
UNIVERSITE KASDI MERBAH OUARGLA Faculte des … · Chapitre II: Simulation d’unité...
42
UNIVERSITE KASDI MERBAH OUARGLA Faculte des Sciences et de la Technologie et des Sciences de la Matière Département de Génie des procédés Mémoire MASTER ACADEMIQUE Domaine : Sciences et Techniques Filière : Génie des procédés Spécialité : Raffinage et technologie des hydrocarbures Presenté par : BENNOUH Oussama Thème Soutenu le 16/06/2012 Devant le jury composé de: Mme. Mounia RBEIHA MA Examinatrice Mr. Djamel SID ROUHOU MA Examinateur Mr. Mourad KORICHI MC Rapporteur 2011-2012 Etude de l’utilisation des liquides ioniques comme éco- solvants pour l’extraction des composés aromatiques à l’échelle industrielle N° d’ordre : N° de série :
Transcript of UNIVERSITE KASDI MERBAH OUARGLA Faculte des … · Chapitre II: Simulation d’unité...
UNIVERSITE KASDI MERBAH OUARGLA
Faculte des Sciences et de la Technologie
et des Sciences de la Matière
Département de Génie des procédés
Mémoire
MASTER ACADEMIQUE
Domaine : Sciences et Techniques
Filière : Génie des procédés
Spécialité : Raffinage et technologie des hydrocarbures
Presenté par : BENNOUH Oussama
Thème
Soutenu le 16/06/2012
Devant le jury composé de:
Mme. Mounia RBEIHA MA Examinatrice
Mr. Djamel SID ROUHOU MA Examinateur
Mr. Mourad KORICHI MC Rapporteur
2011-2012
Etude de l’utilisation des liquides ioniques comme éco-
solvants pour l’extraction des composés aromatiques à
l’échelle industrielle
N° d’ordre :
N° de série :
Résumé:
De nos jours, remplacer les solvants organiques utilisées traditionnellement
dans l’industrie chimique par nouvelle génération de solvant moins toxique, moins
inflammable, et moins polluante est un défi considérable. Les liquides ioniques, sels
liquides qui satisfont ces critères, sont envisagés comme alternatives. Le but de ce
travail est d’étudie l’impact de remplacement de certains solvants organiques
classiques par d’autre liquide ionique pour l’extraction des hydrocarbures aromatiques
à l’échelle industriel. L’extraction de benzène de mélange benzène – heptane a été
choisis comme modèle de séparation. La proposition du procédé d’extraction liquide –
liquide à été simulé (conception et exécution), en utilisant sur le logiciel de
simulation ASPEN HYSYS 7.1.
Mot clés: liquide ionique, hydrocarbures aromatiques, extraction liquide – liquide,
simulation.
Abstract:
Nowadays, to replace organic solvents used traditionally in the chemical
industry by novel generation of less toxic, less flammable, and less polluting solvent
is a considerable challenge. The ionic liquids, salts liquidate which satisfy these
criteria, are considered like alternatives. The goal of this work is of studies the impact
of replacement of certain traditional organic solvents by other liquidates ionic for the
extraction of aromatic hydrocarbons on the scale industrialist. The benzene extraction
of benzene mixture - heptane was selected like model of separation. The proposal of
the liquid process of extraction - liquid was simulated (design and execution), while
employing on the software of simulation ASPEN HYSYS 7.1.
Key words: ionic liquid, aromatic hydrocarbons, liquid-liquid extraction, simulation
II
SOMMAIRE
Liste des figures iv
Liste des Tableaux v
Introduction générale 1
Chapitre I : Etude bibliographique « Les liquides ioniques »
I-1 Introduction 3
I-2 Généralité sur les liquides ioniques 3
I-2-1 Définition 3
I-2-2 Historique 3
I-2-3 Structure du liquide ionique 4
I-2-4 Nomenclature des liquides ioniques 5
I-3 Propriétés physico-chimiques des liquides ioniques 6
I-3-1 Le point de fusion 7
I-3-2 Domaine liquide et Surfusion 7
I-3-3 La densité et la viscosité 7
I-3-4-Stabilité thermique 7
I-3-5 Toxicité et dangerosité 8
I-3-6 Volatilité 8
I-4 Les diverses applications des liquides ioniques 8
I-5 Applications dans le domaine des procédés de séparation 9
I-6 Conclusion 9
Chapitre II: Simulation d’unité d’extraction des hydrocarbures aromatiques
II-1-Introduction 11
II-2- Procédés d’obtention des hydrocarbures aromatiques 11
II-2-1 Généralités sur les hydrocarbures aromatiques 11
II-2-2 Propriétés physico-chimiques des hydrocarbures aromatiques 12
II-2-3 Source des hydrocarbures aromatiques 12
II-2-4 Différents procédés de séparation des aromatiques 12
II-2-4-1 Distillation azéotropique 12
II-2-4-2 Distillation extractive 13
II-2-4-3 Extraction liquide- liquide 13
III
II-2-5 : Le choix de procédé de séparation 13
II-3 Description du procédé d’extraction des hydrocarbures aromatiques par solvant
sélectif 14
II-3-1 Schéma générale du procédé d’extraction des aromatiques par solvant 14
II-3-2 Critères de choix de solvant 15
II-3-3 Différents types des solvants ordinaires 16
II-3-3-1 Prospérités physico-chimiques 16
II-3-3-2 Propriétés environnementales 17
II-4 Simulation d’un procédé d’extraction des aromatique par solvant ordinaire 17
II-4-1 Méthodologie générale 17
II-4-1-1 Les étapes de simulation 18
II-5 Simulation d’un procédé d’extraction des aromatique par solvant liquide
ionique 20
II-5-1 Choix de liquide ionique 20
II-5-2 Simulation du procédé 21
Chapitre III : Résultats et Discussion
III-1 Résultats de la simulation 26
III-1-1 Colonne d’extraction liquide-liquide 26
III-1-2 Régénération de solvant 29
III-2 Influence des propriétés physico-chimiques 32
III-3 Aspect technico-économique 33
Conclusion générale 34
Références bibliographique 35

IV
Liste des Figures
Figure I-1 Nombre de publications par an portant sur les liquides ioniques 4
Figure I-2 Les cations les plus utilisés 5
Figure I-3 Les anions les plus utilisés 6
Figure I-4 Diverses applications des liquides ioniques 10
Figure II-1 Les structures des hydrocarbures aromatiques 11
Figure II-2 Schéma générale du procédé d’extraction des aromatiques 14
Figure II-3 Structures des solvants ordinaires 16
Figure II-4 Schéma technologique de procédé d’extraction des aromatique par les
solvants ordinaires conçu par ASPEN HYSYS 7.1. 20
Figure II-5 Structure de liquide ionique [BMIM][SCN] 21
Figure II-6 Introduire de [BMIM][SCN] dans la base de données de Hysys 22
Figure II-7 Caractérisation de structure de liquide ionique [BMIM][SCN] 23
Figure II-8 Schéma technologique de l’extraction des aromatiques par
[BMIM][SCN] conçu par Aspen Hysys 7.1. 25
Figure III-1 Les valeurs des sélectivités S benzène/heptane des solvants étudiés 26
Figure III-2 Sélectivités Sbenzène/heptane en fonction de coefficient de distribution
Dbenzène 26
Figure III-3-a Courbe triangulaire de système heptane (A) + benzène (B) + Sulfolane
(C) 27
Figure III-3-b Courbe triangulaire de système heptane (A) + benzène (B) + DEG (C) 27
Figure III-3-c Courbe triangulaire de système heptane (A) + benzène (B) + DMSO
(C) 27
Figure III-3-d Courbe triangulaire de système heptane (A) + benzène (B) +
[BMIM][SCN] (C) 27
V
Liste des Tableaux
Tableau II-1 Propriétés physico-chimiques des produits aromatiques 12
Tableau II-2 Propriétés physico-chimiques des solvants ordinaires 16
Tableau II-3 Informations toxicologiques des solvants ordinaires 17
Tableau III-4 les conditions opératoire des procédés d’extraction des aromatique à
l’échelle industriel 19
Tableau III-5 Les données des procédés d’extraction des aromatiques par les
solvants organiques 19
Tableau II-6 Les principaux propriétés physico-chimiques de liquide ionique
[BMIM][SCN] 21
Tableau II-7 Paramètres UNIQUAC pour le système ternaire {benzène + n heptane
+ [BMIM][SCN]} 23
Tableau II-8 Les conditions opératoires de la colonne d’extraction des aromatiques
par [BMIM][SCN] 24
Tableau II-9 Les données de procédé pour l’extraction des aromatiques par
[BMIM][SCN] 24
Tableau III-1 Résultats de la colonne d’extraction (T-100) pour les différents
procédés étudiés 28
Tableau III-2 Résultats de la première colonne de distillation (T-102) pour les
procédés par les solvants organiques 30
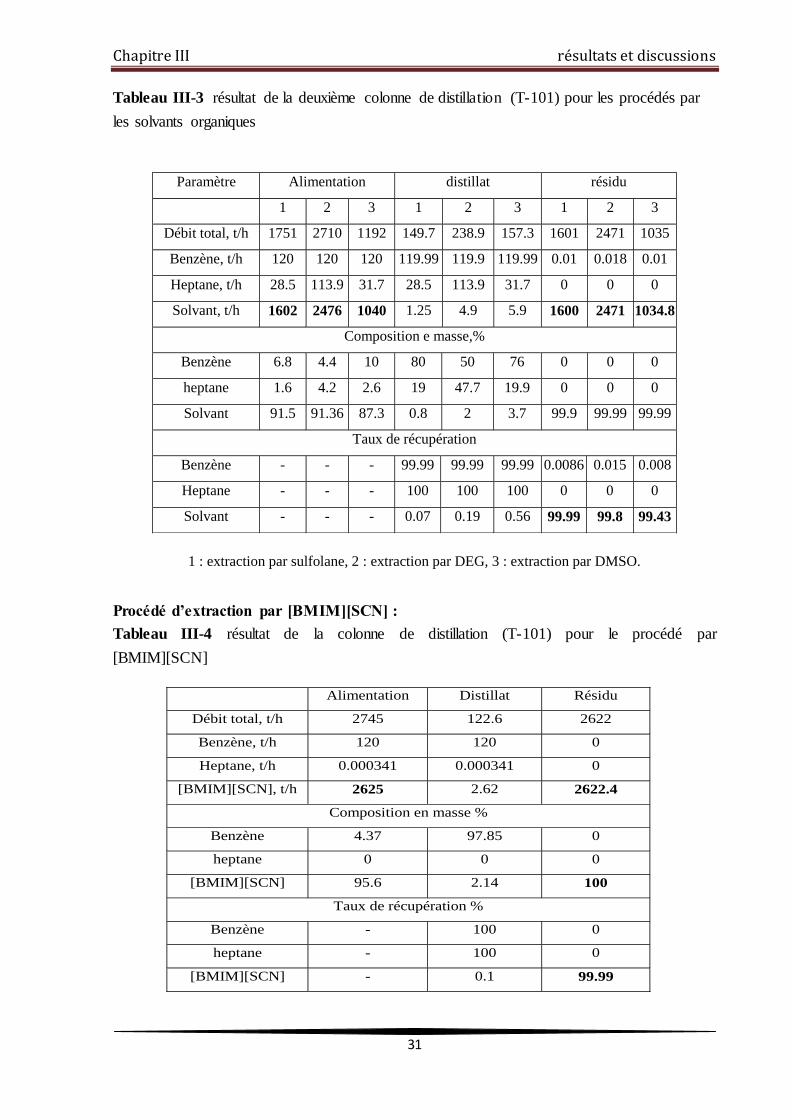
Tableau III-3 Résultat de la deuxième colonne de distillation (T-101) pour les
procédés par les solvants organiques 31
Tableau III-4 Résultat de la colonne de distillation (T-101) pour le procédé par
[BMIM][SCN] 31
Tableau III-5 Comparaison des propriétés physico-chimiques des solvants étudiés 32
Tableau III-6 Critères technico-économique des procédés étudiés 33
Introduction générale
1
Introduction générale
La protection de l’environnement est devenue une des questions majeures du
XXIème siècle. L’industrie chimique tente de réduire son impact environnemental en
employant des procédés industriels rénovés, plus soucieux de l’écologie au sens large
mais assurant malgré tout les hauts rendements aux quels nous sommes habitués.
Dans cette optique, l’un des principaux axes de recherche concerne la substitution des
supports chimiques actuels, notamment les solvants organiques volatils. Car ces
derniers possèdent des inconvénients relatifs à leurs impacts sur l’environnement,
notamment la toxicité, l’inflammabilité et la volatilité.
Le pétrole est un mélange de différents produits hydrocarbonés. Il contient des
composés aromatiques qui se trouvent essentiellement après distillation dans le
naphta. Les hydrocarbures aromatiques sont utilisés dans des différentes branches de
l’industrie, d’où la nécessité de les valoriser pour leur utilisation en synthèse
pétrochimique. Cette extraction concerne essentiellement le benzène, le toluène, et les
trois isomères de xylènes. Ces composés sont utilisés comme matières premières pour
la synthèse des polyamides, polyesters, pour la fabrication des fibres artificielles et
aussi dans la production des solvants.
Pour extraire ces aromatiques aux paraffines et aux naphtènes, l’extraction par solvant
s’avère être la technique de séparation la mieux appropriée. Elle a l’avantage de
délivrer un raffinat riche en paraffines et en naphtènes et un extrait riche en
aromatiques.
Les glycols et les dérivés oxygénés de molécules soufrés sont des solvants
largement utilisés dans les procédés de raffinage pour extraire les composés
aromatiques et pourraient à moyen terme être substitués par une nouvelle génération
de solvants, moins toxiques, moins inflammables et moins polluants.
On entend beaucoup le terme de " chimie verte " qui définit une chimie plus
respectueuse de l’environnement que la chimie " traditionnelle " qui emploie des
Composés Organiques Volatils (COV) comme solvants. Les solvants utilisés en
remplacement des solvants classiques doivent être moins polluants, moins volatils,
facilement récupérables et présenter le moins de danger possible pour les utilisateurs,
tout en étant aussi efficaces que les solvants organiques, pour correspondre au concept
de chimie verte. En effectuant des recherches pour trouver le solvant idéal, les
chimistes ont découvert une nouvelle classe de solvants : les liquides ioniques.
Introduction générale
2
L’objectif de ce travail consiste à faire une simulation de procédé d’extraction
des aromatiques par différents solvants organiques ordinaire, ensuite par un solvant
vert type liquide ionique dans le but de comparer l’efficacité des solvants utilisés.
Cette étude est faite par le moyen de simulateur Aspen Hysys 7.1. La séparation de
benzène à partir de leur mélange avec le n-heptane a été choisie comme modèle de
séparation dans ce travail.
Donc avant de procéder à tout cela on se pose les questions :
que savons-nous sur les liquides ioniques ?
sont- ils adaptables à nos extractions qui font intervenir des solvants ?
peuvent-ils remplacer les solvants organiques classiques ?
Pour apporter des réponses à ses questions, le présent travail est repartit
comme suit :
Nous présenterons tout d’abord dans le premier chapitre une étude
bibliographique.
Le second chapitre est destiné pour la simulation des procédés étudiés.
Le troisième chapitre se porte sur les résultats et discussion puis on le termine
avec une conclusion générale.

