Using optimisation to suggest alternative supply chains in...
7
Using optimisation to suggest alternative supply chains in the context of industrial symbiosis Florian Stock a b , Simon Dunstall b , Melanie Ayre b , Andreas Ernst b , Asef Nazari b , Dhananjay Thiruvady b c and Sarah King d a Technical University, Berlin, Germany b Commonwealth Scientific and Industrial Research Organisation, Clayton, Australia c Bayesian Intelligence, Melbourne, Australia d Commonwealth Scientific and Industrial Research Organisation, Geelong, Australia Email: [email protected] Abstract: The concept of firms exchanging materials, energy, water, and/or by-products in a collective ap- proach to competitive advantage is called Industrial Symbiosis (IS). It was first described by Frosch and Gal- lopoulos in 1989, and in the same year, scientists uncovered an extensively intertwined network of companies from different industries in Kalundborg, Denmark that was a realisation of Frosch and Gallopoulos’ ideas. In IS, an unresolved research question relates to whether IS can be designed “ground up” into an industrial system (such as via planned eco-parks), or whether it can only occur “organically” through more serendipitous business interactions. Given data on a defined set of businesses, quantified amounts of input and raw materials, and material transfor- mation opportunities, our interest is on the use of computation and optimisation techniques in order uncover the potential for IS amongst firms, and to suggest for a single business which potential partners the business should target in order to build a network that could realise this potential. The transformation opportunities are mod- elled as processes in which a business, consortium, or external agent (such as a local authority) could invest, to enable materials to be transformed from lower to higher value. Examples might include (re-)manufacturing processes, a shared space for materials aggregation, or compressing and baling machinery that could increase waste density and so reduce storage and transportation costs for a material. To formulate the problem, we consider the potential material flows between businesses and processes, using a linear distance model to describe transportation costs; market values to describe materials that are desirable inputs, and additional sourcing and sinking costs to obtain materials from outside of the network or dispose of surplus materials to landfill. The model is for a single time span, and as such we need to ensure that process investments do not lead to an amplification effect from the total investment cost not being amortized in the considered period. Results are then presented for each participating business in terms of the origins, destinations and investments that describe the subgraph of material flows that maximises their financial return. For the proposed overall network to be commercially viable, each participant must show a positive return; as such we can demonstrate the difference between the set of local optima and the potential global optimal decisions, thereby uncovering the ideal opportunities for social or government investment. Keywords: Industrial ecology, supply chain optimisation, operations research 21st International Congress on Modelling and Simulation, Gold Coast, Australia, 29 Nov to 4 Dec 2015 www.mssanz.org.au/modsim2015 1766
Transcript of Using optimisation to suggest alternative supply chains in...

Using optimisation to suggest alternative supply chainsin the context of industrial symbiosis
Florian Stock a b, Simon Dunstall b, Melanie Ayre b, Andreas Ernst b, Asef Nazari b, Dhananjay Thiruvady b c and Sarah King d
aTechnical University, Berlin, GermanybCommonwealth Scientific and Industrial Research Organisation, Clayton, Australia
cBayesian Intelligence, Melbourne, AustraliadCommonwealth Scientific and Industrial Research Organisation, Geelong, Australia
Email: [email protected]
Abstract: The concept of firms exchanging materials, energy, water, and/or by-products in a collective ap-proach to competitive advantage is called Industrial Symbiosis (IS). It was first described by Frosch and Gal-lopoulos in 1989, and in the same year, scientists uncovered an extensively intertwined network of companiesfrom different industries in Kalundborg, Denmark that was a realisation of Frosch and Gallopoulos’ ideas.In IS, an unresolved research question relates to whether IS can be designed “ground up” into an industrialsystem (such as via planned eco-parks), or whether it can only occur “organically” through more serendipitousbusiness interactions.
Given data on a defined set of businesses, quantified amounts of input and raw materials, and material transfor-mation opportunities, our interest is on the use of computation and optimisation techniques in order uncover thepotential for IS amongst firms, and to suggest for a single business which potential partners the business shouldtarget in order to build a network that could realise this potential. The transformation opportunities are mod-elled as processes in which a business, consortium, or external agent (such as a local authority) could invest,to enable materials to be transformed from lower to higher value. Examples might include (re-)manufacturingprocesses, a shared space for materials aggregation, or compressing and baling machinery that could increasewaste density and so reduce storage and transportation costs for a material.
