
UPRAVLJANJE PROIZVODNJOM NA PRIMJERU ... - oliver.efri.hroliver.efri.hr/zavrsni/50.pdf · 1. UVOD...
61
SVEUČILIŠTE U RIJECI EKONOMSKI FAKULTET RIJEKA MATEJ MARKOVIĆ UPRAVLJANJE PROIZVODNJOM NA PRIMJERU PODUZEĆA „KNAUF“ DIPLOMSKI RAD Rijeka, 2013.
Transcript of UPRAVLJANJE PROIZVODNJOM NA PRIMJERU ... - oliver.efri.hroliver.efri.hr/zavrsni/50.pdf · 1. UVOD...
!
SVEUČILIŠTE U RIJECI
EKONOMSKI FAKULTET RIJEKA
MATEJ MARKOVIĆ
UPRAVLJANJE PROIZVODNJOM NA PRIMJERU PODUZEĆA
„KNAUF“
DIPLOMSKI RAD
Rijeka, 2013.
!
SVEUČILIŠTE U RIJECI
EKONOMSKI FAKULTET RIJEKA
UPRAVLJANJE PROIZVODNJOM NA PRIMJERU
PODUZEĆA „KNAUF“
DIPLOMSKI RAD
Kolegij: Proizvodni i operativni menadžment
Mentor: prof. dr. sc. Marija Kaštelan – Mrak
Student: Matej Marković, Menadžment
Matični broj: 21630
Rijeka, lipanj 2013.
! "!
SADRŽAJ
1. UVOD.........................................................................................................................................4
1.1. Problem, predmet i objekt istraživanja................................................................................4
1.2. Uspostavljanje glavne hipoteze i pomoćnih hipoteza..........................................................5
1.3. Svrha i cilj istraživanja.........................................................................................................6
1.4. Ocjena dosadašnjih istraživanja...........................................................................................7
1.5. Znanstvene metode...............................................................................................................7
1.6. Struktura rada........................................................................................................................7
2. TEHNOLOŠKA PRIPREMA I IZRADA PROIZVODNOG PROCESA...........................9
2.1. Izbor procesa i tehnologije.................................................................................................13
2.2. Operativna priprema i planiranje proizvodnje...................................................................15
2.2.1. Struktura operativne pripreme................................................................................18
2.2.2. Planiranje prostornog rasporeda sredstava za rad...............................................20
2.3. Oblikovanje sustava i uvođenje novog proizvoda.............................................................21
2.4. Upravljanje zalihama u procesu proizvodnje.....................................................................24
2.4.1. Planiranje potreba materijala................................................................................27
2.4.2. Planiranje upravo na vrijeme.................................................................................29
3. OBLIKOVANJE I KONTROLA PROIZVODNJE............................................................32
3.1. Usklađivanje proizvodnih procesa i planova proizvodnje.................................................32
3.2. Kontrola poslovanja...........................................................................................................35
3.3. Kontrola izvršenja..............................................................................................................37
3.4. Osiguranje kvalitete proizvodnog procesa.........................................................................40
4. UPRAVLJANJE PROIZVODNIM PROCESIMA NA PRIMJERU PODUZEĆA
KNAUF......................................................................................................................................44
4.1. Upravljanje resursima i proizvodnjom u poduzeću Knauf.................................................44
4.2. Dizajn Knauf proizvoda kao investicija..............................................................................46
4.3. Osiguranje kvalitete u proizvodnom procesu.....................................................................48
! #!
4.4. Promjene u proizvodnji i inovacije.....................................................................................50
5. TERENSKO ISTRAŽIVANJE U PODUZEĆU KNAUF....................................................52
6.ZAKLJUČAK...........................................................................................................................55
POPIS LITERATURE................................................................................................................54
POPIS ILUSTRACIJA...............................................................................................................56
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
!
! $!
!
!
1. UVOD
Za uspješan poslovni sustav i organizaciju jednog proizvodnog poduzeća, organizacija i
upravljanje proizvodnjom aktivnosti su od velike značajke, posebice za poduzeća željna
stvaranja novih vrijednosti, opstanka na tržištu i borbu s konkurencijom.
Prilagodljivost poduzeća i njegove proizvodnje novim zahtjevima može se osigurati putem
odgovarajućih pristupa organiziranja i upravljanja proizvodnjom. Može se reći kako procesi rada
proizvodnih sistema te zahtjevi tržišta i okoline postavljaju kriterije za stvaranje dinamički
orijentiranih, fleksibilnih i jednostavnih sistema za upravljanje proizvodnjom.
Upravljanje proizvodnjom glavni je zadatak proizvodnog i operativnog menadžmenta, a funkcija
upravljanja proizvodnjom imala je dugi put razvoja kroz povijest.
Problemi upravljanja stoga traže posebna poznavanja niza općih i posebnih disciplina,
tehnologija, načina i funkcija i to posebice kada se podrazumijeva da poduzeća u procesu
upravljanja – predviđanja, planiranja, odlučivanja i izvršenja imaju ulogu određivanja vlastite
budućnosti i mogućnosti uspješnog poslovanja.
Upravljanje proizvodnim sustavom predstavlja tako proces koji je najčešće nezavisan od
karaktera procesa transformacije, a integralno se izlaže od postupaka planiranja sve do samog
isporučivanja proizvoda. Upravljanje proizvodnjom zahtijeva zasebnu, detaljnu obradu i razradu
problema, pronalaženje međusobnih veza te davanje posebnog značaja bitnog i potrebnog za
bolje razumijevanje ovog procesa.
Sukladno navedenom, u ovom diplomskom radu će se dati detaljan prikaz sustava upravljanja
proizvodnjom, s posebnim osvrtom na poduzeće «Knauf» kroz detaljno razrađene segmente
tematike ovog diplomskog rada.
! %!
1.1. Problem, predmet i objekt istraživanja
Stabilan i zdravi rast poduzeća često je teško ostvariti bez dobrog poznavanja upravljanja
proizvodnjom. Proizlazi da se većina poduzeća treba upustiti te da se i upušta u detaljno
upoznavanje svih procesa proizvodnje. Znanja i sposobnosti koja se koriste pri takvom
poslovanju omogućuju poduzećima da vrše učinkovitiju proizvodnju i posluju na većem tržištu.
S obzirom na sve veće i brže promjene na tržištu, poduzeća moraju učinkovito reagirati na te
promjene ako žele biti uspješna. Razlog ovih promjena leži u sve većoj konkurentnosti gdje
pojedini proizvođači razvijaju nove, vlastite strategije i tehnologije na koje ostala poduzeća
moraju reagirati ukoliko žele odgovoriti tim izazovima i biti u toku.
Sukladno tome, dolazi se do definiranja problema istraživanja: Na temelju spoznaja o
karakteristikama i odrednicama o upravljanju proizvodnjom, nužno je prikazati važnost
tehnološke pripreme i izrade proizvodnog procesa te načine i metode koji se provode kako bi se
učinkovito oblikovala proizvodnja i izvršila njezina kontrola.
Iz definiranog problema istraživanja postavljen je i predmet istraživanja: vođen spoznajama o
upravljanju proizvodnim procesima poduzeća, objasniti načine pripreme i planiranja
proizvodnje, oblikovanje proizvodnog sustava kao i kontrolu poslovanja, izvršenja i osiguranja
kvalitete.
Problem i predmet istraživanja odnose se na objekte istraživanja, a to su priprema, planiranje,
oblikovanje, uvođenje i kontrola proizvodnih procesa, zaliha te kvalitete proizvedenih oblika.
1.2. Uspostavljanje glavne hipoteze i pomoćnih hipoteza
Sukladno definiranom problemu, predmetu i objektu znanstvenog istraživanja postavljena je
temeljna hipoteza: Pravilnom pripremom i izradom poslovne strategije u kontroliranim
uvjetima te oblikovanjem proizvodnje poduzeća, mijenjaju se značajno ekonomski i financijski
rezultati poslovanja poduzeća.
Ovako postavljena temeljna znanstvena hipoteza implicira više pomoćnih hipoteza:
• Znanstvenim spoznajama o upravljanju proizvodnjom moguće je dati teorijske odrednice
u okviru definiranog predmeta istraživanja.
! &!
• Spoznajom relevantnih značajki o aktivnostima pripreme i izrade proizvodnih procesa
razvija se pravilno upravljanje proizvodnjom kao pretpostavka ostvarenja pozitivnih
poslovnih i financijskih učinaka.
• Objektivna saznanja o pojedinim slučajevima proizvodnje unutar poduzeća Knauf
omogućuju identifikaciju čimbenika od utjecaja na uspješno upravljanje proizvodnjom i
razvoj poduzeća.
Brojni argumenti podupiru postavljenu temeljnu znanstvenu hipotezu i njezine pomoćne
hipoteze, a navode se samo oni najvažniji:
• Proizvodna djelatnost je od velikog značaja za razvoj gospodarstva Hrvatske u cjelini, iz
čega je jasno vidljiva važnost uspješnosti poslovanja u ovom sektoru, što opravdava
detaljnu analizu slučaja upravljanja proizvodnjom na primjeru poduzeća Knauf.
• Današnji uvjeti poslovanja u proizvođačkoj industriji, karakterizirani naglim i
nepredvidivim promjenama, neprekidno rastućom domaćom i inozemnom
konkurencijom, nameću potrebu znanstveno utemeljenog pristupa poslovnom
odlučivanju.
• Skori ulazak Republike Hrvatske u Europsku uniju zahtijeva prethodnu temeljitu analizu
i ocjenu svih poslovnih aktivnosti unutar poduzeća, s naglaskom na procese poslovnog
odlučivanja, kontrole te poduzimanja koraka za moguća poboljšanja.
1.3. Svrha i ciljevi istraživanja
Izravno i u najužoj vezi sa definiranim problemom, predmetom i objektom znanstvenog
istraživanja te postavljenom hipotezom određeni su svrha i ciljevi istraživanja.
Svrha istraživanja ovog rada je ukazati na mogućnost unaprjeđenja proizvodnje teorijskim i
praktičnim spoznajama predmetnog područja. Detaljna analiza sustava donošenja takvih odluka
u proizvođačkoj industriji, kao i njihov utjecaj na motivaciju i uspješnost poslovanja, omogućiti
će definiranje optimalnih načina vođenja proizvodnje. Rezultati provedenog istraživanja
omogućiti će kreiranje efikasnijih metoda za upravljanje proizvodnjom, optimalnih po karakteru
same odluke, ali i po načinu i stilu njihova donošenja i provođenja, a sve u cilju uspješnog
poslovanja i ostvarivanja veće dobiti na širem tržištu.
! '!
Osnovni cilj ovog diplomskog rada usmjeren je na istraživanje upravljanja proizvodnim
procesima i postizanja potpune kvalitete proizvoda kako bi se utvrdile aktivnosti za poboljšanje
uspješnosti poslovnog kombiniranja u navedenoj gospodarskoj djelatnosti.
1.4. Ocjena dosadašnjih istraživanja
Na osnovi prikupljenih i obrađenih bibliografskih jedinica domaćih i stranih autora, može se
zaključiti da su istraživana brojna pitanja o predloženoj temi. Upravljanje proizvodnjom se
najvećim dijelom obrađuje s aspekta teorijskih parametara te dijelom kvantitativnih izračuna za
optimiziranje proizvodnje.
Analitički pristup sveobuhvatnog upravljanja proizvodnjom na konkretnom slučaju te njegova
usporedba s drugim konkurentima je slabije zastupljen i dostupan pa stoga postoji teorijsko i
praktično opravdanje ovakvoga istraživanja.
1.5. Znanstvene metode
Prilikom izrade ovog rada autor se koristio nizom znanstvenih istraživačkih metoda, a neke od
korištenih uključuju metodu indukcije i dedukcije, metodu analize i sinteze, povijesnu metodu,
metodu deskripcije te razne statističke metode. Autor se također koristio mnogobrojnom
literaturom i Internetskim člancima koji su usko povezani sa temom ovoga rada.
1.6. Struktura rada
!
Rezultati istraživanja prikazani su u pet međusobno povezanih dijelova. U prvom dijelu,
UVODU, formulirani su problem, predmet i objekt istraživanja, definirane su radna hipoteza i
pomoćne hipoteze te svrha istraživanja i cilj istraživanja, dana je ocjena dosadašnjih istraživanja,
navedene korištene znanstvene metode te je na kraju je obrazložena struktura rada.
Drugi dio rada, TEHNOLOŠKA PRIPREMA I IZRADA PROIZVODNOG PROCESA,
prikazuje odluke, projektiranje i način izrade proizvodnog procesa, tj. tehničku i operativnu
pripremu proizvodnog procesa, prikaz oblikovanja i uvođenja novog proizvoda te prikaz
kontrole i upravljanja kvalitetom proizvodnog procesa.
! (!
OBLIKOVANJE I KONTROLA PROIZVODNJE je naslov trećeg dijela. U njemu se
govori o usklađivanju proizvodnih procesa i planova proizvodnje, kontroli poslovanja te o
kontrola izvršenja pri proizvodnim procesima.
U četvrtom dijelu, naziva, UPRAVLJANJE PROIZVODNIM PROCESIMA NA
PRIMJERU PODUZEĆA KNAUF, prikazuju se načini upravljanja resursima i proizvodnjom
u poduzeću Knauf, potom način proizvodnje Knauf proizvoda tako da mu dizajn osigurava
investiciju, zatim način na koji poduzeće osigurava potpunu kvalitetu u proizvodnom procesu te
na posljetku promjene u proizvodnji i inovacije.
Posljednji dio, ZAKLJUČAK, sintetizira rezultate istraživanja, ukazuje na dokazanost hipoteze,
te ispunjenje svrhe i ciljeva istraživanja.
! )!
2. TEHNOLOŠKA PRIPREMA I IZRADA PROIZVODNOG PROCESA
Svaki poslovni sustav sa organiziranom proizvodnjom trebao bi biti dobro pripremljen, a to u
mnogome ovisi o karakteru i opsegu proizvodnje. Takve pripreme jednim nazivom mogu se
definirati kao tehnološke pripreme proizvodnje, a one obuhvaćaju definiranje svih postupaka,
vrijeme izrade, alate, proizvodna sredstva, sirovine i uvjete koji trebaju biti primijenjeni pri
izradi jednog proizvoda.
Tehnološka priprema koristi se za svaki pojedini detalj procesa, a definicijom operacija za
obradu pojedinih dijelova, montažu i ispitivanje proizvoda, određuje se na duže vrijeme sirovine,
alati, oprema, vrijeme, radna snaga te cijeli niz ostalih faktora koji utječu na efikasnost i
ekonomičnost proizvodnje.
Dobra organizacija tehnološke pripreme postiže se detaljnom razradom aktivnosti odnosno
putem definiranja poslova tehnološke pripreme proizvodnje, definiranja organizacijske strukture
tehnološke pripreme, definiranja osnovne dokumentacije tehnološke pripreme proizvodnje i
definiranja hodograma osnovnih elemenata tehnološke pripreme.1
Osnovni poslovi tu podrazumijevaju poslove koji se odnose na izradu tehnološkog procesa, do
lansiranja tehnološkog procesa u operativnu upotrebu. Naime, tehnološko projektiranje započinje
definiranjem globalnog projekta proizvodnog sustava koji predstavlja osnovni cilj za daljnju
razradu tehnološkog procesa. Iz njega nadalje proizlaze među-ciljevi, koje u cijelom lancu izrade
tehnološke pripreme, tehnolozi moraju poštivati, a to su primjerice:2
• elementi globalnog tehnološkog projekta koji započinju prvim korakom sadržavajući
detaljno sagledavanje i ocjenjivanje svih utjecajnih čimbenika koji određuju poslovni
sustav, odnosno proizvodni program, proizvodnu politiku, raspoloživa sredstva i kadrove,
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!1 Mikac, T., Ljubetić, J.: Organizacija i upravljanje proizvodnjom, GRAPHIS, Zagreb, 2009.,str. 8
2 Žugaj, M., Cingula, M., Radočević, D., Strahonja, V.,: Metode i modeli planiranja i upravljanja
proizvodnjom, Fakultet organizacije i informatike, Varaždin, 1994., str.8.
!
! *+!
• određivanje vrste proizvodnje koja će se obavljati u proizvodnom sustavu. Takva odluka
bazira se na globalnoj poslovnoj i proizvodnoj politici poslovnog sustava, a na temelju
njih vrši se podjela proizvodnog programa,
• definiranje idejnih rješenja osnovnih proizvodnih podsustava primjenom neke od metoda
tehnološkog grupiranja dijelova izrade kako bi se utvrdio osnovni model tehnološkog
tijeka obrade za pojedine grupe dijelova te moguća proizvodna oprema koja se treba
primijeniti.
Od posebne je važnosti da tehnologija ima u vidu sve elemente koji osiguravaju jedinstvenost
podsustava u kojemu će se pojedini zadatak obrađivati.
Kada se operacija tehnološkog procesa obradi daljnji važan korak je razrađivanje tehnološkog
projekta, odnosno izrada tehnološkog procesa. Izradom operacija definiraju se tako podjela
aktivnosti obrade na operacije te utvrđuje njihov broj i redoslijed, određuju se alatni strojevi,
uređaji, oprema ili ručne obrade za pojedine operacije te se radi globalna procjena vremenskog
trajanja pojedinih operacija i globalno balansiranje vremena između operacija. Nakon toga
potrebno je razraditi osnovne elemente operacija koje uključuju:
• naziv i oznaku uratka,
• redni broj i naziv operacije,
• ulazne sirovine odnosno kvaliteta, oblik i količina materijala,
• radionicu ( stroj, opremu i radno mjesto),
• zahvate koji određuju redoslijed poslova koje treba obaviti da bi se izvršila cijela
operacija.
Nakon izrade tehnološkog procesa slijedi korak konstrukcije specijalnih alata, a ova vrsta
poslova predstavlja grupu koja se može organizirati u okviru tehnološke pripreme proizvodnje.
Prvi korak u konstrukciji tehnoloških alata je definicija idejnog rješenja alata koja se izrađuje u
više varijanata te se na takav način omogućuje odabir optimalne varijante konstrukcije alata i
povezuju stavovi tehnologa procesa s konstruktorima alata. U drugoj fazi konstrukcije izrađuje
se nacrt alata kojim se određuju međusobni odnosi svih pozicija i detalja. Na temelju tog nacrta
pristupa se razradi detalja kao zadnjoj fazi u konstrukciji. Primjer elemenata tehnološkog procesa
nalazi se u tablici 1. u nastavku teksta.
! **!