Chapitre I Etude bibliographique « Les liquides ioniques »
3
I-1-Introduction :
Les Liquides Ioniques [LIs] sont connus sous différentes appellations : " room
température molten salts", " ionic fluids" ou encore " liquid organic salts". Une question se
pose alors : forment- ils une nouvelle classe de matériaux, ou s'agit- il d'une nouvelle
nomenclature pour illustrer ce que l'on appelait traditionnellement les sels fondus ? Dans ce
chapitre, cette question est abordée avec un aperçu sur l'historique de ces liquides. Leurs
propriétés uniques révélées par des études fondamentales ont attire l'attention non seulement
des chercheurs mais également des industriels. Rapidement, ces nouveaux matériaux sont
devenus incontournables dans des applications visant l'énergie et l'environnement.
I-2-Généralité sur les liquides ioniques :
I-2-1-Définition:
Les liquides ioniques sont des composés totalement ioniques qui possèdent un point de
fusion inferieur à 100°C. Dans le cas idéal, les liquides ioniques possèdent une tension de
vapeur très faible voire non mesurable, cette nature non volatile offre un avantage certain pour
la séparation des produits par distillation et évite l’exposition aux vapeurs non contrôlées. Ils
ont une stabilité thermique élevée et sont relativement peu coûteux et faciles à synthétiser. Ils
offrent une forte solvatation car c’est un milieu non coordinant dans lequel un certain nombre
de solutés organiques et inorganiques peuvent être dissous. L’ensemble de ces propriétés en
font des milieux de choix pour le développement de la chimie verte [François, 2006].
I-2-2-Historique:
Les LIs ne sont pas des matériaux très récents, le premier sel obéissant à la définition
date déjà du 19 ème siècle. Il a été détecté lors d’une réaction Friedel-Crafts et nommé ‘red
oil’.par contre le premier LI officiellement a appelé liquide ionique à température ambiante
[RTIL] fut le nitrate d’éthylammonium [EtNH3] + [NO3]- [Walden, 1914] dont la température
de fusion est de 12°C. En 1914 durant la première guerre mondiale, en cherchant de nouveaux
explosifs.
En 1951, ont mis au point la première synthèse des liquides ioniques à base d’anions
choloraluminate dans le développement d’éléctrodépot de l’aluminium à basse température.
Durant les années 1970 et 1980, les liquides ioniques ont été utilises principalement dans le
Chapitre I Etude bibliographique « Les liquides ioniques »
4
domaine de l’électrochimie. Au milieu des années 1980, ce nouveau type de composés a été
mis en œuvre comme solvant pour des synthèses organiques. Depuis les années 1990 et
jusqu’a maintenant, les liquides ioniques ont connu un réel engouement de la part de
nombreux chercheurs, dans les domaines de l’électrochimie, de la synthèse organique et de la
catalyse et plus récemment, dans le domaine des sciences séparatives :
L’extraction liquide – liquide, la chromatographie en phase gazeuse et en phase liquide et
l’électrophorèse capillaire [Aoun, 2010].
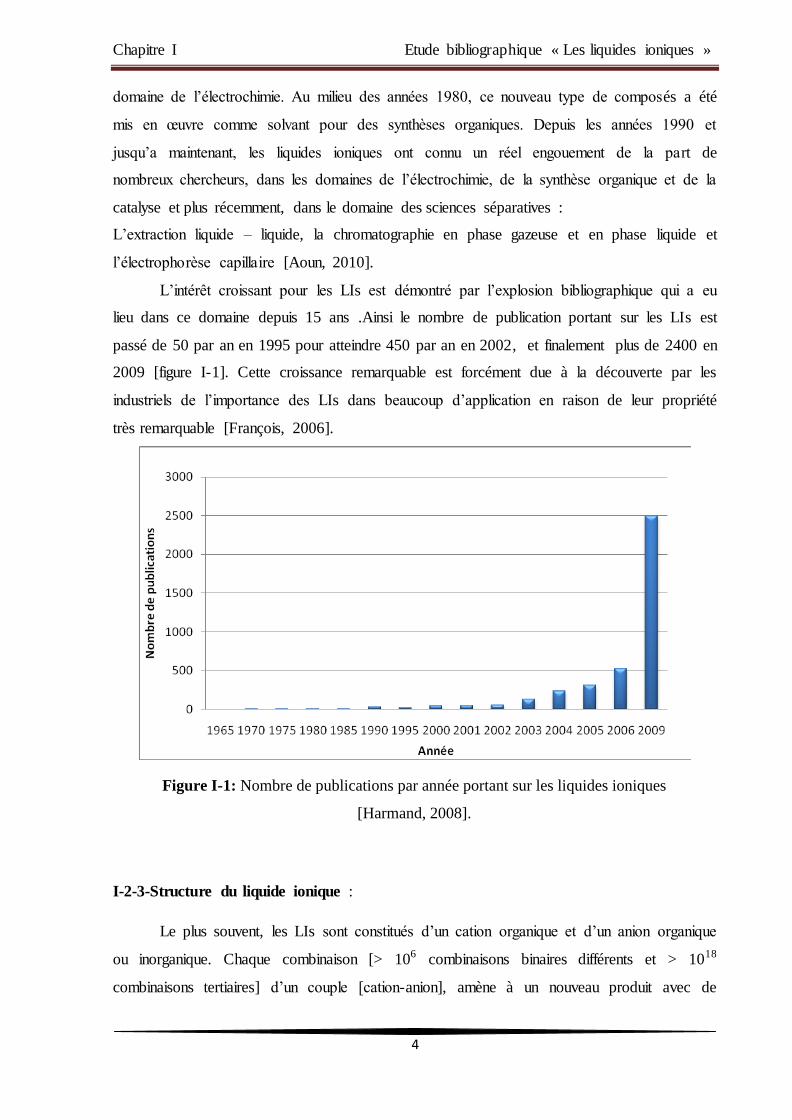
L’intérêt croissant pour les LIs est démontré par l’explosion bibliographique qui a eu
lieu dans ce domaine depuis 15 ans .Ainsi le nombre de publication portant sur les LIs est
passé de 50 par an en 1995 pour atteindre 450 par an en 2002, et finalement plus de 2400 en
2009 [figure I-1]. Cette croissance remarquable est forcément due à la découverte par les
industriels de l’importance des LIs dans beaucoup d’application en raison de leur propriété
très remarquable [François, 2006].
Figure I-1: Nombre de publications par année portant sur les liquides ioniques
[Harmand, 2008].
I-2-3-Structure du liquide ionique :
Le plus souvent, les LIs sont constitués d’un cation organique et d’un anion organique
ou inorganique. Chaque combinaison [> 106 combinaisons binaires différents et > 1018
combinaisons tertiaires] d’un couple [cation-anion], amène à un nouveau produit avec de