To formulate the problem, we consider the potential material flows between businesses and processes, usinga linear distance model to describe transportation costs; market values to describe materials that are desirableinputs, and additional sourcing and sinking costs to obtain materials from outside of the network or dispose ofsurplus materials to landfill. The model is for a single time span, and as such we need to ensure that processinvestments do not lead to an amplification effect from the total investment cost not being amortized in theconsidered period.
Results are then presented for each participating business in terms of the origins, destinations and investmentsthat describe the subgraph of material flows that maximises their financial return. For the proposed overallnetwork to be commercially viable, each participant must show a positive return; as such we can demonstratethe difference between the set of local optima and the potential global optimal decisions, thereby uncoveringthe ideal opportunities for social or government investment.
Keywords: Industrial ecology, supply chain optimisation, operations research
21st International Congress on Modelling and Simulation, Gold Coast, Australia, 29 Nov to 4 Dec 2015 www.mssanz.org.au/modsim2015
1766

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
1 INTRODUCTION
The cost of disposing industrial waste into landfill has risen considerably in recent times for businesses inAustralia. In response, businesses can seek to reduce waste disposal costs by reducing the volume of wastethey send to landfill: possibly by finding alternative destinations for waste material. Diverting waste fromlandfill, or taking non-virgin ex-waste material as packaging or manufacturing process inputs, also can of-fer environmental advantages and assist a supply chain or industry to lift its resource productivity. Small toMedium-sized Enterprises (SMEs) in manufacturing, logistics and distribution can reduce their landfill wastedisposal costs through change and innovation, but in many cases businesses are not aware of their options, lackdata that would support a business cases, and do not have the resources needed to seek suitable business part-ners. A consortium comprising parties from local and state government, as well as CSIRO, has been engagingwith SMEs and funding, designing and implementing a web-based system that addresses the SME “knowledgegap” and “partner matchmaking” challenges. This system is referred to as the Advisory System for ProcessingInnovation and Resource Exchange (ASPIRE). An important part of the ASPIRE system, and the focus ofthis paper, is network optimisation functionality which is used to form alternative supply chains (businesses,processes, waste streams and material flows) around an SME based on a detailed numerical understanding ofmaterials, manufacturing processes and logistics.
The concept of Industrial Symbiosis (IS) was first described by Frosch and Gallopoulos (1989). IS can be de-fined as the concept of firms exchanging materials, energy, water, and/or by-products in a collective approachto competitive advantage (Chertow, 2004).The natural drivers for IS are mainly financial, because waste ex-changes and input substitutions lead to financial savings, but other possible direct benefits are environmentally-focused and/or address supply security. Onwards from the time that Frosch and Gallopoulos proposed the ISconcept, researchers have uncovered networks of companies engaged in IS in various sites around the world.The deliberate creation of IS networks, such as by way of “eco-industrial parks” (EIPs), has been difficult:e.g., Chertow (2007) reviewed 15 projects in the USA that were commenced under the President’s Council onSustainable Development, and found that after ten years almost all had failed or had reverted to a conventionalindustrial park concept.
The cases of industrial ecology in Australia can be divided into three categories according to Corder et al.(2014): heavy industrial areas, EIPs and waste exchange networks. In the category of EIPs some projects arereported as successful whereas others failed to prove their viability. Waste exchange networks are typicallyinternet-based and link businesses often for short term waste exchanges. Corder et al. (2014) measured activityon Australian waste exchange websites and determined that almost all had low levels of activity. A successfulexample of an industrial symbiosis intervention programme is NISP in the United Kingdom (InternationalSynergies Limited, 2014). NISP revolves around raising awareness of potential synergies between businessesby holding workshops and making IS expertise available for finding and implementing exchanges. The nationalprogramme was launched in 2005 and by 2009 included a network of 12,500 business members and employed60 full-time “Industrial Symbiosis Practitioners” (Laybourn and Morrissey, 2009). One of the ingredients ofNISP’s success has been the assembly of a database of established waste exchanges, which is used to informbusinesses of the possibilities and benefits of IS.
