
UNIVERSIDADE FEDERAL DA PARAÍBA CENTRO DE …livros01.livrosgratis.com.br/cp073723.pdf · DARLENE...
116
UNIVERSIDADE FEDERAL DA PARAÍBA CENTRO DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO DARLENE BRANDÃO DE ALMEIDA ADAPTAÇÃO DO SISTEMA SLP DE MUTHER PARA UNIDADES DE COMERCIALIZAÇÃO DE PESCADO JOÃO PESSOA - PB 2006
-
Upload
trinhhuong -
Category
Documents
-
view
216 -
download
0
Transcript of UNIVERSIDADE FEDERAL DA PARAÍBA CENTRO DE …livros01.livrosgratis.com.br/cp073723.pdf · DARLENE...

UNIVERSIDADE FEDERAL DA PARAÍBA CENTRO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
DARLENE BRANDÃO DE ALMEIDA
ADAPTAÇÃO DO SISTEMA SLP DE MUTHER PARA
UNIDADES DE COMERCIALIZAÇÃO DE PESCADO
JOÃO PESSOA - PB 2006

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

DARLENE BRANDÃO DE ALMEIDA
ADAPTAÇÃO DO SISTEMA SLP DE MUTHER PARA
UNIDADES DE COMERCIALIZAÇÃO DE PESCADO
Dissertação apresentada ao Programa de Pós-Graduação (PPGEP), da Universidade Federal da Paraíba-UFPB, como requisito necessário para a obtenção do grau de mestre em Engenharia de Produção.
Orientador: Prof. Dr. Celso Luiz Pereira Rodrigues
JOÃO PESSOA – PB 2006

A447a Almeida, Darlene Brandão
Adaptação do sistema SLP para unidades de comercialização de pescado / Darlene Brandão Almeida - João Pessoa, 2006.
111f. il.: Orientador: Prof. Dr. Celso Luiz Pereira Rodrigues
Dissertação (Mestrado em Engenharia de Produção) Programa de
Pós - Graduação em Engenharia de Produção / UFPB. 1. SLP 2. Pescado 3. Qualidade I. Título
CDU: 658.5:639.2(043)

DARLENE BRANDÃO DE ALMEIDA
ADAPTAÇÃO DO SISTEMA SLP PARA UNIDADES DE
COMERCIALIZAÇÃO DE PESCADO
Dissertação julgada e aprovada em ____de _________________de 2006 como parte dos requisitos necessários para a obtenção do título de Mestre em Engenharia de Produção no Programa de Pós-Graduação em Engenharia de Produção da Universidade Federal da Paraíba.
BANCA EXAMINADORA
_______________________________________________ Prof: Dr. Celso Luiz Pereira Rodrigues
(Orientador)
__________________________________________________ Prof. Dr. Paulo José Adissi
Examinador
________________________________________________ Prof: Dr. Jimmy de Almeida Lelis
Examinador

Dedico este trabalho a memória de meu pai, Severino
Alves de Almeida, e a minha mãe Maria José
Brandão de Almeida pelo exemplo, pela dedicação,
pelo amor . pelos ensinamentos na minha vida, pois
sem eles eu não estaria conquistando mais essa
vitória.
A minha filha Susana razão da minha vida, que na sua
inocência através de seu companheirismo, me incentivou a
chegar até aqui e me ensinou que com amor se vai mais longe
do que imaginamos.

AGRADECIMENTOS
A DEUS por sua imensa proteção, pois sem ele não teria conseguido caminhar até
aqui
Aos meus irmãos Disnaldo, Disraéli, Daisy, Denes, Dione, Darlan, Dilton,
Deves, Dirlene, Lúcia e toda a minha família pelo apoio e incentivo.
Aos meus amigos pelo companheirismo e apoio.
Ao meu orientador Prof: Dr. Celso Luiz Pereira Rodrigues pela dedicação,
paciência, amizade e apoio.
A Rosangela Herculano pela amizade e dedicação.
Aos companheiros de estudos Regina, Cristiane, Manoel Pinto, Dácio e Marcelo
Bibiano pelo incentivo e companheirismo na nossa jornada.
Ao amigos Marcos Vinicius, Patrícia e Socorro pelo apoio no Ministério da
Agricultura.
A Colônia dos Pescadores Z-1 pelo apoio e disponibilidade para ajudar.
Ao pessoal da Balança da Pajuçara em especial ao Sandro pelo apoio.
Ao Centro Federal de Educação Tecnológica de Alagoas (CEFET/AL) pelo
apoio.
A minha sobrinha Eliana pela tradução do resumo.
A Fátima Lippo pelo apoio, paciência e amizade.

RESUMO
Essa pesquisa foi feita visando oferecer uma contribuição para o planejamento das instalações de unidades de comercialização pescado, onde existe a necessidade de se adaptar um sistema eficiente que garanta a qualidade. Para isso foi realizado um estudo no sentido de adaptar um método já estabelecido e conhecido, o sistema SLP (Sistematic Layout Planning) com a intenção de apresentar passo a passo de maneira didática os procedimentos do referido sistema na elaboração de um projeto de uma unidade de comercialização de pescado. Assim na realização dessa dissertação foram analisados resultados da pesquisa de campo para conhecimento de sistema, e uma pesquisa bibliográfica no sentido de aproveitamento e introdução dos novos dados. O estudo proposto incorpora os critérios de condições de higiene e segurança no trabalho na própria elaboração do projeto, utilizando o sistema SLP de Muther, ficando contudo aberto a otimizações no sentido de melhorar a qualidade do produto aplicando para isso o sistema APPCC (Análise de Perigo em pontos Críticos de Controle) de controle de qualidade de alimentos oferecido aos consumidores e também a qualidade de vida dos trabalhadores.
Palavras chave: Planejamento de instalações. Pescado. Qualidade.

ABSTRACT
This work aims to contribute with the planning of fish commercialization units’
installation. It is known that this kind of installation needs to adopt an efficient planning system to guarantee the quality of the products. It was done a study in order to apply a known method called SLP (Systematic Layout Planning) to elaborate the planning of fish commercialization units. This study intended to present all the details, step-by-step, of the SLP procedures in the elaboration of this planning. To this end, we analyzed the results of a field research to know the system and a bibliographical research to introduce new information and use the existing one. It was incorporated criterions of hygiene conditions and work security in the development of the project using SLP. The optimizations to increase the quality of the products offered to the consumers should be done, applying the quality control system HACCP (Hazard Analysis Critical Control Point System). Key-words: Planning of installation. Fish. Quality.

LISTA DE FIGURAS
Figura 1 - Estruturação de fases do sistema SLP......................................................................14
Figura 2 - O sistema de procedimento SLP..............................................................................24
Figura 3 - Diagrama p-q ..........................................................................................................26
Figura 4 - Símbolos usados na diagramação de processos de fabricação ................................28
Figura 5 - carta de interligações preferenciais.........................................................................29
Figura 6 - Diagrama das inter-relações entre atividades ..........................................................31
Figura 7 - Diagrama de fluxo de processo de pescado fresco ..................................................36
Figura 8 - Atos inseguros.- Deixar de utilizar equipamentos de segurança .............................65
Figura 9 - Acondicionamento inadequado................................................................................66
Figura 10 - Ordenação deficiente do processo .........................................................................66
Figura 11 - Instalações reduzidas .............................................................................................67
Figura 12 - Saneamento inadequado ........................................................................................67
Figura 13 - Condições inseguras- instralações elétricas inadequadas ......................................67
Figura 14 - Condições inseguras. Elementos elétricos mal isolados........................................68
Figura 15 - Condições inseguras – inadequação ergonomica...................................................68
Figura 16 - Fluxo de materiais..................................................................................................78
Figura 17 - Fluxo de materiais inerentes à solicitação do consumidor ....................................79
Figura 18 - Fluxo de materiais quando solicitado inteiro.........................................................80
Figura 19 - Carta de interligações preferenciais.......................................................................81
Figura 20 - Diagrama de inter-relações de espaço ...................................................................83

LISTA DE QUADROS
Quadro 1 - Características, vantagens e desvantagens dos tipos de arranjo físico...................21
Quadro 2 - Processos em ordem de volume crescente, e variedade decrescente .....................22
Quadro 3 - Inter-relações padronizadas...................................................................................30
Quadro 4 - Código/razão ..........................................................................................................81
Quadro 5 - Valor/proximidade .................................................................................................81
Quadro 6 - Inter-relações padronizadas....................................................................................82
Quadro 7 - Alterações propostas no projeto de adaptação do sistema SLP .............................86

SUMÁRIO
CAPÍTULO I - CARACTERIZAÇÃO DO ESTUDO ........................................................12 1.1 CARACTERIZAÇÃO DO ESTUDO ..........................................................................12 1.2 OBJETIVOS.................................................................................................................15 1.2.1 Objetivo Geral ..............................................................................................................15 1.2.2 Objetivos Específicos ...................................................................................................15 1.3 MÉTODOS...................................................................................................................15 CAPÍTULO II - REVISÃO BIBLIOGRÁFICA .................................................................19 2.1 ARRANJO FÍSICO ......................................................................................................19 2.1.1 Aspectos conceituais ....................................................................................................19 2.1.2 Arranjo físico e planejamento do arranjo físico ...........................................................20 2.1.3 Tipologia do arranjo físico ...........................................................................................20 2.1.4 Arranjo físico de Müther ..............................................................................................22 2.1.4.1 Roteiro do Sistema SLP................................................................................................23 2.2 LAYOUT DE UNIDADES DE COMERCIALIZAÇÃO DE PESCADO ..................34 2.2.1 Pré requisitos para o processamento do pescado fresco...............................................37 2.3 ASPECTOS ERGONÔMICOS NO AMBIENTE FÍSICO DAS UNIDADES DE
COMERCIALIZAÇÃO DE PESCADO......................................................................37 2.3.1 Ventilação.....................................................................................................................37 2.3.2 Iluminação ....................................................................................................................38 2.3.4 Riscos ...........................................................................................................................39 2.4 SEGURANÇA ALIMENTAR .....................................................................................43 2.5 O SISTEMA APPCC (ANÁLISE DE PONTOS DE PERIGO EM PONTOS
CRÍTICOS DE CONTROLE). .....................................................................................44 2.5.2 Identificação de perigos químicos, biológicos e físicos na comercialização do pescado
de acordo com o sistema APPCC na indústria, Programa Ações Móveis SENAI (2000)......................................................................................................................................47
2.5.2.1 Lista de perigos biológicos relacionados com as matérias-primas, ingredientes e etapas do processo ...................................................................................................................47
2.5.2.2 Lista de perigos químicos relacionados com matérias-primas, ingredientes e etapas do processo ........................................................................................................................48
2.6 TÉCNICAS DE RESFRIAMENTO PARA A INDÚSTRIA DE PESCADO.............49 CAPÍTULO III - LEGISLAÇÃO .........................................................................................52 3.1 CONSIDERAÇÕES INICIAIS SOBRE LEGISLAÇÃO ............................................52 3.2 DESCRIÇÃO DA PORTARIA Nº326 – SVS de 30 de julho de 1997........................52 3.3 CÓDIGO DE EDIFICAÇÕES E URBANISMO DO MUNICÍPIO DE MACEIÓ.....54 3.3.1 Análise do código de edificações e urbanismo de Maceió...........................................55 3.4 CÓDIGO MUNICIPAL SANITÁRIO DA CIDADE DE MACEIÓ...........................56 3.5 ANÁLISE DA LEGISLAÇÃO DE SAÚDE E SEGURANÇA DO TRABALHO .....56 3.5.1 NR-4 Serviços Especializados em engenharia de segurança e em medicina do trabalho
......................................................................................................................................57 3.5.2 NR -8 Edificações.........................................................................................................57 3.5.3 NR- 17 Ergonomia .......................................................................................................57 3.5.4 NR- 23 Proteção contra incêndio .................................................................................58 3.5.5 NR- 24 Condições sanitárias e de conforto nos locais de trabalho ..............................58

3.5.5.1 Instalações sanitárias ....................................................................................................58 3.5.5.2 Vestiários ......................................................................................................................59 CAPÍTULO IV - DIAGNÓSTICO DAS UNIDADES DE COMERCIALIZAÇÃO DE
PESCADO ...................................................................................................................61 4.1 CONSIDERAÇÕES INICIAIS ....................................................................................61 4.2 HISTÓRICO.................................................................................................................61 4.3 A INDÚSTRIA DE PESCADO ...................................................................................61 4.4 ASPECTOS DE SEGURANÇA ..................................................................................62 4.4.1 Levantamento e sistematização do processo do produto..............................................62 4.4.2 Análise geral das condições de trabalho.......................................................................65 4.4.2.1 Atos Inseguros ..............................................................................................................65 4.5 RISCOS EXISTENTES NAS UNIDADES DE COMERCIALIZAÇÃO DE
PESCADO....................................................................................................................68 4.6 AVALIAÇÃO DA UNIDADE DE COMERCIALIZAÇÃO DE PESCADO.............70 4.6.1 Tipos de riscos encontrados na unidade de comercialização usada como exemplo:....70 4.6.2 Área destinada aos resíduos..........................................................................................72 4.6 3 Área de acesso da clientela...........................................................................................72 4.6.4 Área de manipulação do Pescado .................................................................................72 CAPÍTULO V - ADAPTAÇÃO DO SISTEMA SLP DE MUTHER PARA UNIDADES
DE COMERCIALIZAÇÃO DO PESCADO ...........................................................74 5.1 CONSIDERAÇÕES INICIAIS ....................................................................................74 5.2 DADOS DE ENTRADA..............................................................................................74 5.2.1 Produtos ........................................................................................................................74 5.2.2 Quantidade....................................................................................................................75 5.2.3 Roteiro ..........................................................................................................................75 5.2.3.1 Recepção.......................................................................................................................75 5.2.3.2 Seleção e classificação..................................................................................................76 5.2.3.3 Evisceração e lavagem .................................................................................................76 5.2.3.4 Acondicionamento e resfriamento................................................................................76 5.2.3.5 Pesagem........................................................................................................................76 5.2.3.6 Corte/ Filetagem ...........................................................................................................76 5.2.3.7 Expedição .....................................................................................................................76 5.2.4 Serviços de Suporte ......................................................................................................77 5.3 FLUXO DE MATERIAIS............................................................................................78 5.3.1 Fluxo de materiais inerentes à produção de serviços ...................................................78 5.3.2 Fluxo de materiais inerentes à solicitação do consumidor ...........................................78 5.3.2.1 fluxo de materiais quando solicitados cortes................................................................79 5.3.2.2 Fluxo de materiais quando solicitado pescado inteiro..................................................80 5.4 CARTA DE INTERLIGAÇÕES PREFERENCIAIS ..................................................80 5.4.1 Carta de interligações preferenciais..............................................................................81 5.4.2 Inter-relações padronizadas ..........................................................................................82 5.5 DIAGRAMA DE INTER-RELAÇÕES DE ESPAÇO ................................................82 5.6 LIMITAÇÕES PRÁTICAS..........................................................................................83 CAPÍTULO VI - CONCLUSÃO E RECOMENDAÇÕES FINAIS ..................................87 6.1 CONCLUSÃO..............................................................................................................87 6.2 RECOMENDAÇÕES FINAIS.....................................................................................88

REFERÊNCIAS .....................................................................................................................90 APÊNDICE A - Edificação horizontal apresentando as peculiaridades de uma unidade de
comercialização de pescado..........................................................................................94 APÊNDICE B - QUESTIONÁRIO ........................................................................................96 ANEXO - Portaria nº 326 – SVS/MS de 30 de julho de 1997................................................97

CAPÍTULO I - CARACTERIZAÇÃO DO ESTUDO
1.1 CARACTERIZAÇÃO DO ESTUDO
Em decorrência de diversos fatores, os hábitos alimentares vêm sendo
modificados. Germano (1998), por exemplo, afirma que nos últimos anos tem-se observado o
crescimento da oferta de pescado de qualidade no mercado interno, fator que pode direcionar
o consumo, em especial pela oferta de novas formas de apresentação deste alimento perecível
que não seja a tradicional enlatada.
Consequentemente, as unidades de comercialização deste tipo de produto tendem a
crescer em quantidade, e a diversificar-se em tipologia. Em algumas cidades existem peixarias
que podem ser classificadas como classe A, apesar de ainda serem poucas. A situação mais
freqüente ainda é a da comercialização do pescado in natura, com reduzido nível de
manipulação, como é o caso do entreposto conhecido como “Balança da Pajuçara” situado no
bairro de mesmo nome, na cidade de Maceió (AL).
Este tipo de estabelecimento possui características peculiares. Por exemplo, o
processo produtivo que aí ocorre usa uma matéria prima (o pescado) perecível, e envolve
operações (como a evisceração, a retirada de escamas e a filetagem) em que partes limpas e
sujas são muito próximas, o que acaba por compor uma situação plena de riscos para a saúde
pública.
O projeto de arranjo físico para tais estabelecimentos deveria, pois, ser um
instrumento para que o produto comercializado (pescado) fosse de boa qualidade, o que deve
ser atestado tanto pelos consumidores quanto pelos serviços de inspeção sanitária. Afinal, o
arranjo físico poderia, por exemplo, garantir que as seções pelas quais o pescado circula
(desde a recepção, armazenamento, preparação, etc.) se posicionassem de forma a que não
houvesse interferência entre áreas sujas (como a recepção) e áreas limpas (manipulação).
Para facilitar o alcance de tal intento, seria interessante que a literatura da área de
Arranjo Físico apresentasse técnicas que permitissem aos projetistas de entrepostos de
comercialização de pescado a construção de propostas com as características mencionadas
anteriormente.

13
Ao se fazer uma revisão bibliográfica sobre o assunto, constata-se a existência de
metodologias gerais, como é o caso de Sistema SLP (Sistematic Layout Planning). Este
sistema foi proposto por Muther (1978) para o planejamento de instalações, originalmente
para o planejamento de fábricas, mas podendo ser adaptado em qualquer tipo de instalações.
De forma resumida (já que ele será mais detalhado nos próximos capítulos), este sistema
envolve quatro fases: a fase I diz respeito à localização, e busca estabelecer o melhor local
para se implantar o estabelecimento em projeto; a fase II corresponde ao arranjo físico geral, e
nela se estuda a localização das edificações no terreno selecionado na fase anterior; a fase III
estabelece o arranjo físico detalhado, posicionando todos os equipamentos que participam do
processo produtivo, nas edificações definidas na fase anterior; e por fim. A fase IV cuida da
implantação do arranjo projetado. Este roteiro é mostrado na figura 1. Por razões que serão
mais adiante apresentadas, o presente estudo se limitará ao planejamento do arranjo físico
fgeral (fase III).
No entanto, quando se visitam unidades de comercialização de pescado, como por
exemplo o caso da Balança da Pajuçara, percebe-se a existência de vários problemas, alguns
dos quais já constatados pela vigilância sanitária, e denunciados pela imprensa local. Como a
matéria publicada no Jornal Gazeta de Alagoas onde foi verificada a carência de
equipamentos destinados à conservação, transporte e comercialização que vem acarretando
desperdícios significativos à produção e reduzindo a oferta de peixe para a população.Tais
problemas gerado pela falta de estrutura põe em risco a segurança dos comercializadores e o
consequente afastamento dos consumidores. Mais especificamente, percebe-se na Balança da
Pajuçara a mistura entre áreas sujas e limpas (com evidentes possibilidades de contaminação).
A constatação de que o layout da Balança da Pajuçara é feito de maneira aleatória
e artesanal, sem se apropriar dos ganhos obtidos em algumas aplicações industriais, que ao
direcionarem de forma lógica e sem pontos de estrangulamento, com base nos fluxos de
processos, conseguirem resultados expressivos em termos de qualidade, confiabilidade,
produtividade e flexibilidade, lembra as conclusões tiradas de trabalhos anteriores.

14
.
Figura 1 - Estruturação de fases do sistema SLP Fonte: Adaptado de Müther (1978, p.5).
Rodrigues (1993), por exemplo, afirmou que a existência de projetos de unidades
produtivas conduzidos de forma empírica e fragmentada, em especial no que se refere à
segurança, se deve a aspectos culturais (formação não integrada, especialista, que caracteriza
vários cursos ofertados pelas universidades), a aspectos práticos (já que os profissionais
projetistas em geral não são cobrados quanto a esta integração), mas passa também pela
inexistência de instrumentos técnicos (metodologias de projeto) que promovam a citada
articulação.
Souto Maior (2002), após lembrar que “A falta de metodologia acarreta, geralmente,
prejuízos [...] gerando gastos desnecessários com reformas e soluções para suprir o
desconforto ambiental” ,propõe que sejam desenvolvidas metodologias específicas a cada
situação projetual.
Dentro desta perspectiva, a presente dissertação faz uma adaptação de SLP à situação
de projeto de unidades de comercialização de pescado. A idéia, como será mais
detalhadamente apresentada nos capítulos seguintes, foi a de identificar características típicas
da atividade produtiva em tela, tais como as normas reguladoras quer da segurança alimentar
(emanadas da ANVISA- Agência nacional de Vigilância Sanitária), quer da segurança e saúde
do trabalhador (oriundas do Ministério do Trabalho, como Norma Regulamentadora 23), ou
mesmo técnicas específicas recomendadas para o setor (como é o caso do APPCC- Sistema de
Análises de Perigos em Pontos Críticos de Controle, instrumento recomendado para

15
identificar os riscos que possam ameaçar a qualidade do pescado comercializado). Tais
normas e técnicas constituem parte das limitações aventadas por Müther, e sua listagem e
explicitação é, pois, uma contribuição à atividade projetual.
1.2 OBJETIVOS
1.2.1 Objetivo Geral
Adaptar o sistema SLP ao planejamento de unidades de comercialização de pescado.
1.2.2 Objetivos Específicos
• Estudar as legislações específicas para o funcionamento de unidades de
comercialização de pescado;
• Levantar dados da produção de pescado;
• Identificar os fatores de risco à segurança alimentar usando o sistema APPCC de
qualidade;
• Diagnosticar a situação atual do arranjo físico das unidades de comercialização de
pescado, observando também seus aspectos ergonômicos e o atendimento às
normas de HST para essa atividade produtiva;
• Listar elementos básicos da indústria do pescado para a geração do projeto do
arranjo físico;
1.3 MÉTODOS
Para facilitar a compreensão do método aplicado foi elaborado fluxograma a
seguir:

16
O ponto inicial do presente estudo foi a compreensão plena de cada passo do
procedimento proposto por Müther, construída a partir de revisão do texto. O arranjo físico
baseado no sistema SLP mostra-se ideal para ser aplicado no planejamento de unidades de
comercialização de pescado, por permitir que as partes se integrem segundo um programa
coerente, facilitando o estabelecimento de uma seqüência lógica para mudanças.
A partir daí, procurou-se verificar quais especificidades apresentam estes passos
quando desenvolvidos com a intenção de se projetar uma unidade de comercialização de
pescado. À guisa de exemplo, Müther cita como chave para o projeto os dados sobre
Produto(P) e Quantidades (Q). No caso em tela, estes produtos serão peixes e crustáceos cujas
características (tamanhos, pesos, etc) devem ser de conhecimento do projetista do entreposto.
No momento seguinte, procurou-se identificar um subconjunto destes passos,
formado por aquelas ações que requerem uma base (seja em termos de informações, seja em
termos de técnicas) comum em diversos projetos, para reunir informações que possam melhor
instrumentalizar estes passos. A informação citada no exemplo do parágrafo anterior é um
caso deste tipo, pois as características da cavala ou do namorado ou do badejo são
praticamente as mesmas, independente da localidade em que se pretenda instalar o entreposto.
LEVANTAMENTO BIBLIOGRÁFICO
LEVANTAMENTO DE CAMPO
ANÁLISE E INTERPRETAÇÃO DOS DADOS E RESULTADOS
ADAPTAÇÃO DO SISTEMA SLP DE MUTHER
PREPARAÇÃO DOS INSTRUMENTOS DE PESQUISA

17
Para os elementos componentes deste subconjunto, procurou-se reunir informações
que pudessem se transformar em subsídios aos projetistas de futuras unidades. Nesta fase, a
experiência acumulada em estudos anteriores, desenvolvidos sobre a “Balança da Pajuçara”
(unidade de comercialização de pescado situada no bairro de mesmo nome do município de
Maceió) foi uma fonte significativa de contribuições. Afinal, foi através de tais estudos que se
pôde perceber a influência de atos normativos emanados de poderes regionais, como o Código
de Obras (a nível municipal, o que leva à existência, ao longo do texto a menções ao código
do município de Maceió) ou normas do Corpo de Bombeiros (instância de nível estadual, o
que levou a algumas menções no corpo do texto às do Estado de Alagoas, inda que com
caráter ilustrativo).
Assim sendo, a presente dissertação pode ser classificada como um ensaio
exploratório, em que, a partir de estudos desenvolvidos sobre o caso da balança da Pajuçara,
se tenta inferir uma adaptação da metodologia de Müther, sem chegar à sua experimentação.
O levantamento bibliográfico foi realizado através da leitura de periódicos, livros,
artigos em jornais e em sites da Internet, cobrindo as áreas de Planejamento das Instalações,
Segurança do trabalho (em especial riscos biológicos, físicos e químicos) e Alimentar,
Engenharia de Alimentos e Legislação Sanitária.
No levantamento de dados em campo, foram realizadas observações diretas (a
partir da análise de diagramas, anotações internas, fotografias, planta baixa, instalações
elétricas e hidráulicas, conforme apêndice A), entrevistas (que seguiram roteiro mostrado no
apêndice B), além da análise de documentação pertinente ao assunto, como Portarias, Normas
Regulamentadoras e outros textos, enumerados no capítulo III.
Para finalizar, cabe mencionar que o presente estudo se restringirá à segunda das
quatro etapas citadas por Müther (arranjo físico geral). Optou-se por não tratar das três outras
etapas por se perceber que, nelas, as chances de se apresentar alguma contribuição
generalizante, seriam bastantes escassas.
Afinal, os estudos de localização (etapa primeira citada por Müther) seguem
estudos e teorias bastante distintas, e cujos fundamentos não se tornam peculiares para o caso
do pescado. A localização próxima ao mercado fornecedor, os fatores locacionais (como
incentivos fiscais), e os demais fatores a serem apreciados são típicos das teorias econômicas,
e frequentemente não são decisões tomadas pelos projetistas dos entrepostos.
Já as fases terminais (III- arranjo físico detalhado, e IV- implantação), são por
demais específicos. É possível, por exemplo, como ocorre na balança da Pajuçara, que não se
tenha ali a comercialização de crustáceos, em função das características da frota pesqueira da
18
região. Assim, o mobiliário, os recipientes, as ferramentas, etc, são específicas, e ensejarão
esforços do projetista do estabelecimento.
No próximo capítulo, apresenta-se uma síntese da revisão bibliográfica realizada,
sobre planejamento das instalações, com especial ênfase na metodologia sugerida por Müther
e a ser aqui adaptada. Aborda-se também neste capitulo a questão do processamento de
pescado, inclusive no que se refere aos riscos ali existentes. No terceiro capitulo, o foco é
colocado na legislação que regulamenta a atividade em estudo. Como já comentado, esta
legislação pode ser de âmbito federal (como as normas regulamentadoras de proteção ao
trabalho), ou estadual (como as instruções do Corpo de Bombeiros) ou até mesmo municipal
(como os Códigos de Obras). A intenção é compactar as normas (em seu conteúdo ou em sua
tipologia) que devem ser contempladas quando do projeto de estabelecimentos do tipo aqui
tratado. O quarto capítulo contém uma avaliação de unidades de comercialização, fortemente
calcada no estudo do caso da Balança da Pajuçara, o que serve para observar pontos a serem
observados com maior rigor quando da atividade projetual. Todos estes preparativos
desembocam no capítulo 5, onde se apresentam, então, algumas contribuições no sentido de
tornar o Sistema SLP mais adaptado à situação de projeto de entrepostos de comercialização
de pescado. Em síntese, este é o trabalho que a seguir se apresenta.

