
Universitatea Transilvania din Brașov - old.unitbv.roold.unitbv.ro/Portals/31/Sustineri de...
59
1 Universitatea Transilvania din Brașov Școala Doctorală Interdisciplinară Departament: Știinţa Materialelor Ing. Daniela DUMITRESCU (căs. IONESCU) CERCETĂRI PRIVIND MODELAREA MATEMATICĂ ŞI SIMULAREA PE CALCULATOR A SOLIDIFICARII PIESELOR TURNATE DIN ALIAJE CARE SE SOLIDIFICĂ ÎN INTERVAL DE TEMPERATURĂ RESEARCH ON THE MATHEMATICAL MODELLING AND COMPUTER SIMULATION OF THE SOLIDIFICATION OF CASTINGS FROM ALLOYS SOLIDIFYING WITHIN A TEMPERATURE INTERVAL Conducător ştiinţific Prof. dr. ing. Ioan CIOBANU BRAȘOV, 2014
Transcript of Universitatea Transilvania din Brașov - old.unitbv.roold.unitbv.ro/Portals/31/Sustineri de...
1
Universitatea Transilvania din Brașov
Școala Doctorală Interdisciplinară
Departament: Știinţa Materialelor
Ing. Daniela DUMITRESCU (căs. IONESCU)
CERCETĂRI PRIVIND MODELAREA
MATEMATICĂ ŞI SIMULAREA PE
CALCULATOR A SOLIDIFICARII PIESELOR
TURNATE DIN ALIAJE CARE SE
SOLIDIFICĂ ÎN INTERVAL DE
TEMPERATURĂ
RESEARCH ON THE MATHEMATICAL
MODELLING AND COMPUTER
SIMULATION OF THE SOLIDIFICATION OF
CASTINGS FROM ALLOYS SOLIDIFYING
WITHIN A TEMPERATURE INTERVAL
Conducător ştiinţific
Prof. dr. ing. Ioan CIOBANU
BRAȘOV, 2014
2
MINISTERUL EDUCAŢIEI NAŢIONALE
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENŢA
Comisiei de doctorat Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov
Nr. 6276 din 29.11.2013
PREŞEDINTE:
Prof. dr. ing. Virgil GEAMAN
PRODECAN – Facultatea de Știinta și Ingineria Materialelor,
Universitatea “Transilvania” din Braşov
CONDUCĂTOR ŞTIINŢIFIC: Prof. dr. ing. Ioan CIOBANU
Universitatea “Transilvania” din Braşov
REFERENŢI: Prof. dr. ing. Iulian RIPOSAN
Universitatea “Politehnica” Bucureşti
Prof. dr. ing. Vasile SOPORAN
Universitatea Tehnică din Cluj – Napoca
Prof. dr. ing. Bela VARGA
Universitatea “Transilvania” din Braşov
Data, ora şi locul susţinerii publice a tezei de doctorat: 31 ianuarie 2014, ora 11, sala
WIII4 - etajul III al corpului W al Universității Transilvania
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să le transmiteţi
în timp util, pe adresa email: [email protected].
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de doctorat.
Vă mulţumim.

3
CUPRINS (limba română)
Pg. teza Pg. rezumat
1. STADIUL ACTUAL PRIVIND MODELAREA SI SIMULAREA SOLIDIFICĂRII
PIESELOR TURNATE
4 7
1.1 Obiectivele modelării proceselor tehnologice 4 7
1.2 Importanta modelării matematice și a simulării solidificării pieselor turnate 5 8
1.3 Stadiul actual al modelării şi simulării solidificării pieselor turnate pe plan
internaţional şi în România
6 8
1.4. Aspecte privind utilizarea modelelor matematice și a softurilor actuale. 10 9
2. OBIECTIVELE TEZEI DE DOCTORAT 24 11
2.1 Obiectivele cercetărilor. 24 11
2.2 Strategia de lucru 24 11
2.3 Metodologia de lucru 24 11
3. STADIUL ACTUAL PRIVIND MODELAREA MATEMATICĂ A VARIAŢIEI
FRACŢIEI DE SOLID ÎN TIMPUL SOLIDIFICĂRII
26 12
3.1 Introducere 26 12
3.2 Determinarea fracţiei de solid în cazul aliajelor care se solidifică în interval de
temperatură.
28 12
4. REALIZAREA MODELULUI MATEMATIC 3D PENTRU SOLIDIFICAREA
PIESELOR TURNATE DIN ALIAJE CU SOLIDIFICARE ÎN INTERVAL DE
TEMPERATURĂ
40 12
4.1. Introducere 40 12
4.2. Principiul modelului matematic 41 14
4.3. Ipotezele modelului matematic 43 16
4.4 Notaţii 44 16
4.5 Ecuaţiile modelului matematic. 46 16
4.6 Schema logică de rezolvare a modelului matematic 3D 54 17
4.7 Condiţii de convergenţă ale soluţiilor modelului matematic 58 18
4.8 Calculul coeficienţilor de transfer termic 59 18
4.9. Concluzii 60 23
5. REALIZAREA MODULULUI DE SOFT „SIM – 3D” PENTRU SIMULAREA 3D A
SOLIDIFICĂRII PIESELOR TURNATE DIN ALIAJE CU SOLIDIFICARE ÎN
INTERVAL DE TEMPERATURĂ
62 24
5.1 Introducere 62 25
5.2 Notaţii utilizate în cadrul programului de simulare 62 25
4
5.3 Structura softului 66 26
5.4. Rezultate privind solidificarea pieselor turnate, posibil de obţinut prin utilizarea
modulului de soft realizat
102 26
5.5 Utilizarea programului SIM–2D destinat simulării solidificării pieselor turnate 109 26
6. VERIFICARE EXPERIMENTALĂ 110 26
6.1 Introducere 110 28
6.2 Verificare prin poziția retasurii în piesa turnată 110 31
6.3. Verificare prin analiza funcţionării maseloțelor 114 31
6.4 Verificare prin anliză termică 125 31
7. STUDII APLICATIVE PRIVIND SIMULAREA SOLIDIFICĂRII ALIAJELOR CU
SOLIDIFICARE IN INTERVAL DE TEMPERATURĂ
142 32
7.1 Studiu privind influenţa intervalului de solidificare asupra solidificării unei piese
turnate
142 36
7.2 Studiu privind influenţa utilizării valorilor medii pentru proprietăţile termofizice
asupra rezultatelor simulării
153 36
8. CONCLUZII, CONTRIBUŢII PROPRII, DIRECŢII DE CONTINUARE A
CERCETĂRILOR
165 40
8.1 Concluzii 165 40
8.2 Contribuţii proprii 166 43
8.3 Direcţii de continuare a cercetărilor 167 48
8.4 Diseminarea rezultatelor 167 48
BIBLIOGRAFIE 169 49
ANEXE 178 49
ANEXA 1 178 50
ANEXA 2 182 51
SCURT REZUMAT AL TEZEI DE DOCTORAT 54
Curriculum vitae (romanian/english) 185 54
55

5
CONTENTS – (English)
Pg.
ththesis
Pg.
summary
1. CURRENT STATE OF MODELLING AND SIMULATION OF THE SOLIDIFICATION OF
CASTINGS
4 7
1.1 Objectives of technological process modelling 4 7
1.2 Importance of the mathematical modelling and simulation of the solidification of castings 5 8
1.3 Current state of modelling and simulation of the solidification of castings at international level and
în Romania.
6 8
1.4. Aspects of using of the matematical models and today softwares 10 9
2. OBJECTIVES OF THE DOCTORAL THESIS 24 11
1.1 Objectives of research 24 11
2.1 Working strategy 24 11
3. MATHEMATICAL MODELLING OF SOLID FRACTION VARIATION DURING
SOLIDIFICATION
24 11
3.1 General aspects concerning solid fraction variation during solidification of alloys 26 12
3.2 Determining the solid fraction for alloys forming solid solution at solidification 26 12
4. DEVELOPMENT OF THE 3D MATHEMATICAL MODEL FOR THE SOLIDIFICATION OF
CASTINGS FROM ALLOYS SOLIDIFYING WITHIN A TEMPERATURE INTERVAL
28 12
4.1 Introduction 40 12
4.2 Principle of the mathematical model 40 12
4.3 Hypotheses of the mathematical model 41 14
4.4 Notations 43 16
4.5 Equations of the mathematical model 44 16
4.6 Solving flowchart of the mathematical model 46 16
4.7 Convergence conditions of the solutions of the mathematical model 54 17
4.8 Computation of the heat transfer coefficients 58 18
4.9 Conclusions 59 18
5. DEVELOPMENT OF “SIM-3D” SOFTWARE MODULE FOR 3D SIMULATION OF THE
SOLIDIFICATION OF CASTINGS FROM ALLOYS SOLIDIFYING WITHIN A
TEMPERATURE INTERVAL
60 23
5.1 Introduction 62 24
5.2 Notations utilised în the simulation programme 62 25
5.3 Structure of the software 62 25
5.4 Results concerning the solidification of castings achievable by deploying the developed software 66 26
6
module (SIM-3D)
5.5 Utilization of SIM–2D programme for simulation of the solidification of castings 102 26
6. EXPERIMENTAL VERIFICATION 109 26
6.1 Introduction 110 26
6.2 Verification by shrinkhead position în the casting 110 28
6.3 Verification by feeder functioning analysis 110 31
6.4 Verification by thermal analysis 114 31
7. APPLICATIVE STUDIES CONCERNING SIMULATION OF THE SOLIDIFICATION OF
ALLOYS SOLIDIFYING WITHIN A TEMPERATURE INTERVAL
125 31
7.1 Study concerning the influence of the solidification interval on the solidification of a casting 142 32
7.2 Study concerning the influence of using the mean values of thermo-physical properties on
simulation results
142 36
8. CONCLUSIONS, OWN CONTRIBUTIONS, DIRECTIONS OF FURTHER RESEARCH. 153 36
8.1 Conclusions 165 40
8.2 Own contributions 165 40
8.3 Directions for further research 166 43
8.4 Dissemination of results 167 48
References 167 48
Appendices 169 49
Appendices 1 178 49
Appendices 2 178 50
SHORT ABSTRACT OF THE PHD THESIS 182 51
Curriculum vitae (romanian/english) 54
185 54
55
7
1. STADIUL ACTUAL PRIVIND MODELAREA ȘI SIMULAREA
SOLIDIFICĂRII PIESELOR TURNATE
1.1 Obiectivele modelării proceselor tehnologice
Optimizarea proceselor tehnologice de fabricație are în vedere unul sau mai multe din
următoarele obiective:
- îmbunătăţirea calităţii produselor;
- reducerea consumurilor specifice de materii prime;
- reducerea consumurilor specifice de energie;
- reducerea manoperei la fabricație;
- reducerea duratei de fabricaţie (cresterea productivității);
- îmbunătăţirea condiţiilor de lucru;
- îmbunătăţirea aspectelor ecologice.
Optimizarea tehnologiilor de fabricație se bazează pe simularea proceselor tehnologice.
La rândul ei simularea proceselor tehnologice are la bază modelarea acestora acestor procese.
Modelarea proceselor tehnologice poate fi de două feluri: - modelare fizică și modelare
matematică [12;16].
Modelarea fizică consta în reproducerea proceselor studiate prin procese fizice similare
Modelarea matematică a unui proces tehnologic constă în transpunesea în ecuaţii
matematice a relaţiilor de dependenţă dintre factorii care intervin în proces [16].
Modelarea matematică cuprinde trei etape. Primă etapă constă analiza procesului pentru
identificarea factorilor de influenţă şi a factorilor influenţaţi. A doua etapă constă în stabilirea
ipotezelor de lucru. Stabilirea unor ipoteze de lucru simplificatoare este necesară, deoarece în
procesele tehnologice intervin mulţi factori a căror variaţie este de multe ori greu cunoscut sau
de modelat exact. A treia etapă o reprezintă elaborarea modelului, care constă în transpunerea
interdependenţelor în relaţii matematice pe baza legilor care acţionează.
Simularea unui proces tehnologic constă în reproducerea derulării acestuia pe baza
modelelor matematice cu scopul de a evidenţia evoluţia factorilor care caracterizează, procesul și
produsele finale.
Simularea proceselor este de mai multe feluri:
- simulare reală, care consta în reproducerea procesului printr-un proces similar, dar la o
altă scară geometrică;
- simulare fizică, care constă în reproducerea unui proces prin procese fizice de alta
natura, dar cu interdependente similare intre factorii (de exemplu simularea solidificării unei
piese turnate, prin simulare electrică, simulare hidraulică).
- simulare analitică, care reproduce desfăşurarea procesului prin relaţii mateematice și
exprimă evoluţia factorilor care caracterizează procesul prin valori numerice;
- simulare virtuală, care constă în reproducerea și vizualizarea desfăşurării procesului
prin transpunerea în succesiuni de imagini cu ajutorul calculatoarelor. Acest mod de simulare se
bazează pe transpunerea modelelor, în softuri de simulare.
Simularea virtuală a cunoascut o dezvoltarea mare în ultimul timp. Aceasta se explică și
prin avantajele pe care le implică. cheltuieli materiale reduse, fară a fi necesare scule,
dispozițive, instaltii, fără consum de energie, fără a fi necesare aparatură de măsură, fără
poluarea mediului, etc.
Optimizarea proceselor tehnologice constă în stabilirea variantei celei mai favorabile de
desfăşurare a procesului, din mai multe variante analizate..
8
1.2 Importanța modelării matematice și a simularii solidificarii pieselor turnate
Solidificarea aliajelor metalice turnate în piese reuneste de o multitudine de procese
simple: transfer de căldură, transformări de fază, procese de difuzie, variaţii de volum, procese
de curgere, procese de alimentare locală, curere capilara, tensiuni interne, etc. Solidificarea
influentează în masură mare, calitatea pieselor turnate. Procesul de solidificare, influentează
micro și macrostructura pieselor, compactitatea acestora, rezistenta mecanică, precizia
dimensionala, calitatea suprafetelor, etc. Solidificarea influenteaza consumul materiale, de
manoperă și de energie și în ultima instanţă costurile de fabricație.
Solidificarea pieselor turnate este influentă de factori constructivi ai piesei turnate
(geometrie, dimensiuni, natura aliajului), și de factori tehnologici (temperatura de turnare, natura
formei, mod de alimentare sistem de maselotare, etc.). Cercetarea sistematizată a solidificării
pieselor turnate prin metode experimentale, este dificil de realizat. datorită dificultăţii de dirijare
și de măsurare a factorilor care intervin în proces. Singura metodă care permite o cercetare
sistematizată şi detaliată a solidificării pieselor turnate o constituie simularea pe calculator a
acestui proces. Utilizarea softurilor pentru simularea solidificarii la nivel industrial a devenit
posibila odata cu dezvoltarea tehnicii de calcul și aparitia.
Utilizarea softurilor pentru simularea solidificarii pieselor turnate a facut posibilă
realizarea de studii concrete destinate optimizarii tehnologiilor de turnare. Optimizarea
tehnologiilor de turnare urmăreste:
- obţinerea unor piese turnate de calitate, fără defecte cauzate de solidificarea aliajului;
- reducerea consumurilor specifice de materiale, manoperă și energie;
- prezicerea microstructurii şi a proprietăţilor pieselor turnate prin simularea
microsolidificării aliajelor;
- reducerea timpului de lansare în fabricație a pieselor turnate;
- eliminarea greşelilor de proiectare cauzate de lipsa de experienţă a unor proiectanţi.
Simularea solidificării pieselor turnate pe calculator permite efectuarea de cercetări
aplicative privind: determinarea timpului de solidificare; determinarea câmpului de temperatură
din piesa turnată; determinarea poziției nodurilor termice; evoluţia temperaturii în piesa și în
forma; cinetica solidificăarii; determinarea gradientului de temperatură din piesa turnată;
determinarea poziţiei şi a volumului de retasură; stabilirea eficienţei maselotelor şi a altor măsuri
tehnologice; determinarea timpului optim de dezbatere a piesei turnate, determinarea
temperaturii optime de preîncălzire a formelor (în cazul formelor metalice); determinarea
tensiunilor mecanice din piesele turnate, dupa racire; evaluarea segregatiilor chimice din piesele
turnate; analiza concretă influenţei unor factori tehnologici legaţi de proiectare.
1.3 Stadiul actual al modelării şi simulării solidificării pieselor turnate pe plan
internaţional şi în România
În tările dezvoltate industrial au fost puse la punct modelele matematice și softuri
destinate simulării solidificării pieselor turnate, care au fost perfecţionate continu. Softurile care
iau în considerare și curgerea aliajului lichid la umplerea formei și procesele de alimentare din
timpul solidificării, reproduc cel mai exact procesul de turnare și solidificare şi permit să se
studieze inclusiv influenţa acestor procese asupra calităţii pieselor turnate. Softurile de ultimă
generaţie permit să se pevadă inclusiv proprietăţile mecanice ale pieselor. Pentru pentru
proiectarea și optimizarea sistemelor de maselotare este suficientă simularea câmpului de
temperatură din ansamblul formelor de turnare.
Cele mai cunoscute și comercializate softuri pentru simularea solidificarii pieselor
turnate, pe plan mondial sunt MAGMASOFT (curgere, solidificare, microstructura), PAMCAST
(curgere, solidificare, microstructura, tensiuni), SIMULOR (curgere, solidificare, structura)
NOVAFLOW and SOLID (NOVACAST, curgere solidificare, stuctura), CASTCAE (curgere,
solidificare), SIMTEC (curgere solidificare, tensiuni, microstructura) [22; 74; 75; 86; 87].
Softurile comerciale realizează discretizarea automata a ansamblului piesă turnată - formă,şsi
conţin baze de date care permit alegerea proprietatilor în functie de compoziția chimica a
aliajului (simbolul sau marca aliajului).
9
Aceste prezinta și inconveniente: sunt scumpe, nu furnizează detalii privind modelele
matematice, nu precizează ipotezle care au stat la baza modelelor matematice; furnizeaza
rezultatele sub formă de hartă de culori (curcubeu), fară curbe de nivel și fără delimitări precse
ale valorilor numerice, nu furnizeaza rezultate sub forma grafică de curbe de dependenţă între
factori. Din aceasta cauză aceste softuri sunt mai greu de utilizat pentru cercetări fundamentale.
ele fiind destinate de obicei pent6ru utilizare industriala.
Cercetările în acest domeniu au fost abordate şi în România. Astfel de cercetări au
dezvoltate în special la Universitatea Transilvania din Braşov, la Universittea Tehnică Cluj-
Napoca, și la Universitatea Politehnica Bucuresti. Cercetările cele mai avansate s-au efectuat la
Universitatea din Braşov, unde în cadrul mai multor teze de doctorat s-au realizat modele
matematice și softuri performante pentru simularea a solidificarii pieselor turnate prin turnare
statică și continuă, din aliaje eutectice [2; 12; 74; 75].
Turnatoriile mici și mijlocii din România nu utilizează astfel de softuri datorită costului
ridicat al softurilor comercializate. În acest context, realizarea unor softuri cât mai dezvoltate,
destinate simulării solidificării pieselor turnate de către institutele de invaţământ superior sau de
către centre de cercetare din Romania este necesara. De aemnea utilizarea unor astfel de softuri,
institutiile de invatamant superior pot realiza lucrări de cercetare apicative pentru intreprinderile
micişi mijlocii, în vederea optimizării tehnologiilor de turnare. În acelaşi timp universităţile și
instituţiile de cercetare vor putea aborda cercetări fundamentale referitore la solidificarea
aliajelor Softurile pentru simularea solidificării sunt necesare şi în procesul de instruire al
studenţilor.
Aşa cum s-a precizat mai sus la Universitatea Transilvania s-au realizat softuri (2D şi 3D)
pentru simularea solidificării aliajelor eutectice sau a metalelor pure cu solidificare la
temperatură constană. Aceste softuri acoperă numai o gamă restrânsă de aliaje turnate în piese în
construcţia de maşini [12]. Pentru a acoperii intreaga gamă de aliaje utilizate în turnătorii, este
necesar să se realizeze softuri pentru simularea solidificării aliajelor cu interval de solidificare. În
categoria acestor aliaje intră majoritatea aliajelor utilizate în industria constructoare de maşini
(fonte, oţeluri, siluminuri, bronzuri,etc). Această cerinţă impune o continuare a cercetărilor în
vederea realizării unor astfel de module de soft. În această direcţie se înscrie şi tema prezentei
teze de doctorat.
1.4. Aspecte privind utilizarea modelelor matematice și a softurilor actuale.
Referitor la utilizarea softurilor destinate simulării solidificării pieselor turnate în scopuri
tehnologice şi care sunt comercializate în acest scop, se prezintă câteva aspecte legate de modul
în care astfel de softuri furnizează rezultatele legate de macrosolidificarea si formarea retasurilor.
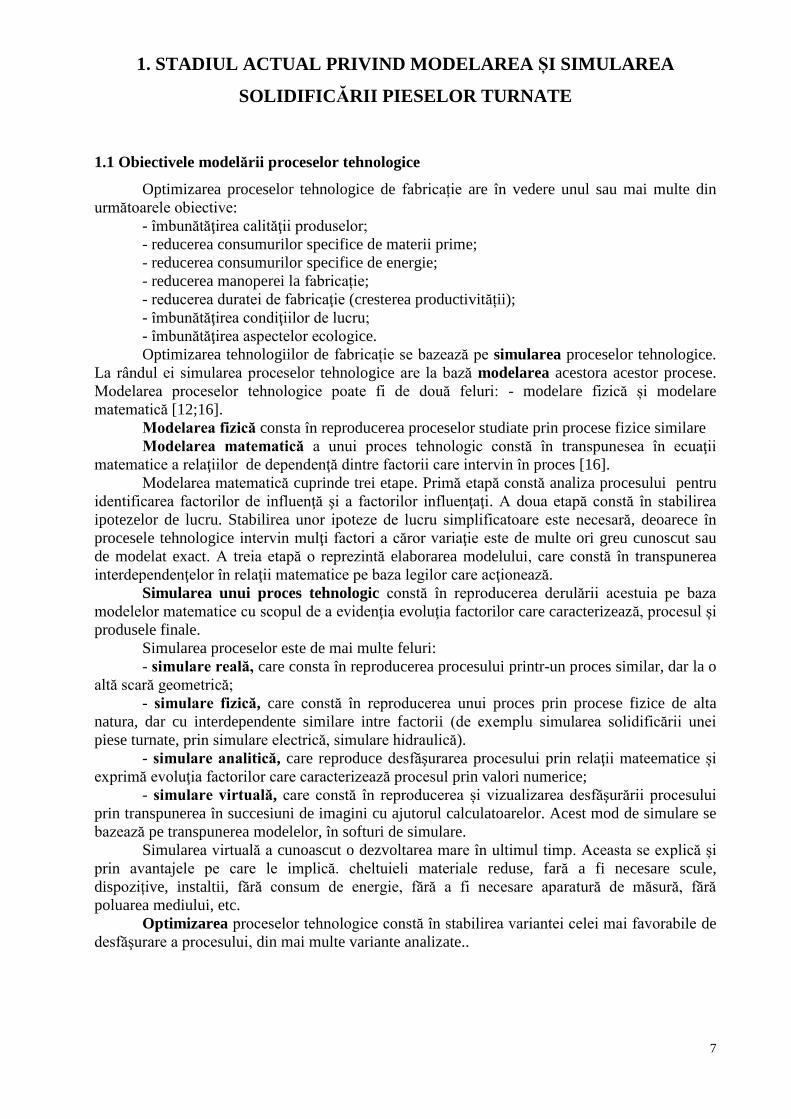
S-a simulat solidificarea unei piese turnate, folosind softul MAGMA. În figurile 1.3 –
1.29 sunt arătate rezultate furnizate de acest soft referitoare la solidificarea piesei studiate. Pentru
comparare în figurile 1.30 – 1.31 este arătată piesa turnată experimental. În figurile 1.3 – 1.13
sunt arătate aspecte privind umplerea formei cu aliaj lichid. Figura 1.6 arată că la partea
superioară a piesei, spre cele două extremităţi, pe suprafeţele superioare apar două zone cu
tendinţă de formare a unor retasuri deschise. Figurile 1.14 – 1.20 arată poziţia frontului de
solidificare, grosimea crustei solidificate, la un moment dat şi de asemenea timpul de solidificare
a aliajului solidificat până la momentul respectiv. Dintre aceste figuri sunt importante cele care
redau repartizarea timpului de solidificare în întreg ansamblul piesei (figurile 1.20 şi 1.24).
Acestea pun în evidenţă punctele în care se termină solidificarea, furnizând informaţii privind
poziţia amplasării maselotelor. Figurile 1.27 - 1.29 sunt date informaţii despre valoarea
criteriului Nyiama (parametru care caracterizează apariţia microretasurilor).
10
Figura 1.20 Timpul de solidificare şi poziţia frontului de solidificare la momentul
t=697,9913s [13,58;]
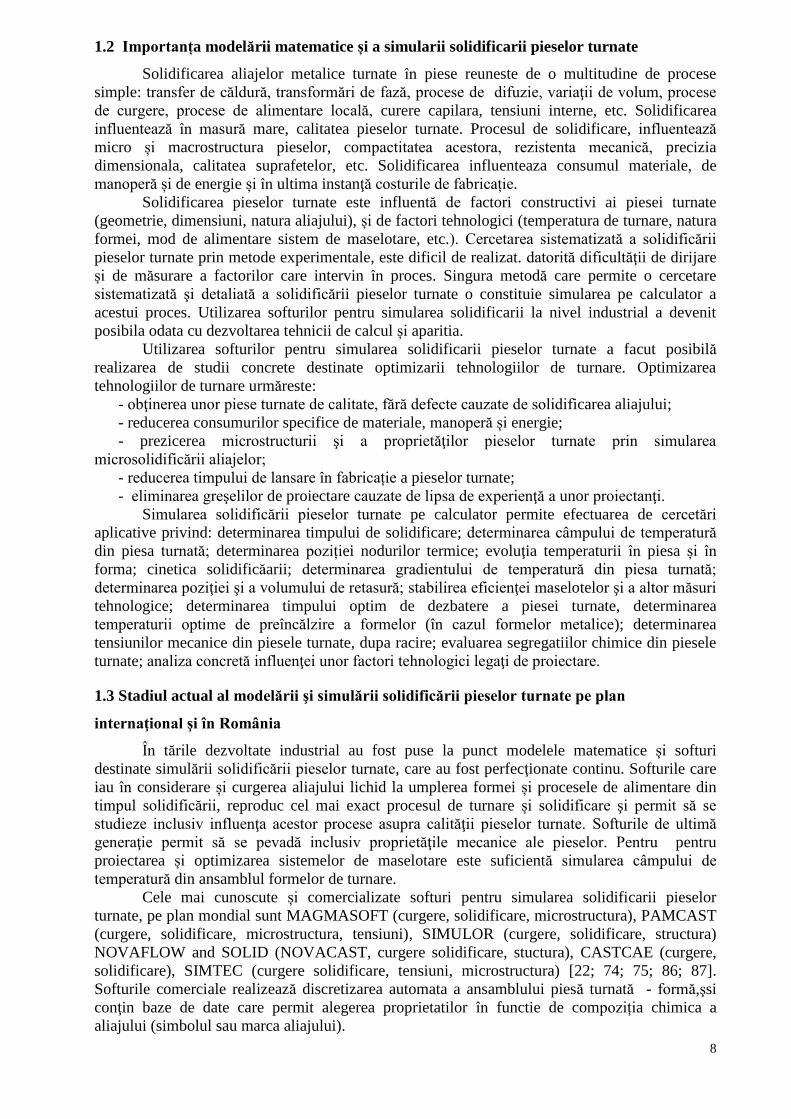
Figura 1.31 Poziţia defectelor în piesa turnată experimental (secţiune) [58;]
Rezultatele obţinute prin simulare arată că pe parcursul răcirii şi solidificării aliajului în
piesă se formează două noduri termice, situate la partea superioară a orificiilor. Validitatea
rezultatelor obţinute prin simulare cu softul MAGMA s-a analizat prin comparaţie cu cele
obţinute prin experiment (figurile 1.30 – 1.31). Se pune în evidenţă două aspecte:
- pe de o parte că piesa nu prezintă retasuri exterioare deschise la partea superior;
- piesa prezintă două retasuri interioare plasate deasupra celor două orificii, spre colţul
exterior al acestora.
Comparând rezultatele experimentale, cu cele obţinute prin simulare şi arătate în figurile
1.20 şi 1.28 se observă că între acestea există o concordanţă bună legat de poziţia retasurilor şi a
nodurilor termice. În schimb din compararea rezultatelor experimentale cu cele puse în evidenţă
prin simulare în figurile 1.10 şi 1.29, există discordanţă.