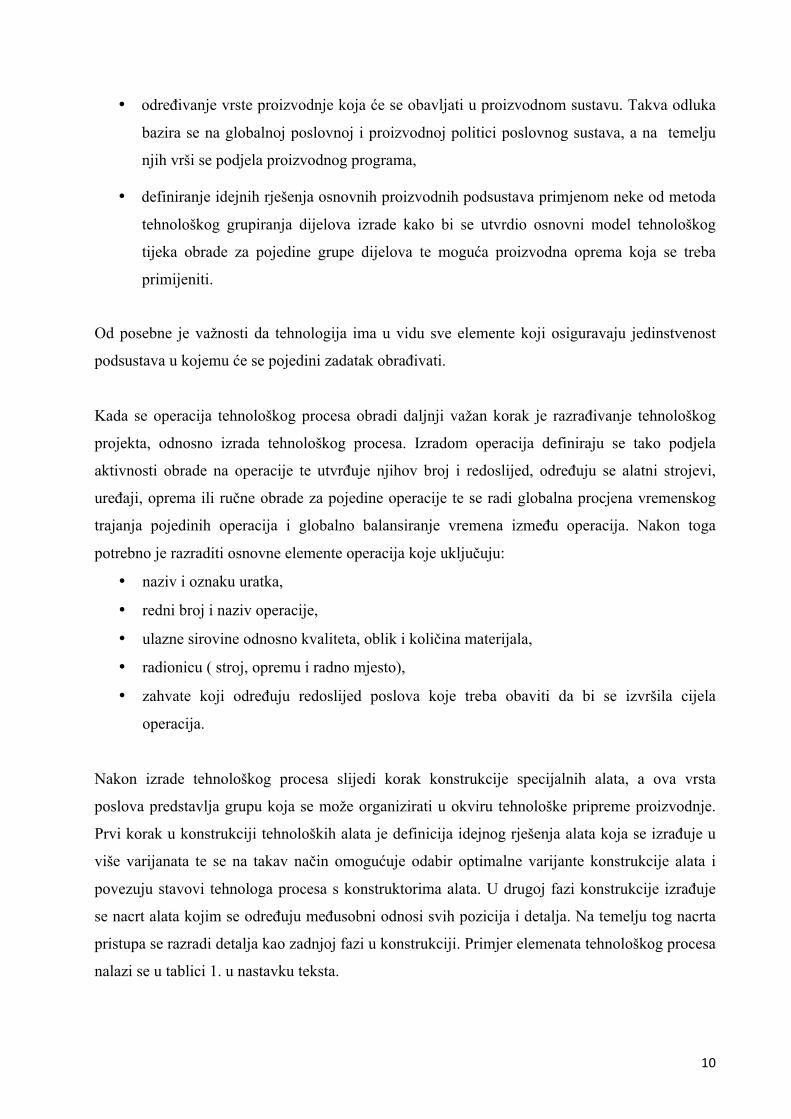
Tablica 1.: Elementi tehnološkog procesa svake operacije
Izvor: Izrada autora
Prije upotrebe tehnološkog procesa potrebno ga je praktično isprobati na način da se proba
odvija u sličnim ili istim uvjetima u kojima se odvija uobičajeni proces proizvodnje. Takav
slučaj naziva se i kolaudacija tehnološkog procesa, a njegova uloga je provjera svih elemenata
tehnološkog procesa za svaku operaciju.3
Kako bi se provjera kvalitetno izvela potrebno je pratiti nekoliko osnovnih koraka. Prvi korak
čini osiguravanje alata u skladu s tehnološkom dokumentacijom, nakon toga slijedi
reprodukcijski materijal kojeg na osnovi tehnološkog procesa treba osigurati u dovoljnim
količinama. Treći korak čini osiguravanje predviđene tehnološke opreme.
Nakon što se svi elementi osiguraju pristupa se kolaudaciji koje vode tehnolozi, konstruktori
alata i poslovođe radionica. Kada se testirani zadaci postignu, tehnološki proces spreman je za
lansiranje.
Poslije uspješnog utvrđivanja svih elemenata izrađuju se kalkulacije cijene proizvoda. Pri izradi
kalkulacija služi se informacijama iz tehnološkog procesa koje se odnose na upotrijebljenu
sirovinu, proizvodnu opremu, vrijeme izrade, radnu snagu i sl. te primjenom neke od metode za
izračunavanje cijena.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!3 Mikac, T., Ljubetić, J.: op. cit., str. 12.
SIROVINA ILI POLUPROIZVOD - po obliku, količini i kvaliteti
PROIZVODNA OPREMA - na kojoj se operacija izvodi
REDOSLJED ZAHVATA - kvaliteta obrade, režim rada
ALATI - postiže li se kvaliteta, brzina, sigurnost
i trajnost obrade
VREMENA - jesu li objektivno postavljena i
ostvaruju li se
! *"!
Izračunata cijena svake pojedine pozicije služi za ocjenu ekonomičnosti izrade iz čega se izvlače
i zaključci o neophodnosti realizacije procesa te se ujedno koristi kao podatak za formiranje
proizvodne cijene složenog finalnog proizvoda. Osnova izračuna cijene finalnih proizvoda
sastoji se u definiranju faza formiranja pojedinih skupova i cijelog finalnog proizvoda uvijek na
temelju elemenata iz tehnološkog procesa.
Nakon izrade tehnološkog procesa, kompletan set dokumentacija raspoređuje se u operativnu
upotrebu, svi originalni dokumenti čuvaju se u službi tehnološke pripreme, a kopije se
raspoređuju u odgovarajuće operativne službe u obliku popisa operacija, operacijskih listova,
popisa reprodukcijskih materijala, popisa alata, nacrta alata i kalkulacija cijena.
Osim ovih osnovnih elemenata tehnološkog procesa postoje i poslovi neposredno vezani za
izradu tehnološkog procesa koji služe za bolje obavljanje osnovnih poslova. Neki od tih
pomoćnih poslova uključuju rukovanje s dokumentacijom tehnološke pripreme, analizu
vremena, kartoteke proizvodne opreme te standardizaciju materijala i alata.
Tehnološka priprema mora biti pravilno i kvalitetno organizirana da bi se poslovi u njoj uspješno
obavljali. Može se organizirati prema vrsti tehnoloških poslova ili po vrsti proizvodnih
programa4 pa je tako organizacija po vrsti tehnoloških programa vrlo široko primijenjena
organizacijska forma koja se zasniva na specijalizaciji po vrsti poslova odnosno po tehnološkoj
razradi, konstrukciji alata, analizi vremena, standardizaciji i rukovanju s dokumentacijom. Ovaj
tip organizacije dovodi do visokih specijalizacija pojedinaca na određenim specifičnim
poslovima. Primjenjuje se i pogodan je za proizvodne sustave čiji proizvodni program ima
karakteristike pojedinačne ili maloserijske proizvodnje uz učestalu promjenu proizvodnog
programa. Druga vrsta, odnosno organizacija po vrsti proizvodnih problema predstavlja model
tehnološke pripreme organiziran po vrsti proizvodnih problema gdje je organizacija zasnovana
na funkcionalnom tipu organizacijske strukture koja omogućuje maksimalnu specijalizaciju
osoblja. Njime se izbjegavaju vertikalne podjele rada, a model je pogodan za organizaciju
tehnološke pripreme kod slučaja kada proizvodni program ima karakteristične velikoserijske
proizvodnje jer se problemi brzo i kompleksno rješavaju. Takav oblik organizacije često je i vrlo
skup pa se primjenjuje samo kada je za sve dijelove proizvodnog programa nužna detaljna
tehnološka priprema i to u kratkim vremenskim rokovima.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!4 Fakultet za strateški i operativni menadžment, http://www.fsom.edu.rs/ (20.05.2012.)
! *#!
!
2.1. Izbor procesa i tehnologije
Odluke o izboru procesa određuju tip i opseg proizvodnog procesa koji treba koristiti. Također,
na njega se gleda kao na problem prostornog rasporeda sredstava za rad ili kao na seriju odluka
koje se donose na relativno niskoj razini. No, takav stav je zapravo pogrešan budući da je izbor
procesa u svojoj prirodi strateški zadatak od najveće važnosti. Odluke o njemu djeluju na
troškove, kvalitetu, isporuku i fleksibilnost proizvodnje odnosno imaju za jedan od ciljeva
povezivanje poduzeća s opremom, sredstvima i određenom vrstom radne snage što u biti utječe
na ograničavanje budućih strateških opcija.
Procesi se uobičajeno klasificiraju prema dvije dimenzije, odnosno prema toku proizvoda i
prema narudžbi kupca i to kroz linijski tijek, koji je karakteriziran linearnim slijedom operacija
koje se koriste za izradu proizvoda, zatim prekidani (radionički) tijek, koji je karakteriziran
proizvodnjom u serijama u prekidanim intervalima te projektni tijek, koji se koristi kod
proizvodnje pojedinačnog proizvoda tako da se njihovom kombinacijom zapravo dobije sustav
od šest mogućih jedinica u proizvodnji5. Kao takav može se upotrijebiti za razne namjene kao što
su primjerice kategorizacija različitih tipova odluka o problemima na koje se nailazi u
proizvodnji ili pak klasifikacija matrice za izbor procesa. Vrlo je često da poduzeća imaju
nekoliko različitih tipova procesa unutar istih fizičkih postrojenja.
Čimbenici koje treba imati u vidu kada se odlučuje o izboru procesa mogu primjerice biti neki
poput tržišnih uvjeta, konkurencije, kapitala s kojim se raspolaže, raspoloživosti i cijene rada,
vještine upravljanja koju zahtjeva svaki od procesa, sirovina, tehnologije i slično. Dobra odluka
o izboru procesa zahtjeva pozornu analizu takvih čimbenika kroz nekoliko vrsta studija koje
treba izraditi kako bi se procijenila ponuda i potražnja, predvidjeli troškovi i buduća prodaja. Pri
tome se mogu koristiti tri scenarija odnosno pesimistična procjena, najvjerojatnija i optimistična
procjena.
Također, treba napomenuti da kada su završene marketinške i ekonomske studije, treba i njih
uključiti u izbor procesa. U nekim slučajevima one će pokazati nedvojben prioritet jedne
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!5 Schroeder, R. G.: Upravljanje proizvodnjom, MATE, Zagreb, 1999., str. 167.
! *$!
alternative procesa u odnosu na drugu. Ako je to slučaj, tada bi subjektivni faktori trebali igrati
tak samo malu ulogu o izboru procesa. Inače će izbor procesa zahtijevati znatnu prosudbu i to
zbog uključenosti različitih troškova i rizika.
Kada se govori o tehnologiji i njezinom izboru treba naglasiti kako je ona postala dominantan
čimbenik u našim životima te u poslovanju. Kako bi poduzeće postalo konkurentno i zadržalo
takvu poziciju potrebno je dovoljno ulagati u istraživanje i razvoj upravo zbog toga što je ključ
opstanka pojedinog poduzeća na tržištu, investiranje u proizvodnju novih proizvoda. Također ne
smije se niti zanemariti tehnike koje se koriste. U praksi se najčešće se radi o izboru tehnike
sadašnje vrijednosti odnosno tehnike budžetiranja kapitala. Pri tome treba uzeti u obzir da su one
najkorisnije kada se treba zamijeniti neki stroj ili projekt koji se lako može izolirati. Tehnike
budžetiranja kapitala ponekad imaju za posljedicu previsoke granične stope. Naime, problemi
koji se javljaju zbog preniske granične stope mogu se dobro razumjeti, no ponekad ljudi ne
shvaćaju da i obrnuti scenarij može biti jednako štetan jer može dovesti do dezinvestiranja
kapitala i gubitka konkurentnog položaja.
Tehnike sadašnje vrijednosti naginju prema ekspanziji postojećih proizvodnih sredstava umjesto
prema izgradnji novih iz razloga što je obično jeftinije proširiti postojeća proizvodna sredstva s
modificiranom tehnologijom, nego započeti s novim. One bi trebale pozorno uzimati u obzir
alternativu koju kao investicijski prijedlog treba razmotriti.
Tehnološki sustav se javlja kao dio šireg sustava i rezultat je integralnog djelovanja ljudi u
raznim vrstama radnih procesa. Sastoji se od metoda rada na radnom mjestu, načina, vremena i
složenosti rada. Po svojoj prirodi ubrajaju se umjetne, otvorene, dinamičke i stohastičke sustave.
Njihova struktura zavisi od prirode tehnologije, složenosti proizvoda i dijelom od sistema
upravljanja, a određuju je tri osnovna faktora odnosno složenost tehnologije, složenost
proizvoda i sustav upravljanja.
U okviru tehnološkog sustava vrši se proces transformacije, a ulazni elementi se mijenjaju u
željeni oblik ili stanje. Tehnološki proces, koji se odnosi na proizvodnju jednog proizvoda, u biti
pokazuje kako proizvod treba napraviti. Pri izradi jednog proizvoda, tehnološki proces se dijeli
na manje dijelove odnosno postupke, operacije, zahvate, pokrete i mikropokrete.
! *%!
Izbor tehnologije nije nikada neutralan u odnosu na društvo i radnu snagu. Tehnologija stvara
implicitne pretpostavke o ljudskim vrijednostima materijalnih outputa, za kvalitetu život u tijeku
rada i slično. U posljednje vrijeme, otkako ljudi postaju sve zabrinutiji učincima tehnologija na
društvo, neke od tih vrijednosti su postale upitne. Također, treba napomenuti da je suvremena
tehnologije napredovala u odnosima djelotvornosti i mehanizacije do točke gdje se žrtvuju
humane vrijednosti i vrijednosti okoline. Takvi efekti se izražavaju kroz nedostatak zadovoljstva
na poslu, gubitak svijesti o značenju rada, izostajanje s posla, zagađivanje okoline i slično.
Prema raznim mišljenjima, način za rješenje mnogih od tih problema je biranje primjerenije
tehnologije kod kojih su učinci na društvo i okolinu manji. Pri tome se sugerira da se neki oblici
masovne proizvodnje zadrže, ali tehnološke bi odluke uvijek trebalo donositi u svjetlu njihovih
socijalnih posljedica i posljedica na okolinu, kao i s obzirom na njihove ekonomske efekte.
2.2. Operativna priprema i planiranje proizvodnje
Operativnom pripremom proizvodnje definiraju se vremenski planovi odvijanja proizvodnje i
osiguravaju svi posebni resursi. Za razliku od tehnološke pripreme, operativna priprema vrši se
svaki put kada se započinje neka proizvodnja, tj. prije tog začetka. Njome se definira što će se
proizvoditi i u kojim količinama, vremenski se definiraju termini početka i završetka aktivnosti
proizvodnog procesa te dinamički planiraju svi potrebni materijalni resursi, kapaciteti
proizvodne opreme i radno osoblje.
Sve aktivnosti operativne pripreme proizvodnje su složene, kompleksne i direktno utječu na
ekonomičnost odvijanja proizvodnje i povećanja zaliha kao i produženje rokova isporuke. Ona
zapravo obuhvaća sve pripremne radove do početka same proizvodnje, tj. definiranje planova i
njihovu detaljnu razradu, aktivnosti praćenja njihova izvršenja do predaje proizvoda i
izvršavanje niza točno određenih zadataka uz manji ili veći stupanj specijalizacije.6
Osnovni zadaci, odnosno funkcijski elementi operativne pripreme tako se mogu podijeliti na:
• planiranje proizvodnje
• lansiranje proizvodnje
• praćenje proizvodnje
• vođenje stanja materijalnih resursa
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!6 Mikac, T., Ljubetić, J.: op. cit., str. 53.
! *&!
Planiranje proizvodnje moglo bi se definirati kao prva faza aktivnosti operativne pripreme, a oni
uključuju godišnje planove i terminske (operativne) planove. Godišnji planovi odnose se na
razdoblje od jedne kalendarske godine, definiraju se na osnovi planova prodaje finalnih
proizvoda i dijelova, obuhvaćaju točno definirane zadatke i uvjete izvršenja te obuhvaća
nekoliko aspekata definirajući osnovne parametre asortimana i količina dijelova koji će se
proizvoditi, opterećenje kapaciteta, potrebne materijalne resurse i potrebno radno osoblje. Njima
se kvantificiraju ciljevi koji se tijekom godine trebaju ostvariti, a temelj im je godišnji plan
proizvodnje, u praksi i literaturi zvan MPS, koji se prikazuje zbirom svih finalnih entiteta i
njihovih količina te analitički po svakom proizvodu posebno.
Terminski (operativni planovi) detaljnije definiraju zadatke iz godišnjih planova koji se obavljaju
u kraćim vremenskim razdobljima, tj. polugodišta, kvartale, mjesec, tjedan i sl. Na izbor
terminskih planova uvelike utječe karakter proizvodnog programa i tip proizvodnje, a terminski
planovi tak daju odgovor na pitanja što, koliko i kada proizvoditi. Njima se detaljiziraju manje
terminske jedinice te se postiže određivanje termina početka i svršetka proizvodnog ciklusa,
sklopova i dijelova, grubo postavljanje operacija u okviru proizvodnog ciklusa pojedinog uratka
te fino postavljanje operacija po pojedinom radnom mjestu.
Lansiranje proizvodnje, tj. poslove lansiranja može se podijeliti na tri osnovne grupe koje
uključuju izradu operativne dokumentacije, osiguranje proizvodnih čimbenika te samo lansiranje
proizvodnje.
Izrada i distribucija potrebne operativne lansirne dokumentacije predstavlja jednu od
najznačajnijih i temeljnih aktivnosti lansiranja proizvodnje i nosioca svih informacija nužnih
proizvodnim radionicama za izvođenje svake pojedine operacije te podlogu za primjenu metoda i
tehnika planiranja i praćenja realizacije proizvodnih planova. Osnovnu operativnu radnu
dokumentaciju čine radni nalozi i radne liste, izručnice te predatnice.
Osiguranje proizvodnih čimbenika odvija se paralelno s izradom operativne dokumentacije, a
ono uključuje provjeru raspoloživosti materijala izrade po količini i asortimanu u skladištu,
provjeru raspoloživosti i ispravnosti stanja alata u skladištu po količini i asortimanu propisanim
tehnološkim procesom, provjeru spremnosti proizvodnih kapaciteta te provjeru raspoloživosti
konstrukcijske i tehnološke dokumentacije u pogonskim izdavaonicama.
! *'!
Lansiranje proizvodnje usklađeno je s terminima iz operativnog plana i započinje onog trenutka
kada se u proizvodnji isporuči nalog za neku izradu proizvoda.
Praćenje proizvodnje predstavlja završnu aktivnost operativne pripreme, a njome se
kontinuirano analiziraju i obrađuju povratne informacije u vezi s osiguranjem materijalnih
resursa, u vezi planiranja kapaciteta te ostvarivanjem tijeka proizvodnje.
Vođenje stanja materijalnih resursa podrazumijeva aktivnosti operativnog vođenja skladišta, tj.
planiranja početnih zaliha materijala i završnim stanjem proizvoda o čemu će više riječi biti u
slijedećim poglavljima rada. Iz već navedenog može se zaključiti kako poslovi operativne
pripreme proizvodnog procesa nisu samo rutinskog karaktera, a operativna priprema tako
predstavlja tek nužan preduvjet dobrom koncipiranju operativnih poslova koristeći kreativne
pristupe u rješavanju problema.