CAPÍTULO II - REVISÃO BIBLIOGRÁFICA
2.1 ARRANJO FÍSICO
2.1.1 Aspectos conceituais
Arranjo físico, do inglês lay (arranjar) e out (por fora) significa que elaborar um
arranjo físico é dispor espacialmente os departamentos componentes de um sistema de
produção visando estabelecer relações entre a organização espacial e a gestão da produção.
Desde a década de 1950 que se começou a publicar estudos realizados sobre
arranjo físico. Antes haviam apenas alguns estudos isolados que não continham métodos
sistemáticos de abordagem sobre o assunto, pois eram estudos influenciados pela filosofia de
racionalização Taylorista, que diferenciam dos atuais que levam em conta a segurança e
higiene no trabalho, e a ergonomia.
Conforme Camaroto (1998, p.51), o arranjo físico e o projeto de instalações são
relativamente recentes na engenharia e na arquitetura, tendo surgido como atividade gerencial
e tratado em disciplinas da engenharia de produção como tempos e métodos, custos e controle
da produção, principalmente nos EUA, com o surgimento da indústria automobilística, dos
conceitos de produção em massa de Henry Ford e do movimento da administração científica
de F. W. Taylor.
Nas décadas de 1950-1960 o arranjo físico ganhou um significado técnico e
específico como resultado de um estudo realizado pela American Society of Mechannical
Engineers (ASME), sobre várias definições de termos ligados à Engenharia de Produção e ao
arranjo físico.
Com as definições da ASME os estudos sobre arranjo físico ganharam uma
fundamentação “teórico-sistemática” e as empresas passaram a incluir no “processo de
projeto” um item exclusivo à elaboração de arranjo físico. Daí, foram considerados com maior
ênfase os cuidados com a disposição relativa das diversas atividades na fase de implantação.
Em obras de autores como Muther (1955 e 1978), Moore (1962) e Apple (1977)
foram estudadas a distribuição espacial do trabalho e a organização física do processo de
produção, onde se faz a grande diferença entre arranjo físico e planejamento do arranjo físico.
Caracteriza-se arranjo físico por ser a implantação do planejamento do arranjo físico, ou seja,

20
é o produto final, é a instalação real enquanto que o planejamento é o trabalho desprendido
para se fazer um arranjo físico (SOUTO MAIOR, 2002, p.19).
A definição usada pelo Internacional Labour Office (apud MACHILINE, 1979, p.
383-84), é a mais objetiva:
O arranjo físico é a posição relativa dos departamentos, seções ou escritórios dentro do conjunto de uma área de trabalho; das máquinas, dos pontos de armazenamento, e do trabalho manual ou intelectual dentro de cada departamento ou seção; dos meios de suprimento e acesso às áreas de armazenamento e de serviços, tudo relacionado de dentro do fluxo de trabalho.
O planejamento do arranjo físico é uma atividade gerencial baseada num método e
técnicas de organização projetadas para assegurar o mínimo de desperdício de esforço ou de
material, abrangendo a organização científica do trabalho, a padronização, tanto de material
como de produtos, a simplificação dos processos e os aperfeiçoamentos no sistema de
transportes e mercados.
2.1.2 Arranjo físico e planejamento do arranjo físico
Segundo Apple (1997, p. 3), o planejamento do arranjo físico compreende a
análise, concentração, projeto e implantação de sistemas para a produção de produtos ou
serviços, através da representação de uma planta física contendo o arranjo das instalações
(equipamentos, materiais, requisitos de edificações, utilidades e circulações), visando otimizar
o inter-relacionamento entre pessoal operacional, fluxo de materiais, fluxo de informações e
os métodos estabelecidos para atingir os objetivos da empresa, de forma eficiente, econômica
e com segurança. Para Kehl (1978, p. 5) planejar é antecipar o futuro, assegurando
continuidade do negócio. Sendo constante a mutação, constante deve também ser o esforço do
planejamento. O estudo do arranjo físico, como todas as demais atividades de planejamento,
não pode ser, portanto, isolada no tempo, mas sim uma atividade de caráter permanente na
empresa.
2.1.3 Tipologia do arranjo físico
Moore (1962, p.232), Apple (1977, p. 55) e Muther (1978, p.16) classificam os
tipos de arranjo físico em três categorias: por produto ou linear, por processo ou funcional e

21
posicional ou fixo. O arranjo físico linear é aquele em que os setores de trabalho obedecem
ao processo de manufatura, o que Muther (1978) acrescenta que este tipo de arranjo físico é
para produtos fabricados em grande quantidade e de processo relativamente simples. O
arranjo físico por processo ou funcional agrupa-se em um mesmo local as operações de um
mesmo tipo. É usado segundo Muther (1978) quando há uma grande variedade nos produtos e
na seqüência de operação, ou quando os equipamentos são de difícil movimentação e exigem
construções especiais. O arranjo físico posicional ou por posição fixa define-se quando o
produto for muito volumoso, que seja mais prático movimentar equipamentos e homens do
que produto.
TIPOS CARACTERÍSTICAS VANTAGENS DESVANTAGENS POSICIONAL Fabricação de um único
produto: Produção de um produto específico; Falta de movimentação do produto. Fluxo intermitente; Execução de uma única operação por máquina e pessoa (sem repetição de operações).
Alta flexibilidade do produto e da seqüência das operações; produto ou cliente não movido; Alta variedade de tarefas para a mão-de-obra; Adaptação a demandas intermitentes.
Produção relativamente baixa; Custo muito alto; Programação de espaço ou atividade pode ser complexa; Significante movimentação de equipamento e mão-de-obra.
PROCESSO Fabricação de vários tipos de produtos; produção relativamente baixa.Execução, pelas máquinas, de operações diversas ajustando- se ao tipo e quantidade da demanda.
Alta flexibilidade na produção do produto e na seqüência das operações; continuidade pode ser mantida quando a máquina pára; Supervisão de equipamento e instalações relativamente fáceis.
Baixa utilização de recursos; Grande manuseio de produtos; possibilidade de estoque em processos ou filas de clientes; Fluxo complexo pode ser de difícil controle.
PRODUTO Fabricação de produtos padronizados; produção em lotes; Elevada produção; Transporte e movimentação contínua. Maquinas executam a mesma operação
Baixos custos unitários para altos volumes; oportunidades para especialização de equipamentos; movimentação de clientes e materiais convenientes; possibilidade de uso de sistema de correias transportadoras.
Possibilidade de baixa flexibilidade na demanda; Quebra de continuidade na produção quando alguma máquina pára; Trabalho pode ser repetitivo.
Quadro 1 - Características, vantagens e desvantagens dos tipos de arranjo físico Fonte: Adaptado de Vieira (1976, p. 22-24)
Para autores mais modernos como Slack et al (1997) que se baseiam em técnicas
japonesas, os processos produtivos se dividem em processos de manufatura e processo de
serviços. As características de volume-variedade são diferenciadas, variando, também, os

22
tipos de operações. As duas dimensões de volume e variedade são inversamente dependentes
entre si, por exemplo, operações de baixo volume, em geral, tem alta variedade de produtos e
serviços. Existe, portanto, um continuum de baixo volume – alta variedade, até alto volume –
baixa variedade, no qual podemos posicionar as operações (SOUTO MAIOR, 2002, p 24)
MANUFATUREIRO SERVIÇOS 1. PROCESSO DE PROJETO 1.SEVIÇOS PROFISSIONAIS 2. PROCESSOS DE JOBBING 2. LOJAS DE SERVIÇOS 3. PROCESSOS EM LOTES OU BATELADAS
3. SERVIÇOS DE MASSA
4. PROCESSO DE PRODUÇÃO EM MASSA
5. PROCESSOS CONTÍNUOS. Quadro 2 - Processos em ordem de volume crescente, e variedade decrescente Fonte: Adaptado de Slack (1985, p. 213)
2.1.4 Arranjo físico de Müther
Quando se pensa em arranjo físico tem que se ter em mente dois elementos básicos
fundamentais: o produto que pode ser material ou serviço e a quantidade (volume). Entende-
se por produto tudo que é produzido, matéria prima ou peças compradas, peças montadas ou
tratadas, mercadorias acabadas, ou serviços prestados. Por quantidade o montante do produto
ou material produzido, fornecido ou utilizado. Pode ser expressa em nº de peças, peso, volume
ou valor do montante produzido ou vendido.
Esses dois elementos iniciam a chave da resolução dos problemas de Layout, pois
o planejamento do arranjo físico de uma fábrica ou departamento deve atender à produção de
determinados produtos e determinadas quantidades (MÜTHER, 1986).
Com os dados do Produto e Quantidade devemos obter informações sobre o
Roteiro ou processo que podem ser definidos através de listas de operações e equipamentos,
gráficos de fluxo etc. As máquinas e equipamentos dependem de operações de
transformações, a movimentação de materiais através das áreas depende da seqüência das
operações. Portanto o conjunto de operações produzidas, precisam de serviços de Suporte
para sustentá-las que são recursos, atividades ou funções auxiliares que incluem manutenção,
ferramentaria, sanitários, alimentação setores de expedição e recebimento, área de

23
armazenamento etc. E o último elemento básico no planejamento das instalações é a medida
de Tempo que compreende quando, por quanto tempo, com que freqüência e com que prazo.
Os cinco elementos: P(produto), Q(quantidade), R(roteiro), S(serviço de suporte) e
T(tempo) formam as bases para o planejamento das instalações (MUTHER, 1986, p. 2).
O sistema SLP consiste em de uma estrutura de fases (1), de um modelo de
procedimentos (2) e de uma série de convenções para identificação, avaliação e visualização
dos elementos e das áreas envolvidas no planejamento (MUTHER, 1986, p. 9).
Todo arranjo se baseia em três conceitos fundamentais: 1- Inter-relações- grau
relativo de dependência ou proximidade entre as atividades; 2- espaço- quantidade, tipo e
forma ou configuração dos itens a serem posicionados; 3- ajuste- arranjo das áreas e
equipamentos da melhor maneira possível. Qualquer projeto de planejamento de arranjo físico
independente do produto ou processo tem como base esses três princípios.
O fluxo de materiais no nosso planejamento será progressivo através da área
envolvida, baseada na seqüência e na intensidade do material deslocado. A área de serviço ou
suporte fará parte do diagrama de inter-relações entre as atividades que muitas vezes é mais
importante que o fluxo de materiais, que combinados fazem o diagrama de inter-relações onde
as áreas e as atividades estão geograficamente relacionadas entre si.
Os requerimentos de espaços obtidos por meio de análise de máquinas e
equipamentos utilizados na produção e dos serviços envolvido deverão ser disponibilizados de
acordo com a disponibilidade de espaço. Interagindo o resultado com o diagrama de fluxo
e/ou inter-relações, obtemos o diagrama de inter-relações entre espaços. Esse diagrama já é
um arranjo físico, porém, não será definitivo porque necessitará de ser ajustado e modificado
ao se levar em conta às considerações de mudança, métodos de movimentação, recursos de
estocagem, fatores relativos ao terreno e à construção, necessidades do pessoal, serviços
auxiliares, suprimentos, controles e procedimentos. Cada idéia ou consideração que surgir
deverá ser comparada frente às limitações práticas.
2.1.4.1 Roteiro do Sistema SLP
Müther (1978) ao elaborar o sistema SLP teve o cuidado de estudar os
posicionamentos relativos dos recursos produtivos (homens, máquinas e materiais) no espaço,
a fim de evitar perdas, visando assim uma integração espacial, segundo um programa global e
coerente, considerando a seqüência das operações e os equipamentos necessários para a

24
produção, além das condições físicas do local, para que essa produção seja feita no menor
tempo possível e com melhor qualidade, como mostra a Figura 2.
Figura 2 - O sistema de procedimento SLP Fonte: Müther (1978, p. 7)
Esse método é estruturado em fases seguindo um modelo de procedimentos e uma
série de convenções para identificação, avaliação e visualização dos elementos e das áreas
envolvidas no planejamento, podendo ser estudado partindo-se de uma situação inicial,
planejamento de um prédio novo, servindo também para melhorar uma empresa já
implantada.
Segundo Souto Maior (2002) o sistema SLP é baseado no sistema de resolução de
problemas que consiste no levantamento de informações, análise do problema, geração de
SISTEMA DE PROCEDIMENTOS SLP
Dados de Entrada: P, Q, R, S, T e atividade
1.Fluxo de Materiais
2. Inter-relações de atividades
3. Diagrama de inter-relações
4. Espaço
necessário
5. Espaço
disponível
6. Diagrama de Inter-relações do espaço
7. Considerações de mudanças
8. Limitações práticas
PLANO X PLANO Z
9. Avaliação
PLANO SELECIONADO

25
soluções alternativas, avaliação das mesmas e implantação da solução escolhida o que gera
um modelo de seqüência lógica, ajudando quem os usa a melhor definir o seu objeto de estudo
e a solucionar de maneira mais clara os problemas levantados.
O sistema SLP é dividido em etapas que se seguem abaixo:
Etapa I – Dados de entrada – P, Q, R, S, T e atividades
Esta etapa inicial consiste no levantamento dos dados de entrada relacionados com
a unidade de produção P, Q, R, S,T (produto, quantidade, roteiro, suporte, tempo) que
preparam os vários quadros do sistema SLP, identificando as atividades individuais (áreas,
grupos de máquinas, estações de trabalho) e a determinação do tipo de arranjo físico a ser
empregado.
Segundo Müther (1978, p. 01), o problema do arranjo físico geralmente recai sobre
dois elementos básicos: produto e quantidade. Esses elementos direta ou indiretamente, são
responsáveis por todas as características, fatores e condições do planejamento. Já o estudo de
volume x variedade é importante, pois é a base para a decisão sobre o tipo de arranjo físico
que será adotado: posicional, funcional, linear ou uma combinação deles.
Para análise produto-quantidade classifica-se os diversos produtos, materiais ou
itens envolvidos de acordo com alguns critérios. Após a classificação, calculamos a
quantidade de produtos, materiais em cada classe, e agrupamos as classes em ordem
decrescente de quantidade, em um diagrama onde o eixo vertical diz respeito à quantidade e o
eixo horizontal é reservado para os grupos de produtos, variedades ou itens, para melhor
visualizar a classificação.
A curva resultante do diagrama P-Q, quando suave, segundo Müther (1978, p.14)
indica que deve ser usado somente um tipo de arranjo e manuseio para todos os produtos.
Quando for brusca, dividem-se os produtos e as áreas de produção e aplica-se dois tipos de
arranjo e manuseio.
Os itens da área m pedem técnicas de produção em massa, enquanto os itens da
área J pedem arranjo físico por lotes. Os itens da área intermediária geralmente se prestam a
arranjos físicos resultantes da combinação dos dois anteriores.

26
Figura 3 - Diagrama p-q Fonte: Müther (1970, p.12)
A análise produto-quantidade leva à divisão das áreas ou departamentos da fábrica
em pelo menos dois grupos com as seguintes características:
• Grande quantidade, pequena variedade, movimentação rápida – geralmente
justifica-se alto grau de mecanização, equipamentos especiais e grandes
investimentos em equipamentos para movimentação de materiais.
• Pequena quantidade, grande variedade, movimentação lenta – este grupo
caracteriza-se pela exigência de alto grau de trabalho manual, máquinas não-
especializadas e não necessitam de grandes investimentos em equipamentos de
movimentação de materiais.
Após análise de produto-quantidade, devem-se identificar as áreas de atividades,
que Müther (1978, p.16) define como: operações, funções, áreas, departamentos, grupos de
máquinas, centros de trabalho, características dos prédios, dentre outros.
Essa fase I segue os passos relacionados abaixo:
• Identificação dos elementos específicos necessários para a definição de um
critério para o projeto em estudo;
• Projeção desses dados no futuro (esta etapa implicará a reestruturação, pelo
projetista, das informações avaliadas ou fornecidas por outros setores da
organização);
• Submissão dos resultados à aprovação da alta direção;
• Exame dos dados iniciais através de diagrama P-Q e de sua variação definindo
o tipo de arranjo físico e as bases definitivas para a divisão das áreas de
atividades;

27
• Identificação e definição das áreas d atividades a serem usadas no
planejamento subseqüente.
Etapa II – Fluxo de materiais
Essa etapa consiste na utilização de diversos métodos, dependendo da quantidade e
do produto, para determinar a melhor seqüência de movimentação dos materiais, a qual
deverá permitir que o material se movimente progressivamente durante o processo, sem
retornos, desvios e cruzamentos.
Deve-se considerar, no entanto, se a operação se faz necessária ou pode ser
eliminada, se pode ser combinada com outra, se pode haver mudanças de seqüência, locais ou
pessoal, se o método de execução da operação ou de seu equipamento pode ser melhorado.
Dentre os métodos para análise de fluxo de materiais se faz necessário saber quais
desses devem ser utilizados em um dado projeto. Toda a análise do fluxo é guiada pelo
diagrama P-Q. São eles:
• Para um ou poucos produtos padronizados, utiliza-se a carta de processo ou
alguma carta de fluxo;
• Para vários produtos, utiliza-se a carta de processos múltiplos quando
montagens e desmontagens não estão envolvidas;
• Para muitos produtos ou itens:
Combinam-se os produtos em grupos e procede-se conforme os itens 1 e
2;
Seleciona-se ou faz-se uma amostragem dos tipos de produtos, aplicando-
se então os itens 1 e 2;
• Para produtos muito diversificados, utiliza-se a carta-de-para.
Carta de processo
A função da carta de processo é facilitar a visualização do fluxo, para isso utiliza-
se da linguagem simbólica originalmente desenvolvida por Frank e Lílian Gilbreth, e
posteriormente modificada por duas comissões pela American Society of Mechanical
Engineers conforme a figura abaixo:

28
Figura 4 - Símbolos usados na diagramação de processos de fabricação Fonte: Müther (1978, p.22).
Carta de processos Múltiplos
É usada para fluxos de vários produtos, especialmente quando não há operações
que envolvam montagens.
Carta-de-para
É usada quando os produtos possuem uma grande variedade de processos.
Etapa III – inter-relações de atividades
Quando o fluxo de materiais não tem relevância ou se deseja incluir os serviços de
suporte, elabora-se a carta de interligações preferenciais não baseadas no fluxo de materiais,
que é uma matriz triangular, onde se representa o grau de proximidade e o tipo de inter-
relação entre uma certa atividade e cada uma das outras, tendo como objetivo mostrar quais as
atividades devem ser colocadas próximas e quais as que ficarão distantes.
A consideração do fluxo isoladamente não é a melhor base para o planejamento
das instalações, porque:
• Os serviços de suporte devem se integrar ao fluxo de forma organizada, pois
existem razões que obrigam certas atividades de suporte a ficarem próximas a
certas áreas produtivas;
• Muitas vezes o fluxo de materiais não tem importância para o arranjo físico;
• Em empresas de prestação de serviços, áreas de escritórios, ou oficinas de
reparo de manutenção, não existe um fluxo de material definido ou constante;
SIMBOLO AÇÃO RESULTADO DA AÇÃO 1 Operação Fabrica ou executa 2 Transporte Movimenta 3 Inspeção Verifica 4 Espera Interfere
5
Armazenagem Guarda

29
• Em fábricas onde há movimentação de material pesado e a influência do fluxo
determina o arranjo físico, o fluxo não é a única base para arranjar as operações
e equipamentos do processo.
Para se preparar uma carta, devemos listar todas as atividades, que poderão ser
agrupadas, segundo critérios e semelhança, pois este procedimento facilita a análise. O
número de atividades é limitado devido a inviabilidade de se trabalhar com um número muito
grande delas, pois, segundo Muther (1978), as quantidades de inter-relações para o grau de
proximidade seguem a fórmula N x (N-1)/2, onde N é o número de atividades, quando essas
atividades são muitas, as inter-relações ficam inviáveis para se trabalhar, ou seja acontecem
muitas inter-relações vindo a complicar a análise da carta.
Figura 5 - carta de interligações preferenciais Fonte: adaptado de Müther (1978, p. 35).
Nesta carta de interligações preferenciais, cada losango é dividido em duas partes.
A parte superior é reservada para classificar a interligação segundo uma escala de valores:
A(absolutamente importante), E(especialmente importante), I(importante), O(pouco
importante), U(desprezível) e X(indesejável. Na parte inferior do losango, coloca-se a razão
da classificação anterior.
Para facilitar o entendimento da carta, Muther (1978, p. 39) cita que devemos
estabelecer “inter-relações padronizadas” iguais às mostrada por ele em seu livro.