Softul SIM - 3D pentru simularea solidificării aliajelor cu solidificare la temperatură
constantă, realizat la Universitatea Transilvania din Braşov [13,27,58] oferă posibilitatea să se
intervină în soft şi să se obţină o stocare tabelară a datelor numerice şi o reprezentare grafică a
acestora sub formă de curbe de dependenţă a factorilor care caracterizează solidificarea. Această
reprezentare oferă posibilitatea realizării unor studii de fineţe a influenţei factorilor constructivi
şi tehnologici asupra solidificării pieselor turnate. În figurile 1.32 – 1-37 este exemplificat un
astfel de studiu. S-a studiat influenţa vopsirii formei de turnare cu vopsele pe bază de compuşi
metalici, cu conductibilitate termică ridicată, asupra fenomenelor termice la interfaţa piesă
turnată – formă.
O altă problemă importantă legată de modelele matematice şi softurile pentru simularea
solidificării pieselor turnate o reprezintă modul în care acestea iau în considerare proprietăţile
termofizice ale materialelor care intervin în acest proces: aliajul lichid, solid, forma de turnare,
răcitori sau materiale termoizolante şi exoterme. Acestea pot fi luate în considerare prin valori
medii sau prin valori dependente de temperatură. Evident modelele matematice care utilizează
valori dependente de temperatură, ale caracteristicilor termofizice, sunt recomandate, cu condiţia
11
ca funcţiile de dependenţă ale acestora să fie cunoscute şi corecte. Acest lucru nu este însă
posibil totdeauna. În figurile 1.38 – 1.43, sunt arătate valorile câtorva mărimi utilizate la
simularea solidificării piesei din figurile 1.1 – 1.2.
Un alt aspect legat modelarea solidificării constă în valorile caracteristicilor termofizice utilizate
la modelare şi simulare şi anume modul cum sunt calculate valorile caracteristicilor termofizice
ale aliajului turnat aflat în curs de solidificare.
2. OBIECTIVELE TEZEI DE DOCTORAT
2.1 Obiectivele cercetărilor.
Pornind de la stadiul actual și necesitatile invatamantului superior din Romania, legat de
dezvoltarea de softuri pentru simularea solidificarii, s-a fixat ca obiectiv principal al acestei teze
de doctorat, realizarea unui modul de soft performant, destinat simularii solidificării pieselor
turnate din aliaje cu solidificare în interval de temperatură și care se solidifica sub forma de
solutie solidă. Acest modul de soft va putea fi utilizat cu un oarecare grad de aproximatie și
pentru la simularea solidificării aliajelor care se solidifică în interval de temperatura, dar care
prezintă şi transformări parţiale de tip eutectic (aliaje hipo sau hipereutectice) sau de tip
peritectic.
2.2 Strategia de lucru
Strategia de lucru pentru atingerea obiectivului propus a fost urmatoarea:
- cercetari preliminare, prin realizarea unor modele matematice 2D, în baza unor de
ipoteze de lucru diferite pentru găsirea schemei logice de rezolvare cea mai adecvată transpunerii
modelului intr-o structură de soft convenabilă;
- transpunerea modelelor 2D, în module de soft și verificarea functionării acestora din
punct de vedere informatic;
- stabilirea variantei optime de modelare matematică și a schemei de rezolvare a acestora
în vederea realizarii modelului și a softului 3D;
- relizarea modelului matematic 3D;
- relizarea modulului de soft 3D;
- verificarea funcţionarii modulului de soft 3D din punct de vedere informatic;
- verificarea experimentală functionarii modulului de soft 3D;
- utilizarea modulului de soft 3D în cadrul unor studii apicative privind solidificarea
pieselor turnate din aliaje cu solidificare în interval de temperatura.
2.3 Metodologia de lucru
Pentru realizarea strategiei de lucru s-a utilizat urmatoarea metodologie.
- stabilirea ipotezelor pentru elaborarea modelor matematice al solidificării;
- particularizarea ecuatiilor care fundamentază modelele matematice;
- stabilirea schemei de rezolvare a modelelor;
- stabilirea rezultatelor necesare a fi furnizate de soft referitor la simularea solidificării;
- transpunerea modelului matematic în limbajul de programare;
- rularea softului pentru verificarea functionarii din punct de vedere informatic și al
rezultatelor furnizate de soft;
- compararea reultatelor obţinute prin simulare cu cele obtinute prin experiment legat de
poziția nodurilor termice;
- compararea rezultatelor obtinute prin simulare cu cele experimentale obtinute prin
analiză termică
- relizarea de simulări în vederea analizarii unor aspecte legate de solidificarea pieselor
turnate din aliaje cu solidificare în interval de temoperatură.
12
3. MODELAREA MATEMATICĂ A VARIAŢIEI FRACŢIEI DE SOLID ÎN
TIMPUL SOLIDIFICĂRII
3.1 Introducere
Modelele matematice și softurile destinate simulării solidificării pieselor turnate depind
de modul în care, în timpul solidificării, fracţia de solid evoluează în funcţie de temperatură.
Variaţia fracţiei de solid cu temperatura este determinată de tipul transformărilor de fază care au
loc în aliaj la solidificare (solubilitate variabilă, transformare eutectică, transformare peritectică,
etc.).
De aceea şi modelele matematice și softurile destinate simulării solidificării pieselor
turnate din aliaje cu solidificare în interval de temperatură sunt diferite de cele pentru simularea
solidificării pieselor turnate din aliaje eutectice.
3.2 Determinarea fracţiei de solid în cazul aliajelor care se solidifică în interval de
temperatură.
a) Variaţia temperaturii în timpul solidificării aliajelor
Din punct de vedere al dependenţei fracţiei de solid de temperatură, la aliajele utilizate în
practica turnării, se întâlnesc patru tipuri de solidificare:
a - solidificare la temperatură constantă;
b - solidificare în interval de temperatură cu variaţie continuă a temperaturii pe parcursul
solidificării;
c - solidificare în interval de temperatură, la care solidificarea are loc parţial cu variaţia
temperaturii în timpul solidificării şi parţial la temperatură constantă;
d - solidificare în interval de temperatură cu două intervale de variaţie a temperaturii pe
parcursul solidificării separate de o solidificare parţială la temperatură constantă.
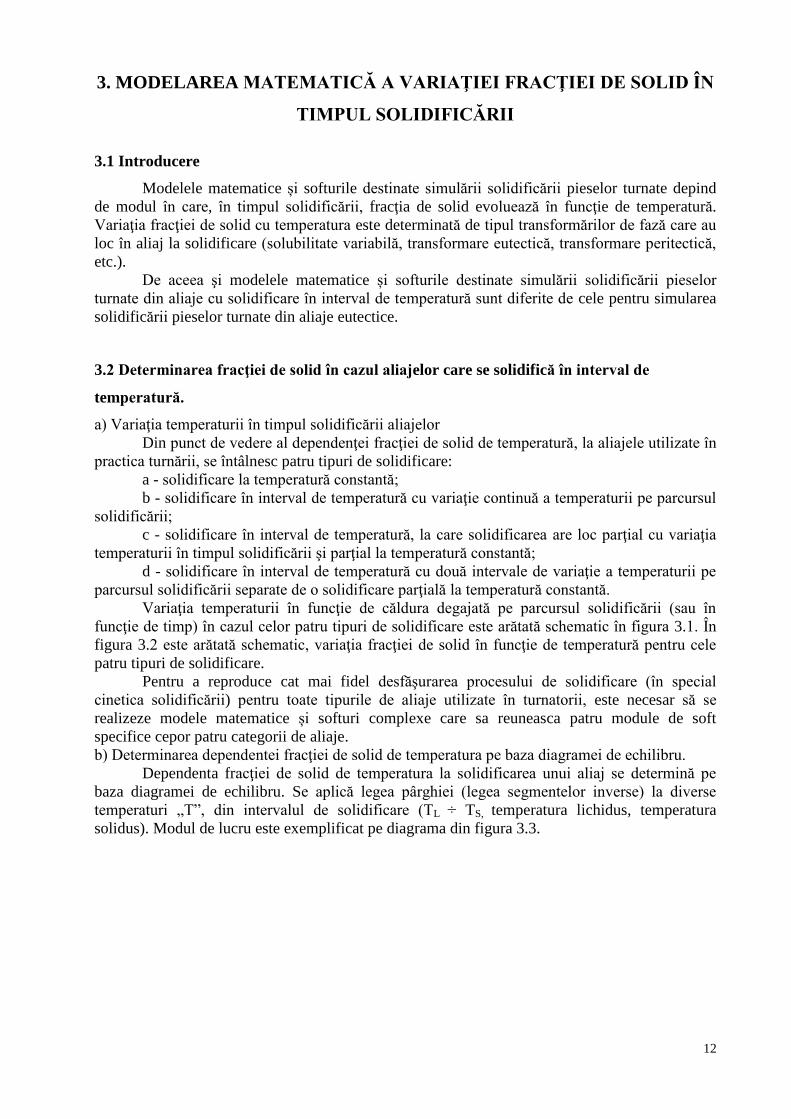
Variaţia temperaturii în funcţie de căldura degajată pe parcursul solidificării (sau în
funcţie de timp) în cazul celor patru tipuri de solidificare este arătată schematic în figura 3.1. În
figura 3.2 este arătată schematic, variaţia fracţiei de solid în funcţie de temperatură pentru cele
patru tipuri de solidificare.
Pentru a reproduce cat mai fidel desfăşurarea procesului de solidificare (în special
cinetica solidificării) pentru toate tipurile de aliaje utilizate în turnatorii, este necesar să se
realizeze modele matematice și softuri complexe care sa reuneasca patru module de soft
specifice cepor patru categorii de aliaje.
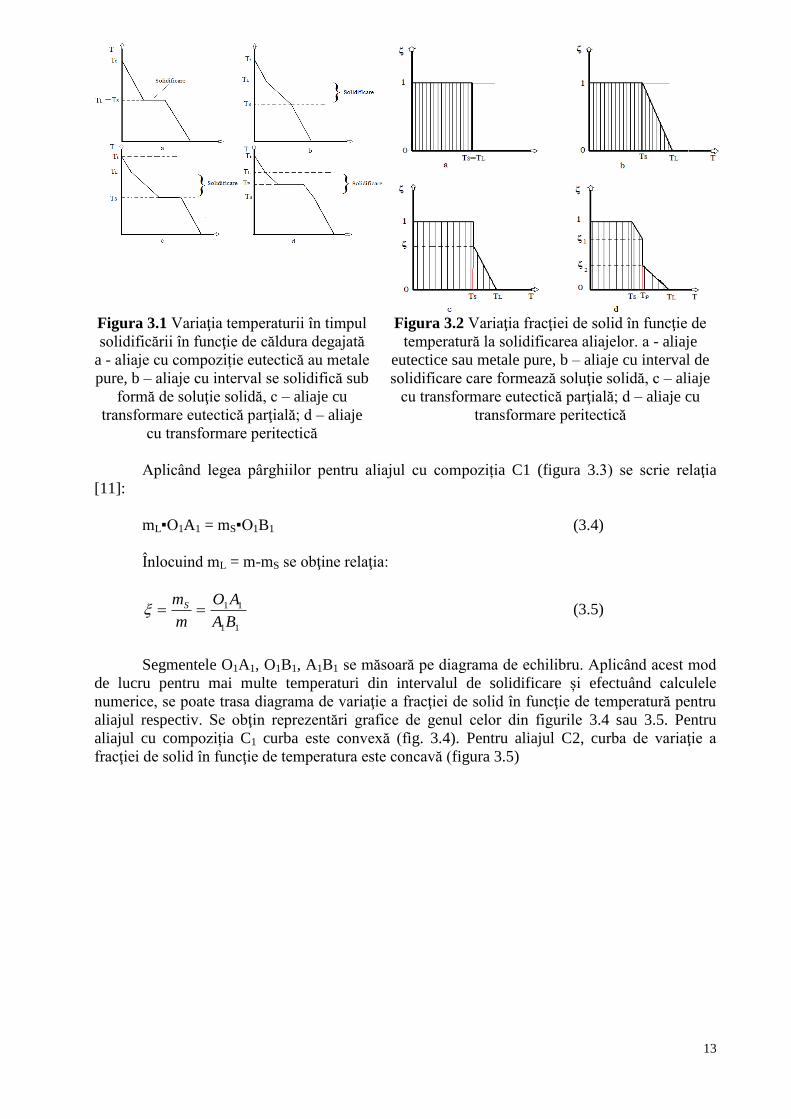
b) Determinarea dependentei fracţiei de solid de temperatura pe baza diagramei de echilibru.
Dependenta fracţiei de solid de temperatura la solidificarea unui aliaj se determină pe
baza diagramei de echilibru. Se aplică legea pârghiei (legea segmentelor inverse) la diverse
temperaturi „T”, din intervalul de solidificare (TL ÷ TS, temperatura lichidus, temperatura
solidus). Modul de lucru este exemplificat pe diagrama din figura 3.3.
13
Figura 3.1 Variaţia temperaturii în timpul
solidificării în funcţie de căldura degajată
a - aliaje cu compoziție eutectică au metale
pure, b – aliaje cu interval se solidifică sub
formă de soluţie solidă, c – aliaje cu
transformare eutectică parţială; d – aliaje
cu transformare peritectică
Figura 3.2 Variaţia fracţiei de solid în funcţie de
temperatură la solidificarea aliajelor. a - aliaje
eutectice sau metale pure, b – aliaje cu interval de
solidificare care formează soluţie solidă, c – aliaje
cu transformare eutectică parţială; d – aliaje cu
transformare peritectică
Aplicând legea pârghiilor pentru aliajul cu compoziția C1 (figura 3.3) se scrie relaţia
[11]:
mL▪O1A1 = mS▪O1B1 (3.4)
Înlocuind mL = m-mS se obţine relaţia:
11
11
BA
AO
m
mS (3.5)
Segmentele O1A1, O1B1, A1B1 se măsoară pe diagrama de echilibru. Aplicând acest mod
de lucru pentru mai multe temperaturi din intervalul de solidificare și efectuând calculele
numerice, se poate trasa diagrama de variaţie a fracţiei de solid în funcţie de temperatură pentru
aliajul respectiv. Se obţin reprezentări grafice de genul celor din figurile 3.4 sau 3.5. Pentru
aliajul cu compoziția C1 curba este convexă (fig. 3.4). Pentru aliajul C2, curba de variaţie a
fracţiei de solid în funcţie de temperatura este concavă (figura 3.5)
14
Figura 3.3 Diagrama de echilibru
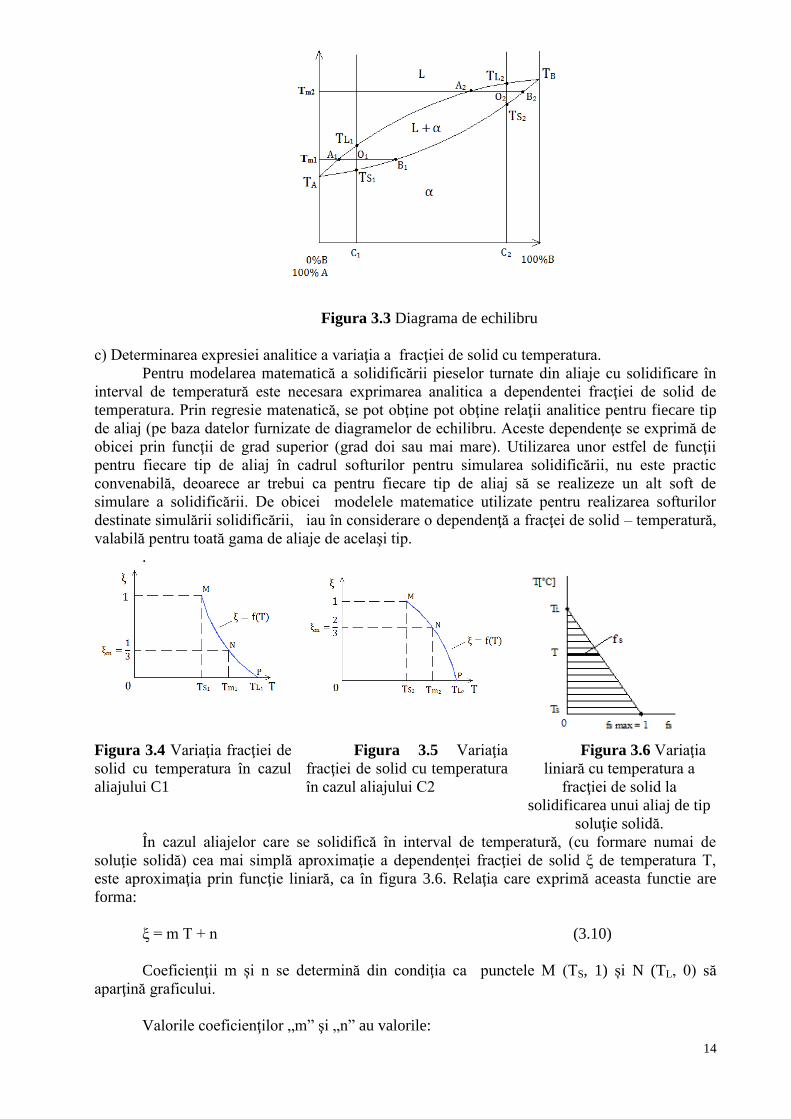
c) Determinarea expresiei analitice a variaţia a fracţiei de solid cu temperatura.
Pentru modelarea matematică a solidificării pieselor turnate din aliaje cu solidificare în
interval de temperatură este necesara exprimarea analitica a dependentei fracţiei de solid de
temperatura. Prin regresie matenatică, se pot obţine pot obţine relaţii analitice pentru fiecare tip
de aliaj (pe baza datelor furnizate de diagramelor de echilibru. Aceste dependenţe se exprimă de
obicei prin funcţii de grad superior (grad doi sau mai mare). Utilizarea unor estfel de funcţii
pentru fiecare tip de aliaj în cadrul softurilor pentru simularea solidificării, nu este practic
convenabilă, deoarece ar trebui ca pentru fiecare tip de aliaj să se realizeze un alt soft de
simulare a solidificării. De obicei modelele matematice utilizate pentru realizarea softurilor
destinate simulării solidificării, iau în considerare o dependenţă a fracţei de solid – temperatură,
valabilă pentru toată gama de aliaje de acelaşi tip.
.
Figura 3.4 Variaţia fracţiei de
solid cu temperatura în cazul
aliajului C1
Figura 3.5 Variaţia
fracţiei de solid cu temperatura
în cazul aliajului C2
Figura 3.6 Variaţia
liniară cu temperatura a
fracţiei de solid la
solidificarea unui aliaj de tip
soluţie solidă.
În cazul aliajelor care se solidifică în interval de temperatură, (cu formare numai de
soluţie solidă) cea mai simplă aproximaţie a dependenţei fracţiei de solid ξ de temperatura T,
este aproximaţia prin funcţie liniară, ca în figura 3.6. Relaţia care exprimă aceasta functie are
forma:
ξ = m T + n (3.10)
Coeficienţii m și n se determină din condiţia ca punctele M (TS, 1) și N (TL, 0) să
aparţină graficului.
Valorile coeficienţilor „m” şi „n” au valorile:

15
LS TTm
1 şi
SL
L
TT
Tn
(3.12; 3.13)
Înlocuind în relaţia 3.10 valorile m şi n, se obţine experesia generală valabilă pentru
aliajele cu solidificare în interval de temperatură:
SL
L
TT
TT
(3.14)
În cazul când funcţiile reprezentate în figurile 5.2 și 5.3 au o curbură mare, este posibilă o
aproximare mai exactă, printr-o funcţie, explicitată pe două intervale şi anume pentru intervalele
de temperatură TS ÷ Tm şi respectiv Tm – TL (relaţia 3.15).
În cazul aproximării liniare expicitate (ca în figura 3.7) funcţia analitică se determină
astfel:
Figura 3.7 Aproximarea funcţiei de variaţie a fracţiei de solid prin funcţie de grad 1
explicitată pe două intervale. A - aliaj cu inceput de solidificare lent. B – aliaj cu început de
solidificare rapid.
Lm
mS
TTTpentrunTm
TTTpentrunTm
22
11 (3.15)
În acest cay se obţin următoarele valori pentru coeficienţi:
mS
m
TTm
11 ;
Lm
Lmm
TT
TTn
1 ;
Lm
m
TTm
2 ;
Lm
Lm
TT
Tn
2 (3.17)
Funcţia care modelează matematic fracţia solidă în acest caz este:
Lm
Lm
Lm
Lm
m
mS
ML
mLm
mS
m
TTTpentruTT
TT
TT
TTTpentruTT
TTT
TT
1
(3.18)
Este posibil ca funcţiile din figurile 3.4 și 3.5 să se aproximeze analitic printr-o funcţie de
gradul 2 de forma:
ξ = mT2 + nT + p (3.19)
16
Pentru ca modelele matematice ale macrosolidificării pieselor turnate să conducă la
rezolvări mai uşor accesibile este preferată modelarea variaţiei fracţiei de solid cu temperatura
prin funcţie de gradul 1, conform relaţiei 3.14. În acest caz softurile pentru simularea solidificării
au structuri mai simple, iar durata simulărilor este mai mică.
Trebuie precizat că relaţiile (3.14) și respectiv (3.15) care modeleaă dependenţa fracţiei
de solid – tempertură se pot extinde şi pentru aliaje de tip hipoeutectic, hipereutectic sau
transformare peritectică. În acest caz însă softurile nu reproduc exact cinetica solidificarii şi
microsolidificarea.
4. REALIZAREA MODELULUI MATEMATIC 3D PENTRU
SOLIDIFICAREA PIESELOR TURNATE DIN ALIAJE CU
SOLIDIFICARE ÎN INTERVAL DE TEMPERATURĂ
4..1. Introducere
Modelarea matematică a solidificării pieselor turnate cu solidificare în interval de
tempertură este mai complexă, decat în cazul aliajelor cu solidificare la temperatura constanta
deoarece pe parcursul solidificării apar două variabile, fracţia de solid şi temperatura. De aceea
pentru realizarea tezei de doctorat s-a parcurs o etapa preliminara în care s-au realizat și analizat
pentru inceput, mai multe modele matematice și softuri 2D destinate simularii solidificarii
aliajelor cu solidificare în interval de temperatura. Aceasta etapa, a fost necesară, deoarece
modelele 2D de conduc la ecuatii mai simple, iar durata efectiva de efectuare a simularilor este
mult mai mica. Ca urmare realizarea modelelor matematice, analizarea functionarii softurilor,
punerea în evidenta a inconvenientelor și corectarea schemelor de rezolvare este mai usoara în
cazul 2D. În final dupa stabilirea variantei optime de modelare și de rezolvare a modelului, s-a
trecut la relizarea modelului și a softului 3D, în varianta considerata mai adecvată.
S-a constatat, ca în cazul acestui tip de aliaje, unele modele matematice conduc la ecuatii
de grad 2sau chiar 3. La rezolvare acestea au mai multe radăcini. Selectarea soluţiei compatibile
dinte aceste radacini este uneori dificilă, necesitand calcule suplimentare, care conduc la softuri
cu structuri comlicate. În acelasi timp creşte considerabil, durata efectiva a simularilor. S-a
stabilit ca cele mai indicate sunt modelele conduc la ecuatii de grad 1. Pe baza rezultatelor și a
concluiilor desprinse în urma realizarii modelelor și a softurilor 2D, s-a trecut în final la
realizarea modelului și a softului 3D.
4.2. Principiul modelului matematic
Modelul matematic realizat, ia în considerare ipoteza ca în intervalul de solidificare
fracţia de solid variază liniar cu temperatura, în intervalul de solidificare. În acest scop s-a
utilizat relaţia (3.14). Modelarea matematică liniară a acestei dependenţe are avantajul ca se pot
elabora, variante de rezolvare prin ecuaţii de grad 1, care conduc la softuri cu o structură mai
simplă şi la durată mai mică a simularilor.. .
Relaţia (3.14) se poate scrie şi sub forma exprimării temperaturii momentane în funcţie
de fracţia de solid astfel:
LLS TTTT )( (4.2)
unde: T este temperatura momentană; ξ este fracţia solidificată la temperatura T; TS –
temperatura solidus a aliajului, TL – temperatura lichidus a aliajului.
Modelul matematic foloseşte metoda diferenţelor finite. La baza modelului matematic sta
ecuatia transferului termic intre elementele în care este divizat ansamblul formei de turnare.
17
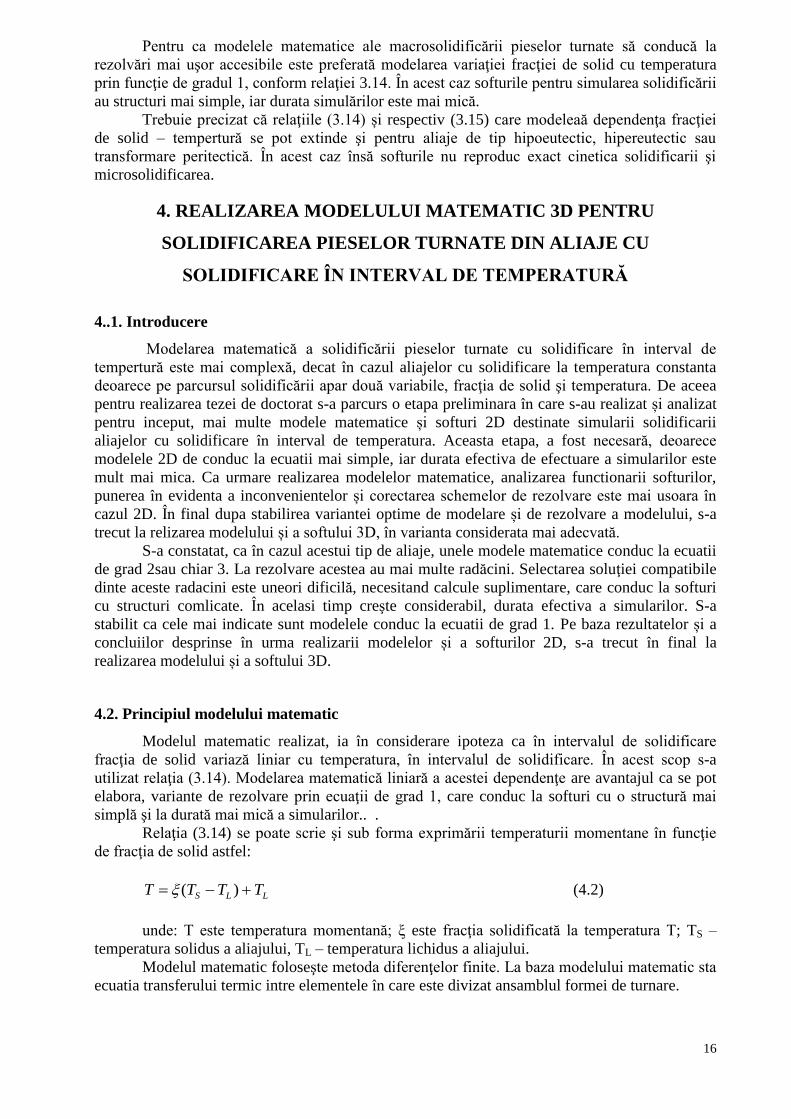
Figura 4.2 Divizarea ansamblului formei în elemente de volum cubice (în cazul modelului 3D)
Pentru rezolvarea ecuaţiei diferenţiale a transferului termic prin metoda diferenţelor
finite, ansamblul formei de turnare este divizat în elemente de volum cubice cu latura Δ, dispuse
în linii şi coloane, şi straturi, intr-un sistem cartezian Oxyz, aşa cum este arătat în figura 4.2.
Poziția elementelor în ansamblul formei de turnare este notată prin trei coordonate numerice
(i,j,k). Acestea semnifică numărul liniei, al coloanei şi respectiv al stratului din care face parte
elementul. Numărul total de linii, coloane și straturi este notat notat prin “n, m, p”, Timpul este
divizat în intervale finite “τ”. Coordonata numerică a intervalelor de timp este „q”, Numarul total
de intervale de timp pentru care se studiază transferul termic în ansamblul formăîa – piesă
turnată este notat “qmax“. Precizia calculului este cu atât mai mare cu cât discretizarea spaţiului
şi a timpului este mai fină.
La un moment oarecare „q” starea fiecărui element de volum, este caracterizată prin
temperatura q
ijkT și fracţia de solid q
ijk , De asemenea la fiecare moment q, elementele au
caracteristicile termofizice cijkq = căldura specifică, și λijk
q = coeficient de conductibilitate
termicădependente de temperatura și de fracţia de solid momentană.
4.3. Ipotezele modelului matematic
Ipotezele care stau la baza acestui model matematic sunt urmatoarele:
- procesele de evaporare, de recondensare și de ardere în pereţii formei se iau în
considerare printr-un coeficient echivalent de transmitere a căldurii;
- transmisia de căldură are loc pe direcţiile Ox, Oy și Oz;
- contactul între elementele discretizate este perfect pe toată durata procesului;
- schimbul de căldură cu mediul ambiant se considera printr-un coeficient de transfer
termic, echivalent;
- se neglijează variaţia volumului și deci a densităţii cu temperatura;
- se considera variaţia căldurii specifice și a conductibilităţii termice cu temperatura și cu
starea de agregare;
- aliajul se solidifică în intervalul de temperatura TL (lichidus) – TS (solidus);
- fracţia de solid variază liniar cu temperatura în intervalul de solidificare;
- la momentul iniţial (q=0) forma este plină cu aliaj lichid;
- ansamblul formei poate fi constituit din forma propriu zisă, aliaj lichid, răcitori,
materiale termoizolante.
