100%
112 Strega brizganja plastike 41 37 51 18 24 39 63%
113 Strega stiskalnic, zvijanja in kovanja
3 3 -100%
114 Strega CNC 13 7 5 4 4 9 125%
115 Strega ostalih procesov 3 10 8 -20%
116 Strega merjenja, kontrole in testiranja
2 3 2 4 2 5 150%
117 Strega paletiranja 6 9 12 5 8 22 175%
118 Strega Pick&Place in pakiranja 7 8 6 2 1 2 100%
119 Manipulacija izdelkov 13 10 4 11 29 164%
Strega nedefinirano
160 Varjenje/spajkanje (vsi materiali) 29 42 40 6 22 32 45%
161 Obločno varjenje 27 34 38 6 22 31 41%
162 Uporovno varjenje 2 8 2 1
163 Lasersko varjenje
164 Ostalo varjenje
165 Spajkanje
Varjenje in spajkanje nedefinirano
Tabela 6.: Razdelitev prodanih robotov znotraj analiziranih industrijskih segmentov.
0 20 40 60 80 100 120 140
Nedefinirano
Ostalo
Varjenje
Strega strojem
2011
2010
2009
Število robotov

10
Razdelitev prodanih robotov v Sloveniji po različnih tipih industrije kaže graf 6. Pri varjenju je v
največji meri prisotno varjenje tipa MIG/MAG [12]. Pri stregi strojev je večina vezana na strego
stojem za brizganje plastike, kjer se uporabljajo linearni roboti tipa x,y,z proizvajalcev kot so
Withman [13] ipd., ki pa niso del naše študije, kar bomo definirali pri izbiri tipa robotov v
nadaljevanju. Poleg strege strojev za brizganje plastike je prisotna strega CNC strojev, strega drugih
strojev, strega za meritve, strega za paletiranje ter veliko število nedefiniranih aplikacij.
Zaradi velika koncentracije livarn v Sloveniji [14], ki proizvajajo dele za avtomobilsko industrijo,
sklepamo, da veliko število nedefiniranih aplikacij strege pripada livarnam.
IFR prav tako ugotavlja, da je največ robotov (44 %) prodanih v avtomobilski industriji, temu sledi
industrija plastike in gume (20 %). Preostali manjši del je porazdeljen med ostale segmente, kar
kažeta tabela 6 in graf 6.
Graf 6.: Razdelitev prodanih robotov v Sloveniji po različnih tipih industrije.
2.3 Tip robotov Zaradi robotov, ki se uporabljajo v izbranih segmentih, moramo v analizi upoštevali le artikulirane
robote. S tem izločimo linearne x,y,z manipulatorje, ki so v osnovi vezani na področje strege strojev
za brizganje plastike, kjer ne potrebujemo več kot tri osi, mase izdelkov pa so razmeroma majhne.
Poleg tega so programi za manipulatorje zelo enostavni, saj izvajajo le odvzem izdelka in njegovo
odlaganje na transport. IFR-jeva statistka v tabeli 7 navaja 37 linearnih robotov (x,y,z), ki so bili
vključeni v strego strojev za brizganje plastike.
0 20 40 60 80 100
Nedefinirano
Ostalo
Elektro/elektronika
Hrana
Kovina in stroji
Kemija, guma inplastika
Avtomobilski deli
2011
2010
2009
Število robotov

11
Leto 2006 2007 2008 2009 2010 2011 2011/2010
Tip robota 115 164 158 66 149 187 26%
Kartezijski 31 37 34 18 19 37 95%
SCARA 7 7 3 9 16 5 -69%
Artikulirani 77 120 120 39 114 145 27%
Cilindrični/sferični
Paralelni
Ostali (vključno s paralelnimi do 2009)
1
Tabela 7.: Število prodanih industrijskih robotov v Sloveniji glede na tip.
Če zgoraj navedeno povežemo z našim izborom segmentov, zaključimo, da v segmentu strege strojev
ne bomo upoštevali strege strojev za brizganje plastike, torej bomo analizo izvedli za aplikacije strege
strojem za tlačno litje, strege CNC strojev ter obločno varjenje.
12
3. Simulacijska programska oprema
Vsak izdelovalec robotske opreme ima svoj pristop glede simulacijske programske opreme.
Posledično je večina programske opreme vezane na posameznega izdelovalca robotov, saj je v njej
definirana točna kinematika posameznih robotskih mehanizmov [15]. V nadaljevanju je narejen
pregled simulacijske programske opreme, ki jo nudijo proizvajalci robotov FANUC, Motoman, KUKA
in ABB.
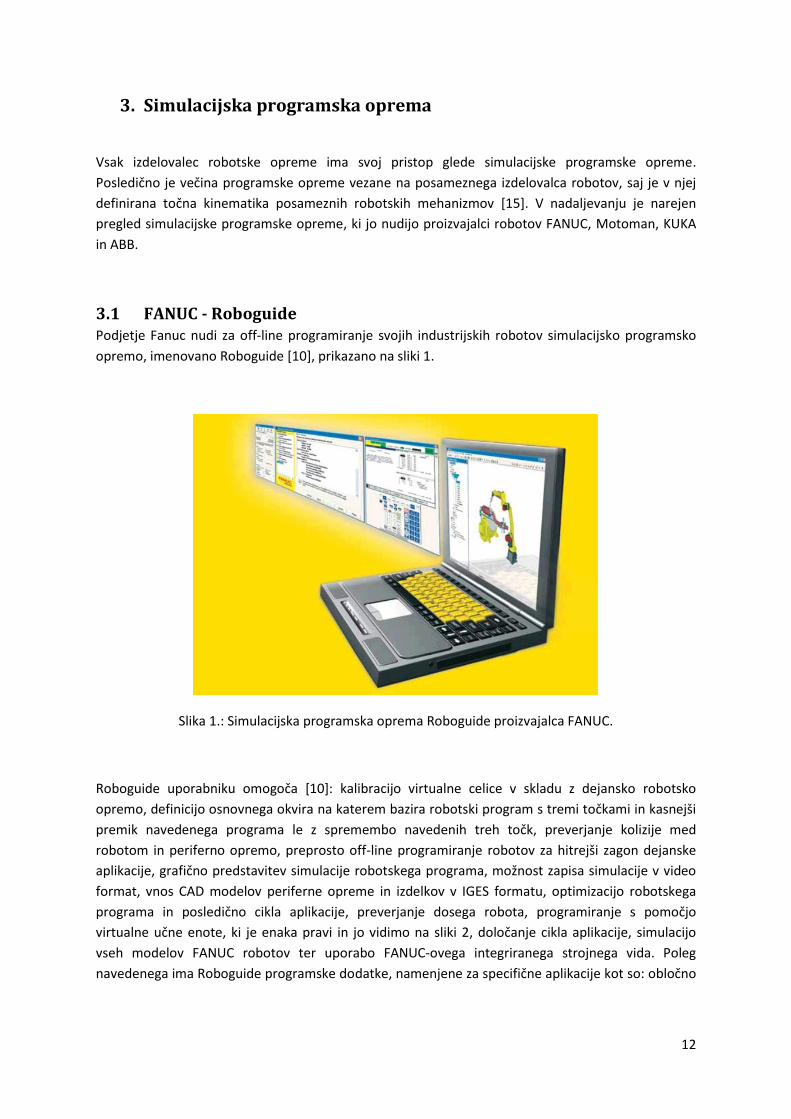
3.1 FANUC - Roboguide Podjetje Fanuc nudi za off-line programiranje svojih industrijskih robotov simulacijsko programsko
opremo, imenovano Roboguide [10], prikazano na sliki 1.
Slika 1.: Simulacijska programska oprema Roboguide proizvajalca FANUC.
Roboguide uporabniku omogoča [10]: kalibracijo virtualne celice v skladu z dejansko robotsko
opremo, definicijo osnovnega okvira na katerem bazira robotski program s tremi točkami in kasnejši
premik navedenega programa le z spremembo navedenih treh točk, preverjanje kolizije med
robotom in periferno opremo, preprosto off-line programiranje robotov za hitrejši zagon dejanske
aplikacije, grafično predstavitev simulacije robotskega programa, možnost zapisa simulacije v video
format, vnos CAD modelov periferne opreme in izdelkov v IGES formatu, optimizacijo robotskega
programa in posledično cikla aplikacije, preverjanje dosega robota, programiranje s pomočjo
virtualne učne enote, ki je enaka pravi in jo vidimo na sliki 2, določanje cikla aplikacije, simulacijo
vseh modelov FANUC robotov ter uporabo FANUC-ovega integriranega strojnega vida. Poleg
navedenega ima Roboguide programske dodatke, namenjene za specifične aplikacije kot so: obločno
13
varjenje WELD PRO, barvanje PAINT PRO, odstranjevanje srha CHAMFERING PRO, obločno varjenje s
pomočjo dodatnega robota DUAL ARM PROGRAMMING FOR WELDING ter strego HANDLING PRO.
Slika 2.: Offline programiranje FANUC robotov s pomočjo virtualne učne enote.
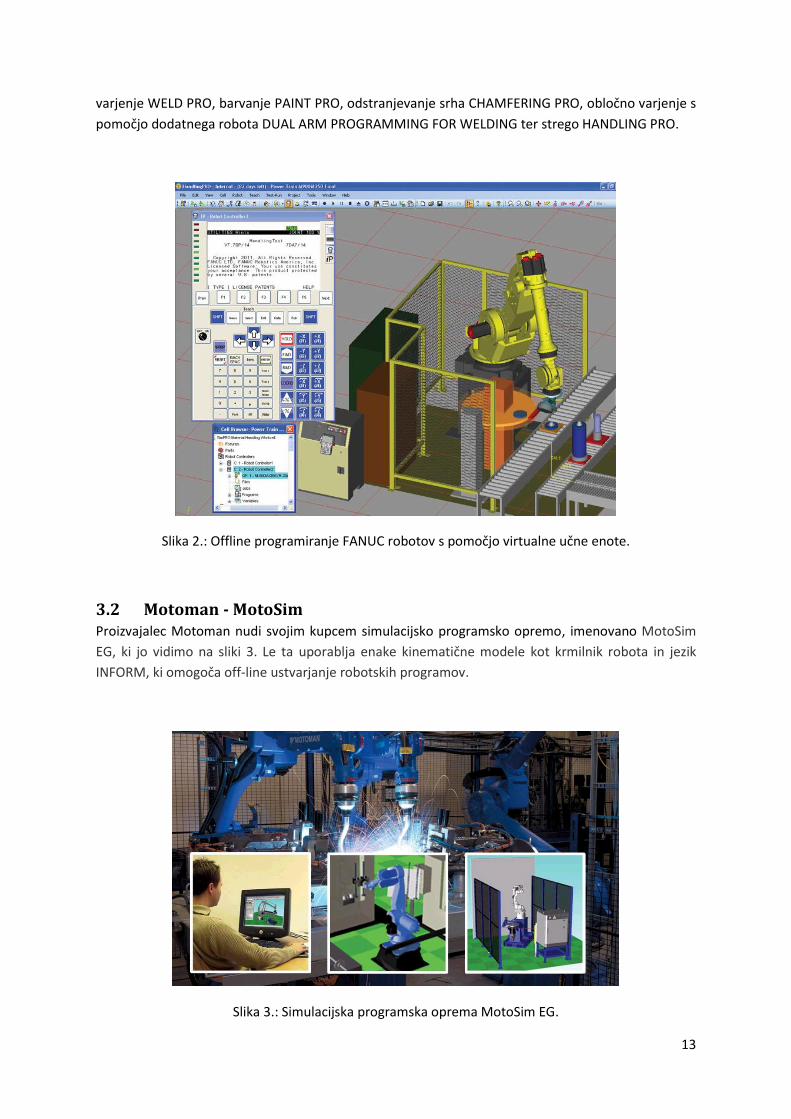
3.2 Motoman - MotoSim Proizvajalec Motoman nudi svojim kupcem simulacijsko programsko opremo, imenovano MotoSim
EG, ki jo vidimo na sliki 3. Le ta uporablja enake kinematične modele kot krmilnik robota in jezik
INFORM, ki omogoča off-line ustvarjanje robotskih programov.
Slika 3.: Simulacijska programska oprema MotoSim EG.

14
Programska oprema ima vgrajeno knjižnico MOTOMAN izdelkov (roboti, pozicionirniki, tračne proge,
itd.). Tako da je robotsko celico mogoče ustvariti hitro in natančno, vključno z izračunom časa cikla,
ki od realnega ne odstopa za več kot 5 %. Poleg tega sistem omogoča analizo dosega in zaznavanja
kolizije s periferno opremo. MotoSim EG je enostaven za uporabo, saj podoben virtualni vmesnik,
kot pri realnem krmilniku, prihrani čas proizvodnje in zmanjša čas nedelovanja. Podpira vnos 3D
modelov periferne opreme formatov hsf, hmf, rwx, 3ds in vrml. Z dodatno programsko opremo
lahko sprejme formate sat, x_t, step, iges, dxf, obj, stl in Catia V4. Primer simulacije robotske celice z
več roboti prikazuje slika 4.
Slika 4.: Primer kompleksnejše simulacije z več roboti proizvajalca Motoman.
3.3 KUKA - KUKA Sim Podjetje KUKA nudi simulacijsko programsko opremo KUKA Sim Layout in KUKA Sim Pro. Primer prve
vidimo na sliki 5, omogoča pa: načrtovanje konceptov in tlorisov robotskih celic, vnos 3D modelov
vseh KUKA robotov in periferne opreme, kot na primer: tekočih trakov, ograj, prijemal, itd.
Omogočena je primerjava različnih konceptov robotskih celic, preverjanje dosega in kolizije robotov
z okolico ter enostavna vizualizacija robotskega gibanja. Izračun cikla je zgolj približen in se ne sme
uporabljati za določanje točnega cikla robotske rešitve. Zasnovane koncepte robotskih celic se lahko
izvozi v 3D PDF format.
Za našo analizo je bolj primerna simulacijska programska oprema KUKA Sim Pro, predstavljena na
sliki 6, ki je namenjena off-line programiranju in simulaciji robotske opreme. Gre za nadgradnjo prej
omenjene programske opreme KUKA Sim Layout, ki poleg navedenih funkcij omogoča: off-line
programiranje, ki se izvaja direktno v KRL (KUKA Robot language), izvajanje simulacije robotskega
gibanja v realnem času, točen izračun cikla robotskega gibanja, upoštevanje I/O signalov, vnos STL,
3DS, VRML1, Robface in Google Sketchup modelov izdelkov in periferne opreme. Opcijsko je
omogočen tudi vnos modelov tipa CATIA V5, CATIA V4, Siemens NX, JT, STEP, Parasolid, ProE,
SolidWorks, ACIS, IDEAS in IGES.

15
Slika 5.: Simulacijska programska oprema KUKA Sim Layout.
Slika 6.: Simulacijska programska oprema KUKA Sim Pro.
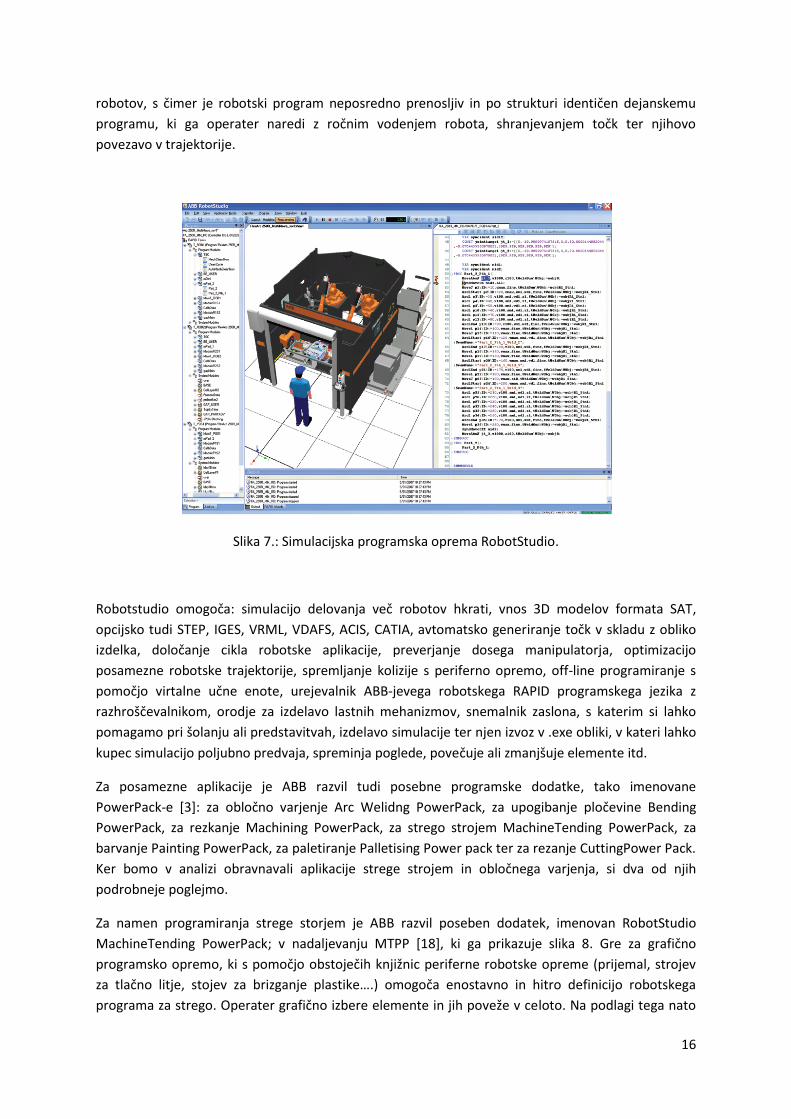
3.4 ABB - RobotStudio Podjetje ABB nudi simulacijsko programsko opremo RobotStudio [4], predstavljeno na sliki 7, ki
uporabnikom omogoča simulacijo in off-line programiranje ABB robotov, pozicionirnikov in tračnih
prog. V njem deluje enaka programska oprema, kot se nahaja v ABB krmilnikih njihovih industrijskih
16
robotov, s čimer je robotski program neposredno prenosljiv in po strukturi identičen dejanskemu
programu, ki ga operater naredi z ročnim vodenjem robota, shranjevanjem točk ter njihovo
povezavo v trajektorije.
Slika 7.: Simulacijska programska oprema RobotStudio.
Robotstudio omogoča: simulacijo delovanja več robotov hkrati, vnos 3D modelov formata SAT,
opcijsko tudi STEP, IGES, VRML, VDAFS, ACIS, CATIA, avtomatsko generiranje točk v skladu z obliko
izdelka, določanje cikla robotske aplikacije, preverjanje dosega manipulatorja, optimizacijo
posamezne robotske trajektorije, spremljanje kolizije s periferno opremo, off-line programiranje s
pomočjo virtalne učne enote, urejevalnik ABB-jevega robotskega RAPID programskega jezika z
razhroščevalnikom, orodje za izdelavo lastnih mehanizmov, snemalnik zaslona, s katerim si lahko
pomagamo pri šolanju ali predstavitvah, izdelavo simulacije ter njen izvoz v .exe obliki, v kateri lahko
kupec simulacijo poljubno predvaja, spreminja poglede, povečuje ali zmanjšuje elemente itd.
Za posamezne aplikacije je ABB razvil tudi posebne programske dodatke, tako imenovane
PowerPack-e [3]: za obločno varjenje Arc Welidng PowerPack, za upogibanje pločevine Bending
PowerPack, za rezkanje Machining PowerPack, za strego strojem MachineTending PowerPack, za
barvanje Painting PowerPack, za paletiranje Palletising Power pack ter za rezanje CuttingPower Pack.
Ker bomo v analizi obravnavali aplikacije strege strojem in obločnega varjenja, si dva od njih
podrobneje poglejmo.
Za namen programiranja strege storjem je ABB razvil poseben dodatek, imenovan RobotStudio
MachineTending PowerPack; v nadaljevanju MTPP [18], ki ga prikazuje slika 8. Gre za grafično
programsko opremo, ki s pomočjo obstoječih knjižnic periferne robotske opreme (prijemal, strojev
za tlačno litje, stojev za brizganje plastike….) omogoča enostavno in hitro definicijo robotskega
programa za strego. Operater grafično izbere elemente in jih poveže v celoto. Na podlagi tega nato

17
generira robotski program. S pomočjo MTPP operater natančno definira cikel, pregleda možnosti
kolizij med robotom in okolico, ter vrši optimizacijo robotskega programa. Vse navedeno lahko
operater izvede še preden je program prvič preizkušen na dejanski robotski celici.
Slika 8.: Programska oprema RobotStudio in dodatek MTPP.
Poleg navedenega lahko uporabnik definira svoj lasten, aplikaciji prilagojen, HMI vmesnik na učni
enoti FlexPendant [3]. S tem je omogočen lažji pregled nad stanjem robotske celice in upravljanje le
te tudi s strani manj izkušenih operaterjev, ki niso vešči programiranja ABB robotov.
Slika 9.: Aplikaciji prirejen HMI na ABB-jevi učni enoti FlexPendant.
Posebej za namene varjenja po postopku MIG/MAG je ABB razvil dodatek, imenovan RobotStudio
ArcWeld PowerPack [19]; v nadaljevanju AWPP, ki je prikazan na sliki 10. Z njegovo pomočjo
operater izdela robotski program tako, da vanj najprej vnese 3D modele varjencev. Nato na mestih
kjer potekajo vari, definira položaje in orientacije gorilnika, s tem pa tudi točke, ki so osnove
robotskih trajektorij.