30
LETRA PARES DE ATIVIDADES RAZÕES PARA PROXIMIDADE A
Armazenamento e corte do aço, Inspeção final e embalagem limpeza e pintura
Quantidade de material movimentado problema de movimentação de material Danos aos itens não empacotados, a inspeção é feita até que o material seja empacotado. Usam o mesmo pessoal; suprimentos e supervisão; utilizam o mesmo edifício.
E
Recepção e estacionamento de visitantes Acabamento e soldagem Manutenção e submontagem
Conveniência; segurança Quantidade e forma do material movimentado Freqüência e urgência do serviço
I
Corte e prensagem Submontagem e montagem final
Quantidade de material movimentado Volume de material movimentado; utilização do mesmo pessoal; Movimentação de papeis; segurança; conveniência.
O
Manutenção e recepção Recuperação e ferramentaria Correspondência e escritório
Movimentação de suprimentos; Usam o mesmo equipamento; Freqüência de contatos.
U
Manutenção e lanchonete Soldagem e estoque do material comprado; Engenharia e expedição
Seviço é menor; pequeno contato; Contatos esporádicos
X
Soldagem e pintura; Incineração e escritórios; prensas e ferramentas
Sujeira; perigo de fogo Fumaça, cheiro, sujeira, aparência Vibração
Quadro 3 - Inter-relações padronizadas Fonte: Müther (1978, p. 39)
Etapa IV - Diagrama de fluxo e/ou inter-relações
É usado para acompanhar o material desde a entrada até o final do roteiro; e o
diagrama das inter-relações entre as atividades, quando o fluxo envolvido é insignificante
comparado às outras inter-relações.
As condições necessárias para construir o diagrama segundo Müther (1978, p.44)
são:
• Uso de símbolos para identificação de cada atividade, área ou característica;
• Um método para indicar proximidade relativa entre as atividades, a direção e a
intensidade de fluxo de materiais.
Diagrama das inter-relações entre as atividades
O método de diagramação de inter-relações consiste em ligar atividades por linhas.
O formato de cada símbolo indica o tipo de atividades, e o número dentro do símbolo é para
sua identificação, a quantidade de linhas ligando os símbolos fornece o grau de proximidade

31
desejada ou necessária: quatro linhas (proximidade absolutamente importante), três linhas
(proximidade especialmente importante), duas linhas (proximidade importante).
Ao fazer o diagrama, deve-se impedir que as linhas fiquem desnecessariamente
emaranhadas. E quando uma atividade está ligada a muitas outras, isso é sinal de que ela pode
ser dividida ou descentralizada, principalmente quando se refere às áreas de serviço de
suporte, afirma Müther (1978, p. 48). (ver Figura 6).
Figura 6 - Diagrama das inter-relações entre atividades Fonte: Müther (1978, p.46).
Etapa V – Determinação de espaço
Segundo Müther (1978, p 53), existem cinco métodos básicos para determinação
dos requerimentos de espaço. São eles:
• Método numérico;
• Método da conversão
• Padrões de espaço;
• Arranjos esboçados;
• Projeções de tendências
O método numérico é aquele que dimensiona o espaço a partir de dados
calculados, os outros métodos se baseiam em espaços já estabelecidos ou já implantados em
outros locais similares. A vantagem do método numérico é que se calcula a área necessária
baseada na produção e características físico-ambientais.
O procedimento para determinação de espaços segundo Muther(1978, p.67) é:

32
• Identificar as atividades, utilizando os mesmos símbolos e numeração
empregadas na análise de fluxo de inter-relações;
• Identificar as máquinas e os equipamentos de operação e suporte;
• Determinar para atividades de operação:
Os requerimentos de espaço, baseados em P, Q e R e nos tempos de
operação;
A natureza e a condição de cada área;
• Determinar para as atividades de suporte:
Os requerimentos de espaço, baseados em P, Q, e R, e nos tempos de
trabalho.
A natureza e a condição de cada área;
Reunir a soma e a condição do espaço requerido e comparar com o
espaço disponível;
• Ajustar, balancear e aprimorar.
O problema maior é o balanceamento entre o espaço necessário e a disponibilidade
real do espaço. Caso o espaço requerido não se ajuste ao disponível, deve-se fazer redução em
áreas que afetem da menor maneira possível o projeto como um todo. Isso significa classificar
áreas, para decidir quais as que devem ser mantidas e quais as que devem ser diminuídas.
Etapa VI – Diagrama das inter-relações entre espaços
O objetivo deste diagrama é reunir as atividades com alto grau de proximidade, e
afastar as atividades com baixo grau de proximidade. Representa o arranjo físico ideal-teórico
das atividades, considerando o espaço necessário para cada atividade. É o passo mais
importante de todo o procedimento e se não for feito adequadamente, será difícil chegar a um
arranjo físico funcional.
Etapa VII- Ajuste do diagrama
Nesta etapa lida-se com a parte criativa do planejamento, pois, neste momento, já
estão levantadas e arranjadas todas as diagramações, necessitando apenas de ajustes que
incorporam as considerações de mudanças e as limitações práticas referentes à edificação
propriamente dita. As considerações de mudanças dizem respeito aos ajustes necessários para
o desenvolvimento de projeto e para sua decisão enquanto ainda estudo; aos ajustes que ditam
restrições ao planejamento são denominadas limitações práticas.

33
As considerações de mudanças para Müther (1978, p 78) são:
• Métodos de manuseio;
• Recursos de armazenamento;
• Condições do terreno e arredores;
• Necessidades de pessoal;
• Características das construções;
• Serviços de suporte e serviços auxiliares;
• Procedimentos e controle;
• Formas particulares de atividades
Quanto às limitações práticas, Muther (1978, p 87) inclui:
• Restrições relativas a prédios existentes;
• Métodos de manuseio de materiais implantados;
• Sistemas de planejamento e controle das produções em vigor;
• Política da empresa;
• Código de obras;
• Contratos coletivos de trabalho;
• Regulamentação sobre tratamento do lixo;
• Características físicas da localização.
Etapa VIII – Seleção das alternativas
Existem basicamente três maneiras de se realizar a seleção das alternativas
escolhidas como sugere Muther (1978, p.91):
• Balanceamento das vantagens e desvantagens;
• Avaliação de análise de fatores;
• Comparação e justificação de custos.
O último passo, antes da implantação, é redesenhar o arranjo físico em escala,
identificando áreas, mostrando os principais desenhos e características dos equipamentos,
detalhando cada parte do equipamento e maquinaria, mostrando os recursos produtivos, seus
aspectos específicos e gerais, para que todos os interessados tenham uma visão de como será a
empresa e como funcionará.
Etapa IX – Implantação
Para facilitar a fase de implantação, devem-se considerar os seguintes itens:

34
• Custos da implantação – requer fundos para instalação e deverá ser feita de
acordo com as estimativas dos custos das instalações previstas no projeto;
• Desenhos e plantas da implantação – será facilitada com a utilização de
desenhos e plantas de instalação e instruções escritas;
• Deve-se acompanhar o arranjo, a fim de saber se está funcionando conforme o
planejado, o que dará um feed-back para os futuros projetos e controle do
projeto atual.
2.2 LAYOUT DE UNIDADES DE COMERCIALIZAÇÃO DE PESCADO
O Layout de estabelecimento comercial de pescado compreende todas as secções
que fazem parte do mesmo, pelos quais os alimentos circulam, desde a recepção, o
armazenamento, a preparação, a confecção até a distribuição. É importante também a área de
circulação de pessoas, bem como a área destinada aos resíduos. No caso dos alimentos a área
de circulação deve ser definida de modo que o alimento não sofra cruzamentos. Em relação
aos equipamentos, deve ser realizado um levantamento do que existe em termos de sistemas
de frio, maquinaria diversa, bancadas de trabalho, zonas de lavagem de mãos e de utensílios,
bem como do estado de conservação de equipamentos e instalações.
Segundo Faulhaber (2000) o estabelecimento comercial e/ou industrial de pescado
deverá ter em sua infra-estrutura:
1- Espaço suficiente para instalar os equipamentos e construir as dependências,
compatíveis com os produtos a serem elaborados.
2- Separação física das áreas onde se manipulam as matérias primas contaminadas
(áreas sujas), das áreas que recebem o pescado já submetido à fase de lavagem (áreas limpas).
3- Fábrica e/ou silo de gelo, com posicionamento e condições de operacionalidade
que permitam o acesso do meio de conservação as linhas de elaboração, com a qualidade
garantida e em quantidade suficiente, de acordo com a capacidade de produção do
estabelecimento industrial.
4- Os locais refrigerados devem estar separados das áreas quentes e os locais secos
daqueles onde existe humanidade.
5- Instalação de frio industrial para o armazenamento da matéria prima e produtos
finais, bem como para o congelamento(nos estabelecimentos onde serão elaborados produtos
congelados), devidamente diferenciadas, com registrador automático de temperatura.

35
6- Os pisos das dependências industriais devem ser altamente resistentes,
impermeáveis, antiderrapantes, anticorrosivos, de fácil limpeza e desinfecção, sendo previsto
no mínimo uma canaleta central provida, quando necessário, de gradil metálico. A declividade
deve ser suficiente para permitir o escoamento das águas residuais.
7- As paredes exteriores, incluindo o telhado, portas e janelas, devem ser à prova
de água, insetos e roedores. As interiores devem ser lisas, planas, resistentes ao uso e à
corrosão, impermeáveis, laváveis e de cor branca ou clara.
8- As janelas e outras aberturas deverão ser construídas de forma a evitar o
acúmulo de sujidades possuindo, por exemplo, parapeitos internos com inclinação de 45º. As
que tem comunicação com o exterior deverão estar providas de proteção contra insetos, de
fácil limpeza e boa conservação.
9- As portas deverão ser de material não absorvente e de fácil limpeza.
10- Os tetos devem ser preferentemente de cor clara, e construída de maneira a não
acumularem sujidade e permitir a condensação e formação de mofo, favorecendo as operações
de limpeza.
11- Dispor de luz natural e artificial abundantes, bem como de ventilação, em
todas as dependências, respeitadas as peculiaridades de ordem tecnológica cabíveis, de modo
a evitar-se que os raios solares prejudiquem a natureza dos trabalhos dessas dependências. As
fontes de luz artificial que sejam suspensas ou aplicadas e que se encontrem sobre os locais de
elaboração dos produtos, em qualquer etapa da cadeia produtiva, devem ser do tipo inócuo e
apresentar proteção contra rompimento.
12- no que se relaciona à rede de esgoto, em todas as dependências, deve existir
dispositivos que evite refluxo de odores e a entrada de roedores e ouros animais, ligado ao
sistema geral de escoamento, dotada de canalização e de instalações para retenção de
gorduras, sangue, resíduos e corpos flutuantes, bem como de dispositivos para depuração
artificial, com desaguadoro final em curso de água caudaloso e perene, em fossa séptica ou
esgotamento sanitário, atendendo as exigências do órgão responsável pelo saneamento
ambiental.
13- Dispor de gabinete de higienização, no ponto de acesso aos locais de trabalho,
dotado de lavador de botas, pedilúvio, pias sem acionamento manual, sabão líquido,
recipiente para sanitizantes e equipamento para secagem das mãos.
14- Dependências como sala de máquinas, vestiários, sanitários, refeitório,
escritórios, devem ser construídas, preferentemente, fora do prédio principal, a fim de serem
evitados acessos diretos aos locais de beneficiamento industrial.

36
15- O estabelecimento industrial de pescado deve ter o seu perímetro industrial
fisicamente delimitado. As áreas com pátio e via de acesso devem ser pavimentadas e
urbanizadas, evitando a formação de poeira e facilitando o escoamento das águas. As demais
áreas deverão receber urbanização completa, sendo recomendável o ajardinamento.
16- Na instalação dos equipamentos alguns cuidados devem ser observados, tais
como: Perfeição na realização da função a que se destina; Custo; Compatibilidade com a
capacidade de produção; Facilitar a observância de uma cadeia contínua, nas linhas de
elaboração (etapas do processo) propiciando a remoção contínua de resíduos; Proteger o
alimento contra a contaminação; Acarretar facilidades de manutenção e limpeza; Oferecer
segurança para o operário.
Em se tratando de Layout deve-se preocupar com o ordenamento das dependências
e equipamentos, de forma lógica, sem pontos de estrangulamento e de contaminação cruzada,
conhecendo-se o diagrama de fluxo de produto como é mostrado na figura abaixo, a ser
obtido, a fim de que este pré-requesito possa contribuir, de fato para os procedimentos
preventivos em relação, principalmente, aos perigos de perda da qualidade e para a saúde
pública (FAULHABER, 2000).
Figura 7 - Diagrama de fluxo de processo de pescado fresco Fonte: observação direta na unidade de comercialização 2006
LAVAGEM
ACONDICIONAMENTO
RECEPÇÃO
SELEÇÃO E CLASSIFICAÇÃO
DISTRIBUIÇÃO E COMERCIALIZAÇÃO

37
2.2.1 Pré requisitos para o processamento do pescado fresco
1. ÁGUA
2. GELO
3. EQUIPAMENTOS
4. ÁREAS DE RECEPÇÃO(suja) E DE MANIPULAÇÃO (limpa)
5. DEPÓSITOS DE EMBALAGEM
6. DEPENDENCIA PARA OPERÁRIOS
2.3 ASPECTOS ERGONÔMICOS NO AMBIENTE FÍSICO DAS UNIDADES DE
COMERCIALIZAÇÃO DE PESCADO
A ergonomia é o estudo científico da relação entre o homem e seus meios, métodos e espaços de trabalho. Seu objetivo é elaborar, mediante a contribuição de diversas disciplinas científicas que compõem, um corpo de conhecimentos que, dentro de uma perspectiva de aplicação, deve resultar numa melhor adaptação ao homem dos meios tecnológicos e dos ambientes de trabalho e de vida. (CONGRESSO INTERNACIONAL ..., 1969.; REVISTA MEIO..., p.82).
Seguindo este conceito de ergonomia e para melhorar rendimento das atividades
realizadas, os locais de trabalho, de permanência e lazer devem ser sadios e agradáveis,
proporcionando ao homem proteção, satisfação e conforto. Para tanto deve-se considerar as
variáveis ambientais – condições térmicas, de iluminação e acústica evitando desconforto ,
acidentes e danos à saúde.
Para cada uma das variáveis ambientais, há certas características que são mais
prejudiciais ao trabalho. Cabe ao projetista conhecer essas limitações e, na medida do
possível, tomar as providencias necessárias para manter os usuários desses ambientes fora
dessas faixas de risco. (SOUTO MAIOR, 2002, p.89)
2.3.1 Ventilação
“O condicionamento térmico natural é a técnica que estuda os métodos para que o
espaço habitado apresente as condições térmicas exigidas pelo ser humano” (RIVERO, 1985,
p.13).

38
A sensação térmica está relacionada à temperatura externa, ao grau de umidade do
ar e da velocidade do vento. A combinação dessas três variáveis podem produzir a mesma
sensação térmica.
Para Rivero (1985, p.13) existem três elementos principais: o meio (M), homem
(H) e a envolvente (E). As inter-relações entre eles estão governadas pelo principio da
transmissão de calor. Uma das funções da envolvente (E) é controlar as variações físicas e
químicas do meio(M), exigidas pelo homem (H).
O conforto térmico das pessoas, que tem enorme influência em sua saúde e em seu
rendimento, vai depender, dentre outros fatores dos conhecimentos e da preocupação do
projetista para conseguir um melhor comportamento térmico da envolvente (E).
Uma das formas de deixar a envolvente (E) em condições favoráveis de
permanência é através da ventilação, principalmente nas regiões nordeste e norte, onde o meio
é menos propício.
Segundo Iida (1992, p.236), a zona de conforto térmico é delimitada entre as
temperaturas efetivas de 20 a 240C com umidade relativa de 40 a 60%, com velocidade do ar
moderada da ordem de 20 cm/seg. As diferenças de temperatura presentes no mesmo
ambiente não devem ser superiores a 40C.
2.3.2 Iluminação
Iida (1992, p. 259) afirma que a iluminação dos locais de trabalho deve ser
cuidadosamente planejada, desde as etapas iniciais de projeto do edifício, fazendo-se o
aproveitamento adequado da luz natural e suplementando-a com luz artificial, sempre que for
necessário.
A claridade ambiental é determinada não apenas pela intensidade da luz, mas
também pelas distâncias e pelo índice de reflexão das paredes, tetos, piso, máquinas e
mobiliário.
Um eficiente sistema de iluminação, combinado com o uso adequado das cores
criando contrastes geram um ambiente agradável que diminui a fadiga, monotonia e acidentes,
aumentando a eficiência nos trabalhos.
O nível de iluminação interfere diretamente no mecanismo fisiológico da visão e
também na musculatura que comanda o movimento dos olhos.

39
2.3.4 Riscos
Nos ambientes de trabalho, conforme os tipos de atividades desenvolvidas, as
pessoas estão expostas ao contato com diferentes agentes que poderão provocar danos à sua
integridade física, psicológica e social.
Estes agentes são classificados em:
Riscos físicos
Riscos químicos
Riscos biológicos
Riscos ergonômicos
Riscos de acidentes
Riscos físicos – nesta categoria estão incluídos:
Ruídos – entende-se por ruído um barulho ou som indesejável freqüentemente
produzido pó máquina equipamentos, ou processos cujo efeito no organismo são:
Distúrbios gastrointestinais;
Irritabilidade;
Vertigens;
Nervosismo;
Aceleração do pulso
Vibrações – são oscilações balanços, tremores, movimentos, vibrações e
trepidações produzidas por maquinas e equipamentos motorizados, quando em
funcionamento. Na exposição prolongada as vibrações podem produzir danos físicos tais
como:
Alterações musculares;
Problemas nervosos;
Patologias ortopédicas;
Problemas nas articulações;
Distúrbios na coordenação motora;
Enjôo e náuseas;
Diminuição do tato.
Calor – efeito do calor. Os trabalhadores expostos são os mais propensos a
problemas com o cristalino do globo ocular. Convém esclarecer que os fatores comentados,
geralmente aparecem devido a exposição excessiva ao calor.
40
Frio – geralmente essas ocorrências predominam em empresas como as de
industrialização de pescados, industria de alimentos congelados, fabrica de gelo etc. Os casos
que se destacam pela ação do frio, mais comuns são:
Gripe;
Queimaduras;
Inflamação das amídalas;
Resfriado;
Algumas alergias;
Congelamento dos pés e mãos e problemas circulatórios;
Umidade – os trabalhadores expostos a umidade são aqueles que exercem suas
atividades em locais alagados, encharcados ou mesmo com umidade excessiva. Nesta situação
podem ocorrer estagnação do sangue produzindo diminuição do oxigênio dos tecidos e
paralisação dos pés e pernas, acompanhados de fortes dores, podem ocorrer gripes, resfriados,
bronquites, reumatismos e pneumonia.
Riscos químicos – são agentes ambientais em potencial de doenças profissionais
devido a sua ação sobre o organismo humano, grande parte destas substancias possuem
características tóxicas e constituem ameaça a saúde do trabalhador e pode ser encontradas sob
os estados físicos da matéria sólido, liquido e gasoso. Os riscos químicos classificam-se em:
Poeiras – partículas sólidas em suspensão no ar, originadas de operações tais
como: esmerilhamento, lixamento, impactos e outros processos ou manejos de materiais
como: madeira, arroz, minerais e outros.
Névoas – partículas liquidas em suspensão no ar produzidas mecanicamente por
pintura a pistola, spray e no processo de lubrificação.
Neblina – partículas finas suspensas no ar, produzidas pela condensação de
vapores. Todas as neblinas de ácidos(clorídrico, nítrico, fluorídrico crômico etc.) afetam
seriamente a saúde, principalmente o sistema respiratório.
Fumos – partículas sólidas suspensas no ar, geradas pelos processos de
condensadores de vapores metálicos produzidas pela sublimação de um metal, geralmente é
produto da reação dos vapores metálicos com o oxigênio do ar.
Gases – substancias que em condições normais de temperatura e pressão estão no
estado gasoso como: hidrogênio, amônia, acetileno, dióxido de carbono, monóxido de
carbono GLP, dióxido de enxofre. É importante conhecer as características particulares dos

41
gases a serem manipulados, afim de evitar danos a saúde. Podem ser corrosivos, tóxicos ou
asfixiantes.
Vapores – substancias que normalmente é sólida ou líquida em condições normais
de temperatura e pressão. Pode-se encontrar concentrações de vapores quando se empregam
solventes orgânicos, diluentes de tintas, agentes de limpeza, álcool, tetracloreto de carbono.
Produtos químicos diversos – podem englobar qualquer uma das formas de agentes
químicos apresentadas anteriormente, bem como, os produtos usados diariamente nas
empresas, tais como: óleo diesel, soda caustica, ácido clorídrico, ácido sulfúrico carbonato de
sódio etc. os produtos químicos são substancias que devido a uma ação química corrosiva
tenham a propriedade de produzir inflamações nos tecidos vivos que entram em contato com
os olhos, pele, mucosas e vias respiratórias.
Riscos biológicos – caracterizam-se pela presença de microrganismos invisíveis a
olho nu, presente no ambiente de trabalho capazes de causar doenças, deterioração de
produtos alimentícios, de madeiras, de couro, mau cheiro, interrupção de processos
industriais, etc. Os riscos biológicos classificam-se em:
Protozoários – causam doenças como a disenteria amebiana e giardiase
Fungos – causam mofos e bolores, deterioram alimentos, podem produzir toxinas
no homem, alem de causar micoses do tipo pé de atleta ou frieiras e sapinhos. Causam
pneumonia, infecções alimentares etc.
Bacilos – bactérias em forma de bastonetes que causam a tuberculose(bacilo de
Koch).
Vírus – causam ao homem gripe, hepatite, herpes hidrofobia etc.
Riscos ergonômicos - O estudo dos agentes ergonômicos visa estabelecer
parâmetros que permitam a adaptação das condições de trabalho às características
psicofisiológicas dos trabalhadores, de modo a proporcionar o máximo de conforto, segurança
e desempenho. As condições de trabalho relacionadas com a ergonomia inclui aspectos
ligados ao levantamento, transporte e descarga de materiais, ao mobiliário, aos equipamentos
e as condições do posto de trabalho e a própria organização. Todo trabalho, independente de
sua natureza, produz uma tensão tanto física quanto mental no indivíduo que o executa.
Enquanto essas tensões forem mantidas dentro de limites razoáveis, o desempenho do
trabalhador será satisfatório à sua saúde e bem-estar serão mantidos. Caso as tensões sejam
excessivas, haverá resultados não desejados manifestados em forma de erros e acidentes,

42
causando lesões, danos à saúde, danos materiais e afetando a qualidade do serviço. Alguns
riscos ergonômicos são:
Esforço intensivo;
Levantamento e transporte manual de peso;
Exigência de postura inadequada;
Controle rígido de produtividade;
Imposição de ritmos excessivos;
Trabalho em turno noturno;
Jornada de trabalho prolongada;
Monotonia e repetitividade;
Outras situações causadoras de stress físico e psíquicos
Efeitos dos riscos ergonômicos
Os locais de trabalho que não consideram os princípios ergonômicos em seus
projetos, são propensos a ocorrência de erros e acidentes diminuindo a eficiência e a
segurança da operação. Ferramentas, máquinas, métodos e locais de trabalho projetados
inadequadamente podem produzir, entre outros, os seguintes efeitos:
Dores nas articulações;
Dores nas costas;
Problemas circulatórios;
Ardência nos olhos;
Nervosismo;
Problemas nos tendões;
Quedas nos níveis de qualidade, produtividade e segurança.
Riscos de Acidentes – caracterizam-se pela presença ou contato do homem com a
máquina, objetos escoriantes, cortantes, abrasivos e perfurantes, explosivos, inflamáveis,
choque elétricos, e outros capazes d causar danos à saúde do trabalhador. Neste grupo estão
incluídos :
Arranjo físico - disposição irracional de máquinas e equipamentos e processos do
ambiente de trabalho;
Máquinas e equipamentos – sem proteção e sem sinalização;
Ferramentas – inadequadas, defeituosas e impróprias;
Eletricidade – contato com a linha viva, falta de aterramento e improvisações;

43
Sinalização – ausência de indicação de riscos;
Probabilidade de incêndio e explosão – riscos com produtos inflamáveis,
armazenagem, sobrecarga elétrica;
Edificações – pisos inadequados, canaletas, rampas, escadas impróprias, ausência
de espaço físico ;
Transporte e movimentação de materiais – batida contra, batida por, choque
contra, quedas de objetos, esmagamentos;
Iluminação – a determinação de iluminação necessária a um ambiente de trabalho,
tem por finalidade adequar os níveis de iluminamento às atividades desenvolvidas;
Armazenagem inadequada – é a armazenagem sem critério com produtos e formas
diversas;
Animais peçonhentos – são animais nocivos que provocam danos a saúde do
homem quando em contato sem precaução.
2.4 SEGURANÇA ALIMENTAR
Segurança alimentar trata exatamente de como a sociedade organizada por meios de políticas publicas de responsabilidade do estado e da sociedade como um todo, pode e deve garantir o direito à alimentação. Flávio Luiz Schicck Valente em seu artigo: Segurança alimentar e nutricional: transformando natureza em gente (CONSEA, 1994).
O peixe, por sua natureza, é um dos alimentos considerados protéicos mais fáceis
de sofrer deterioração. A carne de peixe é considerada altamente perecível em decorrência das
autólises rápidas causadas pelas enzimas proteolíticas do próprio peixe e pela falta de
oxigênio em que se encontra o músculo após o abate, onde este consome o glicogênio
presente e o transforma em ácido lático. O animal, estando em estresse, favorece a
proliferação microbiana, já que o pH aumenta em conseqüência do consumo rápido de
glicogênio antes da morte, não produzindo ácido lático o suficiente (SÁ, 2004). Fatores como
técnicas de captura, armazenamento, práticas no ponto-de-venda e falhas no controle de
qualidade possibilitam problemas para a manutenção das características de frescor do
pescado.