18
4.4 Notaţii
Fiecare mărime termofizică care caracterizează starea şi caracteristicile fizice ale
elementele în care este divizată forma este notată prin patru indici numerici, “i,j,k” – coordonate
de poziție şi q – coordonata de timp. S-au utilizat următoarele simboluri:
Δ - latura elementelor de volum; - intervalul de timp elementar; i, j, k – coordonatele numerice
de poziție; q – coordonata numerică de timp); n, m, p – numărul total de linii, de coloane şi de
straturi; qmax - valoarea maximă a parametrului „q”; τmax – durata totală pentru care este studiat
procesul; q
ijkT - temperatura momentană a elementului cu coordonate numerice “i,j,k” la
momentul „q”; q
ijk - fracţia de solid a elementului cu coordonate numerice ”i,j,k” la momentul q;
SijkT - temperatura solidus; LijkT - temperatura lichidus; k
ijk - densitatea unui element; Lijk –
căldura latentă specifică de solidificare; q
Sijkc - căldura specifică în stare solidă; q
Lijkc - căldura
specifică în stare lichidă; q
Sijk - coeficientul de conductibilitate termică în stare solidăq; q
Lijk -
coeficientul de conductibilitate termică în stare lichidă; q
ijk - coeficientul de conductibilitate
termică momentana a unui element; • q
ijks , q
ijkd q
ijkh , q
ijkj , q
ijkf , q
ijkp - coeficientii de transfer
termic la momentul ‚q”, intre un element elementele vecine situate, în stanga, în dreapta, sus, jos,
în fata și în spate;
• tr
q
ijkQ - căldura schimbată de elementul ”i,j,k” cu cele şase elemente vecine, ţn intervalul
de timp elementar , la momentul „q”;
• m
q
ijkQ - variaţia căldurii masice a elementului ”i,j,k”, la momentul “q”, ca urmare a
variaţiei temperaturii sau a fracţiei de solid, în intervalul de timp elementar .
4.5 Ecuaţiile modelului matematic.
La un moment oarecare τq =q▪τ (după q intervale de timp elementare) starea fiecărui
element de volum (în care este divizat nsamblul formei de turnare) cu coordonate numerice
“i,j,k” este caracterizată prin temperatura momentană Tijkq şi prin fracţia de solid ξijk
q. Pentru
elementele care corespund formei propriu zise (amestec de formare, miezuri, răcitori) la
momentul iniţial, fracţia de solid este ξijk0=1. Pentru elementele care corespund aliajului lichid
turnat în piese, fracţia solidificată la momentul iniţial este ξijk0=0. Pentru elementele piesei care
sunt în curs de solidificare la un moment oarecare ξijkq are valori între 0 şi 1.
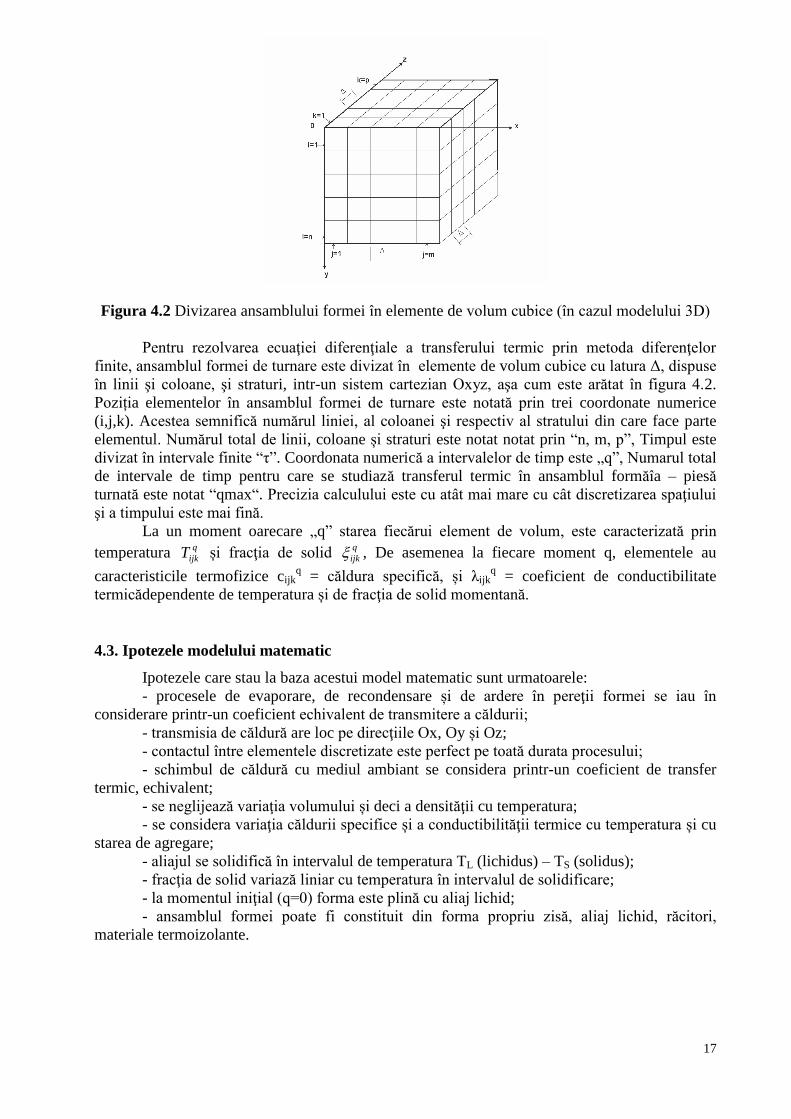
Ecuatia de bilant termic pentru un element din ansamblul formei, are în vedere schema
din figura 4.3 Ecuaţia bilanţului termic pentru elementul central din figura 4.3, exprimă
egalitatea dintre variaţia căldurii masice a unui element şi căldura schimbată de acesta cu cele
patru elemente vecine:
m
q
ijkQ = tr
q
ijkQ (4.3)
19
Figura 4.3 Schema transmisiei căldurii între elemente de volum discretizate
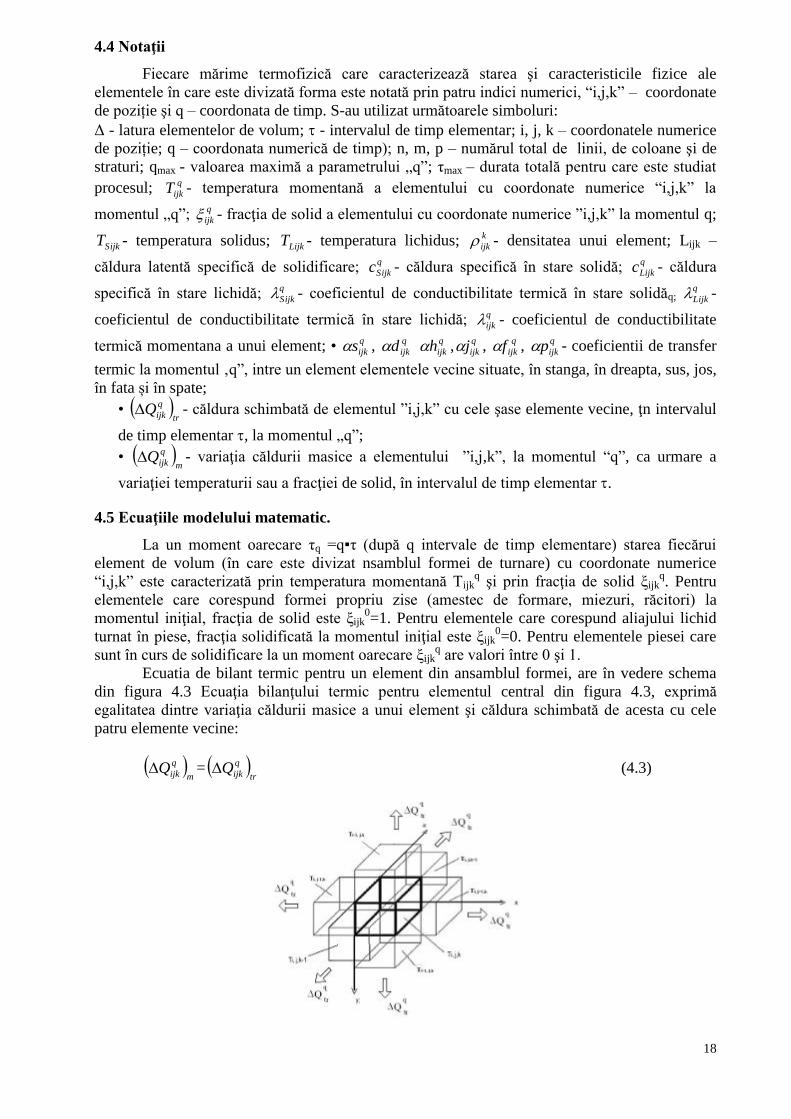
Căldura transmisă de elementul “i,j,k” elementelor vecine, este data de relaţia:
2
1,,,,,,1,,,,,,
,1,,,,,,1,,,,,
,,1,,,,,,1,,
]
)()(
)()([)(
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
kji
q
ijk
q
kjiced
q
ijk
TTpTTf
TTjTTh
TTdTTsQ
(4.4)
Variaţia căldurii masice a unui element cu coordonatele spaţiale ”i, j, k” într-un interval
de timp “τ” depinde de starea iniţială a elementului (caracterizată prin q
ijkT și q
ijk - la momentul
„q”) şi de starea finală (caracterizată prin 1q
ijkT și 1q
ijk - la momentul „q+1”). În cazul
solidificării aliajelor cu solidificare în interval de temperatură, la exprimarea variaţiei
conţinutului de căldură a elementelor se întâlnesc nouă situaţii, ca şi în cazul modelelului pentru
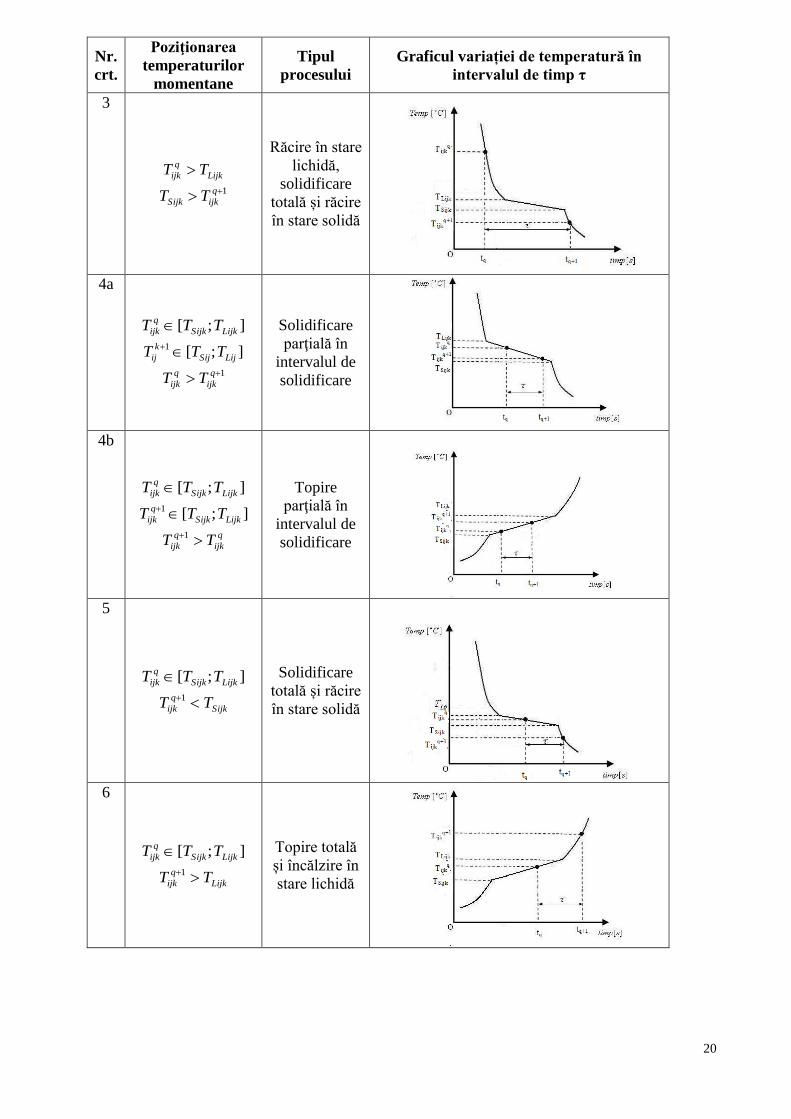
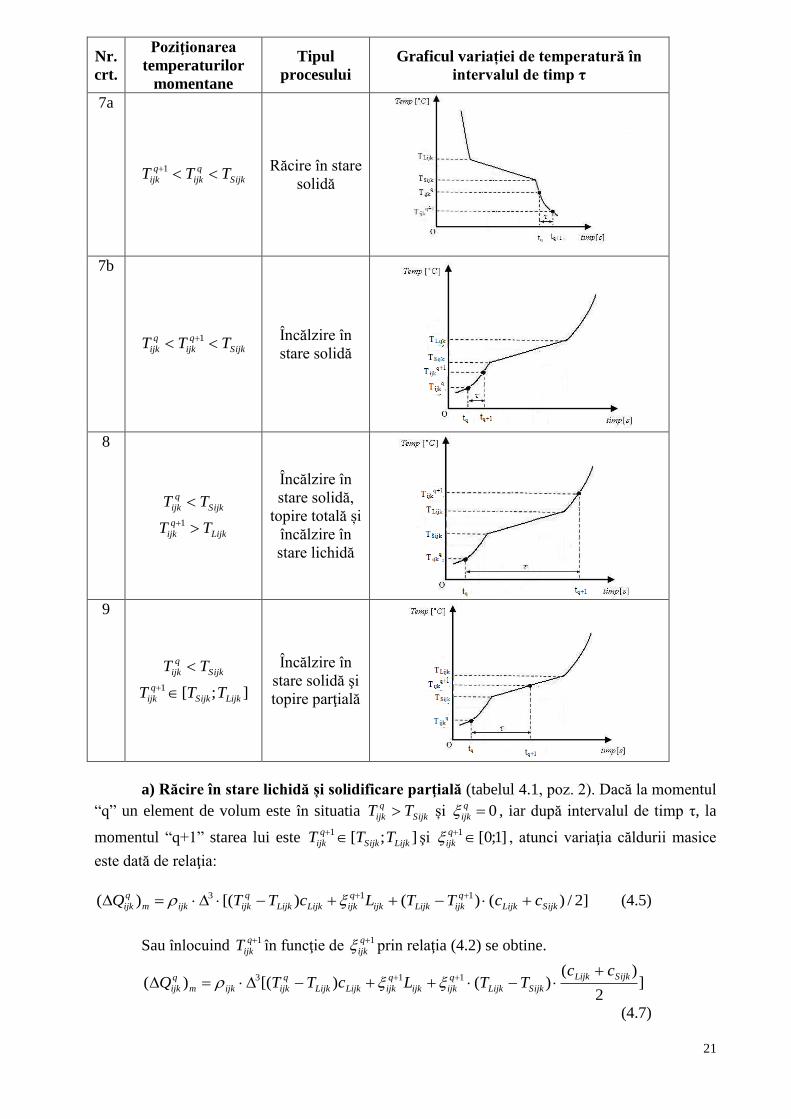
aliajele cu compoziție eutectică. Aceste cazuri sunt arătate în tabelul 4.1, Ecuaţiile detaliate
pentru fiecare caz în parte sunt prezentate în continuare:
Tabelul 4.1 Cazuri posibile pentru particularizarea relaţiei de calcul a variaţiei căldurii
masice întâlnite la solidificarea unui aliaj cu interval de solidificare în funcţie de pozionarea
temperaturilor q
ijkT şi 1q
ijkT .faţă de temperaturile solidus și lichidus (model 3D)
Nr.
crt.
Poziţionarea
temperaturilor
momentane
Tipul
procesului
Graficul variației de temperatură în
intervalul de timp τ
1a
Lijk
q
ijk
q
ijk TTT 1 Răcire în stare
lichidă
1b
Lijk
q
ijk
q
ijk TTT 1 Încălzire în
stare lichidă
2
Lijk
q
ijk TT
Sijk
q
kijLijk TTT 1
Răcire în stare
lichidă și
solidificare
parţială
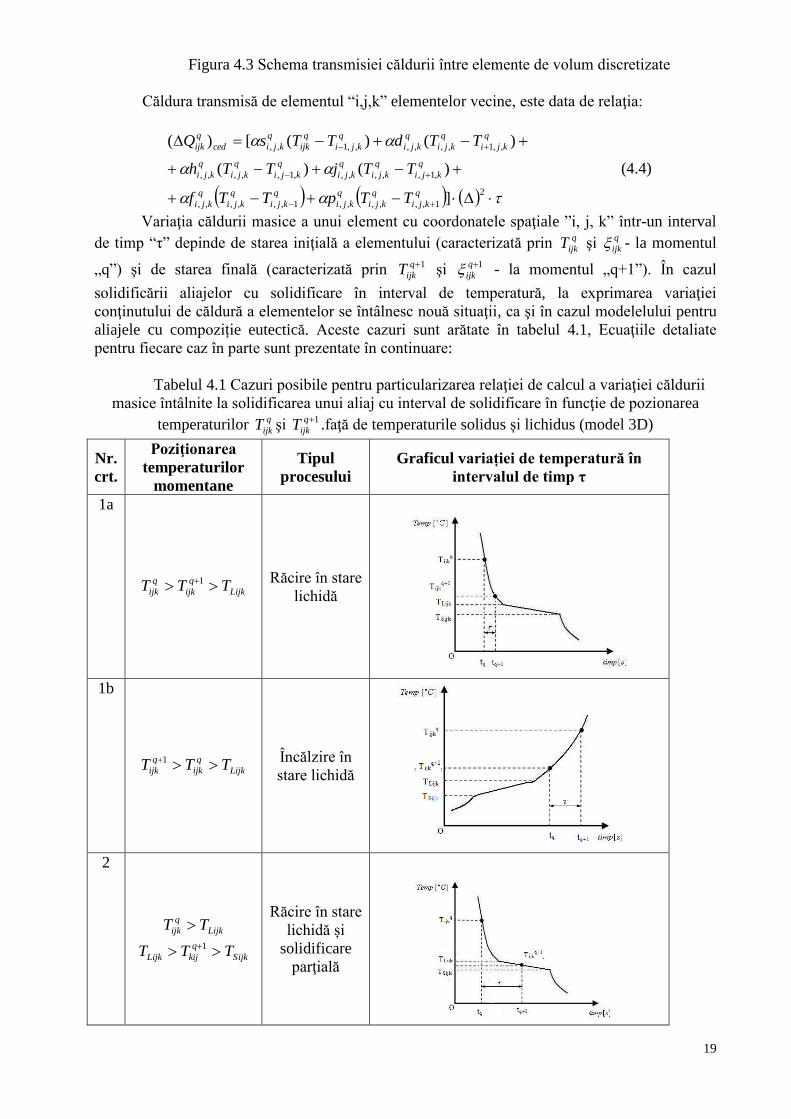
20
Nr.
crt.
Poziţionarea
temperaturilor
momentane
Tipul
procesului
Graficul variației de temperatură în
intervalul de timp τ
3
Lijk
q
ijk TT
1 q
ijkSijk TT
Răcire în stare
lichidă,
solidificare
totală și răcire
în stare solidă
4a
];[ LijkSijk
q
ijk TTT
];[1
LijSij
k
ij TTT
1 q
ijk
q
ijk TT
Solidificare
parţială în
intervalul de
solidificare
4b
];[ LijkSijk
q
ijk TTT
];[1
LijkSijk
q
ijk TTT
q
ijk
q
ijk TT 1
Topire
parţială în
intervalul de
solidificare
5
];[ LijkSijk
q
ijk TTT
Sijk
q
ijk TT 1
Solidificare
totală și răcire
în stare solidă
6
];[ LijkSijk
q
ijk TTT
Lijk
q
ijk TT 1
Topire totală
și încălzire în
stare lichidă
21
Nr.
crt.
Poziţionarea
temperaturilor
momentane
Tipul
procesului
Graficul variației de temperatură în
intervalul de timp τ
7a
Sijk
q
ijk
q
ijk TTT 1 Răcire în stare
solidă
7b
Sijk
q
ijk
q
ijk TTT 1 Încălzire în
stare solidă
8
Sijk
q
ijk TT
Lijk
q
ijk TT 1
Încălzire în
stare solidă,
topire totală și
încălzire în
stare lichidă
9
Sijk
q
ijk TT
];[1
LijkSijk
q
ijk TTT
Încălzire în
stare solidă şi
topire parţială
a) Răcire în stare lichidă și solidificare parţială (tabelul 4.1, poz. 2). Dacă la momentul
“q” un element de volum este în situatia Sijk
q
ijk TT și 0q
ijk , iar după intervalul de timp τ, la
momentul “q+1” starea lui este ];[1
LijkSijk
q
ijk TTT şi ]1;0[1 q
ijk , atunci variaţia căldurii masice
este dată de relaţia:
]2/)()()[()( 113
SijkLijk
q
ijkLijkijk
q
ijkLijkLijk
q
ijkijkm
q
ijk ccTTLcTTQ (4.5)
Sau înlocuind 1q
ijkT în funcţie de 1q
ijk prin relaţia (4.2) se obtine.
]2
)()()[()( 113 SijkLijk
SijkLijk
q
ijkijk
q
ijkLijkLijk
q
ijkijkm
q
ijk
ccTTLcTTQ
(4.7)

22
b) Răcire sau încălzire în stare lichidă (tabelul 4.1. poz. 1a și 1b). Dacă starea iniţială a
elementului este Lijk
q
ijk TT și 0q
ijk , iar după intervalul de timp τ starea devine Lijk
q
ijk TT 1 şi
01 q
ijk , variaţia căldurii masice a elementului este dată de relaţia:
Lijk
q
ijk
q
ijkijkm
q
ijk cTTQ )()( 13 (4.8)
c) Răcire în stare lichidă, solidificare totală și răcire în stare solidă (tabelul 4.1. poz.
3). Dacă starea iniţială a elementului este Lijk
q
ijk TT și 0q
ijk , iar starea finală este
Sijk
q
ijk TT 1 şi 11 q
ijk , variaţia căldurii masice a elementului este dată de relaţia:
])(2
))(()[()( 13
Sijk
q
ijkSijk
LijkSijkSijkLijk
ijkLijkLijk
q
ijkijkm
q
ijk cTTccTT
LcTTQ
(4.9)
d) Solidificare sau topire parţială în intervalul de solidificare (tabelul 4.1. poz. 4.a sau
4.b). Dacă la momentul q, temperatura elementului este ];[ LijkSijk
q
ijk TTT şi ]1;0[q
ijk , iar în
stare finală, la momentul „q+1” starea devine, ];[1
LijkSijk
q
ijk TTT şi ]1;0[1 q
ijk , variaţia căldurii
masice este:
]2/)()()[()( 113
SijkLijk
q
ijk
q
ijkijk
q
ijk
q
ijkijkm
q
ijk ccTTLQ (4.11)
Sau înlocuind Tijkq+1
în funcţie de ξijkq+1
prin relaţia (4.2) se obţine
}2
)()]([){()( 113 SijkLijk
SijkLijk
q
ijkLijk
q
ijkijk
q
ijk
q
ijkijkm
q
ijk
ccTTTTLQ
(4.12)
e) Retopire totală din intervalul de solidificare și încălzire în stare lichidă (tabelul
4.1, poz 6). Dacă la momentul iniţial “q” starea elementului este ];[ LijkSijk
q
ijk TTT şi ]1;0[q
ijk ,
iar în stare finală Tijkq+1
> TLijk și 01 q
ijk , atunci:
])(2/)()([)( 13
Lijk
q
ijkLijkSijkLijkLijk
q
ijkijk
q
ijkijkm
q
ijk cTTccTTLQ (4.13)
f). Solidificare totală în intervalul de solidificare și răcire în stare solidă (tabelul 4.1,
poz. 5). Dacă la momentul q, temperatura elementului “ijk” este ];[ LijkSijk
q
ijk TTT şi ]1;0[q
ijk ,
iar în stare finală parametrii de stare devin Tijkq+1
< TSijk și 11 q
ijk , variaţia căldurii masice este
dată de relaţia :
])(2/)()()1[()( 13
Sijk
q
ijkSijkSijkLijkSijk
q
ijkijk
q
ijkijkm
q
ijk cTTccTTLQ (4.14)
g) Încălzire în stare solidă şi retopire parţială (tabelul 4.1, poz. 9). Dacă iniţial,
elementul este complet solidificat, starea lui fiind Tijkq
< TSijk și q
ijk = 1, iar la momentul „q+1”
sarea devine ];[ LijkSijk
q
ijk TTT și 1q
ijk [0;1], atunci:
]2/)()()1()[()( 113
SijkLijk
q
ijkSijkijk
q
ijkSijkSijk
q
ijkijkm
q
ijk ccTTLcTTQ
(4.15)

23
Sau înlocuind 1q
ijkT în funcţie de 1q
ijk relatia devine:.
}2
)]([){()( 113 SijkLijk
SijkLijk
q
ijkLijkSijkijkijk
q
ijkSijkSijk
q
ijkijm
q
ijk
ccTTTTLLcTTQ
(4.16)
h). Încălzire sau răcire în stare solidă (tabelul 4.1, poz. 7.a sau7.b). Dacă Sijk
q
ijk TT și
1q
ijk , iar Sijk
q
ijk TT 1 și 11 q
ijk , variaţia căldurii masice a elementului „ijk” în intervalul de
timp τ este dată de relaţia:
)()( 13 q
ijk
q
ijk
q
Sijkijkm
q
ijk TTcQ (4.17)
j) Încălzire în stare solidă, retopire totală și încălzire în stare lichidă (tabelul 4.1. poz.
8). Dacă la momentul „q” starea elementului “ijk” este Tijkq
< TSijk și q
ijk = 1, iar la momentul
„q+1” starea devine Tijkq+1
> TLijk și 1q
ijk =0, atunci:
)]()([)( 13 q
ijkSijk
q
LijkijkSijk
q
ijk
q
Sijkijkm
q
ijk TTcLTTcQ (4.18)
4.6 Schema logică de rezolvare a modelului matematic 3D
Schema de rezolvare a acestui model 3D, pentru solidificarea pieselor turnate din aliaje
care se solidifica în interval de temperatura, consta în rezolvarea ecuatiei de bilant termic a
celulelor în care este divizat ansamblul formei de turnare. În ecuaţia generală a bilanţului termic
a unui element (4.3) se înlocuiesc expresiile căldurii transmisă elmentelor vecine și a variaţiei
căldurii masice stabilite mai sus pentru elemente de volum cubice (4.5 ÷ 4.18). Sunt cunoscute
mărimile de stare (Tijkq și q
ijk ) la momentul „q” ale fiecarui element și se determină marimile de
stare (Tijkq+1
și 1q
ijk ) la momentul „q+1”. Schema de rezolvare, utilizează relaţii de
condiţionalitate, privind temperatura și la fracţia de solid iniţială şi finală a elementelor, Se
porneşte de la cazul când, după intervalul de timp τ, temperatura unui element cu coordonate
„i,j,k”, ajunge în intervalul de solidificare ];[1
LijkSijk
q
ijk TTT . Se calculează fracţia solidificată
1q
ijk la momentul τq+1. Dacă valoarea calculată 1q
ijk , verifică condiţia de compatibilitate și
anume ]1;0[1 q
ijk atunci soluţia este compatibilă și se calculează temperatura finală 1q
ijkT din
relaţia (4.2), În cazul că fracţia solidificată calculată 1q
ijk , nu are convergenţă în intervalul [0,1]
se revine asupra calculului. Daca valoarea obţinută pentru 1q
ijk din ecuaţia de bilant termic, este
1q
ijk >1, atunci rezultă că la momentul τq+1, celula respectivă,, solidificată complet, iar fractia de
solid finală are valoarea 1q
ijk =1. Ca urmare se revine la ecuaţia de bilanţ termic corespunzatoare
și se calculează temperatura finală 1q
ijkT . Daca valoarea obţinută pentru 1q
ijk din ecuatia de bilanţ
termic, are valoarea 1q
ijk <1, atunci rezultă că la momentul „q+1”, celula respectiva, este, în stare
lichidă, iar fracţia de solid finală are valoarea 1q
ijk = 0. Se revine la ecuaţia de bilanţ termic
corespunzatoare și se calculează temperatura finală, 1q
ijkT , corectă.