Chapitre I Etude bibliographique « Les liquides ioniques »
5
nouvelles propriétés et applications [Aoun, 2010]. Les liquides ioniques sont, uniquement
composés d’espèces ioniques. Il existe une multitude de cations et d’anions pouvant composer
un Liquide Ionique ; les combinaisons cation/anion sont donc infinies !
Néanmoins il est possible de tirer quelques règles générales :
les cations sont dans la plupart des cas gros et encombrants, et composés d’au moins
un hétéroatome [comme l’azote, le phosphore ou encore le soufre].
Les anions mis en œuvre peuvent être inorganiques ou organiques.
Nous avons essayé de regrouper les cations et les anions les plus employés pour synthétiser
des Liquides Ioniques, [figure I-2 et I-3] [Harmand, 2008]:
Figure I-2 : cations les plus utilisés [Aoun, 2010].
I-2-4-Nomenclature des liquides ioniques :
La nomenclature des liquides ioniques varie énormément en fonction des
communautés auxquels les articles s’adressent. Par exemple pour 1-butyl-3
méthylimmidazolium thyocinate on trouve l’abréviation : [BMIM] [SCN], d’autres utilisent
le nombre de carbones portés par les différentes chaines alkyles suivant ou précédant

Chapitre I Etude bibliographique « Les liquides ioniques »
6
l’abréviation du cœur du cation : [C4Mim] [SCN].donc il est malheureusement fréquent
d’observer plusieurs noms pour le même composé [P. Dunod, 2010].
Figure I-3 : les anions les plus utilisés [F.J.Hernnandez et al., 2010].
I-3 Propriétés physico-chimiques des liquides ioniques :
Les LIs se sont récemment ajoutés à la gamme des composés potentiellement
utilisables en tant que solvants de réaction et présentent un grand intérêt du fait de leurs
propriétés physico-chimiques particulières. En effet, les LIs présentent des avantages évidents
d'un point de vue d'ingénierie de procédés, en raison d’une grande plage de stabilité thermique
et chimique, d’une conductivité élevée de la chaleur et d’une faible tension de vapeur.
Certains LIs sont complètement non-volatils jusqu'à leurs températures de décomposition
[typiquement au-dessus de 300°C].
LIs présentent ainsi un risque considérablement réduit de décharge accidentelle de
vapeurs dans l'atmosphère. De plus, la possibilité d’ajuster leurs caractéristiques physico-
chimiques par variation de la nature de l’anion ou du cation ou en modifiant les substituants
portés par le cation du LI est un atout majeur. Il faut aussi mentionner que les LIs sont
capables de dissoudre un grand nombre de composés organiques ou inorganiques [Gutel,
2007].
Chapitre I Etude bibliographique « Les liquides ioniques »
7
I-3-1 Le point de fusion:
Le critère clé pour l’évaluation d’un liquide ionique est, par définition, son point de
fusion. Un sel fondu est défini liquide ionique lorsque son point de fusion est inférieur à
100°C. Et des températures de décomposition élevées [350-400°C], La température de fusion
des LIs dépend de la nature du cation mais surtout de celle de l’anion. Plus l’anion est
volumineux, plus le point de fusion du LI est bas. De même, les cations encombrés et portant
des substituant dissymétriques conduisent à des LI à plus bas point de fusion [Gutel, 2007].
I-3-2 Domaine liquide et Surfusion :
Ils sont liquides sur une large gamme de températures ; l’écart entre le point de fusion
et le point d’ébullition du liquide ionique est en général très grand ce qui fait d’eux des
composés non-volatils ou possédant une pression de vapeur saturante très faible. Ils auront
ainsi un impact moindre que les solvants organiques volatils sur l’environnement mais aussi
sur la santé des utilisateurs puisque, en théorie, ces derniers ne pourront pas en respirer les
vapeurs. De plus puisqu’ils sont stables thermiquement et chimiquement, les risques
d’explosion et/ou d’incendie sont faibles [Harmand, 2008].
I-3-3 La densité et la viscosité :
Les LIs sont en général denses et visqueux. Ils ont une viscosité qui peut atteindre dix
fois celle des solvants organiques ordinaires, elle peut varier de 30 jusqu’à 1000 cP. La
viscosité des LIs peut également changer avec la composition moléculaire de l’anion, ainsi
qu’elle augmente quasi-linéairement avec la langueur de la chaine alkyle du cation.
La densité des LIs est aussi fonction de la nature de l’anion. Elle est aussi une fonction
décroissante de la langueur de la chaine alkyle portée par le cation, comme par exemple pour
l’imidazole, La densité des LIs est aussi une fonction décroissante de la température [Aoun,
2010].
I-3-4-Stabilité thermique :
La température maximale d’utilisation des LIs est fixée par sa température de
décomposition. Généralement, les cations imidazolium ont des températures de
décomposition supérieures à celles des cations ammonium, permettant leur utilisation à des
Chapitre I Etude bibliographique « Les liquides ioniques »
8
températures supérieures à 250°C et dans certains cas supérieures à 400°C. La stabilité
thermique pour un liquide ionique constitué d’un cation imidazolium dépend essentiellement
de la structure de l’anion [Revelli, 2010].
I-3-5-Toxicité et dangerosité :
La toxicité des LIs est pour l’instant mal connue bien que, récemment, des études ont
été entreprises afin d’en évaluer les propriétés toxicologiques. La toxicité des LIs constitués
du cation alkylimidazolium augmente avec une augmentation de la longueur de la chaîne
alkyle. L’introduction d’une chaîne polaire réduit leur toxicité et augmente leur
biodégradabilité. Les cations pyridinium semblent être plus respectueux de l’environnement
que les cations imidazolium. L’anion a un effet moins important sur la toxicité, cependant les
LIs constitués de l’anion Tf2N− ont un impact toxicologique sur l’environnement [JOBIN,
2006].
I-3-6-Volatilité :
Les liquides ioniques sont des solvants dont la pression de vapeur saturante est
négligeable à température ambiante. Cela permet de les recycler facilement en distillant les
autres produits directement à partir du mélange. Cependant cette pression de vapeur saturante
est négligeable, et non nulle. Ainsi, dans certains cas précis, il est possible de séparer des
liquides ioniques par distillation fractionnée à très faible pression et très haute température.
Ces cas sont extrêmement rares et la majorité des liquides ioniques se dégradent au chauffage
avant de pouvoir être distillé [P. Dunod, 2010].
I-4-Les diverses applications des liquides ioniques :
Les LIs sont devenus largement utilisés dans des domaines allant de l'industrie
chimique à l'alimentaire. Citons leurs rôles comme solvants dans des catalyses variées
[Dyson et al.,2007], dans le domaine d’électrochimie comme un électrolyte dans les batteries
[Tsoda et al.,2007], comme solvant dans les procédés de polymérisation, et comme matériaux
pour dissoudre les pulpes de banane gelées aussi dans la technologie des bioénergies et les
biocatalyses [G.Quijano et al., 2010], ils sont aussi attractif pour des processus gazeux

Chapitre I Etude bibliographique « Les liquides ioniques »
9
[capture de gaz CO2] [K.Sumon et al, 2011]. La figure I-4 représente les diverses applications
des LIs.
I-5 -Applications dans le domaine des procédés de séparation :
Les liquides ioniques [Ils] jouent un rôle de plus en plus important dans la science de
séparation comme des alternatifs solvants. Dans ce compte, [application de Ils dans tous les
domaines de séparation comprenant l'extraction liquide-liquide, la distillation extractive, etc.]
[A.Periero et al.,2009]
I-6- Conclusion
Les LIs sont des liquides formés généralement par un cation organique volumineux et
un anion organique ou inorganique et ayant une température de fusion inférieure à 100°C
malgré tout les LIs présentent des avantages:
Un point de fusion variable en fonction des ions choisis.
Une viscosité modulable [similaire à l’huile d’olive].
Une grande stabilité thermique.
Une grande stabilité chimique.
Une faible pression de vapeur saturante.
Une solubilité adaptable.
Ces Propriétés ont éveille un grand intérêt du à leurs applications Potentielles dans des
nombreux domaines industriels. Parmi ces applications, les procédés des séparations sont au
cœur de l’industrie chimique tel que la distillation extractive et l’extraction liquide-liquide.

Chapitre I Etude bibliographique « Les liquides ioniques »
10
Figure I-4 : diverses applications des liquides ioniques [Revelli, 2010].
Chapitre II Simulation d’unité d’extraction des aromatiques
11
II-1-Introduction :
La croissance rapide de la production des hydrocarbures aromatiques, benzène,
toluène et xylènes BTX, d'origine pétrolière est due au large marché de ces grands
intermédiaires et à l'existence des procédés du reforming et de pyrolyse des essences qui
rendent disponibles des quantités importantes de coupes riches en aromatiques.
Dans ce chapitre on soulève deux grandes parties, la première présente une vision générale sur
les hydrocarbures aromatiques. D’autre part on va focaliser sur l’extraction liquide-liquide par
solvant sélectif comme une technique de séparation. Le choix du solvant le mieux adapté est
fait à partir de plusieurs critères. La deuxième partie consiste à faire une simulation
(conception et exécution) du procédé d’extraction liquide-liquide des aromatique par
différents solvants organiques ordinaires, ensuite par un solvant vert type liquide ionique dans
le but de comparer l’efficacité des solvants utilisés. Cette partie se fait par le simulateur
ASPEN HYSYS 7.1.
II-2-Procédés d’obtention des hydrocarbures aromatiques :
II-2-1 Généralités sur les hydrocarbures aromatiques :
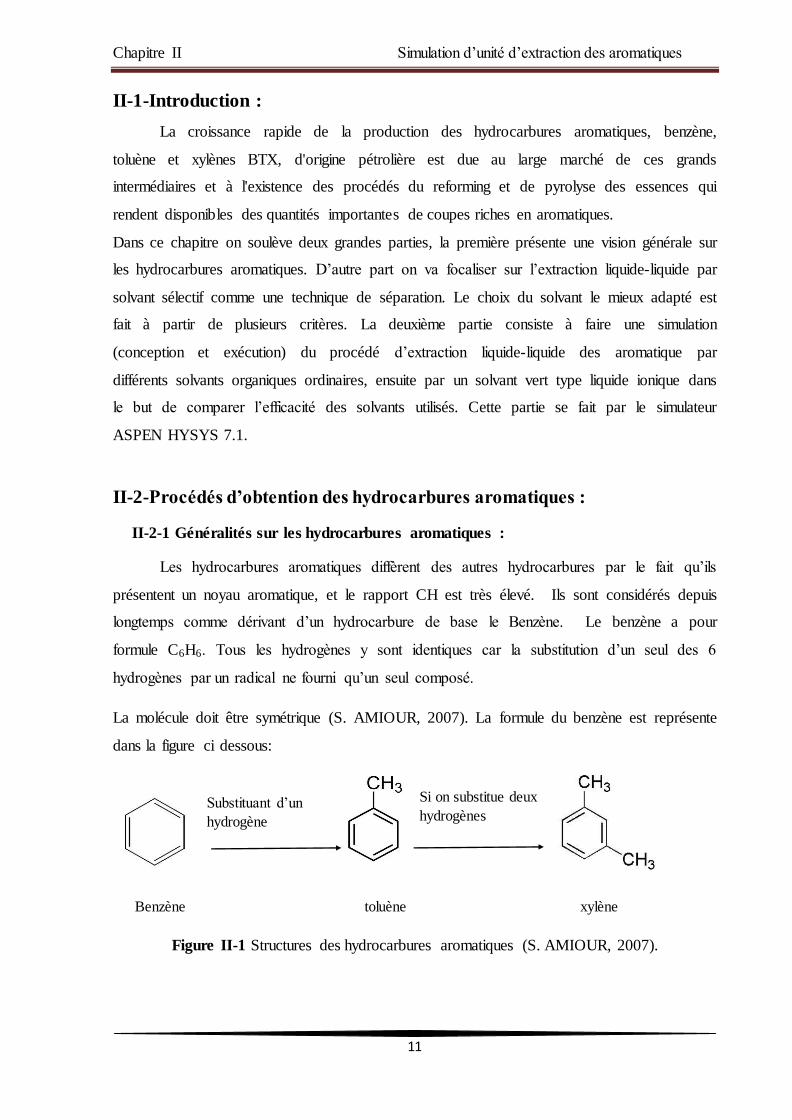
Les hydrocarbures aromatiques diffèrent des autres hydrocarbures par le fait qu’ils
présentent un noyau aromatique, et le rapport CH est très élevé. Ils sont considérés depuis
longtemps comme dérivant d’un hydrocarbure de base le Benzène. Le benzène a pour
formule C6H6. Tous les hydrogènes y sont identiques car la substitution d’un seul des 6
hydrogènes par un radical ne fourni qu’un seul composé.
La molécule doit être symétrique (S. AMIOUR, 2007). La formule du benzène est représente
dans la figure ci dessous:
Benzène toluène xylène
Figure II-1 Structures des hydrocarbures aromatiques (S. AMIOUR, 2007).
Substituant d’un
hydrogène
Si on substitue deux
hydrogènes