Pri ovom planiranju često se koriste određene metode u raznim varijantama, no najčešće se
primjenjuju metoda planiranja po jednokratnom proizvodnom nalogu, metoda planiranja po min-
max zalihama, metoda planiranja potreba za materijalom – MRP te metoda planiranja
proizvodnih resursa – MRP II.7
Metoda jednokratnog proizvodnog naloga predstavlja ideju da se planira točno određen broj
dijelova potrebnih prilikom montaže nekog finalnog proizvoda za definirano terminsko
razdoblje. Metoda se obično primjenjuje kod pojedinačne i maloserijske proizvodnje koja se
rijetko ponavlja ili su intervali ponavljanja dugački i nesigurni.
Metoda signalnih (min-max) zaliha koristi se za program s karakteristikama serijske proizvodnje,
uz njeno kontinuirano ponavljanje u kraćim ili dužim intervalima. Politika ove metode svodi se
na provjeru stanja u pravilnim vremenskim razmacima te neprekidno održavanje stanja zaliha
između nekog minimuma i maksimuma.
Metoda planiranja potreba za materijalom – MRP temelji se na planiranju potreba za
materijalom, što proizlazi iz glavnog plana proizvodnje. Plan se izrađuje na temelju plana
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!7 Mikac, T., Ljubetić, J.: op.cit., str. 75.
! *(!
prodaje ili pojedinačnih zahtjeva prodaje, podataka o proizvodima, zalihama, otvorenim
narudžbama i otvorenim proizvodnim nalozima. kod ovog modela naglasak je na planiranju i
upravljanju materijalom koji nije na zalihama već na planiranoj potrošnji i tokovima materijala.
Metoda lansiranja proizvodnih resursa – MRP II otklanja osnovni nedostatak MRP modela
integrirajući sustav MRP planiranja i upravljanja materijalom sa sustavima planiranja i
upravljanja kapacitetima te upravljanja aktivnostima izvršenja proizvodnje. Osnovna ideja
zapravo je da glavni plan proizvodnje treba biti usklađen ne samo sa mogućnostima pripreme
proizvodnje i nabave, već i s proizvodnim kapacitetima.
Bez obzira koja se metoda planiranja izabire, nužno je uskladiti odgovarajuću metodu sa
proizvodnim kapacitetima i mogućnostima poslovnog sustava.
2.2.1. Struktura operativne pripreme
S obzirom na činjenicu da poslovi operativne pripreme obuhvaćaju raznovrsne, vrlo opsežne,
složene i odgovorne postupke, nužno je odrediti odgovarajuću strukturu koja će biti povezana sa
organizacijskom proizvodnih pogona i tehnološkom pripremom. Iz toga proizlazi da se
aktivnosti operativnih poslova dijele u dvije skupine, tj. vrste: 8
1. prema vrsti operativnih poslova,
2. prema proizvodnim problemima.
Organizacija prema vrsti poslova zasniva se na podijeli poslovima prema vrsti i specijalizaciji
radnog osoblja, a tipične su grupe već ranije definirane, tj. planiranje, lansiranje, praćenje i
vođenje skladišnog poslovanja.
Detaljnija podjela ove strukture mogla bi se podijeliti prema proizvodima i pogonima.
Kada se govori o podjeli prema proizvodima to podrazumijeva organizaciju gdje osoblje u
svakom odjelu obuhvaća sve aktivnosti vođenja proizvodnje za neki finalni složeni proizvod.
Prednost ovog odabira leži u izvođenju terminiranja, no postoji nedostatak složenosti planiranja
kapaciteta. Ovaj model pogodniji je za složene i skupe proizvode širokog asortimana pri
pretežito pojedinačnoj i maloserijskoj proizvodnji.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!(!Mikac, T., Ljubetić, J.: op.cit., str. 87. !
! *)!
Model baziran na pogonima obuhvaća rad gdje osoblje planira sve operativne aktivnosti, ali
vezane samo uz taj specifični pohod bez obzira kojoj poziciji pripadaju. Prednost ovog modela
nalazi se u optimiziranju planiranja za pogon i racionalnom iskorištenju kapaciteta. Kao takav
pogodan je za srednje-serijsku proizvodnju, čije se planiranje zasniva na mini-max metodi
optimiranja zaliha.9
Organizacija prema proizvodnim problemima teži izbjegavanju horizontalnih aktivnosti, otežanoj
pravovremenosti informacija među pojedinim poslovima i dugačkom ciklusu operativnog
planiranja.
Aktivnosti kod ove organizacijske strukture operativnog planiranja se ne izvršavaju lančano već
u paralelnom toku. Tu se također javljaju dva modela kao i kod organiziranja prema vrsti
poslova. Prema tome, model prema proizvodima temelji se na principu da odjeljenje za
proizvode iz svoje domene vrši sve operativne aktivnosti koje se uz to paralelno odvijaju i
usklađuju. Kod osoblja se traži univerzalnost, a ovaj model koristi se u slučajevima pojedinačnih
proizvodnja sa složenim i skupim proizvodima s nužnošću poštivanja rokova isporuke.
Model prema pogonima bazira se na temelju gdje odjeljenja vrše sve operativne aktivnosti, ali ne
po proizvodu, već za sve proizvode u jednom pogonu. Ovaj model prikladan je kod serijskih i
masovnih proizvodnja s obzirom da se ovim modelom postiže najviši stupanj usklađenosti svih
operativnih aktivnosti i skraćenje ciklusa pripreme.
Dakle, odabir praktičnog i odgovarajućeg modela zavisiti će o vrsti proizvodnje, tj. da li se cilja
za maloserijske, serijske, masovne, pojedinačne ili srednje serijske proizvodnje
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!9 Fakultet za strateški i operativni menadžment, http://www.fsom.edu.rs/,(20.05. 2012.)
! "+!
2.2.2. Planiranje prostornog rasporeda sredstava za rad!
!
Kada se govori o planiranju prostornog rasporeda za rad u obzir se trebaju uzeti projektni proces,
linijski proces i prekidani proces.
Sa stajališta prostornog razmještaja sredstava za rad prekidana se proizvodnja smatra njihovim
procesnim rasporedom zbog toga što su slična proizvodna oprema, strojevi ili radnici sličnih
vještina grupirani zajedno po pojedinim odjelima ili radnim centrima. Svaki proizvod ili kupac
koji je procesiran prolazi kroz neke odjele, a preskače druge, ovisno o zahtjevima procesiranja.
Problemi prostornog razmještaja sredstava za rad kod prekidanog toka ulaze u dvije osnovne
kategorije, odnosno u one, koje uključuju kriterije kvantitativnog odlučivanja te one koje
uključuju kriterije kvalitativnog odlučivanja.10
U prvom slučaju, problemi zahtijevaju odluke
koje se mogu izraziti mjerljivim izrazima, ako što su troškovi rukovanja materijalima, vrijeme
putovanja kupaca ili udaljenosti. U drugom slučaju, može se dogoditi da neće biti moguće
odrediti specifično mjerilo toka materijala, kupaca ili zaposlenih, Umjesto toga, moguće je
uspostaviti kvalitativne kriterije koji se tretiraju metodama za rješavanje isključivo za
kvalitativnih problema.
Prostorni raspored sredstava za rad kod linijskih procesa uvelike se razlikuje od prethodno
navedenog slučaja. Takve razlike nastaju jer je slijed procesnih aktivnosti kod linijskih procesa
fiksiran konstrukcijom proizvoda, budući da se on izrađuje slijedom od jedne faze do druge duž
određenog linijskog toka. Kao takav on utječe na djelotvornost linije i poslova koji su dodijeljeni
pojedinim radnicima.
Problem koji se ovdje javlja povezan je s balansiranjem montažne vrpce koja se najčešće koristi
u linijskoj proizvodnji. U praksi ovaj problem kompliciraju varijabilnost vremena operacija,
stvaranje višestrukih proizvoda, ograničenja po zonama te socijalni čimbenici. Zbog takvih
situacija potrebno je uvesti neke alternative poput primjerice uspostavljanja nekoliko montažnih
linija koje izrađuju isti proizvod, svaka s duljim vremenskim ciklusima, potom montažne linije
koje dopuštaju organizaciju skupnog i timskog rada, više slobode s obzirom na tempo uvođenja
zaliha materijala ili pak primjerice mješoviti model montažnih linija.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!10
Schroeder, R. G.: op.cit., str. 395.
! "*!
Kod projektnog procesa posebno treba obratiti pozornost na efikasnost rasporeda sredstava za
rad i pripreme materijala, a osim toga treba uvažiti i proizvodnju na fiksiranim položajima te
višestruke projekte koji se izrađuju na istoj lokaciji. Njima je zajedničko rukovanje materijalima
koje je važna stavka, no točan model njihovih tijekova kod projektnog prostornih rasporeda nije
moguće lako odrediti. Osim toga, prostorni raspored je diktiran u velikoj mjeri tehnološkim
razlozima te razlozima terminskih planova.
2.3. Oblikovanje sustava i uvođenje novog
!
Kada se govori o dugoročnim planovima nekog poduzeća oni najčešće polaze i zavise od
proizvodnog programa na tržištu i temeljem toga planira se razvoj proizvodnih kapaciteta.
Dugoročno planiranje zasnovano je na složenim odnosima koji proizlaze iz karakteristika tržišta,
proizvoda i uvjeta proizvodnje, a zapravo predstavlja temelj svih drugih planova poslovnog
sustava.
Razvoj novih proizvoda ima veliki utjecaj na funkciju proizvodnje, jer svaki novo oblikovani
proizvod mora biti izrađen u proizvodnji. Oblikovanje proizvoda ne spada samo pod proizvodnu
funkciju, već i ostale funkcije, no ipak se najviše odražava upravo na funkciju proizvodnje.
Oblikovanje proizvoda je zahtjevna aktivnost i obuhvaća visok stupanj suradnje među svim
organizacijskim funkcijama.
Kada poduzeće odluči uvesti novi proizvod čini to najčešće jednom od triju temeljnih strategija
uvođenja novih proizvoda u proces proizvodnje. Tri temeljne strategije tako su tržišna strategija
ili strategija povlačenja (proizvoditi ono što se može prodati), tehnološka strategija ili strategija
guranja (proizvoditi ono što se može proizvesti) i strategija interfunkcionalnog uvođenja
(stvaranje novog proizvoda zahtjeva suradnju između marketinga, inženjeringa, proizvodnje i
ostalih funkcija).11
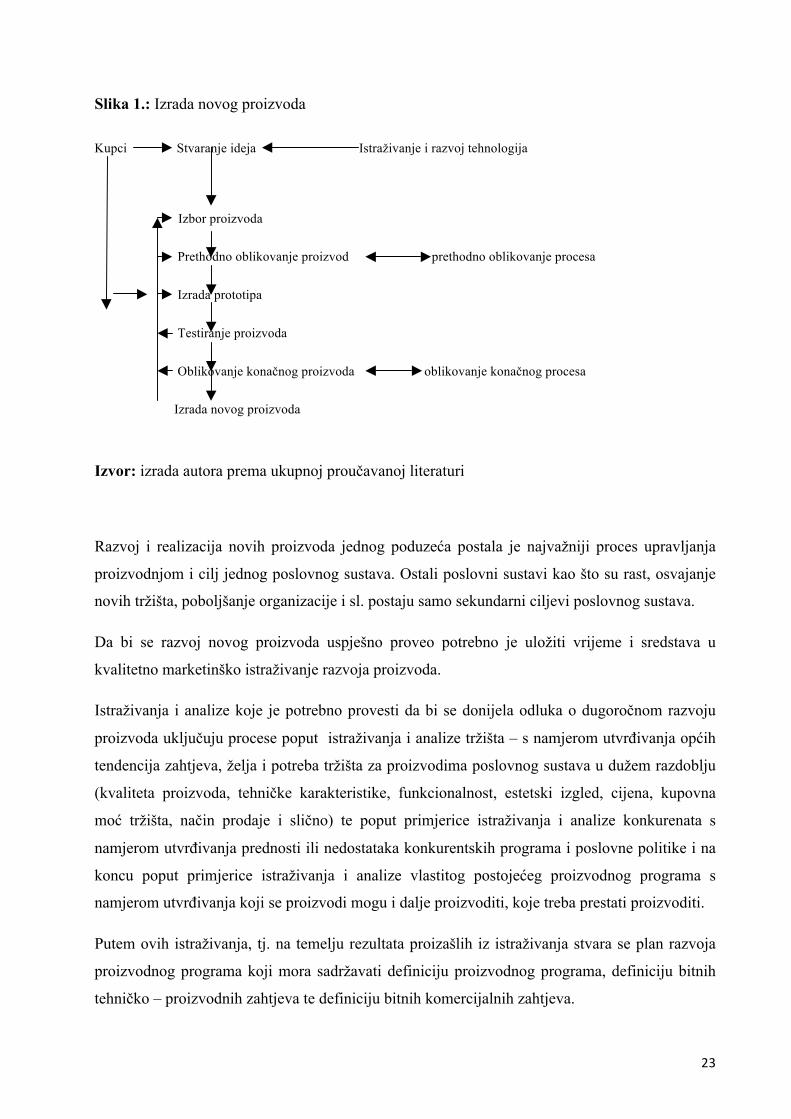
Svaka izrada novog proizvoda ima neke od odgovarajućih faza koji prate proces razvoja. Te faze
uključuju:
• stvaranje ideje (ideje dolaze od tržišta ili od tehnološke strane),
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!11
Mikac, T., Ikonić, M.: Proizvodni menadžment, Tehnički fakultet Sveučilišta u Rijeci, Fintrade & Tours d.o.o.,
Rijeka, 2010, str. 75
! ""!
• izbor proizvoda (zadovoljenje triju zahtjeva: tržišni potencijal, financijska izvodljivost i
proizvodna kompatibilnost,
• prethodno oblikovanje proizvoda (razvoj najboljeg dizajna na temelju ideje – kompromis
između troškova, funkcionalnosti, kvalitete i performanse,
• izrada prototipa ,
• testiranje prototipova (provjeravanje marketinških i tehnoloških performansi,
• konačni dizajn proizvoda radi se na izradi nacrta i specifikacija proizvoda).
Da bi razvoj novog proizvoda bio uspješan koriste se razne tehnike i metode koje omogućavaju
daljnje razvijanje ideja, tj. novih proizvoda. Te metode uključuju razvoj kvalitete funkcioniranja,
robusni dizajn, analizu vrijednosti i modularni dizajn.
Razvoj kvalitete funkcioniranja je metoda koja osigurava da se zahtjevi kupaca ostvaruju kroz
specifikacije proizvoda. Matrica kuće kvalitete specifično je sredstvo (oruđe) koje se koristi za
uspostavljanje takvog odnosa.
Robusni dizajn podrazumijeva da proizvode treba oblikovati tako da budu robusni prema
promjenama u uvjetima okoline. To će učiniti proizvod pogodnijim za izradu i korištenje.
Robustan se dizajn može ostvariti oblikovanjem eksperimenata, koji uzimaju u obzir faktore
okoline što djeluju na performanse proizvoda ili procesa i izborom dizajna proizvoda na koji
najmanje utječu ti faktori. 12
Analiza vrijednosti je metoda za poboljšavanje korisnosti robe ili usluga u odnosu na njihove
troškove. To se radi kritičkim ocjenjivanjem i poboljšavanjem funkcionalnosti proizvoda, tako
da mu se povećava vrijednost.13
Modularna proizvodnja je jedan pristup koji se koristi za proizvodnju raznolikih proizvoda iz
ograničenog broja komponenata. Taj se pristup može koristiti za kontrolu proširenja proizvoda,
tako da se ograniči broj komponenata, ili raspoloživih modula.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!12
Proizvodni i operativni menadžment, www.pbf.hr/hr/content/download/3349/.../management_17-18.pdf,
(20.05.2012.) 13
Value analysis tools, http://www.managing-innovation.com/tools/Value%20Analysis.pdf, (20.05.2012.)
!
! "#!
Slika 1.: Izrada novog proizvoda
Kupci Stvaranje ideja Istraživanje i razvoj tehnologija
Izbor proizvoda
Prethodno oblikovanje proizvod prethodno oblikovanje procesa
Izrada prototipa
Testiranje proizvoda
Oblikovanje konačnog proizvoda oblikovanje konačnog procesa
Izrada novog proizvoda
Izvor: izrada autora prema ukupnoj proučavanoj literaturi
Razvoj i realizacija novih proizvoda jednog poduzeća postala je najvažniji proces upravljanja
proizvodnjom i cilj jednog poslovnog sustava. Ostali poslovni sustavi kao što su rast, osvajanje
novih tržišta, poboljšanje organizacije i sl. postaju samo sekundarni ciljevi poslovnog sustava.
Da bi se razvoj novog proizvoda uspješno proveo potrebno je uložiti vrijeme i sredstava u
kvalitetno marketinško istraživanje razvoja proizvoda.
Istraživanja i analize koje je potrebno provesti da bi se donijela odluka o dugoročnom razvoju
proizvoda uključuju procese poput istraživanja i analize tržišta – s namjerom utvrđivanja općih
tendencija zahtjeva, želja i potreba tržišta za proizvodima poslovnog sustava u dužem razdoblju
(kvaliteta proizvoda, tehničke karakteristike, funkcionalnost, estetski izgled, cijena, kupovna
moć tržišta, način prodaje i slično) te poput primjerice istraživanja i analize konkurenata s
namjerom utvrđivanja prednosti ili nedostataka konkurentskih programa i poslovne politike i na
koncu poput primjerice istraživanja i analize vlastitog postojećeg proizvodnog programa s
namjerom utvrđivanja koji se proizvodi mogu i dalje proizvoditi, koje treba prestati proizvoditi.
Putem ovih istraživanja, tj. na temelju rezultata proizašlih iz istraživanja stvara se plan razvoja
proizvodnog programa koji mora sadržavati definiciju proizvodnog programa, definiciju bitnih
tehničko – proizvodnih zahtjeva te definiciju bitnih komercijalnih zahtjeva.
! "$!