18
Slika 10.: Programska oprema RobotStudio in dodatek AWPP.
Položaje gorilnika lahko shrani v 3D obliki in jih posreduje izdelovalcu vpenjalnih priprav, ki bodo
držale varjence na mestu med varjenjem, kar je prikazano na sliki 11.
Slika 11.: Definicija položajev gorilnika za posamezen var.
19
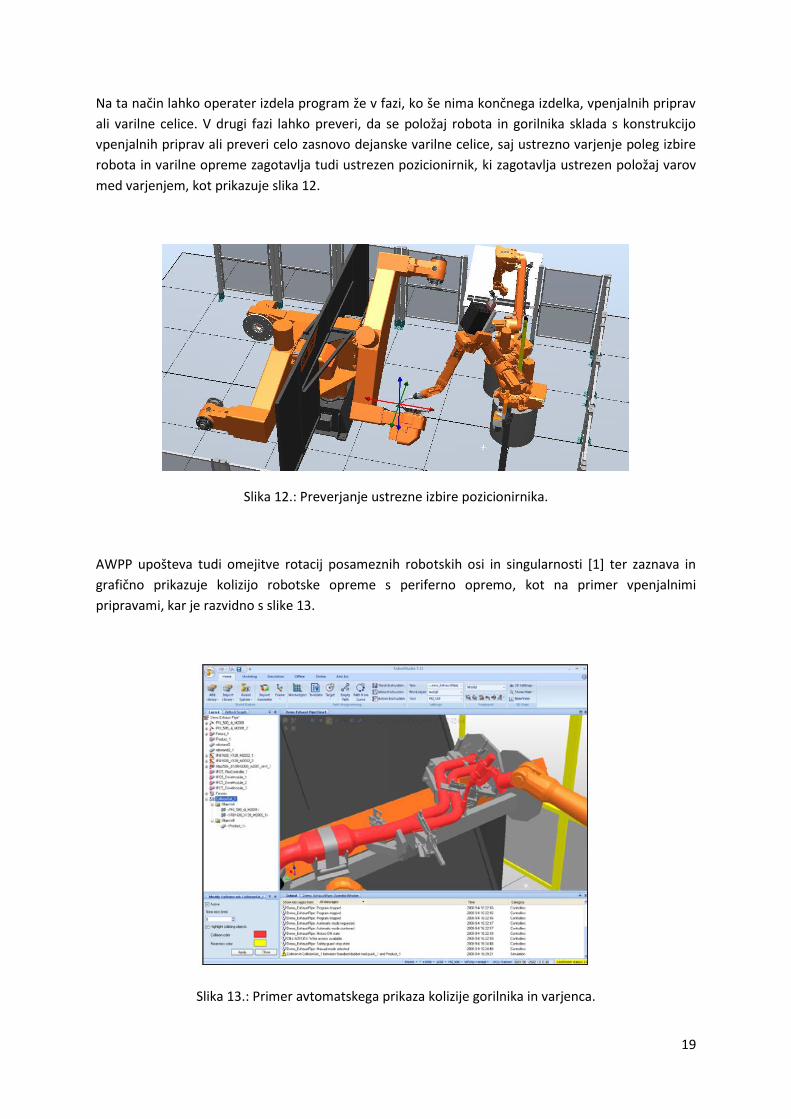
Na ta način lahko operater izdela program že v fazi, ko še nima končnega izdelka, vpenjalnih priprav
ali varilne celice. V drugi fazi lahko preveri, da se položaj robota in gorilnika sklada s konstrukcijo
vpenjalnih priprav ali preveri celo zasnovo dejanske varilne celice, saj ustrezno varjenje poleg izbire
robota in varilne opreme zagotavlja tudi ustrezen pozicionirnik, ki zagotavlja ustrezen položaj varov
med varjenjem, kot prikazuje slika 12.
Slika 12.: Preverjanje ustrezne izbire pozicionirnika.
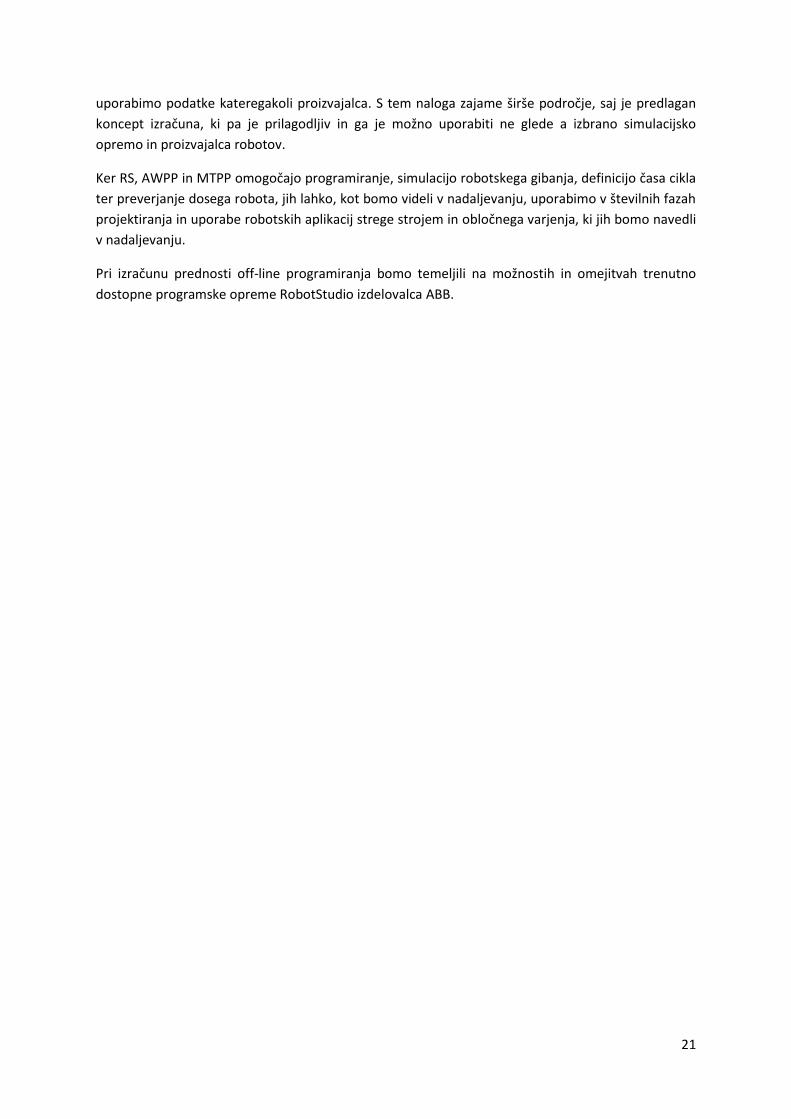
AWPP upošteva tudi omejitve rotacij posameznih robotskih osi in singularnosti [1] ter zaznava in
grafično prikazuje kolizijo robotske opreme s periferno opremo, kot na primer vpenjalnimi
pripravami, kar je razvidno s slike 13.
Slika 13.: Primer avtomatskega prikaza kolizije gorilnika in varjenca.

20
Na koncu omenimo še, da AWPP omogoča izračun in grafični prikaz vara v prerezu na podlagi
podanih varilnih parametrov ter dimenzij in medsebojnih položajev varjencev, kar prikazuje slika 14.
Slika 14.: Prikaz pričakovanega prereza vara na podlagi podanih parametrov varjenja.
Obstajajo tudi univerzalni programi, na primer MasterCam [16] ali RobCad [17], ki omogočajo
simulacijo robotov različnih izdelovalcev, vendar so zmožnosti simulacije praviloma manjše kot pri
programih, ki jih ponujajo sami izdelovalci robotske opreme.
Kot vidimo iz navedenih lastnosti posameznih programskih oprem, se med seboj razlikujejo v tem kaj
uporabniku ponujajo ter na kakšen način so zasnovane. Njihova direktna primerjava presega okvire
te analize, saj se neodvisne primerjave ne izvajajo, praktično pa programerji na področju Slovenije
uporabljajo eno ali največ dve različni simulacijski programski opremi. Ob tem imajo uporabniki za
svoje aplikacije različne, zelo specifične zahteve kot na primer: izredno točnost položaja robota
(vstavljanje kosa v orodje), ponovljivost trajektorije robota (nanos lepila na avtomobilski žaromet),
hitrost (strega manjših strojev s kratkimi cikli), prilagodljivost (odstranjevanje srha s pomočjo
senzorja sile, ki prilagaja silo ali hitrost robota), itd. Zato je mnenje uporabnikov o posamezni
simulacijski opremi zelo subjektivno.
Analiza je sicer zaradi izbranih primerov dejanskih aplikacij narejena v primeru dela z eno od
navedenih simulacijskih programskih oprem, vendar je sam koncept izračuna narejen tako, da lahko
21
uporabimo podatke kateregakoli proizvajalca. S tem naloga zajame širše področje, saj je predlagan
koncept izračuna, ki pa je prilagodljiv in ga je možno uporabiti ne glede a izbrano simulacijsko
opremo in proizvajalca robotov.
Ker RS, AWPP in MTPP omogočajo programiranje, simulacijo robotskega gibanja, definicijo časa cikla
ter preverjanje dosega robota, jih lahko, kot bomo videli v nadaljevanju, uporabimo v številnih fazah
projektiranja in uporabe robotskih aplikacij strege strojem in obločnega varjenja, ki jih bomo navedli
v nadaljevanju.
Pri izračunu prednosti off-line programiranja bomo temeljili na možnostih in omejitvah trenutno
dostopne programske opreme RobotStudio izdelovalca ABB.

22
4. Faze projekta
Ker se oba izbrana segmenta, ki ju analiziramo, zelo razlikujeta, je potrebno narediti analizo uporabe
simulacijske programske opreme za vsakega posebej. Za vsak segment je potrebno analizirati kaj
robot dela in koliko časa potrebujemo za izdelavo robotskega programa. Posamezen segment je
smiselno razdeliti na vsaj štiri faze:
ponudbo,
izvedbo,
šolanje,
proizvodnjo.
Primer take analize, narejene za aplikacijo paletiranja [20], kaže, da so že pri preprosti aplikaciji, kot
je paletiranje, prihranki veliki, še posebej v fazi dodajanja novih programov v času delujoče
proizvodnje.
4.1 Faza ponudbe V fazi ponudbe se izvaja predvsem načrtovanje robotske celice, katere namen je izpolnjevati vse
podane zahteve kupca. To je najbolj kritična faza projekta, saj je z njo pogojena njegova uspešna
realizacija. Z simulacijsko programsko opremo si lahko v fazi ponudbe pomagamo pri grafični
predstavitvi projekta in iskanju odgovorov na vprašanja glede pravilne izbire tipov in količin robotov,
njihovih variant (doseg, nosilnost), preverjanju konstrukcije periferne opreme (prijemala, podstavka
za manipulator, vhodnih in izhodnih zalogovnikov, konstrukcije vpenjalnih priprav, …), načrtovanju
tlorisa, definiciji poteka posameznih operacij robotske celice, preverjanju časa gibanja robota in cikla
robotskega dela aplikacije itd.
Splošna definicija stroška v tej fazi ni mogoča, saj je le-ta odvisen od številnih dejavnikov, ki se
razlikujejo od aplikacije do aplikacije, zato jih ne moremo vrednotiti (posamezni dobavitelji robotske
opreme ne znajo vedno primerno predstaviti vse prednosti njihove opreme, kupec včasih ne
sodeluje pri zasnovi robotske celice, še posebej če nima obstoječih izkušenj z roboti, čas na voljo za
načrtovanje je lahko tudi zelo kratek in ne dovoljuje večkratnih simulacij in analiz, napačno izbranega
robota, ki nima dovolj velikega delovnega prostora ali nosilnosti, je težko uporabiti v drugem delu
proizvodnje ali ga, zaradi specifičnih izbranih programskih in mehanskih opcij, prodati drugemu
kupcu, strošek spremembe periferne opreme je lahko visok, če je uporabljena posebej namenska
oprema, dobavni rok za dodatno opremo lahko vpliva na končni rok izvedbe projekta itn. ).
V fazi ponudbe predstavlja programiranje strošek za dobavitelja opreme, ki ga vključi v svojo
kalkulacijo za izračun ponudbene cene. Če ne izbere pravilnega načina programiranja, se to lahko
odrazi tudi v neuspešni ponudbi.
Hitro pa lahko ugotovimo, da je uporaba simulacijske programske opreme v tej fazi smiselna, saj v
današnjem času tudi periferna oprema nastaja v 3D modelirnih programskih paketih, hkrati pa je
vizualizacija celotne robotske celice s strani kupca pred odločitvijo o nakupu zaželena, pogosto pa
tudi zahtevana.
23
Čeprav splošna definicija stroška v tej fazi ni mogoča, dolgoletna praksa načrtovanja in izvedbe
robotskih aplikacij v podjetju ABB potrjuje, da simulacijska programska oprema zelo pozitivno vpliva
na razvoj projekta v fazi ponudbe, saj daje kupcu plastično predstavo o tem, kakšna oprema mu je
ponujena in kako bo delovala.
4.2 Faza izvedbe V tej fazi se navadno poleg dobave in postavitve opreme izvede tudi programiranje robota za
varjenje ali strego vnaprej določenega števila izdelkov. Običajno kupec zahteva izvedbo programa
vsaj za en izdelek, saj s tem preveri izbiro opreme ter njeno delovanje. Poleg tega kupec pogosto
zahteva šolanje, da lahko sam v prihodnosti izdela programe za nove izdelke. Ker so v fazi izvedbe
prihranki časa v primeru off-line programiranja veliki, jo bomo vključili v našo analizo posameznih
projektov.
Programiranje robota lahko razdelimo na dve fazi: izdelavo osnovnega programa in definicijo točk
gibanja robota ter trajektorij za manipulacijo ali varjenje posameznih izdelkov.
Osnovni program ima nalogo, da delovanje robotskega sistema uskladi s periferno opremo. V ta
namen robotski program spremlja signale o njenem stanju, pripravljenosti za novo operacijo,
končanju začetega cikla, napakah, ki vplivajo na delovanje, ter na podlagi njih izbira posamezne dele
robotskega programa z ustreznimi trajektorijami. Tudi delovanje periferne opreme je vezano na
delovanje robota, zato osnovni program zagotavlja, da robot pošilja relevantne informacije periferni
opremi, kot so na primer: kdaj je končal s ciklom, kdaj je v določenem območju, ko mora periferna
oprema mirovati, kdaj čaka na periferno opremo, da le ta izvede aktivnost itd. Več kot je vzročno
posledičnih povezav v robotski celici, več časa mora operater nameniti izdelavi osnovnega programa.
Poleg tega lahko osnovni program upravlja z vizualizacijo robotske celice, izvaja štetje izdelanih
kosov, podaja informacije preko različnih komunikacijskih vmesnikov, kot so: I/O signali, ProfiBus,
ProfiNet, DeviceNet, Ethernet, zato lahko njegova kompleksnost hitro narase.
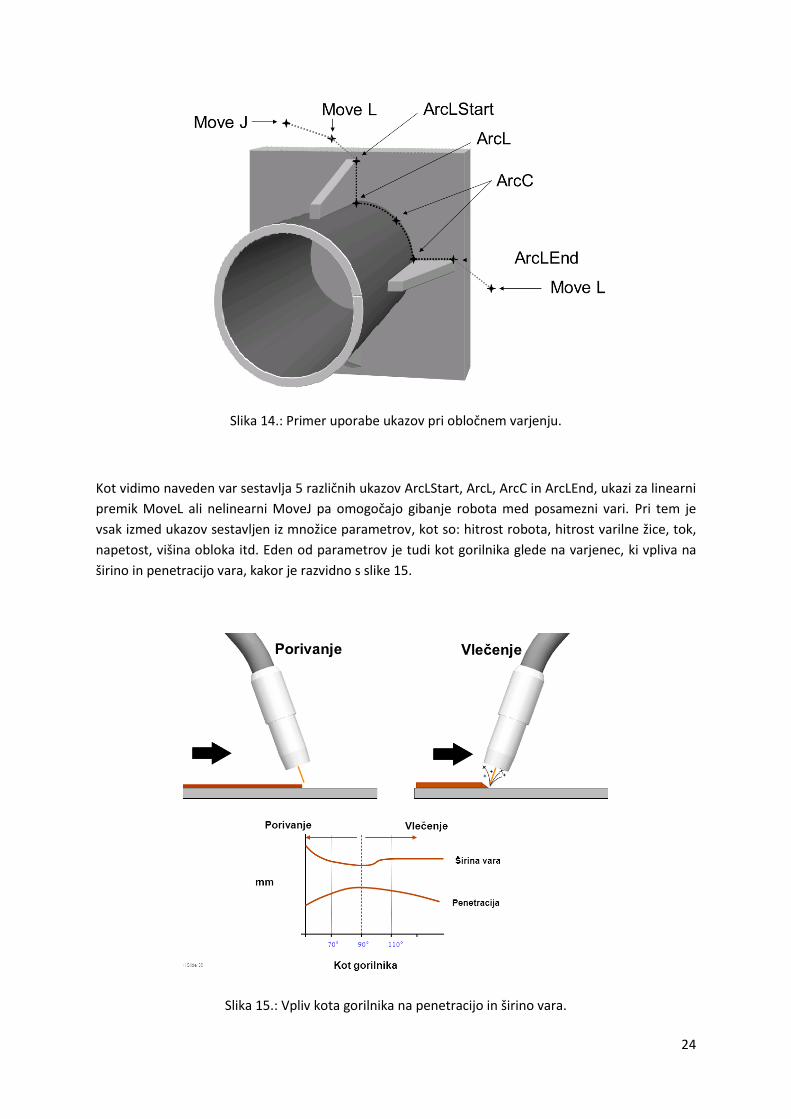
Drugi del robotskega programa sestavljajo točke ter ukazi, ki jih povezujejo v gibanje robota. Na sliki
14 si poglejmo primer kako je zasnovano programiranje enega vara.
24
Slika 14.: Primer uporabe ukazov pri obločnem varjenju.
Kot vidimo naveden var sestavlja 5 različnih ukazov ArcLStart, ArcL, ArcC in ArcLEnd, ukazi za linearni
premik MoveL ali nelinearni MoveJ pa omogočajo gibanje robota med posamezni vari. Pri tem je
vsak izmed ukazov sestavljen iz množice parametrov, kot so: hitrost robota, hitrost varilne žice, tok,
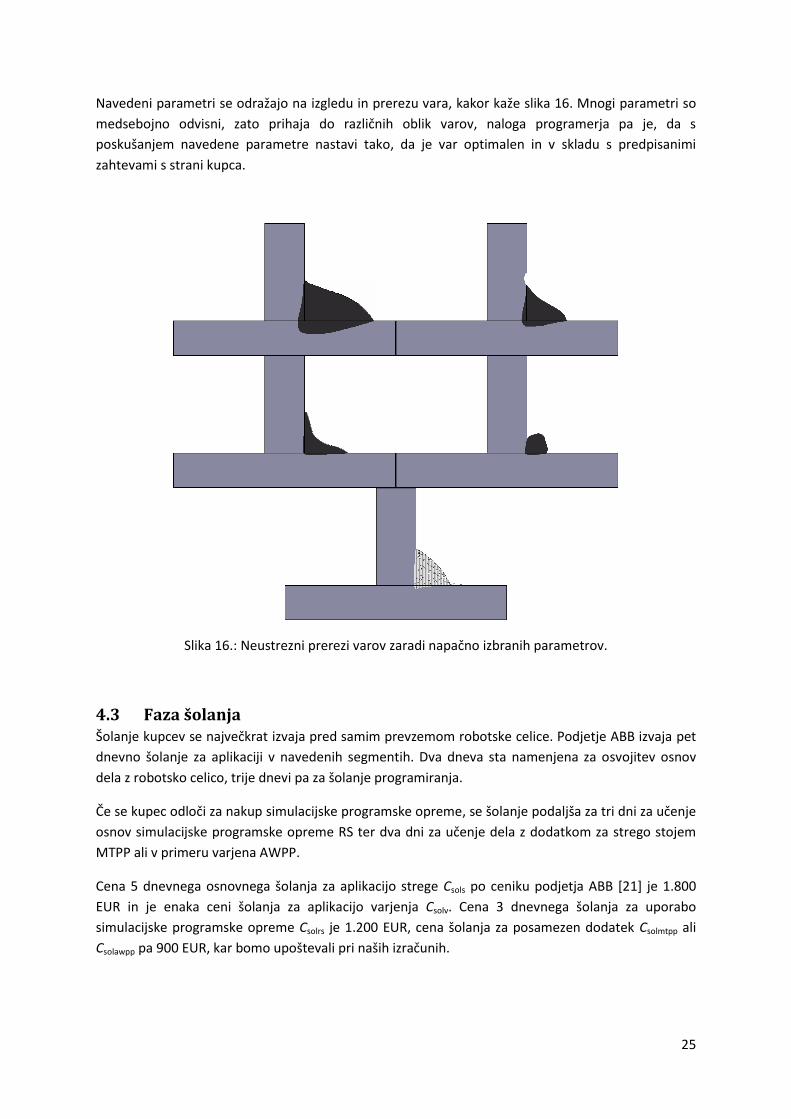
napetost, višina obloka itd. Eden od parametrov je tudi kot gorilnika glede na varjenec, ki vpliva na
širino in penetracijo vara, kakor je razvidno s slike 15.
Slika 15.: Vpliv kota gorilnika na penetracijo in širino vara.
25
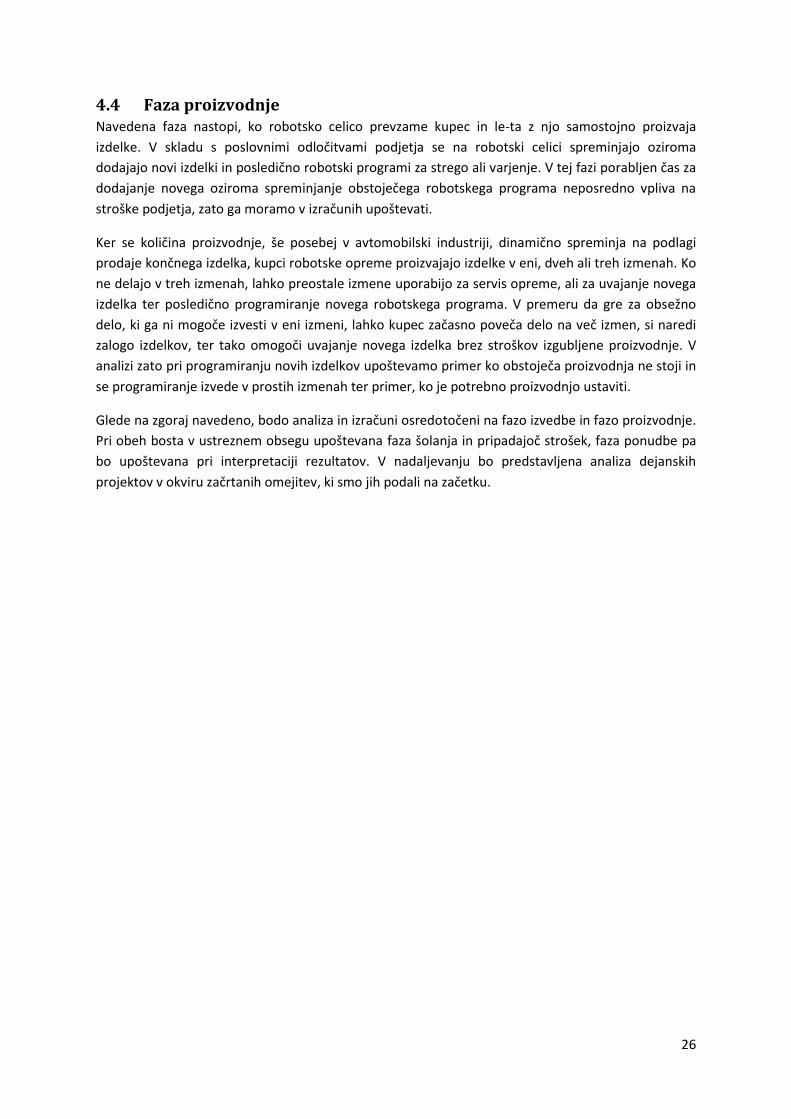
Navedeni parametri se odražajo na izgledu in prerezu vara, kakor kaže slika 16. Mnogi parametri so
medsebojno odvisni, zato prihaja do različnih oblik varov, naloga programerja pa je, da s
poskušanjem navedene parametre nastavi tako, da je var optimalen in v skladu s predpisanimi
zahtevami s strani kupca.
Slika 16.: Neustrezni prerezi varov zaradi napačno izbranih parametrov.
4.3 Faza šolanja Šolanje kupcev se največkrat izvaja pred samim prevzemom robotske celice. Podjetje ABB izvaja pet
dnevno šolanje za aplikaciji v navedenih segmentih. Dva dneva sta namenjena za osvojitev osnov
dela z robotsko celico, trije dnevi pa za šolanje programiranja.
Če se kupec odloči za nakup simulacijske programske opreme, se šolanje podaljša za tri dni za učenje
osnov simulacijske programske opreme RS ter dva dni za učenje dela z dodatkom za strego stojem
MTPP ali v primeru varjena AWPP.
Cena 5 dnevnega osnovnega šolanja za aplikacijo strege Csols po ceniku podjetja ABB [21] je 1.800
EUR in je enaka ceni šolanja za aplikacijo varjenja Csolv. Cena 3 dnevnega šolanja za uporabo
simulacijske programske opreme Csolrs je 1.200 EUR, cena šolanja za posamezen dodatek Csolmtpp ali
Csolawpp pa 900 EUR, kar bomo upoštevali pri naših izračunih.
26
4.4 Faza proizvodnje Navedena faza nastopi, ko robotsko celico prevzame kupec in le-ta z njo samostojno proizvaja
izdelke. V skladu s poslovnimi odločitvami podjetja se na robotski celici spreminjajo oziroma
dodajajo novi izdelki in posledično robotski programi za strego ali varjenje. V tej fazi porabljen čas za
dodajanje novega oziroma spreminjanje obstoječega robotskega programa neposredno vpliva na
stroške podjetja, zato ga moramo v izračunih upoštevati.
Ker se količina proizvodnje, še posebej v avtomobilski industriji, dinamično spreminja na podlagi
prodaje končnega izdelka, kupci robotske opreme proizvajajo izdelke v eni, dveh ali treh izmenah. Ko
ne delajo v treh izmenah, lahko preostale izmene uporabijo za servis opreme, ali za uvajanje novega
izdelka ter posledično programiranje novega robotskega programa. V premeru da gre za obsežno
delo, ki ga ni mogoče izvesti v eni izmeni, lahko kupec začasno poveča delo na več izmen, si naredi
zalogo izdelkov, ter tako omogoči uvajanje novega izdelka brez stroškov izgubljene proizvodnje. V
analizi zato pri programiranju novih izdelkov upoštevamo primer ko obstoječa proizvodnja ne stoji in
se programiranje izvede v prostih izmenah ter primer, ko je potrebno proizvodnjo ustaviti.
Glede na zgoraj navedeno, bodo analiza in izračuni osredotočeni na fazo izvedbe in fazo proizvodnje.
Pri obeh bosta v ustreznem obsegu upoštevana faza šolanja in pripadajoč strošek, faza ponudbe pa
bo upoštevana pri interpretaciji rezultatov. V nadaljevanju bo predstavljena analiza dejanskih
projektov v okviru začrtanih omejitev, ki smo jih podali na začetku.