Chapitre II Simulation d’unité d’extraction des aromatiques
12
II-2-2- Propriétés physico-chimiques des hydrocarbures aromatiques:
Les benzéniques ont tous une odeur, d’où le nom d’aromatiques. A 20 °C et à la
pression atmosphérique, les premiers benzéniques sont liquides tandis que le naphtalène est
solide. Le benzène, toluène et xylène sont d’excellents solvants, des liquides incolores
d’odeur aromatique, mais insolubles dans l’eau et de densité inférieure à celle de l’eau.
Cependant, ils peuvent contaminer l’eau plus que les paraffines à cause de leur toxicité. Les
propriétés physiques des BTX sont énumérées dans le tableau suivant :
Tableau II-1 Propriétés physico-chimiques des produits aromatiques (S. AMIOUR, 2007)
Benzène Toluène Paraxylène Metaxylène orthoxylène
M g/mol 78.1 92.1 106.2 106.2 106.2
Densité 0.8787 0.8669 0.8611 0.8642 0.8802
Tb °C 80.1 110.6 138.3 139.1 144.4
Tf °C 5.5 -59.4 13.3 -47.9 -25.2
II-2-3- Sources des hydrocarbures aromatiques :
Plus de 90% des BTX produits dans le monde proviennent des unités de conversion de
coupes pétrolières et principalement du reformage catalytique et du vapocraquage du naphta
(D. ZOUGAB, 2007).
II-2-4- Différents procédés de séparation des aromatiques :
Plusieurs procédés pour la séparation des composés aromatiques ont été développés :
L’extraction liquide-liquide pour le contenu aromatique de 20 à 65 % en masse, la distillation
extractive pour 65 à 90 % en masse et la distillation azéotropique pour plus de 90 % en masse
(Ana B. Pereiro et al, 2010).
II-2-4-1- Distillation azéotropique :
Le principe de la distillation azéotropique consiste à ajouter à la coupe considérée un
solvant qui formera un azéotrope avec un ou plusieurs des produits à séparer. Ce solvant porte
le nom d’entraineur. Cette technique peut être appliquée à la récupération du benzène dans
une coupe C6, riche en benzène, ou du toluène dans une coupe C7. Le solvant utilisé est un
solvant polaire de bas point d’ébullition, un alcool par exemple, qui forme un azéotrope avec
les hydrocarbures non aromatiques (R. Perrin & J.P SHARFF, 1993).
Chapitre II Simulation d’unité d’extraction des aromatiques
13
II-2-4-2- Distillation extractive :
Le principe de la distillation extractive consiste à ajouter à un mélange non séparable
directement par distillation un solvant qui, par interaction sélective avec un des composants
du mélange, va modifier la volatilité relative des constituants et va permettre d’isoler avec une
pureté satisfaisante le produit recherché. Ainsi les composé A et B de points d’ébullition très
proches, donc non séparables par distillation, peuvent être mis en contact avec un solvant S. si
ce dernier complexe sélectivement le composé A, il va élever le point d’ébullition de A qui se
trouve sous la forme AS et ainsi donner la possibilité de le séparer de B non complexé (R.
Perrin & J.P SHARFF, 1993).
II-2-4-3- Extraction liquide-liquide :
Pour réaliser la séparation de totalité des hydrocarbures aromatiques contenus dans
une essence on met en œuvre la technique de l’extraction liquide- liquide qui consiste à utilisé
un solvant sélectif des hydrocarbures aromatiques permettant le partage en deux phases, la
phase solvant contenant les aromatiques et la phase hydrocarbures saturés (R.Perrin, J.P
SHARFF, 1993).
II-2-5- Choix de procédé de séparation :
L’extraction des BTX s’est développée à partir des années 1950. A cette époque en
effet, la demande croissante en benzène et xylènes, matières premières pour la synthèse de
polyamides et polyesters tirés jusque- là des essences de distillation de la houille, suscite un
retour croissant aux aromatique d’origine pétrolière. Pour purifier ces aromatiques qui se
trouvent en mélange avec des paraffines et des naphtènes, la dist illation est impuissante, du
fait de la proximité des températures d’ébullition des constituants et de la présence
d’azéotropes. C’est l’extraction liquide- liquide par solvant qui s’avère être la technique de
séparation la mieux adaptée et la plus économique (J. WAQUIER, 1993).

Chapitre II Simulation d’unité d’extraction des aromatiques
14
II-3-Description du procédé d’extraction des hydrocarbures aromatiques
par solvant sélectif :
II-3-1 Schéma générale du procédé d’extraction des aromatiques par solvant :
Un procédé industriel d’extraction des aromatiques BTX est un procédé à
fonctionnement continu. Il comporte un ensemble d’opérations qui ont été représentées
schématiquement dans la figure II-2. On peut distinguer trois opérations principales :
L’extraction proprement dite : a pour fonction d’assurer le rendement du procédé, c’est-à-
dire de délivrer un raffinat pratiquement exempt d’aromatique. C’est une extraction à
contre-courant simple de la charge et du solvant.
La purification des aromatiques : a pour fonction d’amener les aromatiques à leurs
spécifications finales de pureté en hydrocarbures non-aromatiques.
La régénération du solvant ou séparation BTX/solvant : est l’opération qui sépare les
aromatiques du solvant. Elle est consiste généralement en une distillation simple ou un
stripping.
Et trois opérations annexes ;
Le lavage de raffinat.
La séparation du solvant de l’eau de lavage.
La purification du solvant.
Figure II-2 schéma générale du procédé d’extraction des aromatiques (J. WAQUIER, 1993).
Purification
des BTX
Lavage à l’eau
de raffinat
Séparation
BTX
Séparation
solvant/eau
Purification
du solvant
Séparation
BTX/solvant
Solvant recyclé
Extrait
brut Extrait
purifie
Charge
Solvant
Raffinat
BTX
Chapitre II Simulation d’unité d’extraction des aromatiques
15
II-3-2 Critères de choix de solvant :
Le choix de solvant le mieux adapté pour l’extraction des aromatiques est basé sur
plusieurs critères, en se basant sur différents paramètres, tels que l’efficacité de solvant, les
propriétés physico-chimiques, les propriétés technico-économiques et les propriétés
environnementales.
Efficacité de solvant :
Il doit avoir un bon coefficient de distribution généralement supérieur à 1, qui est
défini par la relation suivante (W. Meindersma et al, 2010) :
= /
(1)
: Concentration de l’espèce i dans la phase extrait.
: Concentration de l’espèce i dans la phase raffinat.
Il doit avoir une sélectivité élevée pour les composés aromatiques présents dans le mélange
(i+j), qui est définie par la relation suivante (W. Meindersma et al, 2010) :
Si/j = / (2)
Il doit avoir un bon pouvoir solvant, afin de réaliser une extraction avec un faible
volume de solvant (J. WAQUIER, 1993).
Propriétés physico-chimiques:
point d’ébullition plus élevé que celui des composants de la charge afin de permettre
sa récupération et son recyclage.
Une température de cristallisation suffisamment basse pour qu’ils puissent être mis en
œuvre sans complication d’appareillage.
une viscosité inférieure à la température d’utilisation d’extracteur pour assurer un bon
transfert de matière.
Faible tension de vapeur pour éviter un équipement haute pression.
Stabilité, soit pas de dégradation thermique et / ou chimique.
être non miscible avec les hydrocarbures saturés.
Grande densité pour assurer un différentiel de densité avec les hydrocarbures de la
charge, favorable à une décantation convenable des phases et au bon fonctionnement
des extracteurs (J.WAQUIER, 1993).
Chapitre II Simulation d’unité d’extraction des aromatiques
16
Propriétés technico-économiques :
Récupération facile, si possible par un simple flash.
Large disponibilité et cout modéré.
Non corrosif pour les métaux conventionnels de construction (J.WAQUIER, 1993).
Propriétés environnementales :
Non toxique pour l’environnement et la sécurité (J.WAQUIER, 1993).
Non polluant.
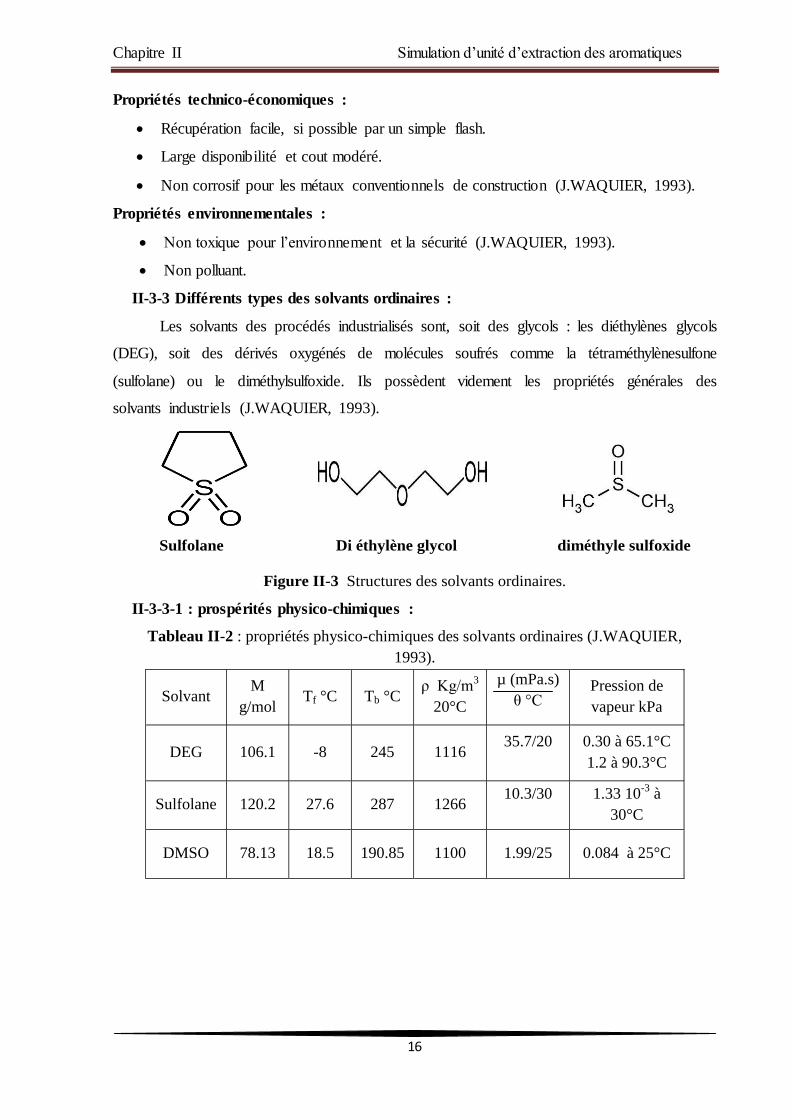
II-3-3 Différents types des solvants ordinaires :
Les solvants des procédés industrialisés sont, soit des glycols : les diéthylènes glycols
(DEG), soit des dérivés oxygénés de molécules soufrés comme la tétraméthylènesulfone
(sulfolane) ou le diméthylsulfoxide. Ils possèdent videment les propriétés générales des
solvants industriels (J.WAQUIER, 1993).
Sulfolane Di éthylène glycol diméthyle sulfoxide
Figure II-3 Structures des solvants ordinaires.
II-3-3-1 : prospérités physico-chimiques :
Tableau II-2 : propriétés physico-chimiques des solvants ordinaires (J.WAQUIER,
1993).
Solvant M
g/mol Tf °C Tb °C
ρ Kg/m3
20°C
µ (mPa.s)
θ °C Pression de
vapeur kPa
DEG 106.1 -8 245 1116 35.7/20
0.30 à 65.1°C
1.2 à 90.3°C
Sulfolane 120.2 27.6 287 1266 10.3/30
1.33 10-3
à
30°C
DMSO 78.13 18.5 190.85 1100 1.99/25 0.084 à 25°C