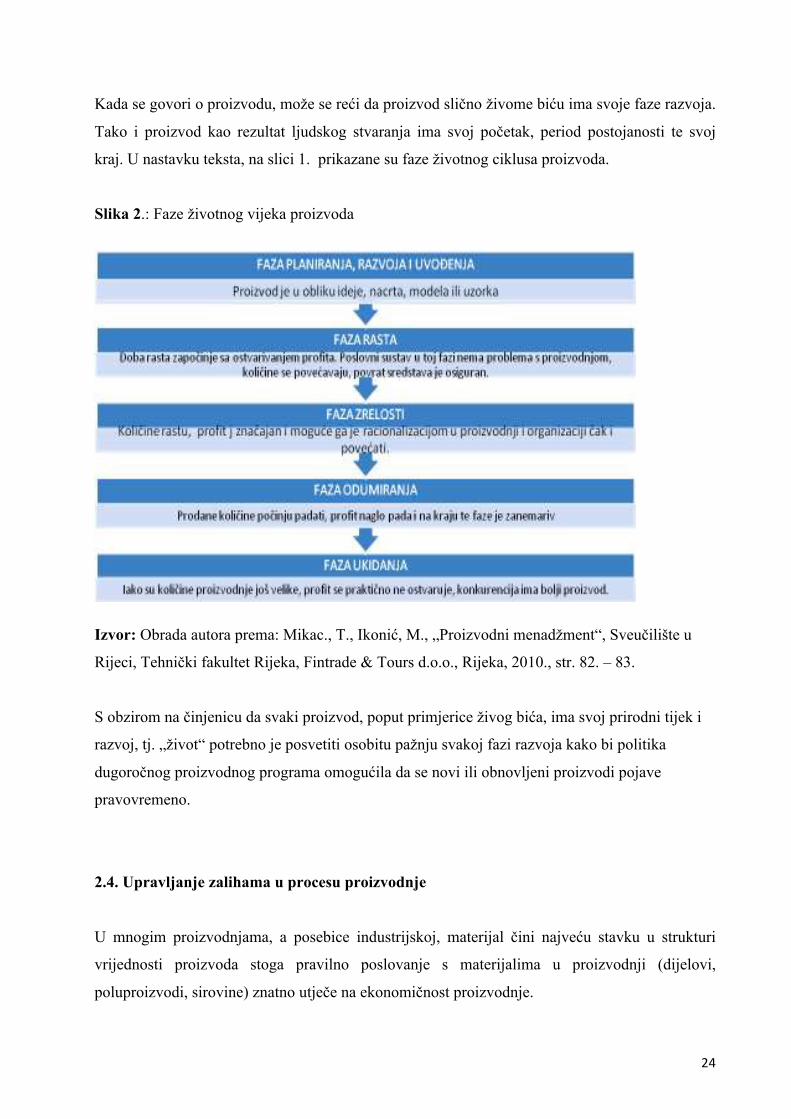
Kada se govori o proizvodu, može se reći da proizvod slično živome biću ima svoje faze razvoja.
Tako i proizvod kao rezultat ljudskog stvaranja ima svoj početak, period postojanosti te svoj
kraj. U nastavku teksta, na slici 1. prikazane su faze životnog ciklusa proizvoda.
Slika 2.: Faze životnog vijeka proizvoda
Izvor: Obrada autora prema: Mikac., T., Ikonić, M., „Proizvodni menadžment“, Sveučilište u
Rijeci, Tehnički fakultet Rijeka, Fintrade & Tours d.o.o., Rijeka, 2010., str. 82. – 83.
S obzirom na činjenicu da svaki proizvod, poput primjerice živog bića, ima svoj prirodni tijek i
razvoj, tj. „život“ potrebno je posvetiti osobitu pažnju svakoj fazi razvoja kako bi politika
dugoročnog proizvodnog programa omogućila da se novi ili obnovljeni proizvodi pojave
pravovremeno.
2.4. Upravljanje zalihama u procesu proizvodnje
U mnogim proizvodnjama, a posebice industrijskoj, materijal čini najveću stavku u strukturi
vrijednosti proizvoda stoga pravilno poslovanje s materijalima u proizvodnji (dijelovi,
poluproizvodi, sirovine) znatno utječe na ekonomičnost proizvodnje.
! "%!
S obzirom na činjenicu da troškovi materijala čine u prosjeku 50 – 80% od ukupnih troškova,
nužno je voditi brigu o racionalnom i ekonomičnom poslovanju i rukovanju s materijalima.
Poslovanje s materijalima, dakle, uključuje planiranje, nabavu, skladištenje, potrošnju ili
implementiranje u finalne proizvode.
Prema učešću u proizvodu materijali se dijele na: 14
- DIREKTAN MATERIJAL – u proizvod ulazi u točno određenim količinama i troškovno
tereti proizvod (razlikuju se osnovni i pomoćni materijal)
- INIREKTAN MATERIJAL – neposredno ne sudjeluje u proizvodnji
Materijal se također može podijeliti i prema stupnju obrade, pa se tako razlikuju sirovi materijali,
poluproizvodi, materijal u proizvodnji i gotovi materijali.
Svrha zaliha u proizvodnji može se objasniti kao uskladišteni materijal koji se koristi da bi se
olakšalo odvijanje procesa proizvodnje, ili da bi se zadovoljila potražnja kupaca.
Radi što racionalnijeg upravljanja zalihama koristi se poseban sustav za određivanje
ekonomičnih količina materijala. Naime, ukoliko postoje velike količine zaliha one zahtijevaju i
veća financijska sredstava, a ukoliko su količine zaliha manje to može dovesti do većeg broja
ulaza, dopreme, skladištenja i sl. Stoga je količinu zaliha potrebno optimizirati kako bi količina
osigurala kontinuirani proces proizvodnje, ali uz što manje troškove nabave, skladištenja i
manipulacije.
Da bi oba ova zahtjeva bila zadovoljena potrebno je voditi računa o nekim osnovnim
čimbenicima koji uključuju tip proizvodnje, dobavna raspoloživost robe, cijena robe, kapacitet
skladišta itd.
Kada se govori o klasificiranju zaliha, može ih se podijeliti prema slijedećim kriterijima kao što
je prikazano u tablici 2. u nastavku teksta prikazanoj na sljedećoj stranici.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!14
Mikac, T., Ikonić, M.: op.cit., str. 165
! "&!
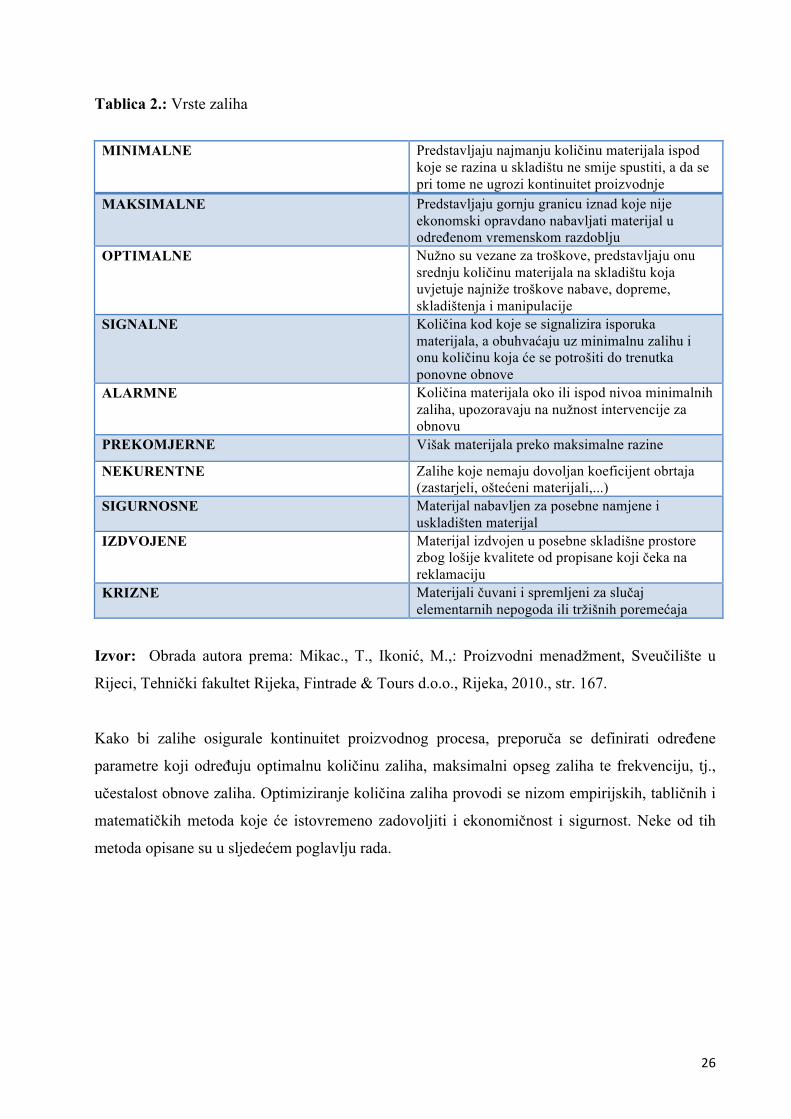
Tablica 2.: Vrste zaliha
MINIMALNE Predstavljaju najmanju količinu materijala ispod
koje se razina u skladištu ne smije spustiti, a da se
pri tome ne ugrozi kontinuitet proizvodnje
MAKSIMALNE Predstavljaju gornju granicu iznad koje nije
ekonomski opravdano nabavljati materijal u
određenom vremenskom razdoblju
OPTIMALNE Nužno su vezane za troškove, predstavljaju onu
srednju količinu materijala na skladištu koja
uvjetuje najniže troškove nabave, dopreme,
skladištenja i manipulacije
SIGNALNE Količina kod koje se signalizira isporuka
materijala, a obuhvaćaju uz minimalnu zalihu i
onu količinu koja će se potrošiti do trenutka
ponovne obnove
ALARMNE Količina materijala oko ili ispod nivoa minimalnih
zaliha, upozoravaju na nužnost intervencije za
obnovu
PREKOMJERNE Višak materijala preko maksimalne razine
NEKURENTNE Zalihe koje nemaju dovoljan koeficijent obrtaja
(zastarjeli, oštećeni materijali,...)
SIGURNOSNE Materijal nabavljen za posebne namjene i
uskladišten materijal
IZDVOJENE Materijal izdvojen u posebne skladišne prostore
zbog lošije kvalitete od propisane koji čeka na
reklamaciju
KRIZNE Materijali čuvani i spremljeni za slučaj
elementarnih nepogoda ili tržišnih poremećaja
Izvor: Obrada autora prema: Mikac., T., Ikonić, M.,: Proizvodni menadžment, Sveučilište u
Rijeci, Tehnički fakultet Rijeka, Fintrade & Tours d.o.o., Rijeka, 2010., str. 167.
Kako bi zalihe osigurale kontinuitet proizvodnog procesa, preporuča se definirati određene
parametre koji određuju optimalnu količinu zaliha, maksimalni opseg zaliha te frekvenciju, tj.,
učestalost obnove zaliha. Optimiziranje količina zaliha provodi se nizom empirijskih, tabličnih i
matematičkih metoda koje će istovremeno zadovoljiti i ekonomičnost i sigurnost. Neke od tih
metoda opisane su u sljedećem poglavlju rada.
"'!
2.4.1. Planiranje potreba materijala
Da bi se osigurala ravnoteža između nabave i potrošnje zaliha potrebno je regulirati ciklus
obnove zaliha. To podrazumijeva obnovu zaliha u pravo vrijeme kako bi se osigurala dobava
novih količina prije nego zalihe padnu na minimum. U ovom slučaju minimum predstavlja
rezervnu količinu koja osigurava nesmetano odvijanje potrošnje materijala ili prevenciju u
slučajnim i nepredvidivim zastojima u dobavi.15
Kada se govori o dobavi materijala, u praksi se najčešće koristi sustav pod nazivom „Just In
Time“ o čemu će više biti riječi u sljedećem potpoglavlju ovog rada, no postoji i drugi sustavi
koji će se objasniti u nastavku teksta.
Naime, s mnogim proizvodnim operacijama upravlja se na više ili manje kaotičan način. Zalihe
se znaju povećavati, dijelovi se isporučuju ne poštujući rokove i prevladava atmosfera rada pod
pritiskom, Takve situacije je moguće popraviti korištenjem sustava planiranja i kontrole pomoću
računala koji se naziva planiranje potreba materijala odnosno PPM (eng. Materials requirements
planning, MRP).16
Kao takav on izvlači svoju snagu iz vrlo važne razlike između zaliha kod
zavisne potražnje, odnosno onih proizvoda koji zavise o potražnji za dijelovima i komponentama
višeg stupnja i uključuju glavni terminski plan proizvodnje te zaliha kod nezavisne potražnje,
odnosno potražnje onih gotovih proizvoda i rezervnih dijelova kod proizvodnih kompanija koje
služe zadovoljavanju finalne potražnje.
PPM sustav zapravo predstavlja informacijski sustav koji se koristi za planiranje i kontrolu
proizvodnje. Postoje tri tipa PPM sustava: 17
TIP I - sustav za upravljanje zalihama (lansiranje, nabava, odnosno narudžbe)
TIP II – sustav za kontrolu proizvodnje i zaliha (zatvorena petlja)
TIP III – sustav za planiranje proizvodnih resursa.
Svaki od ovih sustava proširuje opseg i korištenje PPM-a. PPM sustav koristi filozofiju potreba,
gdje se dijelovi naručuju jedino kada su potrebni prema glavnom terminskom planu. Prošla
potražnja za dijelovima nije važna i zalihe se komponenata ne dopunjavaju, kada dostignu nisku
razinu.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!15
Mikac, T., Ikonić, M.: op. cit., str. 181. 16
Diehl, G.W., Armstrong, A. J., 2011, Making MRP Work, Industrial Engineer: IE, Vol. 43 Issue 11, p37. *'!Fakultet za strateški i operativni menadžment, op.cit.!
"(!
Da bi PPM sustav bio uspješan on zahtjeva adekvatnu potporu računala, točne podatke, potporu
menadžmenta te znanje korisnika.
Važnu stavku u upravljanju zalihama predstavlja i obračun prometa materijala. Obračun prometa
materijala uključuje sve aktivnosti koje su vezane uz informacije o ulazima, izlazima i stanju
resursa u fizičkim i financijskim vrijednostima. Ovim putem ograničava se broj financijskih,
planskih i operativnih manipulacija.
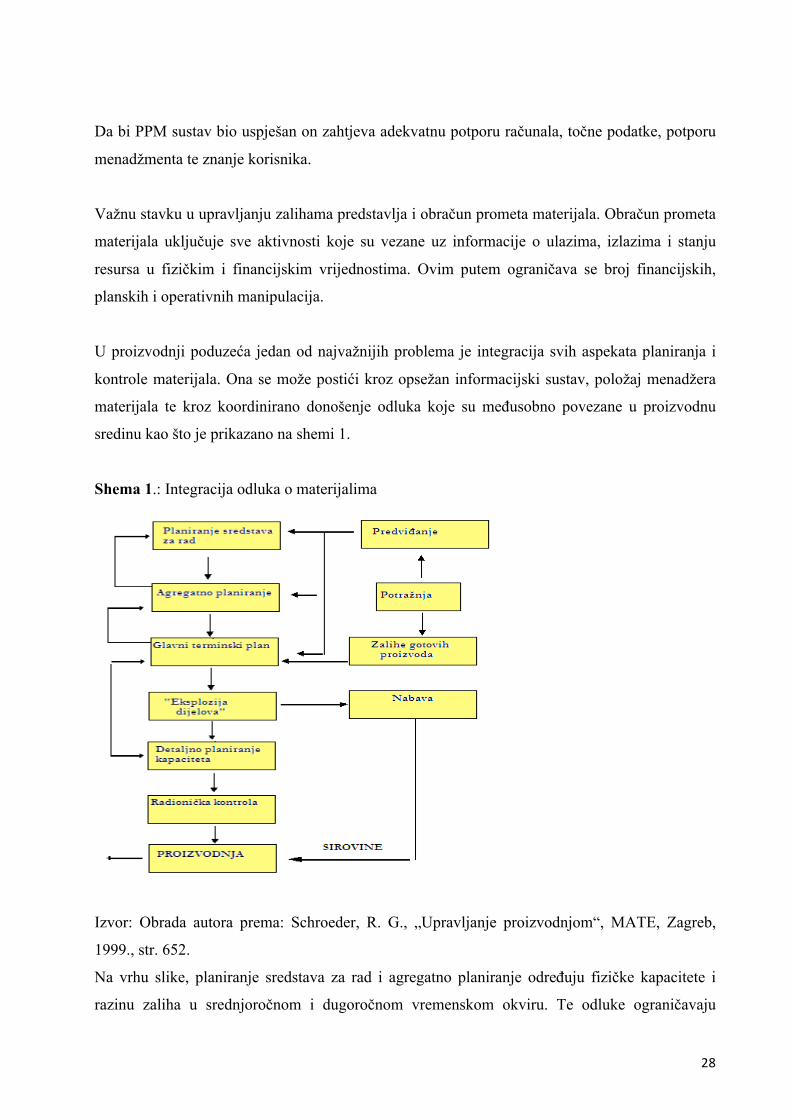
U proizvodnji poduzeća jedan od najvažnijih problema je integracija svih aspekata planiranja i
kontrole materijala. Ona se može postići kroz opsežan informacijski sustav, položaj menadžera
materijala te kroz koordinirano donošenje odluka koje su međusobno povezane u proizvodnu
sredinu kao što je prikazano na shemi 1.
Shema 1.: Integracija odluka o materijalima
Izvor: Obrada autora prema: Schroeder, R. G., „Upravljanje proizvodnjom“, MATE, Zagreb,
1999., str. 652.
Na vrhu slike, planiranje sredstava za rad i agregatno planiranje određuju fizičke kapacitete i
razinu zaliha u srednjoročnom i dugoročnom vremenskom okviru. Te odluke ograničavaju
")!
količinu raspoloživih kapaciteta za glavni terminski plani i agregatnu količinu raspoloživih
gotovih proizvoda na zalihama. Potražnja ulazi u glavni terminski plan kroz zalihe gotove robe,
kad one postoje. Potražnja također pokreće predviđanja , kjoa se mogu koristiti na bilo kojoj od
razina odnosno na razini sredstava za rad, agregatnog planiranja i izrade glavnog terminskog
plana koja je inače praćena procesom «eksplozije» dijelova.
Detaljno ili grubo planiranje kapaciteta se tada izvodi da bi se utvrdilo postoje li ili ne postoje
dovoljni kapaciteti na razini glavnog terminskog plana. Ako nema dovoljno kapaciteta, tada se
glavni terminski plan prilagođava preko povratne petlje što može povratno djelovati na
agregatno planiranje ili planiranje proizvodnih sredstava. U suprotnom slučaju proizvodnja se
terminira i nastupaju aktivnosti nabave. Također, radni se nalozi zatim prate kroz sustav
radioničke kontrole.
2.4.2. Planiranje upravo na vrijeme
Sustav «upravo na vrijeme» ( eng. Just in time) se temelji na filozofiji svih mogućih rasipanja i
iskorištavanja punog kapaciteta svakog radnika. Prvobitno je razvijen u Japanu, a danas se koristi
svugdje u svijetu, a posebice u Sjedinjenim Američkim Državama. Cilj mu je poboljšati povrat
od investicija što čini povećavanjem prihoda, smanjivanjem troškova i smanjivanjem utrošenih
sredstava za potrebne investicije. 18
Kod korištenja ovog sustava glavni terminski plan mora biti stabiliziran i uravnotežen što
zahtjeva konstantnu dnevnu proizvodnju unutar vremenskog okvira glavnog terminskog plana i
kombinirani model montaže. Zbog toga je potražnja koja se postavlja na prethodne radne centre
gotovo konstantna.