La rezolvarea modelului 3D pentru fiecare celula, se parcurg succesiv, cele în nouă cazuri
în funcţie de poziționarea temperaturilor 1q
ijkT și 1q
ijkT în raport cu LijkT și SijkT , până se obţine o
soluţie compatibilă. Pentru simularea solidificarii piesei turnate ecuatia de bilant termic trebuie
24
rezolvata succesiv pentru toate elementele în care este divizat ansamblul, și pentru o succesiune
de intervale de timp cuprinse intre q=1 și q=qmax.
Aceasta schemă de rezolvare care, stă la baza structurii softului pentru simularea
solidificarii, este detaliată în continuare pentru cazul 1, cand un element se afla initial în stare
lichida.
Cazul 1a. Dacă q
ijkT > TLijk și ξijk
q =0, iar ];[ LijkSijk
q
ijk TTT și 0 ≤ ξijkq+1
≤ 1, atunci în
ecuaţia de bilanţ termic (relaţia 4.3) se înlocuiesc relaţiile (4.4) şi (4.7) şi se calculează fracţia
solidificată 1q
ijk . Se obţine relaţia:
2
)()(/)(
)(3
1 SijkLijk
SijkLijkijkLijkLijk
q
ijk
ijk
tr
q
ijkq
ijk
ccTTLcTT
Q
(4.19)
Dacă fracţia solidă astfel calculată are convergenţă în intervalul [0;1] atunci soluţia
obtinuta pentru 1q
ijk , este compatibilă. Se calculează apoi temperatura finală Tijkq+1
a elementului
prin relaţia (4.2).
Cazul 1b. Dacă valoarea fracţiei solide calculată cu relaţia (4.19) este negativă ( 1q
ijk < 0)
atunci înseamnă că în intervalul de timp τ, elementul respectiv nu începe să se solidifice,
temperatura elementului la sfârşitul intervalului de timp va fi Tijk
q+1>TLijk, iar fracţia solidificată
în starea finală este ξijkq+1
= 0. În acest caz în ecuaţia de bilanţ termic (4.3) se înlocuieste relaţiia
(4.8). Se calculeaza temperatura finală a elementului‚ i,j,k” la momentul τq+1 prin relaţia:
Lijkijk
tr
q
ijkq
ijk
q
ijkc
QTT
3
1)(
(4.20)
Cazul 1c. Dacă valoarea fracţiei solide calculată cu relaţia (4.19) este supraunitară ( 1q
ijk
> 1) atunci înseamnă că în intervalul de timp τ elementul respectiv se solidifică complet,
temperatura la momentul „q+1” va fi Tijkq+1
< TSijk, iar fracţia de solid ξijkq+1
= 1. În acest caz în
ecuaţia de bilanţ termic (4.3) se înlocuieste relaţia (4.9 sau 4.10) iar temperatura elementului
“i,j,k” la momentul τq+1 este dată de relaţia:
Sijkijk
tr
q
ijk
Sijk
LijkSijkSijkLijk
Sijk
ijk
Sijk
Lijkq
ijk
q
ijkc
Q
c
ccTT
c
L
c
cTT
3
1)(
2
))((
(4.21)
Rezolvarea decurge similar daca elmentul „i,j,k” este initial partial solidificat sau total
solid. Această schemă de rezolvare a modelului matematic trebuie sa aiba soluţie compatibila,
unică, pentru fiecare element,
4.7 Condiţii de convergenţă ale soluţiilor modelului matematic
Valoarea intervalului de timp elementar τ, în care este divizată durata procesului simulat,
este condiţionată de pasul reţelei de divizare a ansamblului formei (Δ) prin relatia de convergenta
a solutiei. Valoarea intervalului elementar de timp τ, trebuie corelată cu valoarea lui Δ. În cazul
în care valoarea lui τ este mai mare decât o valoare critică τCRT, sistemul de ecuaţii de bilanţ
termic nu poate fi rezolvat. Condiţia de convergenţă pentru rezolvarea modelului matematic,
pornind de la faptul ca transmisia de căldură între elemente, se produce numai de la temperatură
mai mare spre temperatură mai mică. Valoarea critică a diviziunii de timp τCRT care asigură
convergenţa soluţiei pentru nodurile interioare ale unei reţele tridimnsionale, este:
25
66
22 c
aCRT (4.38)
În această relaţie “a” reprezintă coeficientul de difuzivitate termică, c – căldura specifică
a elementului, ρ – densitatea, λ – coeficientul de conductibilitate termică.
La iniţializarea programului, diviziunea de timp „τ”, trebuie să se aleagă mai mică decât
cea mai mică dintre valorile timpului critic astfel calculate pentru fiecare material din ansamblul
formei.
4.8 Calculul coeficienţilor de transfer termic
În relaţia de calcul a căldurii transmise între două celule vecine (relatia 4.4) intră
coeficienţii de transfer termic la suprafaţa de contact a acestora. asijkq, adijk
q, ahijk
q, ajjk
q, afijk
q,
apijkq, Valoarea acestor coeficienţi se calculează în funcţie de coeficientul de conductibilitate
termica momentană λijkq, a celulelor respective.
Astfel, coeficientul de schimb termic prin suprafaţa din stânga a unei celule (i,j,k) aflată
în contact cu altă celulă (i,j-1,k), coeficientul de transfer termic la stânga, notat asijkq, se
calculează prin relaţia:
)11
(
2
,,,1,
q
kji
q
kji
k
ijkas
(4.39)
În această relaţie λijkq reprezintă coeficientul de conductibilitate termică a celulei cu
coordonate le numerice (ijk) la momentul q.
În mod similar se calculeaza și coeficientii de schimb termic prin celelalte suprafete (din
dreapta, sus, jos, fta și spate) ale celulei (i,j,k
La un moment dat coeficientul de conductibilitate termică a unei celule λijkq depinde de
temperatura acesteia Tijkq și de fracţia de solid ξijk
q pe care aceasta o conţine. Acest coeficient se
calculeaza prin relatia.
)()()(
)]();([)(
)(
)(1
)(
)(
1
)()()(
)(
ijkTijkTdacaijk
ijkTijkTijkTdaca
ijk
ijk
ijk
ijk
ijkTijkTdacaijk
ijk
L
q
L
LS
q
L
q
S
q
S
q
S
q
(4.45)
4.9. Concluzii
Cercetările privind modelarea solidificarii aliajelor cu solidificare în interval de
temperatura prezentate în rapoartele de cercetare partiale și în cadrul acestui capitol au condus la
urmatoarele concluzii :
- ecuaţiile modelului matematic sunt mai complexe decât în cazul aliajelor cu compoziție
eutectică, datorită modificării temperaturii pe parcursul solidificării;
- se pot realiza modele matematice cu diverse grade de complexitate, în funcţie de
ipotezele care stau la baza modelului matematic și de relaţiile prin care se modelează variaţia
fracţiei de solid cu temperatura;

26
- cele mai accesibile modelări se obţin luând în considerare o variatie liniara a fractiei de
solid cu temperatura în intervalul de solidificare;.
- rezolvarea modelului matematic pargurge nouă cazuri, sistematizate după poziționarea
temperaturilor, Tijkq și Tijk
q+1 în raport cu temperaturile TSijk şi TLijk.
5. REALIZAREA MODULULUI DE SOFT „SIM – 3D” PENTRU
SIMULAREA 3D A SOLIDIFICĂRII PIESELOR TURNATE DIN ALIAJE
CU SOLIDIFICARE IN INTERVAL DE TEMPERATURA
5.1 Introducere
Structura softului are în vedere schema de rezolvare a modelului matematic. Softul s-a
realizat în ipoteza ca ansamblul formei este constituit din maximum patru tipuri de materiale:
forma propriuzisa, aliajul turnat, racitori și miezuru sau vopsele termoizolante.
S-a avut în vedere ca acest modul de soft pentru simularea solidficarii pieselor turnate din
aliaje cu interval de solidificare, să poată fi integrat impreună cu modulul de soft realizat anterior
la Universitatea TRANSILVANIA, pentru piese turnate din aliaje cu compoziție eutectică, intr-
un soft general unic, care sa fie permită simularea solidificării pieselor turnate din toată gama de
aliaje utilizate în turnătorii. De aceea pentru realizarea acestui soft s-a utilizat sistemul de
programare MATLAB.
5.2 Notaţii utilizate în cadrul programului de simulare
.Pentru redactarea softului, mărimile geometrice și fizice, care intervin în modelul
matematic s-au notat cu simboluri specifice sintaxei MATLAB. S-au utilizat notaţii
asemănătoare cu cele utilizate de softul pentru aliaje cu compoziție eutectică pentru ca ambele
softuri să poată fi integrate uşor într-un soft general unic aplicabil la intrega gama de aliaje
utilizate în turnătorii. [12]. Simbolurile utilizate la scrierea fişierelor sunt date în tabelul 5.1.
Cateva dintre aceste simboluri sunt aratate în continuare: Δ s-a notat în program cu „delta”, τ s-a
notat în prin „tau”, q
ijkT s-a notat TK, q
ijk - s-a notat CSIK, ijkST )( - TS, ijkLT )( - TL, ijk RO, ijkL -
L, ced
q
ijkQ )( - QK0, ijkSc )( - CS, ijkLc )( -CL, ijkS )( -LA_S, ijkL )( -LA_L, q
ijk - LAK0, q
ijks)( -
ASTK0, etc.
5.3 Structura softului
Modulul de soft pentru simularea 3D a solidificării pieselor turnate din aliaje cu interval
de solidificare lucreaza cu 4 tipuri de fişiere. Acestea au extensiile „_.m”, „_.in” şi „_.out” și
„jpg”. Fişierele cu extensia „.m” sunt fişiere de lucru ale programului. Fişierele de tip „_.in”
sunt fisiere ajutoare prin care utilizatorul introduce date referitoare la selectarea rezultatelor care
intereseaza utilizatorul sau date necesare pentru reprezentarea grafică a rezultatelor. Fisierele cu
extensia „_.out” sunt fişiere în care sunt afişate sub forma tabelarărezultatele simulării solicitate
de utilzator la iniţializarea programului. Fisierele cu extensia „_.out” sunt creaate automat de
program în timpul rulării acestuia. Fisierele tip „jpg” sunt fisiere în care sunt salvate
reprezentarile grafice ale rezultatelor tabelate,
Fisierele de lucru cele cu extensia „..._.m” sunt de patru tipuri:
- fişiere pentru iniţializarea programului; în aceste fisiere se introduc datele iniţiale
privind divizarea formei, valorile caracteristicilo termofizice ale materialelor respective și
valorile mărimilor de stare iniţiale (ex. fişierul “Sim_3D_form.m”).
27
- fişiere care generează matricele care conţin valorile momentane ale mărimilor
termofizice ale elementelor în care este divizată forma (de exemplu fişierele „Sim_3D_L.m”,
Sim_3D_ADK0.m”, ” Sim_3D_TK0.m”, ” Sim_3D_RO.m”, „Sim_3D_LA_S.m”,
„Sim_3D_LA_L.m”, „Sim_3D_LAK0.m”, etc;
- fişiere care calculează evoluţia mărimilor de stare ale elementelor (Tijkq+1
şi ξijkq+1
) ale
elementelor și care generează matricele cu valori ale acestor mărimi. Aceste fişiere sunt
”Sim_3D_run.m”, ” Sim_3D_compute.m”,
- fişiere care realizează reprezentările grafice ale rezultatelor (de ex. variaţia temperaturii
şi a fracţiei de solid şi avitezei de răcire – încălzire, în funcţie de timp în diverse puncte ale
formei, repartizarea temperaturii pe linii sau pe coloane la diverse momente, repartizarea
izotermelor la momentul solidificării, harta deplasarii frontului de solidificare, etc.) Aceste
fişiere sunt „Sim_3D_graf.m”, „izoterme.m”, „harta_K_sol.m”, etc.).
- fisiere cu extensia .”...in”, sunt fisiere în care utilizatorul introduce la initializare
(inainte de lansarea în lucru, date privind rezultatele care trebuie sa fie retinute pe parcursul
rularii și care sa fie stocate în fisierele „...out”. și pe baza carora se realizeaza reprezentarea
grafica a rezultatelor. (acestea sunt de exemplu fisierele „puncte.in”, „linii_in” „coloane in”,
„timpi impusi.in”, „coordonate_colturi.in”).
Fişierul principal prin care se initializeaza programul pentru realizarea unei simulări, este
fişierul “Sim_3D_form.m”, La fiecare utilizare a programului, în acest fişier se introduc datele
iniţiale privind caracteristicile fizice ale materialelor (c, L, λ, ρ, α, etc.) din care este realizat
ansamblul formei de turnare. De asemenea se introduc datele privind divizarea timpului
(valoarea lui τ) și datele privind divizarea ansamblului formei în celule cubice (valoarea lui Δ,
număr de linii, de coloane și de straturi ale matricei spaţiale). În functie de geometria și
dimensiunile ansamblului piesă turnată – formă se atribuie elementelor apartenenţa la piesa
turnată, la răcitor, la miez izolator sau la forma propriuzisa. Această matrice permite atribuirea la
momentul initial și pe parcursul rulării, pentru fiecare element, a valorilor caracteristicilor fizice
şi termofizice și a mărimilor de stare (căldură specifică, căldură latentă, temperatura iniţială,
densitate, coeficienţi de conductibilitate termică, fracţie de solid iniţială, etc.).
La iniţializarea programului, în fişierul “form.m” se introduc datele privind numărul de
linii „n”, numărul de coloane „m” și numarul de straturi „p” în care este divizată forma și se
generează o matrice spatiala în concordanţă cu aceste valori prin instrucţiunea a = zeros(n,m,p).
Programul generează o matrice cu n – linii, m – coloane și p - coloane, în care toate elementele
au valoarea “0” (relaţia 5.1).
000.....000
.......................
.......................
000.....000
000.....000
),,( pmnzeros (5.1)
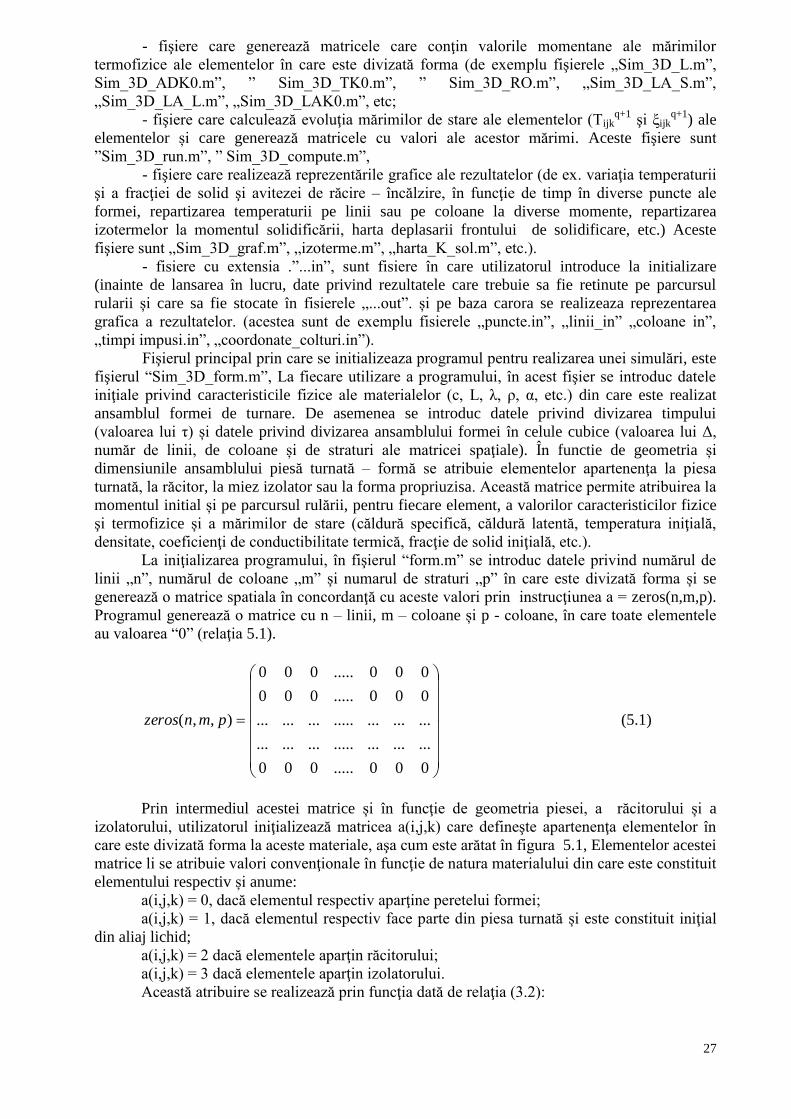
Prin intermediul acestei matrice și în funcţie de geometria piesei, a răcitorului și a
izolatorului, utilizatorul iniţializează matricea a(i,j,k) care defineşte apartenenţa elementelor în
care este divizată forma la aceste materiale, aşa cum este arătat în figura 5.1, Elementelor acestei
matrice li se atribuie valori convenţionale în funcţie de natura materialului din care este constituit
elementului respectiv și anume:
a(i,j,k) = 0, dacă elementul respectiv aparţine peretelui formei;
a(i,j,k) = 1, dacă elementul respectiv face parte din piesa turnată și este constituit iniţial
din aliaj lichid;
a(i,j,k) = 2 dacă elementele aparţin răcitorului;
a(i,j,k) = 3 dacă elementele aparţin izolatorului.
Această atribuire se realizează prin funcţia dată de relaţia (3.2):
28
izolatorijkdaca
racitorijkdaca
piesaijkdaca
formaijkdaca
ijka
3
2
1
0
)( (5.2)
Se obţine o matrice spatială cu p straturi, (p-matrici 2D) în care elementele au valorile 0;
1; 2, 3, care descrie geometria ansamblului formă – piesă – răcitor – miez izolator. În figura 5.1
este exemplificată constructia unei astfel de matrici în cazul unei piese turnate concrete..
5.4. Rezultate privind solidificarea pieselor turnate, posibile de obţinut prin utilizarea
modulului de soft realizat
Softul realizat furnizează următoarele informaţii despre solidificarea pieselor turnate:
- poziția punctului în care se termină solidificarea;
- momentul începutului de solidificare a aliajului lichid (q_start_solidus) şi al sfârşitului
de solidificare (q_solidus);
29
- matricele temperaturilor din ansamblul formei la momentul final al rulării programului
(la momentul qmax), la momentul sfârşitului solidificării (q_solidus), şi la momentele cerute de
utilizator (timpi impuşi);
- matricea timpilor de solidificare a tuturor celulelor;
- cantitatea de metal lichid total și respectiv cantiatatea de metal lichid util din maselotă,
la fiecare moment pe parcursul răcirii şi solidificării aliajului;
- evoluţia temperaturii, a fracţiei de solid şi a vitezei de variaţie a temperaturii în orice
punct (celulă) din ansamblul formei.
- repartizarea temperaturilor pe diverse linii sau coloane din ansamblul formei, la diverse
momente.
Pe baza fişierelor cu date numerice tabelate, programul poate trasa următoarele
reprezentări grafice:
- repartizarea izotermelor în ansamblul formei la momentul solidificării sau la ori care alt
moment;
- curbele de variaţie a temperaturii, a fracţiei de solid şi a vitezei de răcire - îmcălzire în
funcţie de timp, în toate punctele (celulele) cerute de utilizator.
- curbe de repartizare a temperaturii pe linii şi pe coloane și la momentele cerute de
utilizator;
- harta deplasării frontului de solidificare în orice sectiune verticala prin formă;
- poziția frontului solidus şi lichidus la un moment dat ;.
- curbe care sa arate poziția fronturilor solidus și lichidus la un moment dat.
De asemenea prin prelucrarea datelor reţinute în fişierele „.out”, este posibil să se obţină
informaţii privind gradientul de temperatură în punctele formei, repartizarea grafică a
izotermelor la orice moment în ansamblul formei.
În figurile 5.2 – 5.9 este arătat modul de afişare grafică a unora din aceste rezultate în
cazul simulării solidificării piesei din figura 5.1.
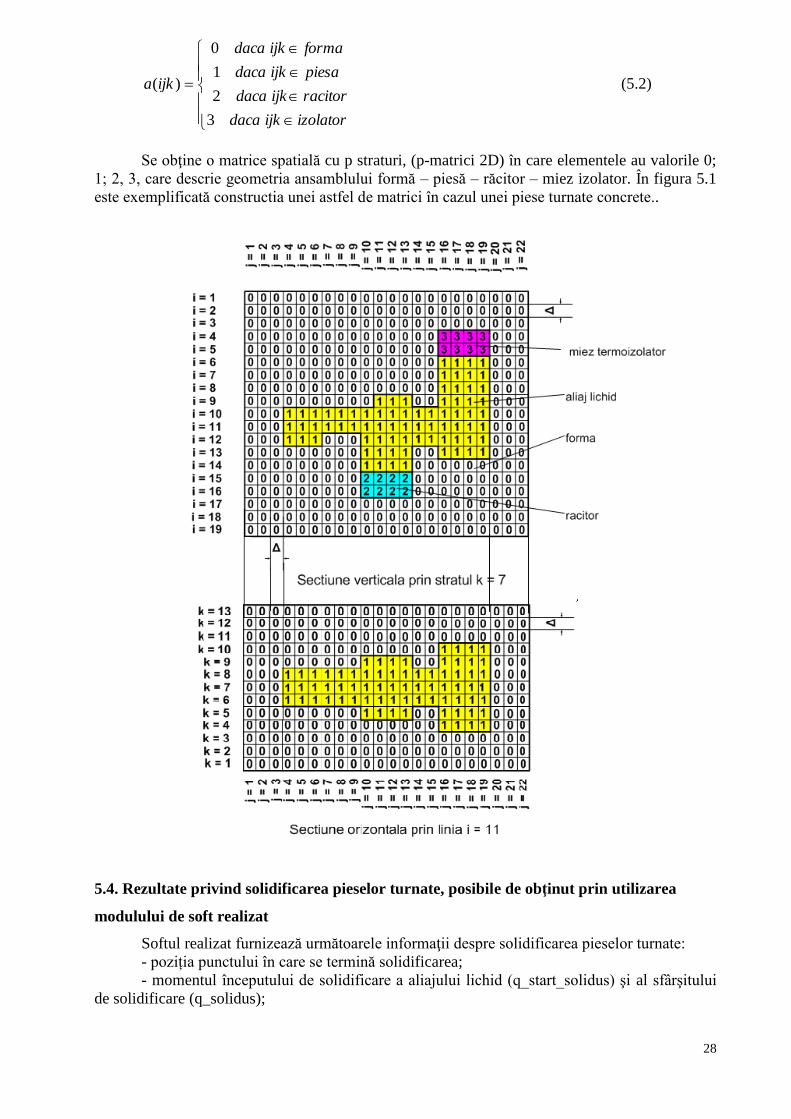
Figura 5.2 Repartizarea izotermlor în forma
din figura 5.1 în sectiunea verticală mediană
(k=7, z=26mm) la momentul sfârşitului
solidificării aliajului din sistem
(q_start_solidus = 24, t_start-solidus = 1,2s,
q_solidus = 1233, t_solidus = 61.65s)
(coordonatele nodului termic i;j,k = 9;17,7;
x,y,z = 66mm; y = 38mm, z=26mm)
Figura 5.3 Deplasarea frontului de solidificare în
secţiunea vertcală mediană (k=7, z=26mm) în
forma din figura 5.1 (q_start_solidus = 24,
t_start-solidus = 1,2s, k_solidus = 1233, t_solidus
= 61.35s) (coordonatele nodului termic i;j,k =
9;17,7, x, = 66mm; y = 38mm, z=26mm)
30
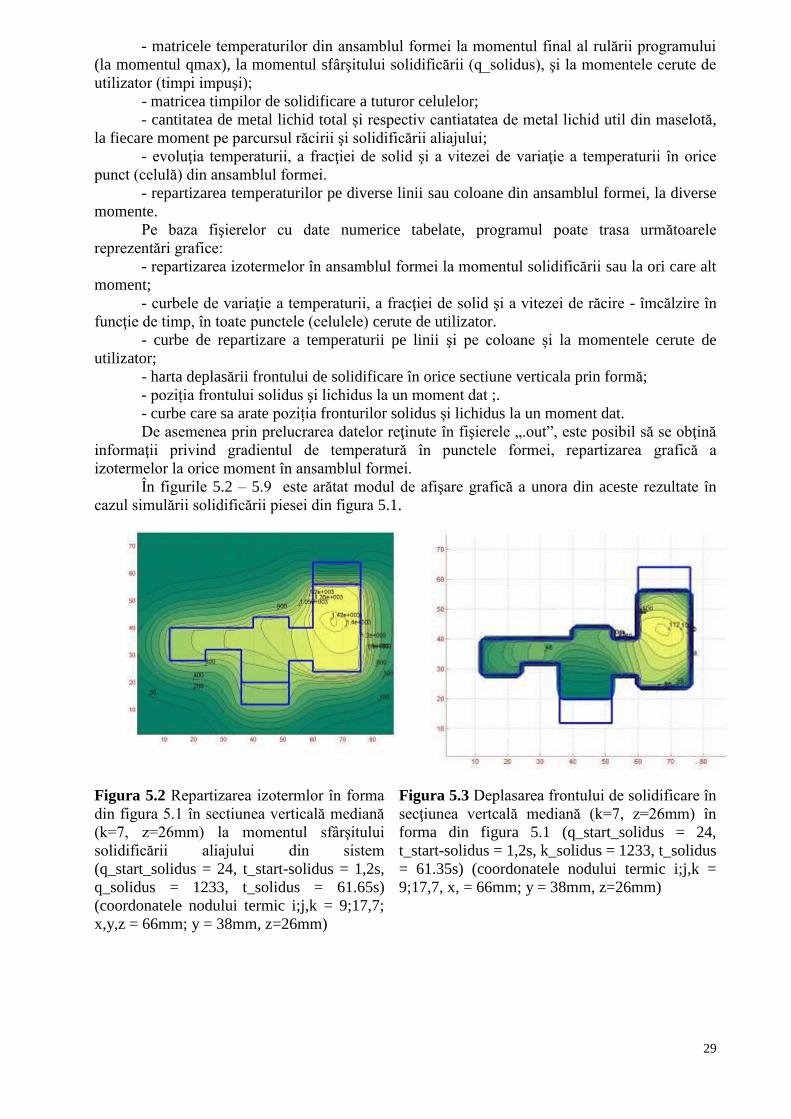
Figura 5.4 Repartizarea fronturilor
izosolidus și izolichidus în forma din figura
5.1, în sectiunea verticala mediana
(z=26mm) la momentul la momentul t=12s
(zona galbenă – zona lichidă, zona verde –
zona bifazică)
Figura 3.5 Variaţia temperaturii în celula
cu coordonate (i,j,k) = (10,12,7)
Figura 5.6 Variaţia fracţiei de solid în celula
(i,j,k) = (10,12,7)
Figura 5.7 Viteza de răcire în celula
celula (i,j,k) = (10,12,7)
0 10 20 30 40 50 60 70 80 900
500
1000
1500
Distance, x [mm]
Tem
pe
ratu
re, T
[0C
]
0 10 20 30 40 50 60 70 800
500
1000
1500
Distance, y [mm]
Tem
pe
ratu
re, T
[0C
]
Figura 5.8 Repartizarea temperaturii
pe linia i=11, stratul k=7, la momentul t=20s
Figura 5.9 Repartizarea temperaturii pe
coloana j=12, stratul k=7, la momentul t=20s
5.5 Utilizarea programului SIM–2D destinat simulării solidificării pieselor turnate
Programul destinat simulării solidificării pieselor turnate se poate pentru:
- cercetări aplicative referitoare la solidificarea pieselor din producţia atelierelor de
turnare în vederea proiectării sistemelor de maselote, de răcitori, şi de alimentare;
- cercetări fundamentale privind influenţa diverşilor factori tehnologici și constructivi
asupra solidificării pieselor turnate,
31
6. VERIFICARE EXPERIMENTALA
6.1 Introducere
Verificarea validităţii rezultatelor furnizate de soft s-a realizat în trei moduri:
- prin compararea poziției nodurilor termice obţinuta prin simulare, cu poziția retasurii
obţinută experimental în cazul unei piese turnate;
- prinb compararea funcţionării unor sisteme de maselotare analizate prin simulare, cu
funcţionarea aceloraşi sisteme de maselotare analizate experimental sau prin metoda modulului
real de solidificare;
- prin compararea rezultatelor curbelor de variaţie a temperaturii, obţinute prin simulare,
cu rezultate experimentale obţinute prin analiză termică.