44
2.5 O SISTEMA APPCC (ANÁLISE DE PONTOS DE PERIGO EM PONTOS
CRÍTICOS DE CONTROLE).
Devido à necessidade de garantir alimentos que não apresentassem riscos à saúde
dos astronautas, os órgãos e empresas envolvidos no Projeto Espacial Americano a partir do
final da década de 1950 quando tiveram início os vôos tripulados introduziram o conceito de
HACCP (Hazard Analysis and Critical Control Point), dando origem a um sistema para
garantir a segurança praticamente total aos alimentos, sem a dependência exclusiva de
amostragens e de análises dos produtos finais. Nos dias de hoje, o sistema HACCP constitui-
se na ferramenta mais eficaz para garantir a produção de alimentos seguros à saúde dos
consumidores revelando-se como sistema lógico, prático, sistemático, econômico e dinâmico
para garantir essa segurança.
APPCC é um sistema racional para prevenir a produção de alimentos
contaminados, baseado em análise e evidências científicas. Representa uma atitude própria
para prevenir danos à saúde e enfatizar a prevenção de problemas, ao invés de se focar no
teste do produto final. Pode ser utilizado em qualquer estágio da cadeia de produção, desde a
produção primária até mesmo nos locais que oferecem serviços de alimentação e em casa
(JOUVE, 1998).
Segundo o “Codex Alimentarius”, o sistema de APPCC consiste em seguir os
seguintes princípios (ILSI, 1997):
Identificar os perigos e analisar os riscos de severidade e probabilidade de
ocorrência;
Determinar os pontos críticos de controle necessários para controlar os perigos
identificados;
Especificar os limites críticos para garantir que a operação está sob controle nos
pontos críticos de controle (PCC);
Estabelecer e implementar o monitoramento do sistema;
Executar as ações corretivas quando os limites críticos não forem atendidos;
Verificar o sistema;
Manter registros.
O embasamento do sistema HACCP tem o termo perigo como um agente nocivo,
ou condição do alimento inaceitável, que pode causar algum efeito de saúde adverso. Esses
perigos segundo ILSI (1997) podem ser provocados por :

45
A presença inaceitável de uma contaminação química, física ou microbiológica na
matéria-prima, no produto semifabricado ou no produto final;
Potencial de crescimento ou de sobrevivência de microrganismos ou de produção
de substâncias químicas no produto semifabricado, no produto final ou no ambiente de linha
de produção;
Recontaminação do produto semifabricado ou do produto final com
microrganismos, produtos químicos ou corpos estranhos.
Um alimento seguro, que não cause mal à sua saúde e não ofereça dúvidas em
relação à sua composição e peso, é uma das mais importantes características da qualidade que
correspondem às expectativas do consumidor (BERG apud BARENDSZ, 1998).
No Brasil, o sistema HACCP passou a ser denominado oficialmente de Sistema
APPCC - Análises de Perigos e Pontos Críticos de Controle, fazendo já parte de diversos
documentos oficiais que tratam dos aspectos ligados à Legislação e a Vigilância Sanitária de
Alimentos. Dentre os documentos oficiais citados, destacam-se a Portaria nº 1428/93 do
Ministério da Saúde (M.S.) e a Portaria nº 46/98 do Ministério da Agricultura e do
Abastecimento (M.A.A).
O sistema simplifica as ações de segurança dos alimentos, indicando poucas
operações críticas e chaves do processo, oferecendo formas eficientes para controlá-las e
monitorizá-las. Além de garantir maior grau de segurança ao alimento produzido, a aplicação
do sistema APPCC facilita o trabalho dos gerentes e seus supervisores, bem como orienta o
trabalho dos manipuladores de alimentos.
Uma das vantagens do sistema APPCC é que por ser racional, contínuo e dinâmico
torna-se também mais econômico, já que os recursos concentram-se nos principais problemas
e nas medidas preventivas associadas, contribuindo assim para a consolidação da imagem e da
credibilidade da empresa junto aos clientes, o que aumenta a sua competitividade tanto no
mercado interno como o externo.
2.5.1 Descrição do processo de acordo com o sistema de APPCC na indústria
de Pescado
A descrição do processo de acordo com o sistema APPCC na indústria de pescado
que se segue tem como base a Portaria nº 1428/MS e segue o modelo do programa de Ações
Móveis do SENAI (2000).
46
Recepção/ Lavagem - Após a captura tecnicamente realizada, os peixes devem ser
imediatamente conduzidos à lavagem com água do mar (em quantidade suficiente) sob
pressão controlada, com o objetivo de se retirar o muco superficial e sujidades presentes.
Seleção e Classificação - A seleção separa peixes de espécies e tamanhos
diferentes, evitando assim, a mistura de espécies quando do acondicionamento nas urnas do
barco. Deve ser evitado, também, que os peixes maiores danifiquem peixes menores, no caso
de os últimos estarem colocados embaixo dos maiores.
Evisceração/ Lavagem - A retirada das vísceras é fundamental pois juntamente
com elas serão retiradas bactérias e enzimas que são responsáveis pelo processo de autólise
dos peixes, aumentando o seu tempo de vida útil. Em seguida procede-se à nova lavagem, de
preferência com água potável e hiperclorada (5ppm).
Acondicionamento/ Resfriamento – os peixes deverão ser acondicionados sob
refrigeração o mais rápido possível, sendo aplicadas, também, as boas práticas de higiene
(higienização das mãos, utensílios etc.) para uma operação mais segura.
Gelo - É utilizado gelo de ótima qualidade microbiológica na proporção adequada
(0,5Kg de gelo para 1Kg de peixe), sendo sempre a primeira e a última camada de gelo,
intercaladas com o pescado a resfriar.Outra maneira de resfriar os peixes é usar água do mar
contida em tanques de paredes duplas, onde circula o agente refrigerante. O
acondicionamento a bordo (sob refrigeração) contribui significativamente, para a qualidade
desejada, seja qual for a utilização após o desembarque.
Recepção na Indústria - Os peixes, ao chegarem à indústria, devem sofrer
inspeção, mesmo se estiverem refrigerados. A descarga e a recepção deverão ser feitas o mais
rápido possível, observando e anotando a procedência do mesmo, como medida de controle.
Caso necessário, o pescado é armazenado em câmara de espera, em temperatura entre 0º e 1º
C.
Acondicionamento/ Estocagem - Após a inspeção, o pescado será acondicionado
o mais rápido possível em câmaras de refrigeração (0º a 1º C) ou em caixas com gelo, sendo
aplicadas, também, as boas práticas de fabricação para uma operação mais segura. A
temperatura e a ventilação no interior da câmara deverão estar sob controle, se for o caso, não
devendo haver oscilações.
Pesagem - O peixe será separado do gelo para ser pesado. Esta etapa é realizada o
mais rápido possível, para não propiciar aumento da temperatura do peixe.

47
Lavagem - Após a pesagem, os peixes serão lavados com água corrente com no
mínimo 5ppm de cloro e, de preferência, refrigerada. A inspeção sanitária, juntamente com a
análise sensorial, vai definir se o peixe será destinado para a venda direta ou industrializado.
Expedição - O produto é expedido observando-se as condições de temperatura
necessárias.
2.5.2 Identificação de perigos químicos, biológicos e físicos na comercialização do
pescado de acordo com o sistema APPCC na indústria, Programa Ações Móveis
SENAI (2000)
Peixe: - Biológicos: microrganismos patogênicos, parasitos;
- Químicos: metais pesados, histamina, óleo diesel;
- Físicos; nenhum.
Gelo: - Biológicos: microrganismos patogênicos;
- Químicos: nenhum;
- Físico: nenhum.
2.5.2.1 Lista de perigos biológicos relacionados com as matérias-primas, ingredientes e
etapas do processo
Recepção/ Lavagem: parasitos e microrganismos patogênicos é justificado porque
os patógenos fazem parte da microbiota natural. Apresenta severidade baixo-média e risco
médio.
Seleção/ Classificação: microrganismos patogênicos e parasitos. Faz parte da
microbiota natural e podem aparecer também devido a deficiências higiênico-sanitárias na
operação, causando a contaminação. Apresenta severidade baixo-média e risco médio. As
medidas preventivas a serem tomadas são utilizações de boas práticas de fabricação de
manipulação e conservação, treinamento específico para os manipuladores e rapidez no
processo.
Evisceração/ Lavagem: microrganismos patogênicos e parasitos. Faz parte da
microbiota natural, e podem aparecer devido a deficiências higiênico-sanitárias na operação
que podem disseminar os microrganismos. Apresenta severidade baixo-média e risco médio.

48
As medidas preventivas são as boas práticas de fabricação de manipulação e conservação,
treinamento específico para manipuladores, rapidez no processo e utilização de água
refrigerada, tratada.
Gelo: bactérias patogênicas (enteropatogênicas e outras). O gelo pode ter sido
produzido com água não potável, levando à contaminação do produto. Apresenta média
severidade e risco médio-alto.Como medida preventiva o gelo deve ser produzido com água
potável e ter garantia assegurada.
Acondicionamento/ Resfriamento: microrganismos patogênicos. Falha na
temperatura de armazenamento podendo causar a proliferação de patógenos. Apresenta baixo-
média severidade e risco médio. Como medida preventiva deve-se ter o controle da
temperatura de armazenamento.
Peixe: microrganismos patogênicos e parasitos, fazem parte da microbiota natural
e a contaminação se dá através de superfícies/ manipuladores. Apresenta baixo-média
severidade e risco médio. As medidas preventivas são a seleção dos fornecedores, cocção
antes do consumo e inspeção na recepção.
Recepção do peixe na indústria / Armazenamento em câmara de espera:
microrganismo patogênico e parasitos. Deficiências na manipulação e na temperatura de
armazenamento podem introduzir/ permitir multiplicação de microrganismos. Apresenta
média severidade e risco médio. Como medida de prevenção deve-se ter o controle da
temperatura, boas práticas de fabricação; higiene pessoal e inspeção visual de parasitos.
Acondicionamento(estocagem): microrganismos patogênicos podem aparecer
através de falhas na refrigeração causando a proliferação de patógenos e também através de
superfícies/ manipuladores. Apresenta baixo-média severidade e risco médio e como medida
de prevenção sugere-se o controle da temperatura.
2.5.2.2 Lista de perigos químicos relacionados com matérias-primas, ingredientes e
etapas do processo
Recepção/ Lavagem: metais pesados. A contaminação ambiental e hábito
alimentar do pescado pode ser fonte contaminante. Apresenta alta severidade e risco médio.
Não há medidas de prevenção.
Acondicionamento a bordo/ resfriamento: Óleo diesel e histamina. Ocorre através
de vazamentos do motor ou tanque, manipulador com mãos com óleo podem contaminar os

49
peixes falhas na temperatura de armazenamento, podendo causar a multiplicação de bactérias
produtoras de histaminas. Apresenta baixa severidade e risco médio Como medida de
prevenção deve-se observar as boas praticas de fabricação à bordo (mãos), manutenção do
motor e reservatórios e controle de temperatura de armazenamento.
Peixe: metais pesados, histaminas, óleo diesel. Contaminação ambiental e hábito
alimentar do pescado pode ser fonte contaminante. Apresenta baixa severidade e risco médio.
As medidas de prevenção são; avaliação da presença de metais pesados, controle de
histaminas na recepção, controle de temperatura e inspeção sensorial.
Recepção do peixe na indústria/ armazenamento em câmara de espera: metais
pesados, histaminas e óleo diesel. Contaminação ambiental, deficiências na manipulação e
temperatura de armazenamento e vazamento do motor. Apresenta alta severidade e risco
médio. As medidas de prevenção são: avaliação da presença de metais pesados(programas),
análise de histaminas, controle de temperatura e inspeção sensorial..
Acondicionamento/ estocagem: histamina. Falhas na refrigeração podendo causar
a multiplicação de bactérias produtoras de histamina. Apresenta média severidade e risco
médio. Como medida preventiva sugere-se o controle de temperatura de refrigeração.
Os cuidados com o pescado devem ser tomados desde a sua captura até o momento
da venda, pois os microrganismos começam a atuar sobre o pescado logo após a sua morte.
Não se pode melhorar a qualidade do pescado depois de morto, porém pode-se parar ou
diminuir a ação dos microrganismos.
O pescado deve passar o menor tempo possível em temperatura ambiente e
exposto ao sol, pois os microrganismos se reproduzem de acordo com a temperatura e, quanto
mais quente, mais rápido o pescado se deteriorará.
Deve ser também evitadas, pancadas e cortes na pele, para não facilitar a entrada
de microrganismos na carne do pescado.
A lavagem e evisceração auxiliam na conservação do pescado por um tempo mais
longo devido à remoção do limo superficial e eliminação das bactérias e enzimas do trato
digestivo, diminuindo a velocidade de deterioração (GEROMEL, 1997).
2.6 TÉCNICAS DE RESFRIAMENTO PARA A INDÚSTRIA DE PESCADO
Resfriar consiste em manter o pescado em gelo ou em outro local refrigerado que
não produza o congelamento.

50
O princípio da conservação do pescado por refrigeração baseia-se na redução da
temperatura do produto.Com o abaixamento da temperatura, a velocidade com que os agentes
deterioradores atuam no pescado se torna menor (SANCHEZ, 1983 p. 159).
O rigor-mortis, tarda, mais para se iniciar e, dura mais quanto menor for a
temperatura em que o pescado é mantido. Desta maneira, a refrigeração faz com que a
deterioração causada por bactérias seja adiada.
O resfriamento é usado na pesca artesanal e muito importante manter a qualidade
do pescado até a chegada em terra. Como se deve resfriar:
• Espalhar uma quantidade adequada de gelo na caixa;
• Colocar os peixes lado a lado, tomando o cuidado para que não encostem uns
nos outros;
• Manter o pescado em camadas alternadas de gelo e peixe, tendo o cuidado
para não colocar muito gelo em cima do peixe;
• Se necessário colocar mais gelo na caixa
Diversos métodos são utilizados para se alcançar esta finalidade: utilização de gelo
moído; água do mar refrigerada ou salgada (método de RSW); ou o “super resfriamento”. É
desejável que se refrigere o pescado, por métodos que mantenham a superfície úmida, tal
como gelo em fusão ou água do mar refrigerada, pois se manter em superfícies secas ele
ficaria com aparência desagradável inaceitável para o comércio.
A utilização de gelo finamente moído é um meio quase ideal para a refrigeração e
preservação do peixe fresco, entretanto, é importante assegurar-se que o gelo possua padrões
higiênicos satisfatórios. Moagem do gelo deve estar no grau correto de tamanho dependendo
do tamanho e do tipo de peixe. Gelo muito grosseiro danificará mecanicamente o pescado,
enquanto que partículas mais finas formarão “pontes” durante a fusão, tornando o contato
menos eficiente. Um selamento adequado abaixará a temperatura próxima à 0oC em curto
tempo, dependendo do tamanho do pescado e da proporção gelo/peixe.
Para a exibição e conservação do pescado em vitrines, nos locais de
comercialização (peixarias, mercados, supermercados etc), uma boa prática é que o mesmo
deve se apresentar em uma única camada, preferivelmente envolvido em gelo picado, e não
formando pilhas, com gelo no fundo, como se encontra freqüentemente. É quase certeza que
os pescados colocados na parte superior da pilha terão a temperatura muito mais alta que
aqueles que estão em contato direto com o gelo.

51
Os filés nos mostruários, não devem entrar em contato direto com o gelo, pois este,
ao se derreter, carregará com a água de fusão substâncias componentes da carne, perdendo o
pescado algumas das suas características nutritivas e organolépticas.

CAPÍTULO III - LEGISLAÇÃO
3.1 CONSIDERAÇÕES INICIAIS SOBRE LEGISLAÇÃO
Este capítulo se destina à parte de legislação referente ao planejamento de
unidades de comercialização de pescado, portarias da Agência Nacional de Vigilância
Sanitária (ANVISA), legislação de segurança e saúde no trabalho, Código Municipal
Sanitário da Cidade de Maceió, Código de Edificações e Urbanismo do município de Maceió.
A análise aqui proposta refere-se apenas aos aspectos construtivos e de
dimensionamentos determinados por essas legislações para unidades de comercialização de
pescado e não cabe neste estudo fazer críticas nem questionar essas legislações, mas apenas
qualificá-las para que, na aplicação do sistema SLP de Muther, elas entrem como limitações
práticas, facilitando o planejamento do arranjo físico.
3.2 DESCRIÇÃO DA PORTARIA Nº326 – SVS de 30 de julho de 1997
Esta portaria se divide em itens gerais como posturas legais, saúde, higiene
conservação e manutenção e específicos que se referem aos locais estabelecendo parâmetros
relevantes aos aspectos construtivos como é mostrada na íntegra em anexo.
Estabelece os padrões para a construção dos edifícios e instalações desde a área
onde será feita a edificação passando pelo controle de prevenção e da contaminação por lixo,
controle de água, proteção contra a contaminação da matéria-prima, armazenamento até os
processos de manipulação.
Dentro das condições higiênico-sanitárias dos estabelecimentos produtores/
industrializadores de alimentos são requisitos gerais:
1. localização – devem se situar em zonas isentas de odores indesejáveis, fumaça,
pó e outros contaminantes e não devem estar expostos a inundações.
2. vias de acesso interno – as vias e áreas utilizadas para circulação pelo
estabelecimento, que se encontram dentro de seu perímetro de ação, devem ter
uma superfície dura/ou pavimentada, adequada para o transito sobre rodas.

53
3. Devem dispor de um escoamento adequado assim como controle de meios de
limpeza;
4. edifícios e instalações - para aprovação das plantas, os edifícios e instalações
devem ter:
a. construção sólida e sanitariamente adequada;
b. todos os materiais usados na construção e na manutenção não devem
transmitir nenhuma substancia indesejável ao alimento;
c. espaço suficiente para atender de maneira adequada, a todas as
operações;
d. ter um desenho que permita:
1. uma limpeza adequada;
2. a devida inspeção quanto à garantia da qualidade higiênica-
sanitária do alimento;
e. devem ser projetados de forma que permita a separação, por áreas,
setores e outros meios eficazes, como definição de um fluxo de pessoas
e alimentos de forma a evitar as operações suscetíveis de causar
contaminação cruzada;
f. devem ser projetados de maneira que seu fluxo de operações possa ser
realizado nas condições de higiênicas, desde a chegada da matéria-
prima, durante o processo de produção, até a obtenção do produto final;
5. Na área de manipulação de alimentos:
a. Os pisos devem ser de material resistente ao transito, impermeáveis,
laváveis e antiderrapantes; serem fáceis de lavar ou desinfetar;
b. Os líquidos devem escorrer até os ralos (tipo sifão)
c. As paredes devem ser revestidas de materiais impermeáveis, laváveis e
de cor clara;
d. Os ângulos entre as paredes e o piso e entre as paredes e o teto devem
ser abaulados herméticos para facilitar a limpeza;
e. O teto deve ser constituído de modo a que impeça o acúmulo de sujeira
e se reduza ao mínimo a condensação e a formação de mofo;
f. Todas as estruturas e acessórios elevados devem ser instalados de
maneira a evitar a contaminação direta ou indireta dos alimentos;
g. O refeitório, lavabo, vestiário e banheiro de limpeza do pessoal auxiliar
do estabelecimento devem estar completamente separados dos locais de

54
manipulação de alimentos e não devem ter acesso direto e nem
comunicação com estes locais;
6. Iluminação e instalação elétrica:
a. Devem ter iluminação natural ou artificial que possibilitem a realização
dos trabalhos e não comprometa a higiene dos alimentos;
b. As fontes de luz artificial, de acordo com a legislação, que estejam
suspensas ou colocadas diretamente no teto e que se localizem sobre a
área de manipulação de alimentos, em qualquer das fases de produção,
devem ser do tipo adequado e estar protegidas contra quebras;
c. A iluminação não deverá alterar as cores;
d. As instalações elétricas devem ser embutidas ou exteriores e neste caso,
estarem perfeitamente revestidas por tubulações isolantes e presas a
paredes e tetos não sendo permitidas fiação elétrica solta sobre a zona
de manipulação de alimento.
7. Ventilação – o estabelecimento deve dispor:
a. De uma ventilação adequada de tal forma a evitar o calor excessivo, a
condensação de vapor, o acúmulo de poeira;
b. A direção da corrente de ar nunca deve ir de um local sujo para um
limpo;
c. Deve haver abertura a ventilação provida de sistema de proteção para
evitar a entrada de agentes contaminantes.
3.3 CÓDIGO DE EDIFICAÇÕES E URBANISMO DO MUNICÍPIO DE MACEIÓ
Institui as normas ordenadoras e disciplina, no município de Maceió, os
procedimentos administrativos e Executivos, a serem obedecidos nos projetos de
parcelamento e remembramento do solo urbano, bem como no licenciamento, execução,
manutenção e utilização de obras, edificações e equipamentos, dentro dos limites dos imóveis
em que se situam, inclusive os destinados ao funcionamento de órgãos ou serviços públicos,
sem prejuízo do disposto nas legislações estadual e federal pertinentes, no âmbito de suas
respectivas competências.

55
3.3.1 Análise do código de edificações e urbanismo de Maceió
Segundo o código urbano em se tratando de edificações horizontais uma unidade
de comercialização de pescado segue os parâmetros construtivos de uso residencial, ou seja,
deverão obedecer ao recuo frontal que será, no mínimo, de 3,00m para todas zonas contados a
partir da divisa do lote. No caso de lotes ou terrenos com mais de uma testada, a cada uma
delas corresponderá um afastamento frontal, sendo os demais afastamentos laterais, não
existindo afastamento de fundo.
Deverão, também ser observados, para este uso, os parâmetros estabelecidos para
Taxa de Ocupação (TO) e Coeficiente de Aproveitamento (CA), definidos para o setor da
cidade onde será implantada a edificação.
Toda a edificação de uso comercial deverá obedecer as seguintes condições:
• Ter pé direito mínimo de 2,4m
• Ser provida de instalações sanitárias próprias
• Dispor de instalações e equipamentos adequados ao combate auxiliar de
incêndio de acordo com as normas especificas do corpo de bombeiros
• Ter circulações de uso comum com largura mínima, de 1,20m, para
comprimento de até 15m e 1,50m para comprimentos superiores
• Ter pé direto mínimo nas circulações e banheiros de 2,20m
• Assegurar às pessoas com necessidades especiais o acesso aos serviços
oferecidos
• As instalações elétrica, hidráulica, telefônica, de gás, de refrigeração deverão
obedecer às exigências da ABNT
• Quando o número de pessoas trabalhando for maior que 20 haverá,
necessariamente instalações sanitárias separadas por sexo
• A ventilação e iluminação deverão estar asseguradas nesses ambientes de
forma natural, sendo permitida a iluminação zenital e/ou a utilização de
seteiras ou bandeiras. Serão igualmente permitidas a ventilação zenital e a
ventilação indireta Poe meio de dutos horizontais.
• Será obrigatória a existência de local destinado para acondicionamento de lixo,
podendo situar-se nos recuos da edificação, devendo atender as exigências da
Vigilância Sanitária Municipal.

56
3.4 CÓDIGO MUNICIPAL SANITÁRIO DA CIDADE DE MACEIÓ
Criado através da lei municipal nº 4227/93 de 29/07/93 em parágrafo único diz que
no desempenho da ação fiscalizadora a autoridade sanitária exercerá o controle e a
fiscalização sobre manipuladores de alimentos e outros produtos, além dos equipamentos,
utensílios e demais instalações, através de vistorias sistemáticas e obrigatórias pela autoridade
sanitária devidamente credenciada.
No desempenho da ação fiscalizadora as autoridades sanitárias observarão:
• Condições do ambiente;
• Condições de instalação, equipamentos e utensílios;
• Meios de proteção, métodos de tratamento;
• Embalagens de alimentos.
3.5 ANÁLISE DA LEGISLAÇÃO DE SAÚDE E SEGURANÇA DO TRABALHO
As Normas Regulamentadoras relativas à segurança e à medicina do trabalho é
regida pela Lei nº 6514 de 22 de dezembro de 1977. Estas normas estão sempre sendo
atualizadas para se adequarem às constantes mudanças dos processos produtivos e,
conseqüentemente, às novas relações do trabalho Visam assegurar condições salubres e
ambientes adequados a realização de várias tarefas executadas nos locais de trabalho.
No âmbito do planejamento físico de unidades de comercialização de pescado
iremos aplicar apenas algumas normas para assegurar ambientes salubres, para a execução de
tarefas. São elas:
• NR-4 Serviços especializados em engenharia e segurança no trabalho
• NR-8 Edificações
• NR-17 Ergonomia
• NR-23 Proteção contra incêndio
• NR-24 Condições sanitárias e de conforto nos locais de trabalho.