2 MATHEMATICAL MODELS OF INDUSTRIAL SYMBIOSIS
Different techniques have been proposed for modelling and designing IS and IE systems. Najm et al. (2002)developed a linear programming (LP) model that optimises economical and ecological outcomes at a regionallevel subject to satisfying material mass balances. The graph-based representation consists of generationnodes, processing facilities, treatment facilities and landfills. Karlsson and Wolf (2008) use mathematicalmodelling in an attempt to prove that integrated industrial systems are profitable compared to stand alonesolutions. The problem is modelled as a network where arcs represent flows and nodes represent a processingunit or line. (Cimren et al., 2011) propose a more general optimisation model that minimises a multiobjectiveconsisting of costs and environmental impact. The model is a network flow approach where binary variablesare used to model fixed costs at arcs and nodes. The solution of all preceding LP/MIP models did not posecomputational challenges because the network representation consisted of at most 150 nodes, and often less.
A very detailed simulation model that consists of submodels is ORWARE, a model for organic waste handlingin urban areas (Dalemo et al., 1997; Eriksson et al., 2002). Cao et al. (2009) present an agent-based modelwith three types of agents: factory agents seek to produce products thereby maximizing their profit; consumeragents meet their individual demand at lowest cost; and environment agents provide the factory agents with
1767

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
raw materials and absorb waste. The model is tested in a case study of a hypothetical eco-industrial park ofchemical industries based on an existing EIP in Sichuan, China. Agent-based modelling has also been used aspart of an IS-focused intermediation tool (Batten, 2009). Narrowly-focussed models containing deep detailsof chemical and physical processes have been developed, e.g., for bioethanol (Gonela and Zhang, 2014).
Based on the published literature on IS practice we propose that systematically establishing IS either requiresthe intensive engagement of businesses and the orchestration of connections in the style of NISP, or if donevia lower-cost methods and with less direct intervention, a digitally-oriented solution which emphasizes theprovision of technical information and the suggestion of potential partners for long-term business relationshipsthat are relevant to an industrial enterprise. We are pursuing the latter approach, to embed in a web-basedsystem, and within this an important capability is a means of devising technically-plausible alternatives formaterial flows, processes and supply networks which have the potential to be financially viable.
3 SUPPLY NETWORK OPTIMISATION IN THE CONTEXT OF INDUSTRIAL SYMBIOSIS
We seek an optimisation-based approach to generating IS-oriented supply networks. We do this for a use-casewhere a particular small-medium enterprise (a Subject SME) is seeking alternative processing and businesspartnership suggestions from the decision-support system. For the Subject SME the amounts and ratios ofinput and output materials are known. The materials we refer to as commodities and the global set of com-modities covers all materials that are input or output of at least one process known to the decision-supportsystem. Quality, shape, colour and other attributes can be very important when distinguishing between suit-able and unsuitable materials for (re-)manufacturing processes and recycling. An ontology for commoditieshas therefore been devised which captures the necessary attributes. This allows us to represent, for example, acase of a process that transforms cooking oil into fuel, and can use sunflower oil or olive oil as an input, but notmachine oil. Some commodities can be distinguished as end products that must not be further considered forfurther processing in the network: e.g., refined and marketable raw materials or to elaborate consumer goods.
We define a process as a mapping of input to output commodities according to a known ratio. We distinguishbetween transformation processes which transform materials and have different input and output commoditiesand/or non-unit ratios, and abstract processes which do not transform materials. A transformation processrepresents machinery, reactors and other technology for processing and value-adding. Abstract processes rep-resent activities such as landfill, waste management services and markets external to an SME supply network.Abstract process outputs are treated as peripheral to the supply network around a Subject SME.
If an alternative supply network for the Subject SME makes use of a transformation process that either is notavailable amongst businesses open to IS arrangements in the region, or is present but of insufficient capacity forthe Subject SME, then we can inject an instance of the process into the network, and represent the investmentas a fixed component of cost in the objective function. In the optimisation, a process can be injected in a supplynetwork if its outputs are an input to a process of a known business, it is an abstract process, or there is somechain of value-adding transformation processes that lead to a process of a known business.
A transformation process can occur in the real world with different throughput capacities and different fixedand variable costs. We define for each process one or more implementation options with minimum and max-imum throughput capacities. For transformation processes this essentially models processing systems andequipment of different sizes. Abstract processes have variable costs only, i.e., there is no fixed cost charged forthe existence of the process in the network. Implementation options for abstract processes relate to differentvolume-related material handling cost structures for the network of the Subject SME, i,e., economies of scale.