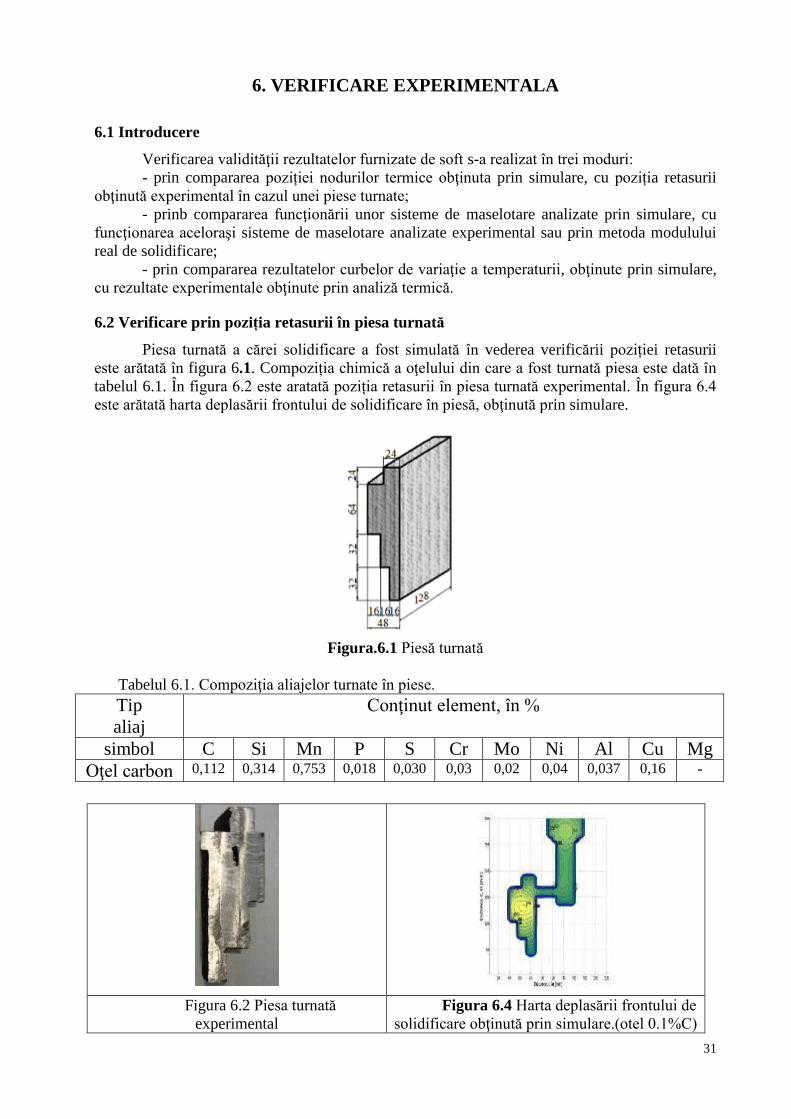
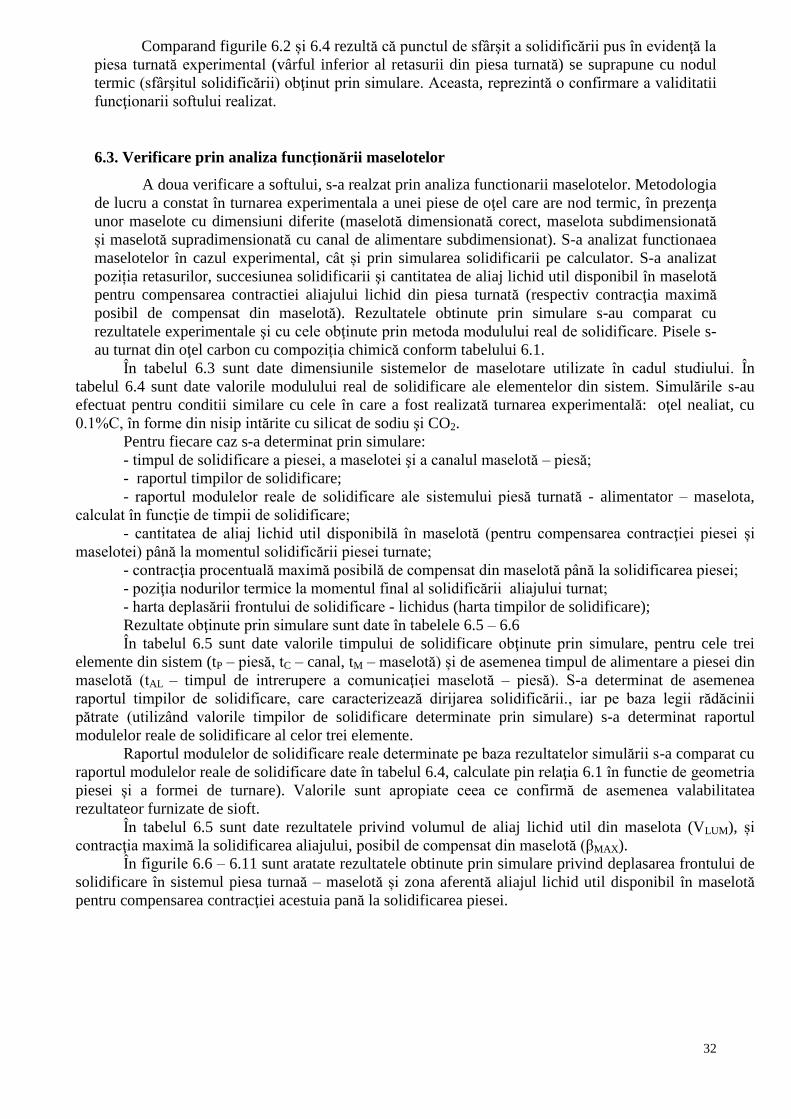
6.2 Verificare prin poziția retasurii în piesa turnată
Piesa turnată a cărei solidificare a fost simulată în vederea verificării poziției retasurii
este arătată în figura 6.1. Compoziția chimică a oţelului din care a fost turnată piesa este dată în
tabelul 6.1. În figura 6.2 este aratată poziția retasurii în piesa turnată experimental. În figura 6.4
este arătată harta deplasării frontului de solidificare în piesă, obţinută prin simulare.
Figura.6.1 Piesă turnată
Tabelul 6.1. Compoziţia aliajelor turnate în piese.
Tip
aliaj
Conţinut element, în %
simbol C Si Mn P S Cr Mo Ni Al Cu Mg
Oţel carbon 0,112 0,314 0,753 0,018 0,030 0,03 0,02 0,04 0,037 0,16 -
Figura 6.2 Piesa turnată
experimental
Figura 6.4 Harta deplasării frontului de
solidificare obţinută prin simulare.(otel 0.1%C)
32
Comparand figurile 6.2 și 6.4 rezultă că punctul de sfârşit a solidificării pus în evidenţă la
piesa turnată experimental (vârful inferior al retasurii din piesa turnată) se suprapune cu nodul
termic (sfârşitul solidificării) obţinut prin simulare. Aceasta, reprezintă o confirmare a validitatii
funcţionarii softului realizat.
6.3. Verificare prin analiza funcţionării maselotelor
A doua verificare a softului, s-a realzat prin analiza functionarii maselotelor. Metodologia
de lucru a constat în turnarea experimentala a unei piese de oţel care are nod termic, în prezenţa
unor maselote cu dimensiuni diferite (maselotă dimensionată corect, maselota subdimensionată
și maselotă supradimensionată cu canal de alimentare subdimensionat). S-a analizat functionaea
maselotelor în cazul experimental, cât și prin simularea solidificarii pe calculator. S-a analizat
poziția retasurilor, succesiunea solidificarii şi cantitatea de aliaj lichid util disponibil în maselotă
pentru compensarea contractiei aliajului lichid din piesa turnată (respectiv contracţia maximă
posibil de compensat din maselotă). Rezultatele obtinute prin simulare s-au comparat cu
rezultatele experimentale şi cu cele obţinute prin metoda modulului real de solidificare. Pisele s-
au turnat din oţel carbon cu compoziția chimică conform tabelului 6.1.
În tabelul 6.3 sunt date dimensiunile sistemelor de maselotare utilizate în cadul studiului. În
tabelul 6.4 sunt date valorile modulului real de solidificare ale elementelor din sistem. Simulările s-au
efectuat pentru conditii similare cu cele în care a fost realizată turnarea experimentală: oţel nealiat, cu
0.1%C, în forme din nisip intărite cu silicat de sodiu şi CO2.
Pentru fiecare caz s-a determinat prin simulare:
- timpul de solidificare a piesei, a maselotei şi a canalul maselotă – piesă;
- raportul timpilor de solidificare;
- raportul modulelor reale de solidificare ale sistemului piesă turnată - alimentator – maselota,
calculat în funcţie de timpii de solidificare;
- cantitatea de aliaj lichid util disponibilă în maselotă (pentru compensarea contracţiei piesei și
maselotei) până la momentul solidificării piesei turnate;
- contracţia procentuală maximă posibilă de compensat din maselotă până la solidificarea piesei;
- poziţia nodurilor termice la momentul final al solidificării aliajului turnat;
- harta deplasării frontului de solidificare - lichidus (harta timpilor de solidificare);
Rezultate obţinute prin simulare sunt date în tabelele 6.5 – 6.6
În tabelul 6.5 sunt date valorile timpului de solidificare obţinute prin simulare, pentru cele trei
elemente din sistem (tP – piesă, tC – canal, tM – maselotă) și de asemenea timpul de alimentare a piesei din
maselotă (tAL – timpul de intrerupere a comunicaţiei maselotă – piesă). S-a determinat de asemenea
raportul timpilor de solidificare, care caracterizează dirijarea solidificării., iar pe baza legii rădăcinii
pătrate (utilizând valorile timpilor de solidificare determinate prin simulare) s-a determinat raportul
modulelor reale de solidificare al celor trei elemente.
Raportul modulelor de solidificare reale determinate pe baza rezultatelor simulării s-a comparat cu
raportul modulelor reale de solidificare date în tabelul 6.4, calculate pin relaţia 6.1 în functie de geometria
piesei și a formei de turnare). Valorile sunt apropiate ceea ce confirmă de asemenea valabilitatea
rezultateor furnizate de sioft.
În tabelul 6.5 sunt date rezultatele privind volumul de aliaj lichid util din maselota (VLUM), și
contracţia maximă la solidificarea aliajului, posibil de compensat din maselotă (βMAX).
În figurile 6.6 – 6.11 sunt aratate rezultatele obtinute prin simulare privind deplasarea frontului de
solidificare în sistemul piesa turnaă – maselotă și zona aferentă aliajul lichid util disponibil în maselotă
pentru compensarea contracţiei acestuia pană la solidificarea piesei.
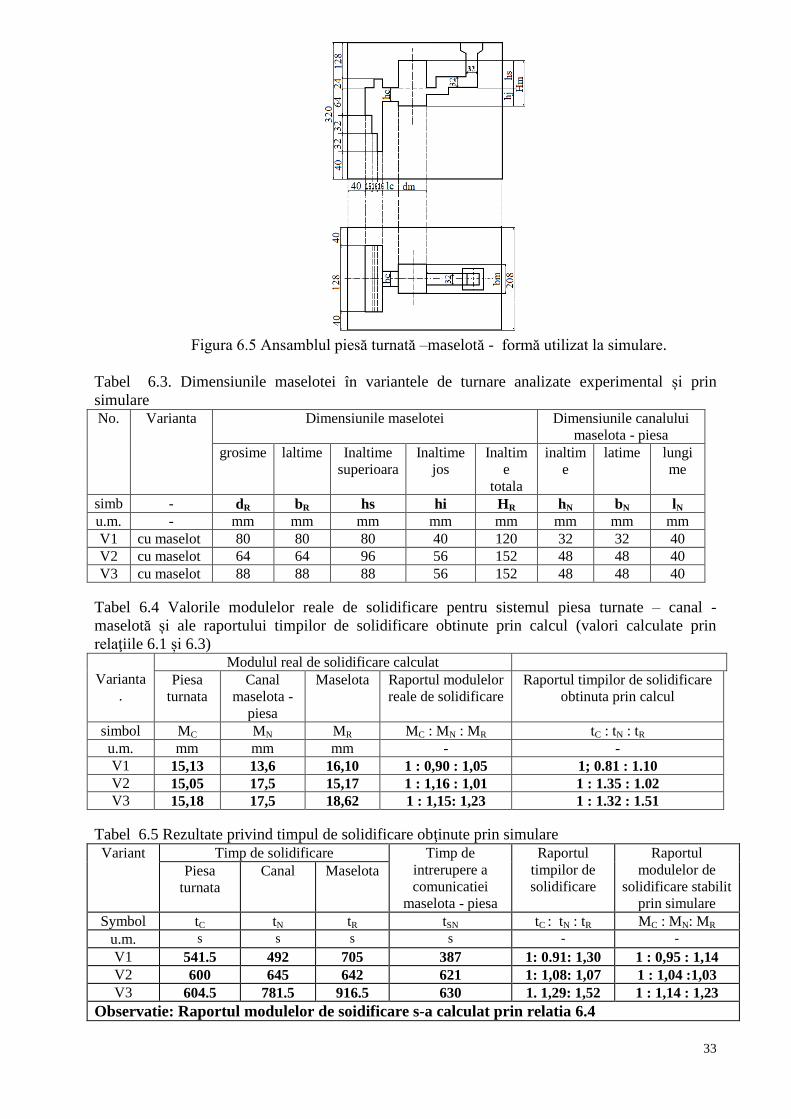
33
Figura 6.5 Ansamblul piesă turnată –maselotă - formă utilizat la simulare.
Tabel 6.3. Dimensiunile maselotei în variantele de turnare analizate experimental și prin
simulare No.
Varianta Dimensiunile maselotei Dimensiunile canalului
maselota - piesa
grosime laltime Inaltime
superioara
Inaltime
jos
Inaltim
e
totala
inaltim
e
latime lungi
me
simb - dR bR hs hi HR hN bN lN
u.m. - mm mm mm mm mm mm mm mm
V1 cu maselot 80 80 80 40 120 32 32 40
V2 cu maselot 64 64 96 56 152 48 48 40
V3 cu maselot 88 88 88 56 152 48 48 40
Tabel 6.4 Valorile modulelor reale de solidificare pentru sistemul piesa turnate – canal -
maselotă și ale raportului timpilor de solidificare obtinute prin calcul (valori calculate prin
relaţiile 6.1 și 6.3)
Varianta
.
Modulul real de solidificare calculat
Piesa
turnata
Canal
maselota -
piesa
Maselota Raportul modulelor
reale de solidificare
Raportul timpilor de solidificare
obtinuta prin calcul
simbol MC MN MR MC : MN : MR tC : tN : tR
u.m. mm mm mm - -
V1 15,13 13,6 16,10 1 : 0,90 : 1,05 1; 0.81 : 1.10
V2 15,05 17,5 15,17 1 : 1,16 : 1,01 1 : 1.35 : 1.02
V3 15,18 17,5 18,62 1 : 1,15: 1,23 1 : 1.32 : 1.51
Tabel 6.5 Rezultate privind timpul de solidificare obţinute prin simulare
Variant Timp de solidificare Timp de
intrerupere a
comunicatiei
maselota - piesa
Raportul
timpilor de
solidificare
Raportul
modulelor de
solidificare stabilit
prin simulare
Piesa
turnata
Canal Maselota
Symbol tC tN tR tSN tC : tN : tR MC : MN: MR
u.m. s s s s - -
V1 541.5 492 705 387 1: 0.91: 1,30 1 : 0,95 : 1,14
V2 600 645 642 621 1: 1,08: 1,07 1 : 1,04 :1,03
V3 604.5 781.5 916.5 630 1. 1,29: 1,52 1 : 1,14 : 1,23
Observatie: Raportul modulelor de soidificare s-a calculat prin relatia 6.4
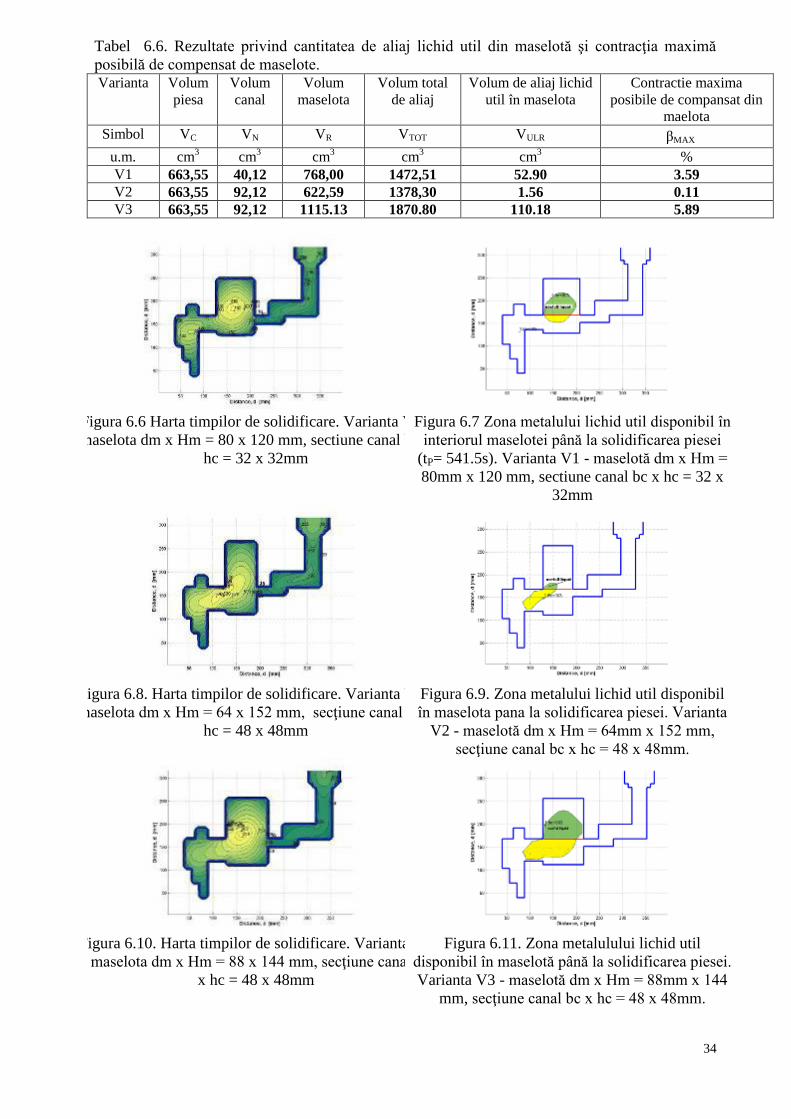
34
Tabel 6.6. Rezultate privind cantitatea de aliaj lichid util din maselotă şi contracţia maximă
posibilă de compensat de maselote. Varianta Volum
piesa
Volum
canal
Volum
maselota
Volum total
de aliaj
Volum de aliaj lichid
util în maselota
Contractie maxima
posibile de compansat din
maelota
Simbol VC VN VR VTOT VULR βMAX
u.m. cm3
cm3 cm
3 cm
3 cm
3 %
V1 663,55 40,12 768,00 1472,51 52.90 3.59
V2 663,55 92,12 622,59 1378,30 1.56 0.11
V3 663,55 92,12 1115.13 1870.80 110.18 5.89
Figura 6.6 Harta timpilor de solidificare. Varianta V1 -
maselota dm x Hm = 80 x 120 mm, sectiune canal bc x
hc = 32 x 32mm
Figura 6.7 Zona metalului lichid util disponibil în
interiorul maselotei până la solidificarea piesei
(tP= 541.5s). Varianta V1 - maselotă dm x Hm =
80mm x 120 mm, sectiune canal bc x hc = 32 x
32mm
Figura 6.8. Harta timpilor de solidificare. Varianta V2 -
maselota dm x Hm = 64 x 152 mm, secţiune canal bc x
hc = 48 x 48mm
Figura 6.9. Zona metalului lichid util disponibil
în maselota pana la solidificarea piesei. Varianta
V2 - maselotă dm x Hm = 64mm x 152 mm,
secţiune canal bc x hc = 48 x 48mm.
Figura 6.10. Harta timpilor de solidificare. Varianta V3
- maselota dm x Hm = 88 x 144 mm, secţiune canal bc
x hc = 48 x 48mm
Figura 6.11. Zona metalulului lichid util
disponibil în maselotă până la solidificarea piesei.
Varianta V3 - maselotă dm x Hm = 88mm x 144
mm, secţiune canal bc x hc = 48 x 48mm.
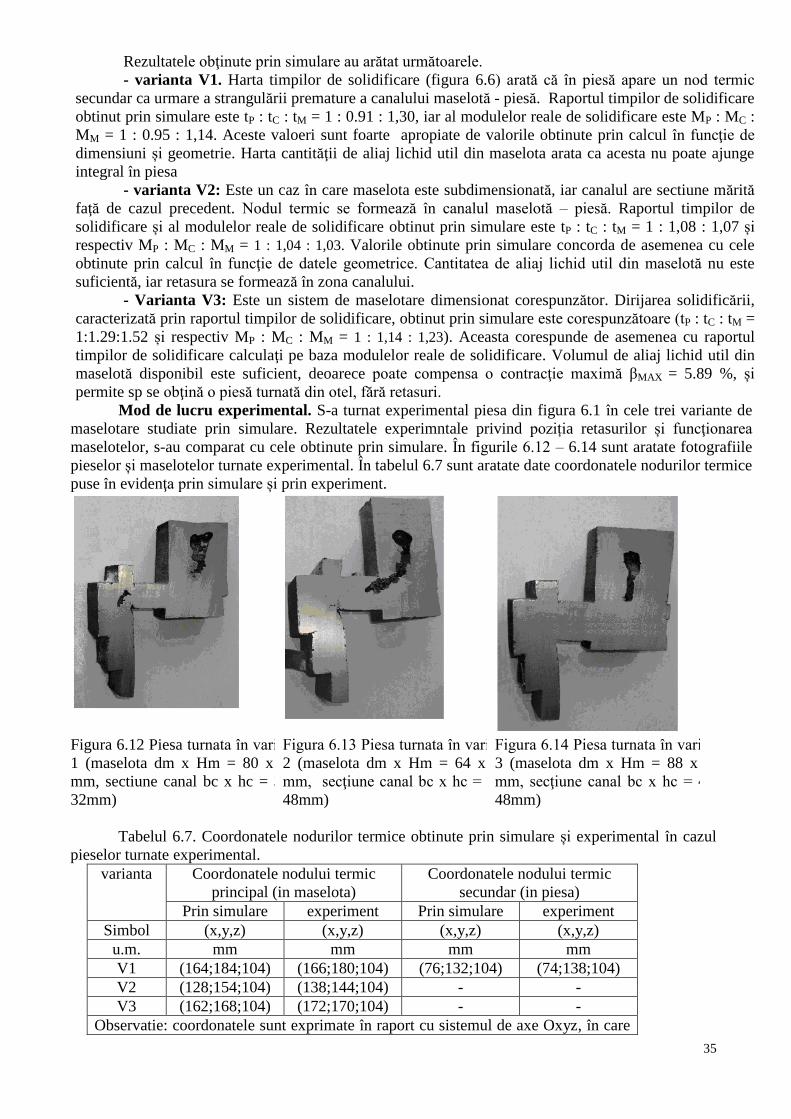
35
Rezultatele obţinute prin simulare au arătat următoarele.
- varianta V1. Harta timpilor de solidificare (figura 6.6) arată că în piesă apare un nod termic
secundar ca urmare a strangulării premature a canalului maselotă - piesă. Raportul timpilor de solidificare
obtinut prin simulare este tP : tC : tM = 1 : 0.91 : 1,30, iar al modulelor reale de solidificare este MP : MC :
MM = 1 : 0.95 : 1,14. Aceste valoeri sunt foarte apropiate de valorile obtinute prin calcul în funcţie de
dimensiuni și geometrie. Harta cantităţii de aliaj lichid util din maselota arata ca acesta nu poate ajunge
integral în piesa
- varianta V2: Este un caz în care maselota este subdimensionată, iar canalul are sectiune mărită
faţă de cazul precedent. Nodul termic se formează în canalul maselotă – piesă. Raportul timpilor de
solidificare și al modulelor reale de solidificare obtinut prin simulare este tP : tC : tM = 1 : 1,08 : 1,07 și
respectiv MP : MC : MM = 1 : 1,04 : 1,03. Valorile obtinute prin simulare concorda de asemenea cu cele
obtinute prin calcul în funcţie de datele geometrice. Cantitatea de aliaj lichid util din maselotă nu este
suficientă, iar retasura se formează în zona canalului.
- Varianta V3: Este un sistem de maselotare dimensionat corespunzător. Dirijarea solidificării,
caracterizată prin raportul timpilor de solidificare, obtinut prin simulare este corespunzătoare (tP : tC : tM =
1:1.29:1.52 și respectiv MP : MC : MM = 1 : 1,14 : 1,23). Aceasta corespunde de asemenea cu raportul
timpilor de solidificare calculaţi pe baza modulelor reale de solidificare. Volumul de aliaj lichid util din
maselotă disponibil este suficient, deoarece poate compensa o contracţie maximă βMAX = 5.89 %, și
permite sp se obţină o piesă turnată din otel, fără retasuri.
Mod de lucru experimental. S-a turnat experimental piesa din figura 6.1 în cele trei variante de
maselotare studiate prin simulare. Rezultatele experimntale privind poziția retasurilor și funcţionarea
maselotelor, s-au comparat cu cele obtinute prin simulare. În figurile 6.12 – 6.14 sunt aratate fotografiile
pieselor și maselotelor turnate experimental. În tabelul 6.7 sunt aratate date coordonatele nodurilor termice
puse în evidenţa prin simulare și prin experiment.
Figura 6.12 Piesa turnata în varianta
1 (maselota dm x Hm = 80 x 120
mm, sectiune canal bc x hc = 32 x
32mm)
Figura 6.13 Piesa turnata în varianta
2 (maselota dm x Hm = 64 x 152
mm, secţiune canal bc x hc = 48 x
48mm)
Figura 6.14 Piesa turnata în varianta
3 (maselota dm x Hm = 88 x 144
mm, secţiune canal bc x hc = 48 x
48mm)
Tabelul 6.7. Coordonatele nodurilor termice obtinute prin simulare și experimental în cazul
pieselor turnate experimental.
varianta Coordonatele nodului termic
principal (in maselota)
Coordonatele nodului termic
secundar (in piesa)
Prin simulare experiment Prin simulare experiment
Simbol (x,y,z) (x,y,z) (x,y,z) (x,y,z)
u.m. mm mm mm mm
V1 (164;184;104) (166;180;104) (76;132;104) (74;138;104)
V2 (128;154;104) (138;144;104) - -
V3 (162;168;104) (172;170;104) - -
Observatie: coordonatele sunt exprimate în raport cu sistemul de axe Oxyz, în care
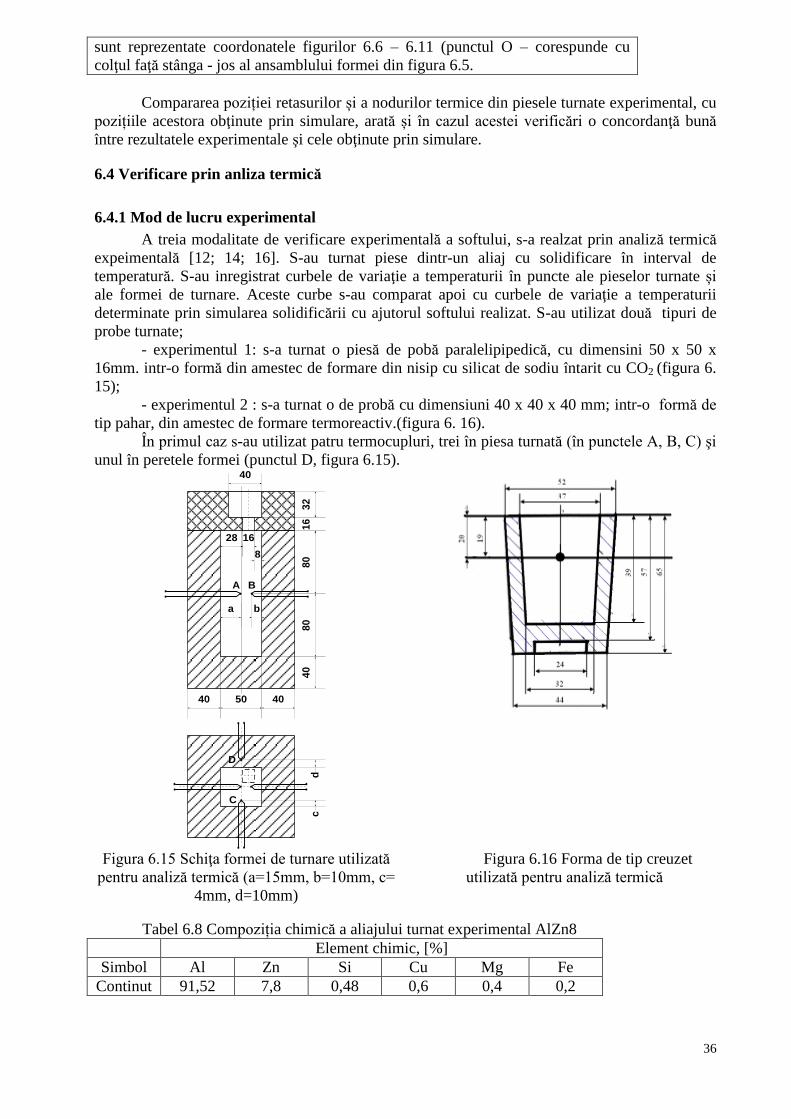
36
sunt reprezentate coordonatele figurilor 6.6 – 6.11 (punctul O – corespunde cu
colţul faţă stânga - jos al ansamblului formei din figura 6.5.