Chapitre II Simulation d’unité d’extraction des aromatiques
17
II-3-3-2: Propriétés environnementales :
Informations toxicologique :
Tableau II-3 : informations toxicologiques des solvants ordinaires (C. BOUST & A.
MARDISOSSIAN, 20011)
Solvant
Toxicité aigue LD50
mg/kg Indication
des risques
Valeurs
limites
d’exposition
sur 8h en ppm
Cancérogénèse
(Orale) (Peau)
DEG 19530
Pas irritant
pour la
peau
R22, S2,
S46 52 Négative résultat
Sulfolane 1941 4009 R22 0.37 Négative résultat
DMSO 28000 50000 R36, 37,38 50 Négative résultat
R36/37/38 : Irritant pour les yeux, les voies respiratoires et la peau.
R22 : Nocif en cas d’ingestion.
S46 : En cas d’ingestion, consulter immédiatement un médecin et lui montrer
l’emballage ou l’étiquette.
Informations écologiques :
Les solvants organiques cités sont tous des composés organiques volatils (COV). Leur
vaporisation dans l’atmosphère contribue à la production d’ozone dans la troposphère par
réaction photochimique, augmentant ainsi les risques, en particulier pour les personnes
asthmatiques ou souffrant d’insuffisance respiratoire.
Le rejet de ces solvants directement dans le milieu naturel peut contribuer sensiblement à la
détérioration de la faune et la flore peuplant les fleuves et les rivières (C.BOUST,
A.MARDISOSSIAN, 20011).
II-4 simulation d’un procédé d’extraction des aromatique par solvant
ordinaire :
II-4-1 méthodologie générale :
Ce partie consiste à simuler un procédé d’extraction des aromatiques par les solvants
ordinaires présentés précédemment à l’échelle industrielle. En employant sur un logiciel de
simulation le plus connu dans le domaine d’engineering, qui est ASPEN HYSYS 7.1.
Chapitre II Simulation d’unité d’extraction des aromatiques
18
II-4-1-1 Les étapes de simulation :
Choix de système de séparation :
L’extraction de benzène de mélange benzène/heptane par les solvants ordinaires a été choisis
comme un model pour la séparation aromatique/aliphatique.
Choix de model thermodynamique :
Les données des paramètres d’interaction pour le système heptane + benzène + solvant ont
été estimés en choisissant le model thermodynamique NRTL (Non Random Two Liquid),
car il est le model le plus convenable pour la simulation des procédés d’extractio n liquide-
liquide.
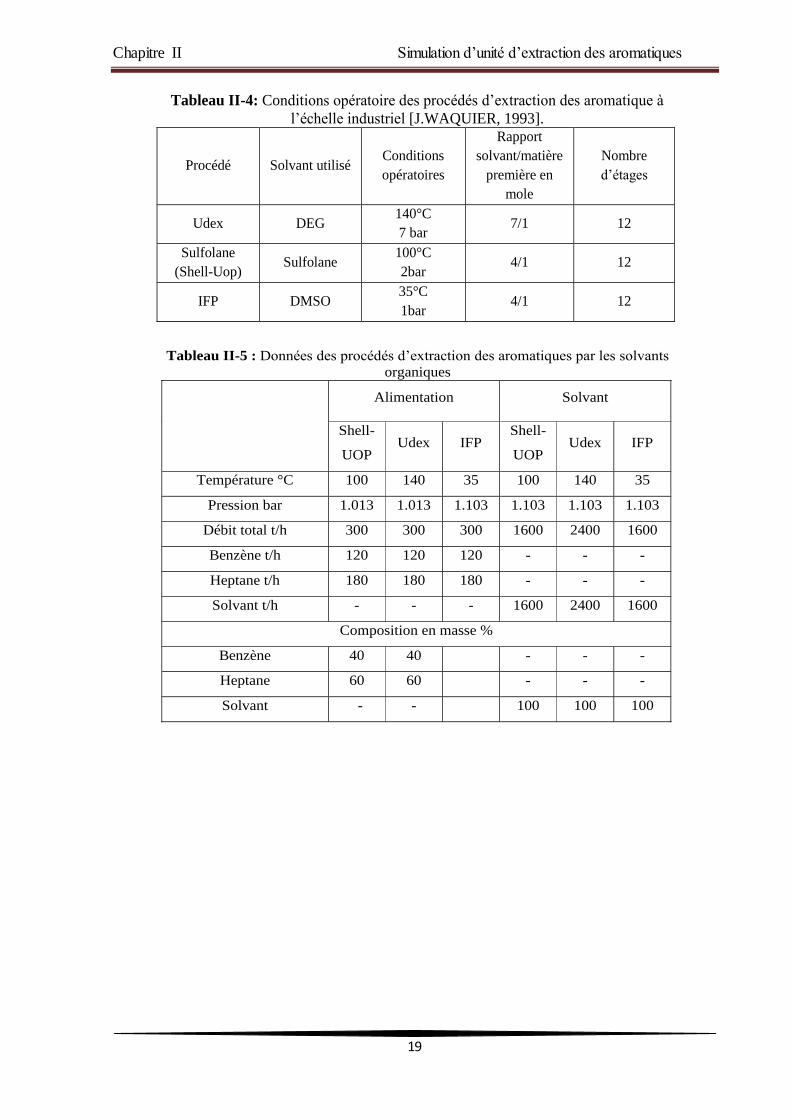
Les conditions opératoires :
Les conditions d’utilisation moyennes des solvants ordinaires étudiés dans l’extracteur sont
déterminées selon les procédés industriels existants (voire tableau II – 4 et tableau II-5).
Conception et description du procédé :
Le mélange d’alimentation est envoyé vers la tour d’extraction liquide- liquide (T-
100), ou les hydrocarbures aromatiques dissous sélectivement avec le solvant. La phase
raffinat riche en hydrocarbures non aromatiques sort en haut de la colonne et envoyer vers la
tour de lavage avec l’eau (T-102) pour le but de récupérer la petit quantité de solvant qui
introduit dans la phase raffinat. Le mélange eau-solvant envoyé vers le stripper (T-103) pour
les sépares. Les aliphatiques sort en haut de la tour de lavage et envoyer vers le stockage. La
phase extrait riche en solvant quitte la tour d’extraction avec des traces des aliphatiques et une
grande quantité des aromatiques, ces derniers sont envoyés vers le stripper (T-101) pour
assurer une bonne séparation solvant/aromatique, le solvant pur quitte le stripper (T-101) en
bas et recyclé vers la tour d’extraction et les aromatiques sort comme distillat avec grande
pureté.
Chapitre II Simulation d’unité d’extraction des aromatiques
19
Tableau II-4: Conditions opératoire des procédés d’extraction des aromatique à
l’échelle industriel [J.WAQUIER, 1993].
Procédé Solvant utilisé Conditions
opératoires
Rapport
solvant/matière
première en
mole
Nombre
d’étages
Udex DEG 140°C
7 bar 7/1 12
Sulfolane
(Shell-Uop) Sulfolane
100°C
2bar 4/1 12
IFP DMSO 35°C
1bar 4/1 12
Tableau II-5 : Données des procédés d’extraction des aromatiques par les solvants
organiques
Alimentation Solvant
Shell-
UOP Udex IFP
Shell-
UOP Udex IFP
Température °C 100 140 35 100 140 35
Pression bar 1.013 1.013 1.103 1.103 1.103 1.103
Débit total t/h 300 300 300 1600 2400 1600
Benzène t/h 120 120 120 - - -
Heptane t/h 180 180 180 - - -
Solvant t/h - - - 1600 2400 1600
Composition en masse %
Benzène 40 40 - - -
Heptane 60 60 - - -
Solvant - - 100 100 100