57
3.5.1 NR-4 Serviços Especializados em engenharia de segurança e em medicina do
trabalho
A empresa poderá dar assistência na área de segurança e medicina no trabalho a
seus empregados através de Serviços Especializados em Engenharia de Segurança e em
Medicina do Trabalho comuns organizados pelo sindicato ou associação da categoria
econômica correspondente ou pelas próprias empresas interessadas. Para efeito desta NR, as
unidades de comercialização de pescado são classificadas como risco III.
• As empresas privadas e públicas, os órgãos públicos da administração direta e
indireta e dos poderes Legislativo e Judiciário, que possuam empregados
regidos pela Consolidação das Leis do Trabalho (CLT) manterão,
obrigatoriamente, Serviços Especializados em Engenharia de Segurança e em
medicina do Trabalho, com a finalidade de promover a saúde e proteger a
integridade do trabalhador no local de trabalho.
3.5.2 NR -8 Edificações
• Os locais de trabalho devem ter, no mínimo 3 metros de pé-direito, assim
considerada a altura livre do piso ao teto;
• A critério da autoridade competente em segurança e medicina do trabalho,
poderá ser reduzido esse mínimo, desde que atendidas as condições de
iluminação e conforto térmico compatíveis com a natureza do trabalho;
• Os pisos dos locais de trabalho não devem apresentar saliências nem
depressões que prejudiquem a circulação de pessoas ou a movimentação de
materiais;
• Os pisos e as paredes dos locais de trabalho devem ser, sempre que necessário
impermeabilizados e protegidos contra a umidade.
3.5.3 NR- 17 Ergonomia
• A organização do trabalho deve ser adequada às características
psicofisiológicas dos trabalhadores e à natureza do trabalho a ser executado;
58
• A iluminação natural ou artificial deve ser apropriada à natureza da atividade;
• A iluminação geral deve ser uniformemente distribuída e difusa;
• Para as atividades em que os trabalhos devam ser realizados em pé, devem ser
colocados assentos para descanso em locais em que possam ser utilizados por
todos os trabalhadores durante as pausas.
3.5.4 NR- 23 Proteção contra incêndio
• A largura mínima das aberturas de saída deverá ser de 1,20m;
• O sentido da abertura da porta não poderá ser para o interior do local de
trabalho;
• Quando não for possível atingir, diretamente, as portas de saída, deverão existir
em caráter permanente, vias de passagem ou corredores, com largura mínima
de 1,20m sempre rigorosamente desobstruídos;
• As saídas devem ser dispostas de tal forma que, entre elas e qualquer local de
trabalho, não se tenha de percorrer distancia maior que 15m nas de risco
grande e 30m nas de risco médio ou pequeno;
• Nenhuma porta de entrada, ou saída,ou de emergência de um estabelecimento
ou local de trabalho, deverá ser fechada a chave, aferrolhada, ou presa durante
as horas de trabalho;
• Todos os estabelecimentos, mesmo os dotados de chuveiro automático,
deverão ser providos de extintores de incêndio portáteis, a fim de combater o
fogo no início. Tais aparelhos devem ser apropriados à classe do fogo a
extinguir.
3.5.5 NR- 24 Condições sanitárias e de conforto nos locais de trabalho
3.5.5.1 Instalações sanitárias
• Nas industrias de gêneros alimentícios ou congêneres, o isolamento das
privadas deverá ser o mais rigoroso possível, a fim de evitar poluição ou
contaminação dos locais de trabalho;

59
• As áreas destinadas aos sanitários deverão atender às dimensões mínimas
essenciais. O órgão regional competente em segurança e medicina no trabalho
poderá, à vista de perícia local, exigir alterações de metragem que atendam ao
mínimo de conforto exigível. É considerada satisfatória a metragem de 1m2,
para cada sanitário, por 20 operários em atividade;
• As instalações deverão ser separadas por sexo
• O lavatório deverá ser provido de material para a limpeza, enxugo ou secagem
das mãos, proibindo-se o uso de toalhas coletivas;
• As paredes dos sanitários deverão ser construídas em alvenaria de tijolo
comum ou de concreto, e revestidas com material impermeável e lavável;
• A cobertura das instalações sanitárias deverá ter estrutura de madeira ou
metálica, e as telhas poderão ser de barro ou de fibro-cimento, devendo se
colocadas translúcidas para melhorar a iluminação natural, e telhas de
ventilação de 4 em 4 metros;
• As janelas das instalações sanitárias deverão ter caixilhos fixos inclinados de
45o, com vidros incolores e translúcidos, totalizando uma área tital
correspondente a 1/8 da área do piso;
• A parte inferior do caixilho deverá se situar, no mínimo, à altura de 1,5m a
partir do piso
• As instalações sanitárias deverão dispor de água canalizada e esgotos ligados
a rede geral ou à fossa séptica, com interposição de sifões hidráulicos, não
podendo se comunicar diretamente com locais de trabalho nem com os
destinados as refeições.
3.5.5.2 Vestiários
• A área de um vestiário será dimensionada em função de um mínimo de 1,50m2
para cada trabalhador;
• As janelas dos vestiários deverão ter caixilhos fixos, inclinados em 45o,
incolores e translúcidos, totalizando uma área correspondente a 1/8 da área do
piso;

60
• A parte inferior do caixilho deverá se situar, no mínimo, à altura de 1,50m, a
partir do piso;
• A cobertura dos vestiários deverá ter estrutura de madeira ou metálica, e as
telhas poderão ser de barro ou de fibro-cimento, devendo ser colocadas telhas
translúcidas, para melhorar a iluminação natural;
• Os armários de um só compartimento terão as dimensões mínimas de 80cm de
altura por 30cm de largura e 40cm de profundidade.

CAPÍTULO IV - DIAGNÓSTICO DAS UNIDADES DE
COMERCIALIZAÇÃO DE PESCADO
4.1 CONSIDERAÇÕES INICIAIS
Neste capítulo é feita uma descrição do surgimento das unidades de
comercialização de pescado, bem como das peculiaridades das edificações como é mostrada
no apêndice A para que possamos entendê-las e aplicá-las no planejamento das instalações
dos mesmos. Para isso utilizamos como exemplo a “Balança da Pajuçara” no município de
Maceió- AL que serviu de ponto de partida para o estudo em questão.
4.2 HISTÓRICO
O surgimento das primeiras unidades de comercialização de pescado se deu na
década de 60 quando da criação da Superintendência de Desenvolvimento da Pesca
(SUDEPE) e das colônias de pescadores as quais as unidades de comercialização estão
subordinadas. Daí então foi vista a necessidade da criação de um entreposto de pescado
próximo ao mar que lhes desse suporte para comercializar o produto pescado com maiores
condições de segurança uma vez que o pescado era comercializado na própria embarcação e o
que restava era levado para as residências dos pescadores e muitos se deterioravam facilmente
acarretando um desperdício significativo.
A unidade de comercialização da “balança do peixe da Pajuçara” é subordinada a
colônia de pescadores Z-1 do bairro da Pajuçara na capital de Alagoas, Maceió. Esta unidade
tem uma peculiaridade que é a de que os comercializadores compram o seu próprio pescado e
são chamados “pombeiros”, eles vendem o seu produto individualmente e tem as suas
próprias caixas de refrigeração, não existe cooperativismo.
4.3 A INDÚSTRIA DE PESCADO
A indústria pesqueira não difere das indústrias que processam outros alimentos
para o consumo humano, principalmente quanto às exigências em termos de higiene e

62
qualidade. Como o pescado é um produto altamente perecível, deve-se redobrar os cuidados
quanto ao adequado tratamento a bordo das embarcações, não negligenciando o cuidado no
transporte para a industria e a perfeita higienização de todas as linhas de processamento dos
produtos. Também é importante a utilização de uma tecnologia específica a cada produto, sem
esquecer com tudo a saúde dos funcionários que têm algum tipo de contato com o pescado.
Para Machado (1984) iniciado o processo de decomposição, não é possível fazer o pescado
voltar às boas condições sanitárias, pois se desconhece qualquer tecnologia que permita isso.
O que pode haver no máximo é uma paralisação ou um retardamento do processo de
decomposição. Daí a impossibilidade de se obter um produto pesqueiro industrializado de boa
qualidade, a partir de uma matéria prima comprometida.
Machado (1984) assinala que, além dos aspectos higiênicos e sanitários, a indústria
pesqueira precisa acompanhar a evolução tecnológica, no sentido de desenvolver novos
produtos, diminuir perdas, tornar a atividade mais rentável e, sobretudo, conquistar novos
consumidores. Atualmente, o investimento em qualidade é o grande diferencial de um
produto.
A vida útil do pescado é determinada pela ação das enzimas e pela quantidade de
microrganismos presente na carne, organismos esse que são tanto naturais do pescado quanto
introduzidos pelo manuseio, desde a sua captura até o processamento industrial. Daí se vê a
necessidade das boas práticas de manipulação e fabricação. Outro fator determinante da vida
útil do pescado se relaciona com a temperatura de estocagem após a captura ou despesca, à
demora na refrigeração, às flutuações da temperatura de estocagem e a temperatura em que o
produto é mantido no varejo, bem como, no transporte pelo consumidor.
Portanto é fundamental que, após a captura sejam adotadas medidas eficazes que
reduzam ao mínimo a ação das enzimas, dos microrganismos e do calor sobre o pescado,
visando à garantia de um produto final de primeira qualidade.
4.4 ASPECTOS DE SEGURANÇA
4.4.1 Levantamento e sistematização do processo do produto
Identificação da unidade de produção: Edificação horizontal (vê apêndice A)
seguindo os parâmetros do código de edificações e urbanismo de Maceió como está descrito
no capítulo III do presente estudo, situada na orla da praia de Pajuçara tendo sua frente

63
voltada para o sul, a cerca de 20 metros do mar, possui uma pequena rampa de acesso pela
qual o pescado é levado da embarcação para uma carroça que o recebe e o leva através da
rampa para a unidade de comercialização. Lá chegando ele é acondicionado em caixas de
refrigeração até receber o tratamento específico.
Características da região: Em geral as unidades de comercialização de pescado
se localizam em região litorânea como no caso específico da balança da Pajuçara que
apresenta características climáticas tais como excesso de luminosidade natural, ventilação
natural através dos ventos sudeste apresentando uma velocidade média de 30 Km/h que
ocorrem de janeiro a setembro promovendo uma temperatura amena de 27 a 30 0C e ventos
leste nordeste de outubro a dezembro onde a temperatura sobe um pouco mais chegando aos
350 C e umidade relativa do ar em torno de 75 a 85%. Essas características são essenciais ao
dimensionamento. Por exemplo como a região tem temperatura de 27 a 30º C e a legislação
estabelece o máximo de 26,7 a edificação terá que ser dissipadora de calor.
Características do pescado
Cavala – apresenta tamanho médio de 70cm podendo chegar a 153cm e
peso variando de 10 a 45Kg;
Arabaiana – apresenta tamanho médio de 95cm e peso variando entre 8Kg
a 10Kg e podendo chegar a 40Kg;
Sirigado – apresenta tamanho médio de 78cm podendo chegar a 92cm e
peso de 10 a 20Kg;
Carapeba – apresenta tamanho médio de 26cm e peso variando entre 1Kg e
1,6Kg;
Badejo – apresenta tamanho médio de 53cm e peso variando de 8Kg a
10Kg;
Cioba – apresenta tamanho médio de 47cm e peso médio entre 8Kg a
10Kg;
Dourado – apresenta tamanho variando entre 80 e 48cm e seu peso
variando entre 12 e 25Kg;
Serra – apresenta tamanho médio de 49cm e peso médio entre 8Kg a 10Kg;
Camurim – apresenta tamanho médio de 45cm e peso médio variando entre
8Kg e 10Kg;
Cação – apresenta tamanho de até 2m e peso até 150Kg;

64
Curimã – apresenta tamanho médio de 30cm e peso até 2Kg;
Peixe galo – apresenta tamanho médio de 50cm e peso até 2Kg;
Galo alto – apresenta tamanho médio de 70cm e peso de até 12Kg;
Atum – apresenta tamanho médio de 1m e peso médio de 40Kg;
Beijupirá – apresenta tamanho médio de 75cm e peso de até 20Kg;
Namorado – apresenta tamanho médio de 50cm e peso de até 10Kg;
Robalo – apresenta tamanho médio de 70cm e peso de até 20Kg;
Tainha – apresenta tamanho médio de 48cm e peso de até 8Kg;
Pescada – apresenta tamanho médio de 50cm e peso de até 8Kg.
Processo de produção: O volume comercializado depende da capacidade da frota
pesqueira, bem como também das espécies encontradas na região, que tomando como
exemplo o caso em estudo a maior incidência de espécies capturadas em virtude das
condições ambientais do litoral do estado são: a Cavala, Cioba, Arabaiana, Dourado, Pescada,
Atum, Camurim, Cação, Sirigado, Badejo, tendo também o camarão que no presente estudo
não foi contemplado, desses as mais solicitadas pelos consumidores são a Cavala, Arabaiana e
a Cioba que juntas somam um consumo de 900Kg. dos 1500Kg. comercializados
semanalmente pela balança que serve de estudo de caso . A entrega do pescado é feita
diretamente do pescador ao “pombeiro” (comercializador) que leva para a refrigeração,
ficando o pescado em espera podendo durar até 15 dias. Após a estocagem o produto é
retirado para ser lavado com água potável e em seguida proceder a evisceração e a
higienização para retornar a refrigeração e ficar a espera para ser comercializado. Alguns
produtos ficam expostos por até três horas em bandejas de alumínio nas bancadas. No
momento que o consumidor solicita o produto ele é pesado em balança analógica e após, é
filetado ou cortado em postas na frente do consumidor em tábuas de madeira.
Organização do trabalho: Os trabalhos se iniciam às 06 h 30 min, no caso
específico da balança da Pajuçara, intervalos pré-estabelecidos e se encerra às 20 horas. Isso
acontece uma vez que não existem funcionários pagos e sim os próprios donos comercializam
o seu próprio pescado. Cabe verificar se na região onde uma unidade será implantada, se esse
fenômeno se manifesta também.
Assistência e serviços de pessoal: Não existem, uma vez que os 16 funcionários
existentes são os próprios donos suas faixas etárias estão entre 25anos e 60 anos. Isso para o

65
caso da balança da Pajuçara, Cabe verificar se em uma unidade a ser implantada existe esse
fenômeno consultando a colônia de pescadores a qual ela estará subordinada.
Equipamentos de proteção individual: Pelas características do processo os
trabalhadores deveriam utilizar aventais, botas e boné, luvas e óculos. O que na balança da
Pajuçara não se verifica tal uso, ficando restrito apenas a aventais, botas e bonés.
Equipamentos de suporte: facas, facões, facoas, caixas de refrigeração, bandejas
de alumínio, serras elétricas, serras, balança digital, balança analógica.
4.4.2 Análise geral das condições de trabalho
4.4.2.1 Atos Inseguros
Trabalho em ritmo inseguro como arremessar material para o lixo em vez de levá-lo
Utilizar instrumental inadequado ou apanhar objetos de forma perigosa, sem firmeza e deixar
de proteger ferramentas cortantes ou pontudos utilizando um estojo ou caixas, deixar escapar
a ferramenta por má utilização;
Deixar de utilizar equipamentos de segurança ou mantê-los em mau estado, como luvas
aventais, botas, óculos como mostra a figura 08.
Figura 8 - Atos inseguros.- Deixar de utilizar equipamentos de segurança Fonte: Observação direta.

66
4.4.2.2 Condições Inseguras
Falta de protetores – falta de elementos para proteção e extintores de incêndio;
Equipamentos, ferramentas e materiais defeituosos – ferramentas sem cabo ou com
cabo em mau estado, elementos elétricos mal isolados, escapamento de água, incrustações em
depósitos como mostra as figuras 10, 11, 12, 13e 14.
Ordenação deficiente do processo em geral – espaço de circulação inadequado
para o desenvolvimento do processo, saneamento inadequado, materiais ou ferramentas em
locais de difícil acesso ( vê apêndice A);
Instalações mal projetadas ou mal construídas – instalações demasiadamente
reduzidas, comandos mal projetados, mal colocados que obrigam posições perigosas.
Dentre as condições inseguras citamos como exemplo as encontradas na unidade
de comercialização de pescado da balança da Pajuçara mostradas através das ilustrações que
se seguem, onde fica bastante evidente a utilização de material elétrico mal isolado,
escapamentos de água, a ordenação deficiente do processo e também as instalações mal
projetadas.
Figura 9 - Acondicionamento inadequado Fonte: Observação direta da balança da Pajuçara
Figura 10 - Ordenação deficiente do processo Fonte: Observação direta da balança da Pajuçara
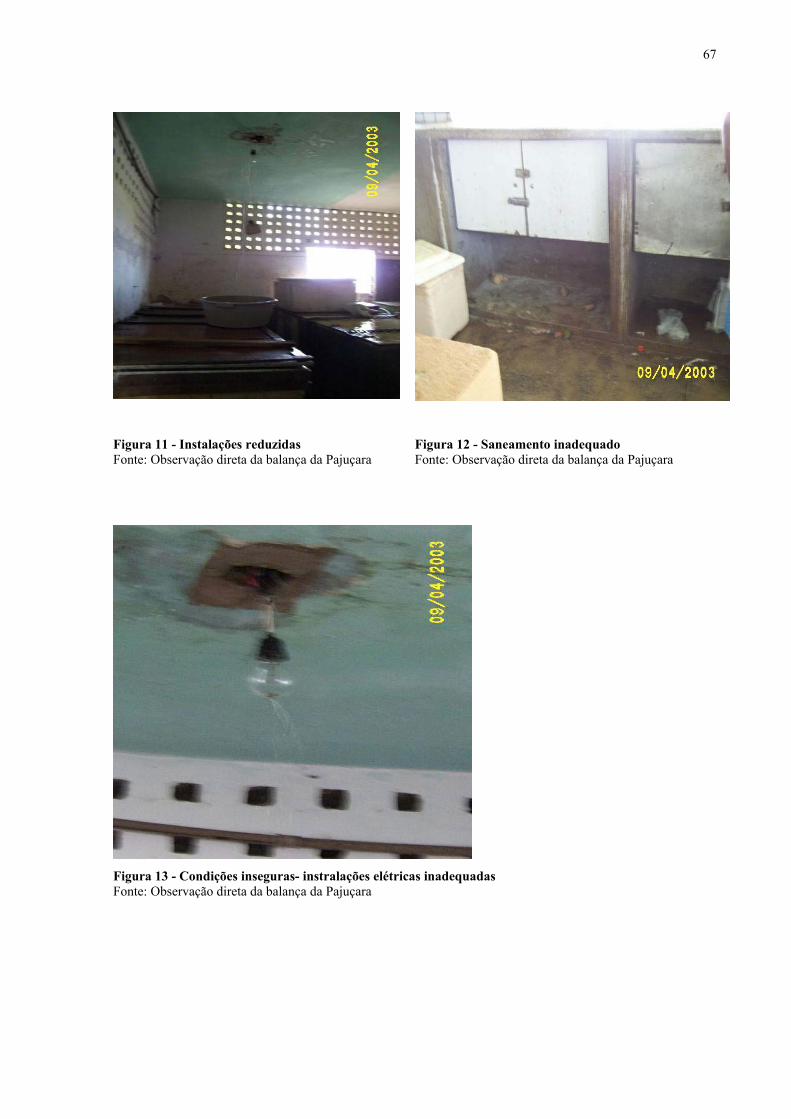
67
Figura 11 - Instalações reduzidas Fonte: Observação direta da balança da Pajuçara
Figura 12 - Saneamento inadequado Fonte: Observação direta da balança da Pajuçara
Figura 13 - Condições inseguras- instralações elétricas inadequadas Fonte: Observação direta da balança da Pajuçara

68
.
Figura 14 - Condições inseguras. Elementos elétricos mal isolados Fonte: Observação direta da balança da Pajuçara
Figura 15 - Condições inseguras – inadequação ergonomica Fonte: Observação direta da balança da pajuçara
4.5 RISCOS EXISTENTES NAS UNIDADES DE COMERCIALIZAÇÃO DE
PESCADO
Riscos físicos – nesta categoria para as unidades de comercialização de pescado se
destaca:
Frio
Umidade.
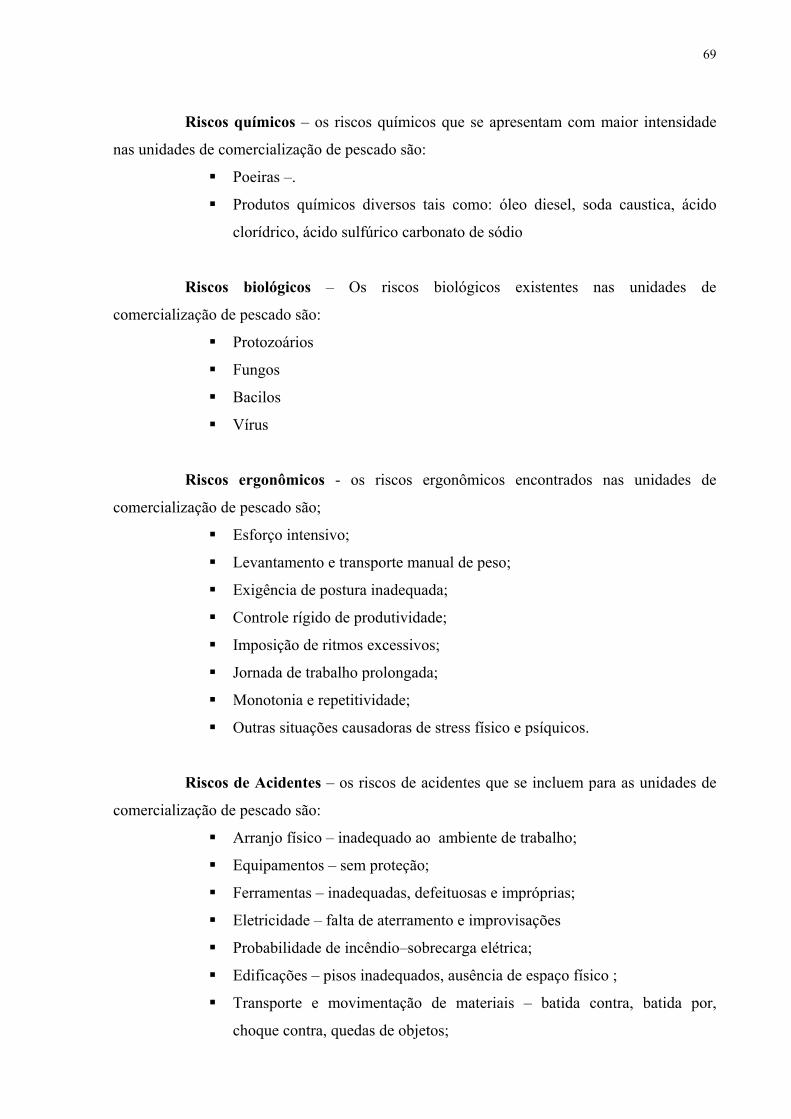
69
Riscos químicos – os riscos químicos que se apresentam com maior intensidade
nas unidades de comercialização de pescado são:
Poeiras –.
Produtos químicos diversos tais como: óleo diesel, soda caustica, ácido
clorídrico, ácido sulfúrico carbonato de sódio
Riscos biológicos – Os riscos biológicos existentes nas unidades de
comercialização de pescado são:
Protozoários
Fungos
Bacilos
Vírus
Riscos ergonômicos - os riscos ergonômicos encontrados nas unidades de
comercialização de pescado são;
Esforço intensivo;
Levantamento e transporte manual de peso;
Exigência de postura inadequada;
Controle rígido de produtividade;
Imposição de ritmos excessivos;
Jornada de trabalho prolongada;
Monotonia e repetitividade;
Outras situações causadoras de stress físico e psíquicos.
Riscos de Acidentes – os riscos de acidentes que se incluem para as unidades de
comercialização de pescado são:
Arranjo físico – inadequado ao ambiente de trabalho;
Equipamentos – sem proteção;
Ferramentas – inadequadas, defeituosas e impróprias;
Eletricidade – falta de aterramento e improvisações
Probabilidade de incêndio–sobrecarga elétrica;
Edificações – pisos inadequados, ausência de espaço físico ;
Transporte e movimentação de materiais – batida contra, batida por,
choque contra, quedas de objetos;

70
Iluminação –
Armazenagem inadequada
Animais peçonhentos –
4.6 AVALIAÇÃO DA UNIDADE DE COMERCIALIZAÇÃO DE PESCADO
A avaliação foi feita através da observação direta tendo como base para estudo o
exemplo da balança da Pajuçara:
4.6.1 Tipos de riscos encontrados na unidade de comercialização usada como exemplo:
Riscos Físicos
Umidade (o piso se encontra constantemente molhado);
Frio.
Medidas preventivas
Evitar que as caixas de refrigeração vazem;
Contole da temperatura das caixas de refrigeração.
Riscos químicos
Poeira – o pescado fica exposto nas bancadas por no mínimo três horas;
Produtos de limpeza – resíduos nos utensílios e equipamentos utilizados
Produtos químicos – óleo diesel, metais tóxicos (a partir da contaminação
ambiental através da água tias como Mercúrio, Cádmio, chumbo, Arsênio,
Zinco, Alumínio, Cobre, Antimônio e Flúor.
Medidas preventivas
Através de um adequado treinamento dos funcionários;
Realizando inspeções dos equipamentos após a limpeza;
Utilizar materiais apropriados ( ex aço inox);
Mediante um desenho e gestão adequados dos sistemas de limpeza;

71
Evitar a coleta de pescados em regiões onde haja possibilidade de
contaminantes químicos ou pesticidas na água e receber certificado do
fornecedor junto com o laudo de que a água onde foi efetuada a pesca não
esteja contaminada;
Aplicar análises para determinar contaminantes químicos ou pesticidas na
recepção do produto;
Evitar matérias-primas originárias de locais com histórico de possuírem
metais pesados.
Riscos biológicos
Patógenos bacterianos
A oxidação das gorduras insaturadas
Medidas preventivas
Controle rígido da temperatura de refrigeração
Evitar a contaminação mantendo as mãos sempre limpas e utensílios feitos
a assepsia adequada
Manter sobre controle as condições físico-quimicas e bacteriológicas das
águas de lavagem.
Riscos ergonômicos
Jornada de trabalho inadequada
Postura inadequada nas operações
Levantamento e transporte manual de peso
Medidas preventivas:
Estabelecer uma jornada de trabalho compatível
Obedecer às normas de segurança estabelecidas para a altura das bancadas
Estabelecer um layout adequado
Riscos de acidentes
Instalações elétricas inadequadas
Rede hidráulica danificada causando vazamento em toda a encanação
Piso constantemente molhado

72
Equipamentos inadequados
Arranjo físico inadequado
Uso de bancada de madeira
Medidas preventivas:
Reformular a rede elétrica
Fazer uma substituição de todo o encanamento da rede hidráulica evitando
o vazamento
Fazer uma revisão nos equipamentos
Modificar o layout
Realizar um plano para substituição de bancadas utilizando aço inox
4.6.2 Área destinada aos resíduos
A área destinada aos resíduos se encontra no lado de fora da edificação conforme
especificado na Portaria 326 SVS/MS em anexo, a espera da coleta pelo serviço de limpeza da
cidade que recolhe o lixo diariamente. O resíduo proveniente da evisceração, bem como os
resíduos provenientes dos cortes como as escamas e espinhas, ficam acondicionados abaixo
da bancada, até completar a sua capacidade, para ser colocado no depósito do lado de fora..
4.6 3 Área de acesso da clientela
A área de acesso é totalmente urbanizada possuindo estacionamento adequado,
seguindo as normas pré-estabelecidas na Portaria 326 SVS/MS em anexo.
4.6.4 Área de manipulação do Pescado
Na área de manipulação do pescado o piso encontra-se constantemente molhado
como é mostrado no apêndice A, em decorrência da má conservação da edificação indo de
encontro as normas da Portaria 326 SVS/MS em anexo, que diz que o piso deve ser

73
impermeável e antiderrapante e que os líquidos devem escorrer até os ralos que devem ser
tipo sifão ou similar.
O espaço entre as áreas de recepção (suja) e a área de manipulação (limpa) não
está bem definido como é evidenciado em fotos do apêndice A, o que pode acarretar
contaminação do pescado.