Capacities in the supply network need to be compatible. This drives the selection of implementation options,and can be used to represent bounded external markets when associated with abstract processes. For example,consider that the Subject SME emits 100t of timber waste per period. Based on data on existing businesses, theoptimisation might identify possible input substitutions for other known SMEs for 20t of this timber per period.This generates a cost reduction or nett revenue gain for the Subject SME, and no additional capital cost for thenetwork. A known transformation process of turning wood waste into fuel may have an implementation optionfor 30t of waste timber input per period, and this can be injected into the network, bringing with it fixed andvariable cost components for the network. An abstract process might embody further knowledge that 40t oftimber per period (as the maximum-sized implementation option) could be sold outside of the region for someproductive purpose. The remaining 10t per period will then have to flow to an abstract process representinglandfill, balancing the flows and contributing a corresponding cost for the supply network of the Subject SME.
A supply network for the Subject SME is represented as a graph, with flows of commodities on arcs, and nodes
1768

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
representing process implementation options as well as sources and sinks for each commodity. Arcs connectprocesses with inputs and outputs of the same commodity, and flows on these arcs represent a magnitude ofcommodity flow per unit time. It can be shown that the NP-hard longest path problem is a special case of oursupply network design problem — thus our problem is provably NP-hard.
4 OPTIMISATION USING AN MIXED INTEGER PROGRAM
In our first algorithm, the objective is to minimise cost for the subject SME by resolving flows on a graph G ofall potential processes and material flows in a supply network around the subject SME. This optimal solutionyields a supply network design. For each arc a and commodity k we introduce a continuous flow variablexa,k which defines the amount of each commodity that flows between the source and destination nodes (i.e.,process instances) per unit time (i.e., per period). Commodity flow through nodes representing transformationprocesses is not balanced: rather, flows are governed by fixed ratios between input and output commodities.We introduce continuous execution variables zp,o, where (p, o) identifies the node in which p is the processand o is the implementation option. Equations 1 and 2 are flow conservation and commodity transformationconstraints.∑
a∈in(p)
xa,k =∑o∈Op
zp,oαp,k ∀k ∈ C, p ∈ P ∪ T (1)
∑a∈out(p)
xa,k =∑o∈Op
zp,oβp,k ∀k ∈ C, p ∈ P ∪ S (2)
In this, C is the set of commodities, P is the set of nodes representing processes, S and T are commoditysources and sinks, Op are implementation options for process p ∈ P , and αp,k and βp,k are the relative ratiosof flow for commodity k for a unit execution of process p (i.e., for zp,o = 1). For conversion processes, noparticular ratios apply and a simple flow conservation constraint is used (i.e., mass in equals mass out).
Each implementation option has a minimum cminp,o and a maximum cmax
p,o process execution capacity (zero andunbounded, respectively, if not specified), and executed flow must be within the throughput limits:
cminp,o δp,o ≤ zp,o ≤ cmax
p,o δp,o ∀p ∈ P, o ∈ Op (3)
where a binary variable δp,o indicates if a process option o is used for process p (i.e., zp,o > 0). This infersthat an option can only be used once per process, but multiple options can be used for the same process, i.e.,at most one “machine of each size” can be bought. In an alternative formulation we could allow δp,o to be ageneral integer variable, but for most practical cases we do not expect this to be necessary.
We want to minimise cost from the perspective of the Subject SME which has a process P0. We approximatethis as the sum of costs for input materials, costs for by-products (which could be a revenue, so negative-valued) and costs for implementing transformation processes that are not yet present in the supply network.Each process option has a fixed cost and a variable cost component. At sources and sinks the fixed costcomponent is 0 and variable costs are the market price of the commodity. We write Φsk,o for the marketbuying price of commodity k at option o and Φtk,o for the market selling price of commodity k at option o. Attransformation process instances (p, o) the cost is split further into: EQp,o as the (levelized) equipment cost;LCp,o (levelized) labour and commissioning cost; OMp,o as the per-period operations and maintenance cost;and UPCp,o unit execution cost. Given this, the objective function is:
minimise∑p∈P
∑o∈Op
δp,o(EQp,o + LCp,o +OMp,o)
+∑p∈P
∑o∈Op
zp,o · UPCp,o +∑k∈C
∑o∈Osk
zsk,o · Φsk,o +∑k∈C
∑o∈Otk
ztk,o · Φtk,o (4)
Demand for the production at the Subject SME must be satisfied, so we introduce an implementation option ofor P0 that reflects via α{min,max}
PO,o the required volumes of inputs and outputs, and we set zP0,o = 1.