27
5. Način analize stroška programiranja v posameznih fazah
Analizirani projekti so razdeljeni na aplikacije strege strojem ter aplikacije obločnega varjenja. Ker
želimo izračun stroška določiti tako, da bo z njim mogoče obravnavati širok spekter navedenih
aplikacij, so v analizi uporabljeni projekti različnih stopenj obsega in zahtevnosti programiranja. Tako
obravnavamo strego enega stroja za tlačno litje, strego stroja za tlačno litje z odstranjevanjem srha,
odstranjevanje srha z več roboti, strego horizontalnih obdelovalnih centrov, varjenje večjih kosov za
avtomobilske sedeže, varjenj osnov za bivalne zabojnike ter varjenje navojnih palic za avtomobilske
sedeže.
Pri analizi stroška programiranja vsakega projekta je opisano osnovno delovanje robotske celice, ter
ključne zahteve kupca, ki se odražajo na času programiranja in posledično tudi strošku.
Vseh stroškov ne moremo ovrednotiti, saj ne moremo zagotoviti da bodo nastali in če, v kakšnem
obsegu. Tu govorimo predvsem o strošku neustreznih kosov pri testiranju robotskega programa,
izgubi časa zaradi posebnih funkcij robotske celice (na primer dolgo obračanje vpenjalne priprave ali
ogrevanje livarskega stroja), strošku popravila mehanskih komponent vpenjalne priprave, ki nastane
zaradi neprimerne konstrukcije, strošku zastoja v primeru okvare opreme, dolgega časa dobave
varjencev, potrošnega materiala ali rezervnega dela.
Izmed zgoraj navedenih stroškov, so ključni in pogosti izmed njih, tudi upoštevani pri interpretaciji
rezultatov analize.

28
6. Strošek programiranja strege stroja za tlačno litje
6.1 Faza izvedbe Del projektnega časa odpade na mehansko postavitev opreme. Tukaj uporaba simulacijske opreme
pripomore k pravilni definiciji tlorisa in ustrezni razdelitvi opreme v prostoru. Formalen izračun
prihranka ni smiseln, saj je spremenljivk preveč. Napačna postavitev robota lahko na primer povzroči
ponovno vrtaje lukenj za sidra, ki ga fiksirajo na ustreznem položaju, posledično premik periferne
opreme okoli robota, ponovna izdelava električnih povezav, če so obstoječe prekratke, itn. Izguba
projektnega časa je lahko tako zelo velika, posledično pa se povečajo tudi stroški projekta. Je pa
potrebno navedene stroške upoštevati pri vrednotenju rezultatov naše analize. Sedaj proučimo čas,
ki je potreben za programiranje delovanja samega robota.
Programiranje lahko razdelimo na dve fazi: izdelavo jedra programa in definicijo točk gibanja robota,
ki sestavljajo trajektorije za manipulacijo izdelkov. Jedro programa so krmilni del programa za
prijemalo, programska povezava senzorjev za detekcijo izdelka, izdelava pravil, ki zagotavljajo
ustrezen prijem, orientacijo izdelka itd. V drugi fazi z definicijo točk program povežemo v celoto in
definiramo želene trajektorije robota.
Določimo potreben čas ročnega načina programiranja strege stroja za en izdelek. Tipičen primer je
robotska strega stroja za tlačno litje v podjetju LTH Castings, ki ga prikazuje slika 17.
Slika 17.: Robotizirana strega stroja za tlačno litja aluminija.
Izdelek na podlagi katerega bomo izvedli našo analizo in izračune je oljna črpalka za osebni
avtomobil, ki jo prikazuje slika 18.

29
Slika 18.: Oljna črpalka za osebni avtomobil.
Zaporedje robotskih operacij v celici je sledeče. Robot čaka na signal stroja, da je le ta končal z litjem.
Robot nato seže v stroj, prime odlitek, ga prenese iz stroja in ga postavi pred senzorje. S slednjimi
preveri, ali je odlitek v celoti odstranjen iz orodja. Robot v primeru ustreznega odlika s signalom
omogoči stroju za litje začetek novega cikla. Robot nato odlitek pomoči v bazen s hladilno tekočino,
da mu zniža temperaturo. Sledi vstavljanje izdelka v obsekovalnik, kjer se odstranijo dolivki in večji
srhi, ter odlaganje na izhodni transport, ki je lahko drča, tekoč trak ali zaboj.
V preteklosti smo pri podobnih projektih [22] v podjetju ABB za osnovni program potrebovali 16 ur
programiranja. Temu je sledilo programiranje trajektorij za posamezen izdelek in testiranje, kjer je bil
po izkušnjah čas programiranja v povprečju 4 ure. Vanj sta všteta tudi čas testiranja izdelanega
programa in fina nastavitev točk, ki sestavljajo trajektorije. Ker je jedro programa narejeno le enkrat,
potrebujemo za vsak dodatni izdelek 4 dodatne ure programiranja. Posledica finega nastavljanja
trajektorij so tudi neustrezni izdelki. Ti v primeru same strege tlačnega stroja ne predstavljajo
bistvenega stroška, saj lahko proizvajalec izdelek ponovno vrne v peč in samo litino ponovno
uporabi.
Sedaj določimo potreben čas programiranja strege stroja za tlačno litje za en izdelek s pomočjo
simulacijske programske opreme. Za osnovni program smo pri preteklih projektih porabili 8 ur. Temu
je sledilo programiranje trajektorij in testiranje, kar je vzelo dodatni dve uri. V to sta všteta tudi čas
testiranja izdelanega programa in fina nastavitev točk. Ker je jedro programa narejeno le enkrat,
potrebujemo za vsak nadaljnji program dve dodatni uri programiranja. Število neustreznih izdelkov v
tem primeru ni bistveno večje kot v primeru ročnega programiranja, saj gre le za prijem izdelka v
livarskem stroju ter vstavljanje v obsekovalnik. Točno pozicioniranje v obsekovalniku pa se vedno
izvaja ročno.
30
V fazi izvedbe je navadno prisotnih še več zunanjih dejavnikov, ki vplivajo na sam potek projekta.
Neustrezno delovanje periferne opreme, spremembe kupčevih zahtev ter zamenjava dobaviteljev
periferne opreme, so dejavniki, ki praviloma podaljšujejo čas programiranja. Navedenih dejavnikov
ni mogoče točno ovrednotiti, vendar jih moramo upoštevati pri interpretaciji rezultatov.
Na strošek vpliva število porabljenih ur za programiranje osnovnega programa Uosn ter trajektorij za
dodatne izdelke N∙Udod, cena programerske ure dobavitelja opreme Cprog, čas programerja na poti
Upot (ko se programiranje izvaja izven sedeža dobavitelja), cena ure na poti Cpot, cena osnovne
programske opreme Cswrs, cena dodatka MTPP Cswmtpp, cena osnovnega šolanja Csols, cena šolanja za
programsko opremo RobotStudio Csolrs ter cena šolanja za MTPP Csolmtpp. Glede na majhno vrednost
cena dnevnice [23] tako rekoč ne vpliva na izračun, ki ga da enačba 1, zato je ne bomo upoštevali.
(1)
Za čas na poti Upot predvidimo dvakrat po eno uro na dan izvedbe in zapišimo enačbo 2.
(
)
(2)
Cena ure na poti po ceniku podjetja ABB je 50 evrov, strošek ure programiranja pa 70 evrov [21]. Pri
izvedbi robotske celice proizvodnja ne poteka, zato stroška izgubljene proizvodnje v tem primeru ne
upoštevamo. Z navedenimi cenami za ročni način programiranja dobimo izračun, predstavljen v
enačbi 3.
( ) (3)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 4, tabeli 8 in na grafu 7,
uporabljene vrednosti za izračun pa so navedene v tabeli 9.
( )
(4)
Število izdelkov Izvedba ročno [kEUR]
Izvedba off-line [kEUR]
1 3,450 6,725
3 4,110 7,055
5 4,770 7,385
7 5,430 7,715
9 6,090 8,045
11 6,750 8,375
13 7,410 8,705
15 8,070 9,035
17 8,730 9,365
19 9,390 9,695
21 10,050 10,025
Tabela 8.: Strošek ročnega in off-line programiranja strege stroja glede na število različnih izdelkov.

31
Graf 7.: Strošek ročnega in off-line programiranja strege stroja glede na število različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 4 ure 2 uri
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Tabela 9.: Uporabljene vrednosti za izračun.
Navedeni izračuni kažejo, da uporaba simulacijske programske opreme z namenom off-line
programiranja strege livarskega stroja v fazi izvedbe projekta ni smiselna, saj je upravičena šele pri
enaindvajsetih različnih izdelkih. Pri interpretaciji te ugotovitve je potrebno upoštevati, da v praksi
dobavitelj robotske opreme za strego livarskega stroja ob zagonu opreme izdela robotski program za
največ tri različne izdelke [22].
6.2 Faza proizvodnje Ker uspešna proizvodnja vedno odraža zahteve na trgu, je velika verjetnost, da bo potrebno po
uspešnem zagonu v prihodnosti izdelek spremeniti ali pa v robotsko celico dodati povsem nove
izdelke. Takrat je pri ročnem načinu programiranja potrebno robotsko celico in s tem proizvodnjo
ustaviti ter pripraviti nov robotski program.
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Stro
šek
[kE
UR
]
Ročno
Off-line
Število različnih izdelkov

32
V fazi proizvodnje se strošek ure programerja spremeni, saj sedaj programiranje izvaja kupec sam.
Tako definiramo ceno programerske ure Ckprog, ki je običajno nižja od Cprog s strani dobavitelja
opreme in znaša v povprečju 50 evrov [22]. Navedenim stroškom dodamo še strošek ustavljene
proizvodnje Cup ter zapišemo enačbo 5.
(
)
(5)
V enačbi 6 je strošek ustavljene proizvodnje definiran kot produkt ocenjenega dobička posameznega
izdelka Ci, števila izdelkov na uro Pu ter časa zaustavitve Uzau.
(
)
(6)
Dejanski izračun stroška ustavljene proizvodnje je v podjetjih lahko precej obširnejši in
kompleksnejši, saj vključuje dejanski dobiček na izdelek, kapaciteto proizvodnje, število izmen, v
katerih obratuje proizvodnja ter druge stroške (elektrika, zrak, vzdrževanje, izobraževanje…). Kljub
temu je ocena, navedena v nadaljevanju, povsem ustrezna za našo analizo, saj povzema vse
navedeno, na podlagi zbranih podatkov v okviru projekta. Poleg tega je izračun stroška zasnovan
tako, da lahko vanj dobavitelj in kupec vstavita svoje točne podatke.
Tlačno litje predstavljenega ohišja oljne črpalke za osebni avto traja 30 s, zato se na uro izdela 120
izdelkov. Ob predpostavki, da je vrednost izdelka 10 EUR, ocenjeni dobiček proizvajalca pa 2 EUR, je
strošek izgubljene proizvodnje 240 EUR na uro.
Ker programiranje izvaja kupec sam, časa na poti ne vključimo v izračun.
V našem izračunu bomo upoštevali dve možnosti. V prvem primeru (ustavljena proizvodnja) kupec
dela v treh izmenah, torej nima možnosti za programiranje brez zaustavitve proizvodnje, v drugem
(delujoča proizvodnja) pa le v eni izmeni, preostali dve pa sta mu na voljo za programiranje. Kupec
lahko dela v drugačnem režimu ali pa število izmen prilagaja trenutnim zahtevam, kot smo že navedli
v poglavju 4.4.
Če vstavimo zgoraj navedene cene in poenostavimo izračun, dobimo za ustavljeno proizvodnjo pri
ročnem programiranju enačbo 7.
( )
(7)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 8. Rezultata obeh enačb
sta predstavljena v tabeli 10 in na grafu 8, vrednosti uporabljene za izračun pa v tabeli 11.
( ) (8)

33
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 7,600 8,800
2 8,760 9,380
3 9,920 9,960
4 11,080 10,540
5 12,240 11,120
6 13,400 11,700
7 14,560 12,280
8 15,720 12,860
9 16,880 13,440
10 18,040 14,020
Tabela 10.: Strošek ročnega in off-line programiranja strege stroja v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
Graf 8.: Strošek ročnega in off-line programiranja strege stroja v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
Rezultat izračuna v primeru, ko moramo proizvodnjo ustaviti, je pričakovan, saj stroški ustavljene
proizvodnje hitro presežejo ostale stroške, zato je uporaba simulacijske programske opreme v tem
primeru nujna in se upraviči že pri programiranju tretjega izdelka.
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov
34
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 4 ure 2 uri
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 2 EUR 2 EUR
Pu Število izdelkov na uro 120 120
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 11.: Uporabljene vrednosti za izračun.
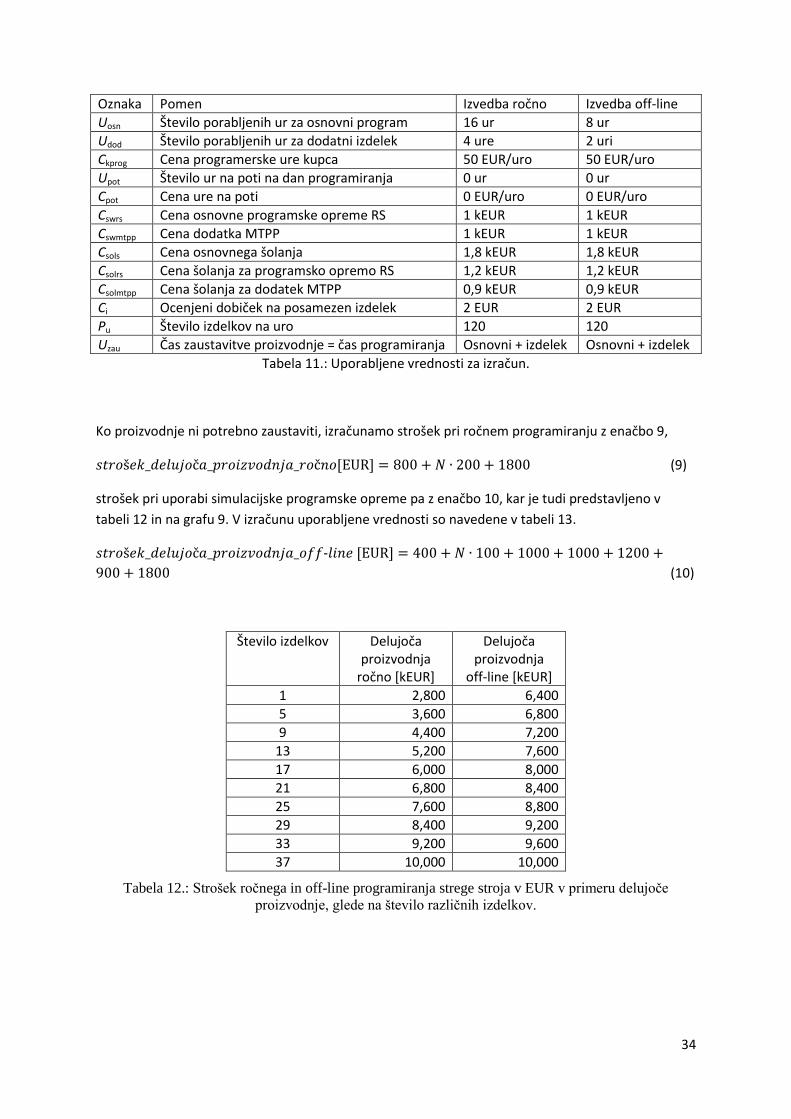
Ko proizvodnje ni potrebno zaustaviti, izračunamo strošek pri ročnem programiranju z enačbo 9,
(9)
strošek pri uporabi simulacijske programske opreme pa z enačbo 10, kar je tudi predstavljeno v
tabeli 12 in na grafu 9. V izračunu uporabljene vrednosti so navedene v tabeli 13.
(10)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 2,800 6,400
5 3,600 6,800
9 4,400 7,200
13 5,200 7,600
17 6,000 8,000
21 6,800 8,400
25 7,600 8,800
29 8,400 9,200
33 9,200 9,600
37 10,000 10,000
Tabela 12.: Strošek ročnega in off-line programiranja strege stroja v EUR v primeru delujoče
proizvodnje, glede na število različnih izdelkov.
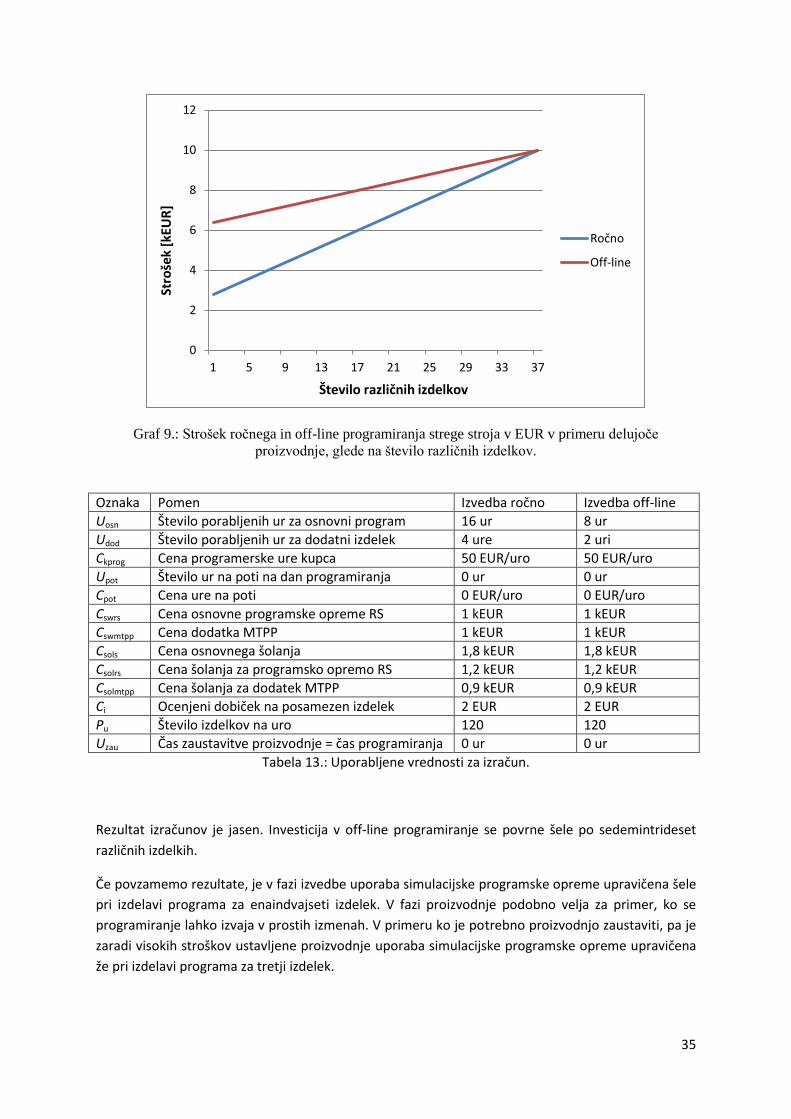
35
Graf 9.: Strošek ročnega in off-line programiranja strege stroja v EUR v primeru delujoče
proizvodnje, glede na število različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 4 ure 2 uri
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 2 EUR 2 EUR
Pu Število izdelkov na uro 120 120
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 13.: Uporabljene vrednosti za izračun.
Rezultat izračunov je jasen. Investicija v off-line programiranje se povrne šele po sedemintrideset
različnih izdelkih.
Če povzamemo rezultate, je v fazi izvedbe uporaba simulacijske programske opreme upravičena šele
pri izdelavi programa za enaindvajseti izdelek. V fazi proizvodnje podobno velja za primer, ko se
programiranje lahko izvaja v prostih izmenah. V primeru ko je potrebno proizvodnjo zaustaviti, pa je
zaradi visokih stroškov ustavljene proizvodnje uporaba simulacijske programske opreme upravičena
že pri izdelavi programa za tretji izdelek.
0
2
4
6
8
10
12
1 5 9 13 17 21 25 29 33 37
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov

36
7. Strošek programiranja strege stroja in odstranjevanja srha
7.1 Faza izvedbe V zadnjih letih se robotskim celicam, namenjenim stregi strojev, dodaja operacije, kot so: iskanje
izdelkov na zalogovniku s sistemi strojnega vida [24], obdelava izdelkov, kot na primer žaganje
dolivkov, odstranjevanje srha, kontrola izdelkov po obdelavi, sestava podsklopov, …
Livarne z namenom zmanjševanja stroškov in povečevanja dodane vrednosti pogosto robotiziranim
celicam za tlačno litje izdelkov dodajajo brušenje oziroma odstranjevanja srha [25]. Srh, prikazan na
sliki 19, nastane zaradi obrabe orodja za tlačno litje, ko med delilnimi ravninami nastane reža, v
katero se med procesom litja vrine talina.
Slika 19.: Srh na menjalniku osebnega avtomobila.
Srh se z obrabo livarskega orodja povečuje, kar pomeni da je za njegovo uspešno odstranitev, kot je
prikazano na sliki 20, potrebno robotski program ustrezno prilagajati.
Ročno programiranje odstranjevanja srha je časovno zelo zamudno, saj gre za izdelke zelo razgibanih
oblik, ki so prepleteni s kanali, ojačitvami, izvrtinami itd. Simulacijska programska orodja pa
omogočajo vnos 3D modelov in izdelavo robotskih trajektorij glede ena krivulje na modelu.

37
Slika 20.: Odstranjen srh na ohišju menjalnika osebnega avtomobila.
Na sliki 21 je predstavljena robotska celica [26] podjetja LTH Castings d.d., v kateri robot po
končanem procesu tlačnega litja odloži odlitek v vpenjalo. Tam z odlitka s pomočjo drugega robota in
pnevmatskih vreten odstrani srhe. Gre torej za usklajeno delovanje dveh robotov, prikazano na sliki
22, ki ga podjetje ABB imenuje MultiMove [27]. Cikel se zaključi z odlaganjem obdelanega kosa v
mrežni zaboj na rotacijski mizi, prikazani na sliki 23.
Slika 21.: Robotska celica za tlačno litje z dodano operacijo odstranjevanja srha.