CAPÍTULO V - ADAPTAÇÃO DO SISTEMA SLP DE MUTHER PARA UNIDADES DE COMERCIALIZAÇÃO DO PESCADO
5.1 CONSIDERAÇÕES INICIAIS
Tendo em vista a origem eminentemente fabril da Engenharia de Produção, a
maioria dos trabalhos relacionados ao planejamento das instalações tem se debruçado sobre
problemas ligados ao planejamento de industrias, o que não é diferente para o sistema SLP,
porém no presente trabalho resolveu-se adaptar o sistema SLP ao planejamento de unidades
de comercialização de pescado, tendo em vista que edificações de serviços se diferenciam em
demasia de edificações industriais, tanto pelo processo, quanto pelo tipo de informações que
circulam.
O trabalho em questão vem detalhar as etapas do sistema SLP de modo aplicativo
ao planejamento do arranjo físico geral de unidades de comercialização de pescado, não
pretendendo chegar a um projeto específico, e sim, fornecer didaticamente o detalhamento
deste método, aplicando-o de forma a exemplificar o seu procedimento.
5.2 DADOS DE ENTRADA
Os dados de entrada proporcionam alguns conhecimentos ao projetista em termos
de projeção de produto, quantidades a serem vendidas, processos de fabricação e
equipamentos, serviços de pessoal, serviços de produção, planejamento e considerações sobre
medida de tempo. Esses conhecimentos ajudam na investigação de inter-relações e espaços.
5.2.1 Produtos
As unidades de comercialização de pescado se destinam ao comércio de pescado
tanto no varejo, quanto no atacado, onde o produto é sempre comercializado fresco, nunca
congelado.

75
Sua localização é sempre urbana, preferencialmente na orla marítima e
normalmente são edificações horizontais de um único pavimento.
Nas unidades de comercialização existem variedades de espécies que dependem
muito da região onde estão localizadas. No estudo em questão (balança da Pajuçara- Maceió-
Alagoas) as seguintes espécies de produtos são comercializadas: Cavala, Arabaiana, Sirigado,
Carapeba, Badejo, Cioba, Dourado, Serra, Camurim, Cação, Curimã, Peixe galo, Galo alto,
Atum, Beijupirá, Namorado, Robalo, Tainha e Pescada que são sempre comercializados
frescos. As características destes produtos específicos para a balança da Pajuçara estão
detalhadas no capitulo IV.
Para o dimensionamento em outras localidades, recomenda-se consultar o site
www.mma.gov.br/port/sqa/projetorevizee para obter informações sobre as espécies de
pescado, e suas características na região considerada..
5.2.2 Quantidade
As quantidades do pescado segundo suas espécies são relacionadas semanalmente
e dependem muito do consumidor, da frota pesqueira e também de determinadas épocas do
ano, onde o produto é mais solicitado, como é o caso da época da quaresma.
O volume comercializado na balança da Pajuçara semanalmente é de 1500Kg,
sendo que as espécies mais solicitadas são a Cavala, Arabaiana e a Cioba que juntas perfazem
um total de 900kg ficando os 600Kg restantes para as outras espécies. No entanto estes
volumes de pescado podem variar de acordo com a localidade onde a unidade de
comercialização será implantada e também com a frota pesqueira da região.
Todos os dados relacionados a quantidades de pescado, preferências do
consumidor e até a frota pesqueira da região poderão ser obtidos junto às colônias de
pescadores locais.
5.2.3 Roteiro
5.2.3.1 Recepção
Após o recebimento, o pescado deve ser conduzido à lavagem com água do mar
com o objetivo de se retirar o muco superficial e sujidades presentes para evitar contaminação
através de parasitas e microrganismos patogênicos.

76
5.2.3.2 Seleção e classificação
Separação dos peixes por espécies e tamanho diferente. Esse processo deve ser
rápido para evitar contaminação.
5.2.3.3 Evisceração e lavagem
A retirada das vísceras é fundamental, pois justamente com elas serão retiradas
bactérias enzimas que são responsáveis pelo processo de autólise dos peixes aumentando o
tempo de vida útil dos mesmos. Requer treinamento dos manipuladores, rapidez no processo e
utilização de água tratada e refrigerada.
5.2.3.4 Acondicionamento e resfriamento
O pescado deverá ser acondicionado sob refrigeração o mais rápido possível. O
gelo deverá ser de ótima qualidade e a proporção adequada é de 0,5Kg de gelo para cada 1Kg
de peixe.
5.2.3.5 Pesagem
O pescado é separado do gelo para em seguida ser pesado sempre à vista do
cliente.
5.2.3.6 Corte/ Filetagem
O pescado, após pesado, é cortado em postas ou filetado de acordo com a
solicitação do cliente.
5.2.3.7 Expedição
O pescado é expedido observando as condições de higiene determinadas pela
inspeção sanitária.

77
5.2.4 Serviços de Suporte
Nas unidades de comercialização, os serviços de suporte dizem respeito às áreas:
• Área de equipamentos que correspondem aos utensílios usados como facas,
facões, facoas, serra, serra elétrica, balança analógica, balança digital, caixas
de refrigeração, bandejas para acondicionamento;
• Área destinada a dá suporte ao pessoal operacional que são:
o Vestiário;
o Sanitários;
o Central de água potável;
o Reservatório de água;
o Caixas de refrigeração;
o Manutenção dos equipamentos.
• Área destinada ao Lixo --Todas as medidas preventivas para evitar a
contaminação dos alimentos não adiantarão se, durante a rotina de trabalho
não houver local adequado para descartar o lixo:
o Na área de processamento de alimentos – o lixo deve estar em
recipientes tampados limpos e higienizados toda vez que forem
reutilizados, de preferência revestidos com sacos plásticos,
descartáveis à prova de vazamentos. A coleta do lixo deve ser feita
sempre que os recipientes estiverem quase cheios ou, depois de cada
período de trabalho, sendo depositado em recipientes maiores com
tampa;
o Na área externa para deposito de lixo – O local externo destinado ao
armazenamento diário de lixo deve ser coberto limpo e seco fora da
área de manipulação.
De maneira geral deve prevalecer no projeto de uma unidade de comercialização o
conceito de que todos os componentes têm importância, à semelhança do que ocorre nas
industrias, onde o “processo industrial de produção” é de grande importância para os projetos
de arquitetura e engenharia. Cada um desses serviços deve ser projetado tendo em vista a
qualidade, e a economia nos custos operacionais.

78
5.3 FLUXO DE MATERIAIS
No processo de fabricação, a análise do fluxo de materiais ajuda na determinação
da melhor seqüência de movimentação dos materiais através das etapas exigidas pelo
processo e a determinação da intensidade desse movimento em relação ao planejamento das
instalações.
No caso de uma unidade de comercialização de pescado é de fundamental
importância que não aja cruzamento das áreas de recepção (área suja) e de manipulação (área
limpa), sendo necessário ao projetar, diferenciar as áreas de circulação de pessoas, bem como
a área destinada aos resíduos.
5.3.1 Fluxo de materiais inerentes à produção de serviços
O fluxo de materiais inerentes à produção de serviços refere-se ao tratamento feito
no pescado após recebimento do mesmo.
PESCADO RECEPÇÃO LAVAGEM SELEÇÃO LIMPEZA/EVISCERAÇÃO
LIXO
ACONDICIONAMENTO/ RESFRIAMENTO Figura 16 - Fluxo de materiais Fonte: observação direta na unidade de comercialização de pescado
5.3.2 Fluxo de materiais inerentes à solicitação do consumidor
O fluxo do material inerente à solicitação do consumidor refere-se ao momento em
que o consumidor escolhe o seu produto no expositor daí solicita a pesagem e ao mesmo
tempo solicita o tipo de corte de sua preferência ou pescado inteiro.

79
5.3.2.1 fluxo de materiais quando solicitados cortes
PESCADO ACONDICIONADO
EXPOSITOR
VERIFICAÇÃO PELO CONSUMIDOR
PESAGEM
CORTE
FILETAGEM FILÉS EMBALAGEM
POSTAS ESCAMAS ESCAMAS/PELE/ESPINHAS PAGAMENTO
LIXO LIXO
EMBALAGEM
PAGAMENTO
Figura 17 - Fluxo de materiais inerentes à solicitação do consumidor Fonte: observação direta na unidade de comercialização do pescado

80
5.3.2.2 Fluxo de materiais quando solicitado pescado inteiro
pescado verificação/ expositor pesagem retirada das embalagem acondicionado consumidor escamas
Lixo
Pagamento Figura 18 - Fluxo de materiais quando solicitado inteiro Fonte: Observação direta na unidade
5.4 CARTA DE INTERLIGAÇÕES PREFERENCIAIS
A carta de interligações preferenciais é uma das melhores maneiras de integrar os
serviços de apoio aos departamentos de produção, no caso de industrias, ou de planejar o
arranjo físico de escritórios e áreas de serviço nas quais existe pequeno fluxo de materiais.
Quando se tem muitas atividades ou ambientes, a carta de interligações
preferenciais permite que estas atividades sejam agrupadas segundo um critério de
semelhança, facilitando a sua execução. No caso de unidades de comercialização de pescado,
existem muitas atividades que necessitam ser agrupadas.
A técnica de diagramar e classificar justificando as interligações é, sem dúvida, um
meio sistemática de tratamento do conjunto de dados. O resultado deste procedimento é uma
série de exigências e requerimentos estabelecidos a partir das interligações, aos quais o
arranjo físico fica preso, ou seja, a carta oferece razões objetivas que justificam a proximidade
relativa das atividades como mostra a figura 18.

81
5.4.1 Carta de interligações preferenciais
Figura 19 - Carta de interligações preferenciais Fonte: adaptado de Müthrer (1978, p.35)
Código Razão 1 Contato pessoal 2 Uso comum de equipamento 3 Recepção/produto 4 Manipulação do produto 5 Resíduos 6 Recepção/cliente
Quadro 4 - Código/razão Fonte: Adaptado de Müther (1978 p. 35)
Valor Proximidade Nº de atividades
A Absolutamente importante 7 E Muito importante 5 I Importante 6 O Pouco importante 6 U Desprezível 4 X Indesejável
TOTAL = N x (N-1)/2 28 Quadro 5 - Valor/proximidade Fonte: Adaptado de Müther (1978 p.35)

82
5.4.2 Inter-relações padronizadas
Letra Atividades Razão para proximidade A Lavagem; Limpeza e evisceração
Armazenagema frio Urgência e Freqüência do serviço
E Recepção; Pesagem Quantidade de produto; Freqüência I Corte; Filetagem Quantidade de material O Equipamentos Movimentação e uso de equipamentos U Manutenção Serviço menor X Lançamento de resíduos Sujeira; lixo
Quadro 6 - Inter-relações padronizadas Fonte: Adaptado de Müther (1978, p.39)
5.5 DIAGRAMA DE INTER-RELAÇÕES DE ESPAÇO
Neste diagrama são feitos aperfeiçoamentos a fim de adaptar o arranjo físico às
condições requeridas pela área e à conveniência das instalações. No caso de uma unidade de
comercialização de pescado, deve-se preocupar com o ordenamento das dependências de
forma lógica, sem pontos de estrangulamento para que não aja contaminação cruzada das
áreas onde se manipulam as matérias primas contaminadas (área suja), com as das áreas que
recebem o pescado já submetido a lavagem (área limpa), sendo necessário ao projetar,
diferencias as áreas de circulação de pessoas, bem como a área destinada aos resíduos.
O método de diagramação de inter-relação consiste em ligar as atividades por
linhas. O formato de cada símbolo indica o tipo de atividade; o número dentro é para
identificação: o número de linhas ligando os símbolos fornece o grau de proximidade
desejado (ou necessário).
Para as unidades de comercialização de pescado, o diagrama de inter-relações
abaixo indica quais atividades devem ficar próximas e quais ficarão mais afastadas Por
exemplo: Na área suja a atividade de recepção de pescado está ligada por três linhas
(proximidade especialmente importante) a atividade de lavagem que por sua vez está ligada
por quatro linhas (proximidade absolutamente necessária) a de limpeza e evisceração. A área
suja se liga a área limpa através da atividade de armazenagem por quatro linhas (proximidade
absolutamente necessária). A atividade de armazenagem se liga a atividade de
acondicionamento por três linhas (proximidade especialmente importante); a atividade de
acondicionamento se liga a de inspeção e pesagem por três linhas (proximidade especialmente
importante); atividade de inspeção e pesagem se liga a de inspeção feita pelo cliente por duas

83
linhas (proximidade importante); a atividade de inspeção se liga a de corte e filetagem por
duas linhas (proximidade importante), a atividade de corte e filetagem se liga por três linhas
(proximidade especialmente importante) com a dos filés ou postas prontas,.que por sua vez
irão se ligar por duas linhas (proximidade importante) a atividade da embalagem a qual se
ligará por duas linhas (proximidade importante) a atividade de entrega e recebimento pelo
cliente. A área de suporte se inter relaciona com as atividades de evisceração e de corte por
uma linha (pouco importante).
Figura 20 - Diagrama de inter-relações de espaço Fonte: Adaptado de Müther (1978, p.46)
5.6 LIMITAÇÕES PRÁTICAS
Existem fatores que devem ser considerados para que o planejamento físico de
uma unidade de comercialização de pescado chegue ao seu objetivo final que é a satisfação do
consumidor. Como retreinamento de todo o quadro de pessoal quanto aos conceitos de Boas
Práticas de fabricação, uma vez que é uma mudança cultural e precisa de um maior prazo de
adaptação; a criação de um chek-list e planilhas de registros na área de produção para se

84
determinar não só o consumo real do produto, mas também a freqüência com que ele é
solicitado; fazer fixação na área de produção das fichas técnicas dos produtos e por último
criar uma estrutura interna de auditoria, para acompanhamentos dos processos Para isso
devem ser consideradas as limitações práticas referentes a esse planejamento que encontram-
se descritas no capítulo III deste trabalho, e versam sobre:
• Normas regulamentadoras de Higiene e Segurança no trabalho:
o NR- 4 – Serviços especializados em engenharia e segurança no
trabalho;
o NR – 8 – Edificações;
o NR – 17 – Ergonomia;
o NR – 23 Proteção contra incêndio ;
o NR -24 Condições sanitárias e de conforto nos locais de trabalho.
• Código urbano da cidade de para onde se está projetando a unidade de
comercialização de pescado, neste caso, o código urbano da cidade de Maceió
ao qual devem ser obedecidos os seguintes critérios:
o Deve-se situar em área urbanizada e pavimentada para evitar assim
a formação de poeira e também facilitar o escoamento das águas;
o Deve ter espaço suficiente para instalar os equipamentos e construir
as dependências compatíveis com os produtos a serem elaborados;
o Deve dispor de luz natural e artificial abundantes, bem como de
ventilação em todas as dependências, respeitadas as peculiaridades
tecnológicas cabíveis, de modo a evitar que os raios solares
prejudiquem a natureza dos trabalhos dessas dependências
o Deve dispor de área destinada ao acondicionamento de lixo que
deverá ser em área externa, coberta separada da de manipulação do
pescado.
• Portarias da Agência Nacional de Vigilância Sanitária;- É de fundamental
importância para uma unidade de comercialização de pescado a implantação
do sistema APPCC para garantir a qualidade, higiene e segurança na
manipulação do pescado. Para isso deve ser obedecida a Portarias nº 326-
SVS/MS que estabelece procedimentos como:
• Na área de manipulação do pescado, o piso deve ser impermeável
lavável e antiderrapante, possuir ralos tipo sifão para evitar a

85
formação de poças; as paredes devem ser revestidas de material
impermeável, lavável e de cor clara;
• Preparar a instalação de um sistema para lavagem e secagem das
mãos na área de produção, que deve dispor de água fria e de
elementos adequados (sabonete líquido, detergente, toalha de papel)
• As instalações elétricas devem ser embutidas ou exteriores e, neste
caso, estarem perfeitamente revestidas por tubulações isolantes;
• A direção da corrente de ar nunca deve ir de um local sujo para um
limpo.
Deve-se empregar o que está exposto no capítulo III em relação ao espaço
proposto, e adaptá-lo a essas normas, evitando-se assim confrontos e possíveis mudanças no
decorrer da implantação da edificação.
Neste trabalho são abordados os itens generalizados como facilitadores do projeto,
salientando que todas as etapas são importantes e devem ser seguidas para compor uma
solução com resultado satisfatório.
O trabalho utiliza as etapas do SLP que são formativas do projeto. As informações
levantadas são generalizadas, as específicas ficam a cargo do projetista fazê-las.
No quadro 8, são evidenciadas as mudanças propostas para a adaptação do Sistema
SLP de Muther em cada etapa apresentada, considerando que, não foram feitas as mudanças
com relação ao espaço disponível pois, está ligado diretamente ao tamanho do terreno e às
condições impostas pelo código urbano, quanto aos índices de aproveitamento e ocupação.
Estes índices são variáveis, e dependem da área urbana onde o terreno está localizado, bem
como também não foram feitas as condições de mudanças.. Com relação ao diagrama de
inter-relações de espaços, são feitos aperfeiçoamentos a fim de adaptar o arranjo físico às
condições requeridas pela área e à conveniência das instalações.
Neste estudo são abordados os itens generalizados como facilitadores do projeto
(as específicas fica a cargo do projetista fazê-las), salientando que todas as etapas são
importantes e devem ser seguidas para compor uma solução com resultado satisfatório.

86
Etapas Especificações Pontos onde são encontrados
Etapa 1 DADOS DE ENTRADA: P, Q, R, S ,T e ATIVIDADES
P – Produto Q- Quantidade R- Roteiro S- Serviços de suporte T- Tempo
5.2.1 5.2.2 5.2.3 5.2.4
x Etapa2 FLUXO DE MATERIAIS Fluxo de materiais inerentes à produção
de serviços Fluxo de materiais inerentes à solicitação do consumidor Fluxo de materiais quando solicitado em cortes Fluxo de materiais quando solicitado inteiro
5.3.1
5.3.2
5.3.2.1
5.3.2.2
Etapa 3 CARTA DE INTERLIGAÇÕES PREFERENCIAIS
Carta de interligações preferenciais Carta de interligações preferências Inter-relações padronizadas
5.4 5.4.1 5.4.2
Etapa 4 DIAGRAMA DE INTER-RELAÇÕES
Diagrama de inter-relações 5.5
Etapa 4 LIMITAÇÕES PRÁTICAS
Limitações práticas 5.6
Quadro 7 - Alterações propostas no projeto de adaptação do sistema SLP Fonte: Interpretação e produção da autora, 2006.

CAPÍTULO VI - CONCLUSÃO E RECOMENDAÇÕES FINAIS
6.1 CONCLUSÃO
Esse trabalho teve a intenção de mostrar didaticamente o desenvolvimento das
etapas do sistema SLP, fornecendo os dados de entrada, fluxo de materiais, carta de
interligações preferenciais,e as inter-relações padronizadas, o diagrama de inter-relações de
espaço e as limitações práticas necessárias ao projeto de uma unidade de comercialização de
pescado, cabendo ao projetista balancear estes dados e fazer uma avaliação final do arranjo
usando a sua criatividade.
O sistema SLP é uma metodologia que serve de união da lógica de elaboração do
arranjo físico com a parte da construção e a de aperfeiçoamento, permitindo com isso a
introdução de critérios ao longo de seu desenvolvimento.
Ao se planejar arranjo físico deve-se ter o cuidado de partir da abordagem geral
para a específica no sentido de alcançar a meta de integração global de todos os recursos. O
projetista deve ter uma visão do todo para não correr o risco de sub-otimizar o sistema
completo.
A vantagem deste estudo foi considerar os critérios das condições físicas e de
higiene e segurança do trabalho no decorrer do seu desenvolvimento, além de facilitar a tarefa
de atender às exigências das normas regulamentadoras, as portarias da Agência Nacional de
Vigilância Sanitária (ANVISA) que foram apresentadas nas limitações práticas, facilitando ao
projetista a execução do projeto.
Neste trabalho foram sintetizadas as informações necessárias ao desenvolvimento
do projeto de uma unidade de comercialização de pescado. Partindo como base para o estudo
a observação direta de uma unidade de comercialização de pescado situada no litoral da
cidade de Maceió esta do de Alagoas, porém pode-se observar que a pesquisa é passível de ser
aplicada em qualquer outra unidade de comercialização de pescado, de qualquer cidade,
bastando para isso que se faça alguns ajustes conforme sugerido no capítulo V.
Feita a pesquisa foi constatado que a edificação de uma unidade de
comercialização de pescado em termos de arranjo físico, possui uma estrutura bem definida e
que em decorrência deste fato possui um baixo grau de flexibilidade, e desconsidera as
necessidades de adaptação de espaço e modificações no arranjo físico no decorrer do uso.