The capability to buy any commodity from its sources in G allows for an unwanted case where flows froma source to a sink that are completely unrelated to P0 can be profitable and therefore part of an optimalsolution. These flows are irrelevant and undesirable, but unless they cause major numerical scaling issues,can be permitted and then simply ignored when translating the MIP solution into a set of supply network
1769

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
suggestions. More importantly, we permit bringing “new mass” into the network from external sources becausetransformation processes can need inputs that cannot be sourced from the pre-existing network of the SubjectSME. However, this mass should be constrained to be within some maximum proportion of the mass originallyassociated with P0, otherwise we can generate unreasonable solutions (e.g., a goods manufacturer builds ametal recycling plant in order to recycle a small amount of steel offcuts). We reformulate our model such thatthe maximum ratio of mass that originates from the subject SME to the mass that is brought into the systemis constrained by a parameter ρ ∈ [0, 1]. For this purpose, we duplicate G to form a graph H , and then makethe commodity sources and sinks common to each. All flows in G conserve the mass that is processed by P0,whereas all flows in H are for mass that is sourced and sunk upstream or downstream of P0. The original flowvariables “split” into flow variables for G and H , ditto for process execution variables. The δ variables arecommon because the choice of implementation option is common for the two graphs. Flows originating fromsources must be in the H graph, except for are commodities that are input to P0. For all other transformationprocesses we restrict the maximum ratio of mass flow inG and inH with the parameter ρ ∈ [0, 1]. If ρ is closeto zero, almost all mass in the supply network must pass through P0. If ρ is close to one, much additional masscan enter and leave the supply network. Further details of this reformulation are straightforward to derive.
When there are many commodities and processes of relevance, graph G (or, G and H) can be complex. Tosimplify G we can introduce a warehouse process for each commodity, and instead of connecting all pairs ofprocesses with matching inputs and outputs, we connect each to the warehouses for their commodities. Thisreduces the number of arcs significantly, while introducing only a few additional nodes. The disadvantage inthis approach is that point-to-point material transportation costs and capacities cannot be captured.
5 OPTIMISATION USING A BINARY DECISION DIAGRAM
In our second algorithm, we use a branch-and-bound approach based on Binary Decision Diagrams (BDDs),e.g., Akers (1978); Becker et al. (2005). For optimisation problems with binary decisions, BDDs have nodesrepresenting states consisting of choices and possible future decisions, and weights can be given to the arcsto represent an objective function. A longest path in the decision diagram represents a feasible solution. Forsimpler problems, the weight of the path is the objective function value. The discrete decisions in our problemare which transformation processes to include, and which implementation options to assign to them. At a BDDnode, solving the remaining LP on the restricted network yields a solution. We build on the idea of BDDs togenerate a custom branch-and-bound algorithm.
We define a state s as a set of processes with their implementation options. Ps is the set of processes involvedin state s and Cp is the set of commodities that are input or output of a process p. A state implies a subgraphin G, via the node set
⋃p∈Ps
Cp ∪ Ps. Solving the LP in the subgraph generates a restricted feasible solutionand therefore an upper bound on the objective function (4). A lower bound can be obtained by solving an LPon the complete network G, with relevant δp,o variables set to {0, 1} according to s, and relaxed otherwise.