38
Slika 22.: Usklajeno odstranjevanje srha na ohišju menjalnika osebnega avtomobila.
Slika 23.: Odlaganje izdelkov na rotacijsko mizo v mrežni zaboj.
39
Če si podrobno pogledamo delovanje vidimo, da prvi robot čaka na signal stroja, da je le ta končal s
tlačnim litjem. Nato robot seže v stroj in prime odlitek, ki ga postavi na vpenjalno mesto ter sproži
vpenjanje izdelka. Stroj za litje začne nov cikel. Oba robota nato začneta s postopkom odstranjevanja
srha s pomočjo pnevmatskih vreten. Ko je srh odstranjen, prvi robot prime izdelek in ga odloži na
ustrezno mesto v mrežni boks, ki se nahaja na rotirajočem se pozicionirniku. Po vsakem zaključenem
sloju, mora prvi robot v mrežni boks namestiti še vmesni karton.
V navedeni robotski celici sta dva robota, kar močno poveča čas, potreben za programiranje, v
primerjavi s prej navedeno livarsko celico. Za naveden projekt je podjetje ABB [22] za osnovni
program potrebovalo 16 ur programiranja. Nato sta sledila programiranje trajektorij za
odstranjevanje srha in paletiranje. Za posamezen izdelek je bil po izkušnjah čas programiranja 80 ur.
Vanj sta všteta tudi čas testiranja izdelanega programa in fina nastavitev točk, ki sestavljajo
trajektorije. Ker je jedro programa narejeno le enkrat, potrebujemo za programiranje vsakega
nadaljnjega izdelka 80 dodatnih ur. Fina nastavitev točk v tem primeru povzroči več neustreznih
kosov, ki imajo večjo vrednost, zato je strošek navkljub ponovni uporabi same taline večji kot v
primeru samega tlačnega litja.
Sedaj definirajmo potreben čas programiranja enake aplikacije s pomočjo simulacijske programske
opreme. Za osnovni program potrebujemo le 8 ur, za programiranje trajektorij in testiranje pa 40 ur.
V to je vštet tudi čas testiranja izdelanega programa in fina nastavitev točk. Ker je jedro programa
narejeno le enkrat, potrebujemo za vsak nadaljnji program 40 dodatnih ur programiranja.
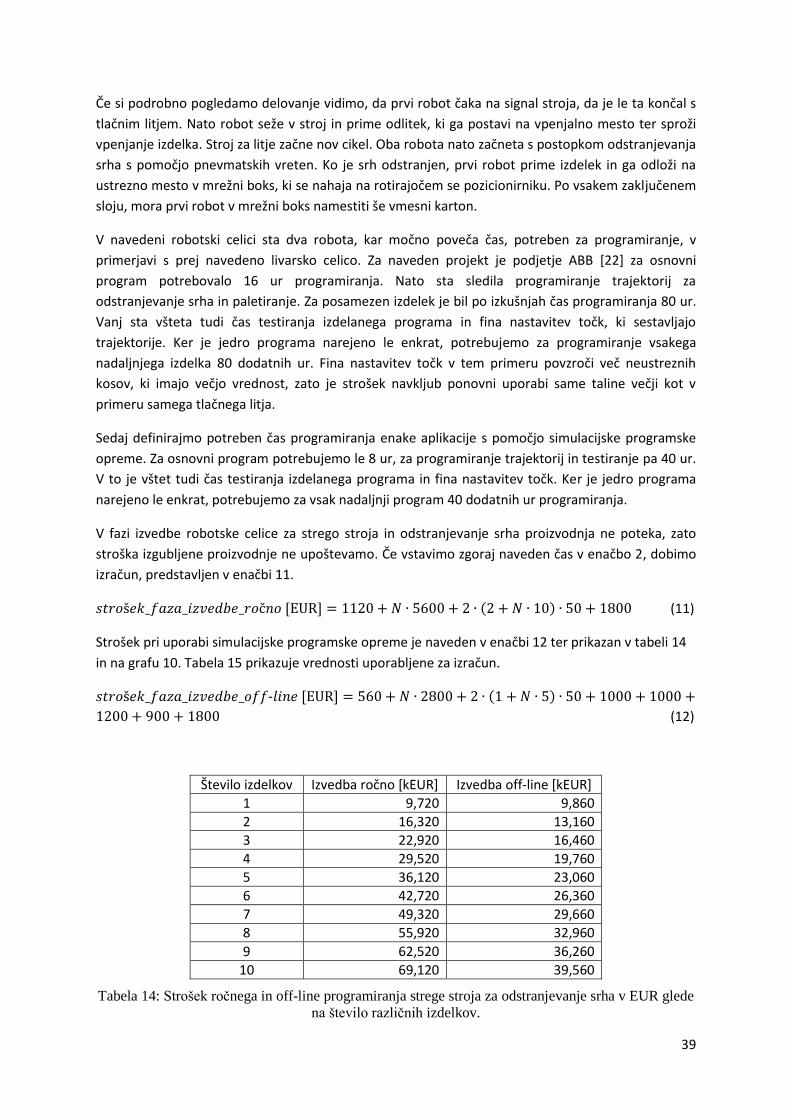
V fazi izvedbe robotske celice za strego stroja in odstranjevanje srha proizvodnja ne poteka, zato
stroška izgubljene proizvodnje ne upoštevamo. Če vstavimo zgoraj naveden čas v enačbo 2, dobimo
izračun, predstavljen v enačbi 11.
( ) (11)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 12 ter prikazan v tabeli 14
in na grafu 10. Tabela 15 prikazuje vrednosti uporabljene za izračun.
( )
(12)
Število izdelkov Izvedba ročno [kEUR] Izvedba off-line [kEUR]
1 9,720 9,860
2 16,320 13,160
3 22,920 16,460
4 29,520 19,760
5 36,120 23,060
6 42,720 26,360
7 49,320 29,660
8 55,920 32,960
9 62,520 36,260
10 69,120 39,560
Tabela 14: Strošek ročnega in off-line programiranja strege stroja za odstranjevanje srha v EUR glede
na število različnih izdelkov.
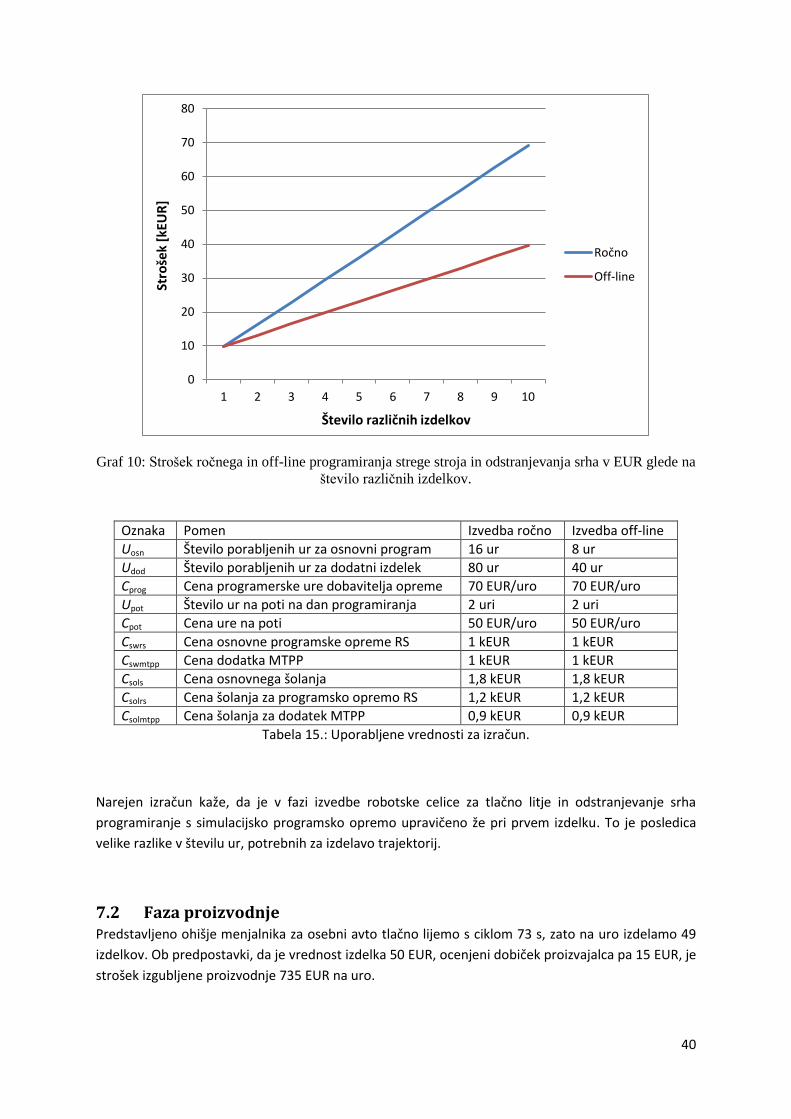
40
Graf 10: Strošek ročnega in off-line programiranja strege stroja in odstranjevanja srha v EUR glede na
število različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 80 ur 40 ur
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Tabela 15.: Uporabljene vrednosti za izračun.
Narejen izračun kaže, da je v fazi izvedbe robotske celice za tlačno litje in odstranjevanje srha
programiranje s simulacijsko programsko opremo upravičeno že pri prvem izdelku. To je posledica
velike razlike v številu ur, potrebnih za izdelavo trajektorij.
7.2 Faza proizvodnje Predstavljeno ohišje menjalnika za osebni avto tlačno lijemo s ciklom 73 s, zato na uro izdelamo 49
izdelkov. Ob predpostavki, da je vrednost izdelka 50 EUR, ocenjeni dobiček proizvajalca pa 15 EUR, je
strošek izgubljene proizvodnje 735 EUR na uro.
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov

41
Ponovno upoštevamo dve možnosti. V prvem primeru kupec dela v treh izmenah, v drugem pa le v
eni izmeni, preostali dve pa sta na voljo za programiranje.
Če vstavimo predvidene cene v enačbo 6, dobimo pri ročnem programiranju v primeru zaustavitve
proizvodnje enačbo 13.
( )
(13)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 14, rezultata obeh enačb
pa predstavljena v tabeli 16 in na grafu 11. Uporabljene vrednosti za izračun prikazuje tabela 17.
( ) (14)
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 77,160 43,580
2 139,960 74,980
3 202,760 106,380
4 265,560 137,780
5 328,360 169,180
6 391,160 200,580
7 453,960 231,980
8 516,760 263,380
9 579,560 294,780
10 642,360 326,180
Tabela 16.: Strošek ročnega in off-line programiranja strege stroja in odstranjevanja srha v EUR v
primeru ustavljene proizvodnje, glede na število različnih izdelkov.
Graf 11.: Strošek ročnega in off-line programiranja strege stroja in odstranjevanja srha v EUR v
primeru ustavljene proizvodnje, glede na število različnih izdelkov.
0
100
200
300
400
500
600
700
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov
42
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 80 ur 40 ur
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 2 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 15 EUR 15 EUR
Pu Število izdelkov na uro 49 49
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 17.: Uporabljene vrednosti za izračun.
Rezultat izračuna v primeru, ko moramo proizvodnjo ustaviti je pričakovan, saj stroški ustavljene
proizvodnje daleč presegajo vse preostale stroške, zato je uporaba simulacijske programske opreme
v tem primeru nujna.
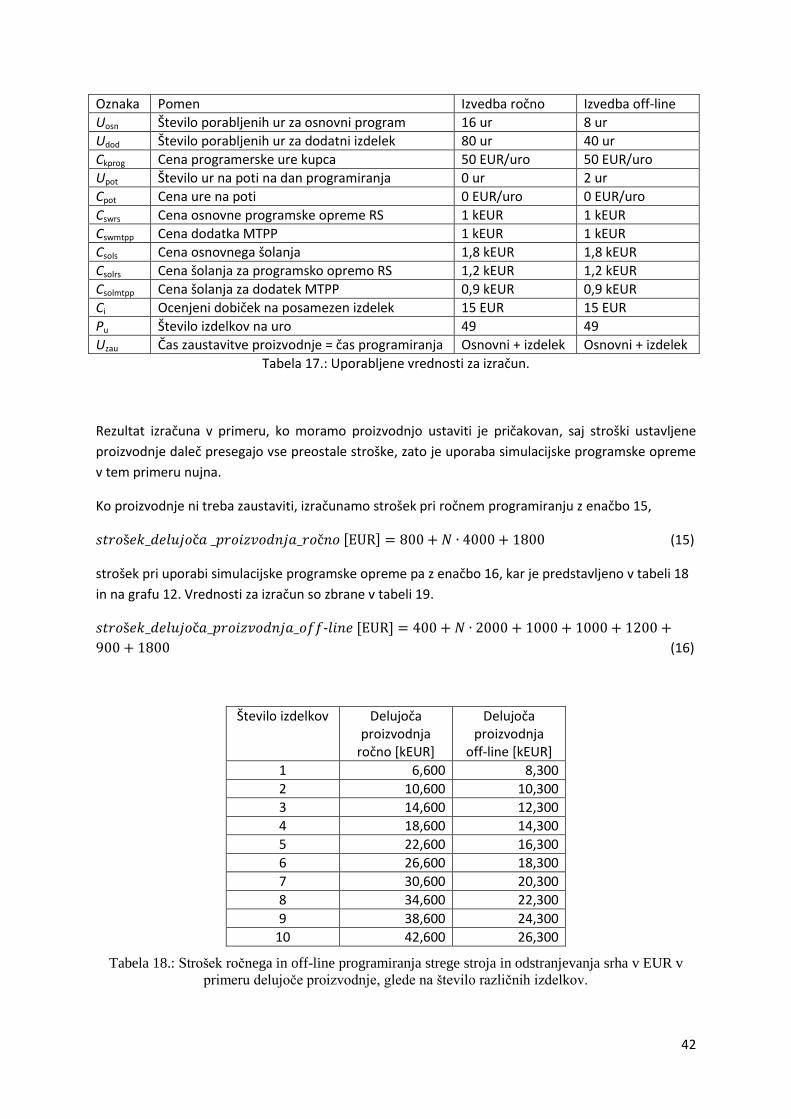
Ko proizvodnje ni treba zaustaviti, izračunamo strošek pri ročnem programiranju z enačbo 15,
(15)
strošek pri uporabi simulacijske programske opreme pa z enačbo 16, kar je predstavljeno v tabeli 18
in na grafu 12. Vrednosti za izračun so zbrane v tabeli 19.
(16)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 6,600 8,300
2 10,600 10,300
3 14,600 12,300
4 18,600 14,300
5 22,600 16,300
6 26,600 18,300
7 30,600 20,300
8 34,600 22,300
9 38,600 24,300
10 42,600 26,300
Tabela 18.: Strošek ročnega in off-line programiranja strege stroja in odstranjevanja srha v EUR v
primeru delujoče proizvodnje, glede na število različnih izdelkov.
43
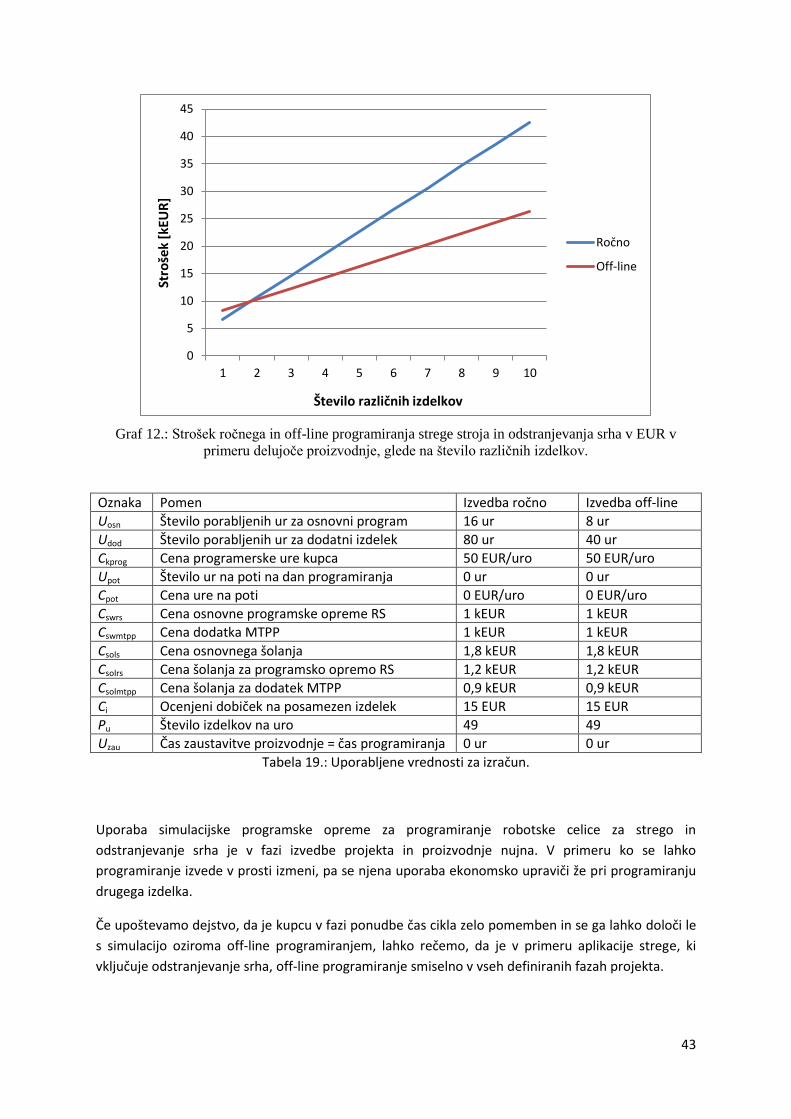
Graf 12.: Strošek ročnega in off-line programiranja strege stroja in odstranjevanja srha v EUR v
primeru delujoče proizvodnje, glede na število različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 16 ur 8 ur
Udod Število porabljenih ur za dodatni izdelek 80 ur 40 ur
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 15 EUR 15 EUR
Pu Število izdelkov na uro 49 49
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 19.: Uporabljene vrednosti za izračun.
Uporaba simulacijske programske opreme za programiranje robotske celice za strego in
odstranjevanje srha je v fazi izvedbe projekta in proizvodnje nujna. V primeru ko se lahko
programiranje izvede v prosti izmeni, pa se njena uporaba ekonomsko upraviči že pri programiranju
drugega izdelka.
Če upoštevamo dejstvo, da je kupcu v fazi ponudbe čas cikla zelo pomemben in se ga lahko določi le
s simulacijo oziroma off-line programiranjem, lahko rečemo, da je v primeru aplikacije strege, ki
vključuje odstranjevanje srha, off-line programiranje smiselno v vseh definiranih fazah projekta.
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov

44
8. Strošek programiranja odstranjevanja srha in brušenja
8.1 Faza izvedbe Analizirajmo primer strege več strojev z več roboti. Projekt odstranjevanja srha z ohišja menjalnika,
ki ga prikazuje slika 24, je podjetje ABB izvedlo za kupca Automobile Dacia S.A., Mioveni, Romunija
[28]. Projekt je obsegal izdelavo študije, simulacijo, izdelavo robotske celice ter njen zagon.
Slika 24.: Ohišje menjalnika osebnega avtomobila.
Robotska celica, predstavljena na sliki 25, je sestavljena iz dveh robotov IRB 6600 s kombiniranimi
prijemali, preprijemne postaje, treh pnevmatsko gnanih rezkalnih vreten, tračnega brusilnega stroja,
odsesovalnega stroja, izpihovalne komore, vstopne postaje in iztopne drče. Postopek dela je sledeč.
Operater položi neobdelan izdelek na vstopno postajo ter zavrti rotirajočo se mizo. Prvi robot prime
izdelek z zunanje strani ter s tračnim brusnim strojem obrusi sledi sistema izmetačev. Sledi
odstranjevanje srha na spodnji in notranji strani z rezkalnimi vreteni. Na koncu prvi robot odloži
izdelek na preprijemno postajo, kjer ga prime drugi robot, ki odstrani srh, ki je pri prvem robotu
zaradi načina prijema ostal nedostopen.

45
Slika 25.: Robotska celica za odstranjevanje srha z ohišja menjalnika.
Ker je bila predstavljena oprema in tehnologija novost za kupca, se je pred dejansko izvedbo robotske celice želel prepričati v možnost izvedbe, zato je bilo potrebno zgraditi virtualno robotsko celico s pomočjo simulacijske programske opreme RS in dodatka MTPP ter z njeno pomočjo preveriti možnost uporabe obstoječih robotov IRB 6600, določiti koncepte prijemanja, ki jih kažeta sliki 26 in 27, izbrati primerna obdelovalna orodja, oceniti hitrosti obdelave, razdeliti naloge med robota, preveriti dosegljivosti, morebitne trke, izdelati robotske programe – trajektorije ter potrditi možnosti čiščenja izdelka v zahtevanem ciklu, ki je prvotno znašal 200 s.
Slika 26.: Koncept zunanjega prijema ohišja menjalnika.

46
Slika 27.: Koncept notranjega prijema ohišja menjalnika.
Projekt je bil izveden s pomočjo simulacijske programske opreme. Za izdelavo osnovnega programa
je bilo potrebnih 32 ur, za izdelavo trajektorij pa zaradi zahtevnosti izvedbe kar 144 ur. V to je všteto
tudi testiranje izdelanega programa [22], fina nastavitev točk, ter iskanje optimalne porazdelitve dela
med roboti. Če bi želeli izvesti enak obseg dela brez uporabe simulacijske programske opreme, bi za
jedro programa potrebovali 48 ur, za programiranje trajektorij pa 224 ur. Simulacija robotske celice,
njena izvedba in programiranje so bili izvedeni v Sloveniji s strani dobavitelja ABB, zato upoštevamo
ceno ure 70 EUR. Ker se celica nahaja v Romuniji, lahko v nadaljevanju za ceno ure kupca v fazi
proizvodnje upoštevamo manj, torej 40 EUR. Glede na to da gre za odstranjevanje velikih količin
srha, je strošek neustreznih kosov pri ročnem programiranju bistveno večji kot v primeru off-line
programiranja, predvsem zaradi časa, ki ga izgubimo za posamezen kos. Strošek ročnega
programiranja izračunamo s pomočjo enačbe 17.
( ) (17)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 18, v tabeli 20 in na grafu
13. Tabela 21 podaja vrednosti, ki so bile uporabljene v izračunu.
( )
(18)
Število izdelkov Izvedba ročno kEUR] Izvedba off-line [kEUR]
1 24,240 23,220
2 42,720 35,100
3 61,200 46,980
4 79,680 58,860
5 98,160 70,740
6 116,640 82,620
7 135,120 94,500
8 153,600 106,380
9 172,080 118,260
10 190,560 130,140
Tabela 20.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR glede na število
različnih izdelkov.

47
Graf 13.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR glede na število
različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 48 ur 32 ur
Udod Število porabljenih ur za dodatni izdelek 224 ur 144 ur
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Tabela 21.: Uporabljene vrednosti za izračun.
Rezultati potrjujejo, da je bila odločitev podjetja ABB d.o.o., da se že v samem začetku projekta v fazi
ponudbe uporabi simulacijsko programsko opremo, upravičena, saj na celoten strošek najbolj vpliva
število porabljenih ur, ki je v tem primeru zelo veliko.
8.2 Faza proizvodnje Cikel omenjene aplikacije je v zahtevah kupca znašal 200 sekund. Ob predpostavki, da je vrednost
izdelka 140 EUR, ocenjeni dobiček proizvajalca pa 50 EUR, je strošek izgubljene proizvodnje 900 EUR
na uro.
Če vstavimo zgoraj navedene podatke v enačbo 6, dobimo pri ročnem programiranju v primeru
zaustavitve proizvodnje enačbo 19.
0
50
100
150
200
250
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov

48
( )
(19)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 20, rezultata obeh enačb
pa sta predstavljena v tabeli 8 in sliki 29.
( ) (20)
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 257,480 171,340
2 468,040 306,700
3 678,600 442,060
4 889,160 577,420
5 1.099,720 712,780
6 1.310,280 848,140
7 1.520,840 983,500
8 1.731,400 1.118,860
9 1.941,960 1.254,220
10 2.152,520 1.389,580
Tabela 22.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
Graf 14.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
0
500
1.000
1.500
2.000
2.500
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov

49
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 48 ur 32 ur
Udod Število porabljenih ur za dodatni izdelek 224 ur 144 ur
Ckprog Cena programerske ure kupca 40 EUR/uro 40 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 50 EUR 50 EUR
Pu Število izdelkov na uro 18 18
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 23.: Uporabljene vrednosti za izračun.
Rezultat izračuna jasno kaže, da stroški ustavljene proizvodnje daleč presegajo vse preostale, zato je
uporaba simulacijske programske opreme v tem primeru nujna. Ko proizvodnje ni treba zaustaviti,
izračunamo strošek pri ročnem programiranju z enačbo 21,
(21)
strošek pri uporabi simulacijske programske opreme pa z enačbo 22, kar je predstavljeno v tabeli 24
in na grafu 14. Vrednosti ki so bile uporabljene za izračun, podaja tabela 25.
(22)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 12,680 12,940
2 21,640 18,700
3 30,600 24,460
4 39,560 30,220
5 48,520 35,980
6 57,480 41,740
7 66,440 47,500
8 75,400 53,260
9 84,360 59,020
10 93,320 64,780
Tabela 24.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR v primeru delujoče
proizvodnje, glede na število izdelkov.
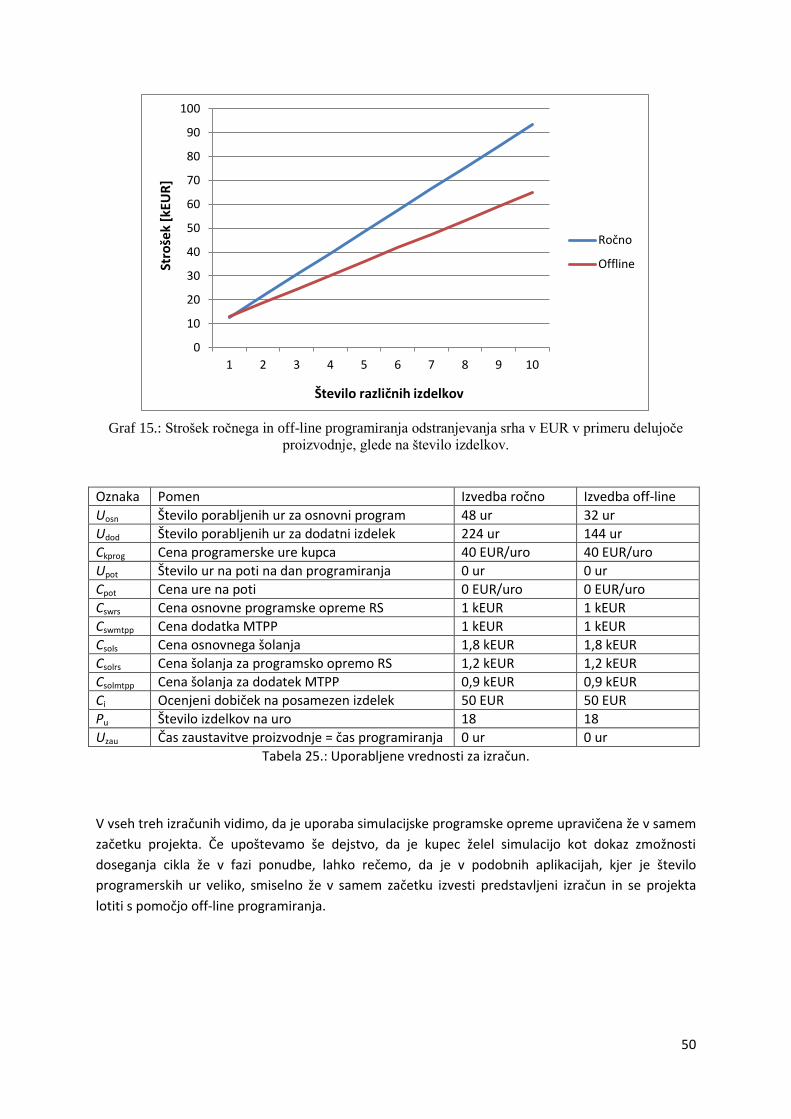
50
Graf 15.: Strošek ročnega in off-line programiranja odstranjevanja srha v EUR v primeru delujoče
proizvodnje, glede na število izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 48 ur 32 ur
Udod Število porabljenih ur za dodatni izdelek 224 ur 144 ur
Ckprog Cena programerske ure kupca 40 EUR/uro 40 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 50 EUR 50 EUR
Pu Število izdelkov na uro 18 18
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 25.: Uporabljene vrednosti za izračun.
V vseh treh izračunih vidimo, da je uporaba simulacijske programske opreme upravičena že v samem
začetku projekta. Če upoštevamo še dejstvo, da je kupec želel simulacijo kot dokaz zmožnosti
doseganja cikla že v fazi ponudbe, lahko rečemo, da je v podobnih aplikacijah, kjer je število
programerskih ur veliko, smiselno že v samem začetku izvesti predstavljeni izračun in se projekta
lotiti s pomočjo off-line programiranja.
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Offline
Število različnih izdelkov