88
As soluções arquitetônicas utilizadas nas edificações de unidades de
comercialização de pescado devem ser práticas e realistas, visando principalmente à criação
de um ambiente confortável, adequado ao processo e propício ao trabalho. Devem ser evitadas
soluções de alto custo de manutenção, conservação difícil e que irão de encontro às normas de
segurança.
Uma das conclusões que a pesquisa chegou foi a de que as unidades de
comercialização são caracterizadas por níveis de contato direto com os clientes, customização,
volume de produtos e liberdade de decisão pessoal. O serviço é proporcionado através da
combinação de atividades da linha de frente – comercializador/cliente-, equipamentos e
ênfase no produto/processo. Diante dessas características, o arranjo físico por processo é
predominante, porque as necessidades e conveniências dos recursos transformadores, que
constituem o processo na operação, dominam a decisão sobre arranjo físico.
Neste tipo de arranjo, os processos similares localizam-se juntos um do outro. É
conveniente mantê-los juntos para beneficiar o fluxo, pois, quando da solicitação do cliente ao
pessoal de serviço a operação percorre um roteiro de processo a processo de acordo com suas
necessidades. Diferentes produtos terão diferentes necessidades e, portanto, percorrerão
diferentes roteiros através da operação. Por outro lado apesar de prevalecer o arranjo físico
por processo, cada área deve ser detalhadamente separada para evitar que as áreas onde se
manipulam as matérias primas contaminadas (áreas sujas), se cruzem com as áreas que
recebem o pescado já submetido a lavagem (áreas limpas) para não haver prejuízo no seu
funcionamento.
Estes fatores influem diretamente no processo de elaboração do arranjo físico por
setorização bem definidos e demarcados, com circulações específicas para cientes, pessoal de
serviço e fornecedores; o ideal é que estas circulações não se cruzem.
Em resumo a pesquisa realizada atendeu a todos os objetivos específicos definidos
no item 1.3.2 e está aberta para novos melhoramentos.
6.2 RECOMENDAÇÕES FINAIS
Esta pesquisa está aberta a novas otimizações, e, para uma maior eficiência se faz
necessárias algumas sugestões e recomendações que são enumeradas a seguir:
• Faz-se necessário que esta adaptação seja divulgada para que apareçam
sugestões no sentido de viabilizar seu aperfeiçoamento;
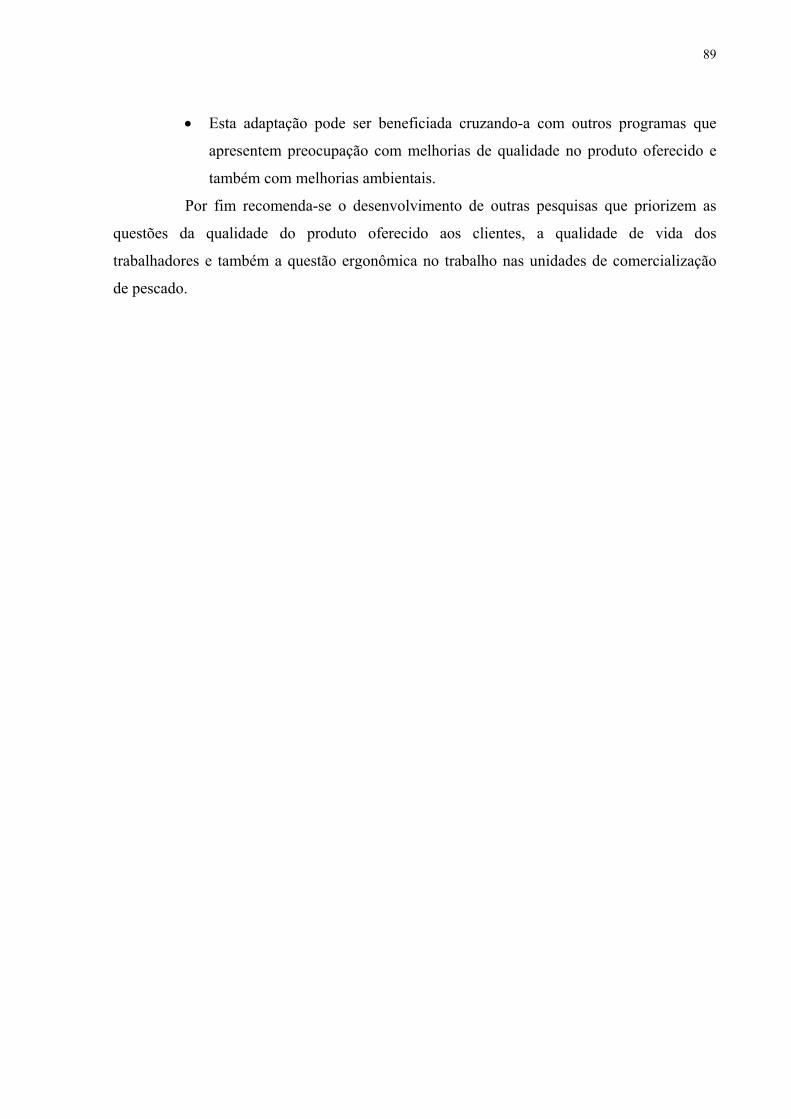
89
• Esta adaptação pode ser beneficiada cruzando-a com outros programas que
apresentem preocupação com melhorias de qualidade no produto oferecido e
também com melhorias ambientais.
Por fim recomenda-se o desenvolvimento de outras pesquisas que priorizem as
questões da qualidade do produto oferecido aos clientes, a qualidade de vida dos
trabalhadores e também a questão ergonômica no trabalho nas unidades de comercialização
de pescado.

REFERÊNCIAS
APPLE, James L. Plant layout and materiais handling. New York: Ronald press company, 1977. 487p. BOLETIM ESTATÍSTICO DE PESCA MARÍTMA E ESTUARINA DO NORDESTE DO BRASIL. Centro de Pesquisa e Extensão Pesqueira do Nordeste. Instituto Brasileiro do Meio Ambiente. Tamandaré, PE, 2001. BARANDSZ, A.W., Food safety and total quality management. Food control, nº 2- 3, 1998. CAMAROTTO, João Alberto. Estudos das relações entre projeto do edifício industrial e a gestão da produção. Tese de Doutorado. FAU/USP. CHIAVENATO, Idalberto. Iniciação à administração da produção. São Paulo: Makron, McGraw-Hill, 1991. CÓDIGO DE OBRAS DE MACEIÓ. Disponível em:<http:// www.maceio.al.gov.br>. Acesso em: 6 abr 2005. CÓDIGO SANITÁRIO DO MUNICÍPIO DE MACEIÓ. Disponível em: <http:// www.maceio.al.gov.br>. Acesso em: 6 abr. 2005. FAULHABER, Célio. Layout operacional na indústria da pesca. Disponívem em:http://www.setorpesqueiro.com.br/tecnologiadealimentos/layoutnaindustria/introdução.asp. Acesso em: 11 out 2003. GEROMEL; FORSTER, Princípios fundamentais em tecnologia de pescados. São Paulo, 1997. Série Tecnologia Agroindustrial (11). GUERIN, F. et. Al, Compreender o trabalho para transformá-lo. São Paulo: Edgard Blucher, 2001. IIDA, Itiro. Ergonomia: projeto e produção. São Paulo: Edgard Blucher, 1990.

91
IAMFES(International Association of Milk, Food and Environmental Sanitarians). Guia de procedimentos para implantação do Método de Análise de Perigos em Pontos Críticos de Controle. São Paulo: Cítara Editora, 1991. ILSI, (International Life Science Institute), A simple guide to understanding and applying the hazard analysis critucal control point concept. 2. ed. 1997. JOUVE, J.L. Principles of food safety legislation, Food control, v. 9, n. 2 -3, 1998. KEHL, Sergio Augusto Penna; IIDA, Itiro. Arranjo Físico. Rio de Janeiro: URJ, 1978. 240p.v. I e II. MANUAL DE LEGISLAÇÃO ATLAS – SEGURANÇA E MEDICINA DO TRABALHO. São Paulo: Atlas, 2001. Márcia, Ana. Brasileiro não tem hábito de consumir pescado. Jornal Gazeta de Alagoas. Maceió –AL, 15/junho/2003,. n. 292. MASIERO, Gilmar. Introdução à administração de empresas. São Paulo:. Atlas, 1996. MAXIMINIANO, Antonio César. Introdução à administração. São Paulo: Atlas, 2000. MOORE, James M. Plant layout and design. Hardcorver: The Macmillan Company, 1962. 566p. MUTHER, Richard. Planejamento do layout. São Paulo: Edgard Blucher, 1986. OETTERER, M. Proteína do pescado. Disponível em: <http:// www.esalq.usp.br>. Acesso em: 20 jan 2005. OLIVERIO, José Luiz. Projeto de fábrica. Instituto Brasileiro do Livro Científico sem data. PACHECO, Waldemar Jr. et.al. Gestão da segurança e higiene do trabalho. São Paulo: Atlas, 2000. PIZA, Fábio de Toledo. Conhecendo e eliminando riscos no trabalho. CNI, SESI, SENAI E IEL, [s.d.].

92
PROGRAMA REVIZEE, Análise/Refinamento dos dados pretéritos sobre prospecções pesqueiras – Região Nordeste. Disponível em: <http:// www. ma.gov.br/port/sqa/projetorevizee>. Acesso em: 5 agos 2005. REVISTA AQÜICULTURA E PESCA, Novembro 2005 – Edição 15. REVISTA GLOBO RURAL, Brasil bate recorde na produção de pescado em 2002..Disponível em: <http:// www.globo rural.com.br>. Acesso em: 10 jan 2005. REVISTA NACIONAL DA CARNE. A Situação da Pesca Brasileira. Abril/2004. RIVERO, Roberto. Arquitetura e clima: acondicionamento térmico natural. Porto Alegre: UFRGS, 1985. 240 p. RODRIGUES, Celso Luiz Pereira. Introdução à engenharia de segurança no trabalho. João Pessoa: DEP/UFPB, 1998 (Apostila do Curso de Engenharia de Segurança no Trabalho). SÁ, E. Conservação do pescado. Revista Aquicultura & pesca. n.1, Jun 2004. SANCHES, Luiz. et.al. Manual de armazenamento e embalagem. Produtos Agropecuários. Fundação de Estudos e Pesquisas Agrícolas e Florestais. Piracicaba – SP, 1983. SENAI, Programa de ações móveis. Brasília, DF: 2000. CD – ROM. Série Alimentos. SEMINÁRIO SOBRE CONTROLE DE QUALIDADE NA INDUSTRIA DA PESCA. Controle de qualidade do pescado. Santos SP: ITA, 1988. SLACK, Nigel et al. Administração da produção. São Paulo: Atlas, 1997. SILVA JÚNIOR, Eneo Alves da, Manual de controle higiênico-sanitário em alimentos. São Paulo: Varela, 1995. SOUTO MAIOR, Mônica Maria. Adaptação do sistema SLP ao planejamento do arranjo físico do Hotel luxo Superior. João Pessoa: UFPB. 2002. Dissertação (Mestrado em engenharia de Produção).

93
TARGINO, Ulisses B. Metodologia de elaboração de arranjo físico para indústria metalúrgica de produção intermitente. João Pessoa: UFPB, 1994. Dissertação (Mestrado). TUBINO, Dalvio Ferrari. Sistemas de produção: a Produtividade no chão da fábica. Porto Alegre – RS: Bookmam, 1999.

94
APÊNDICE A – Edificação horizontal apresentando as peculiaridades de
uma unidade de comercialização de pescado

95
Condições Inseguras: espaço indefinido entre área suja e área limpa

96
APÊNDICE B - QUESTIONÁRIO
1- Quantas toneladas de pescado são comercializados por semana?
2- Quais os tipos de pescado?
3- Desses tipos qual o mais solicitado pelo consumidor?
4- Quantas toneladas são comercializadas desses tipos semanalmente?
5- Como é feita a entrega do pescado para ser comercializado?
6- Qual o tempo após o recebimento do pescado que ele permanece na refrigeração?
7- Como é feita a lavagem?
8- Existe tratamento diferenciado para os diversos tipos de pescado?
9- É feita a evisceração logo após o recebimento?
10- Qual a temperatura das caixas de refrigeração?
11- O pescado só é colocado na refrigeração após a higienização?
12- Qual o tempo de exposição do pescado sem refrigeração no balcão ao consumidor?
13- O pescado que não foi comercializado após este tempo volta para a refrigeração?
14- Se afirmativo por quanto tempo?

97
ANEXO - Portaria nº 326 – SVS/MS de 30 de julho de 1997
Agência Nacional de Vigilância Sanitária
Gerência Geral de Alimentos
Gerência de Inspeção e Controle de Riscos de Alimentos
Portaria nº 326 – SVS/MS de 30 de julho de 1997
DOU. DE 01/08/97
>> Vide Res. CNNPA nº 33/77 (pág 7.15(77) 0 e Portaria nº 1.428/93 - MS 9 pág. 2.65)
A Secretaria de Vigilância Sanitária do Ministério da Saúde, no uso de suas atribuições legais e
considerando:
A necessidade do constante aperfeiçoamento das ações de controle sanitário na área de alimentos visando a
proteção da saúde da população;
[A importância de compatibilizar a legislação nacional com base nos instrumentos harmonizados no
Mercosul, relacionados às condições higiênico-sanitárias dos estabelecimentos produtores/industrializadores
e Boas Práticas de Fabricação de alimentos – Resolução GMC n] 80/96;
Que os aspectos não abrangidos por este regulamento de acordo com Anexo I, continuarão cobertos pela
legislação nacional vigente, conforme Resolução GMC nº 126/94, resolve:
Art. 1º - aprovar o Regulamento Técnico; "Condições Higiênicos-Sanitárias e de Boas Práticas de
Fabricação para Estabelecimentos Produtores/Industrializadores de Alimentos", conforme Anexo I.
Art. 2º - Esta Portaria entra em vigor na data de sua publicação, revogando-se as disposições em contrário.
MARTA NÓBREGA MARTINEZ
Portaria D.O. U – Seção I – 01.08.97.
ANEXO I
REGULAMENTO TÉCNICO SOBRE AS CONDIÇÕES HIGIÊNICO-SANITÁRIAS E DE BOAS
PRÁTICAS DE FABRICAÇÃO PARA ESTABELECIMENTOS
PRODUTORE/INDUSTRIALIZADORES DE ALIMENTOS
OBJETIVO
O presente Regulamento estabelece os requisitos gerais (essenciais) de higiene e de boas práticas de
fabricação para alimentos produzidos /fabricados para o consumo humano.

98
ÂMBITO DE APLICAÇÃO
O presente Regulamento se aplica, quando for o caso, a toda pessoa física ou jurídica que possua pelo menos
um estabelecimento no qual sejam realizadas algumas das atividades seguintes; produção/industrialização,
fracionamento, armazenamento e transportes de alimentos industrializados.
O cumprimento dos requisitos gerais deste Regulamento não excetua o cumprimento de outros
Regulamentos específicos que devem ser publicados.
DEFINIÇÕES
Para efeitos deste Regulamento são definidos:
3.1 – Adequado: entende-se como suficiente para alcançar a finalidade proposta;
3.2 – Alimento apto para o consumo humano: aqui considerado como alimento que atende ao padrão de
identidade e qualidade pré-estabelecido, nos aspectos higiênico-sanitários e nutricionais.
3.3 – Armazenamento: é o conjunto de atividades e requisitos para se obter uma correta conservação de
matéria-prima, insumos e produtos acabados.
3.4 – Boas práticas: são os procedimentos necessários para garantir a qualidade dos alimentos.
3.5 – Contaminação: presença de substâncias ou agentes estranhos, de origem biológica, química ou física
que sejam considerados nocivos ou não para saúde humana.
3.6 – Desinfecção: é a redução, através de agentes químicos ou métodos físicos adequados, do número de
microorganismos no prédio, instalações, maquinários e utensílios, a um nível que não origine contaminação
do alimento que será elaborado.
3.7 - Estabelecimento de alimentos produzidos/industrializados: é a região que compreende o local e sua
circunvizinhança, no qual se efetua um conjunto de operações e processos, com a finalidade de obter um
alimento elaborado, assim como o armazenamento ou o transporte de alimentos e/ou suas matérias primas.
3.8 – Fracionamento de alimentos: são as operações através das quais se divide um alimento, sem
modificar sua composição original.
3.9 – Limpeza: é a eliminação de terra, restos de alimentos, pó e outras matérias indesejáveis.
3.10 – Estabelecimento de alimentos produzidos/industrializados: é a região que compreende o local e
sua circunvizinhança, no qual se efetua um conjunto de operações e processos, com a finalidade de obter um
alimento elaborado, assim como o armazenamento ou transporte de alimentos e/ou suas matérias –primas.
3.11 – Material de Embalagem: todos os recipientes como latas, garrafas, caixas de papelão, outras caixas,
sacos ou materiais para envolver ou cobrir, tais como papel laminado, películas, plástico, papel encerado e
tela.
3.12 – Órgão competente: é o órgão oficial ou oficialmente reconhecido ao qual o País lhe outorga

99
mecanismos legais para exercer suas funções.
3.13 – Pessoal Tecnicamente Competente/Responsabilidade Técnica: é o profissional habilitado a
exercer atividade nba área de produção de alimentos e respectivos controles de contaminantes que possa
intervir com vistas à proteção da saúde.
3.14 – Pragas: os animais capazes de contaminar direta ou indiretamente os alimentos.
3.15 – Produção de Alimentos: é o conjunto de todas as operações e processos efetuados para obtenção de
um alimento acabado.
4 – PRINCÍPIOS GERAIS HIGIÊNICO-SANITÁRIOS DAS MATÉRIAS PARA ALIMENTOS
PRODUZIDOS /INDUSTRIALIZADOS
4.1- Áreas inadequadas de produção, criação, extração, cultivo ou colheita:
Não devem ser produzidos, cultivados, nem coletados ou extraídos alimentos ou criação de animais
destinados à alimentação humana, em áreas onde a presença de substâncias potencialmente nociva possa
provocar a contaminação destes alimentos ou seus derivados, em níveis que possam constituir um risco para
saúde.
4.2 – Controle de prevenção da contaminação por lixo/sujidades:
As matérias-primas alimentícias devem ter controle de prevenção da contaminação por lixos ou sujidades de
origem animal, doméstico, industrial e agrícola, cuja presença possa atingir níveis passíveis de constituir um
risco para saúde.
4.3 – Controle de água:
Não devem ser cultivados, produzidos nem extraídos alimentos ou criações de animais destinados à
alimentação humana, em áreas onde a água utilizada nos diversos processos produtivos possa constituir,
através de alimentos, um risco a saúde do consumidor.
4.4 – Controle de pragas ou doenças:
As medidas de controle que compreende o tratamento com agentes químicos, biológicos ou físicos devem
ser aplicadas somente sob a supervisão direta do pessoal tecnicamente competente que saiba identificar,
avaliar e intervir nos perigos potenciais que estas substâncias representam para a saúde.
Tais medidas somente devem ser aplicadas em conformidade com as recomendações do órgão oficial
competente.
4.5 – Colheita, produção, extração e abate:
4.5.1- Os métodos e procedimentos para colheita, produção, extração e abate devem ser higiênicos, sem
constituir um perigo potencial para a saúde e nem provocar a contaminação dos produtos.
4.5.2- Equipamentos e recipientes que são utilizados nos diversos processos produtivos não devem constituir
um risco à saúde.

100
Os recipientes que são reutilizáveis devem ser fabricados de material que permita a limpeza e desinfecção
completa. Uma vez usados com matérias tóxicas não devem ser utilizados posteriormente para alimentos ou
ingredientes alimentares sem que sofram desinfecção.
4.5.3- Remoção de matérias-primas impróprias:
As matérias-primas que forem impróprias para o consumo humano devem ser isoladas durante os processos
produtivos, de maneira a evitar a contaminação dos alimentos, das matérias-primas, da água e do meio
ambiente.
4.5.4- Proteção contra a contaminação das matérias-primas e danos à saúde pública:
Devem ser utilizados controles adequados para evitar a contaminação química, física ou microbiológica, ou
por outras substâncias indesejáveis. Também, devem ser tomadas medidas de controle com relação à
prevenção de possíveis danos.
4.6 – Armazenamento no local de produção:
As matérias-primas devem ser armazenadas em condições cujo controle garanta a proteção contra a
contaminação e reduzam ao mínimo as perdas da qualidade nutricional ou deteriorações.
4.7- Transporte
4.7.1- Meios de transporte:
Os meios de transporte de alimentos colhidos, transformados ou semiprocessados dos locais de produção ou
armazenamento devem ser adequados para o fim a que se destinam e constituídos de materiais que permitam
o controle de conservação, da limpeza, desinfecção e desinfestação fácil e completa.
4.7.2- Processos de manipulação:
Devem ser de tal forma controlados que impeçam a contaminação dos materiais. Cuidados especiais devem
ser tomados para evitar a putrefação, proteger contra a contaminação e minimizar danos. Equipamento
especial, por exemplo, equipamento de refrigeração, dependendo da natureza do produto, ou das condições
de transporte, (distância/tempo). No caso de utilizar gelo em contato com o produto deve-se observar a
qualidade do mesmo conforme item 5.3.12.c) do presente regulamento.
5 – CONDIÇÕES HIGIÊNICO-SANITÁRIAS DOS ESTABELECIMENTOS
PRODUTORES/INDUSTRIALIZADORES DE ALIMENTOS
OBJETIVO: Estabelecer os requisitos gerais/essenciais e de boas práticas de fabricação a que deve ajustar-
se todo o estabelecimento com a finalidade de obter alimentos aptos para o consumo humano.
Requisitos Gerais para Estabelecimentos produtores/industrializadores de alimentos.