Glavni zadatak ovog sustava je eliminiranje svega nepotrebnog. Ovaj sustav sinkronizira
cjelokupnu nabavu, proizvodnju i potrošnju određenih izdataka. Može se reći da glavni koncept
ovog sustava predstavlja proizvodnju na zahtjev, u dnevnim serijama. Ovaj sustav tako osigurava
isporuku kvalitetnih predmeta rada, usklađivanje proizvodnih kapaciteta i organizaciju
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!18
T'kindt, V., 2011, Multicriteria models for just-in-time scheduling, International Journal of Production
Research, Vol. 49, Issue 11, pp. 3194
#+!
autonomnih grupa proizvodne opreme, proizvodnju u malim serijama te osiguranje optimalnog
toka materijala nabavom od malog broja prostorno bliskih i stabilnih dobavljača.
Slika 3. : JIT sustav
Izvor: Obrada autora prema: Mikac., T., Ikonić, M., „Proizvodni menadžment“, Sveučilište u
Rijeci, Tehnički fakultet Rijeka, Fintrade & Tours d.o.o., Rijeka, 2010., str. 183.
Sinkronizirana proizvodnja teoretski nema skladišta ni zaliha jer je svaka faza procesa usklađena
sa ostalim fazama uključujući isporuku.
Metoda koja se koristi za odobravanje odnosno autorizaciju proizvodnje i kretanja materijala u
UNV sustavu se naziva Kanban što na japanskom jeziku zapravo označava znak koji se koristi za
kontrolu slijeda poslova po fazama procesa. Inspiriran je jednostavnim sustavima popunjavanja
roba u robnim kućama sa samoposluživanjem, a samoregulacija mu se temelji na
samoposluživanju u svim fazama proizvodnje uz samoregulirajuće autonomne cjeline. Svrha mu
je da signalizira potrebu za dodatnim dijelovima i osigura da se ti dijelovi proizvedu na vrijeme i
tako podrže slijed proizvodnje ili montažu.19
Uvođenje sustava «upravo na vrijeme» zahtjeva napredak aktivnosti po fazama. Vrhovni
menadžment mora osigurati vodstvo i potporu. Terminski plan završne montaže mora biti
uravnotežen te ga moraju slijediti i uravnoteženi procesi i terminski planovi dobavljača. Veličine
serija i vremena trajanja procesa moraju biti smanjeni u svim fazama proizvodnje, a kako bi se to
postiglo potrebno je u poduzeću uvesti obrazovanje radnika i menadžmenta na svim razinama.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!19
MRP Inventory Assessment, http://www.kanban.com (20.05.2012.)
#*!
Ovakvi sustavi su najprikladniji za proizvodnju koja se ponavlja, dok je PPM sustav
najprikladniji za proizvodnju u radionicama. Njihova kombinacija su pak najbolji za
polurepetitivnu proizvodnju u serijama .
Konkurencija bazirana na vremenu je popularan način uporabe vremena kao temelja za
konkuriranje kroz brzo uvođenje novi proizvoda ili bržu proizvodnju postojećih kapaciteta
pomoću UNV sustava i upravljanja kvalitetom.
#"!
3. OBLIKOVANJE I KONTROLA PROIZVODNJE
U ovom poglavlju prikazat će se načini i principi usklađivanja procesa i planova proizvodnje pri
čemu će se objasniti planske veličine, kritične točke poslovanja, preduvjeti pripreme,
djelotvornost planiranja i slično te kontrola poslovanja i izvršenja proizvodnih procesa odnosno
povratne veze, budžetiranje i korektivne akcije.
3.1. Usklađivanje proizvodnih procesa i planova proizvodnje
Upravljanje poduzećem smišljena je djelatnost postizanja ciljeva i ostvarivanja ciljevima
sukladnih rezultata. Ciljevima sukladne zadaće pretpostavljaju njihovo kvalitativno istoznačje i
kvantitativno podoban ritam. Prema tome, treba se uočiti nužnost usklađivanja taktičkih i
operativnih planova, odnosno proizvodnje.
Spoznajom dinamike tržišta i time tržišnih potencijala, kombiniraju se spoznaje o troškovima i u
tome mogućnosti stjecanja prednosti sniženjem troškova, kako bi se procijenio odnosno osigurao
ciljni tržišni udjel i sukladno dinamici prodajnih cijena, ostvario pretpostavljeni prihod razdoblja.
Na toj su osnovici jače naglašena dva rezultata predviđena planom proizvodnih procesa: novčani
tok (Cash flow) i planom predviđena bilanca kao iskaz imovine i kapitala. Time je podcrtana
sadržajna i proceduralna ovisnost taktičkih i operativnih planova proizvodnje.
Suvremeni nestalni uvjeti poslovanja poduzeća učestalo i snažno izazivaju promjene u okruženju
pa time i promjene uvjeta na tržištu, što mijenja mogućnosti ostvarenja planiranoga tržišnog
udjela i time zahtijeva promjene iz taktičkog plana izvedenih operativnih planova ili mijenja
mogućnosti (stjecanjem jakih ili slabih strana) stvaranja učinaka u poduzeću te uvjetuje ili
omogućuje promjenu rezultata predviđenih taktičkim planom proizvodnje. Drugim riječima,
priprema planova poslovanja i sama proizvodnja ne zahtijevaju samo njihovo sadržajno,
proceduralno i drukčije povezivanje i usklađivanje, već pretpostavljaju i mogućnost neprestanog
prilagođavanja (bilo reagiranjem na uvjete, bilo reagiranjem u stvaranju povoljnijih uvjeta).
##!
Plan i planske veličine mjera su ostvarenih rezultata i u tom su smislu potpora menadžmentu. Pri
tome valja uočiti dva aspekta tako pretpostavljenoga praćenja poslovanja odnosno kontrolu i
analizu poslovanja.20
Jedan aspekt pretpostavlja mogućnost reagiranja na odstupanja od planirane dinamike količine u
proizvodnom procesu ili mogućnost reagiranja na odstupanja od planirane kvalitete proizvoda
i/ili poslovanja. Takva odstupanja pretpostavljaju poznavanje planskih vrijednosti, što za
količinu omogućuje izravan uvid u planske dokumente ili pretpostavlja planske vrijednosti
pojedinih pokazatelja čiji su izbor zapravo stvar analize i analitičara u fazi pripreme i izrade
planova proizvodnih procesa.
Drugi aspekt naglašene važnosti glede suvremenih uvjeta poslovanja su potrebite brze i
selektivne reakcije. Mogućnost takvog reagiranja pretpostavlja brzo uočavanje kvalitativno i
kvantitativno relevantnih odstupanja. To znaci da menadžmentu planom treba omogućiti
pregledan izbor pokazatelja kvalitete poslovanja i upoznati ga s intenzitetom odstupanja u
proizvodnim procesima na koje je opravdano reagirati. Riječ je o izboru tzv. kontrolnih točaka, s
proračunom njihovih kritičnih ili signalnih vrijednosti, što je suptilan posao analize i analitičara
poslovanja poduzeća kao sudionika u pripremi planova i sudionika menadžmenta odnosno
poduzetnika.
Planiranje, analiza i slične djelatnosti pripadaju informacijskom sustavu/procesu poduzeća, a
suvremeno poduzetništvo i poslovanje osnivaju se na prenošenju naglaska s temeljnoga
proizvodno-privrednog i upravljačkog sustava odnosno procesa na informacijski proces odnosno
sustav. To je conditio sine qua non suvremenog poduzetništva, kako u malim tako i u srednje
velikim poduzećima.
U usklađivanju planova proizvodnje i samih proizvodnih procesa ekonomska je analiza nužna
pretpostavka. U njezinu shvaćanju poduzeće predstavlja sveukupnost potencijala za postizanje
ciljeva i ostvarivanje rezultata sukladnih ciljevima, uz orijentaciju na poznavanje potencijala i
stvaranje mogućnosti ili modela optimalnog korištenja. U njezinu operacionalnom dijelu zadatak
joj je stvaranje osnova za realistično planiranje i učinkovito ostvarivanje planskih zadaća. Pri
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!20
Baus, Z., Management i poduzetništvo- 1.000 programa ulaganja za mala i srednja poduzeća, Centar za
poduzetništvo –Mladost, Zagreb, 1994. str. 111
#$!
tome, slijedeći promjene u okruženju te promjene u znanosti o ekonomiji poduzeća, mijenja se i
odnos analize prema planiranju i proizvodnji.
U procesu upravljanja proizvodnjom i planiranju pretpostavlja se da je analiza nužnom
pretpostavkom na metarazini, tj. u zasnivanju metodologije i metodike planiranja kada treba
precizirati norme, normative ili mjere vrijednosti, a zatim na razini analize pozicije ili postojeće
situacije poduzeća, pretpostavlja analizu i spoznaju kako stanja okruženja, tako i stanja u
poduzeću.
Krajnja je točka cjelokupnog procesa analize odstupanja ostvarenoga ili postignutoga od
planiranoga te kao takva zahtijeva planske iskaze koji će omogućiti sadržajan i funkcionalan
slijed analize odstupanja.
Realistično planiranje i racionalno ostvarivanje plana pretpostavlja stalnu i djelatnu funkciju
ekonomske analize poslovanja. U cjelini znanosti i prakse analize poslovanja važno mjesto
zauzimaju metode analize. One su određene suvremenim uvjetima poslovanja, stanjem i
veličinom poduzeća te, posebno, tipom ili stilom proizvođačkog menadžmenta.
Iz mnoštva metoda koje se koriste pri planiranju i proizvodnji, sistematizacijom se mogu odvojiti
one koje se bave okruženjem i pozicioniranjem poduzeća u okruženju te one koje se bave,
njegovim unutrašnjim djelovanjem. Pri tome je važno uzeti u obzir da su u dugoročnom
planiranju u planovima taktičke razine naglašene metode analize okruženja( SWOT, GAP,
analiza portfelja), a u operativnom planiranju i, posebno, u izvršavanju operativnih planova
naglašene su metode analize poduzeća, odnosno unutrašnjih zbivanja (metode analize usmjerene
na optimalizaciju ili postavljanje planskih normativa ili mjera uspješnosti u području ekonomske
efikasnosti, s utemeljenjem u analizi točke pokrića (Break-Even Point Analysis) i izvedenim
aspektima).
Kako bi se lakše provodila proizvodnja i općenito donosile odluke o proizvodnji, potrebno je
izrađivati planove poslovanja. Raščlanjenost tih dokumenata uvjetovana je menadžmentom i
veličinom poduzeća, odnosno mogućnošću praćenja poslovanja. U malim ili ekstremno malim
poduzećima mnogi planski se dokumenti ograničavaju na plan realizacije i proizvodnje dok su u
poduzećima na gornjoj granici srednje veličine nužni su svi planski dokumenti. Pri tome također
valja uzeti u obzir da sadržajno strukturiranje planskih dokumenata slijedi i uvjetuje sadržajnu
#%!
strukturu računovodstveno-knjigovodstvenog obračuna rezultata poslovanja ili izvedbe
proizvodnje. 21
Samim činom izrade tržišnoga i proizvodnog plana poduzeća aktivnost poduzeća na poslovnom
planiranju tek je djelomično usustavljena i oblikovana. Nedostaje vrlo važna karika, koju se
jednostavno naslovljava kao organizacija rada. Ona ima bitno značenje i odsudnu važnost za
sasvim konkretno odvijanje proizvodnoga i prodajnog procesa, jer vlasnik, odnosno menadžer
poduzeća ne može sve brojne i raznovrsne poslove obavljati sam. Odatle i neprijeporna potreba
raspodjele posla u obliku posve određenih zadaća, uspostavljanja odgovornosti za izvršenje
određenih poslova te raspodjele i delegiranja vlasti.
3.2. Kontrola poslovanja
U svakom poduzeću poduzetnik odnosno menadžer mora imati uvid u to ostvaruju li se poslovni
ciljevi, u kojem opsegu i na koji način što u biti predstavlja zadaću kontrole. Naime, kontrolom
se utvrđuju smetnje i odstupanja od zadanih ili planiranih ciljeva. Redovitim izvještavanjem,
dogovaranjem s neposredno podređenim djelatnicima te prenošenjem određenih kontrolnih
zadataka na druge djelatnike može se pojednostavniti opći nadzor nad proizvodnjom poduzeća.
Osobna odgovornost najvažnija je pretpostavka jednostavnosti same kontrole. U obrtništvu i
malim poduzećima kontrola se najčešće provodi jednostavnim pregledom, uvidom, tj. tako da
poduzetnik neposredno promatra objekt kontrole. Takav oblik kontrole ima veće značenje nego
što se misli. U srednjim se poduzećima preporučuje izdvajanje kontrole u obliku stožernog
mjesta radi otkrivanja nepouzdanosti u radu svih djelatnika te smanjenja mogućnosti
manipulacije.
Kontrola je korisna i potrebna, dapače nužna, jer pridonosi učinkovitosti poslovanja. U
proizvodnom procesu i u pratećim aktivnostima treba računati na odstupanja od zadanoga.
Ljudska nepažnja, pogrešno određivanje obveza, zaboravljanje obveza ili njihovo nepotpuno
izvršenje česti su uzroci odstupanja. Što je proizvodni proces složeniji, njegov tijek
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!21
Kirsch, D., Goldfarb, B., Gera, A., 2009., Form or substance: the role of business plans in venture capital
decision making, Strategic Management Journal, Vol. 30 Issue 5, p487-515.
!
#&!
nepregledniji, a razdoblje između uputa i izvršenja veće, što je složenija i skuplja oprema i veće
opasnosti za zdravlje i život djelatnika, brojnije mogućnosti ozljeda i drugih oštećenja pri radu,
to je i kontrola važnija.22
Ipak, kontrola izaziva i troškove. Stoga se mora ograničiti na ono što je bitno i isplativo, no to
ipak ne znači da se sve ostalo može zapostaviti. Bitno je da troškovi kontrole ne prekorače
vrijednost ili značenje predmeta kontrole.
Ona treba otkrivati greške u planiranju ili u provedbi proizvodnje. Ima funkciju povećanja
sigurnost poslovanja tako da se utvrđuje je li se pošlo od ispravnih pretpostavki i je li pri
realizaciji bilo nepredviđenih događaja, jesu li usuglašeni ciljevi i postupci njihova ostvarenja, je
li korištenje sredstava teklo planski te obavljaju li zaposleni svoje zadatke kako su planirane ili
zadane.
Najčešće se razlikuje kontrola procesa i kontrola rezultata. U prvom slučaju, kontrola se temelji
na uspoređivanju propisanih i stvarno primijenjenih radnih postupaka. Usmjerena je prije svega
na upravljanje ponašanjem djelatnika. Pritom se promatra nepotpuno, odnosno nepouzdano
držanje zadanih ili planiranih tokova i uputa. U drugom slučaju, kontrola daje podatke o
rezultatima poslovne aktivnosti. Usporedbom zadanih ili planiranih rezultata s ostvarenim
rezultatima dobivaju se podaci o odlukama i njihovu izvršenju.
Osim kontrole rezultata i procesa postoje i druge vrste kontrola. Poznate su izravna i neizravna
kontrola: izravnom se unaprijed neposredno zadaje potrebna vrijednost za neki rezultat ili
proizvodni proces dok se neizravnom kontrolom, suprotno paušalno zadaju određene vrijednosti i
utvrđuju granice tolerancije gdje je karakteristično da ako se pređe granica tolerancije, mora se
primijeniti izravna kontrola.23
Također, se često razlikuju preventivna kontrola, kojom se sprečava nastanak odstupanja, od
naknadne kontrole, kojom se kasnije otkrivaju greške. Ona može biti obvezatna kad se odnosi na
obvezu postojanja određenih propisa i uputa, a može biti fakultativna ili dobrovoljna. S obzirom
na način provedbe kontrole, razlikuje se automatska i ručna kontrola.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!22
Anglow, S., Vonk, J., Grefen, P., Vidyasankar, K.,2011., Enhancing Business Collaborations with client-
oriented process Control, International Journal of Cooperative Information Systems , Vol. 20. Issue 1, p 5.
23 Baus, Z.,op.cit., str.130.
#'!
Instrumenti su kontrole opće organizacijske smjernice, upute, planovi rada, obrasci, propisi i
slično. Takvi instrumenti mogu se temeljiti na odlukama menadžmenta, dogovoru menadžmenta
i zaposlenih, usporedbi s prijašnjim razdobljima i poduzećima, proračunu itd.
Osim toga, postoje i različiti tehnički kontrolni uređaji: satovi, brojčanici i drugi mjerači, koji su
često ugrađeni u suvremenu opremu pri proizvodnim procesima. Smatraju se iznimno važnima,
ali ako se postave pogrešna mjerila kontrola postaje besmislena i štetna.
Općenito, kontrola se provodi izvještavanjem o ostvarenim vrijednostima, njihovom
usporedbom s odgovarajućim orijentacijskim veličinama, analizom odstupanja te uvođenjem
korekcijskih mjera. Izvještavanje o ostvarenim vrijednostima postiže se mjerenjem ili praćenjem,
a rezultati se iskazuju količinom učinaka u jedinici vremena, stupnjem ostvarene kvalitete,
troškovima proizvodnje po vrstama proizvoda, mjestima njihova nastanka te jedinici proizvoda
(učinaka) ili vremenu rada djelatnika itd.
Usporedba s odgovarajućim orijentacijskim veličinama može biti vremenska usporedba
(uspoređuju se rezultati ili proizvodni procesi u različitim razdobljima: u danu, tjednu, mjesecu,
tromjesečju itd.), usporedba objekata (uspoređuju se dva objekta s obzirom na ono po čemu su
slični ili različiti: usporedba s drugim poduzećem, granskom vrijednosti, usporedba tipova
proizvoda međusobno itd.) te planska usporedba (uz stručno i brižno upravljanje proizvodnjom).
3.3. Kontrola izvršenja
U suvremenim uvjetima privređivanja poduzeće se uobičajeno razmatra kao sustav koji se
svojim rezultatima funkcioniranja nastoji uklopiti u okruženje. Od načina poslovanja te
mogućnosti uklapanja u okruženje ovisi razvoj poduzeća te njegov opstanak na tržištu. Upravo je
zato potrebito upravljati razvojem i proizvodnjom poduzeća. Vrlo važnu komponentu
cjelokupnog procesa upravljanja čini kontrola izvršenja. Ona se obično opisuje kao dio
cjelokupnog nadzora proizvodnje i ima pretežito preventivnu zadaću te se provodi u tijeku
kontroliranog poslovanja poduzeća. U tom je kontekstu potrebito istaknuti, s aspekta poduzeća
kao sustava, da je kontrola najbitnija komponenta povratne veze koja omogućuje primjereno
uklapanje poduzeća u okruženje i njegovu stabilnost. Ako kontrolni mehanizam ne djeluje na
#(!
zadovoljavajući način, poduzeće ne funkcionira u skladu sa zahtjevima okruženja, a to uvjetuje
izostanak razvoja poduzeća, čime se ugrožava njegov opstanak na tržištu. U vezi s tim,
uobičajeno se ističe da je povratna veza temeljni instrument upravljanja u tržišnim privredama.