51
9. Strošek programiranja strege CNC stroja za obdelavo
9.1 Faza izvedbe Za zaključek analize področja strege strojem si poglejmo strego CNC strojev, ki se od strege strojev za
tlačno litje razlikuje v dveh ključnih dejavnikih. Cikli obdelave CNC strojev so veliko daljši od ciklov
tlačnega litja, sama vrednost izdelka pa je bistveno večja, saj gre za izdelke z manjšimi tolerancami in
s tem večjo dodano vrednostjo. Zaradi dolgih ciklov roboti strežejo dva ali več CNC strojev hkrati in
izvajajo dodatne operacije, kot so strega vrtalnih strojev, čiščenje izdelkov v banji, merjenje
specifičnih dimenzij z namenom zagotovitve, da je bila izvedena predobdelava, izvajanje kontrole s
pomočjo strojnega vida, izpihovanje izdelkov, izpihovanje vpenjal, …
Poglejmo primer projekta [22] v podjetju CIMOS d.d., kjer so obstoječi rabljeni robot uporabili za
strego štirih horizontalnih obdelovalnih centrov, v nadaljevanju HOC. Delovanje robotske celice je
sledeče. Delavec postavi na vhodni trak največ 6 izdelkov. Ker mora biti nujno izvedena
predobdelava, se pred vstavljanjem izdelka v (HOC) izvede merjenje njegovega notranjega premera
(2 x 98 mm). Merjenje se izvede s posebnim cilindrom z merjenjem položaja, ki je fiksno vpet, robot
pa položi kos čez cilinder. Preko analogne kartice velikost odprtine posredujemo robotu in ob
primerjavi z referenčno vrednostjo definiramo, ali je predobdelava izvedena ali ne. Robot nato vstavi
kos v prosti HOC na vpenjalo za operacijo 1, ki ga predhodno izpiha. Ko je operacija 1 zaključena,
robot odloži kos na mesto za preprijem. Vmes lahko streže druge stroje. Ko je vpenjalo na operaciji 2
prosto, robot preprime kos, izpiha vpenjalo in nanj odloži kos. Ko sta obe operaciji končani, robot
opere kos v pralni komori, ga izpiha in odloži na izhodni trak, ki ima senzor polnosti, sprejme pa 6
kosov.
Slika 28.: Strega štirih HOC z enim robotom.

52
Projekt je podjetje ABB izvedlo z ročnim načinom programiranja. Zanj so potrebovali 8 ur za
definicijo osnovnega programa in 32 ur za programiranje trajektorij. Če bi za enako delo uporabili
MTPP, bi potrebovali le 4 ure za osnovni program in 16 ur za programiranje in testiranje trajektorij.
Ker robot razen prijema izdelka ne izvaja obdelave, je število neustreznih izdelkov v fazi fine
nastavitve trajektorij malo, zanemarljivo za naše izračune. Programiranje vstavljanja izdelka v HOC je
razmeroma enostavno, saj gre le za odlaganje izdelka v prijemala. Če vstavimo navedene podatke v
enačbo 2 dobimo enačbo 23.
( ) (23)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 24, tabeli 26 in na grafu 16.
( )
(24)
Število izdelkov Izvedba Ročno [kEUR]
Izvedba off-line [kEUR]
1 5,100 7,550
2 7,740 8,870
3 10,380 10,190
4 13,020 11,510
5 15,660 12,830
6 18,300 14,150
7 20,940 15,470
8 23,580 16,790
9 26,220 18,110
10 28,860 19,430
Tabela 26.: Strošek ročnega in off-line programiranja strege HOC v EUR glede na število različnih
izdelkov.
Graf 16.: Strošek ročnega in off-line programiranja strege HOC v EUR glede na število različnih
izdelkov.
0
5
10
15
20
25
30
35
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov
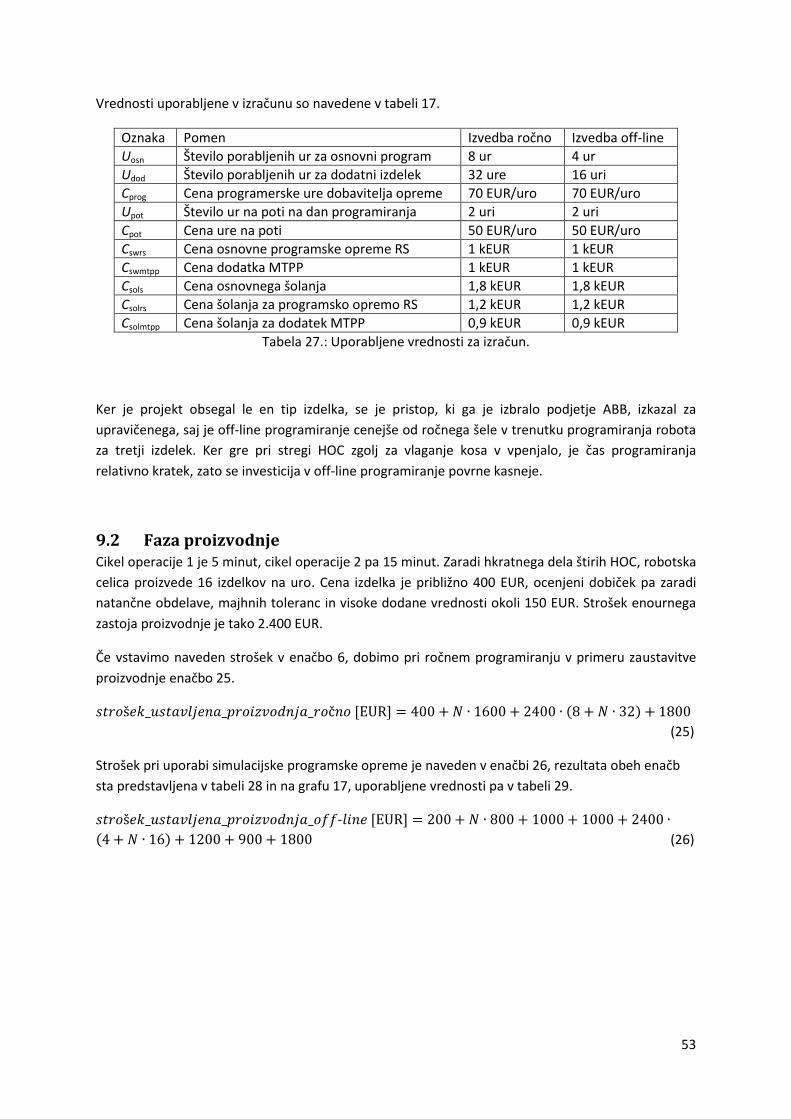
53
Vrednosti uporabljene v izračunu so navedene v tabeli 17.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 8 ur 4 ur
Udod Število porabljenih ur za dodatni izdelek 32 ure 16 uri
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Tabela 27.: Uporabljene vrednosti za izračun.
Ker je projekt obsegal le en tip izdelka, se je pristop, ki ga je izbralo podjetje ABB, izkazal za
upravičenega, saj je off-line programiranje cenejše od ročnega šele v trenutku programiranja robota
za tretji izdelek. Ker gre pri stregi HOC zgolj za vlaganje kosa v vpenjalo, je čas programiranja
relativno kratek, zato se investicija v off-line programiranje povrne kasneje.
9.2 Faza proizvodnje Cikel operacije 1 je 5 minut, cikel operacije 2 pa 15 minut. Zaradi hkratnega dela štirih HOC, robotska
celica proizvede 16 izdelkov na uro. Cena izdelka je približno 400 EUR, ocenjeni dobiček pa zaradi
natančne obdelave, majhnih toleranc in visoke dodane vrednosti okoli 150 EUR. Strošek enournega
zastoja proizvodnje je tako 2.400 EUR.
Če vstavimo naveden strošek v enačbo 6, dobimo pri ročnem programiranju v primeru zaustavitve
proizvodnje enačbo 25.
( )
(25)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 26, rezultata obeh enačb
sta predstavljena v tabeli 28 in na grafu 17, uporabljene vrednosti pa v tabeli 29.
( ) (26)
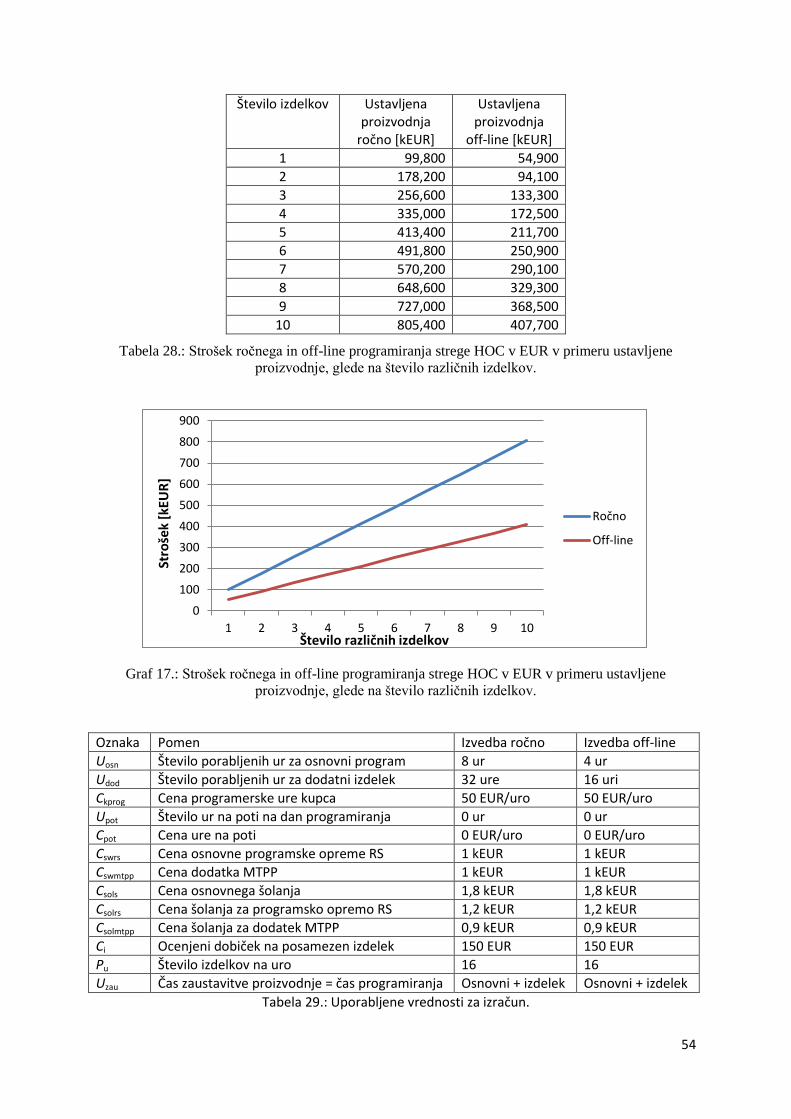
54
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 99,800 54,900
2 178,200 94,100
3 256,600 133,300
4 335,000 172,500
5 413,400 211,700
6 491,800 250,900
7 570,200 290,100
8 648,600 329,300
9 727,000 368,500
10 805,400 407,700
Tabela 28.: Strošek ročnega in off-line programiranja strege HOC v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
Graf 17.: Strošek ročnega in off-line programiranja strege HOC v EUR v primeru ustavljene
proizvodnje, glede na število različnih izdelkov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 8 ur 4 ur
Udod Število porabljenih ur za dodatni izdelek 32 ure 16 uri
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 150 EUR 150 EUR
Pu Število izdelkov na uro 16 16
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 29.: Uporabljene vrednosti za izračun.
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov
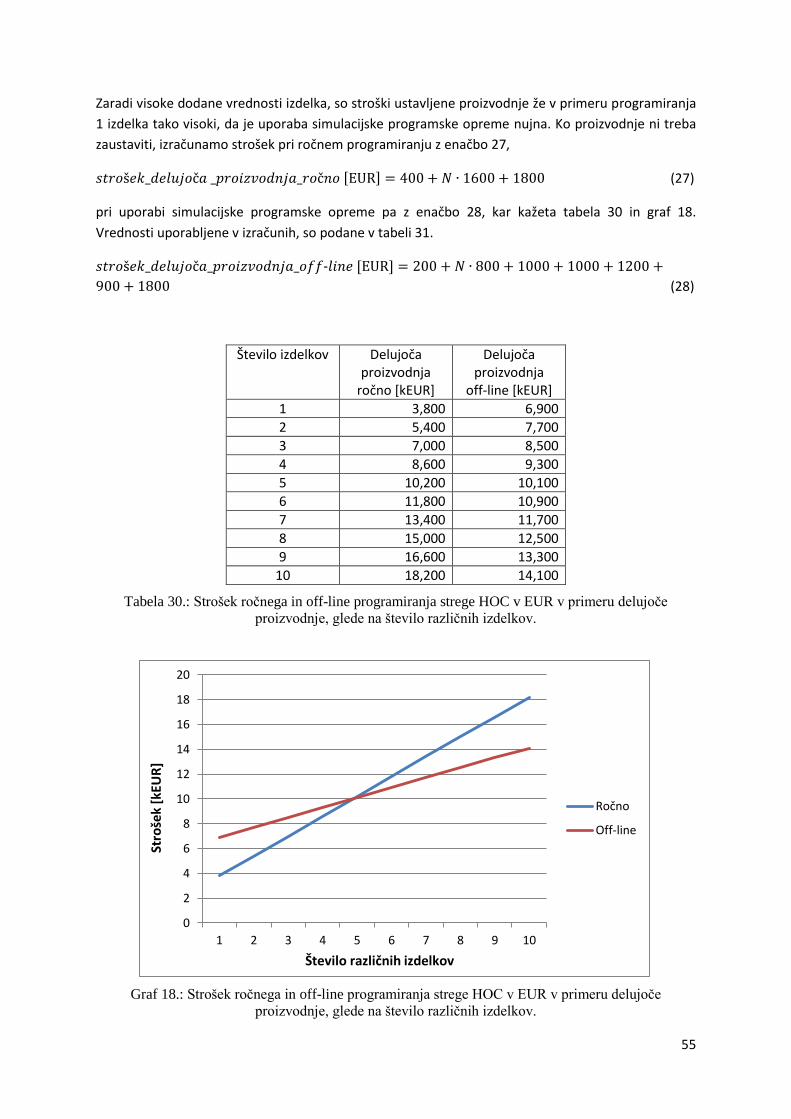
55
Zaradi visoke dodane vrednosti izdelka, so stroški ustavljene proizvodnje že v primeru programiranja
1 izdelka tako visoki, da je uporaba simulacijske programske opreme nujna. Ko proizvodnje ni treba
zaustaviti, izračunamo strošek pri ročnem programiranju z enačbo 27,
(27)
pri uporabi simulacijske programske opreme pa z enačbo 28, kar kažeta tabela 30 in graf 18.
Vrednosti uporabljene v izračunih, so podane v tabeli 31.
(28)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 3,800 6,900
2 5,400 7,700
3 7,000 8,500
4 8,600 9,300
5 10,200 10,100
6 11,800 10,900
7 13,400 11,700
8 15,000 12,500
9 16,600 13,300
10 18,200 14,100
Tabela 30.: Strošek ročnega in off-line programiranja strege HOC v EUR v primeru delujoče
proizvodnje, glede na število različnih izdelkov.
Graf 18.: Strošek ročnega in off-line programiranja strege HOC v EUR v primeru delujoče
proizvodnje, glede na število različnih izdelkov.
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih izdelkov
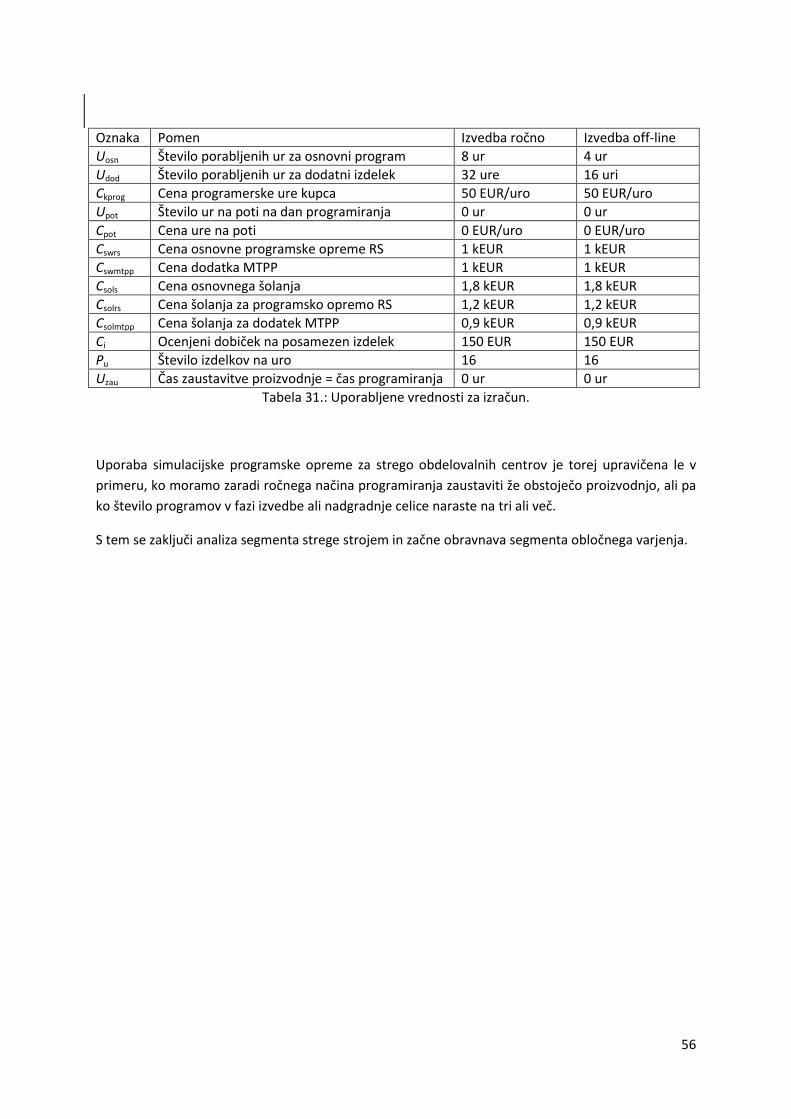
56
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 8 ur 4 ur
Udod Število porabljenih ur za dodatni izdelek 32 ure 16 uri
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswmtpp Cena dodatka MTPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolmtpp Cena šolanja za dodatek MTPP 0,9 kEUR 0,9 kEUR
Ci Ocenjeni dobiček na posamezen izdelek 150 EUR 150 EUR
Pu Število izdelkov na uro 16 16
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 31.: Uporabljene vrednosti za izračun.
Uporaba simulacijske programske opreme za strego obdelovalnih centrov je torej upravičena le v
primeru, ko moramo zaradi ročnega načina programiranja zaustaviti že obstoječo proizvodnjo, ali pa
ko število programov v fazi izvedbe ali nadgradnje celice naraste na tri ali več.
S tem se zaključi analiza segmenta strege strojem in začne obravnava segmenta obločnega varjenja.

57
10. Strošek programiranja obločnega varjenja delov sedežev
10.1 Faza izvedbe Industrijski roboti omogočajo več vrst varjenja. Z roboti nosilnosti od 5 kg do 10 kg se največkrat
izvaja obločno varjenje, sledi mu uporovno varjenje, ki zahteva robote nosilnosti od 100 kg do
250 kg. Manj pogosti sta aplikacij robotskega varjenja po postopku TIG in uporabe laserja za spojitev
zvarjencev. Glede na podatke, navedene v tabeli 6, se moramo v analizi omejiti na robotske varilne
celice, ki izvajajo obočno varjenje.
Varilne robotske celice so sestavljene iz varilnih robotov, varilnih izvorov, pozicionirnikov ki
omogočajo rotacijo zvarjencev, vpenjalnih priprav za vpetje zvarjencev ter zaščite za operaterje.
Poleg navedenega lahko v posebnih primerih robotske celice vsebujejo tudi dodatno opremo, kot so
strojni vid za pregledovanje kakovosti varov, hladilne linije za izdelke, naprave za končno dimenzijsko
kontrolo zvarjencev ipd. V osnovi je delovanje varilnih celic sledeče. Robot se po končanem varjenju
umakne in omogoči vrtenje pozicionirnika. Operater na operaterski strani vzame pravkar zvarjen kos
iz vpenjalne priprave. Hkrati z izpenjanjem zvarjenega kosa začne robot na drugi strani pozicionirnika
variti. Nato operater vzame varjence iz zalogovnikov in jih vstavi v vpenjalno pripravo ter z
dvoročnim vklopom sproži vpenjanje varjencev z namenom zagotovitve točnega položaja v vpenjalni
pripravi.
Tipičen primer robotske varilne celice v avtomobilski industriji je varilna celica za varjenje sestavnih
delov avtomobilskih sedežev v podjetju TPV d.d., ki jo vidimo na sliki 29.
Slika 29.: Robotska varilna celica tipa FlexArc.
58
Del projektnega časa odpade na mehansko postavitev opreme. Tukaj uporaba simulacijske opreme
ne prinese bistvene razlike, zato je za analizo bolj pomemben čas, potreben za programiranje
delovanja varilnega robota.
Podobno kot pri stregi strojev, programiranje razdelimo na dve fazi: izdelavo jedra programa in
definicijo točk gibanja robota, ki sestavljajo posamezne vare. Jedro programa sestavlja krmilni del
programa, ki krmili vpenjalne priprave, programska povezava senzorjev, ki zagotavljajo prisotnost in
ustrezno lego varjencev v vpenjalni pripravi, izdelava pravil, ki zagotavljajo ustrezno zaporedje
vpenjanja, itd. V drugi fazi definiramo začetne in končne točke varov ter varilne parametre, kot so
hitrost varjenja, napetost, tok, hitrost žice, kot gorilnika, ter program povežemo v celoto. Vsak var
ima praviloma svoje varilne parametre, saj lahko s tem v primeru sprememb le te vedno omejimo na
točno določen var.
Robotska varilna celica ima lahko tudi enega ali več različnih sistemov iskanja ali sledenja varov.
Iskanje je lahko izvedeno kontaktno, primer je ABB-jeva programska funkcija SmartTack [29], kjer se
iskanje vara izvaja mehansko s pomočjo dotika in napetosti na plinski šobi gorilnika. Uporablja se
tudi sistem za optično iskanje varov, primer je oprema proizvajalca SICK [30], kjer se položaj kosov ali
reža med njimi ugotavlja z laserskim merilnikom razdalje. Robot lahko var tudi sledi in dinamično
izvaja korekcijo trajektorije v primeru deformacije varjencev, zaradi povišanja temperature ali
odstopanja mer zaradi proizvodnje. Primer takega sledenja je ABB-jev sistem WeldGuide [31], ki med
varjenjem spremlja impedanco obloka in korigira pot robota. Zahtevnejše sledenje se izvaja z
laserjem in kamero, kjer se aktivno spremlja predvideno pot robota in korigira trajektorije. Primer je
rešitev, ki jo nudi podjetje ServoRobots [32]. V navedeni primerih je potrebno, poleg programiranja
že navedenih parametrov posameznega vara, določiti in s poskusi validirati tudi parametre za
opremo, ki omogoča iskanje ali sledenje vara.
Samo varjenje je lahko razmeroma enostavno, na primer varjenje linearnih varov brez rotacije
pozicionirnika. Bolj zahtevno je varjenje daljših varov, med katerimi so tudi krožni vari.
Najzahtevnejše robotsko varjenje nastane ko potrebujemo usklajeno rotacijo pozicionirnika z
varilnim robotom, varjenje več robotov hkrati na istem varjencu, več žarkovno varjenje debelih
materialov ter iskanje in sledenje določenih ali vseh varov na varjencu.
Sorazmerno z številom varov se povečuje tudi kompleksnost vpenjalnih priprav. V projekt, kjer se
uporablja ena varilna celica, je lahko vključenih več vpenjalnih priprav, kar moramo upoštevati v
izračunih. Na prirobnico pozicionirnika je vpeta vpenjalna priprava, primer vidimo na sliki 30, ki je
skupek nosilnih mehanskih elementov, pnevmatskih ali električnih aktuatorjev ter različnih senzorjev
in zaščit proti obrizgom. Vsi navedeni elementi zagotavljajo ustrezen položaj vajencev med
varjenjem in so ključnega pomena za doseganje ustrezne geometrije končnega zvarjenca.
Pozicionirnik ima nalogo zagotoviti sinhrono rotacijo varjenega kosa z robotom na tak način, da so
doseženi želeni parametri varilnega procesa (položaj varjenca, hitrost varjenja, dolžina vara, ustrezen
prerez….).