Compararea poziției retasurilor și a nodurilor termice din piesele turnate experimental, cu
pozițiile acestora obţinute prin simulare, arată și în cazul acestei verificări o concordanţă bună
între rezultatele experimentale şi cele obţinute prin simulare.
6.4 Verificare prin anliza termică
6.4.1 Mod de lucru experimental
A treia modalitate de verificare experimentală a softului, s-a realzat prin analiză termică
expeimentală [12; 14; 16]. S-au turnat piese dintr-un aliaj cu solidificare în interval de
temperatură. S-au inregistrat curbele de variaţie a temperaturii în puncte ale pieselor turnate și
ale formei de turnare. Aceste curbe s-au comparat apoi cu curbele de variaţie a temperaturii
determinate prin simularea solidificării cu ajutorul softului realizat. S-au utilizat două tipuri de
probe turnate;
- experimentul 1: s-a turnat o piesă de pobă paralelipipedică, cu dimensini 50 x 50 x
16mm. intr-o formă din amestec de formare din nisip cu silicat de sodiu întarit cu CO2 (figura 6.
15);
- experimentul 2 : s-a turnat o de probă cu dimensiuni 40 x 40 x 40 mm; intr-o formă de
tip pahar, din amestec de formare termoreactiv.(figura 6. 16).
În primul caz s-au utilizat patru termocupluri, trei în piesa turnată (în punctele A, B, C) şi
unul în peretele formei (punctul D, figura 6.15).
1628
8
a b
32
16
80
80
40
40 50 40
40
A B
dc
C
D
Figura 6.15 Schiţa formei de turnare utilizată
pentru analiză termică (a=15mm, b=10mm, c=
4mm, d=10mm)
Figura 6.16 Forma de tip creuzet
utilizată pentru analiză termică
Tabel 6.8 Compoziția chimică a aliajului turnat experimental AlZn8
Element chimic, [%]
Simbol Al Zn Si Cu Mg Fe
Continut 91,52 7,8 0,48 0,6 0,4 0,2
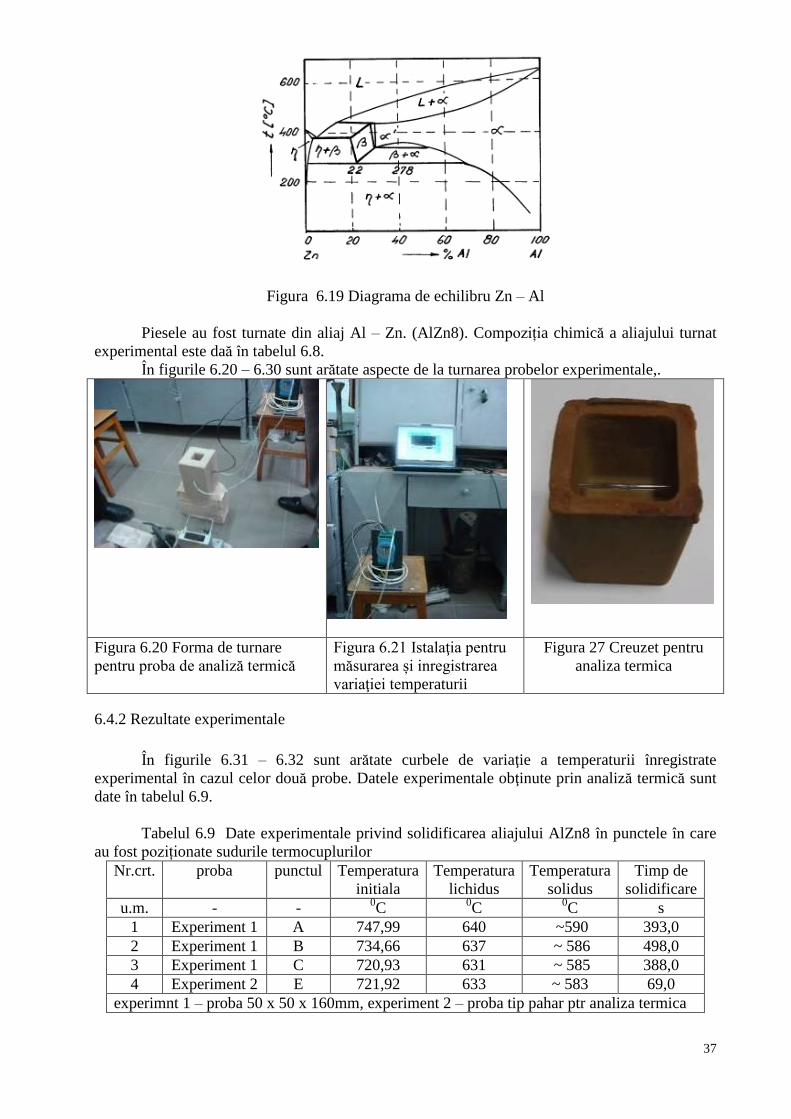
37
Figura 6.19 Diagrama de echilibru Zn – Al
Piesele au fost turnate din aliaj Al – Zn. (AlZn8). Compoziția chimică a aliajului turnat
experimental este daă în tabelul 6.8.
În figurile 6.20 – 6.30 sunt arătate aspecte de la turnarea probelor experimentale,.
Figura 6.20 Forma de turnare
pentru proba de analiză termică
Figura 6.21 Istalaţia pentru
măsurarea și inregistrarea
variaţiei temperaturii
Figura 27 Creuzet pentru
analiza termica
6.4.2 Rezultate experimentale
În figurile 6.31 – 6.32 sunt arătate curbele de variaţie a temperaturii înregistrate
experimental în cazul celor două probe. Datele experimentale obţinute prin analiză termică sunt
date în tabelul 6.9.
Tabelul 6.9 Date experimentale privind solidificarea aliajului AlZn8 în punctele în care
au fost poziționate sudurile termocuplurilor
Nr.crt. proba punctul Temperatura
initiala
Temperatura
lichidus
Temperatura
solidus
Timp de
solidificare
u.m. - - 0C
0C
0C s
1 Experiment 1 A 747,99 640 ~590 393,0
2 Experiment 1 B 734,66 637 ~ 586 498,0
3 Experiment 1 C 720,93 631 ~ 585 388,0
4 Experiment 2 E 721,92 633 ~ 583 69,0
experimnt 1 – proba 50 x 50 x 160mm, experiment 2 – proba tip pahar ptr analiza termica
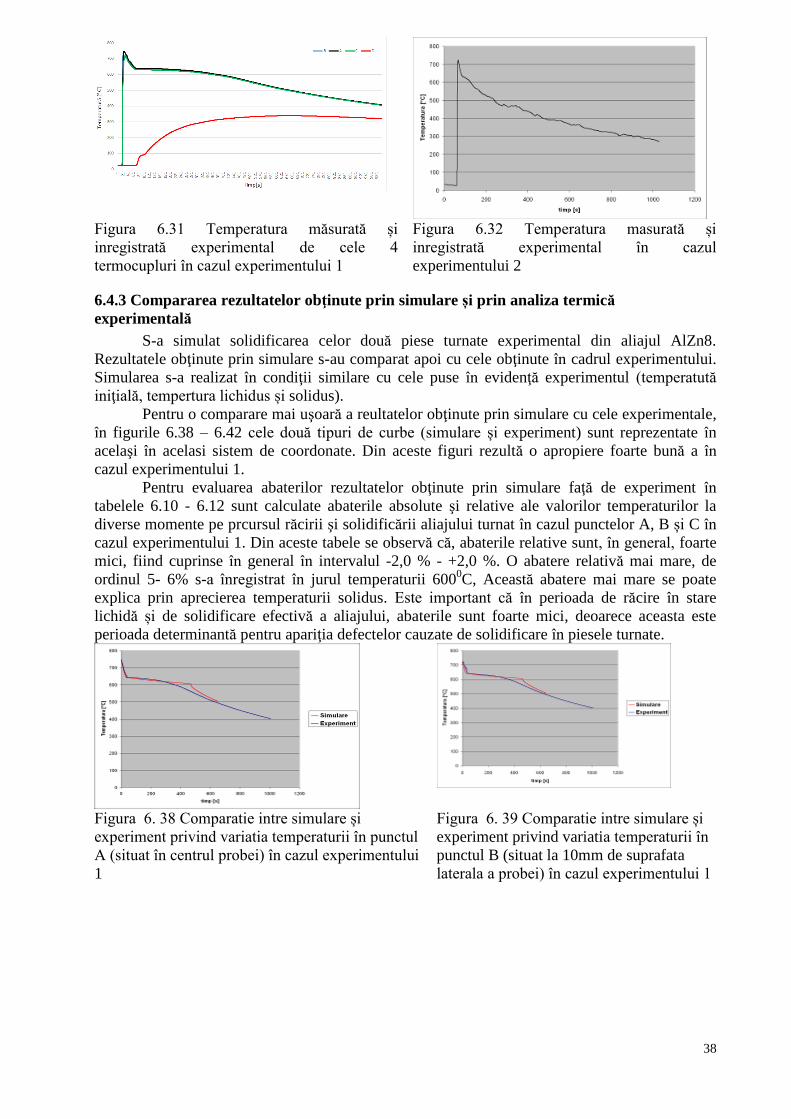
38
Figura 6.31 Temperatura măsurată și
inregistrată experimental de cele 4
termocupluri în cazul experimentului 1
Figura 6.32 Temperatura masurată și
inregistrată experimental în cazul
experimentului 2
6.4.3 Compararea rezultatelor obţinute prin simulare și prin analiza termică
experimentală
S-a simulat solidificarea celor două piese turnate experimental din aliajul AlZn8.
Rezultatele obţinute prin simulare s-au comparat apoi cu cele obţinute în cadrul experimentului.
Simularea s-a realizat în condiţii similare cu cele puse în evidenţă experimentul (temperatută
iniţială, tempertura lichidus și solidus).
Pentru o comparare mai uşoară a reultatelor obţinute prin simulare cu cele experimentale,
în figurile 6.38 – 6.42 cele două tipuri de curbe (simulare și experiment) sunt reprezentate în
acelaşi în acelasi sistem de coordonate. Din aceste figuri rezultă o apropiere foarte bună a în
cazul experimentului 1.
Pentru evaluarea abaterilor rezultatelor obţinute prin simulare faţă de experiment în
tabelele 6.10 - 6.12 sunt calculate abaterile absolute şi relative ale valorilor temperaturilor la
diverse momente pe prcursul răcirii şi solidificării aliajului turnat în cazul punctelor A, B și C în
cazul experimentului 1. Din aceste tabele se observă că, abaterile relative sunt, în general, foarte
mici, fiind cuprinse în general în intervalul -2,0 % - +2,0 %. O abatere relativă mai mare, de
ordinul 5- 6% s-a înregistrat în jurul temperaturii 6000C, Această abatere mai mare se poate
explica prin aprecierea temperaturii solidus. Este important că în perioada de răcire în stare
lichidă și de solidificare efectivă a aliajului, abaterile sunt foarte mici, deoarece aceasta este
perioada determinantă pentru apariţia defectelor cauzate de solidificare în piesele turnate.
Figura 6. 38 Comparatie intre simulare și
experiment privind variatia temperaturii în punctul
A (situat în centrul probei) în cazul experimentului
1
Figura 6. 39 Comparatie intre simulare și
experiment privind variatia temperaturii în
punctul B (situat la 10mm de suprafata
laterala a probei) în cazul experimentului 1
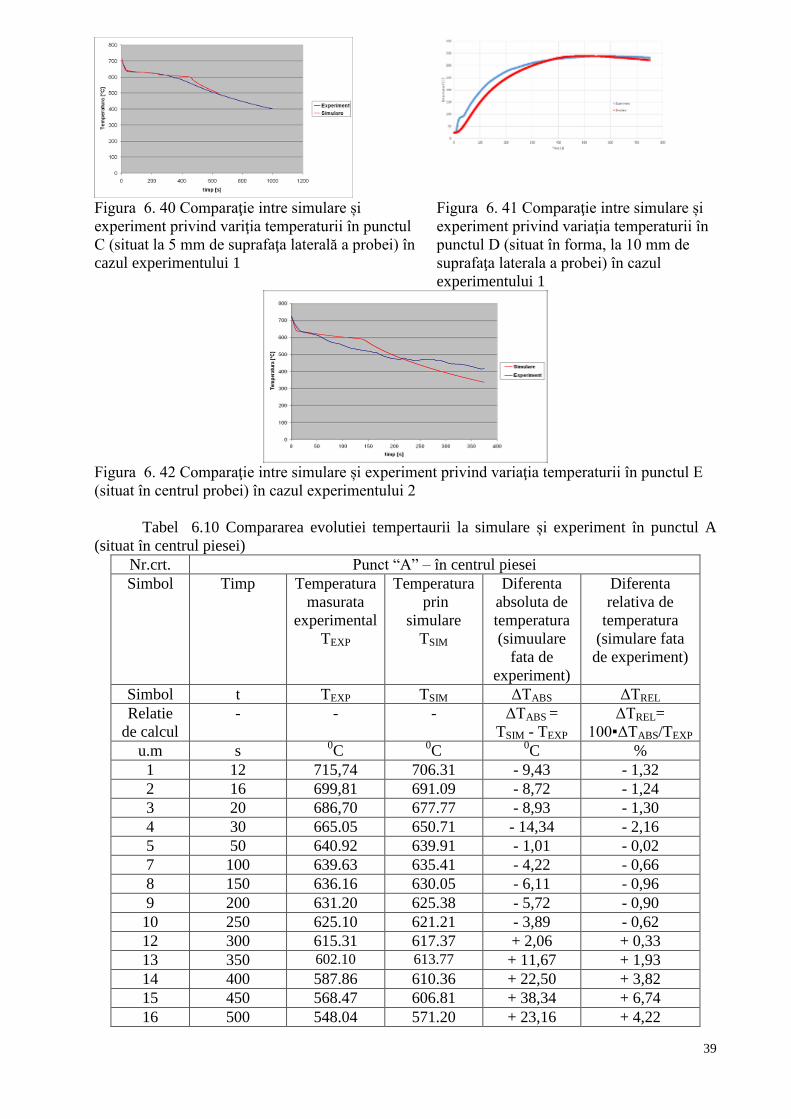
39
Figura 6. 40 Comparaţie intre simulare și
experiment privind variţia temperaturii în punctul
C (situat la 5 mm de suprafaţa laterală a probei) în
cazul experimentului 1
Figura 6. 41 Comparaţie intre simulare și
experiment privind variaţia temperaturii în
punctul D (situat în forma, la 10 mm de
suprafaţa laterala a probei) în cazul
experimentului 1
Figura 6. 42 Comparaţie intre simulare și experiment privind variaţia temperaturii în punctul E
(situat în centrul probei) în cazul experimentului 2
Tabel 6.10 Compararea evolutiei tempertaurii la simulare și experiment în punctul A
(situat în centrul piesei)
Nr.crt. Punct “A” – în centrul piesei
Simbol Timp
Temperatura
masurata
experimental
TEXP
Temperatura
prin
simulare
TSIM
Diferenta
absoluta de
temperatura
(simuulare
fata de
experiment)
Diferenta
relativa de
temperatura
(simulare fata
de experiment)
Simbol t TEXP TSIM ΔTABS ΔTREL
Relatie
de calcul
- - - ΔTABS =
TSIM - TEXP
ΔTREL=
100▪ΔTABS/TEXP
u.m s 0C
0C
0C %
1 12 715,74 706.31 - 9,43 - 1,32
2 16 699,81 691.09 - 8,72 - 1,24
3 20 686,70 677.77 - 8,93 - 1,30
4 30 665.05 650.71 - 14,34 - 2,16
5 50 640.92 639.91 - 1,01 - 0,02
7 100 639.63 635.41 - 4,22 - 0,66
8 150 636.16 630.05 - 6,11 - 0,96
9 200 631.20 625.38 - 5,72 - 0,90
10 250 625.10 621.21 - 3,89 - 0,62
12 300 615.31 617.37 + 2,06 + 0,33
13 350 602.10 613.77 + 11,67 + 1,93
14 400 587.86 610.36 + 22,50 + 3,82
15 450 568.47 606.81 + 38,34 + 6,74
16 500 548.04 571.20 + 23,16 + 4,22
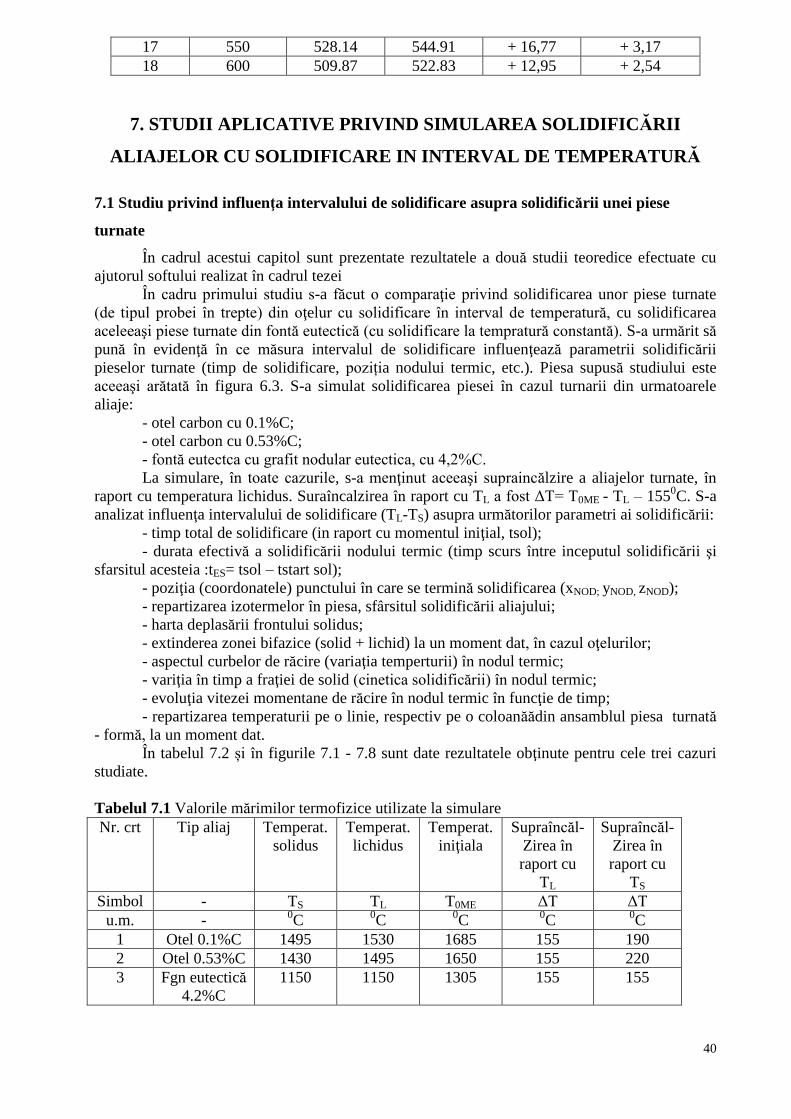
40
17 550 528.14 544.91 + 16,77 + 3,17
18 600 509.87 522.83 + 12,95 + 2,54
7. STUDII APLICATIVE PRIVIND SIMULAREA SOLIDIFICĂRII
ALIAJELOR CU SOLIDIFICARE IN INTERVAL DE TEMPERATURĂ
7.1 Studiu privind influenţa intervalului de solidificare asupra solidificării unei piese
turnate
În cadrul acestui capitol sunt prezentate rezultatele a două studii teoredice efectuate cu
ajutorul softului realizat în cadrul tezei
În cadru primului studiu s-a făcut o comparaţie privind solidificarea unor piese turnate
(de tipul probei în trepte) din oţelur cu solidificare în interval de temperatură, cu solidificarea
aceleeaşi piese turnate din fontă eutectică (cu solidificare la tempratură constantă). S-a urmărit să
pună în evidenţă în ce măsura intervalul de solidificare influenţează parametrii solidificării
pieselor turnate (timp de solidificare, poziția nodului termic, etc.). Piesa supusă studiului este
aceeaşi arătată în figura 6.3. S-a simulat solidificarea piesei în cazul turnarii din urmatoarele
aliaje:
- otel carbon cu 0.1%C;
- otel carbon cu 0.53%C;
- fontă eutectca cu grafit nodular eutectica, cu 4,2%C.
La simulare, în toate cazurile, s-a menţinut aceeaşi supraincălzire a aliajelor turnate, în
raport cu temperatura lichidus. Suraîncalzirea în raport cu TL a fost ΔT= T0ME - TL – 1550C. S-a
analizat influenţa intervalului de solidificare (TL-TS) asupra următorilor parametri ai solidificării:
- timp total de solidificare (in raport cu momentul iniţial, tsol);
- durata efectivă a solidificării nodului termic (timp scurs între inceputul solidificării şi
sfarsitul acesteia :tES= tsol – tstart sol);
- poziţia (coordonatele) punctului în care se termină solidificarea (xNOD; yNOD, zNOD);
- repartizarea izotermelor în piesa, sfârsitul solidificării aliajului;
- harta deplasării frontului solidus;
- extinderea zonei bifazice (solid + lichid) la un moment dat, în cazul oţelurilor;
- aspectul curbelor de răcire (variaţia temperturii) în nodul termic;
- variţia în timp a fraţiei de solid (cinetica solidificării) în nodul termic;
- evoluţia vitezei momentane de răcire în nodul termic în funcţie de timp;
- repartizarea temperaturii pe o linie, respectiv pe o coloanăădin ansamblul piesa turnată
- formă, la un moment dat.
În tabelul 7.2 și în figurile 7.1 - 7.8 sunt date rezultatele obţinute pentru cele trei cazuri
studiate.
Tabelul 7.1 Valorile mărimilor termofizice utilizate la simulare
Nr. crt Tip aliaj Temperat.
solidus
Temperat.
lichidus
Temperat.
iniţiala
Supraîncăl-
Zirea în
raport cu
TL
Supraîncăl-
Zirea în
raport cu
TS
Simbol - TS TL T0ME ΔT ΔT
u.m. - 0C
0C
0C
0C
0C
1 Otel 0.1%C 1495 1530 1685 155 190
2 Otel 0.53%C 1430 1495 1650 155 220
3 Fgn eutectică
4.2%C
1150 1150 1305 155 155

41
Tabelul 7.2 Rezultate privind influenţa intervalului de solidificare asupra parametrilor
solidificării
Nr.
crt
Tip aliaj Timpul
inceputului
solidificării
Timp sfarsit
solidificare
Timp efectiv de
solidificare nod
Coordonate
nod termic
Sim
bol
- TSTART SOL TSOL tEF SOL xNOD
;yNOD;zNOD
u.m. - s s s mm
1 Otel 0.1%C 166.5 589.5 423.0 68,132,104
2 Otel 0.53%C 166.5 684.0 517.5 60;132,104
4 Fgn eutectică
4.2%C
573.0 718.75 145.75 68,132,104
Rezultatele prezentate în tabelele 7.2 şi în figurile 7.1 – 7.8 arată următoarele:
- poziția nodulu termic este identică în toate cele trei cazuri studiate, ceea ce arată că
intervalul de solidificare nu influenţează acest parametrru al solidificării; Acest rezultat se
explică prin aceea că dinamica transmiterii căldurii în sistem nu este influenţată de intervalul de
solidificare;
- la aceaşi supraîncălzire în raport cu temperatura lichidus, timpul de solidificare a
nodului termic este influenţat în măsură relativ mare. Această influenţă se explică prin faptul că
energia termică cedată de aliaj pe parcursul solidificării este diferită;
- în cazul oţelurilor solidificarea începe mult mai rapid comparativ cu piesa turnată din
fontă eutectică (tabelul 7.2, tSTART SOL OTEL = 166.5s iar tSTART SOL FONTA = 573.0s); Aceasta se
explica prin diferenţa de temperatură iniţială dintre aliajul lichid și forma de turnare (T0ME – TFO
); Această diferenţă este mult mai mare în cazul oţelurilor care au temperatura de turnare mai
mare; din această cauză la începutul solidificării, transferul de caldură oţel lichid – formă este
mult mai;
- în cazul pieselor din oţel solidificarea efectivă, durează un timp mai mare (tSOL - tSTART
SOL) decât în cazul piesi din fontă; aceasta se explică prin supraîncalzirea mult mai mare în raport
cu temperatura solidus în cazul oţelurilor;
- timpii de inceput de solidificare (tSTART SOL) şi de sfârsit de solidificare (tSOL ) în cazul
piesei din fontă eutectică sunt mai mari decât în cazul pieselor din otel, datorită temperaturii mai
mici de turnare a fontei; din această cauză intensitatea transferului de căldură spre formă este mai
miccă în cazul pieselor din fontă;
a.) Oţel cu 0.1%C b.) Oţel cu 0.53%C c.) Fgn eutectică cu 4.2 %C
Figura 7.1 Izotermele la momentul solidificarii nodului termic
- în cazul celor doua oţeluri studiate, mărimea intervalului de solidificare ΔT = TL – TS,
are inflenţă asupra mărimii zonei bifazice (solid + lichid) și asupra evoluţiei acesteia în timp pe
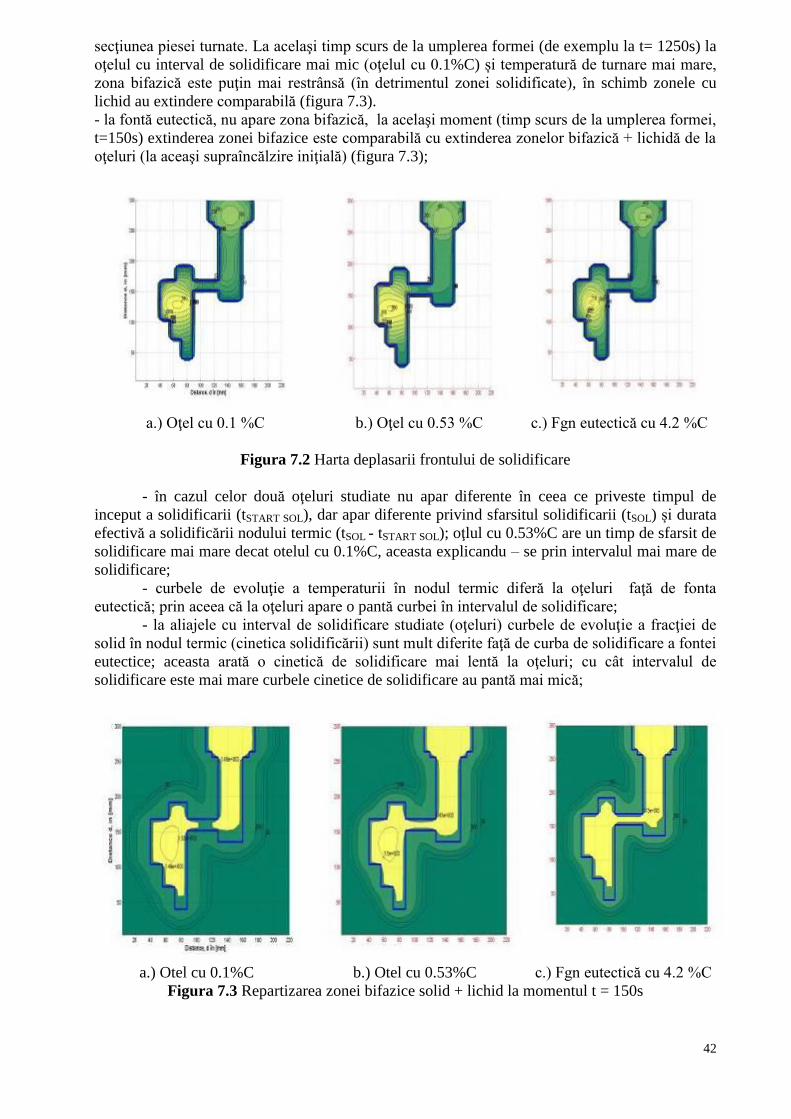
42
secţiunea piesei turnate. La acelaşi timp scurs de la umplerea formei (de exemplu la t= 1250s) la
oţelul cu interval de solidificare mai mic (oţelul cu 0.1%C) și temperatură de turnare mai mare,
zona bifazică este puţin mai restrânsă (în detrimentul zonei solidificate), în schimb zonele cu
lichid au extindere comparabilă (figura 7.3).