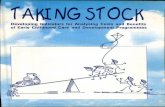
Each node in the BDD represents a state, and the binary choices are to include or exclude an option or a wholeprocess. For the purposes of the algorithm we devise a complete ordering of processes with implementationoptions. Since we expect solutions to contain short supply chains, we choose an ordering of the processes asindicated by proximity to the Subject SME in G. The implementation options for a process can be orderedaccording to their values in an initial LP relaxation. Let σ = σ1, . . . , σn be an ordering of processes andimplementation options. σi ∈ P∪O, n = |P|· |O|+ |P|. Stepping through the BDD means making a decisionfor each σi in the provided order. The decision to eliminate a process can make other processes unreachable.Decisions to include or eliminate an option have an effect on other options and processes via capacities: if themaximum capacity that can reach a node is lower than the minimum capacity of an option, that option cannotbe implemented (e.g, refer Figure 1). For a shorter notation, we use the following convention: branching fromσi to σj adds option σj to the current set of processes with options, and sets σk = 0 for all i ≤ k ≤ j. Thismeans that skipping options in the devised ordering implies rejecting these options. After each choice the setof choices at a node is updated with respect to the rules mentioned above. Different choices can lead to thesame state, however, we cannot put weights on the arcs to compute a solution value. For upper bounds we canround all options that have not been set yet, and then solve the LP to compute the flows.
The tree can grow exponentially, though we expect it to be wide and flat (this allowing massive parallelisation).Considering that two LPs need to be solved at each node of the BDD to get upper and lower bounds, exploringthe complete tree can be computationally very expensive. We have explored the use of beam search, integerrounding and Ant Colony Optimisation (ACO) for setting δp,o variables in LP relaxations when seeking upperbounds.
1770

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
Figure 1. An example process graph (left) and corresponding Binary Decision Diagram (right)
6 COMPUTATIONAL COMPARISON OF ALGORITHMS
In exploring the computational difficulty of our supply network optimisation problem we use synthesized databecause sufficient real-world data has not yet been assembled. We constructed ten scenarios with randomly-generated processes, implementation options and SMEs. For implementation options, with increasing through-put capacities the equipment cost increases and the unit production cost decreases. The scenarios vary in thenumber of processes, commodities, options, and inputs and outputs. Table 1 lists the scenarios with their prop-erties, as well as the size of the resulting MIPs. The graph representation of the problem has a low density ofless than 1% for all instances. For each scenario group we create two instances by selecting a subject SME andsetting its demand. We solve the instances with CPLEX (for the MIP-based approach) and with the heuristicsimplemented in Python 2.7 (for the BDD approach). For each scenario there is a time limit: 600, 1200, 1800,3600 and 3600 seconds for scenarios A to E respectively. These limits are far too generous for the ASPIRE usecase, because users might not be prepared to wait for long periods, but parallelisation could speed up all of themethods. Parallel computation is difficult in Python and this had a strong influence on the way we designed thedetails of the meta-heuristics (i.e., within the given time limits only a small number of LPs could be solved).
Table 1. Scenario parameters and MIP size
Scenario #Processes #CommoditiesMean #(inputs and outputs) per process
Mean #options per process
MIP #variables MIP #binaries MIP #constraints
A1 1000 2000 3 4 33,187 8,312 28,248
A2 1000 2000 4 9 41,592 12,447 32,430
A3 1000 2000 8.5 4 43,903 8,466 33,975
A4 1000 1000 3.5 5 25,096 6,551 19,059
A5 1000 500 3 5 20,396 5,500 13,975
B1 2500 4000 3.5 4 75,432 19,090 61,961
B2 2500 2500 3.5 4 62,361 16,194 47,438
C 3500 3500 3 5 87,590 22,859 66,548
D 4000 4000 4 5 100,236 26,085 76,101
E 5000 5000 3.5 4 124,826 32,414 94,900
Primal rounding, beam search and ACO do not provide lower bounds but they do return feasible upper-boundsolutions. Table 2 shows the run-time duration for which solutions obtained from BDD heuristics are betterthan from CPLEX. The fastest way to obtain a good feasible solution is to use the BDD with primal rounding,and the heuristic solutions are always better at the start of a run. In most scenarios this holds for more than100 seconds. For scenarios B to E all heuristic solutions are better than CPLEX at the end of the run.