Chapitre II Simulation d’unité d’extraction des aromatiques
20
Figure II-4 schéma technologique de procédé d’extraction des aromatique par les
solvants organiques conçu par Aspen Hysys 7.1
II-5-Simulation d’un procédé d’extraction des aromatique par solvant
liquide ionique :
L’application des liquides ioniques pour les procédés d’extraction est prometteuse car
ils représentent un nombre important des avantages qui sont entre autres :
Pression de vapeur négligeable : pas des émissions dans l’atmosphère.
Large gamme de température.
Régénération facile par évaporation ou le stripping des composés séparés.
Leurs natures non-toxiques (W.Meindersma et al, 2010).
II-5-1-Choix de liquide ionique :
Le choix du liquide ionique le mieux adapté pour une extraction liquide- liquide est
basé sur plusieurs critères ;
Premièrement, il doit être sélectif c’est-à-dire être capable de solubiliser le soluté à
extraire tout en ayant une solubilité faible pour le reste des constituants du mélange.
Chapitre II Simulation d’unité d’extraction des aromatiques
21
Il doit également être facile à synthétiser et à manipuler. Ses propriétés physiques
(point de fusion, viscosité...) doivent également être en adéquation avec le procédé
étudié.
Enfin, il doit être le moins coûteux possible (A.Revelli, 2010).
Pour répondre à ces critères, nous avons séléctinné un liquide ionique 1-butyl-3-
méthylimidazolium thiocyanate [BMIM][SCN] , qui est utilisé comme solvant pour la
séparation des aromatique à partir leurs mélange avec les hydrocarbures aliphatiques. Ce
liquide ionique, en plus de posséder des avantages innombrables, présentent aussi un niveau
acceptable de la toxicité et peut être facilement synthétisé avec un cout raisonnable (A.
Revelli, 2010).
Propriété physico-chimiques de (BMIM)(SCN) :
Figure II-5 structure de liquide ionique [BMIM][SCN].
Tableau II-6 les principaux propriétés physico-chimiques de liquide ionique [BMIM][SCN]
(C.SHEN et al., 2011).
Liquide ionique M g/mol ρ g/cm
3 à
25°C Tb °C Tf °C
µ (mPa.s)
θ °C
Pression de
vapeur
Toxicité
[BMIM][SCN] 197,30 1,067 241.15 < -20 54/25 négligeable Non toxique
II-5-2 Simulation du procédé :
Pour le but de simuler un procédé d’extraction des aromatique par solvant type liquide
ionique, un model procédé a été développé en employant sur le simulateur Aspen Hysys 7.1.
le système benzène + n-heptane + [BMIM][SCN] à été choisis comme un model de
séparation.
Chapitre II Simulation d’unité d’extraction des aromatiques
22
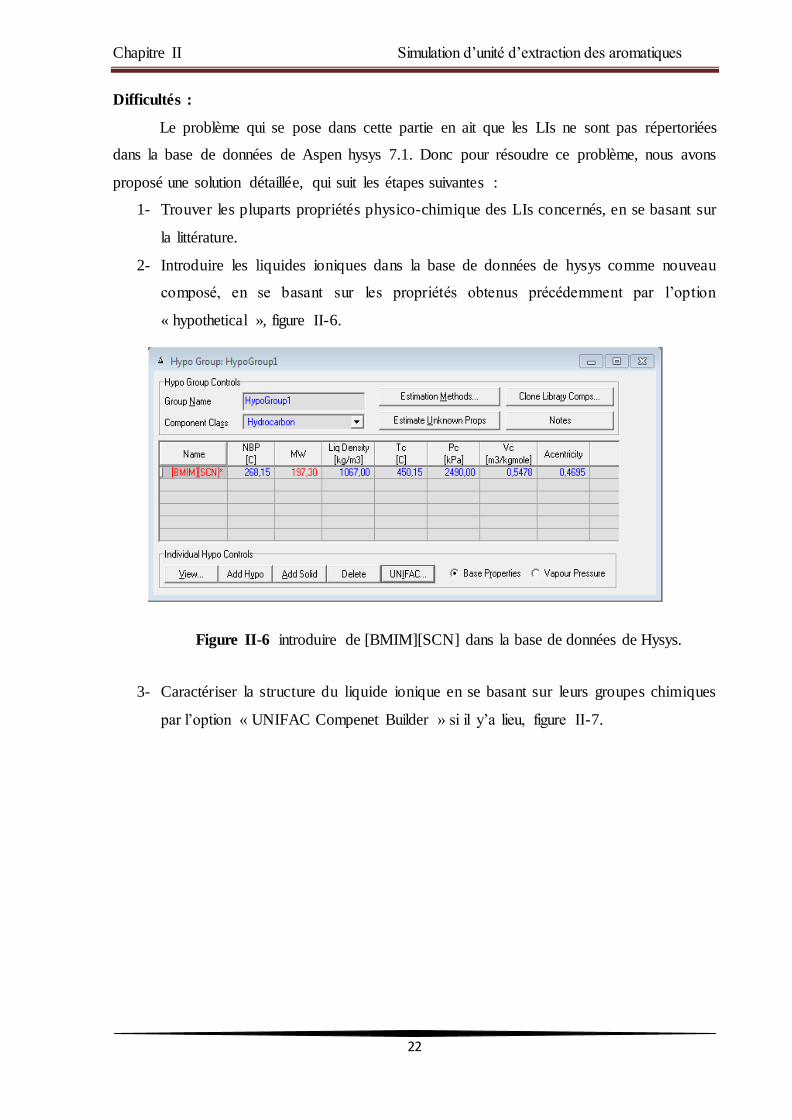
Difficultés :
Le problème qui se pose dans cette partie en ait que les LIs ne sont pas répertoriées
dans la base de données de Aspen hysys 7.1. Donc pour résoudre ce problème, nous avons
proposé une solution détaillée, qui suit les étapes suivantes :
1- Trouver les pluparts propriétés physico-chimique des LIs concernés, en se basant sur
la littérature.
2- Introduire les liquides ioniques dans la base de données de hysys comme nouveau
composé, en se basant sur les propriétés obtenus précédemment par l’option
« hypothetical », figure II-6.
Figure II-6 introduire de [BMIM][SCN] dans la base de données de Hysys.
3- Caractériser la structure du liquide ionique en se basant sur leurs groupes chimiques
par l’option « UNIFAC Compenet Builder » si il y’a lieu, figure II-7.

Chapitre II Simulation d’unité d’extraction des aromatiques
23
Figure II-7 caractérisation de structure de liquide ionique [BMIM][SCN].
4- Estimer les propriétés manquantes par l’option « Estimate unknown props ».
Une fois introduire le liquide ionique dans la base de données de hysys, une étape de
conception de procédé s’impose.
Le modèle thermodynamique :
Afin de faciliter l’utilisation des liquides ioniques pour la simulation et le
dimensionnement des procédés, les données expérimentales d’équilibre liquide-liquide ont été
corrélées à l’aide des modèles thermodynamiques UNIQUAC. Les paramètres d’interactio ns
de modèle UNIQUAC Δu ij, Δu ji sont présentés dans le tableau suivant :
Tableau II-7 Paramètres UNIQUAC pour le système ternaire {benzène + n heptane +
(BMIM)(SCN)} (A.Revelli, 2010).
Système ternaire ij Δu ij Δuji
Benzène (1) + n-heptane (2)
+ [BMIM][SCN] (3)
12 -534 1215
13 1119 68
23 7053 478
Δu ij : est un paramètre ajustable représentant l’énergie d’interaction entre les espèces i et j
Les conditions opératoires :
Les conditions opératoires de la colonne d’extraction sont présentées dans les tableaux ci-
dessous :
Chapitre II Simulation d’unité d’extraction des aromatiques
24
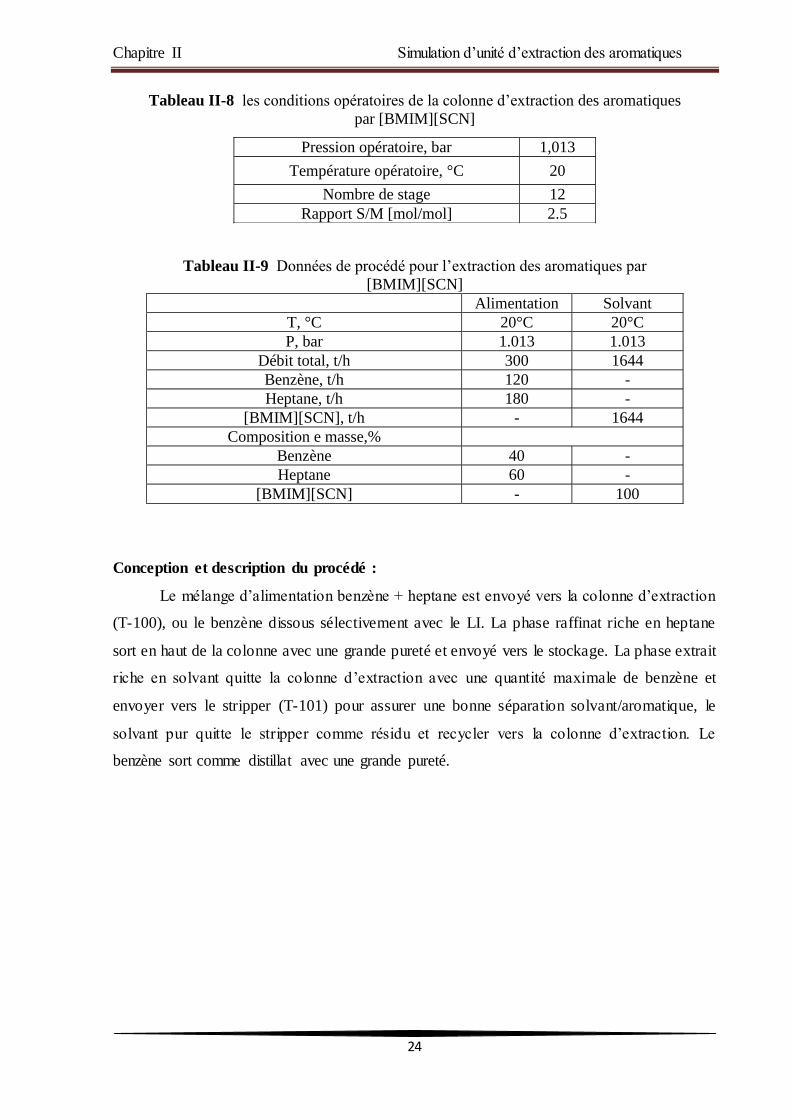
Tableau II-8 les conditions opératoires de la colonne d’extraction des aromatiques
par [BMIM][SCN]
Tableau II-9 Données de procédé pour l’extraction des aromatiques par
[BMIM][SCN]
Alimentation Solvant
T, °C 20°C 20°C
P, bar 1.013 1.013
Débit total, t/h 300 1644
Benzène, t/h 120 -
Heptane, t/h 180 -
[BMIM][SCN], t/h - 1644
Composition e masse,%
Benzène 40 -
Heptane 60 -
[BMIM][SCN] - 100
Pression opératoire, bar 1,013
Température opératoire, °C 20
Nombre de stage 12
Rapport S/M [mol/mol] 2.5
Conception et description du procédé :
Le mélange d’alimentation benzène + heptane est envoyé vers la colonne d’extraction
(T-100), ou le benzène dissous sélectivement avec le LI. La phase raffinat riche en heptane
sort en haut de la colonne avec une grande pureté et envoyé vers le stockage. La phase extrait
riche en solvant quitte la colonne d’extraction avec une quantité maximale de benzène et
envoyer vers le stripper (T-101) pour assurer une bonne séparation solvant/aromatique, le
solvant pur quitte le stripper comme résidu et recycler vers la colonne d’extraction. Le
benzène sort comme distillat avec une grande pureté.

Chapitre II Simulation d’unité d’extraction des aromatiques
25
Figure II-8 schéma technologique de l’extraction des aromatiques par [BMIM][SCN]
conçu par Aspen Hysys 7.1.
II-6 Conclusion
D’une manière générale, dans ce chapitre on a mise en évidence les procédés
d’extraction des aromatiques, par des solvants organiques ordinaires et par un solvant type
liquide ionique.
Donc la comparaison des ces procédés mise au point dans le chapitre suivant qui se
porte sur les résultats et discussions des procédés traités.