59
Slika 30.: Vpenjalne priprave za vpetje varjencev.
Ker so vpenjalne priprave vedno izdelane za točno določen izdelek, je v primeru ročnega
programiranja potrebno vse spremembe, ki se pojavijo na primer zaradi kolizije gorilnika, primer
kaže slika 31, ali nedostopnosti vara, reševati v fazi izvedbe, ki pa je časovno najbolj kritičen del
projekta. S pomočjo simulacijske programske opreme lahko že v fazi zasnove, torej 3D modela
vpenjalne priprave, preverimo ali dejanska postavitev aktuatorjev, vodnikov, električnih omar, … ne
ovira dostopa do zahtevanih varov. Zato je uporaba simulacijske programske opreme pri načrtovanju
vpenjalnih priprav ključna, v izračunu pa jo ne bomo upoštevali, kjer je njen prispevek nemogoče
točno ovrednotiti, saj RS izdelave dejanske konstrukcije, ki je časovno največji del vpenjalnih priprav,
ne omogoča.
Slika 31.: Primer napake v konstrukciji vpenjal, ki gorilniku preprečuje dostop do vara.
Čas, ki je potreben, da je var ustrezen, je relativno dolg. Najprej se določi začetno, vmesne in končno
točko vara. Nato se varjence zvari in spreminja parametre (položaj začetne točke, vmesne točke,

60
položaj končne točke, tok, napetost, hitrost varjenja ter mehanske nastavitve vpenjalnih priprav),
dokler var vizualno ne ustreza zahtevam. V avtomobilski industriji se običajno var verificira s
pomočjo pregleda prereza, nateznega testa in rezultatov točnega merjenja geometrije zvarjenca. Če
so rezultati neustrezni, se mora del ali celo ves naveden postopek za posamezen var ponoviti.
Pri varjenju imajo neustrezni izdelki večji pomen, saj se jih ne da ponovno uporabiti v nadaljnjem
procesu proizvodnje. Izdelek je lahko neustrezen zaradi neustreznega položaja vara, njegove dolžine,
penetracije vara v sam material, obrizgov, ki so posledica varilnega procesa in se jim v celoti ne da
izogniti ali pa dimenzijsko ne ustreza predpisanim vrednostim. Slednje je ob predpostavki da so
varjenci ustrezni, posledica neustrezne zasnove in posledično delovanja vpenjalnih priprav ali pa
napačno določenih parametrov posameznega vara.
Na strošek programiranja vpliva število robotov v robotski celici R, število varov na izdelku V, število
porabljenih ur za programiranje osnovnega programa Uosn ter trajektorij za varjenje V∙Uvar, cena
programerske ure dobavitelja opreme Cprog, čas programerja na poti Upot (ko se programiranje izvaja
zunaj sedeža dobavitelja), cena ure na poti Cpot, čas potreben za programiranje iskanja vara X∙Uisv,
čas, potreben za programiranje sledenja vara X∙Usv, cena osnovne programske opreme RS Cswrs, cena
dodatka AWPP Cswawpp ter cena šolanja Csols. Kakor smo že navedli v primeru strege, majhna vrednost
cene dnevnice [23] tako rekoč ne vpliva na izračun, ki ga da enačba 29, zato je ne bomo upoštevali.
(
) (29)
Za čas na poti Upot predvidimo dvakrat po eno uro na dan izvedbe kar nam da enačbo 30.
(
(
) ) (30)
V primeru ročnega programiranja dobimo enačbo 31,
(
(
) ) (31)
V primeru programiranja s pomočjo simulacijske programske opreme pa enačbo 32.
(
(
) ) (32)
Izračun si poglejmo na primeru projekta v podjetju TPV za varjenje sestavnih delov za avtomobilske
sedeže, ki jih prikazuje slike 32, kjer je projekt obsegal dobavo dveh varilnih celic, vsaka od njih je
vključevala dva varilna robota ter 10 vpenjalnih priprav. Vsaka od njih je bila namenjena vpenjanju
dveh izdelkov.
Dobavitelj je v projektu že v samem začetku uporabil simulacijsko programsko opremo predvsem iz
dveh razlogov. Prvi je veliko število varov, saj gre za 10 dvojnih vpenjalnih priprav. Drug pomemben
razlog je bil relativno dolg čas dobave varilnih celic ter kratek dobavni rok celotnega projekta. Zato je
bilo potrebno pristopiti k razvoju in konstrukciji vpenjalnih priprav že zelo zgodaj v projektu.

61
Slika 32.: Deli avtomobilskih sedežev.
Cena ure na poti je v ceniku podjetja ABB 50 evrov, strošek ure programiranja varjenja pa 70 evrov
[21]. Pri izvedbi robotske celice proizvodnja ne poteka, zato stroška izgubljene proizvodnje v tem
primeru ne upoštevamo. Za izračun definiramo, da imamo 4 robote, vsak vari na petih različnih
vpenjalnih pripravah, vsak kos v vpenjalni pripravi ima v povprečju 4 vare. V navedenem projektu je
dobavitelj programiranje izvedel s pomočjo simulacijske programske opreme. Za osnovni program
posameznega robota je potreboval 16 ur, za določitev vseh parametrov posameznega vara pa 4 ure.
Če bi se enako obsežnega programiranja lotil ročno s pomočjo učne naprave, bi za osnovni program
robota potreboval 32 ur, za posamezen var pa 8 ur. Z navedenimi vrednostmi za ročni način
programiranja in enačbo 31, dobimo izračun po enačbi 33,
( ( ) ) (33)
v primeru programiranja s pomočjo simulacijske programske opreme pa enačbo 34. Rezultate
prikazujeta tabela 32 in graf 19, uporabljene vrednosti pa tabela 33.
( ( ) )
(34)
Število izdelkov Izvedba ročno [kEUR] Izvedba off-line [kEUR]
1 15,000 12,000
2 17,640 13,320
3 20,280 14,640
4 22,920 15,960
5 25,560 17,280
6 28,200 18,600
7 30,840 19,920
8 33,480 21,240
9 36,120 22,560
10 38,760 23,880
Tabela 32.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov
posameznega robota.
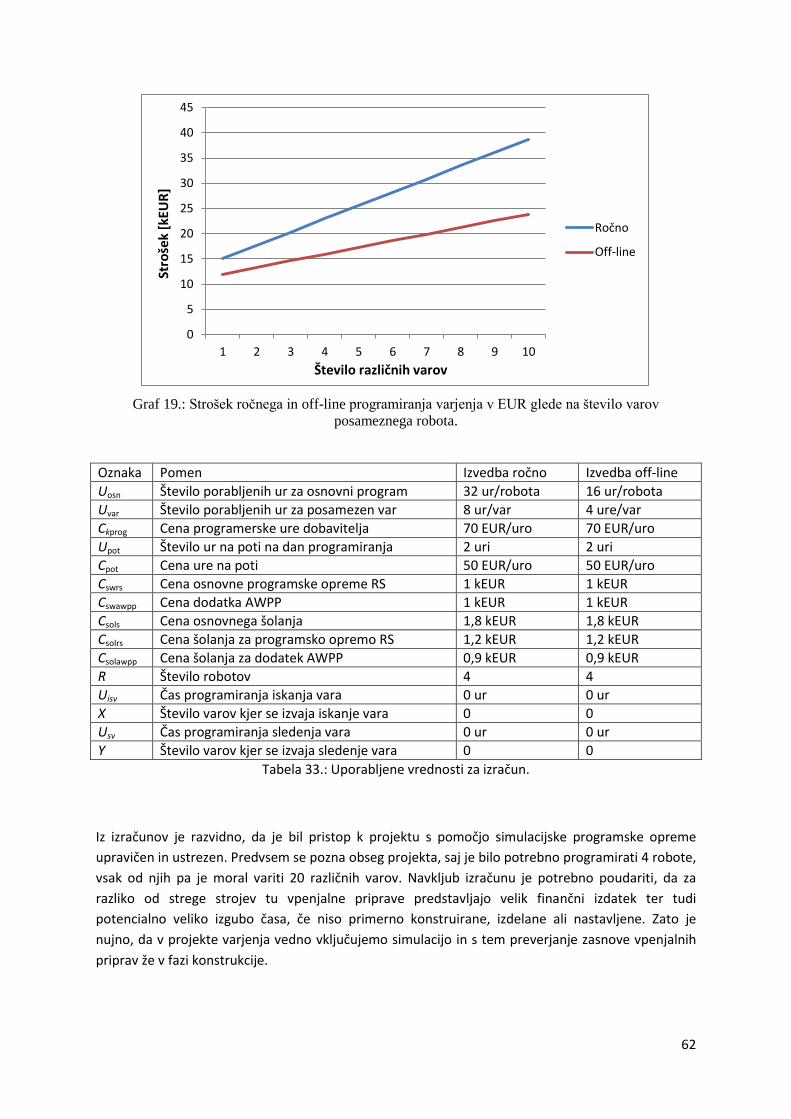
62
Graf 19.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov
posameznega robota.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 32 ur/robota 16 ur/robota
Uvar Število porabljenih ur za posamezen var 8 ur/var 4 ure/var
Ckprog Cena programerske ure dobavitelja 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 4 4
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Tabela 33.: Uporabljene vrednosti za izračun.
Iz izračunov je razvidno, da je bil pristop k projektu s pomočjo simulacijske programske opreme
upravičen in ustrezen. Predvsem se pozna obseg projekta, saj je bilo potrebno programirati 4 robote,
vsak od njih pa je moral variti 20 različnih varov. Navkljub izračunu je potrebno poudariti, da za
razliko od strege strojev tu vpenjalne priprave predstavljajo velik finančni izdatek ter tudi
potencialno veliko izgubo časa, če niso primerno konstruirane, izdelane ali nastavljene. Zato je
nujno, da v projekte varjenja vedno vključujemo simulacijo in s tem preverjanje zasnove vpenjalnih
priprav že v fazi konstrukcije.
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

63
10.2 Faza proizvodnje Zaradi napredne konstrukcije in dobrega načrtovanja je življenjska doba robotov in s tem robotskih
celic za varjenje v avtomobilski industriji od 10 do 15 let. Avtomobilski proizvajalci rahlo prenovijo
(facelift) posamezen model avtomobila vsaka tri leta, takrat se običajno varjeni sestavni deli ne
menjajo, ter popolnoma zamenjajo model vsakih 5-6 let. V zadnjem času je sicer zelo uspešen
koncept nekaterih proizvajalcev (Opel, Škoda, Kia…), da se starejši model v omejenih različicah
ohrani v proizvodnji še po prihodu novega modela, vendar to še vedno pomeni, da se bo v življenjski
dobi varilne celice vsaj enkrat zamenjalo izdelke, ki se na njej varijo. Dejansko pa se zaradi upada
naročenih količin izdelkov, povezanim z upadom prodaje pred prihodom novega modela avtomobila,
to lahko zgodi tudi večkrat. Takrat je potrebno pri ročnem načinu programiranja robotsko celico in s
tem proizvodnjo ustaviti ter sprogramirati nov program.
Kakor smo že navedli pri analizi strege strojev, se v fazi proizvodnje strošek ure programerja
spremeni. Tako definiramo ceno programerja Ckprog, ki znaša v povprečju 50 evrov [22]. Navedenim
stroškom dodamo še strošek ustavljene proizvodnje Cup ter zapišemo enačbo 35.
(
(
) )
(35)
V enačbi 36 je strošek ustavljene proizvodnje definiran kot produkt ocenjenega dobička
posameznega izdelka Ci, števila izdelkov na uro Pu ter časa zaustavitve Uzau.
(
(
) )
(36)
Varjenje sestavnih delov za avtomobilske sedeže traja od 20 do 40 s, v povprečju 30 s. Na uro
izdelamo z enim robotom 120 izdelkov. Ob predpostavki, da je vrednost izdelka 10 EUR, ocenjeni
dobiček proizvajalca pa 2 EUR, je strošek izgubljene proizvodnje za naveden projekt 480 EUR na uro.
Ker programiranje izvaja kupec sam, časa na poti ne vključimo v izračun.
Čeprav je bila, tipično za avtomobilsko industrijo planirana 3 izmenska neprekinjena proizvodnja,
bomo kakor v primeru strege strojev upoštevali dve možnosti. V prvem primeru (ustavljena
proizvodnja) kupec dela v treh izmenah, torej nima možnosti za programiranje brez zaustavitve
proizvodnje, v drugem (delujoča proizvodnja) pa le v eni izmeni, preostali dve pa sta na voljo za
programiranje.
V projektu iskanja varov ni, zato ga v izračunih tudi ne upoštevamo. Če vstavimo predvidene cene in
poenostavimo izračun, dobimo za ustavljeno proizvodnjo pri ročnem programiranju enačbo 37.
( ) (
) (37)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 38. Rezultata obeh enačb
sta predstavljena v tabeli 34 in na grafu 20. Vrednosti ki smo jih uporabili v izračunu so podane v
tabeli 35.
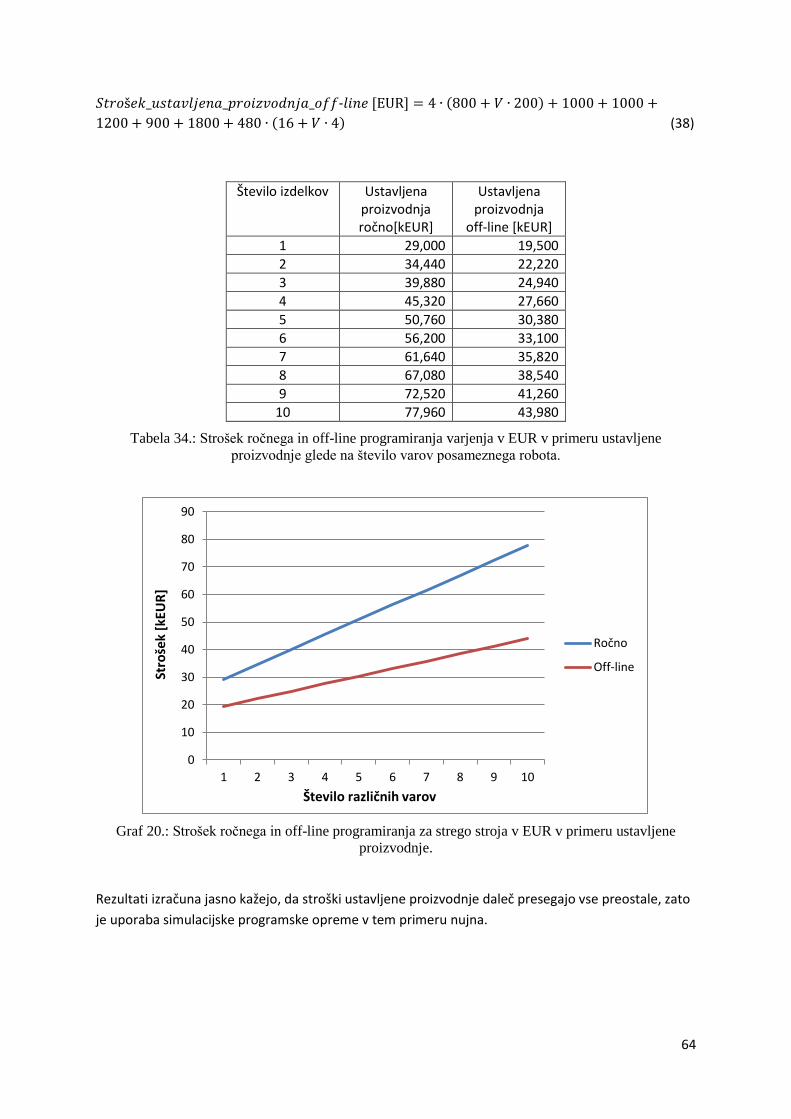
64
( )
( ) (38)
Število izdelkov Ustavljena proizvodnja ročno[kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 29,000 19,500
2 34,440 22,220
3 39,880 24,940
4 45,320 27,660
5 50,760 30,380
6 56,200 33,100
7 61,640 35,820
8 67,080 38,540
9 72,520 41,260
10 77,960 43,980
Tabela 34.: Strošek ročnega in off-line programiranja varjenja v EUR v primeru ustavljene
proizvodnje glede na število varov posameznega robota.
Graf 20.: Strošek ročnega in off-line programiranja za strego stroja v EUR v primeru ustavljene
proizvodnje.
Rezultati izračuna jasno kažejo, da stroški ustavljene proizvodnje daleč presegajo vse preostale, zato
je uporaba simulacijske programske opreme v tem primeru nujna.
0
10
20
30
40
50
60
70
80
90
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

65
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 32 ur/robota 16 ur/robota
Uvar Število porabljenih ur za posamezen var 8 ur/var 4 ure/var
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 4 4
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Ci Ocenjeni dobiček na posamezen izdelek 2 EUR 2 EUR
Pu Število izdelkov na uro 120 120
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 35.: Uporabljene vrednosti za izračun.
Ko proizvodnje ni treba zaustaviti, izračunamo strošek pri ročnem programiranju z enačbo 39,
( ) (39)
strošek pri uporabi simulacijske programske opreme pa z enačbo 40, kar je predstavljeno v tabeli 36
in na grafu 21. Uporabljene vrednosti za izračun so podane v tabeli 37.
( )
(40)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 9,800 9,900
2 11,400 10,700
3 13,000 11,500
4 14,600 12,300
5 16,200 13,100
6 17,800 13,900
7 19,400 14,700
8 21,000 15,500
9 22,600 16,300
10 24,200 17,100
Tabela 36: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov posameznega robota.

66
Graf 21: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov posameznega robota.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 32 ur/robota 16 ur/robota
Uvar Število porabljenih ur za posamezen var 8 ur/var 4 ure/var
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 4 4
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Ci Ocenjeni dobiček na posamezen izdelek 2 EUR 2 EUR
Pu Število izdelkov na uro 120 120
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 37.: Uporabljene vrednosti za izračun.
V primeru ko imamo na voljo prosto izmeno za programiranje se ponovno izkaže, da je
programiranje s pomočjo simulacijske programske opreme cenejše od ročnega programiranja.
Dobavitelj je torej v tem primeru ustrezno pristopil k projektu, saj je off-line programiranje za
navedeni obseg varov v vseh treh primerih najbolj ugodna izbira.
0
5
10
15
20
25
30
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

67
11. Strošek varjenja osnov bivalnih zabojnikov
11.1 Faza izvedbe Kot primer večjih izdelkov si poglejmo varjenje osnov za zabojnike v podjetju Arcont. Robotska celica
vključuje dva varilna robota, ki sta zaradi dolžine varjenca postavljena na tračnici. Med njima je
pozicionirnik, ki je montiran na dvižnem sistemu, kar mu omogoča lažje obračanje. Na pozicionirniku
je nosilec, na katerega sta pritrjeni dve vpenjalni pripravi.
Slika 33. Bivalni zabojnik ki ga proizvaja podjetje Arcont.
Delavci s pomočjo manipulatorja na vpenjalni pripravi zunaj robotske celice vstavijo vse varjence.
Nato z dvigalom dvignejo vpenjalno pripravo z varjenci in jo položijo na pozicionirnik, pravkar zvarjen
kos pa skupaj z drugo vpenjalno pripravo odnesejo v nadaljnjo obdelavo, v tem primeru brušenje.
Robota nato začneta z varjenjem. Ko je varjenje končano, se postopek ponovi. Varilna celica je
predstavljena na sliki 34.
Slika 34. Robotska varilna celica za varjenje platform bivalnih zabojnikov.

68
Čas cikla je 18 minut, od tega robota varita približno 10 minut. Varov je 180, od tega se 16 varov išče
3 točkovno s pomočjo prej omenjene programske funkcije SmarTac. Pri štirih varih pa se meri reža
med varjenci s pomočjo laserskega merilnika razdalje proizvajalca SICK, saj so tolerance tako velikih
kovinskih konstrukcij, kot so zabojniki, velike nekaj mm. Zato nastajajo med varjenci reže, ki jih je
potrebno s pomočjo laserskega merilnika razdalje izmeriti in nato izbrati ustrezen program za
varjenje. Za off-line programiranje 3 točkovnega iskanja vara potrebujemo 2 uri, za programiranje
iskanja reže pa 3 ure. V primeru ročnega programiranja potrebujemo za 3 točkovno iskanje 3 ure, za
iskanje reže pa 5 ur.
Ker gre za unikatno robotsko varilno celico z zelo velikimi varjenci, kar je prikazano na sliki 35, je bilo
potrebno že v fazi ponudbe pristopiti k projektu s pomočjo simulacijske programske opreme.
Dodatna motiva za tak pristop sta bila dolg čas cikla, ki ga je bilo potrebno pred naročilom s strani
kupca točno definirati ter dejstvo, da je bila platforma v osnovi narejena za ročno varjenje, zato je bil
dostop do nekaterih varov zelo otežen. Čas cikla je bil za kupca kritičen, saj je bil osnova izračuna
povratka investicije ter s tem odločitve o nakupu.
Slika 35.: Simulacija varjenja ter preverjanje dostopa gorilnika in konstrukcije vpenjalnih priprav.
Za izvedbo osnovnega programa in testiranje je bilo potrebnih 40 ur, za izvedbo varilnega programa
pa še dodatnih 320 ur. Če bi programirali ročno, bi porabili za osnovni program 80 ur, za izvedbo
varilnega dela pa 640 ur. Glede na to, da sta robota dva, bomo upoštevali, da se je polovico ur
porabilo za posameznega robota. Ker so v analizi časi definirani za posamezen var, lahko
upoštevamo, da je potrebno za off-line programiranje 2 uri/var, za ročno pa 4 ure na var.
Ker varimo z dvema robotoma, čas za osnovni program ter število iskanih varov razdelimo na pol.