Kada se navedu ciljevi te poželjni rezultati poduzeća, tada se oni nastoje se kvantificirati, što se
uobičajeno rješava budžetiranjem, koje je, zapravo, kvantifikacija planiranih ciljeva. Sam naziv
razumijeva vrijednosno sagledavanje buduće proizvodnje. Pritom se posebno ističe značenje
budžeta zato što je on baza za kontrolu.
Budžetirani rezultati omogućuju djelotvornu provedbu kontrole jer su kao izraz željenoga temelj
za usporedbu i traženje odstupanja između planiranih i ostvarenih rezultata. Osim toga,
kvantifikacija željenog djelovanja poduzeća omogućuje utvrđivanje povratne veze i njezin
numerički izraz. Pri odstupanju od definiranoga numeričkog izraza aktivira se kontrolni
mehanizam i poduzimaju korektivne akcije koje se mogu odvijati u dva smjera odnosno na način
da se poduzimaju korekcije u poslovanju poduzeća, koje su uvjetovane pogrešnim djelovanjem
poduzeća i ostvarivanjem neadekvatnih rezultata te korekcije u utvrđenim planovima poduzeća,
koje su uvjetovane pogreškama u procesu planiranja. Osim naznačenih mogućih pogrešaka u
procesu planiranja, mogu biti uvjetovane i promjenama okruženja. Upravo zbog učestalih
promjena, koje su karakteristične u suvremenim uvjetima poslovanja, često se ističe da su čvrsto
utvrđeni planovi prošlost, a da budućnost karakterizira kontinuirani proces planiranja i
kontroliranja te neprekidnih promjena planova u skladu sa zahtjevima što dolaze iz okruženja.
U kontekstu razmatranja kontrole poslovnih planova u suvremenim uvjetima, kojem
karakterizira neizvjesnost, postavlja se i pitanje je li pri svakom uočenom odstupanju kod
proizvodnje nužna korektivna akcija. Najčešće se ističe da je potrebito utvrditi kontrolne točke
(granice tolerancije) unutar kojih nije potrebno korektivno djelovati.
Sasvim operativno gledano, kontrola izvršenja proizvodnje svodi se na utvrđivanje planiranih i
ostvarenih veličina, s tim što su temelj usporedbe planirane veličine. Odstupanje se uobičajeno
izražava apsolutno (npr. proizvedeno je 100 komada proizvoda više nego što je planirano) ili
relativno (npr. proizvedeno je 5% više od plana). Dakle, iz toga proizlazi da je bitan preduvjet
valjane kontrole istovjetan, tj. usporediv zapis planiranih i ostvarenih veličina.
#)!
Sama kontrola ostvarivanja proizvodnje može se razmatrati na temelju usporedbe ostvarenih i
planiranih količinskih iskaza, vrijednosnih iskaza i pokazatelja (odnosnih brojeva). Kad je
posrijedi poduzeće koje proizvodi jedan proizvod ili samo nekoliko njih, mnoge se ključne
veličine za poslovanje mogu kontrolirati putem količinskih iskaza (npr. planirani broj komada
proizvoda, planirane količine pojedinih vrsta materijala i si.). Međutim, čak se ni u takvim
poduzećima mnoge važne veličine, kao što su budžet istraživanja i razvoja, budžet investicija i
sl., ne mogu kontrolirati pomoću količinskih iskaza. Zbog toga se pri planiranju proizvodnje i
kontroli planova obično rabe vrijednosni iskazi pa se prema tome velika pozornost pridaje
onome što je zapisano u planskim (budžetiranim) financijskim izvještajima. Obično se u
kontekstu kontrole ostvarivanja veličina određenih planskim financijskim izvještajima mnogo
pozornosti pridaje ostvarenju predviđenog obujma. Taj je aspekt kontrole, nedvojbeno, vrlo
važan, ali je mnogo važnije održanje planirane strukture u tim izvještajima.
Struktura je, kao što je poznato, odraz kvalitete, a obujam je, suprotno tome, odraz kvantitete
poslovanja. Osim toga, u uvjetima visoke inflacije pa i hiperinflacije, koja u određenoj mjeri
obilježava gospodarstva svih zemalja u tranziciji, obujam iskazan u nominalnim novčanim
jedinicama neusporediv je s planom koji, vremenski gledano, prije nastaje i u sebi sadrži istu
nominalnu vrijednost, ali sasvim drukčiju realnu vrijednost. Kontrola na temelju apsolutnih
iznosa pritom, sigurno, nije moguća i zato se provodi kontrola na temelju plana iskazana u
stalnoj valuti ili kontrola na temelju plana iskazanog u strukturi.
U najbitnije pokazatelje za kontrolu odstupanja od planirane uspješnosti proizvodnje valja
ubrojiti: produktivnost, ekonomičnost, profitnu maržu, rentabilnost ukupne imovine (kapitala),
rentabilnost vlastitog kapitala itd.
Promatrano s tehničkog stajališta, produktivnost je vrlo važna jer pokazuje koliko se jedinica
nekih učinaka može proizvesti u jedinici vremena ili, drukčije rečeno, koliko je vremena
potrebito za jedinicu učinka. U kontroli uspješnosti poslovanja promjene produktivnosti valja
pratiti u vezi s promjenama opremljenosti rada. Uobičajeno se ističe zahtjev za brzim
povećanjem proizvodnosti nego opremljenosti rada. Ekonomičnost je, za razliku od
proizvodnosti, usmjerena na kontrolu vrijednosnog aspekta proizvodnog procesa i razmatra
pokrivenost ukupnih rashoda ukupnim prihodima. Pri ekonomičnosti koja je jednaka jedan
doseže se točka pokrića, tj. prihodi su jednaki rashodima. Pomoću profitne marže kontrolira se
$+!
udio neto-dobiti u prihodima. Za kontrolu uspješnosti iznimno je važno praćenje rentabilnosti,
koja upućuje na stopu povrata uložene imovine, tj. vlastitoga kapitala. Kontrola kretanja
koeficijenta obrta jednako je važna i za uspješnost i za sigurnost poslovanja.
Za provedbu kontrole izvršenja poslovnih planova proizvodnje u poduzećima redovito postoje
sustavi internih kontrola, koji obuhvaćaju računovodstvene kontrole, neračunovodstvene ili
administrativne kontrole i internu reviziju. Sustav internih kontrola obično se naziva
produženom rukom menadžmenta. Međutim, važno je naglasiti i vrlo bitnu ulogu sustava
internih kontrola pri vanjskoj, stručnoj i neovisnoj reviziji financijskih izvještaja.
Računovodstvene kontrole usmjerene su na financijske, tj. računovodstvene izvještaje i
razmatraju vrijednosne iskaze poslovanja. Suprotno tome, administrativne kontrole, koje se
uobičajeno razmatraju prema temeljnim funkcijama (nabava, proizvodnja, prodaja, financije),
izuzevši financijsku funkciju, usmjerene su na količinske iskaze. Interna je revizija u tom
kontekstu revizija sustava internih kontrola. 24
3.4. Osiguranje kvalitete proizvodnog procesa
Kontrola kvalitete započela je još davne 1920. godine kada je dr. Walter Shewhart, radeći za
„Bell Telephone Company“, izumio statističke karte koje su bile predviđene za statističku
kontrolu procesa.
Zahvaljujući Deming-u i Juran-u koji su za svoja istraživanja koristili koncepte postavljene od
Shewharta i radeći za japanska poduzeća, započinje trend podizanja kvalitete.
S obzirom na potrebe i zadovoljstva potrošača, jake konkurencije i slobodnih tržišta, poduzeća su
bila prisiljena pravovremeno usvajati inovacije te investirati na područje kvalitete. No, kvaliteta
nije nešto što se može kontrolirati, već se pod pojmom kvaliteta razumijeva da se kvaliteta mora
proizvoditi. Kvaliteta jednog poduzeća i njegovih proizvoda trebala bi obuhvaćati porast
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!24
Gel, E.S., Erkip, N., Thulasedas, A., 2010, Analysis of simple inventory control systems with execution
errors: Economic impact under correction opportunities, International Journal of Production Economics; , Vol.
125 Issue 1, p157.
!
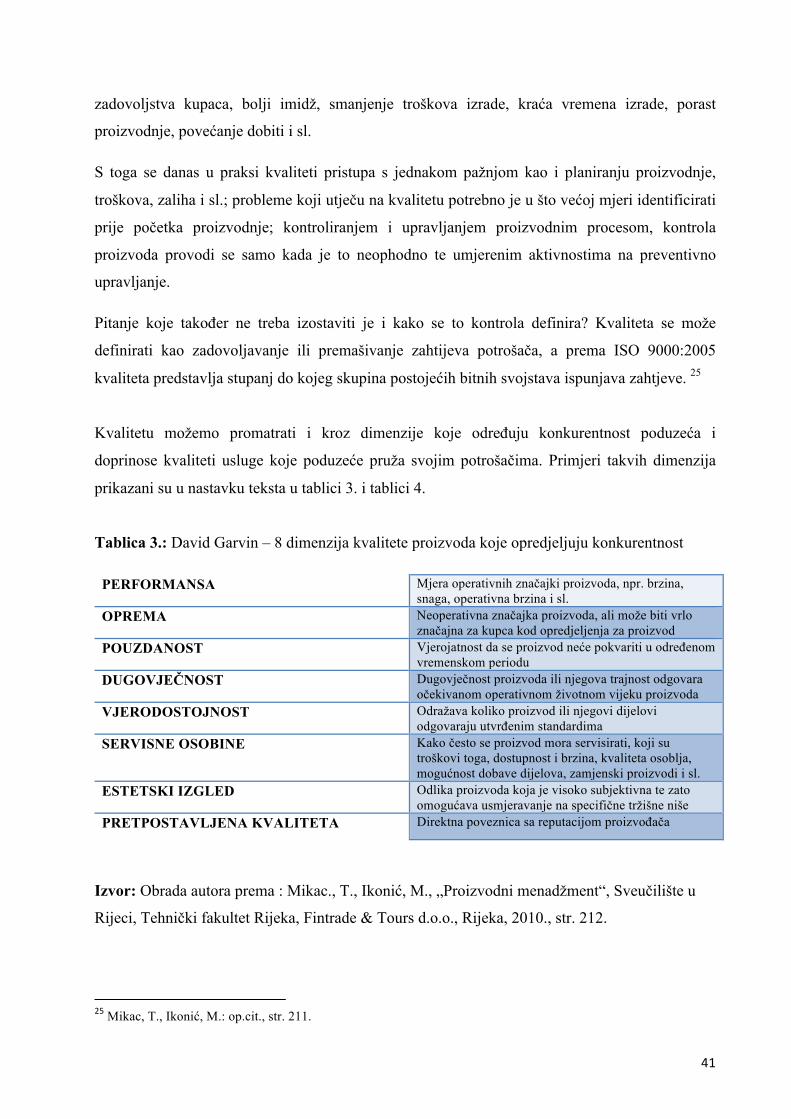
$*!
zadovoljstva kupaca, bolji imidž, smanjenje troškova izrade, kraća vremena izrade, porast
proizvodnje, povećanje dobiti i sl.
S toga se danas u praksi kvaliteti pristupa s jednakom pažnjom kao i planiranju proizvodnje,
troškova, zaliha i sl.; probleme koji utječu na kvalitetu potrebno je u što većoj mjeri identificirati
prije početka proizvodnje; kontroliranjem i upravljanjem proizvodnim procesom, kontrola
proizvoda provodi se samo kada je to neophodno te umjerenim aktivnostima na preventivno
upravljanje.
Pitanje koje također ne treba izostaviti je i kako se to kontrola definira? Kvaliteta se može
definirati kao zadovoljavanje ili premašivanje zahtijeva potrošača, a prema ISO 9000:2005
kvaliteta predstavlja stupanj do kojeg skupina postojećih bitnih svojstava ispunjava zahtjeve. 25
Kvalitetu možemo promatrati i kroz dimenzije koje određuju konkurentnost poduzeća i
doprinose kvaliteti usluge koje poduzeće pruža svojim potrošačima. Primjeri takvih dimenzija
prikazani su u nastavku teksta u tablici 3. i tablici 4.
Tablica 3.: David Garvin – 8 dimenzija kvalitete proizvoda koje opredjeljuju konkurentnost
PERFORMANSA Mjera operativnih značajki proizvoda, npr. brzina,
snaga, operativna brzina i sl.
OPREMA Neoperativna značajka proizvoda, ali može biti vrlo
značajna za kupca kod opredjeljenja za proizvod
POUZDANOST Vjerojatnost da se proizvod neće pokvariti u određenom
vremenskom periodu
DUGOVJEČNOST Dugovječnost proizvoda ili njegova trajnost odgovara
očekivanom operativnom životnom vijeku proizvoda
VJERODOSTOJNOST Odražava koliko proizvod ili njegovi dijelovi
odgovaraju utvrđenim standardima
SERVISNE OSOBINE Kako često se proizvod mora servisirati, koji su
troškovi toga, dostupnost i brzina, kvaliteta osoblja,
mogućnost dobave dijelova, zamjenski proizvodi i sl.
ESTETSKI IZGLED Odlika proizvoda koja je visoko subjektivna te zato
omogućava usmjeravanje na specifične tržišne niše
PRETPOSTAVLJENA KVALITETA Direktna poveznica sa reputacijom proizvođača
Izvor: Obrada autora prema : Mikac., T., Ikonić, M., „Proizvodni menadžment“, Sveučilište u
Rijeci, Tehnički fakultet Rijeka, Fintrade & Tours d.o.o., Rijeka, 2010., str. 212.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"%!Mikac, T., Ikonić, M.: op.cit., str. 211.!
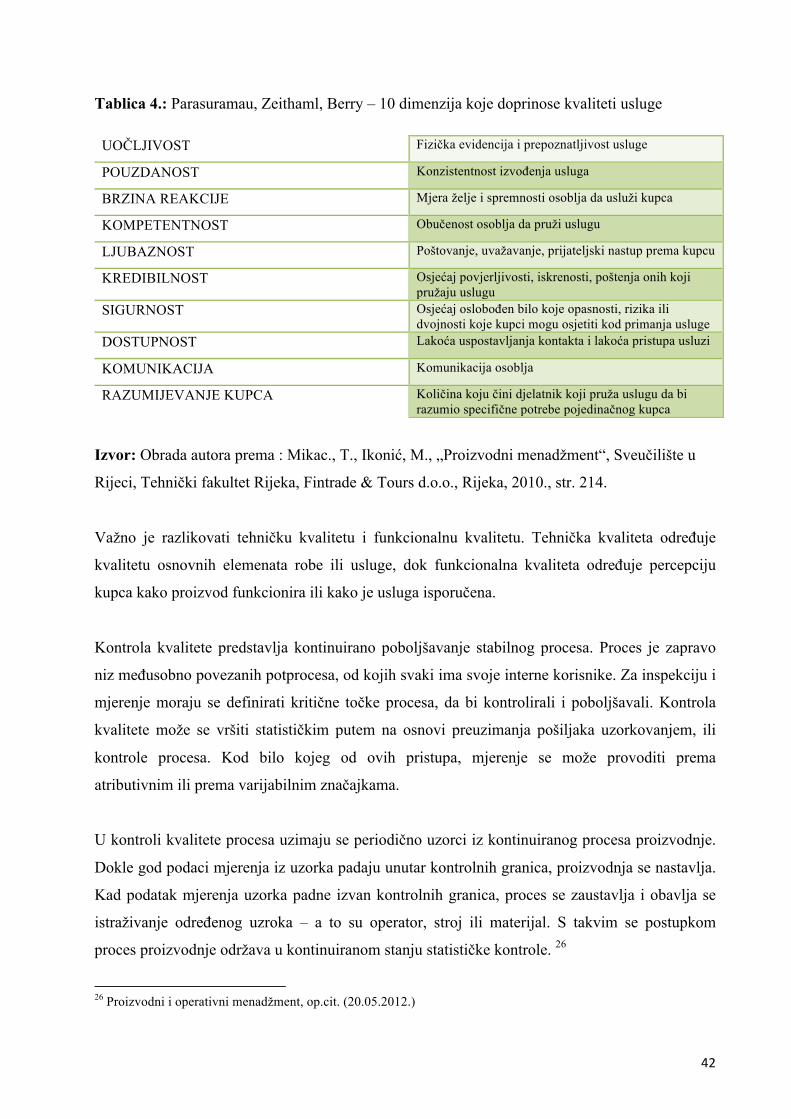
$"!
Tablica 4.: Parasuramau, Zeithaml, Berry – 10 dimenzija koje doprinose kvaliteti usluge
UOČLJIVOST Fizička evidencija i prepoznatljivost usluge
POUZDANOST Konzistentnost izvođenja usluga
BRZINA REAKCIJE Mjera želje i spremnosti osoblja da usluži kupca
KOMPETENTNOST Obučenost osoblja da pruži uslugu
LJUBAZNOST Poštovanje, uvažavanje, prijateljski nastup prema kupcu
KREDIBILNOST Osjećaj povjerljivosti, iskrenosti, poštenja onih koji
pružaju uslugu
SIGURNOST Osjećaj oslobođen bilo koje opasnosti, rizika ili
dvojnosti koje kupci mogu osjetiti kod primanja usluge
DOSTUPNOST Lakoća uspostavljanja kontakta i lakoća pristupa usluzi
KOMUNIKACIJA Komunikacija osoblja
RAZUMIJEVANJE KUPCA Količina koju čini djelatnik koji pruža uslugu da bi
razumio specifične potrebe pojedinačnog kupca
Izvor: Obrada autora prema : Mikac., T., Ikonić, M., „Proizvodni menadžment“, Sveučilište u
Rijeci, Tehnički fakultet Rijeka, Fintrade & Tours d.o.o., Rijeka, 2010., str. 214.
Važno je razlikovati tehničku kvalitetu i funkcionalnu kvalitetu. Tehnička kvaliteta određuje
kvalitetu osnovnih elemenata robe ili usluge, dok funkcionalna kvaliteta određuje percepciju
kupca kako proizvod funkcionira ili kako je usluga isporučena.
Kontrola kvalitete predstavlja kontinuirano poboljšavanje stabilnog procesa. Proces je zapravo
niz međusobno povezanih potprocesa, od kojih svaki ima svoje interne korisnike. Za inspekciju i
mjerenje moraju se definirati kritične točke procesa, da bi kontrolirali i poboljšavali. Kontrola
kvalitete može se vršiti statističkim putem na osnovi preuzimanja pošiljaka uzorkovanjem, ili
kontrole procesa. Kod bilo kojeg od ovih pristupa, mjerenje se može provoditi prema
atributivnim ili prema varijabilnim značajkama.