7 CONCLUSIONS AND ONGOING RESEARCH
The model development and computational experiments have demonstrated that network optimisation tech-niques can be applied to the task of generating insight into the possibilities for Industrial Symbiosis. Thecomputational work that has been carried out to date has exclusively considered single-threaded algorithms,even though the BDD-based approach offers very significant opportunities for parallelisation. The BDD-basedalgorithms have distinct advantages over the MIP-based approach. Not only do they outperform the MIP inour tests, but they offer good potential for parallelisation, feasible intermediate solutions could be displayed tousers, and the algorithms terminated at a time limit with a feasible solution. We plan to investigate the parallelprocessing opportunities, and when a sufficient body of data from real-world industrial operations has beenassembled, to assess algorithm performance on this real-world data. Further research should also consider pos-
1771

F. Stock et al, Using optimisation to suggest alternative supply chains in the context of industrial symbiosis
Table 2. The duration in seconds for which the BDD heuristics provided a better solution than the MIPScenario Primal Rounding Beam Search ACO
A1 (Instance 1) 182.74 318.48 318.48
A1 (Instance 1) 371 397.1 371
A2 (Instance 1) 324.57 324.57 324.57
A2 (Instance 2) 420.31 420.31 420.31
A3 (Instance 1) 563.43 563.43 563.43
A3 (Instance 2) 606 606 606
A4 (Instance 1) 303.25 570.99 303.25
A4 (Instance 2) 599.4 599.4 599.4
A5 (Instance 1) 321.86 586.05 321.86
A5 (Instance 2) 41.82 550 41.82
sibilities for direct user interaction and feedback into the process of generating alternative supply networks,as well as the integration into the BDD heuristic of some relevant real-world subproblems associated withtransport or other operational details that could be evaluated at each decision tree node.
REFERENCES
Akers, S. (1978, June). Binary decision diagrams. IEEE Transactions on Computers C-27(6), 509–516.
Batten, D. F. (2009, April). Fostering industrial symbiosis with agent-based simulation and participatorymodeling. Journal of Industrial Ecology 13(2), 197–213.
Becker, B., M. Behle, F. Eisenbrand, and R. Wimmer (2005). Bdds in a branch and cut framework. InExperimental and Efficient Algorithms, pp. 452–463. Springer.
Cao, K., X. Feng, and H. Wan (2009, September). Applying agent-based modeling to the evolution of eco-industrial systems. Ecological Economics 68(11), 2868–2876.
Chertow, M. R. (2004). Industrial symbiosis. Encyclopedia of energy 3, 407–415.
Chertow, M. R. (2007). Uncovering industrial symbiosis. Journal of Industrial Ecology 11(1), 1130.
Cimren, E., J. Fiksel, M. E. Posner, and K. Sikdar (2011). Material flow optimization in by-product synergynetworks. Journal of Industrial Ecology 15(2), 315332.
Corder, G. D., A. Golev, J. Fyfe, and S. King (2014, March). The status of industrial ecology in australia:Barriers and enablers. Resources 3(2), 340–361.
Dalemo, M., U. Sonesson, A. Bjrklund, K. Mingarini, B. Frostell, H. Jnsson, T. Nybrant, J.-O. Sundqvist, andL. Thyselius (1997, September). ORWARE a simulation model for organic waste handling systems. part 1:Model description. Resources, Conservation and Recycling 21(1), 17–37.
Eriksson, O., B. Frostell, A. Bjrklund, G. Assefa, J. O. Sundqvist, J. Granath, M. Carlsson, A. Baky, andL. Thyselius (2002, November). ORWAREa simulation tool for waste management. Resources, Conserva-tion and Recycling 36(4), 287–307.
Frosch, R. A. and N. E. Gallopoulos (1989). Strategies for manufacturing. Scientific American 261(3), 144–152.
Gonela, V. and J. Zhang (2014, February). Design of the optimal industrial symbiosis system to improvebioethanol production. Journal of Cleaner Production 64, 513–534.
International Synergies Limited (2014, July). National industrial symbiosis programme. http://www.nispnetwork.com/.
Karlsson, M. and A. Wolf (2008, September). Using an optimization model to evaluate the economic benefitsof industrial symbiosis in the forest industry. Journal of Cleaner Production 16(14), 1536–1544.
Laybourn, P. and M. Morrissey (2009). National industrial symbiosis programme the pathway to a low carbonsustainable economy. Technical Report ISBN: 978 0 9564235 1 1, International Synergies Ltd.
Najm, M. A., M. El-Fadel, G. Ayoub, M. El-Taha, and F. Al-Awar (2002, February). An optimisation modelfor regional integrated solid waste management II. model application and sensitivity analyses. Waste Man-agement & Research 20(1), 46–54. PMID: 12020095.
1772