101
5.1- Localização:
Os estabelecimentos devem se situar em zonas isentas de odores indesejáveis, fumaça, pó e outros
contaminantes e não devem estar expostos a inundações, quando não, deve estabelecer controles com o
objetivo de evitar riscos de perigos, contaminação de alimentos e agravos à saúde.
5.2- Vias de acesso interno:
As vias e áreas utilizadas para circulação pelo estabelecimento, que se encontram dentro de seu perímetro de
ação, devem ter uma superfície dura/ou pavimentada, adequada para o trânsito sobre rodas. Devem dispor de
um escoamento adequado assim como controle de meios de limpeza.
5.3- Edifícios e instalações:
5.3.1- Para aprovação das plantas, os edifícios e instalações devem ter construção sólida e sanitariamente
adequada. Todos os materiais usados na construção e na manutenção não devem transmitir nenhuma
substância indesejável ao alimento.
5.3.2- Deve ser levado em conta à existência de espaços suficientes para atender de maneira adequada, a
toda as operações.
5.3.3- O desenho deve ser tal que permita uma limpeza adequada e permita a devida inspeção quanto à
garantia da qualidade higiênica –sanitária do alimento.
5.3.4- Os edifícios e instalações devem impedir a entrada e o alojamento de insetos, roedores e ou pragas e
também a entrada de contaminantes do meio, tais como: fumaça, pó, vapor, e outros.
5.3.5- Os edifícios e instalações devem ser projetados de forma a permitir a separação, por áreas, setores e
outros meios eficazes, como definição de um fluxo de pessoas e alimentos, de forma a evitar as operações
suscetíveis de causar contaminação cruzada.
5.3.6- Os edifícios e instalações devem ser projetados de maneira que seu fluxo de operações possa ser
realizado nas condições higiênicas, desde a chegada da matéria-prima, durante o processo de produção, até a
obtenção do produto final.
5.3.7- Nas áreas de manipulação de alimentos, os pisos devem ser de material resistente ao trânsito,
impermeáveis, laváveis, e antiderrapantes; não possuir frestas e serem fáceis de limpar ou desinfetar. Os
líquidos devem escorrer até os ralos (que devem ser do tipo sifão ou similar), impedindo a formação de
poças. As paredes devem ser revestidas de materiais impermeáveis e laváveis, e de cores claras. Devem ser
lisas e sem frestas e fáceis de limpar e desinfetar, até uma altura adequada para todas as operações. Os
ângulos entre as paredes e o piso e entre as paredes e o teto devem ser abaulados herméticos para facilitar a
limpeza. Nas plantas deve-se indicar a altura da parede que será impermeável. O teto deve ser constituído
e/ou acabado de modo a que se impeça o acúmulo de sujeira e se reduza ao mínimo a condensação e a
formação de mofo, e deve ser fácil de limpar. As janelas e outras aberturas devem ser construídas de

102
maneira a que se evite o acúmulo de sujeira e as que se comunicam com o exterior devem ser providas de
proteção antipragas. As proteções devem ser de fácil limpeza e boa conservação. As portas devem ser de
material não absorvente e de fácil limpeza. As escadas, elevadores de serviço, monta-cargas e estruturas
auxiliares, como plataformas, escadas de mão rampas, deve estar localizadas e construídas de modo a não
serem fontes de contaminação.
5.3.8- Nos locais de manipulação de alimentos, todas as estruturas e acessórios elevados devem ser
instalados de maneira a evitar a contaminação direta ou indireta dos alimentos, da matéria-prima e do
material de embalagem, por gotejamento ou condensação e que não dificultem as operações de limpeza.
5.3.9- Os refeitórios, lavabos, vestiários e banheiro de limpeza do pessoal auxiliar do estabelecimento devem
estar completamente separados dos locais de manipulação de alimentos e não devem ter acesso direto e nem
comunicação com estes locais.
5.3.10- Os insumos, matérias-primas e produtos terminados devem estar localizados sobre estrados e
separados das paredes para permitir a correta higienização do local.
5.3.11- Deve-se evitar a utilização de materiais que não possam ser higienizados ou desinfetados
adequadamente, por exemplo, a madeira, a menos que a tecnologia utilizada faça seu uso imprescindível e
que seu controle demonstre que não se constitui uma fonte de contaminação.
5.3.12- Abastecimento de água:
Dispor de um abundante abastecimento de água potável, que se ajuste ao item 8.3 do presente regulamento,
com pressão adequada e temperatura conveniente, com um adequado sistema de distribuição e com proteção
eficiente contra contaminação. No caso necessário de armazenamento, deve-se dispor ainda de instalações
apropriadas e nas condições indicadas anteriormente. É imprescindível um controle freqüente da
potabilidade da água.
O órgão competente poderá admitir variação das especificações químicas e físico-químicos diferentes das
normais quando a composição da água do local o fizer necessário e sempre que não se comprometa a
sanidade do produto e a saúde pública.
O vapor e o gelo utilizados em contato direto com alimentos ou superfícies que entram em contato direto
com os mesmos não devem conter nenhuma substância que possa ser perigosa para a saúde ou contaminar o
alimento, obedecendo ao padrão de água potável.
A água potável que seja utilizada para produção de vapor, refrigeração, para apagar incêndios e outros
propósitos similares, não relacionados com alimentos, deve ser transportada por tubulações completamente
separadas, de preferência identificadas através de cores, sem que haja nenhuma conexão transversal nem
processo de retrosfriagem, com as tubulações que conduzem água potável.
5.3.13- Efluentes e águas residuais:
103
Eliminação de efluentes e águas residuais: os estabelecimentos devem dispor de um sistema eficaz de
eliminação de efluentes e águas residuais, o qual deve ser mantido em bom estado de funcionamento. Todos
os tubos de escoamento (incluídos o sistema de esgoto) devem ser suficientemente grandes para suportar
cargas máximas e devem ser construídos de modo a evitar a contaminação do abastecimento de água
potável.
5.3.14- Vestiários e banheiros:
Todos os estabelecimentos devem dispor de vestiários, banheiros e quartos de limpeza adequados,
convenientemente situados, garantindo a eliminação higiênica das águas residuais. Esses locais devem estar
bem iluminados e ventilados, de acordo com a legislação, sem comunicação direta com o local onde são
manipulados os alimentos. Junto aos vasos sanitários e situados de tal modo que o pessoal tenha que passar
junto a eles antes de voltar para área de manipulação, devem ser construídos lavabos com água fria ou fria e
quente, providos de elementos adequados (sabonete líquido, detergente, desinfetante, entre outros) para
lavagem das mãos em meios higiênicos convenientes para sua secagem. Não será permitido o uso de toalhas
de pano. No caso de se usar toalhas de papel, deve haver um controle de qualidade higiênico-sanitária e
dispositivos de distribuição e lixeiras que não necessite de acionamento manual para essas toalhas. Devem
ser indicadas ao pessoal, a obrigatoriedade e a forma correta de lavar as mãos após o uso do sanitário.
5.3.15- Instalações para lavagem das mãos nas áreas de produção:
Devem ter instalações adequadas e convenientemente localizadas para lavagem e secagem das mãos sempre
que a natureza das operações assim o exija. Nos casos em que sejam manipuladas substâncias contaminantes
ou quando a natureza das tarefas requeira uma desinfecção adicional à lavagem devem estar disponíveis
também instalações para desinfecção das mãos. Deve-se dispor de água fria ou fria e quente e de elementos
adequados (sabonete líquido, detergente, desinfetante, entre outros) para limpeza das mãos. Deve haver
também um meio higiênico adequado para secagem das mãos. Não é permitido o uso de toalhas de tecido.
No caso de se usar toalhas de papel, deve haver um controle de qualidade higiênico-sanitária e dispositivos
de distribuição e lixeiras que não necessite de acionamento manual para essas toalhas. As instalações devem
estar providas de tubulações devidamente sifonadas que transportem as águas residuais até o local de
deságüe.
5.3.16- Instalações para limpeza e desinfecção:
Quando necessário, deve haver instalações adequadas para a limpeza e desinfecção dos utensílios e
equipamentos de trabalho, essas instalações devem ser construídas com materiais resistentes à corrosão, que
possam ser limpos facilmente e devem estar providas de meios convenientes para abastecer de água fria ou
fria e quente, em quantidade suficiente.
5.3.17- Iluminação e instalação elétrica:

104
Os estabelecimentos devem ter iluminação natural ou não artificial que possibilitem a realização dos
trabalhos e não comprometa a higiene dos alimentos. As fontes de luz artificial, de acordo com a legislação,
que estejam suspensas ou colocadas diretamente no teto e que se localizem sobre a área de manipulação de
alimentos, em qualquer das fases de produção, devem ser do tipo adequado e estar protegidas contra
quebras. A iluminação não deverá alterar as cores. As instalações elétricas devem ser embutidas ou
exteriores e, neste caso, estarem perfeitamente revestidas por tubulações isolantes e presas a paredes e tetos
não sendo permitidas fiação elétrica solta sobre a zona de manipulação de alimento. O órgão competente
poderá autorizar outra forma de instalação ou modificação das instalações aqui descritas, quando assim se
justifique.
5.3.18- Ventilação:
O estabelecimento deve dispor de uma ventilação adequada de tal forma a evitar o calor excessivo, a
condensação de vapor, o acúmulo de poeira, com a finalidade de eliminar o ar contaminado. A direção da
corrente de ar nunca deve ir de um local sujo para um limpo. Deve haver abertura a ventilação provida de
sistema de proteção para evitar a entrada de agentes contaminantes.
5.3.19- Armazenamento para lixos e materiais não comestíveis:
O estabelecimento deve dispor de meios para armazenamento de lixos e materiais não comestíveis, antes da
sua eliminação, do estabelecimento, de modo a impedir o ingresso de pragas e evitar a contaminação das
matérias-primas, do alimento, da água potável, do equipamento e dos edifícios ou vias de acesso aos locais.
5.3.20- Devolução de produtos:
No caso de devolução de produtos os mesmos devem ser colocados em setor separado e destinados a tal fim
por um período até que se determine seu destino.
5.4 - Equipamentos e utensílios
5.4.1-Materiais:
Todo o equipamento e utensílio utilizado nos locais de manipulação de alimentos que possam entrar em
contato com o alimento devem ser confeccionados de material que não transmitam substâncias tóxicas,
odores e sabores que sejam não absorventes e resistentes à corrosão e capaz de resistir a repetidas operações
de limpeza e desinfecção. As superfícies devem ser lisas e estarem isentas de rugosidade e frestas e outras
imperfeições que possam comprometer a higiene dos alimentos ou sejam fontes de contaminação. Deve
evitar-se o uso de madeira e de outros materiais que não possam ser limpos e desinfetados adequadamente, a
menos que se tenha a certeza de que seu uso não será uma fonte de contaminação. Deve ser evitado o uso de
diferentes materiais para evitar o aparecimento de corrosão por contato.
5.4.2- Projetos e construção:

105
a) Todos os equipamentos e utensílios devem ser desenhados e construídos de modo a assegurar a higiene e
permitir uma fácil e completa limpeza e desinfecção e, quando possível, devem ser instalados de modo a
permitir um acesso fácil e uma limpeza adequada, além disto devem ser utilizados exclusivamente para os
fins a que foram projetados.
6 – REQUISITOS DE HIGIENE DO ESTABELECIMENTO
6.1- Conservação: Os edifícios, equipamentos, utensílios e todas as demais instalações, incluídas os
desaguamentos, devem ser mantidos em bom estado de conservação e funcionamento. As salas devem ser
secas, estar isentas de vapor, poeira, fumaça água residual.
6.2 – Limpeza e desinfecção:
6.2.1 – Todos os produtos de limpeza e desinfecção devem ser aprovados previamente para seu uso, através
de controle da empresa, identificados e guardados em local adequado, fora das áreas de manipulação dos
alimentos. Além disto devem ser autorizados pelo órgão competente.
6.2.2 – Com a finalidade de impedir a contaminação dos alimentos, toda área de manipulação de alimentos,
os equipamentos e utensílios devem ser limpos com a freqüência necessária e desinfetados sempre que as
circunstâncias assim o exigem. O estabelecimento deve dispor de recipientes adequados, de forma a impedir
qualquer possibilidade de contaminação, e em número e capacidade suficiente para verter os lixos e
materiais não comestíveis.
6.2.3 – Devem ser tomadas precauções adequadas para impedir a contaminação dos alimentos quando as
áreas, os equipamentos e os utensílios forem limpos ou desinfetados com águas ou detergentes ou com
desinfetantes ou soluções destes. Os detergentes e desinfetantes devem ser adequados para esta finalidade e
devem ser aprovados pelo órgão oficialmente competente. Os resíduos destes agentes que permaneçam em
superfície suscetível de entrar em contato com alimento devem ser eliminados mediante uma lavagem
cuidadosa com água potável antes que volte a ser utilizada para a manipulação de alimentos. Devem ser
tomadas precauções adequadas na limpeza e desinfecção quando se realizem operações de manutenção geral
ou particular em qualquer local do estabelecimento, equipamentos, utensílios ou qualquer elemento que
possa contaminar o alimento.
6.2.4 – Imediatamente após o término do trabalho ou quantas vezes for conveniente, devem ser limpos
cuidadosamente o chão incluindo o deságüe, as estruturas auxiliares e as paredes da área de manipulação de
alimentos.
6.2.5- Os vestiários devem estar sempre limpos.
6.2.6 – As vias de acesso e os pátios situados nas imediações dos locais em que sejam parte destes devem
manter-se limpos.

106
6.3 – Programa de Controle de higiene e desinfecção:
Cada estabelecimento deve assegurar sua limpeza e desinfecção. Não devem ser utilizadas, nos
procedimentos de higiene, substâncias odorizantes e/ou desodorantes em qualquer das suas formas nas áreas
de manipulação dos alimentos, com vistas a evitar a contaminação pelos mesmos e que não se misturem os
odores. O pessoal deve ter pleno conhecimento da importância da contaminação e de seus riscos, devendo
estar bem capacitado em técnicas de limpeza.
6.4 – Subprodutos:
Os subprodutos armazenados de maneira que os subprodutos resultantes da elaboração que forem veículos
de contaminação sejam retirados das áreas de trabalho tantas vezes quantas forem necessárias.
6.5 – Manipulação, Armazenamento e Remoção de lixo:
Deve manipular-se o lixo de maneira que se evite a contaminação dos alimentos e ou da água potável.
Especial cuidado é necessário para impedir o acesso de vetores aos lixos. Os lixos devem ser retirados das
áreas de trabalho, todas as vezes que sejam necessárias, no mínimo uma vez por dia. Imediatamente depois
da remoção dos lixos, os recipientes utilizados para o seu armazenamento e todos os equipamentos que
tenham entrado em contato com os lixos devem ser limpos e desinfetados. A área de armazenamento do lixo
deve também ser limpa e desinfetada.
6.6 – Proibição de animais domésticos:
Deve-se impedir a entrada de animais em todos os lugares onde se encontram matérias-primas, material de
embalagem, alimentos prontos ou em qualquer das etapas da produção/industrialização.
6.7 – Sistema de Controle de Pagas:
Deve-se aplicar um programa eficaz e contínuo de controle das pragas. Os estabelecimentos e as áreas
circundantes devem manter inspeção periódica com vistas a diminuir consequentemente os riscos de
contaminação.
No caso de invasão de pragas, os estabelecimentos devem adotar medidas para sua erradicação. As medidas
de controle devem compreender o tratamento com agentes químicos, físicos ou biológicos autorizados.
Aplicados sob a supervisão direta de profissional que conheça os riscos que o uso destes agentes possam
acarretar para a saúde, especialmente os riscos que possam originar resíduos a serem retidos no produto. Só
devem ser empregados praguicidas caso não se possa aplicar com eficácia outras medidas de prevenção.
Antes da aplicação de praguicidas deve-se ter o cuidado de proteger todos os alimentos, equipamentos e
utensílios da contaminação. Após a aplicação dos praguicidas deve-se limpar cuidadosamente o
equipamento e os utensílios contaminados a fim de que antes de sua reutilização sejam eliminados os
resíduos.
6.8 – Armazenamento de substâncias tóxicas:

107
Os praguicidas solventes e outras substâncias tóxicas que representam risco para a saúde devem ser
rotulados com informações sobre sua toxidade e emprego. Estes produtos devem ser armazenados em áreas
separadas ou armários fechados com chave, destinados exclusivamente com este fim, e só devem ser
distribuídos ou manipulados por pessoal autorizado e devidamente capacitado sob controle de pessoal
tecnicamente competente. Deve ser evitada a contaminação dos alimentos.
Não deve ser utilizado nem armazenado, na área de manipulação de alimentos, nenhuma substância que
possa contaminar os alimentos, salvo sob controle, quando necessário para higienização ou sanitização.
6.9 – Roupa e Objeto:
Não devem ser guardados roupas nem objetos pessoais na área de manipulação de alimentos.
7 – HIGIENE PESSOAL E REQUISITO SANITÁRIO
7.1 – Capacitação em Higiene:
A direção do estabelecimento deve tomar providências para que todas as pessoas que manipulem alimentos
recebam instrução adequada e contínua em matéria higiênica-sanitária, na manipulação dos alimentos e
higiene pessoal, com vistas a adotar as precauções necessárias para evitar a contaminação dos alimentos. Tal
capacitação deve abranger todas as partes pertinentes deste regulamento.
7.2- Situação de saúde;
A constatação ou suspeita de que o manipulador apresenta alguma enfermidade ou problema de saúde que
possa resultar na transmissão de perigos aos alimentos ou mesmo que sejam portadores ou sãos, deve
impedi-lo de entrar em qualquer área de manipulação ou operação com alimentos se existir a probabilidade
da contaminação destes. Qualquer pessoa na situação acima deve comunicar imediatamente à direção do
estabelecimento, de sua condição de saúde.
As pessoas que mantêm contatos com alimentos devem submeter-se aos exames médicos e laboratoriais que
avaliem a sua condição de saúde antes do início de usa atividade e/ou periodicamente, após o início das
mesmas. O exame médico e laboratorial dos manipuladores deve ser exigido também em outras ocasiões em
que houver indicação, por razões clínicas ou epidemiológicas.
7.3 – Enfermidades contagiosas:
A direção tomará as medidas necessárias para que não se permita a ninguém que se saiba ou suspeite que
padece ou é vetor de uma enfermidade suscetível de transmitir-se aos alimentos, ou que apresentem feridas
infectadas, infecções cutâneas, chagas ou diarréias, trabalhar em qualquer área de manipulação de alimentos
com microorganismos patógenos, até que obtenha alta médica. Toda pessoa que se encontre nestas
condições deve comunicar imediatamente a direção do estabelecimento.
7.4 – Feridas:

108
Ninguém que apresente feridas pode manipular alimentos ou superfícies que entrem em contato com
alimentos até que se determine sua reincorporação por determinação profissional.
7.5- Lavagem das mãos:
Toda pessoa que trabalhe numa área de manipulação de alimentos deve, enquanto em serviço, lavar as mãos
de maneira freqüente e cuidadosa com um agente de limpeza autorizado e com água corrente potável fria ou
fria e quente. Esta pessoa deve lavar as mãos antes do início dos trabalhos, imediatamente após o uso do
sanitário, após a manipulação de material contaminado e todas as vezes que for necessário. Deve lavar e
desinfetar as mãos imediatamente após a manipulação de qualquer material contaminante que possa
transmitir doenças. Devem ser colocados avisos que indiquem a obrigatoriedade e a forma correta de lavar
as mãos. Deve ser realizado um controle adequado para garantir o cumprimento deste requisito.
7.6 – Higiene pessoal:
Toda pessoa que trabalhe em uma área de manipulação de alimentos, deve manter uma higiene pessoal
esmerada e deve usar roupa protetora, sapatos adequados, touca protetora. Todos estes elementos devem ser
laváveis, a menos que sejam descartáveis e mantidos limpos, de acordo com a natureza do trabalho. Durante
a manipulação de matérias-primas e alimentos, devem ser retirados todos os objetos de adorno pessoal.
7.7 – Conduta pessoal:
Nas áreas de manipulação de alimentos deve ser proibido todo o ato que possa originar uma contaminação
de alimentos, como: comer, fumar, tossir ou outras práticas anti-higiênicas.
7.8 – Luvas:
O emprego de luvas na manipulação de alimentos deve obedecer as perfeitas condições de higiene e limpeza
destas. O uso de luvas não exime o manipulador da obrigação de lavar as mãos cuidadosamente.
7.9 – Visitantes:
Inclui-se nesta categoria todas as pessoas que não pertençam às áreas ou setores que manipulam alimentos.
Os visitantes devem cumprir as disposições recomendadas nos itens 6.9, 7.3, 7.4 e 7.7 do presente
regulamento.
7.10 – Supervisão: a responsabilidade do cumprimento dos requisitos descritos nos itens 7.1 à 7.9 deve
recair ao supervisor competente.
8 – REQUISITOS DE HIGIENE NA PRODUÇÃO
8.1 – Requisitos aplicáveis à matéria-prima:
8.1.1 – O estabelecimento não deve aceitar nenhuma matéria-prima ou insumo que contenha parasitas,
microorganismos ou substâncias tóxicas, decompostas ou estranhas, que não possam ser reduzidas a níveis
aceitáveis através de processos normais de classificação e/ou preparação ou fabricação. O responsável

109
técnico deve dispor de padrões de identidade e qualidade da matéria-prima ou insumos de forma a poder
controlar os contaminantes passíveis de serem reduzidos a níveis aceitáveis, através dos processos normais
de classificação e/ou preparação ou fabricação.
8.1.2 – O controle de qualidade da matéria-prima ou insumo deve incluir a sua inspeção, classificação, e se
necessário análise laboratorial antes de serem levados à linha de fabricação. Na fabricação, somente devem
ser utilizados matérias primas ou insumos em boas condições.
8.1.3 – As matérias-primas e os ingredientes armazenados nas áreas do estabelecimento devem ser mantidos
em condições tais que evitem sua deterioração, protejam contra a contaminação e reduzam os danos ao
mínimo possível. Deve-se assegurar, através do controle, a adequada rotatividade das matérias-primas e
ingredientes.
8.2 - Prevenção da contaminação cruzada:
8.2.1- Devem ser tomadas medidas eficazes para evitar a contaminação do material alimentar por contato
direto ou indireto com material contaminado, que se encontre nas fases iniciais do processo.
8.2.2- As pessoas que manipulam matérias-primas ou produtos semi-elaborados com risco de contaminar o
produto final enquanto não tenham retirado a roupa protetora que foi utilizada durante a manipulação de
matérias-primas e produtos semi-elaborados, com os quais, tenham entrado em contato ou que tenha sido
contaminada por matéria-prima ou produtos semi-elaborados e, colocada outra roupa protetora limpa e
cumprindo com os itens 7.5 e 7.6.
8.2.3 – Se existir possibilidade de contaminação, as mãos devem ser cuidadosamente lavadas entre uma e
outra manipulação de produtos nas diversas fases do processo.
8.2.4 – Todo equipamento e utensílios que tenham entrado em contato com matérias-primas ou com material
contaminado devem ser limpos e desinfetados cuidadosamente antes de serem utilizados para entrar em
contato com produtos acabado.
8.3 – Uso da água:
8.3.1 – Como princípio geral na manipulação de alimentos somente deve ser utilizada água potável.
8.3.2 – Pode ser utilizada água não potável para a produção de vapor, sistema de refrigeração, controle de
incêndio e outros fins análogos não relacionados com alimentos, com a aprovação do órgão competente.
8.3.3 – A água recirculada para ser reutilizada novamente dentro de um estabelecimento deve ser tratada e
mantida em condições tais que seu uso não possa representar um risco para a saúde. O processo de
tratamento deve ser mantido sob constante vigilância. Por outro lado, a água recirculada que não tenha
recebido tratamento posterior pode ser utilizada nas condições em que o seu emprego não constitua um risco
para saúde e nem contamine a matéria–prima nem o produto final. Deve haver um sistema separado de
distribuição que possa ser identificado facilmente, para a utilização da água recirculada. Qualquer controle

110
de tratamento para a utilização da água recirculada em qualquer processo de elaboração de alimentos deve
ter sua eficácia comprovada e deve ter sido prevista nas boas práticas adotadas pelo estabelecimento e
devidamente aprovadas pelo organismo oficialmente competente. As situações particulares indicadas nos
itens 7.3.2 e neste devem estar em concordância com o item 5.3.2 e neste devem estar em concordância com
o item 5.3.12.
8.4-Produção:
8.4.1 – A produção deve ser realizada por pessoal capacitado e supervisionada por pessoal tecnicamente
competente.
8.4.2 – Todas as operações do processo de produção incluindo o acondicionamento, devem ser realizadas
sem demoras inúteis e em condições que excluam toda a possibilidade de contaminação, deterioração e
proliferação de microorganismos patogênicos e deteriorantes.
8.4.3 – Os recipientes devem ser tratados com o devido cuidado para evitar toda a possibilidade de
contaminação do produto fabricado.
8.4.4 – Os métodos de conservação e os controles necessários devem ser tais que protejam contra a
contaminação ou a presença de um risco à saúde pública e contra a deterioração dentro dos limites de uma
prática comercial correta, de acordo com as boas práticas de prestação de serviço na comercialização.
8.5 – Embalagem
8.5.1 – Todo material utilizado para embalagem deve ser armazenado em condições higiênico-sanitárias, em
áreas destinadas para este fim. O material deve ser apropriado para o produto e as condições previstas de
armazenamento e não deve transmitir ao produto substâncias indesejáveis que excedam os limites aceitáveis
pelo órgão competente. O material de embalagem deve ser seguro e conferir uma proteção apropriada contra
a contaminação.
8.5.2 – As embalagens ou recipientes não devem ter sido anteriormente utilizados para nenhuma finalidade
que possam dar lugar a uma contaminação do produto. As embalagens ou recipientes devem ser
inspecionados imediatamente antes do uso, para verificar sua segurança e, em casos específicos, limpos e/ou
desinfetados; quando lavados devem ser secos antes do uso. Na área de enchimento/embalagem, somente
devem permanecer as embalagens ou recipientes necessários para uso imediato.
8.5.3 – a embalagem deve ser processada em condições que excluam as possibilidades a contaminação do
produto.
8.6 Responsabilidade Técnica e supervisão:
O tipo de controle e supervisão necessário depende do risco de contaminação na produção do alimento. Os
responsáveis técnicos devem ter conhecimento suficiente sobre as boas práticas de produção de alimentos
para poder avaliar e intervir nos possíveis riscos e assegurar uma vigilância e controle eficaz.

111
8.7 – Documentação e registro:
Em função do risco do alimento devem ser mantidos registros dos controles apropriados a produção e
distribuição, conservando-os durante um período superior ao tempo de vida de prateleira do alimento.
8.8 – Armazenamento e transporte de matérias-primas e produtos acabados:
8.8.1 – As matérias-primas e produtos acabados devem ser armazenados e transportados segundo as boas
práticas respectivas de forma a impedir a contaminação e/ou a proliferação de microorganismos e que
protejam contra a alteração ou danos ao recipiente ou embalagem. Durante o armazenamento deve ser
exercida uma inspeção periódica dos produtos acabados, a fim de que somente sejam expedidos alimentos
aptos para o consumo humano e sejam cumpridas as especificações de rótulo quanto às condições e
transporte, quando existam.
8.2.2. – Os veículos de transportes pertencentes ao estabelecimento produtor de alimento ou por contratado
devem atender as boas práticas de transporte de alimentos autorizados pelo órgão competente. Os veículos
de transporte devem realizar as operações de carga e descarga fora dos locais de fabricação dos alimentos,
devendo ser evitada a contaminação dos mesmos e do ar por gases de combustão. Os veículos destinados ao
transporte de alimentos refrigerados ou congelados devem possuir instrumentos de controle que permitam
verificar a umidade, caso seja necessário e a manutenção da temperatura adequada.
9 - Controle de alimentos
O responsável técnico deve usar metodologia apropriada de avaliação dos riscos de contaminação dos
alimentos nas diversas etapas de produção contidas no presente regulamento e intervir sempre que
necessário, com vistas a assegurar alimentos aptos ao consumo humano.
O estabelecimento deve prover instrumentos necessários para controles.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