U kontroli kvalitete procesa uzimaju se periodično uzorci iz kontinuiranog procesa proizvodnje.
Dokle god podaci mjerenja iz uzorka padaju unutar kontrolnih granica, proizvodnja se nastavlja.
Kad podatak mjerenja uzorka padne izvan kontrolnih granica, proces se zaustavlja i obavlja se
istraživanje određenog uzroka – a to su operator, stroj ili materijal. S takvim se postupkom
proces proizvodnje održava u kontinuiranom stanju statističke kontrole. 26
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!26
Proizvodni i operativni menadžment, op.cit. (20.05.2012.)
$#!
Ipak, sve više poduzeća pokušava razviti koncepte koji bi osigurali kvalitetu kroz cijelu
organizaciju. Jedni od tih koncepata su potpuno upravljanje kvalitetom (Total Qualitiy
Menagement, TQM), Six sigma i ISO 9000.
Pristup potpunog upravljanja kvalitetom zahtijeva promjenu kulture, odnosa i ponašanja prema
kvaliteti unutar poduzeća, orijentaciju na kontinuirano unapređenje poslova, na timski rad, stalno
povećanje zadovoljstva kupaca te sniženju troškova, a da se istovremeno koriste svi raspoloživi
resursi. Najznačajnije vrijednosti ovog sustava uključuju vizionarsko upravljanje, kvalitetu
vođenu zahtjevima potrošača, organizacijsko i osobno unapređivanje kontinuiranim učenjem,
usredotočenost na budućnost i ono što dolazi, upravljanje na osnovi činjenica, odgovornost
prema javnosti i stanovništvu, prilagodljivost na promjene, upravljanje inovacijama, vrednovanje
partnera i zaposlenika, usredotočenost na rezultate i nove vrijednosti te dugoročnost sustava.
Metoda six-sigma predstavlja metodu za kontinuirano unapređenje procesa, koja koristi Lean –
načela i tehnike te se sve više povezuje smetodama za upravljanje kvalitetom iz porodice ISO
9000. Metoda six-sigma može se opisati kao metoda, mjerenje i menadžment (MMM).27
Mjerenje predstavlja broj grešaka u procesu ili na proizvodu pretvorenih u novčanu vrijednost,
unutar prve metode nalaze se i metode DMAIC i DSFF, menadžment upravlja cjelokupnim
poduzećem koje transformira izvršavanje zadataka u ciljane, kontinuirane korisne promjene, a
Lean identificira probleme uzrokovane varijacijama u procesu.
Norme ISO 9000 osiguravaju kvalitetu rada u svim dijelovima procesa rada i odnosi se na
upravljačku funkciju. Svrha ISO 9000 je zadovoljiti zahtjeve za kvalitetom u organizaciji
orijentiranoj prema potrošaču i podizanje nivoa povjerenja potrošača.28
Prema svemu navedenom može se zaključiti kako izgradnja sustava kvalitete za poduzeće znači
i promjenu filozofije kontrole kao funkcije unutar organizacije. Analiza svakog načina kontrole
kvalitete uvijek se svodi na pitanja tko, što i kako nešto radi. S toga se sustavi upravljanja
kvalitetom svrstavaju u suvremene metode upravljanja proizvodnim i poslovnim procesima.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!27
Six sigma, http://www.isixsigma.com/new-to-six-sigma/getting-started/what-six-sigma (20.05.2012.) 28
Hrvatske norme za sustave upravljanja, http://www.hzn.hr/normnizn.html (20.05.2012.)
$$!
4. UPRAVLJANJE PROIZVODNIM PROCESIMA NA PRIMJERU PODUZEĆA
KNAUF
U ovom poglavlju će se prikazati načini na koje poduzeće Knauf upravlja resursima i
proizvodnjom, kako se radi dizajn proizvoda na način da investicija garantira povrat uloženih
sredstava. Osim toga, u ovom dijelu će se objasniti način na koji poduzeće osigurava potpunu
kvalitetu u proizvodnom procesu te kako se bori s izazovima budućnosti odnosno na koji način
prati promjene i inovira svoju proizvodnju.
4.1. Upravljanje resursima i proizvodnjom u poduzeću Knauf
Upravljanje proizvodnjom zahtjeva točno predviđanje. Stoga, poduzeće Knauf smatra da je
važno izraditi i primijeniti glavni raspored proizvodnje i shvatiti kako planirati potrošnji
materijala da bi se zadržala cjelovitost zaliha. Također, ono smatra da se zalihe robe treba
smanjivati, kapacitete planirati, a mjerila primjenjivati. 29
U svom upravljanju, navedeno poduzeće prvo izrađuje glavni plan proizvodnje (Master
Production Schedule - MPS) putem kojeg usklađuje predviđanja i kratkoročnu potražnju i točno
određuje što tko mora raditi u razdoblju na koje se plan odnosi. Planom se ostvaruje znatna
prednost u odnosu prema uobičajenom, nepotpuno planiranom stanju.
Na takav način postiže dva ključna cilja. Prvo, utječe na to da nestašice ne utječu na komplete
proizvoda (skupove sastavnih dijelova koji su potrebni za sastavljanje cjeline) namijenjene
ugradnji. Osim toga, osigurava odgovarajuće kapacitete za proizvodnju tijekom prvog tjedna
(odnosno sljedećeg tjedna). Odgovarajuća mjerila u takvom slučaju su postotak potrebnih
kompleta na koje ne utječe nestašica, a nisu bili na raspolaganju proizvodnji tijekom prvog
tjedna; postotak neostvarene planirane proizvodnje u prvom tjednu.
Kako bi postiglo vremenski raspored, isporuka ispunjava zahtjeve tržišta. Poduzeće Knauf
smatra da je potrebno predviđanjima obuhvatiti što je moguće dalju budućnost. Predviđanja se
mogu praviti za sve vrste proizvoda sve dok ima dovoljno informacija kojima se mogu
potkrijepiti. Da bi kompanija mogla pravovremeno odgovoriti na tržišne promjene, predviđanja
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!29
Poduzeće Knauf, http://www.knauf.hr (20.05.2012.)
$%!
treba redovito pregledavati i ažurirati te izbjegavati stvaranje prekomjernih zaliha materijala ili
neprihvatljive rokove isporuke.
Proizvodi za koje poduzeće Knauf ne radi predviđanja su oni čiji je datum isporuke izvan
razdoblja na koje se odnosi MPS. Narudžbe moraju ući u sustav da bi se osigurala sredstva za
potrebne materijale.
Kako bi se izbjeglo nenamjerno stvaranje kritičnih sukoba potrebnih sredstava u MPS-u, Knauf
stalno ima u vidu razine kapaciteta. Vjerojatne razine sukoba kapaciteta pogodit će radnike,
dobavljače i (u manjoj mjeri) opremu za ispitivanje. Kapacitet se može približno odmjeriti
pomoću tjednih razina isporuka prošlih mjeseci, no korisni će biti i podrobniji podaci.
Planirani sukobi kapaciteta dopušteni su ukoliko se sukob može razriješiti prije prvog tjedna.
Moraju biti uklonjeni svi uz kapacitete vezani problem (osim ako su u pitanju kratkoročni
sukobi) koji bi ih mogli ograničiti sposobnost kompanije da zadovolji očekivanja kupaca.
Najvažnija stavka kod proizvodnje poduzeća Knauf je ta da ono vrši proizvodnju s minimalnim
troškovima. Određivanje troškova postizanja kvalitete vrijedna je tehnika za praćenje stvarnog
učinka neispunjavanja zahtjeva. Ako se zahtjev ne ispuni otprve, potrebno je izmjeriti utjecaj
troska dotičnog neuspjeha - u novcu, ne postocima ili statistički jer će na takav način financijsko
mjerilo omogućiti djelotvorno stavljanje u prvi plan i opravdati rad na ispravljanju pogreške.
Procjenom ponovnog rada na više od 20 proizvoda u pravilu poduzeću Knauf pokazuje da treba
obratiti pozornost na dvije glavne kategorije proizvoda, no da one čine 80 % ukupnih troškova.
Iskustvo u proizvodnji poduzeću je pokazalo da u biti ne postoji «ekonomična razina kvalitete»,
što bi značilo prihvatljivi odnos kvalitete i troškova.
Poduzeće Knauf prati dva mjerila troška postizanja kvalitete odnosno trošak zadovoljavanja
kvalitete te trošak nezadovoljavanja kvalitete. 30
Prikupljanjem podataka poduzeće ustanovljava ključna mjerila troškova. Naime, ono podučava
tim ljudi i u praksi priprema pilot-projekt mjerenja troškova. Kad se taj pokusni pristup prihvati,
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!30
Poduzeće Knauf, op.cit. (20.05.2012.)
!
$&!
ponavlja se u cijeloj kompaniji. Na kraju takve faze znat će se trošak postizanja kvalitete. Prvi
troškovni model vjerojatno neće otkriti sve troškove. To je stoga što razumijevanje i otkrivanje
uvažavanja i neuvažavanja potrebne kvalitete putem obrazovanja i osvješćivanja treba
uključivati sve zaposlene, od vrha do dna organizacije.
Potpora koju pokazuje poslovodstvo uvijek ostvaruje nužni pomak. Nitko neće tek tako priznati
neuvažavanje potrebne kvalitete dok ne osjeti da je stvoreno ozračje odobravanja.
4.2. Dizajn Knauf proizvoda kao investicija
Jedan od prvih problema s kojima se suočavalo poduzeće je problem njegova tržišnog identiteta,
pitanje kako na tržištu postati što prepoznatljiviji. Upravo je to osnovno područje djelovanja
dizajnera za vizualne komunikacije ili grafičkog dizajnera.
Kreiranje znaka, maskote, boje, slova i svega ostaloga - činitelji su koji zaokruženom sustavu
prezentacije poduzeća na tržištu oblikuju vizualni identitet koji zapravo izvire iz imidža što ga
poduzeće ima ili želi izgraditi. Imidž poduzeća ili proizvoda psihološka je i mentalna slika koju
potrošači i javnost imaju o poduzeću ili proizvodu. Sastoji se od renomea, tradicije, reputacije,
stavova, stereotipa, pretpostavki, predrasuda i mišljenja, a poduzeće Knauf ga stvara vlastitim
iskustvom preko svojih potrošača i iskustvom drugih kupaca proizvoda te primanjem
informacija iz različitih izvora.
Tehnike kojima poduzeće izgrađuje svoj imidž ponajprije su poslovno i tržišno ponašanje
(isporuka navrijeme, korektnost i ljubaznost u komunikaciji), kvaliteta proizvoda i usluga,
ekonomska propaganda i cjelokupna slika poduzeća i proizvoda, koju se inače naziva vizualni
identitet.
Na dizajn uvelike utječe kreativnost što u biti predstavlja jedan je od glavnih pokazatelja
organizacijske djelotvornosti sposobnost poduzeća da se mijenja i prilagođava promjenljivim
zahtjevima okoline.31
Poduzeće Knauf posjeduje tim kreativnih pojedinaca i skupine što stvaraju
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!31
Battini, D., Faccio, M., Persona, A., Sgarbossa, F.,2012., Design of an integrated quality assurance strategy in
production systems, International Journal of Production Research,Vol. 50 Issue 6, p1682-1701.
$'!
tehničke i poslovne inovacije. Stoga je vrlo važno znati koje okolnosti pogoduju tome da što više
dođe do izraza kreativnost članova poduzeća, odnosno koje okolnosti koče njihov kreativni
potencijal. Budući da se nadarenost preobražava u kreativnost u kombinaciji s motivacijskim
osobinama, razvoju kreativnosti pogoduju sve okolnosti koje pridonose tzv. stvaralačkoj klimi u
organizaciji, a ona se stvara takvom raspodjelom nagrada i kazni koja potiče kreativno
ponašanje, te sprečava rutinsko, konformističko ponašanje ili, u najmanju ruku, ne destimulira
kreativno ponašanje, što se inače zbiva u autoritarnim organizacijama.
Dizajneri proizvoda u Knauf poduzeću su stručnjaci koji u suradnji s tehničarima, tehnolozima i
inženjerima oblikuju tržišno prihvatljiv proizvod, koji je prepoznatljiv te čiji oblik govori ono
što poduzeće želi poručiti potencijalnim kupcima.
Osnovna zadaća kod dizajniranja proizvoda jest određivanje »govora proizvoda«, odnsno
njegove semantike. Proizvod svojim oblikom govori o miljeu, ambijentu, sredini u kojoj je
nastao, o sadašnjoj kulturi proizvodnje. Svaki je proizvod oblikovan i svaki na tržište dolazi u
nekom svom konačnom obliku. To, međutim, ne znači da je svaki proizvod dobro dizajniran.
Vrlo često, čak prečesto, proizvode oblikuju inženjeri ili sam poduzetnik. Malokad, takvi
proizvodi uspijevaju na tržištu, pronalaze put do kupca, postaju prepoznatljivi.
Isključivost i profesionalno sljepilo bila bi tvrdnja da zahvaljujući samo dizajneru proizvod
nalazi put do kupca. Na tržištu će u budućnosti šansu imati oni proizvodi koji budu jasno i
nedvosmisleno govorili o sebi, o kulturi i načinu života svojih proizvođača te očitovali njihov
duh i inventivnost zbog čega se poduzeće Knauf i brine o svemu sličnome.
Semantika Knauf proizvoda svakim danom postaje sve važnija kao integralni dio njegove
ukupne vrijednosti. Kao takva ona predstavlja sastavni dio ukupne vrijednosti, a u tom smislu
industrijski dizajn kao aktivnost oblikovanja semantičke vrijednosti proizvoda mora biti shvaćen
kao sastavni dio poslovnog života, kao izravna proizvodna investicija, a ne kao određene tvrtke,
industrije ili naroda.
U Knaufu se drži načela da je za proizvodnju bilo kojeg predmeta potrebna određena energija,
sirovine, vještine, znanja, kultura i vrijednosni sustav. Lako se može dokazati da je industrijski
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
$(!
dizajn činitelj proizvodnje i ponude gospodarskog života, a ne potrošnje i potražnje. U strukturi
proizvodnih troškova sve su veći troškovi dizajna, projektiranja, konstrukcije i pripreme
proizvoda, a troškovi proizvodnje, puštanja u promet i plasmana proizvoda se smanjuju. Također
se usvaja načelo da je još važnije da proizvodi s većim postotkom ulaganja u intelektualne i
kreativne komponente stvaranja proizvoda ostvaruju i veći profit od proizvoda u čijoj cijeni
sirovine i proizvodnja imaju veći udio.
4.3. Osiguranje kvalitete u proizvodnom procesu
Knauf smatra da kvaliteta mora postojati od vrha do dna organizacijske hijerarhije. U
protivnome, uzaludan je trud organizacijskog dijela koji radi kvalitetno. Lanac kvalitete u ovom
poduzeću je jak onoliko koliko je čvrsta njegova najslabija karika. Ne zadovolji li zahtjev kupca,
kvaliteta ostalih dijelova gubi smisao.
Preduvjet ostvarenja kvalitetnog proizvoda je dostatno precizirana kvaliteta. Samo tada poduzeće
opravdano očekuje da će, uz poštovanje ugovornih odredbi, ili uzorka, pri prvoj izradi ili
ponovljenim izradama biti osigurana dovoljna istovjetnost svih primjeraka, koji se katkada
izrađuju u različito vrijeme i u različitim prilikama.32
Za osiguranje potpune kvalitete koja je u skladu s etikom poduzeća je presudan ishodišni
dokument, kojemu u važnijim slučajevima poduzeće Knauf također mora posvetiti osobnu
pozornost. Takvim dokumentom precizirana je specifikacija koja opisuje proizvod i njihovu
kvalitetu.
Naravno, pri izradi ili preuzimanju tih dokumenata od naručitelja poduzeće poštuje obvezatne
državne, odnosno inspekcijske propise. Također, u procesu izrade proizvoda primjenjuju se
pojedini standardi ili norme koje su specifične za proizvodni program.33
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!32
Osiguranje i povećavanje kvalitete, http://issuu.com/kvaliteta.net (22.05.2012.) 33
Jebrin, A. H., Ajoluni, M., 2012, The Fit between Business Strategies Ethics and the Approach to Total Quality
Management A Suggested Model, Journal of Management Research, Vol. 4 Issue 1, p1-30.
!
!
$)!
Iznimna kvaliteta Knauf proizvoda i njihov odnos prema kupcima ne trpi kompromise tako da
poduzeće neprekidno u svim svojim odjelima provodi aktivno upravljanje kvalitetom još od
osnutka u Austriji daleke 1972. godine.
2007. godine Knauf je dodatno unaprijedio upravljanje kvalitetom uvođenjem i aktivnom
primjenom sustava upravljanja kvalitetom prema međunarodnoj normi ISO 9001. Krajem 2007.
godine dobiven je certifikat ISO 9001, kao veliko priznanje kvalitete poslovnih procesa. U
studenom, 2010. godine, poduzeće je uspješno s prošli recertifikaciju sustava upravljanja
kvalitetom s prelaskom na novu normu ISO 9001:2008.
!
Poduzeće Knauf kroz prihvaćanje međunarodnih standarda serije ISO 9000 odnosno ISO
9001:2008 pridonosi širenju novog odnosa glede kvalitete s kupcima. Ključna karakteristika tih
standarda jest da propisuju zahtjeve - ne za proizvod ili uslugu - već za organizaciju u vezi s
kvalitetom i način njezina funkcioniranja, koje mora ispunjavati. Premda primjena tih standarda
postaje za poduzeće obvezatna tek ako se na to obveže ugovorom o isporuci, ipak radi dodatne
sigurnosti koju pruža provjerena i preispitana suvremena kontrolna organizacija i praksa za
kvalitetu te posredno također radi pouzdanijeg održavanja rokova isporuke, malo je isporučitelja
koji pri jačoj konkurenciji ne pristaju na odnosne klauzule u ugovoru. Međutim, uvođenje tih
standarda u poduzeće, ovisno o početnom stupnju organizacije, može predstavljati dugotrajniji
napor.
4.4. Promjene u proizvodnji i inovacije
Budući da su moderna tehnologija i s njom povezani napredak fizičkih i elektroničkih
komunikacija omogućili poduzećima u bilo kojem dijelu svijeta da stvore nešto čime će za samo
nekoliko godina uzdrmati i najveće tržište, poduzeća koja žele opstati u takvoj borbi moraju znati
prepoznati potrebe za organizacijskom i strateškom promjenom te ujedno raditi na stvaranju
inovacija.
%+!