Chapitre III résultats et discussions
26
Le présent chapitre concerne la mise en évidence des résultats et discussions de notre travail.
III-1 Résultats de la simulation :
III-1-1 Colonne d’extraction liquide-liquide :
La figure III-1 représente les valeurs des sélectivités des solvants étudiés, qui sont calculés
directement par l’équation (2).
Figure III-1 les valeurs des sélectivités S benzène/heptane des solvants étudiés.
0
100
200
300
400
500
600
700
800
sulfolane DEG DMSO [BMIM][SCN]séle
ctiv
ité
Be
nzè
ne
/he
pta
ne
solvants
La figure III-2 représente les valeurs des sélectivités Sbenzène/heptane en fonction des
coefficients de distribution des solvants étudiés.
Figure III-2 sélectivités Sbenzène/heptane en fonction de coefficient de distribution Dbenzène.
Sulfolane
DEG
DMSO
[BMIM][SCN]
0
100
200
300
400
500
600
700
800
0 2 4 6 8 10 12
séle
ctiv
ité
be
nzè
ne
/he
pta
ne
coefficient de distribution de bènzene

Chapitre III résultats et discussions
27
Les figures III-2 et III-3 montrent que le solvant sulfolane présente une meilleure sélectivité
>400 et un bon coefficient de distribution que les autre solvants organiques ordinaires, c’est
pour ça qu’il est utilisé largement dans les procédés actuels. Par contre le liquide ionique
[BMIM][SCN] présente une sélectivité supérieure que le sulfolane >650 et aussi un bon
coefficient de distribution. Donc on peut dire que le liquide ionique [BMIM][SCN] est le
solvant le plus performant pour l’extraction de benzène.
Chapitre III résultats et discussions
28
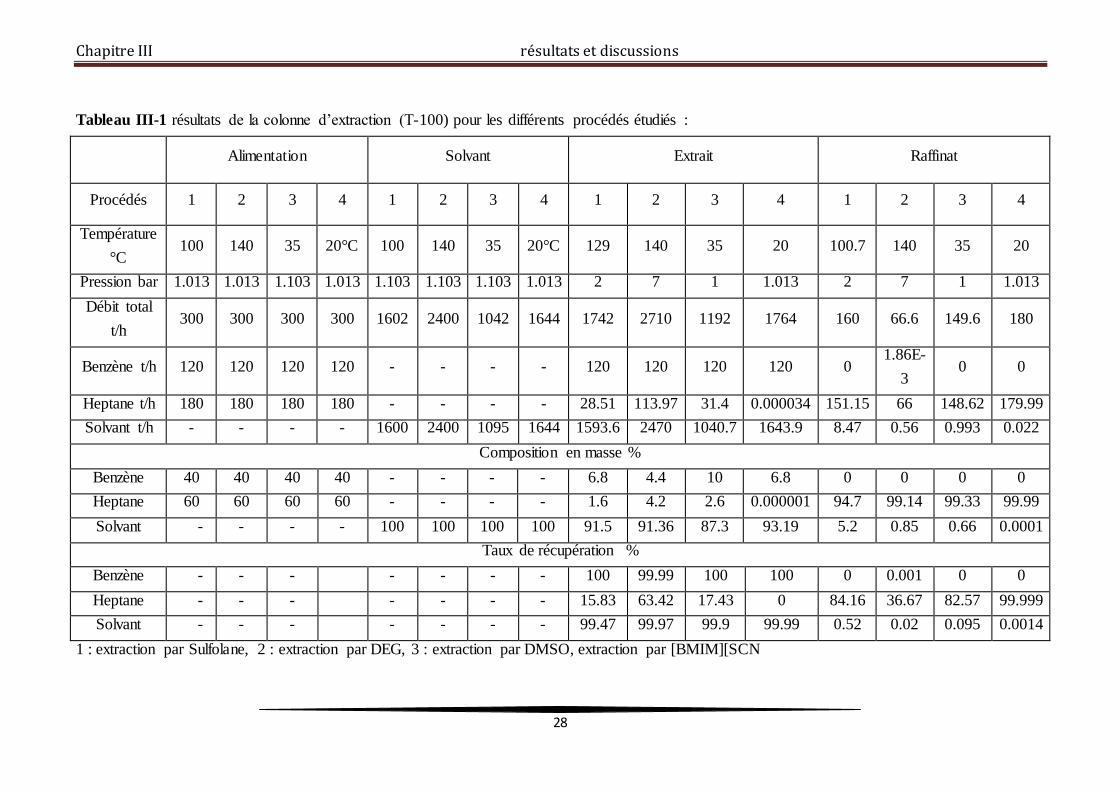
Tableau III-1 résultats de la colonne d’extraction (T-100) pour les différents procédés étudiés :
Alimentation Solvant Extrait Raffinat
Procédés 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
Température
°C 100 140 35 20°C 100 140 35 20°C 129 140 35 20 100.7 140 35 20
Pression bar 1.013 1.013 1.103 1.013 1.103 1.103 1.103 1.013 2 7 1 1.013 2 7 1 1.013
Débit total
t/h 300 300 300 300 1602 2400 1042 1644 1742 2710 1192 1764 160 66.6 149.6 180
Benzène t/h 120 120 120 120 - - - - 120 120 120 120 0 1.86E-
3 0 0
Heptane t/h 180 180 180 180 - - - - 28.51 113.97 31.4 0.000034 151.15 66 148.62 179.99
Solvant t/h - - - - 1600 2400 1095 1644 1593.6 2470 1040.7 1643.9 8.47 0.56 0.993 0.022
Composition en masse %
Benzène 40 40 40 40 - - - - 6.8 4.4 10 6.8 0 0 0 0
Heptane 60 60 60 60 - - - - 1.6 4.2 2.6 0.000001 94.7 99.14 99.33 99.99
Solvant - - - - 100 100 100 100 91.5 91.36 87.3 93.19 5.2 0.85 0.66 0.0001
Taux de récupération %
Benzène - - - - - - - 100 99.99 100 100 0 0.001 0 0
Heptane - - - - - - - 15.83 63.42 17.43 0 84.16 36.67 82.57 99.999
Solvant - - - - - - - 99.47 99.97 99.9 99.99 0.52 0.02 0.095 0.0014
1 : extraction par Sulfolane, 2 : extraction par DEG, 3 : extraction par DMSO, extraction par [BMIM][SCN

Chapitre III résultats et discussions
29
Les résultats de simulation de la colonne d’extraction liquide-liquide présentés dans le
tableau III-1, montrent que les procédés d’extraction par sulfolane et par DMSO, donnent un
bon taux de récupération de benzène dans la phase extrait >99%, et un bon taux de
récupération de heptane dans la phase raffinat >82%, par contre le procédé d’extraction par
DEG donne un faible taux de récupération de heptane dans la phase raffinat, donc on peut
justifier ce résultat par la faible sélectivité benzène/heptane de DEG. Comparativement avec
le procédé d’extraction par [BMIM][SCN] , ce procédé donne un bon taux de récupération de
benzène dans la phase extrait >99% et aussi un bon taux de récupération de heptane dans la
phase raffinat, ce résultat est due à la très faible solubilité de n-heptane dans le liquide
ionique. Donc on peut dire que [BMIM][SCN] est plus efficace pour l’extraction de benzène.
III-1-2 Régénération de solvant :
Les résultats représentés dans les tableaux ci-dessous montres que tous les procédés donnent
un bon taux de régénération de solvant >99%, mais le degré de difficulté de la régénération
dépend d’un solvant à un autre.
- Pour un solvant organique classique ; la récupération nécessite un nombre important
des opérations, par conséquent, elle exige une consommation d’énergie importante,
donc une part des investissements élevées.
- Pour le solvant liquide ionique [BMIM][SCN] ; sa récupération ne demande qu’une
seule unité ( distillation simple), donc elle consomme moins d’énergie par rapport les
solvants organiques classiques.