69
Z navedenimi cenami za ročni način programiranja dobimo izračun po enačbi 41.
(
( ) ) (41)
V primeru programiranja s pomočjo simulacijske programske opreme pa enačbo 42.
(
( ) ) (42)
Rezultate prikazujeta tabela 38 in graf 22, vrednosti uporabljene v izračunu pa tabela 39.
Število izdelkov Izvedba ročno [kEUR]
Izvedba off-line [kEUR]
1 13,820 12,110
2 14,480 12,440
3 15,140 12,770
4 15,800 13,100
5 16,460 13,430
6 17,120 13,760
7 17,780 14,090
8 18,440 14,420
9 19,100 14,750
10 19,760 15,080
Tabela 38.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov
posameznega robota.
Graf 22.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov
posameznega robota.
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov
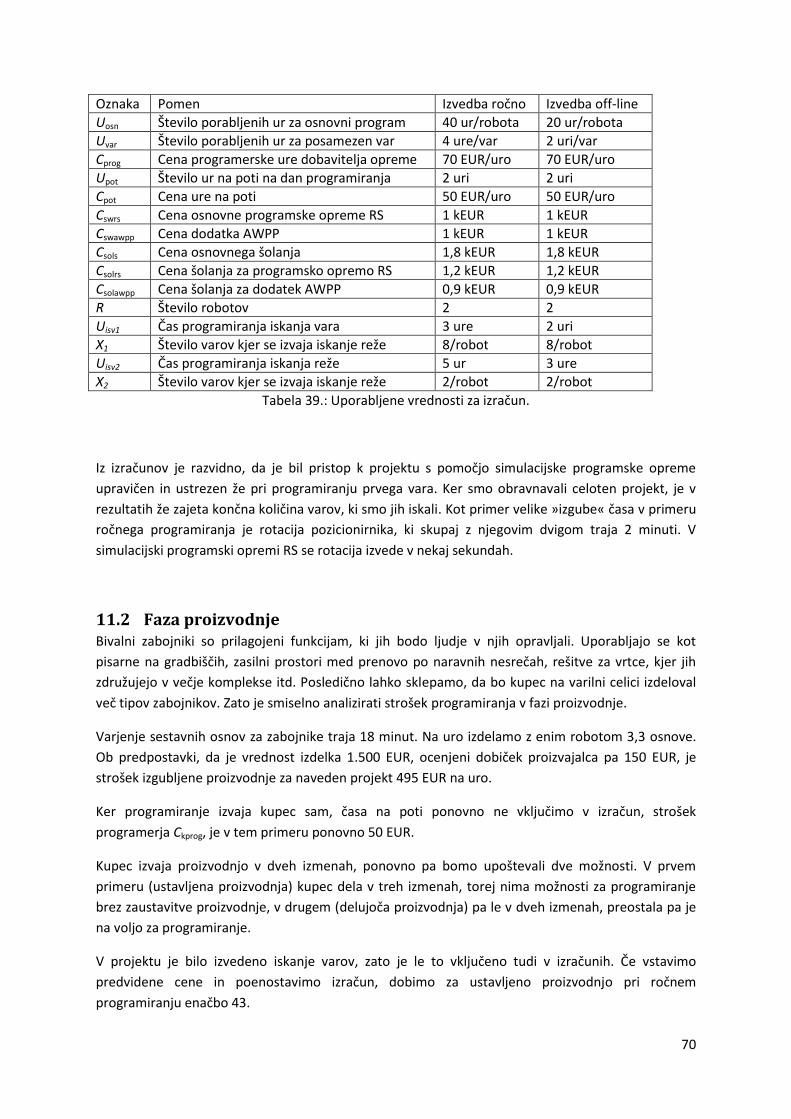
70
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 40 ur/robota 20 ur/robota
Uvar Število porabljenih ur za posamezen var 4 ure/var 2 uri/var
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 2 2
Uisv1 Čas programiranja iskanja vara 3 ure 2 uri
X1 Število varov kjer se izvaja iskanje reže 8/robot 8/robot
Uisv2 Čas programiranja iskanja reže 5 ur 3 ure
X2 Število varov kjer se izvaja iskanje reže 2/robot 2/robot
Tabela 39.: Uporabljene vrednosti za izračun.
Iz izračunov je razvidno, da je bil pristop k projektu s pomočjo simulacijske programske opreme
upravičen in ustrezen že pri programiranju prvega vara. Ker smo obravnavali celoten projekt, je v
rezultatih že zajeta končna količina varov, ki smo jih iskali. Kot primer velike »izgube« časa v primeru
ročnega programiranja je rotacija pozicionirnika, ki skupaj z njegovim dvigom traja 2 minuti. V
simulacijski programski opremi RS se rotacija izvede v nekaj sekundah.
11.2 Faza proizvodnje Bivalni zabojniki so prilagojeni funkcijam, ki jih bodo ljudje v njih opravljali. Uporabljajo se kot
pisarne na gradbiščih, zasilni prostori med prenovo po naravnih nesrečah, rešitve za vrtce, kjer jih
združujejo v večje komplekse itd. Posledično lahko sklepamo, da bo kupec na varilni celici izdeloval
več tipov zabojnikov. Zato je smiselno analizirati strošek programiranja v fazi proizvodnje.
Varjenje sestavnih osnov za zabojnike traja 18 minut. Na uro izdelamo z enim robotom 3,3 osnove.
Ob predpostavki, da je vrednost izdelka 1.500 EUR, ocenjeni dobiček proizvajalca pa 150 EUR, je
strošek izgubljene proizvodnje za naveden projekt 495 EUR na uro.
Ker programiranje izvaja kupec sam, časa na poti ponovno ne vključimo v izračun, strošek
programerja Ckprog, je v tem primeru ponovno 50 EUR.
Kupec izvaja proizvodnjo v dveh izmenah, ponovno pa bomo upoštevali dve možnosti. V prvem
primeru (ustavljena proizvodnja) kupec dela v treh izmenah, torej nima možnosti za programiranje
brez zaustavitve proizvodnje, v drugem (delujoča proizvodnja) pa le v dveh izmenah, preostala pa je
na voljo za programiranje.
V projektu je bilo izvedeno iskanje varov, zato je le to vključeno tudi v izračunih. Če vstavimo
predvidene cene in poenostavimo izračun, dobimo za ustavljeno proizvodnjo pri ročnem
programiranju enačbo 43.
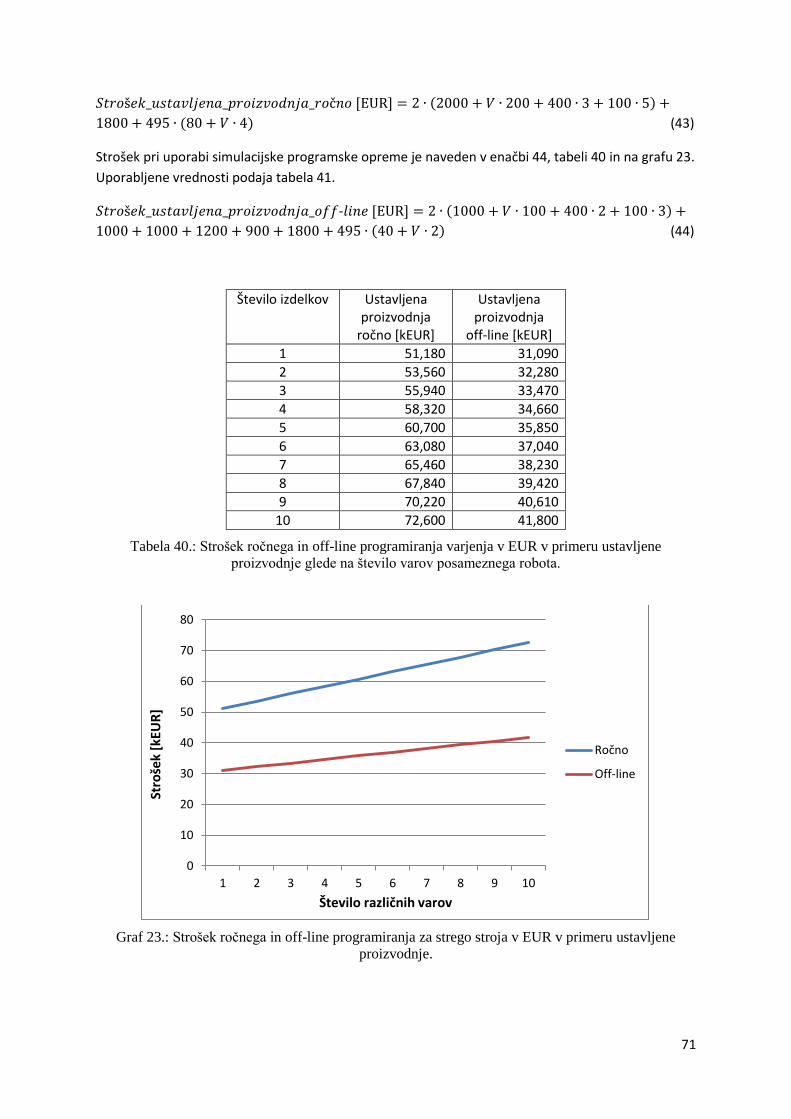
71
( )
( ) (43)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 44, tabeli 40 in na grafu 23.
Uporabljene vrednosti podaja tabela 41.
( )
( ) (44)
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 51,180 31,090
2 53,560 32,280
3 55,940 33,470
4 58,320 34,660
5 60,700 35,850
6 63,080 37,040
7 65,460 38,230
8 67,840 39,420
9 70,220 40,610
10 72,600 41,800
Tabela 40.: Strošek ročnega in off-line programiranja varjenja v EUR v primeru ustavljene
proizvodnje glede na število varov posameznega robota.
Graf 23.: Strošek ročnega in off-line programiranja za strego stroja v EUR v primeru ustavljene
proizvodnje.
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

72
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 40 ur/robota 20 ur/robota
Uvar Število porabljenih ur za posamezen var 4 ure/var 2 uri/var
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 2 2
Uisv1 Čas programiranja iskanja vara 3 ure 2 uri
X1 Število varov kjer se izvaja iskanje vara 8/robot 8/robot
Uisv2 Čas programiranja iskanja reže 5 3
X2 Število varov kjer se izvaja iskanje reže 2/robot 2/robot
Ci Ocenjeni dobiček na posamezen izdelek 150 EUR 150 EUR
Pu Število izdelkov na uro 3,3 3,3
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 41.: Uporabljene vrednosti za izračun.
Rezultati izračuna jasno kažejo da stroški ustavljene proizvodnje daleč presegajo vse preostale, zato
je uporaba simulacijske programske opreme v tem primeru nujna. Ko proizvodnje ni treba zaustaviti,
izračunamo strošek pri ročnem programiranju z enačbo 45,
( )
(45)
strošek pri uporabi simulacijske programske opreme pa z enačbo 46, kar je predstavljeno v tabeli 42
in na grafu 24. Uporabljene vrednosti podaja tabela 43.
( )
(46)
V primeru ko imamo na voljo prosto izmeno za programiranje novih izdelkov je programiranje s
pomočjo simulacijske programske opreme cenejše od ročnega programiranja že pri četrtem varu. Če
sledenja ne upoštevamo, se meja premakne na deseti var. Dobavitelj je torej v tem primeru ustrezno
pristopil k projektu, saj je off-line programiranje za navedeni obseg varov v vseh treh primerih
najbolj ugodna izbira.
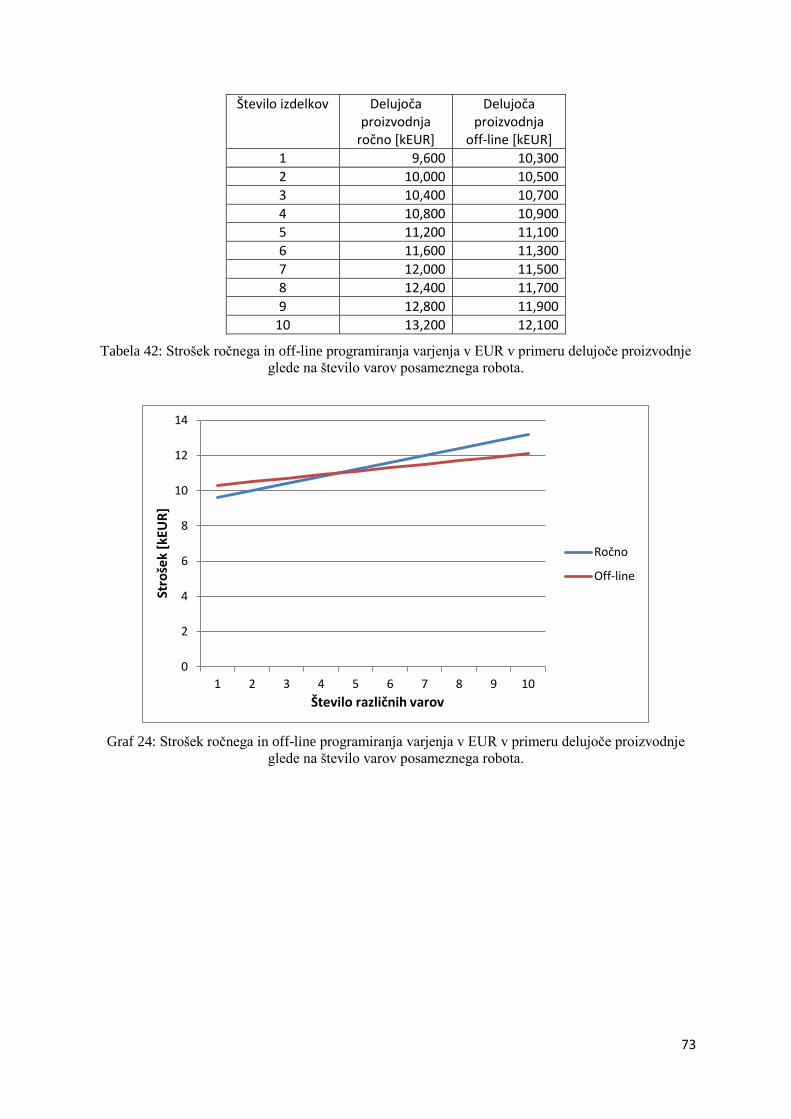
73
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 9,600 10,300
2 10,000 10,500
3 10,400 10,700
4 10,800 10,900
5 11,200 11,100
6 11,600 11,300
7 12,000 11,500
8 12,400 11,700
9 12,800 11,900
10 13,200 12,100
Tabela 42: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov posameznega robota.
Graf 24: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov posameznega robota.
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov
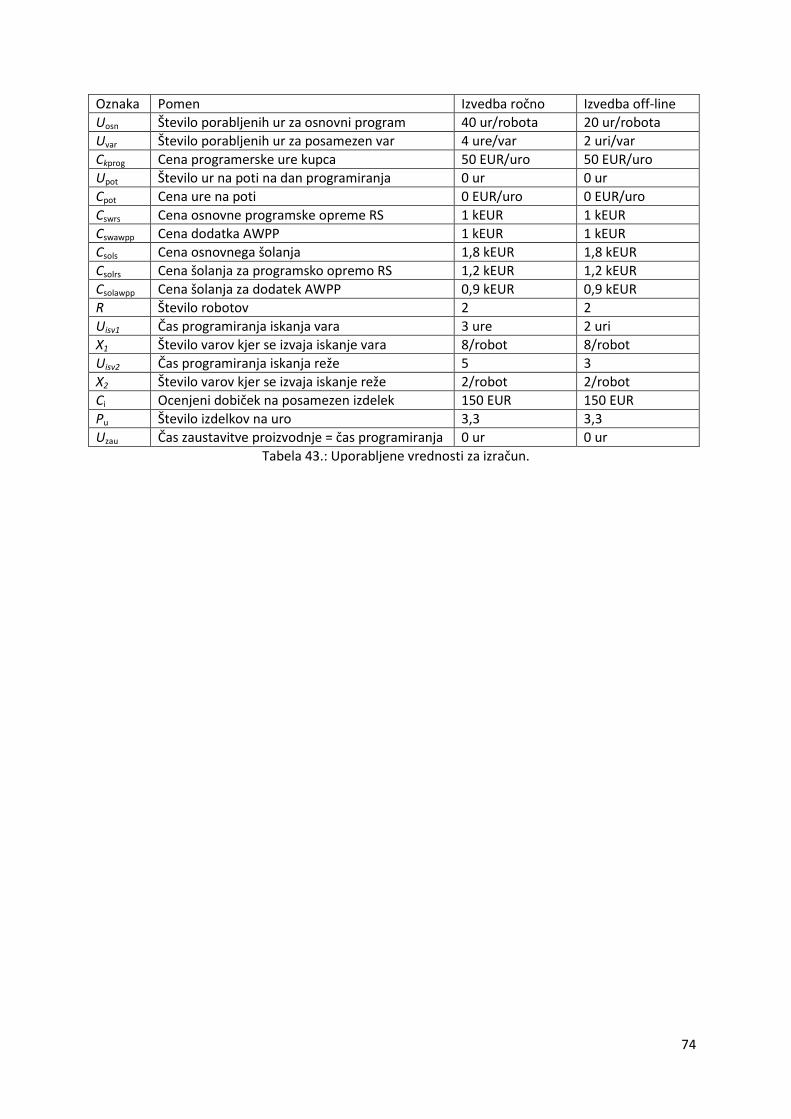
74
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 40 ur/robota 20 ur/robota
Uvar Število porabljenih ur za posamezen var 4 ure/var 2 uri/var
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 2 2
Uisv1 Čas programiranja iskanja vara 3 ure 2 uri
X1 Število varov kjer se izvaja iskanje vara 8/robot 8/robot
Uisv2 Čas programiranja iskanja reže 5 3
X2 Število varov kjer se izvaja iskanje reže 2/robot 2/robot
Ci Ocenjeni dobiček na posamezen izdelek 150 EUR 150 EUR
Pu Število izdelkov na uro 3,3 3,3
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 43.: Uporabljene vrednosti za izračun.

75
12. Strošek varjenja navojnih palic za avtomobilske sedeže
12.1 Faza izvedbe Kot zadnji primer si poglejmo primer visoko produktivne robotske celice, namenjene varjenju
navojnih palic za električne avtomobilske sedeže v podjetju TPV, ki so prikazane na sliki 36. Izdelek je
sestavljen iz palice z navojem in ušesa, ki se nanjo privari. Kapaciteta navedene robotske celice je
200.000 kosov za leve in 200.000 kosov za desne sedeže. Ker je bil želen čas cikla le 15 s, je dobavitelj
za naročnika razvil posebno, novo robotsko celico oblike L, ki vključuje en varilni robot ter dva
pozicionirnika, ki omogočata rotacijo vpenjalnih priprav.
Slika 36. Navojna palica za električni avtomobilski sedež.
Iskanje ali sledenje vara se ne izvajata, zato v izračunih tudi nista upoštevana. Zaradi kratkega časa
varjenja ki znaša le 12 s, vsak izdelek ima namreč le dva kratka vara, je bila osnovna zahteva kupca
čim hitrejša ročna strega varilne celice s strani operaterja. Rešitev je bila konstrukcija robotske celice,
v kateri sta vpenjalni pripravi za levi kos in desni kos izdelka, postavljeni pod kotom 90 stopinj, da je
gibanje operaterja minimizirano.
Postopek dela je sledeč. Delavec odstrani zvarjen levi izdelek in vstavi nova varjenca za levi izdelek v
levo vpenjalno pripravo. Nato se odmakne, vertikalna varnostna vrata se zapro in robot prične z
varjenjem. Ker robot vari na levi vpenjalni pripravi, je desna stran prosta za odvzem zvarjenega
desnega izdelka in vstavljanje novih dveh varjencev. Ker je celica izredno kompaktna, hkrati pa mora
zagotavljati popolno zaščito operaterja pri delu, kjer robot v danem trenutku ne vari, je bilo
potrebno sestaviti model v programu RS ter preizkusiti doseg robota in varnostne zahteve
(odmaknjenost robota od operaterja, programsko logiko varnosti…). Rezultat študije je robotska
celica, predstavljena na sliki 37.
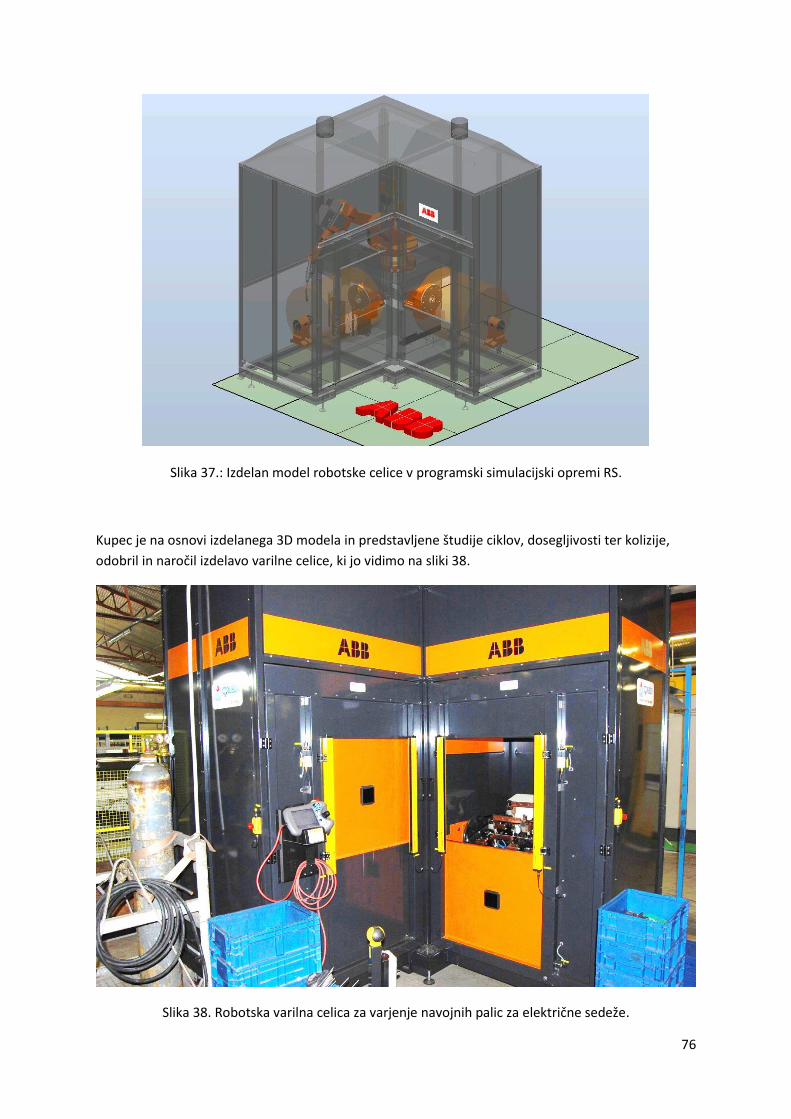
76
Slika 37.: Izdelan model robotske celice v programski simulacijski opremi RS.
Kupec je na osnovi izdelanega 3D modela in predstavljene študije ciklov, dosegljivosti ter kolizije,
odobril in naročil izdelavo varilne celice, ki jo vidimo na sliki 38.
Slika 38. Robotska varilna celica za varjenje navojnih palic za električne sedeže.

77
Poleg zasnove robotske celice, so bile v projektu ključnega pomena vpenjalne priprave, konstrukcija
katerih je bila narejena na osnovi predvidenih položajev gorilnika, kot je prikazano na sliki 39.
Slika 39.: Predviden položaji gorilnika v fazi konstrukcije vpenjalnih priprav.
Poseben poudarek je bil namenjen zaščiti navojne palice, saj obrizgi na njej povzročijo neustrezen
izdelek, ki ga ni mogoče popraviti. Premične bakrene zaščite vpenjalnih priprav so vidne na sliki 40.
Slika 40.: Premične bakrene zaščite vpenjalnih priprav.

78
Neodkrit obrizg na končnem izdelku (sedežu) preprečuje električni pomik sedeža, posledično
reklamacijo ter plačilo pogodbeno dogovorjenih stroškov dobavitelja izdelka končnemu kupcu. V ta
namen je bila izdelana študija dosegljivosti varov s pomočjo RS, predstavljena na sliki 41, ki je
potrdila ustrezen položaj bakrenih zaščit.
Slika 41.: Študija dosegljivosti vara na vpenjalnih pripravah z zaščito proti obrizgom.
Za pripravo osnovnega programa je bilo zaradi obsežne varnostne logike potrebnih 32 ur dela. Za
programiranje posameznega vara in nastavitev potrebnih parametrov so bile potrebne 4 ure. Ker je
jedro programa narejeno le enkrat, za vsak nadaljnji var potrebujemo 4 dodatne ure programiranja.
Programiranje ne vključuje obsežnih modifikacij in korekcij vpenjalnih priprav, temveč le fino
nastavitev, saj so bili vsi dostopi gorilnikov, položaji senzorjev itd. preverjeni pred samo izdelavo
vpenjalnih priprav.
Če bi enako programiranje izvajali ročno, bi bilo za osnovni program potrebnih vsaj 56 ur, za
posamezen var pa bistveno več, kar 8 ur. Razlika izhaja iz dejstva, da je potrebno upoštevati čas
modifikacij in prilagajanja vpenjalnih priprav, saj brez simulacije pristopa gorilnika k varu ni možno
predvideti vseh elementov, kjer je lahko dostop gorilnika zaradi konstrukcije vpenjalnih priprav
onemogočen. Ker je s kotom gorilnika glede na varjenec povezana tudi kakovost vara, je potrebno
zagotoviti, da vpenjalna priprava in bakreni zaščitni elementi proti obrizgom na njej ne omejujejo
ustreznega kota gorilnika.
Z navedenimi cenami za ročni način programiranja dobimo izračun po enačbi 47.
( ) ) (47)
V primeru programiranja s pomočjo simulacijske programske opreme pa enačbo 48.