Naime, poduzeća moraju prihvatiti strategiju za uključivanje neprestane promjene u svoje
operativne procedure i to putem inovacijskih promjena na način da omogućavaju
organizacijama poboljšanje učinkovitosti, za što koriste postojeće resurse te putem strateških
promjena na način da organizacijama omogućavaju promjenu onog što rade i načina na koji to
rade.
Bez obzira na to je li do promjene došlo u privatnom ili javnom sektoru, poduzeće Knauf
primjenjuje iste postupke i politike primjene.
Inovacijska promjena kod ovog poduzeća počinje kad više poslovodstvo odluči uvesti politiku
stalnog poboljšanja i odredi koje će metode s ciljem njena ostvarivanja koristiti. Može se, na
primjer, odlučiti za alat JIT(Just In Time), o kojem je ranije bilo govora, TQM (Total Quality
Management – potpuno upravljanje kvalitetom) ili TPM (Total Productive Maintenance-
potpuno proizvodno održavanje). Pri njoj, poduzeće Knauf uzima u obzir promjenu radne prakse,
promjene u radnim procesima, u nacrtima te u upravljanju materijalima kako bi konačno uvelo
kompletnu inovacijsku proizvodnju.34
Kada govori o svojoj strateškoj promjeni, poduzeće Knauf smatra da mora proizvoditi nešto
novo ili na drugačiji način kako bi se poslovni uspjeh zadržao ili povećao. Na takav način ono
utječe na proizvod, cijenu, tržište, promociju, distribuciju ili pak pomoć na terenu. Pri
provođenju strateških promjena, poduzeće brine o održavanju vrijednosti dioničara, promjenama
u privlačnosti proizvoda, promjeni cijene proizvoda, veličini tržište, promociji, distribuciji te o
promjenama u troškovima rada i proizvodnje.
Pažljivom razrada zadatka i pripremama za njegovo rješavanje pri stvaranju proizvoda poduzeće
Knauf stvara temeljni dio inovacijskih pothvata. Na konačan način rješavanja utječe i vrsta
proizvoda koja se proizvodi odnosno tu veliku ulogu igraju stajališta o tome jesu li to konačni
proizvodi ili komponente, materijal ili tvorevine, statičke tvorevine ili dinamičke tvorevine i
slično.
Za većinu jednostavnijih zadataka zamišljanja i ostvarenja novih vrsta proizvoda uobičajen je
određeni slijed djelatnost gdje se prvo pristupa raspravi o ideji, analizi s obzirom na potrebe
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!34
Heller, R., Priručnik za menadžere, Profil Internationa d.o.o., Zagreb, 2007., str. 203.
%*!
tržišta i prilike, određivanje zadatka, ocjeni vlastitih mogućnosti, od znanja do uvjeta ostvarenja
proizvoda i raspoloživog kapitala. Pošto se osiguraju sredstva, prilazi se razvoju proizvoda i
razradi konstrukcijske dokumentacije, izradbi i ispitivanju prototipa. Tek u izuzetnim
okolnostima odluka o nastavku projekta donosi se samo na osnovi proučavanja konstrukcijske
dokumentacije. Prije same organizacije proizvodnje potrebno je pripremiti prostor, opremu, alat i
ostali pribor potreban za proizvodnju i odgovarajuću infrastrukturu. Vođenje projekta uključuje i
organizaciju rada i poslovanja, a zatim i njihovu provjeru pri pokusnoj proizvodnji, pri plasiranju
proizvoda i pri ispitivanju odaziva tržišta. Redovita proizvodnja obuhvaća upravljanje kvalitetom
i neprekidno praćenje tržišta i djelatnosti konkurencije te istraživanja mogućnosti inovacija, da bi
se produžio životni vijek proizvoda.
Primjeri inovacijskih proizvoda u posljednje vrijeme su Knaufovi sustavi za polaganje keramike
(impregnacije, Flex ljepilo, fug mase i silikoni), zatim Knauf montažno koje se primjenjuje bez
rastvornog sredstva za lijepljenje različitih građevinskih materijala, kao što su drvo, beton,
opeka, keramika, kamen, stiropor, gips-karton, PVC. Za kompleksnije potrebe, postoji Knauf
MS polimer super fast, jednokomponentna neutralna masa za lijepljenje i brtvljenje u
građevinarstvu i nautici. Trajna i elastična svojstva uz fleksibilnost kreiraju odlične mehaničke
karakteristike.35
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!35
Poduzeće Knauf, op.cit. (20.05.2012.)
%"!
5. TERENSKO OSTRAŽIVANJE U PODUZEĆU KNAUF
Proizvodnja podezuće Knauf je podijeljena u nekoliko bitnih dijelova. Prvi i osnovni proizvod
koji čini glavninu proizvodnje (ali i manje marže) su gips ploče, drugi su profili i oprema za
montažu, te treći visokotehnološki proizvodi kao primjerice protupožarne ploče.
5.1 Proizvodnja gips ploča
Gips ploče sastoje se od rude koja se kopa u obližnjem rudniku te od kartona i ljepila koje ulaze
u smjesu tokom same proizvodnje. Transport rude obavlja se žičarom, što se pokazalo kao
optimalan način dopreme. Nakon posjete i ostalih, modernijih tvornica gipsa u Europi, autor je
došao do zaključka da je i drugdje uvriježena slična doprema rude u samu proizvodnju.
Primjerice, poduzeće Rigips iz Austrije, direktan konkurent Knaufu, ima identičan način
dopreme materijala, gdje je žičara duga i po više kilometara.
Idući korak u proizvodnji je mljevenje same rude u sitan prah koji se koristi u izradi samih
gipsanih ploča. To se izvodi visokotehnološkim strojevima koji se nalaze nekoliko desetaka
metara od glavne tvornice. Sama proizvodnja je zanimljivog oblika jer gips ploča se nakon
mješanja materijala (gipsa, ljepila i kartona), provodi kroz dugačku traku (200 metara) zbog
sušenja. Rezanja u same ploče dimenzije 2m X 1.5m se izvodi sa tankim, peciznim i
automatiziranim mlazom vruće vode.
Nakon sušenja, ploče su relativno tvrde i ulaze u peći visoke temperature. Peć je konstruirana
tako da se ploče stalno kreću u više nivoa te je zbog toga proces proizvodnje neprekidan i sa
fiksnim brojem proizvedenih ploča u danom vremenskom razmaku. Zadnji korak je proces
slaganja ploča na paletu, te prenošenje istih u skladiše viljuškarima.
Otprema ploča se vrši na dva načina, prvi je šleperi, a drugi sa vlakovima. Trenutno tvornica ima
kapacitet napuniti 17 šlepera dnevno (rad u tri smjene, dakle rad noću), što je okvirno 425 tona.
Tu se vide još velike mogućnosti optimizacije same proizvodnje kroz bolju tehnologiju. Tvornica
većinu svojih ploča prodaje u regiji, međutim i izvozi u nekoliko zemalja sjeverne Afrike.
%#!
5.2 Proizvodnja profila
Sama proizvodnja profila je relativno malena, sa 2 glavna stroja za izradu profila u manjoj
tvornici odmah do glavne. Količina izrađenih profila varira sa obzirom na potražnju i pogon nije
aktivan bez prekida. Profili su izrađeni prema europskim standardima te su dužine od 3 ili 4
metra, a tržište im je uglavnom lokalno.
Skladište se u vanjskom prostoru jer se radi o pocinčanom materijalu i doticaj sa vodom ne
djeluje na njih (iako nerijetko vidimo kod nekih proizvođača da profili pobijele, što je definitivno
problem nekvalitetne proizvodnje i nekvalitetnih materijala, a ne skladištenja).
U razgovoru sa menadžmentom, autor je došao do saznanja da profili nisu toliko profitabilni i
razmišlja se čak o ukidanju cijele proizvodnje, te oslanjanju na manje proizvođače kao vanjske
suradnike.
5.3 Visokotehnološki proizvodi
Više od 80% ovih proizvoda se direktno uvozi iz Austrije i tu je samo poduzeće Knauf u
Hrvatskoj više trgovac nego proizvođač. Međutim, neke proizvode izrađuju i sami, pogotovo
radi vrlo kvalitetnog gipsa u obližnoj rudi, visoke čistoće i kompaktnosti. Ostale aktivnosti oko
tih proizvoda, kao što su edukacija tržišta, brandiranje i slični, pokazuju da se Knauf Hrvatska
mora postaviti kao da i sami proizvode te iste proizvode.
Ovo je vrlo interesantan program sa mnogim artiklima i definitivno smjer kojim Knauf želi više
djelovati u budućnosti. Razloga je više, prvi i najosnovniji je što su marže daleko više nego na
samim gipsanim pločama, a drugi, možda i bitniji, je što novi zakoni o protupožarnim sustavima
zakonski određuju korištenje ovakvih proizvoda, te Knauf ovdje uspjeva parirati najvećem
proizvođau takvih sustava Promatu.
%$!
5.4. Edukacija i osposobljavanje
Poduzeće Knauf aktivno radi na edukaciji motažera suhe građe, te na taj način želi približiti
svoje proizvode kupcima. Također imaju razvijenu trgovačku mrežu te nudi tehničku pomoć na
svim područjima Hrvatske. Tu ulazi i odlazak na velika gradilišta, gradilišta sa potrebom
specifičnih proizvoda, te organiziranje seminara i ostalih edukativnih sadržaja. Kad je u pitanju
proizvodnja, vrlo rado pojašnjavaju sam proces svim svojim posjetiocima, te ih educira o
osnovnim postavkama organizacije te proizvodnje. To je jedna moderna firma sa modernim
proizvodnim procesom i nešto što Hrvatska treba u svojoj budućnosti.
%%!
6. ZAKLJUČAK
Upravljanje proizvodnom aktivnošću predstavlja poduzećima ostvarivanje uspješnog poslovnog
sustava koji se na taj način bori sa sve rastućom konkurencijom i za uspješan opstanak na tržištu.
Ono se u cijelosti odnosi na aktivnosti koje su usko povezane za proizvodnju i predstavlja
centralni dio zadatka svakog poslovnog sustava. Kao takvo zahtijeva zasebnu, detaljnu obradu i
razradu problema, pronalaženje međusobnih veza te davanje posebnog značaja bitnog i
potrebnog za bolje razumijevanje ovog procesa
Svaki poslovni sustav sa organiziranom proizvodnjom trebao bi biti dobro pripremljen, a to u
mnogome ovisi o karakteru i opsegu proizvodnje. Takve pripreme jednim nazivom mogu se
definirati kao tehnološke pripreme proizvodnje, a one obuhvaćaju definiranje svih postupaka,
vrijeme izrade, alate, proizvodna sredstva, sirovine i uvjete koji trebaju biti primijenjeni pri
izradi jednog proizvoda.
Osim o poslovima tehnološke odnosno operativne pripreme, poduzeće pri upravljanju
proizvodnjom mora brinuti i o planiranju prostornog razmještaja sredstava za rad i to kroz
projektni proces, linijski proces i prekidani proces.
Kada poduzeće odluči uvesti novi proizvod čini to najčešće jednom od triju temeljnih strategija
uvođenja novih proizvoda u proces proizvodnje odnosno putem tržišne strategije ili strategije
povlačenja (proizvoditi ono što se može prodati), tehnološke strategije ili strategije guranja
(proizvoditi ono što se može proizvesti) i strategije interfunkcionalnog uvođenja (stvaranje
novog proizvoda zahtjeva suradnju između marketinga, inženjeringa, proizvodnje i ostalih
funkcija.
S obzirom na činjenicu da se pri proizvodnji pojavljuju troškovi materijala koji u biti čine u
prosjeku 50 – 80% od ukupnih troškova, nužno je voditi brigu o racionalnom i ekonomičnom
poslovanju i rukovanju s materijalima. Poslovanje s materijalima, dakle, uključuje planiranje,
nabavu, skladištenje, potrošnju ili implementiranje u finalne proizvode.
U usklađivanju planova proizvodnje i samih proizvodnih procesa ekonomska je analiza nužna
pretpostavka. U njezinu shvaćanju poduzeće predstavlja sveukupnost potencijala za postizanje
%&!
ciljeva i ostvarivanje rezultata sukladnih ciljevima, uz orijentaciju na poznavanje potencijala i
stvaranje mogućnosti ili modela optimalnog korištenja.
U svakom poduzeću poduzetnik odnosno menadžer mora imati uvid u to ostvaruju li se poslovni
ciljevi, u kojem opsegu i na koji način što u biti predstavlja zadaću kontrole. Naime, kontrolom
se utvrđuju smetnje i odstupanja od zadanih ili planiranih ciljeva. Redovitim izvještavanjem,
dogovaranjem s neposredno podređenim djelatnicima te prenošenjem određenih kontrolnih
zadataka na druge djelatnike može se pojednostavniti opći nadzor nad proizvodnjom poduzeća.
Za provedbu kontrole izvršenja poslovnih planova proizvodnje u poduzećima redovito postoje
sustavi internih kontrola, koji obuhvaćaju računovodstvene kontrole, neračunovodstvene ili
administrativne kontrole i internu reviziju.
Također, pored svih ovih procesa pri upravljanju proizvodnjom, poduzeće mora osiguravati i
kvalitetu proizvoda te brinuti o dizajnu te o inovacijskim i strateškim promjenama kojima će se
osiguravati opstanak i čak štoviše izvrsnu poziciju na tržištu. Upravo na takav način poduzeće
Knauf uspijeva ostati vodeći multinacionalni proizvođač građevinskog materijala i sustava suhe
gradnje.
%$!
LITERATURA
1) KNJIGE
1. Baus, Z., Management i poduzetništvo-1.000 programa ulaganja za mala i srednja
poduzeća, Centar za poduzetništvo –Mladost, Zagreb, 1994.
2. Heller, R., Priručnik za menadžere, Profil Internationa d.o.o., Zagreb, 2007.
3. Mikac, T., Ikonić, M.: Proizvodni menadžment, Tehnički fakultet Sveučilišta u Rijeci,
Fintrade & Tours d.o.o., Rijeka, 2010
4. Mikac, T., Ljubetić, J.: Organizacija i upravljanje proizvodnjom, GRAPHIS, Zagreb,
2009.
5. Schroeder, R. G.: Upravljanje proizvodnjom, MATE, Zagreb, 1999., str. 167.
6. Žugaj, M., Cingula, M., Radočević, D., Strahonja, V.,: Metode i modeli planiranja i
upravljanja proizvodnjom, Fakultet organizacije i informatike, Varaždin, 1994., str.8.
2) ČLANCI I OSTALE PUBLIKACIJE
7. Anglow, S., Vonk, J., Grefen, P., Vidyasankar, K.,2011., Enhancing Business
Collaborations with client-oriented process Control, International Journal of Cooperative
Information Systems , Vol. 20. Issue 1, p1-37.
8. Battini, D., Faccio, M., Persona, A., Sgarbossa, F.,2012., Design of an integrated quality
assurance strategy in production systems, International Journal of Production
Research,Vol. 50 Issue 6, p1682-1701.
9. Diehl, G.W., Armstrong, A. J., 2011., Making MRP Work, Industrial Engineer: IE, Vol. 43
Issue 11, p35-40.
10. Gel, E.S., Erkip, N., Thulasedas, A., 2010, Analysis of simple inventory control systems
with execution errors: Economic impact under correction opportunities, International
Journal of Production Economics , Vol. 125 Issue 1, p153-166.
11. Jebrin, A. H., Ajoluni, M., 2012, The Fit between Business Strategies Ethics and the
Approach to Total Quality Management A Suggested Model, Journal of Management
Research, Vol. 4 Issue 1, p1-30.
%%!
12. Kirsch, D., Goldfarb, B., Gera, A.,2009., Form or substance: the role of business plans in
venture capital decision making, Strategic Management Journal, Vol. 30 Issue 5, p 487-
515.
13. T'kindt, V., 2011., Multicriteria models for just-in-time scheduling, International Journal
of Production Research, Vol. 49, Issue 11, pp. 3191-3209
3) INTERNET IZVORI
14. Fakultet za strateški i operativni menadžment, http://www.fsom.edu.rs/,(20.05. 2012.)
15. Hrvatske norme za sustave upravljanja, http://www.hzn.hr/normnizn.html (20.05.2012.)
16. MRP Inventory Assessment, http://www.kanban.com (20.05.2012.)
17. Osiguranje i povećavanje kvalitete, http://issuu.com/kvaliteta.net (22.05.2012.)
18. Poduzeće Knauf, http://www.knauf.hr (20.05.2012.)
19. Proizvodni i operativni menadžment,
www.pbf.hr/hr/content/download/3349/.../management_17-18.pdf, (20.05.2012.)
20. Six sigma, http://www.isixsigma.com/new-to-six-sigma/getting-started/what-six-sigma
(20.05.2012.)
21. Value analysis tools, http://www.managing-innovation.com/tools/Value%20Analysis.pdf,
(20.05.2012.)
%&!
POPIS ILUSTRACIJA:
1. POPIS TABLICA
Tablica 1.: Elementi tehnološkog procesa svake operacije!
Tablica 2.: Vrste zaliha!
Tablica 3.: David Garvin – 8 dimenzija kvalitete proizvoda koje opredjeljuju konkurentnost
Tablica 4.: Parasuramau, Zeithaml, Berry – 10 dimenzija koje doprinose kvaliteti usluge
2. POPIS SLIKA
Slika 1.: Izrada novog proizvoda
Slika 2.: Faze životnog vijeka proizvoda!
Slika 3. : JIT sustav
3. POPIS SHEMA
Shema 1.: Integracija odluka o materijalima
!
!
!
!
"#$%&%!
!
!
,-.-/! 01.234.5.6/! 72! 82/! 7094-/8,0! :27! 8! ;284-3-/! <=>?@AB?CBD! =>EFG@EHCBEI! C?! =>FIBD><!
=EH<GDJ?!KC?<L! 01:270-! 82/-8M24;-!9-7!3-70M64.8M3-/!9:-NO!7:O! 8PO!I2:0.2!K2QM642;!I:2,!2!9:0! 01:270!
7094-/8,-R! :272!9-/2R2-!/0! .6! 0! 2808M6;M!7:O! 8PO!C6;27!@:6M6;2:!<! :275! 82/!9:0/0.6;0-!/6M-7-4-R0.5!
1;2;8M36;-S08M:2T032U,-R! :272! 0! ,-:08M0-! 40M6:2M5:5! ,-.2! .6! ;23676;2! ;2! ,:2.5! 7094-/8,-R! :272O! V5W6!
89-1;2.6X!8M23-36X!12,4.5U,6X!M6-:0.6!0!12,-;0M-8M0!,-.6!82/!01:23;-!040!92:2N:210:2.5Y0!;236-!5!7094-/8,-/!
:275!;2!5-Z0U2.6;X!8M2;72:72;!;2U0;!P0M0:2-!82/!0!9-3612-!8!,-:0QM6;0/!Z0Z40-R:2N8,0/!.670;0P2/2O!>27!.6!
9082;!5!75[5

