Chapitre III résultats et discussions
30
Procédés d’extraction par solvants ordinaires :
Tableaux III-2 résultats de la première colonne de distillation (T-102) pour les procédés par
les solvants organiques :
1 : extraction par sulfolane, 2 : extraction par DEG, 3 : extraction par DMSO.
Alimentation distillat résidu
Procédé 1 2 3 1 2 3 1 2 3
Débit total, t/h 108.5 100.6 72.6 100.1 99.99 59.53 8.43 0.57 13.26
Benzène, t/h 0 0 0 0 0 0 0 0 0
Heptane, t/h 0.07 0.008 0.02 0.07 0.008 0.02 0 0 0
Solvant, t/h 8.44 0.57 13.4 0.09 0.002 0.14 8.41 0.56 13.25
Eau, t/h 99.96 99.99 59.18 99.95 99.97 59.18 0.012 0.01 0.0003
Composition e masse,%
Benzène 0 0 0 0 0 0 0 0 0
heptane 0.06 0.008 0.01 0.07 0.008 0.03 0 0 0
Solvant 7.7 0.5 18.4 0.09 0.002 0.2 99.8 98 99.99
Eau 92.1 99.4 81.5 99.8 99.9 99.7 0.1 1.9 0.002
Taux de récupération
Benzène - - - 100 100 100 0 0 0
Heptane - - - 100 100 100 0 0 0
Solvant - - - 1.1 0.4 1.1 98.8 99.5 99.8
Eau - - - 99.98 99.98 99.99 0.01 0.01 0.005
Chapitre III résultats et discussions
31
Tableau III-3 résultat de la deuxième colonne de distillation (T-101) pour les procédés par
les solvants organiques
1 : extraction par sulfolane, 2 : extraction par DEG, 3 : extraction par DMSO.
Paramètre Alimentation distillat résidu
1 2 3 1 2 3 1 2 3
Débit total, t/h 1751 2710 1192 149.7 238.9 157.3 1601 2471 1035
Benzène, t/h 120 120 120 119.99 119.9 119.99 0.01 0.018 0.01
Heptane, t/h 28.5 113.9 31.7 28.5 113.9 31.7 0 0 0
Solvant, t/h 1602 2476 1040 1.25 4.9 5.9 1600 2471 1034.8
Composition e masse,%
Benzène 6.8 4.4 10 80 50 76 0 0 0
heptane 1.6 4.2 2.6 19 47.7 19.9 0 0 0
Solvant 91.5 91.36 87.3 0.8 2 3.7 99.9 99.99 99.99
Taux de récupération
Benzène - - - 99.99 99.99 99.99 0.0086 0.015 0.008
Heptane - - - 100 100 100 0 0 0
Solvant - - - 0.07 0.19 0.56 99.99 99.8 99.43
Procédé d’extraction par [BMIM][SCN] :
Tableau III-4 résultat de la colonne de distillation (T-101) pour le procédé par
[BMIM][SCN]
Alimentation Distillat Résidu
Débit total, t/h 2745 122.6 2622
Benzène, t/h 120 120 0
Heptane, t/h 0.000341 0.000341 0
[BMIM][SCN], t/h 2625 2.62 2622.4
Composition en masse %
Benzène 4.37 97.85 0
heptane 0 0 0
[BMIM][SCN] 95.6 2.14 100
Taux de récupération %
Benzène - 100 0
heptane - 100 0
[BMIM][SCN] - 0.1 99.99
Chapitre III résultats et discussions
32
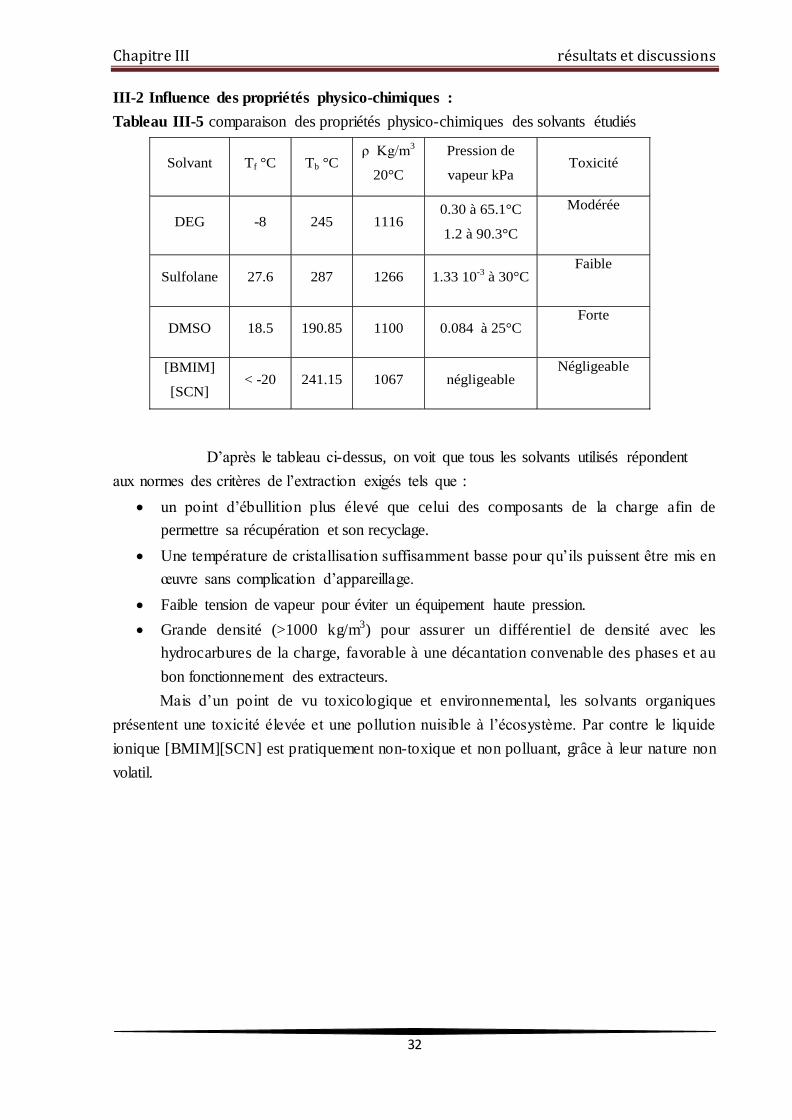
III-2 Influence des propriétés physico-chimiques :
Tableau III-5 comparaison des propriétés physico-chimiques des solvants étudiés
Solvant Tf °C Tb °C ρ Kg/m
3
20°C
Pression de
vapeur kPa Toxicité
DEG -8 245 1116 0.30 à 65.1°C
1.2 à 90.3°C
Modérée
Sulfolane 27.6 287 1266 1.33 10-3
à 30°C Faible
DMSO 18.5 190.85 1100 0.084 à 25°C Forte
[BMIM]
[SCN] < -20 241.15 1067 négligeable
Négligeable
D’après le tableau ci-dessus, on voit que tous les solvants utilisés répondent
aux normes des critères de l’extraction exigés tels que :
un point d’ébullition plus élevé que celui des composants de la charge afin de
permettre sa récupération et son recyclage.
Une température de cristallisation suffisamment basse pour qu’ils puissent être mis en
œuvre sans complication d’appareillage.
Faible tension de vapeur pour éviter un équipement haute pression.
Grande densité (>1000 kg/m3) pour assurer un différentiel de densité avec les
hydrocarbures de la charge, favorable à une décantation convenable des phases et au
bon fonctionnement des extracteurs.
Mais d’un point de vu toxicologique et environnemental, les solvants organiques
présentent une toxicité élevée et une pollution nuisible à l’écosystème. Par contre le liquide
ionique [BMIM][SCN] est pratiquement non-toxique et non polluant, grâce à leur nature non
volatil.

Chapitre III résultats et discussions
33
III-3 Aspect technico-économique :
Tableau III-6 critères technico-économique des procédés étudiés
Procédés 1 2 3 4
Taux de solvant par rapport à la charge % 400 700 400 250
Taux de récupération de solvant % > 99 > 99 > 99 > 99
Rendement en aromatique produit % > 99 > 99 > 99 > 99
Equipements utilisés dans le procédé
Colonne d’extraction liquide-liquide (T-100)
Colonne de régénération de solvant (T-101)
Colonne de lavage de raffinat (T-102) L -
Colonne de distillation (T-103) -
Consommation d’énergie
Energie total consommé MW 402.3 501.2 248.6 241
1 : extraction par sulfolane, 2 : extraction par DEG, 3 : extraction par DMSO, 4 : extraction
par [BMIM][SCN]
Les information présentées dans le tableau III-3, montrent que les solvants
organiques ordinaires présentent un faible pouvoir solvant par rapport au liquide ionique
[BMIM][SCN], qui se justifie par le taux de solvant utilisé par rapport la charge ; une fable
quantité utilisée exprime un bon pouvoir solvant. En plus la régénération de solvant et la
production de benzène (rendement > 99 %) dans les procédés d’extraction par les solvants
organiques ordinaires exige des opérations additionnelles où parait un nombre important des
équipements, qui impliquent une grande consommation d’énergie, donc il y aura des
investissements élevés. Par contre la quantité de solvant utilisé dans l’extraction par
[BMIM][SCN] est facilement récupérable par une simple distillation, donc on peut dire que le
procédé d’extraction par le liquide ionique est plus économique grâce à ses équipements
moins encombrant( juste une tour de distillation), par conséquent ce procédé consomme
moins énergie.

Conclusion générale
34
Conclusion générale
Comme nous venons de le voir, les Liquides ioniques sont des sels liquide à
température ambiante, se trouvent de manière plus fréquente dans les procédés de
séparation, et sont très souvent utilisés comme solvant dans l’extraction liquide-
liquide.
Nous nous sommes intéressés, dans ce modeste travail, à la simulation d’un
procédé d’extraction des aromatiques à partir de leur mélange avec les hydrocarbures
aliphatiques, deux modèles procédés ont été proposés ; extraction de benzène de
mélange [benzène + heptane] par trois solvants organiques classiques (le Sulfolane, le
DMSO et le DEG), ensuite extraction de benzène de mélange [benzène + heptane] par
solvant type liquide ionique, qui est [BMIM][SCN]. Tout se fait par le simulateur
ASPEN HYSYS 7.1.
Les résultats de la simulation montrent que le liquide ionique [BMIM][SCN]
présente une meilleur sélectivité que les autres solvants organiques classiques, et aussi
il présente un bon coefficient de distribution, d’un point de vu économique tous les
procédés étudies donnent un rendement important en benzène produit >99%,et un bon
taux de régénération de solvant >99%, mais le degré de difficulté de la régénération
dépend d’un solvant à un autre.
- Pour un solvant organique classique ; la récupération nécessite un nombre
important des opérations, par conséquent, elle exige une consommation
d’énergie importante, donc une part des investissements élevées.
- Pour le solvant liquide ionique [BMIM][SCN] ; sa récupération ne demande
qu’une seule unité ( distillation simple), donc elle consomme moins d’énergie
par rapport les solvants organiques classiques.
Les informations environnementales montrent que le liquide ionique
[BMIM][SCN] présent une faible toxicité, une moins dangerosité à l’écosystème
grâce à leur nature non volatil.
Références bibliographiques
35
Références bibliographiques
Alexander Kokorin,ILs:app and perspecrive,intech,pp14-15(2011).
Ana B. Pereiro, Ana Rodriguez, An ionique liquide proposed as solvent in
aromatique hydrocarbons separation by ionic liquid, Chemical engeneers,
AICH J, 56 :381-386, (2006).
Anne-Laure Revelli, thèse doctorat; étude thermodynamique des liquides
ioniques : application à la protection de l’environnement, p16-17(2010).
B.Aoun (2010), Liquide ionique : structure et dynamique, Thèse doctorat,
université d’Orléans, p24-25-27-28.
Chong Shen, Chum-Xili, Xue – Meili, Ying – Zhou Lu, Yasseen Muhamed,
Estimation of dansities of ionic liquids using Patel-Teja equation of state and
critical properties determined from group contribution, ALSEVIER J, 2001.
Emilie JOBIN (2009), Extraction d’actinides et de lauthanides par des liquides
ioniques, fonctionnalisés ou non, Thèse Doctorat, Université de Strasborg,
P.11.
F.J.Hernnandez-Fernandez and A.P.de los Rios, selective extraction of organic
compound from transess terification reaction mixtures by using ILs, AICH
jornal, vol 56,N°5(2010).
Guillermo Quijano, Annabel Couvert, Abdelatif Amrane, Ils: application and
future trends in bioreactor technologies, Bioresource Technologie,p8923-
8930(2010).
J.Harman (2008), Utilisation de la fonction (méth) acrylique pour accéder à de
nouveaux liquides ioniques, Thèse doctorat, Université Paul Verlaine – Metz,
p 14-15.
Jean pierre WAUQIER, 1998, Le raffinage du pétrole : Procédés de
séparation, Technip, Paris, P. 363-431-437.
Kazi Z. Sumon,Amr Henni,ILs for CO2 capture,(2011).
Paul J.Dyson and Tilman J.Gelbdach, App of Ils in synthesis and catalysis, the
electrochemical society (2007).
Pucheault Dunod, LI, p6-7(2010).
R. Perrin et J.P.SCHAREF, 1993, Chimie industrielle, Masson, Paris, p. 100-
101.

Références bibliographiques
36
Revelli (2010), étude thermodynamique des liquides ioniques: application à la
protection de l’envirenemment, Thèse doctorat, Institut National
Polytechnique de Lorraine, pp20-21.
S.AMIOUR, étude de l’unité d’extraction des aromatiques et calcul de
vérification de section de fractionnement de la raffinerie de Skikda, 1ères
JNTSTD, P2-3.
T.Gutel (2007), LI leur utilisation et leur rôle comme solvant de réaction
catalytique, Thèse doctorat, université Claude Bernard Lyon 1, p23-24.
Tetsuy Tsoda and Charles L.Hussy, electrochemical app ILs, electrochemical
society (2007).
Wytze (G.W) Meindersma, Fredy (S.A.F) Onnik, and Andé B de Haan, Green
separation processes with ionic liquids, Handbook of green chemistry, volume
6 : ionic liquid, 2010, P. 141.
Y. François (2006), Utilisation d’EC pour la caractérisation des liquides
ioniques et intérêt des LIs comme nouveaux milieux de séparation en EC,
Thèse doctorat, université Pierre et Marie curie, p 17-18-29-30.
ZOUGAB Dahbia (2007), extraction des hydrocarbures aromatiques à partir
d’une coupe pétrolière par microémulsion, Mémoire de Magister, université
M’hamed Bogara de Boumerdes, p 4-6-10-11.


