- la fontă eutectică, nu apare zona bifazică, la acelaşi moment (timp scurs de la umplerea formei,
t=150s) extinderea zonei bifazice este comparabilă cu extinderea zonelor bifazică + lichidă de la
oţeluri (la aceaşi supraîncălzire iniţială) (figura 7.3);
a.) Oţel cu 0.1 %C b.) Oţel cu 0.53 %C c.) Fgn eutectică cu 4.2 %C
Figura 7.2 Harta deplasarii frontului de solidificare
- în cazul celor două oţeluri studiate nu apar diferente în ceea ce priveste timpul de
inceput a solidificarii (tSTART SOL), dar apar diferente privind sfarsitul solidificarii (tSOL) și durata
efectivă a solidificării nodului termic (tSOL - tSTART SOL); oţlul cu 0.53%C are un timp de sfarsit de
solidificare mai mare decat otelul cu 0.1%C, aceasta explicandu – se prin intervalul mai mare de
solidificare;
- curbele de evoluţie a temperaturii în nodul termic diferă la oţeluri faţă de fonta
eutectică; prin aceea că la oţeluri apare o pantă curbei în intervalul de solidificare;
- la aliajele cu interval de solidificare studiate (oţeluri) curbele de evoluţie a fracţiei de
solid în nodul termic (cinetica solidificării) sunt mult diferite faţă de curba de solidificare a fontei
eutectice; aceasta arată o cinetică de solidificare mai lentă la oţeluri; cu cât intervalul de
solidificare este mai mare curbele cinetice de solidificare au pantă mai mică;
a.) Otel cu 0.1%C b.) Otel cu 0.53%C c.) Fgn eutectică cu 4.2 %C
Figura 7.3 Repartizarea zonei bifazice solid + lichid la momentul t = 150s
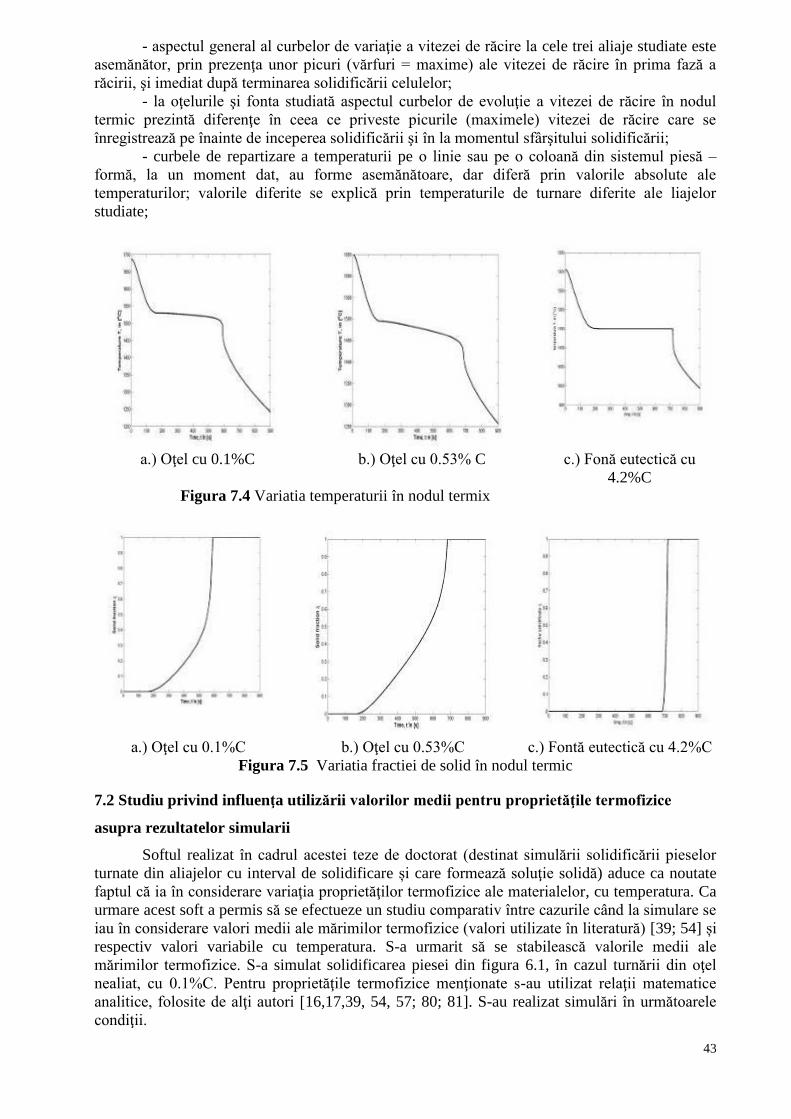
43
- aspectul general al curbelor de variaţie a vitezei de răcire la cele trei aliaje studiate este
asemănător, prin prezenţa unor picuri (vărfuri = maxime) ale vitezei de răcire în prima fază a
răcirii, şi imediat după terminarea solidificării celulelor;
- la oţelurile şi fonta studiată aspectul curbelor de evoluţie a vitezei de răcire în nodul
termic prezintă diferenţe în ceea ce priveste picurile (maximele) vitezei de răcire care se
înregistrează pe înainte de inceperea solidificării şi în la momentul sfârşitului solidificării;
- curbele de repartizare a temperaturii pe o linie sau pe o coloană din sistemul piesă –
formă, la un moment dat, au forme asemănătoare, dar diferă prin valorile absolute ale
temperaturilor; valorile diferite se explică prin temperaturile de turnare diferite ale liajelor
studiate;
a.) Oţel cu 0.1%C b.) Oţel cu 0.53% C c.) Fonă eutectică cu
4.2%C
Figura 7.4 Variatia temperaturii în nodul termix
a.) Oţel cu 0.1%C b.) Oţel cu 0.53%C c.) Fontă eutectică cu 4.2%C
Figura 7.5 Variatia fractiei de solid în nodul termic
7.2 Studiu privind influenţa utilizării valorilor medii pentru proprietăţile termofizice
asupra rezultatelor simularii
Softul realizat în cadrul acestei teze de doctorat (destinat simulării solidificării pieselor
turnate din aliajelor cu interval de solidificare și care formează soluţie solidă) aduce ca noutate
faptul că ia în considerare variaţia proprietăţilor termofizice ale materialelor, cu temperatura. Ca
urmare acest soft a permis să se efectueze un studiu comparativ între cazurile când la simulare se
iau în considerare valori medii ale mărimilor termofizice (valori utilizate în literatură) [39; 54] și
respectiv valori variabile cu temperatura. S-a urmarit să se stabilească valorile medii ale
mărimilor termofizice. S-a simulat solidificarea piesei din figura 6.1, în cazul turnării din oţel
nealiat, cu 0.1%C. Pentru proprietăţile termofizice menţionate s-au utilizat relaţii matematice
analitice, folosite de alţi autori [16,17,39, 54, 57; 80; 81]. S-au realizat simulări în următoarele
condiţii.
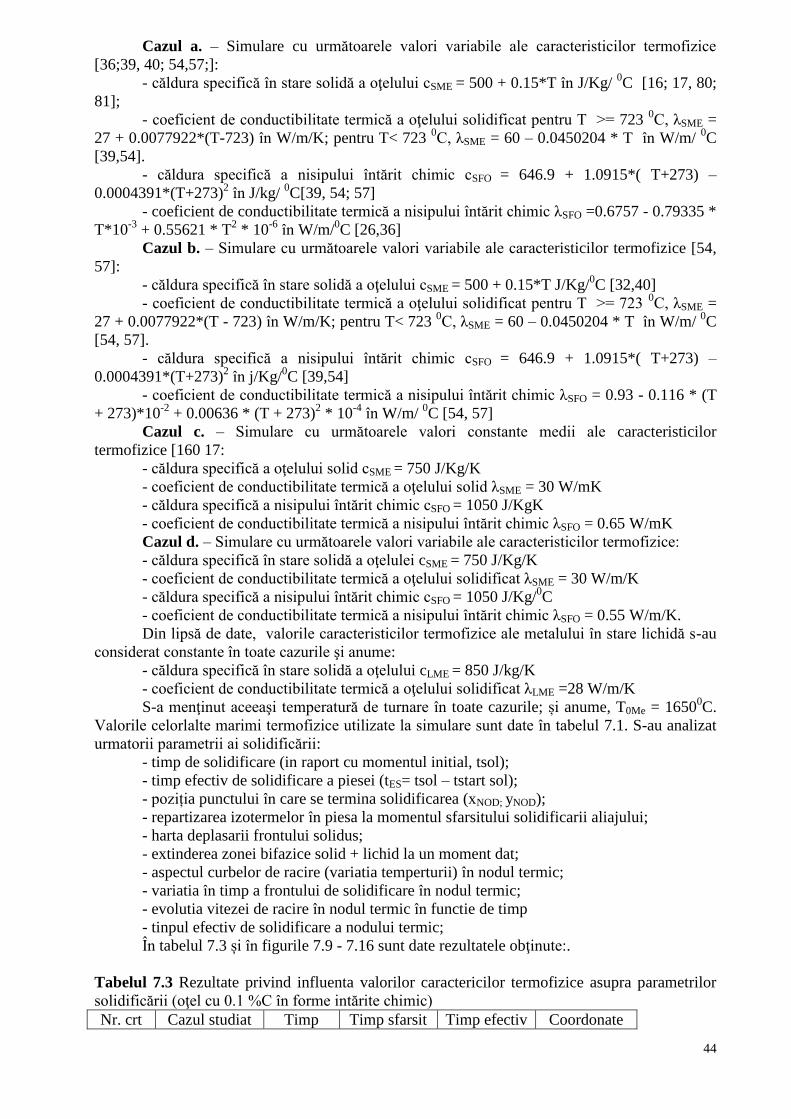
44
Cazul a. – Simulare cu următoarele valori variabile ale caracteristicilor termofizice
[36;39, 40; 54,57;]:
- căldura specifică în stare solidă a oţelului cSME = 500 + 0.15*T în J/Kg/ 0C [16; 17, 80;
81];
- coeficient de conductibilitate termică a oţelului solidificat pentru T >= 723 0C, λSME =
27 + 0.0077922*(T-723) în W/m/K; pentru T< 723 0C, λSME = 60 – 0.0450204 * T în W/m/
0C
[39,54].
- căldura specifică a nisipului întărit chimic cSFO = 646.9 + 1.0915*( T+273) –
0.0004391*(T+273)2 în J/kg/
0C[39, 54; 57]
- coeficient de conductibilitate termică a nisipului întărit chimic λSFO =0.6757 - 0.79335 *
T*10-3
+ 0.55621 * T2 * 10
-6 în W/m/
0C [26,36]
Cazul b. – Simulare cu următoarele valori variabile ale caracteristicilor termofizice [54,
57]:
- căldura specifică în stare solidă a oţelului cSME = 500 + 0.15*T J/Kg/0C [32,40]
- coeficient de conductibilitate termică a oţelului solidificat pentru T >= 723 0C, λSME =
27 + 0.0077922*(T - 723) în W/m/K; pentru T< 723 0C, λSME = 60 – 0.0450204 * T în W/m/
0C
[54, 57].
- căldura specifică a nisipului întărit chimic cSFO = 646.9 + 1.0915*( T+273) –
0.0004391*(T+273)2 în j/Kg/
0C [39,54]
- coeficient de conductibilitate termică a nisipului întărit chimic λSFO = 0.93 - 0.116 * (T
+ 273)*10-2
+ 0.00636 * (T + 273)2 * 10
-4 în W/m/
0C [54, 57]
Cazul c. – Simulare cu următoarele valori constante medii ale caracteristicilor
termofizice [160 17:
- căldura specifică a oţelului solid cSME = 750 J/Kg/K
- coeficient de conductibilitate termică a oţelului solid λSME = 30 W/mK
- căldura specifică a nisipului întărit chimic cSFO = 1050 J/KgK
- coeficient de conductibilitate termică a nisipului întărit chimic λSFO = 0.65 W/mK
Cazul d. – Simulare cu următoarele valori variabile ale caracteristicilor termofizice:
- căldura specifică în stare solidă a oţelulei cSME = 750 J/Kg/K
- coeficient de conductibilitate termică a oţelului solidificat λSME = 30 W/m/K
- căldura specifică a nisipului întărit chimic cSFO = 1050 J/Kg/0C
- coeficient de conductibilitate termică a nisipului întărit chimic λSFO = 0.55 W/m/K.
Din lipsă de date, valorile caracteristicilor termofizice ale metalului în stare lichidă s-au
considerat constante în toate cazurile şi anume:
- căldura specifică în stare solidă a oţelului cLME = 850 J/kg/K
- coeficient de conductibilitate termică a oţelului solidificat λLME =28 W/m/K
S-a menţinut aceeaşi temperatură de turnare în toate cazurile; și anume, T0Me = 16500C.
Valorile celorlalte marimi termofizice utilizate la simulare sunt date în tabelul 7.1. S-au analizat
urmatorii parametrii ai solidificării:
- timp de solidificare (in raport cu momentul initial, tsol);
- timp efectiv de solidificare a piesei (tES= tsol – tstart sol);
- poziția punctului în care se termina solidificarea (xNOD; yNOD);
- repartizarea izotermelor în piesa la momentul sfarsitului solidificarii aliajului;
- harta deplasarii frontului solidus;
- extinderea zonei bifazice solid + lichid la un moment dat;
- aspectul curbelor de racire (variatia temperturii) în nodul termic;
- variatia în timp a frontului de solidificare în nodul termic;
- evolutia vitezei de racire în nodul termic în functie de timp
- tinpul efectiv de solidificare a nodului termic;
În tabelul 7.3 și în figurile 7.9 - 7.16 sunt date rezultatele obţinute:.
Tabelul 7.3 Rezultate privind influenta valorilor caractericilor termofizice asupra parametrilor
solidificării (oţel cu 0.1 %C în forme intărite chimic)
Nr. crt Cazul studiat Timp Timp sfarsit Timp efectiv Coordonate
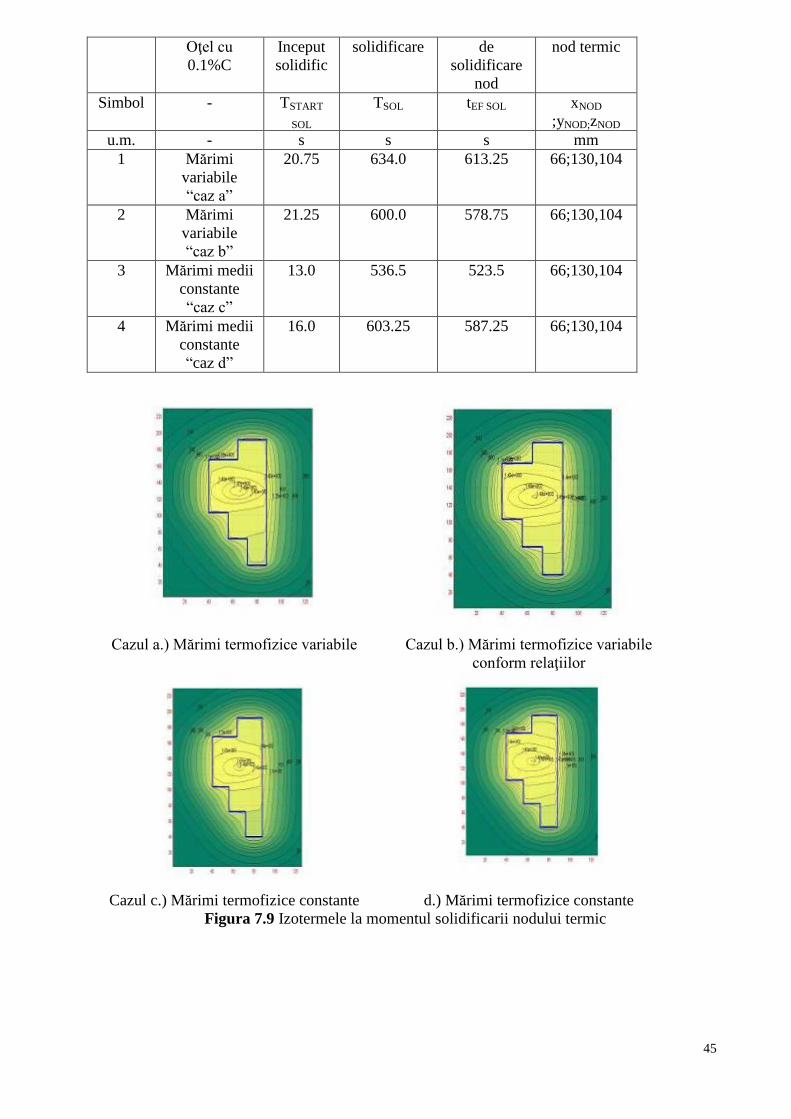
45
Oţel cu
0.1%C
Inceput
solidific
solidificare de
solidificare
nod
nod termic
Simbol - TSTART
SOL
TSOL tEF SOL xNOD
;yNOD;zNOD
u.m. - s s s mm
1 Mărimi
variabile
“caz a”
20.75 634.0 613.25 66;130,104
2 Mărimi
variabile
“caz b”
21.25 600.0
578.75 66;130,104
3 Mărimi medii
constante
“caz c”
13.0 536.5 523.5 66;130,104
4 Mărimi medii
constante
“caz d”
16.0 603.25 587.25 66;130,104
Cazul a.) Mărimi termofizice variabile Cazul b.) Mărimi termofizice variabile
conform relaţiilor
Cazul c.) Mărimi termofizice constante d.) Mărimi termofizice constante
Figura 7.9 Izotermele la momentul solidificarii nodului termic
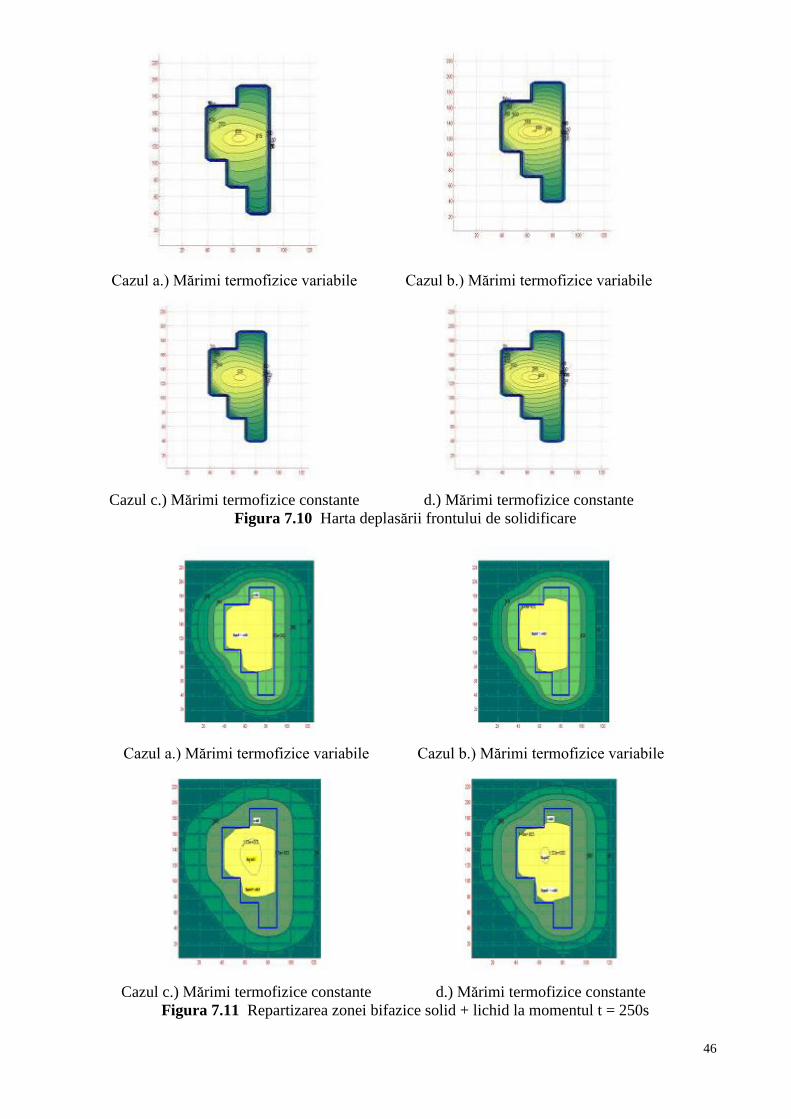
46
Cazul a.) Mărimi termofizice variabile Cazul b.) Mărimi termofizice variabile
Cazul c.) Mărimi termofizice constante d.) Mărimi termofizice constante
Figura 7.10 Harta deplasării frontului de solidificare
Cazul a.) Mărimi termofizice variabile Cazul b.) Mărimi termofizice variabile
Cazul c.) Mărimi termofizice constante d.) Mărimi termofizice constante
Figura 7.11 Repartizarea zonei bifazice solid + lichid la momentul t = 250s
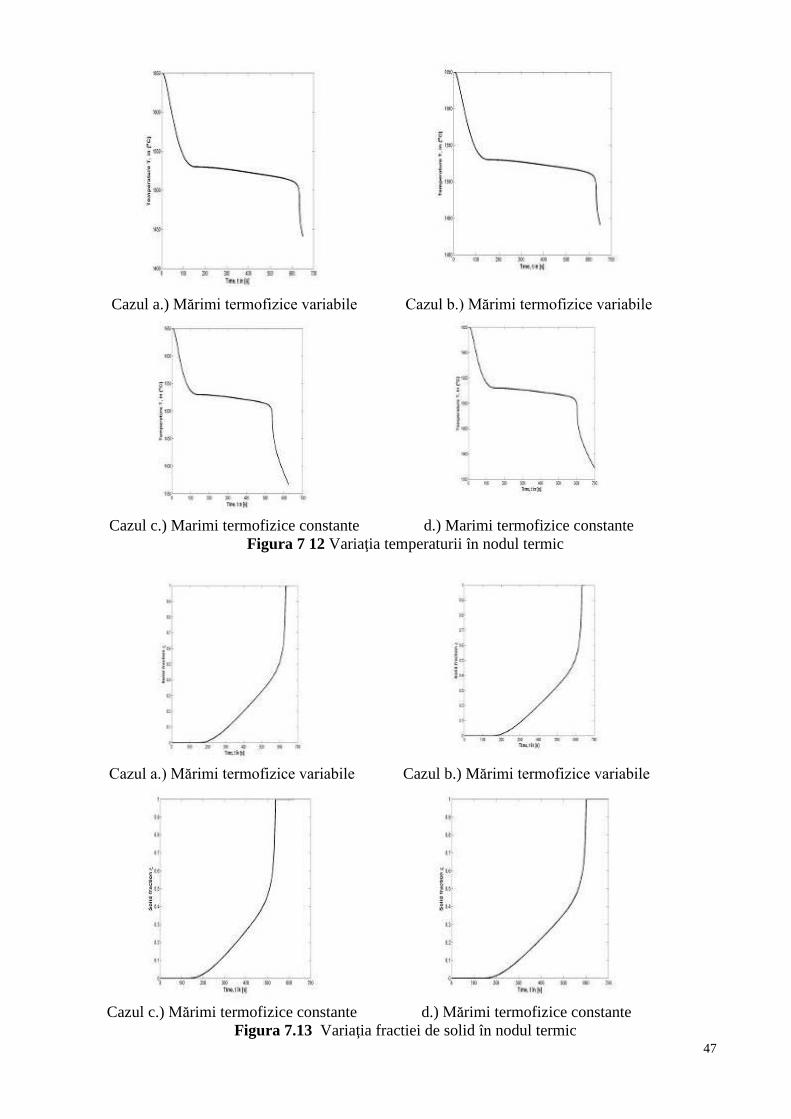
47
Cazul a.) Mărimi termofizice variabile Cazul b.) Mărimi termofizice variabile
Cazul c.) Marimi termofizice constante d.) Marimi termofizice constante
Figura 7 12 Variaţia temperaturii în nodul termic
Cazul a.) Mărimi termofizice variabile Cazul b.) Mărimi termofizice variabile
Cazul c.) Mărimi termofizice constante d.) Mărimi termofizice constante
Figura 7.13 Variaţia fractiei de solid în nodul termic
48
Analiza rezultatelor din tabelul 7.3 și din figurile 7.9 – 7.16 arată următoarle:
- în cazurile piesei a cărei solidificare a fost simulată poziția nodului termic din piesa
turnată este identică în toate cazurile; aceasta arată că, din punct de vedere al poziţiei nodului
termic, modul în care se iau în considerare proprietăţile termofizice ale formei şi ale aliajului
turnat (variabile cu temperatura sau valori medii) nu are;
- modul cum se ia în considerare proprietăţile termofizice influenţează timpul de
solidificare a nodului termic;
- valoarea medie a coeficientului de conducţie termică a formei (0.65W/m/K) a
amestecului de formare recomandată de de lucrările [33, 40] conduce la un timp de solidificare
cu 5% mai mic decât în cazul când se iau în considerare valori variabile cu temperatura;
- valoarea medie a coeficientului de conducţie termică a formei stabilită de noi este 0.55
– 0.6 W/m/K, aceasta conducând practic la aceeaşi valoare a timpului de solidificare a piesei
turnate;
- harta deplasării frontului de solidificare este influenţată relativ puţin în cazurile simulate
(respectiv în cazul cănd se ia în considerare valoare medie sau valoare variabilă cu temperatura a
caracteristicilor termofizice);
- în cazurile studiate, extinderea zonei bifazice (conturul exterior al acesteia) la acelaşi
moment (t=250s) nu este influenţată vizibil de modul cum se ia în considerare caracteristicile
termofizice
- în cazurile studiate, extinderea zonei lichide la acelaşi moment (t=250s) (conturul
interior al zonei bifazice) este influenţată de modul cum se ia în considerare caracteristicile
termofizice;
- aspectul curbelor de răcire, a variaţiei fracţiei de solid, a vitezei de răcire în nodul
termic şi respectiv repartizarea temperaturii la un moment dat pe linii sau coloane este
influenţată relativ puţin de modul cum se ia în considerare valoarea caracteristicilor termofizice
ale aliajului și ale formei (valoare medie sau valori variabile cu temperatura)
8 CONCLUZII, CONTRIBUŢII PROPRII, DIRECŢII DE CONTINUARE A
CERCETARILOR.
8.1 Concluzii
Concluziile cele mai importante desprinse în urma cercetărilor efectuate cu ocazia
realizarii tezei de doctorat sunt:
- particularitatea principală a modelării şi realizării softurilor pentru simularea solidficării
pieselor turnate din aliaje cu solidificare în interval de temperatură constă în modificarea
continuă a temperaturii în timpul solidificării, ceea ce conduce la ecuaţii cu două variabile;
- se pot realiza modele matematice şi softuri de compexităţi şi precizii diferite, în funcţie
de modul în care se consideră dependenţa fracţie de solid – temperatură;
- modelele matematice care consideră această dependenţă prin funcţii de grad superior,
conduc la ecuaţii de grad superior, cu mai multe soluţii şi implică dificultăţi la alegerea soluţiei
viabile corecte;
- modelele matematice care conduc la rezolvări simple şi rapide sunt cele care iau în
considerare dependenţa fracţie solidificată temperatură printr-o funcţie de grad 1;
- durata simulării solidificării unei piese turnate din aliaje cu solidificare în interval de
temperatură este similară cu durata simulării solidificării aceleiaşi piese turnată din aliajelor
eutectice (in condiţiile aceleiaşi supraîncălziri faţă de temperatura solidus și în acelaşi tip de
formă de turnare);
49
- poziția nodurilor termice la solidificarea pieselor turnate din aliaje cu interval de
solidificare (oţel) este practic aceeaşi ca ţn cazul pieselor turnate din aliaje eutectice (fonta
eutectică) sau metale pure;
- la aceeaşi supraîncălzire faţă de temperatura solidus, timpul (momentul) de inceput și
de sfarsit a solidificării este mai mică la aliajele care au temperaturile lichidus mai mari;
- la aceeasi supraincalzire fata de temperatura lichidus durata efectivă de solidificare a
piesei, este mai mare la aliajele cu interval de solidificare;
- cu cât intervalul de solidificare este mai mare durata efectivă de solidificare este mai
mare;
- intervalul de solidificare nu are influenţă sesizabilă asupra hărţii de deplasare a frontului
solidus, în comparaţie cu piese turnate din aliaj eutectic;
- intervalul de solidificare și valoarea temperaturilor solidus şi lichidus, nu influenţează în
mare măsură poziţia frontului solidus la acelaşi moment (timp) dar influenţează poziția frontului
lichidus şi prin aceasta extinderea zonei bifazice (solid + lichid);
- intervalul de solidificare are influenţă mare asupra evoluţiei temperaturi în nodul termic
(şi în general în punctele piesei turnate) asupra evoluţiei fracţiei de solid;
- intervalul de solidificare are influentă mare asupra cineticii solidificării;
- intervalul de solidificare are influenţă mai puţin evidentă asupra vitezei de variaţie a
temperaturii în nodul termic (şi în general în punctele piesei turnate);
- intervalul de temperatură are influenţă redusă asupra repartiţiei temperaturii pe liniile și
coloanele sistemului piesă formă la acelaşi moment;
8.2 Contribuţii proprii
Contribuţiile proprii aduse prin cercetările realizate sunt:
- realizarea a mai multor variante de modele matematice cu diferenţe finite și cu diverse
grade de complexitate pentru simularea solidificării aliajelor cu solidificare în interval de
temperatură;
- stabilirea variantelei de modelare matematică a solidificarii aliajelor cu solidificare în
interval de temperatura, care conduce la rezolvarea cea mai simplă şi respectiv la softuri cu
structuri acesibile şi rapide,
- realizarea mai multor softuri pentru simulare 2D și 3D a solidificării pieselor turnate
dinaliaje cu solidificare în interval de temperatură;
- perfecţionarea softuior realizate (comparativ cu softurile relizate anterior pentru
simularea solidificării aliajelor eutectice) prin posibilitatea de luare în considerare a variaţiei
parametrilor termofizici (căldură specifică, conductibilitate termică) ai materialelor cu
temperatura,
- verificarea experimentala a functionarii softului 3D, realizat ;
- realizarea de studii comparative între solidificarea aliajelor cu solidificare în interval de
temperatură și cu solidificare la temperatură constantă (oţel și fontă) şi analiza influenţei
intervalului de solidificare asupra principalilor parametrii ai solidificării (poziția nodului termic,
timp de solidificare, garta izotermelor la sfârşitul solidificării, harta deplasării frontului de
solidificare, extinderea znei bifazice şi a zonei lichide pe secţiunea pieselor, curbe de variaţie a
temperaturii, curbe de variaţie a fracţiei de solid, viteza de răcire, etc.).