79
( ( ) )
(48)
Rezultate prikazujeta tabela 44 in graf 25, uporabljene vrednosti pa tabela 45.
Število izdelkov Izvedba ročno [kEUR]
Izvedba off-line [kEUR]
1 22,920 17,280
2 25,560 18,600
3 28,200 19,920
4 30,840 21,240
5 33,480 22,560
6 36,120 23,880
7 38,760 25,200
8 41,400 26,520
9 44,040 27,840
10 46,680 29,160
Tabela 44.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov.
Graf 25.: Strošek ročnega in off-line programiranja varjenja v EUR glede na število varov.
Vsi izračuni kažejo, da je bil pristop k projektu s pomočjo simulacijske programske opreme upravičen
in ustrezen navkljub majhnemu številu varov. V praksi se je kot največji izziv pokazala konstrukcija
zaščite zvarjenca proti obrizgom, katere zasnova je bila pred izdelavo preverjena s pomočjo RS.
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov
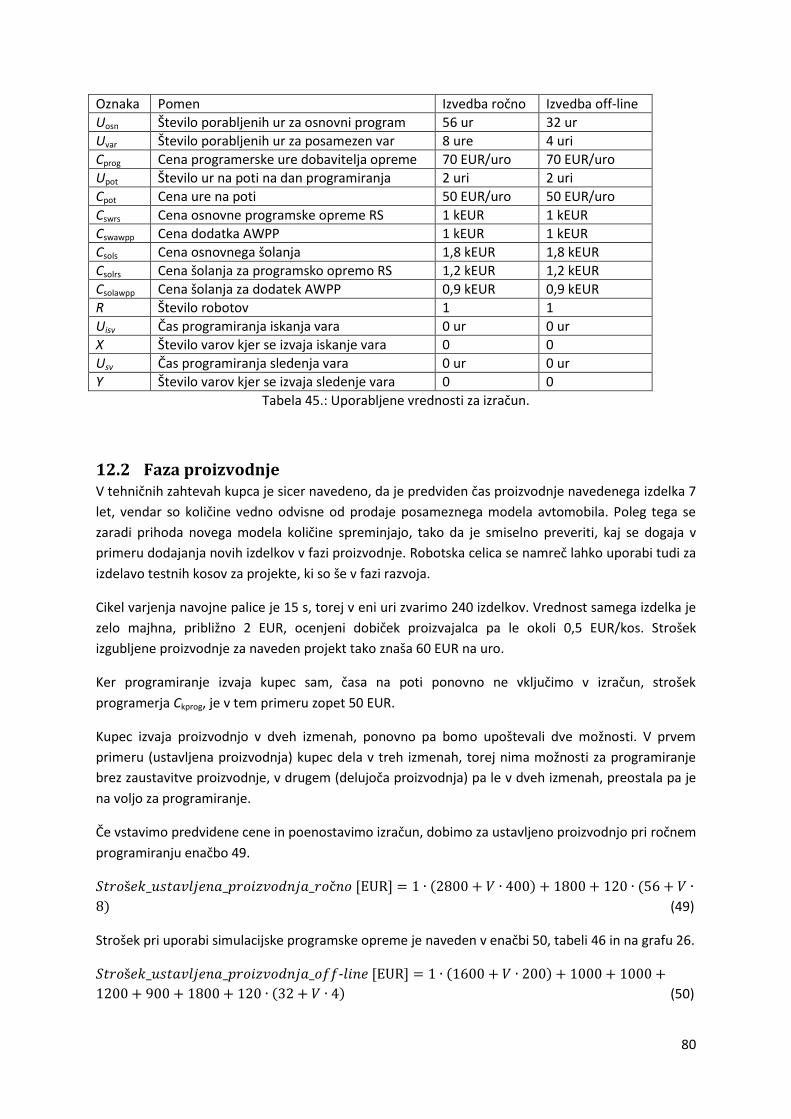
80
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 56 ur 32 ur
Uvar Število porabljenih ur za posamezen var 8 ure 4 uri
Cprog Cena programerske ure dobavitelja opreme 70 EUR/uro 70 EUR/uro
Upot Število ur na poti na dan programiranja 2 uri 2 uri
Cpot Cena ure na poti 50 EUR/uro 50 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 1 1
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Tabela 45.: Uporabljene vrednosti za izračun.
12.2 Faza proizvodnje V tehničnih zahtevah kupca je sicer navedeno, da je predviden čas proizvodnje navedenega izdelka 7
let, vendar so količine vedno odvisne od prodaje posameznega modela avtomobila. Poleg tega se
zaradi prihoda novega modela količine spreminjajo, tako da je smiselno preveriti, kaj se dogaja v
primeru dodajanja novih izdelkov v fazi proizvodnje. Robotska celica se namreč lahko uporabi tudi za
izdelavo testnih kosov za projekte, ki so še v fazi razvoja.
Cikel varjenja navojne palice je 15 s, torej v eni uri zvarimo 240 izdelkov. Vrednost samega izdelka je
zelo majhna, približno 2 EUR, ocenjeni dobiček proizvajalca pa le okoli 0,5 EUR/kos. Strošek
izgubljene proizvodnje za naveden projekt tako znaša 60 EUR na uro.
Ker programiranje izvaja kupec sam, časa na poti ponovno ne vključimo v izračun, strošek
programerja Ckprog, je v tem primeru zopet 50 EUR.
Kupec izvaja proizvodnjo v dveh izmenah, ponovno pa bomo upoštevali dve možnosti. V prvem
primeru (ustavljena proizvodnja) kupec dela v treh izmenah, torej nima možnosti za programiranje
brez zaustavitve proizvodnje, v drugem (delujoča proizvodnja) pa le v dveh izmenah, preostala pa je
na voljo za programiranje.
Če vstavimo predvidene cene in poenostavimo izračun, dobimo za ustavljeno proizvodnjo pri ročnem
programiranju enačbo 49.
( ) (
) (49)
Strošek pri uporabi simulacijske programske opreme je naveden v enačbi 50, tabeli 46 in na grafu 26.
( )
( ) (50)
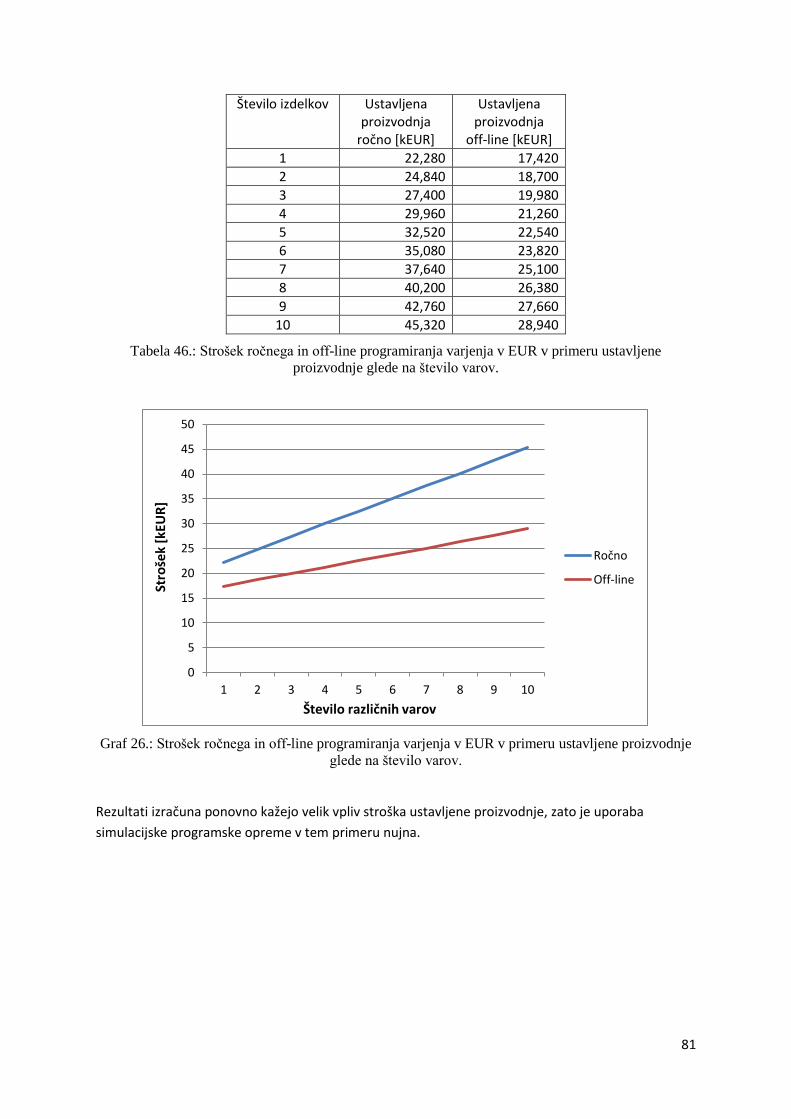
81
Število izdelkov Ustavljena proizvodnja
ročno [kEUR]
Ustavljena proizvodnja
off-line [kEUR]
1 22,280 17,420
2 24,840 18,700
3 27,400 19,980
4 29,960 21,260
5 32,520 22,540
6 35,080 23,820
7 37,640 25,100
8 40,200 26,380
9 42,760 27,660
10 45,320 28,940
Tabela 46.: Strošek ročnega in off-line programiranja varjenja v EUR v primeru ustavljene
proizvodnje glede na število varov.
Graf 26.: Strošek ročnega in off-line programiranja varjenja v EUR v primeru ustavljene proizvodnje
glede na število varov.
Rezultati izračuna ponovno kažejo velik vpliv stroška ustavljene proizvodnje, zato je uporaba
simulacijske programske opreme v tem primeru nujna.
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

82
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 56 ur 32 ur
Uvar Število porabljenih ur za posamezen var 8 ure 4 ure
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 1 1
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Ci Ocenjeni dobiček na posamezen izdelek 0,5 EUR 0,5 EUR
Pu Število izdelkov na uro 240 240
Uzau Čas zaustavitve proizvodnje = čas programiranja Osnovni + izdelek Osnovni + izdelek
Tabela 47.: Uporabljene vrednosti za izračun.
Ko proizvodnje ni treba zaustaviti, izračunamo strošek pri ročnem programiranju z enačbo 51,
( ) (51)
strošek pri uporabi simulacijske programske opreme pa z enačbo 52, kar je predstavljeno v tabeli 48
in na grafu 27. Uporabljene vrednosti so zapisane v tabeli 46.
( )
(52)
Število izdelkov Delujoča proizvodnja
ročno [kEUR]
Delujoča proizvodnja
off-line [kEUR]
1 14,600 13,100
2 16,200 13,900
3 17,800 14,700
4 19,400 15,500
5 21,000 16,300
6 22,600 17,100
7 24,200 17,900
8 25,800 18,700
9 27,400 19,500
10 29,000 20,300
Tabela 48: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov.

83
Graf 27: Strošek ročnega in off-line programiranja varjenja v EUR v primeru delujoče proizvodnje
glede na število varov.
Oznaka Pomen Izvedba ročno Izvedba off-line
Uosn Število porabljenih ur za osnovni program 56 ur 32 ur
Uvar Število porabljenih ur za posamezen var 8 ure 4 uri
Ckprog Cena programerske ure kupca 50 EUR/uro 50 EUR/uro
Upot Število ur na poti na dan programiranja 0 ur 0 ur
Cpot Cena ure na poti 0 EUR/uro 0 EUR/uro
Cswrs Cena osnovne programske opreme RS 1 kEUR 1 kEUR
Cswawpp Cena dodatka AWPP 1 kEUR 1 kEUR
Csols Cena osnovnega šolanja 1,8 kEUR 1,8 kEUR
Csolrs Cena šolanja za programsko opremo RS 1,2 kEUR 1,2 kEUR
Csolawpp Cena šolanja za dodatek AWPP 0,9 kEUR 0,9 kEUR
R Število robotov 1 1
Uisv Čas programiranja iskanja vara 0 ur 0 ur
X Število varov kjer se izvaja iskanje vara 0 0
Usv Čas programiranja sledenja vara 0 ur 0 ur
Y Število varov kjer se izvaja sledenje vara 0 0
Ci Ocenjeni dobiček na posamezen izdelek 0,5 EUR 0,5 EUR
Pu Število izdelkov na uro 240 240
Uzau Čas zaustavitve proizvodnje = čas programiranja 0 ur 0 ur
Tabela 49.: Uporabljene vrednosti za izračun.
Vsi izračuni jasno kažejo, da je uporaba simulacijske programske opreme nujna tako v fazi izvedbe
navedene robotske celice, kot tudi v primeru, ko želimo pripraviti robotski program za nov izdelek.
Pristop dobavitelja, ki je v analiziranem projektu uporabil nekaj ključnih prednosti simulacijske
programske opreme v primerjavi z ročnim programiranjem, se je izkazal za pravilnega.
0
5
10
15
20
25
30
35
1 2 3 4 5 6 7 8 9 10
Stro
šek
[kEU
R]
Ročno
Off-line
Število različnih varov

84
13. Sklep
Predstavljeni podatki kažejo, da je uporaba simulacijske programske opreme v Sloveniji zelo majhna,
v primerjavi s številom prodanih industrijskih robotov, ki se vsako leto povečuje in je v primerjavi z
ostalimi državami nad svetovnim povprečjem. Najbolj zastopani aplikaciji sta strega strojem in
obločno varjenje.
Vsi proizvajalci industrijskih robotov vlagajo veliko sredstev v razvoj simulacijske programske opreme
z namenom, da bi le ta podpirala simulacijo in izvedbo čim širšega spektra robotskih aplikacij. Glavne
prednosti, ki jih nudijo zadnje generacije programske opreme, so: simulacija poveznih paketov in s
tem predvidevanje kolizije s periferno opremo, hkratno delovanje več robotov v eni robotski celici,
analiza energetske učinkovitosti delovanja robotskih sistemov, avtomatska izdelava dokumentacije
robotskega programa, lažje in hitrejše objektno programiranje namesto ročnega pisanja programske
kode, posebni dodatki za posamezne aplikacije (paletiranje, varjenje, strega strojem, brušenje,
barvanje, …), poenotenje koncepta programiranja za določen tip aplikacij, prihranek časa zaradi že
predizdelanih modelov standardnih celic (varilnih, paletirnih…) itd.
Ker vse navedene prednosti simulacijske programske opreme omogočajo večjo konkurenčnost
Slovenskih dobaviteljev in kupcev robotskih rešitev, saj omogočajo zmanjšanje časa potrebnega za
izvedbo aplikacij ter s tem znižanje stroška, smo izvedli analizo, na osnovi najbolj zastopanih aplikacij
v Sloveniji.
Izvedena analiza je bila narejena na dejanskih aplikacijah, ki jih je dobavitelj robotskih rešitev izvedel
brez in z uporabo simulacijske programske opreme. Te aplikacije so: strega stroja za tlačno litje,
strega stroja za tlačno litje z odstranjevanje srha, odstranjevanje srha in brušenje, strega CNC strojev
ter obločno varjenje majhnih, srednjih in velikih varjencev. Izbrani primeri nazorno prikazujejo, da je
možno v relativno kratkem času pred izvedbo aplikacije izvesti analizo projekta in izbrati ustrezno
metodo programiranja. Ob tem je potrebno vedeti, da točna analiza ni možna brez dobrega
poznavanja izdelka, njegovega proizvodnega cikla, cene, karakteristik in omejitev izbrane opreme,
točnih zahtev kupca, predvidenega načina in obsega proizvodnje, časovnih zahtev, obsega celotnega
projekta itd.
Ker ima vsak projekt robotske celice več faz, smo definirali ter za našo analizo upoštevali le dve. Fazo
izvedbe, v kateri deluje dobavitelj, ter fazo proizvodnje, v kateri deluje kupec. Rezultati analize so
zato podani ločeno za posamezno fazo ter posamezno izbrano aplikacijo.
V fazi izvedbe je za posamezen projekt strege livarskega stroja in strege CNC strojev smiselno določiti
mejo, pri kateri se nam investicija v off-line programiranje povrne in temu primerno pristopiti k
projektu. Če robotu poleg strege dodamo še druge funkcije, kot so iskanje izdelka s strojnim vidom,
kontrola kakovosti, odstranjevanje srha, rezultati analize že v samem začetku kažejo v prid izbire off-
line programiranja.
V fazi proizvodnje, ko kupec dela v 3 izmenah, je praktično za vse obravnavane robotske aplikacije
bolj primeren pristop z off-line programiranjem. Ker se programiranje novih izdelkov v tem primeru
izvaja ob že obstoječi proizvodnji na robotski celici, ima največji vpliv na izračun strošek ustavljene
proizvodnje. Če upoštevamo še podatek IFR, da je večina aplikacij v Sloveniji namenjena proizvodnji
85
izdelkov za potrebe avtomobilske industrije, kjer so stroški v primeru nedobavljenih izdelkov zelo
visoki, je tu izbira off-line programiranja nujna.
V fazi proizvodnje, ko kupec ne dela v treh izmenah, je smiselno izračunavati mejo le pri običajni
stregi stroja za tlačno litje ter stregi HOC. V vseh ostalih primerih je že v začetku smiselna izbira off-
line programiranja.
Rezultati analize v primeru obločnega varjenja so si povsem enotni. Ker podatki iz prakse kažejo, da
nikoli ne varimo le enega vara, je izbira simulacijske programske opreme bistveno bolj smiselna kot
ročno programiranje varilne aplikacije. Tu moramo posebej opozoriti na pomembnost vpenjalnih
priprav v avtomobilski industriji, katerih zasnove brez uporabe simulacijske programske opreme ne
moremo preveriti pred samo izdelavo. Le te lahko v primeru napačne izvedbe povzročijo stroške, ki
so bistveno večji od stroškov programiranja. Posledično se zelo poveča možnost prekoračitve
predvidenega roka izvedbe same robotske aplikacije. Dejstvo, da varilni projekti veljajo med
robotskimi aplikacijami za bolj zahtevne, samo še potrjuje zgoraj navedene ugotovitve.
Različni primeri iz analize jasno kažejo, da je izračun odvisen od specifičnih elementov posamezne
aplikacije, zato ga je potrebno navkljub zgoraj navedenim okvirnim pravilom vedno izvesti za
posamezen robotski projekt.
Uporaba simulacijske programske opreme torej omogoča večjo konkurenčnost slovenskih
dobaviteljev in kupcev robotskih rešitev, vendar je za povečanje uporabe le te, potrebno izvesti
celovit pristop. Na tem mestu moramo omeniti razliko med različnimi generacijami inženirjev, ki
simulacijsko opremo uporabljajo. Starejši generaciji je uporaba računalniških programov ter izvedba
projekta v virtualnem svetu tuja, mlajša generacija pa ponujeno programsko opremo sprejema
odprtih rok, saj je podobne filozofije virtualnega sveta deležna že od otroštva. K simulacijski
programski opremi moramo zato pristopiti že v fazi izobraževanja bodočega dobavitelja, integratorja
ali uporabnika. V srednjih, višjih in visokih šolah bi morala biti uporaba simulacijske programske
opreme del učnega programa. Kasneje, v fazi prodaje projekta, bi moral dobavitelj robotske opreme
v nalogi prikazano analizo izvesti že v fazi ponudbe robotske opreme končnemu kupcu. Analiza bi
morala odražati dejansko aplikacijo ter vsebovati vse podatke, ki jih je uspelo dobavitelju pridobiti v
fazi povpraševanja. Enako mora veljati, ko avtomatiziran proces pripravlja integrator procesne
opreme. Tu moramo iz izkušenj izpostaviti dejstvo, da v fazi povpraševanja končni kupec ne želi
vedno razkriti vseh podatkov. Na podlagi podanih izračunov bi moral končni kupec s pomočjo svojih
(točnih) podatkov potrditi analizo in izračunati, ali je smiselno, da se odloči za off-line programiranje.
Na podlagi tega mora tudi ustrezno izbrati opcije v ponudbi in pristopiti k projektu.
Z omenjenim pristopom bi Slovenski dobavitelji in kupci robotskih aplikacij lahko zmanjšali svoje
stroške, povečali zaslužek ali pa ob enako dobri kakovosti opreme ponudili ugodnejšo ceno. Postali bi
torej bolj konkurenčni ne le na Slovenskem, temveč tudi na tujem trgu.
86
Literatura
[1] T. Bajd, M. Mihelj, J. Lenarčič, A. Stanovnik, M. Munih, »Robotics«, Springer 2009.
[2] IFR statistical department c/o VDMA Robotics + Automation, »World Robotics Industrial robots 2011«, Frankfurt, 2011.
[3] Domača stran proizvajalca ABB, http://www.abb.com (01.06.2012).
[4] »Product specification RobotStudio 3HAC026932-001 Revision E«, ABB AB Robotics Products, Västeras, June 2012.
[5] Arhiv prodaje, ABB d.o.o., Koprska ulica 92, 1000 Ljubljana.
[6] Domača stran Revije IRT 3000, http://www.irt3000.si/domov/ (01.06.2013).
[7] Domača stran proizvajalca Yaskawa Europe GmbH, http://www.yaskawa.com (01.06.2013).
[8] Domača stran prozvajalca Adept, http://www.adept.com/ (01.06.2013).
[9] Domača stran proizvajalca Staubli, http://www.staubli.com/en/robotics. (1.06.2013).
[10] Domača stran proizvajalca Fanuc corporation, http://www.fanuc.co.jp, (01.06.201).
[11] Domača stran proizvajalca Kuka roboter GmbH, http://www.kuka-robotics.com (01.06.2013).
[12] I. Rak, »Tehnologija varjenja«, založba Modrijan, 2008.
[13] Domača stran proizvajalca Withman, http://www.wittmann-robot.com (01.06.2013).
[14] Domača stran Društva livarjev Slovenije, http://www.drustvo-livarjev.si/. (01.06.2013).
[15] J. Lenarčič, T. Bajd, »Robotski mehanizmi«, Univerza v Ljubljani, Založba FE in FRI, Ljubljana 2003.
[16] Domača stran proizvajalca CNC software, inc., http://www.mastercam.com (01.06.2013)
[17] Domača stran proizvajalca Simulation Solutions, http://www.simsol.co.uk (01.06.2013)
[18] »Product specification RobotStudio MachineTending PowerPack«, ABB AB Robotics Products, Västeras, June 2013.
[19] »Product specification RobotStudio ArcWeld PowerPack«, ABB AB Robotics Products, Västeras, June 2012.
[20] K. Jerman, B. Murovec, »Smoternost uporabe simulacijske programske opreme v aplikacijah paletiranja z industrijskimi roboti«, Elektrotehniški vestnik, letnik 79, številka 3, 2012.
[21] Cenik, ABB d.o.o., Koprska ulica 92, 1000 Ljubljana, 2013.
[22] Arhiv projektov, ABB d.o.o., Koprska ulica 92, 1000 Ljubljana.
[23] Uredba o davčni obravnavi povračil stroškov in drugih dohodkov iz delovnega razmerja (Uradni list RS, št. 140/2006, 76/2008).
[24] R. Logar, »Fleksibilna robotska celica za nanos tesnila«, Magistrsko delo, Ljubljana 2012.
[25] Ž. Majdič »Robotska celica za brušenje izdelkov iz ogljikovih vlaken«, Univerzitetno diplomsko delo, Ljubljana 2008.
[26] V. Drev, M.Turk, P. Drmota, »Robotizirano odstranjevanje srha«, Revija IRT3000, številka 28, 2010.
[27] »Product specification Controller IRC5 with FlexPendant«, ABB AB Robotics Products, Västeras, June 2013.
[28] R. Logar, Ž. Majdič, »Robotsko odstranjevanje srha z aluminijastih odlitkov«, Posvet Avtomatizacija strege in montaže 2011 - ASM '11, 07.12.2011.
[29] »Data sheet SmartTack«, ABB AB Robotics Products, Västeras, June 2013.
[30] Domača stran proizvajalca Sick, http://www.sick.com/group/EN/home/Pages/Homepage1.aspx, (01.06.2013).
[31] »Data sheet WeldGuide«, ABB AB Robotics Products, Västeras, June 2013.
[32] Domača stran proizvajalca ServoRobots, http://www.servorobot.com, (01.06.2013).

87
Izjava
Izjavljam, da sem magistrsko delo izdelal sam pod vodstvom mentorja doc. Dr. Boštjana Murovca.
Izkazano pomoč drugih sodelavcev sem v celoti navedel v zahvali.
Karl Jerman


