- realizarea unui studiu pentru verificarea și stabilirea valorii medii a parametrilor
termofizici ai amestecurilor de formare cu intărire chimică.
8.3 Direcţii de continuare a cercetărilor
Softurile realizate în cadrul cercetărilor deschid multiple direcţii de continuare a
cercetărilor în direcţii fundamentale sau aplicative. Dintre acestea menţionăm:
50
- extinderea cercetărilor pentru verificare experimentală în cazul altor aliaje cu
solidificare în interval de temperatură, utilizate în turnătorii şi pentru piese cu geometrie
complexă;
- realizarea de cercetări privind influenţa mărimii intervalului de solidificare și respectiv
a temperaturilor solidus și lichidus şi de turnare, asupra funcţionării maselotelor;
- realizarea de studii aplicative pentru optimizarea sistemelor de maselotare în cazul unor
piese concrete (din programul de producţie al intreprinderilor).
- cercetari pentru completarea softurilor cu module destinate divizarii automate a
ansamblului piesa – formă și cu baze de date.
8.4 Diseminarea rezultatelor
Rezultatele obtinute pe parcursul cercetarilor realizate în cadrul doctoranturii au fost
diseminate prin publicarea de lucrari stiintifice în reviste de specialitate și prin prezentarea în
cadrul unor conferinte stiintifice.
Lista lucrărilor stiintifice realizate și publicate este urmatoarea:
Reviste indexate ISI:
1. Ionescu Daniela, Ciobanu I., Munteanu S. I., Crisan A., Monescu V. - 2D
Mathematical Model for the Solidification of Alloys Within a Temperature Interval, Metalurgia
Internaţional, nr.4, 2011, pag. 39 - 44, ISSN 1582-2214.
2. Daniela Ionescu, Ionuţ Ionescu, Ioan Ciobanu, Vlad Monescu, - 3D mathematical
modelling of solidification of castings from allozs solidifying within a temperature interval,
Metalurgia Internaţional, Issue Special nr.6, 2013, pag. 105 - 110, ISSN 1582-2214
Reviste B+:
3. Ionescu I, Ionescu Daniela, Ciobanu I., Jiman V - Computation of the heat
Exchange Coeficient în Cylindrical Coordinates Mathematical Modeling of Castings
Solidification, Recent, vol 13, no. 3 (36) noiembrie, 2012, pag. 307 - 316, ISSN 1582-0246
4. Ionescu Daniela, Stoicanescu Maria, Ciobanu I., Crisan A. - Evolution of the Solid
Fraction of a 0.1%C Steel, Recent, vol 13, no. 3 (36) noembrie, 2012, pag. 300 - 306, ISSN
1582-0246
5. Stoicanescu Maria, Ionescu Daniela, Ciobanu I., Crisan A. - Determinarea
dependentei fractiei de solid de temperatura la solidificarea unui otel cu 0.533 %C, Cercetari
metalurgice și noi materiale, vol. XX, nr.4, 2012, pag. 1-10, ISSN 1221-5503
6. Ionescu Daniela, Ionescu I., Ciobanu I., Monescu V.- Model matematic 2D
simplificat pentru solidificarea pieselor turnate din aliaje de tip solutie solida, Cercetari
metalurgice și noi materiale, vol. XX, nr.4, 2012, pag. 25 -43, ISSN 1221-5503
7. Ionescu I., Ionescu Daniela, Ciobanu I., Jiman V. – Matehematical Modelling of
eutectic alloy cilindrical castings solidification, Metalurgia, vol 64, no. 8, 2012, pag. 10 – 20,
ISSN 0461/9579
8. Daniela Ionescu, Vlad Monescu, Ioan Ciobanu, Sorin Ion Munteanu,Aurel Crisan
- Influenta divizarii formei asupra simularii solidificarii pierselor turnate, Cercetari metalurgice
și noi materiale, vol. XXI, nr.3, 2013, pag. 15 -31, ISSN 1221-5503
Alte lucrari
9. Daniela Ionescu, Ioan Ciobanu, Vlad Monescu, Aurel Crisan – Study by
Simulation Concerning the Influence of the Carbon Content on the Steel Casting
Macrosolidification, (Studiu prn simulare privind influenta continutului de carbon asupra
macrosolidificarii pieselor turnate din otel, Revista de turnatorie, nr 9 – 10, 2013, pag. 14 - 20,
ISSN 1224-21-44.
10. Daniela Ionescu, Ioan Ciobanu, Varga Bela, Tibor Bedo, Alin Pop, Vlad
Monescu – Verificarea experimentala a unui soft pentru simularea solidificarii aliajelor cu
solidificare în interval de temperatura (Experimental Verification of a Solidification Simulation
51
Soft for Alloys Solidification în Temperature Range), Revista de turnatorie, nr 11 – 12, 2013,,
ISSN 1224-21-44.
Bibliografie (selectivă)
[1] Bratu C., Sofroni L., Nica G. - Termofizica solidificării pieselor turnate, Editura
Performantica, Iaşi, 1997.
[2] Bratu C., Popa I. - Determinarea proprietăţilor termofizice ale amestecurilor de
formare prin simulare numerică a procesului de solidificare, Turnarea şi Solidificarea Metalelor
și aliajelor, Tome 1, no. 1, 1998, Editura U.T. Pres, pag. 19-24, ISSN 1453-9756.
[3]. M. Barone, D. Caulk, Analysis of Mold Filling în Lost Foam Casting of Aluminum
- Method, International Journal of Metalcasting, Schaumburg, Illinois, USA, Vol. 2, Issue 3,
2008, pp. 29-43
[1]. Bodenburg M., Diorduc V. – „Optimizarea numerică a proceselor de turnare”,
[„Numerical Optimization of Casting Processes”], Revista de turnătorie [Foundry Journal], nr. 3-
4, 2008, pag.7-9, ISSN 1224-21-44, (Ro).
[6]. Carlson, K. D., Beckermann, C., “Prediction of Shrinkage Pore Volume fraction
using a Dimensionless Niyama Criterion”, Metallurgical and Materials Transactions A, No. 40A,
pp. 163-175, 2009
[7] D. Caulk, Analysis of Mold Filling în Lost Casting of Aluminum: Part II - Exemple
Application, International Journal of Metalcasting, Schaumburg, Illinois, USA, Vol. 3, Issue 1,
2009, pp. 7-26
[8] Chiriac F., etc. - Procese de transfer de căldură și de masă în instalaţi industriale,
Editura Tehnică, Bucureşti, 1982.
[9] Changrapa K. G. - Proprietes phases thermiques des sables autoduricissants lies au
silicate de soude, Fonderie-Fondeur d’aujourd’hui, nr.83, 1989.
[11] Ciobanu I. - Bazele teoretice ale turnării, Universitatea Transilvania din Braşov,
1984.
[12] Ciobanu I., Monescu V., Munteanu S.I., Crişan A. Simularea 3D a solidificării
pieselor turnate, Editura Universităţii Transilvania din Braşov, Braşov (Ro), 2010, ISBN 978-
973-598-678-0.
[13] Ciobanu I., Munteanu S. I., Crişan A, Jiman V., Monescu V. - Determinarea
coeficientului mediu de conductivitate termică a formelor de turnare întărite chimic cu liant
răşină furanică, Revista de turnătorie, nr. 11-12, 2008, pag. 21-26, ISSN 1224-21-44.
[14] Ciobanu I., Munteanu S. I., Crişan A., Jiman V., Chisamera M., Mărginean I.,
Fierescu Lucia, Roman Maria. - Rechearches about solidification simulation of cast part în
moulds cold hardened with furan resin, Metalurgia Internaţional, nr.1, 2009, pag. 55-61, ISSN
1582-2214
[15] Ciobanu I., Monescu V., Munteanu S. I., Crişan A., Feraru D., Szabo C. -
Verification of the Dimensioning Relationship for external Cooler Wall Thickness Used în the
Casting of Parts from Metal Alloys, Metalurgia Internaţional, Special Issue no. 10, 2009, pag.
75 - 83, ISSN 1582-2214.
[16] 1. Ciobanu I., Munteanu I. S., Crişan A., 1., Monescu V., Bedo T. – Modelarea
Simularea şi Optimizarea Solidificării Pieselor turnate, Editura Universităţii Transilvania din
Braşov, Braşov (Ro), 2012, ISBN 978-606-19-0147-0, (250pagini).
.[17] Ciobanu I., Munteanu S. I., Crişan A., Monescu V., JimanV., Chişamera M.,
Mărginean I. – Coefficient of Thermal Conductivity for Green Moulds with Bentonite and Clay
- Metalurgia, nr.9, 2009, pag. 29-37, ISSN 0461-9579
[18]. Ciobanu I., Munteanu S. I., Crisan A., Maşniţă M., Avram Nengis, Stroe F. -
Verificarea experimentala a unui soft destinat simularii solidificarii pieselor turnate. - Revista de
turnătorie, nr.1,2; 2008, pag. 14-17, ISSN 1224-21-44.
52
[19]. Ciobanu I., Munteanu S. I., Crişan A., Bedo T., - „The Real Solidification
Module of Castings – Ecuations Defining and Applicability”. Metalurgia Internaţional, no. 11,
2009, pp. 21-30, ISSN 1582-2214, (Ro).
[20]. Defretin G. – „Calcul des modules de solidification apparents des pieces de
fonderie” – Fonderie 384, decembrie 1978, pp. 355-361, (Fr).
[21] Dietrich, P., Lesoult., G., Simulation of heat transfer and capillary feeding during
solidifiation of sand mould S.G. iron astings, E-MRS-Strasbourg, June 1986, pag.225-234.
[22] E. Flender, J. Sturm, Technical Development Report Thirty Years of Casting
Process Simulation, International Journal of Metalcasting, Schaumburg, Illinois, USA, Vol. 4,
Issue 2, 2010, pp. 7-24
[24] Ghinea, M., Fireteanu, V. - MATLAB - Calcul numeric. Grafică. Aplicaţii. Editura
Teora, Bucureşti, 2004, ISBN 973-601-275-1.
[26] Hansen, P., N., Modelling of Solidification Processes în Castings using FDM -
tehniques, E-MRS, Strasbourg, June 1986, pag.27-37.
[27]. Hou T. X., Pehlke R., Wilkes j.O., FEM, “Simulator for efficient casting
solidification Modelling”, AFS Transaction, 1992, vol. 100, pp 1057 – 1066, (USA).
[28]. Heine R. W., Uicker J. J., Gantenbein D., “Geometric Modeling of mold
aggregate, Superheat edge effects, feeding distance, chills and Solidification microstructure”,
AFS Transaction, 1984, vol. 92, pp 135 – 150, (USA).
[29] Ignaszak Z. - Conductivite thermique substitutive du moule, 58-emes Congres
Mondial de Fonderie, Krakov, mem. 14, 1991.
[30]. Imafuku I., Chijiiwa K, A., “Mathematical model for Shrinkage cavity prediction
în Stell castings”, AFS Transactions, 1983, vol 1983, pp.527 -537, (USA).
[31] Incropera F.F., DeWitt D.P. - Fundamentalsof Heat and Mass Transfer, III-th
edition, John Wiley and Sons,New York, N.Y. 1990.
[32] Iordache, O., Smigelschi, O., Ecuaţiile fenomenelor de transfer de masă şi căldură,
Editura Tehnică, Bucureşti, 1982.
[34] Lesoult G. - Aspects fondamentaux de la solidification de l’acier, Centre d’etudes
superieures de la siderurgie francaise, CESSID, 1982, [Fr].
[38] Kurz, W. - Fundamentals of solidification, Trans Tech Publication, 1986,
Switzerland-Germany-UK-USA
[39] MAGMASOFT Manual, (internet), 2009
[40] Maşniţa M., Ciobanu I., Monescu V.- Simularea macrosolidificarii pieselor
turnate cu ajutorul unui program care utilizeaza softul MATLAB. - Recent, nr. 2 (17), iunie
2006, pag. 61-67, ISSN 1582-0246.
[41] Maşnită M., Ciobanu I., Monescu V.- Cercetări privind realizarea unui program
pentru simularea solidificarii pieselor turnate utilizând softul MATLAB. Partea I-a: Structura
programului.- Metalurgia, nr.7, 2006, pag. 19 -29, ISSN 0461/9579
[43] Monescu V, Ciobanu I., Maşniţă M. - Cercetări privind realizarea unui program
pentru simularea solidificarii pieselor turnate utilizând softul MATLAB. Partea II-a: Verificarea
functionării programului. - Metalurgia, nr.8, 2006, pag. 11 -17, ISSN 0461/9579
[44] Monescu V., Maşniţă M., Ciobanu, I. - Aplicaţie MATLAB pentru simularea
pieselor turnate, Sesiunea de Comunicări Ştiinţifice cu Participare Internaţională ”Terra Dacica-
România Mileniului Trei”, CD-ISSN 1453-0139, Anul VII, nr.1 (16), mai 2006
[46] Munteanu S. I., Ciobanu I., Crişan A., Maşniţă M. - 3D-mathematical model to
simulate the macro-solidification of castings from eutectic alloys, Metalurgia International, nr.5,
2005, pag. 3-11, ISSN 1582-2214,
[47] Năstac L., Ştefănescu D. - Modelarea procesului de micro-macrosegregare în
timpul solidificării pieselor turnate, Revista de turnătorie, nr.1, 1997, pag.3-8.
[48]. Niyama E., Uchida T., Morikawa M., Saito S., “A Method of Shrinkage
Prediction and its applicationto steel Casting Practic”e, International Cast Matals Journal, 1982,
vol 7, no.3, pp. 52-63, (USA)
[51] Pehlke R.D., Jeyarajan A., Wada H..- Summary of thermal properties of castings
alloys and mould materials, NSF and Applied Research Division USA, 1982, pag.143-160.
53
[52] Poirior D.R.., Poirier E.J. – Heat Transfer Fundamentals for Metal Casting, TMS
Publication, USA, 1994, pag 16 -36
[53] B.Popa, C. Vintilă, Transfer de căldură în procese industriale, Ed. TDacia, Cluj –
Napoca, 1975, Romania
[55] Ravi B., Srinivasan, M. N., “Casting solidification analysis by modulus vector
method”, International Journal Cast Metals Research, Vol. 9, No. 1, pp.1-7, 1996, (UK)
[57] Sahm P., Hansen P. - Numerical simulation and modeling of casting and
solidification processes for foundry and cast-house, Zurich, CIATF, 1984
[59] Sciama G., Contribution a l’etude mathematque du refroidissment de pieces de
forme simple coulees en moule de sable et moule metalliques avec resistence thermique de
contact, Fonderie, 268, 1968, pag. 267
[60] Sciama, G., Visconte, D., Modelisation de la solidification de plaques minces en
fonte G.S. Influence du remplissage, Fonderie-Fondeur D’aujourd’hui, nr.81, Janvier 1989 pag.
15-30.
[61] Sciama, G., Visconte, D., – Raccordements de plaques en fonte d’epaisseurs
diverses selon des profils angulaires en V, X, Y. Coefficients des forme et effetes d’ailettes,
Fonderie- Fondeur D’aujourd’hui, nr.116, Juin-Juillet 1992, pag. 37-44.
[62] Sciama, G., Visconte, D., Simulation de la solidification d’une piece axisymetrique
en fonte GS, Fonderie-Fondeur D’aujourd’hui, nr.96, 1990, pag.18-38.
[69] Soporan V., Constantinescu V. - Modelarea la nivel macrostructural a solidificării,
Ed. Dacia, Cluj – Napoca, 1995, ISBN 973-35-0526-9.
[70] Soporan V., Constantinescu V., Crişan M. - Solidificarea aliajelor, preliminarii
teoretice, Ed. Dacia, Cluj – Napoca, 1995, ISBN 973-9704-1-5.
[71] Soporan V., Constantinescu V. : Modelarea la nivel macrostructural a solidificării,
Ed. Dacia, Cluj – Napoca, 1995, ISBN 973-35-0526-9.
[72] Soporan V., Constantinescu V., Crişan M. : Solidificarea aliajelor, Ed.
Transilvania Press, Cluj – Napoca, 1995, ISBN 973-9704-1-5.
[73] Soporan V., Sistem de clasificare şi apreciere a modelelor şi metodelor de rezolvare
specifice analizei procesului de solidificare, Metalurgia, nr.9, 1994, pag.42-48.
[75] Soporan V., Stadiul actual al modelării prin metode numerice a procesului de
solidificare a pieselor turnate, Metalurgia, vol 46, no 9, 1994, pag. 20-23, ISSN 0461-9579.
[78] Speideh, S., Heat transfer during melting an solidififcation în heterogeneous
materials, Polytechnic Institute of Virginia, Blacksburg, Virginia, Dec.2000.
[79] Svenson, I., L., Lundbäck, E., Computer simulation of the solidification of
castings, Royal Institute of Techonogy, E-MRS- Strasbourg, June 1986, pag.57-64.
[80] Ştefănescu D. - Science and Engeneering of Casting Solidification, Departament of
Material Engineering, University of Alabama, Tuscalosa, 2001, ISBN 0-306-46750-X.
[81] Ştefănescu D. - Macro-modeling of solidification. Numerical approximation
methods, Departament of Material Engineering, University of Alabama, Tuscalosa, 2001,
pag.94-115.
[84] Zou, J., Rappaz, M., Experiment and modeling of grey cast iron solidification-Part
I-Uniformly solidified castings, Ecole Polytechnique Federale de Lausanne, Switzerland,
pag.335-348.
[86] *** - www. Magama soft (internet)
[87] *** - www. Pamcast (internet)
54
SCURT REZUMAT AL TEZEI DE DOCTORAT
CERCETĂRI PRIVIND MODELAREA MATEMATICĂ ŞI SIMULAREA PE
CALCULATOR A SOLIDIFICARII PIESELOR TURNATE DIN ALIAJE CARE SE
SOLIDIFICĂ ÎN INTERVAL DE TEMPERATURA
Obiectivul tezei constă în realizarea unui soft pentru simularea solidificării pieselor
turnate din aliaje care se solidifică în interval de temperatură. Ca obiectiv ulterior finalizării de
doctorat, se are în vedere integrarea acestui soft, împreună cu un soft realizat anterior pentru
simularea solidificării aliajelor eutectice, intr-un soft general pentru simularea pieselor turnate
din orice aliaje utilizate în turnătorii.
Sunt prezentate, modelul matematic, schema de rezolvare a acestuia, structura softului și
rezultatele posibil de obţinut prin utilizarea lui. De asemenea sunt prezentate verificările
efectuate pentru validarea softului. S-au efectuat trei tipuri de verificare, prin compararea unor
rezultate obţinute prin simulare, cu rezultate obţinute experimental.
În final, prin utilizarea softului realizat, s-au efectuat două aplicaţii concrete, privind
solidificarea pieselor turnate din aliaje cu solidificare în interval de temperatură. Unul se referă la
studiul influenţei intervalului de solidificare asupra parametrilor solidificării (incputil
solidificării, durata de solidificare, cinetica solidificării, etc.) și al doilea referitor la stabilirea
valorilor medii ale unor caracteristici termofizice ale formelor de turnare utilizate la în cadru
experimentelor).
SHORT ABSTRACT OF THE PHD THESIS
RESEARCH ON THE MATHEMATICAL MODELLING AND COMPUTER
SIMULATION OF THE SOLIDIFICATION OF CASTINGS FROM ALLOYS
SOLIDIFYING WITHIN A TEMPERATURE INTERVAL
Aim of the thesis is the development of dedicated simulation software of the
solidification of castings from alloys solidifying within a temperature interval. A further aim,
beyond completion of the PhD research is integration of this software with a previous one,
developed for the simulation of eutectic alloys solidification, thus achieving a general software
for simulation of castings from any foundry alloys.
The thesis presents the mathematical model, its solving scheme, software structure and
results obtainable upon its implementation. Three types of verifications were conducted, by
comparing simulated with experimental results.
Further, the developed software was deployed for two concrete applications concerning
the solidification of parts cast from alloys solidifying within a temperature interval. One
application is designed for studying the influence of the solidification interval of solidification
parameters (beginning, duration, kinetics of solidification, etc.). The second application concerns
establishing the mean values of certain thermo-physical characteristics of casting moulds used
for the experiments.
55
CURRICULUM VITAE - ROMÂNĂ
Curriculum vitae
European
IONESCU Daniela
Informaţii personale Curriculum vitae (CV)
Nume / Prenume IONESCU DANIELA
Adresă(e) STRADA VASILE CONTA NR. 17, COD 100125, PLOIEŞTI,
JUDEŢUL PRAHOVA, ROMANIA
Telefon(oane) +40 244 526132 Mobil: +40 724268644
Fax(uri) +40 244 526132
E-mail(uri) [email protected] [email protected]
Naţionalitate(-tăţi) română
Data naşterii 29 MARTIE 1977 PLOIEŞTI
Locul de muncă vizat /
Domeniul ocupaţional
PROFESOR
Experienţa profesională
Perioada Septembrie 2008-prezent
Numele și adresa
angajatorului
Casa Corpului Didactic Prahova, Strada Democrației, Nr. 35, Ploiești, 100559
Tipul activităţii sau
sectorul de activitate
Formare, management de proiect
Funcţia sau postul ocupat Profesor metodist
Principalele activități și
responsabilități
• Coordonator program acreditat T.I.C., AEL, IntelTeach, Consiliere,
Management activitati cu parintii
Tipul activităţii sau
sectorul de activitate
profesor
Funcţia sau postul ocupat Profesor informatica la Colegiul Național Jean Monnet Ploiești
Principalele activități și
responsabilități
Perioada Septembrie 2006 – august 2008
Septembrie 2001 – august 2003
Numele şi adresa
angajatorului
Inspectoratul General Şcolar Prahova, Strada Democrației, Nr. 35, Ploiești, 100559
Tipul activităţii sau
sectorul de activitate
profesor
56
Funcţia sau postul ocupat Profesor informatică la Şcoala cu clasele I-VIII „Sf. Vasile” Ploieşti,
Liceul Teoretic Al. I. Cuza Ploiești
Principalele activități și
responsabilități
• Capacitatea de autoevaluare şi de integrare a feed-back-ului în proiectarea
carierei personale.
Numele și adresa
angajatorului
Inspectoratul General Şcolar Prahova, Strada Democrației, Nr. 35, Ploiești, 100559
Perioada Octombrie 2003- Octombrie 2007
Numele și adresa
angajatorului
Primăria Municipiului Ploieşti, Direcţia de Integrare Europeană și Relaţii externe, B-
dul Republicii nr.2, Ploiești, județul Prahova, Romania
Tipul activităţii sau
sectorul de activitate
Administrație publică
Funcţia sau postul ocupat Consilier Cooperare, Dezvoltare Durabila
Principalele activități și
responsabilități
Perioada Septembrie 1996- august 1997
Numele şi adresa
angajatorului
Inspectoratul General Şcolar Prahova, Strada Democrației, Nr. 35, Ploiești, 100559
Tipul activităţii sau
sectorul de activitate
Învățământ
Funcţia sau postul ocupat Învățător la Liceul Teoretic Urlați
Principalele activități și
responsabilități
predare la clasele I-IV ;elaborarea de lucrări teoretice în domeniu.
Educaţie şi formare
Perioada Septembrie 2004 iunie 2006
Numele şi tipul instituţiei
de învăţământ /
furnizorului de formare
UNIVERSITATEA DE PETOL ŞI GAZE PLOIEŞTI FACULTATEA DE LITERE
ŞI ŞTIINŢE
Domeniul studiat
/aptitudini ocupaționale
Instituţiile Uniunii Europene, Managementul litigiilor, Managementul crizelor,
Managementul serviciilor publice, Dreptul mediului, Teoria comunicării şi negociere
Tipul calificării/diploma
obţinută
Diploma master Management și strategie pentru o administraţie europeană
Nivelul de clasificare a
formei de instruire/
învăţământ
MASTERAT Management și strategie pentru o administraţie europeană
Perioada Ianuarie 2004
Numele și tipul instituţiei
de învăţământ /
furnizorului de formare
ECDL Romania
Domeniul studiat
/aptitudini ocupaționale
Certificarea capacităţii de lucru cu ajutorul calculatorului cuprinzând modulele:
1. Concepts of Information Technology (IT),, 2. Using a Computer and Managing
Files
3. Word Processing, 4. Spreadsheet, 5. Database, 6. Presentation, 7. Information and
Communication
Tipul calificării/diploma
obţinută
Instructor Expert ECDL
Nivelul de clasificare a
formei de instruire/
European Computer Driving Licence (ECDL) RO 002127
57
învăţământ
Perioada August 2003
Numele şi tipul instituţiei
de învăţământ /
furnizorului de formare
Universitatea Transilvania din Brașov - Centrul de Pregătire a Cadrelor Didactice
Domeniul studiat
/aptitudini ocupaționale
Metodica predării informaticii
Informatică
Tipul calificării/diploma
obţinută
Definitivare în învățământ
Perioada Mai 2002- Septembrie 2002
Numele şi tipul instituţiei
de învăţământ /
furnizorului de formare
CISCO Regional Academy „I.L. Caragiale”
Domeniul studiat
/aptitudini ocupaționale
CISCO –CCNA instructor 3: Switching Basics and Intermediate Routing Colegiul
Naţional „I. L. Caragiale” Ploieşti - 2002
CISCO –CCNA instructor 2: Routers and Routing Basics Colegiul Naţional „I. L.
Caragiale” Ploieşti - 2002
CISCO – CCNA instructor 1: Networking Basics „I. L. Caragiale” Ploieşti – 2002
Tipul calificării/diploma
obţinută
Instructor Cisco
Perioada Octombrie 1997 – iulie 2001
Numele şi tipul instituţiei
de învăţământ /
furnizorului de formare
Universitatea Transilvania Brașov
Facultatea de Ştiinţe
Domeniul studiat
/aptitudini ocupaționale
Analiză numerică
Analiză funcțională
Tipul calificării/diploma
obţinută
Licenţiat în matematică informatică
Nivelul de clasificare a
formei de instruire/
învăţământ
licenţă
Perioada Septembrie 1991 - Iulie 1996
Numele și tipul instituţiei
de învăţământ /
furnizorului de formare
Liceul Pedagogic Ploieşti
Domeniul studiat
/aptitudini ocupaționale
pedagogie, psihologie, literatura, filozofie, logica, istorie, metodica predării
disciplinelor din învățământul primar
Tipul calificării/diploma
obţinută certificat de calificare – învățător diploma bacalaureat ,media 10;
Nivelul de clasificare a
formei de instruire/
învăţământ
Bacalaureat
Limba maternă română
Limbi străine cunoscute:
- abilitatea de a citi, de a
scrie, de a vorbi
Limba engleză excelent, excelent, excelent, Limba franceză excelent, excelent,
excelent
Limba rusă bine, bine, bine
58
CURRICULUM VITAE – ENGLISH
Europass
Curriculum Vitae
Personal information
First name(s) /
Surname(s) Daniela Ionescu
Address(es) VASILE CONTA NR. 17, CODE 100125, PLOIESTI,
ROMANIA
Telephone(s) +40 244 571015 Mobile: +40 724268644
Fax(es) +40 244 514793
E-mail [email protected] [email protected]
Nationality Romanian
Date of birth 29/03/1977
Gender F
Desired employment /
Occupational field
Work experience
Dates September 2008-present
Occupation or position
held
Teacher trainer
Main activities and
responsibilities
Name and address of
employer
Casa Corpului Didactic Prahova (Teachers Training House)
Type of business or
sector
Education
59
Dates September 2001 - present
Occupation or position
held
Informatics and information technology Teacher
Main activities and
responsibilities
Name and address of
employer
School grades I-VIII “Sf Vasile”, Ploiesti
Type of business or
sector
Education
Dates 1997
Occupation or position
held Primary school teacher
Main activities and
responsibilities Theoretical High School “BRANCOVEANU VODA”, Urlati
Name and address of
employer Prahova County Education Inspectorate (ISJ
Type of business or
sector Education


















