
UNIVERSIDAD TECNOLÓGICA...
215
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL Y DE PROCESOS DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE MANUFACTURA ESBELTA (LEAN MANUFACTURING) PARA LA EMPRESA NIKOS S.C., EN EL PERÍODO 2012 TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA INDUSTRIAL Y DE PROCESOS JARAMILLO PARRA DIANA MAGALI DIRECTOR: ING. EDGAR TOAPANTA Quito, Febrero 2013
Transcript of UNIVERSIDAD TECNOLÓGICA...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL Y DE
PROCESOS
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE
MANUFACTURA ESBELTA (LEAN MANUFACTURING) PARA
LA EMPRESA NIKOS S.C., EN EL PERÍODO 2012
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERA INDUSTRIAL Y DE PROCESOS
JARAMILLO PARRA DIANA MAGALI
DIRECTOR: ING. EDGAR TOAPANTA
Quito, Febrero 2013

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo Jaramillo Parra Diana Magali, declaro que el trabajo aquí descrito es de
mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_________________________
Jaramillo Parra Diana Magali
C.I. 171552258-5

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “DISEÑO E
IMPLEMENTACIÓN DE UN SISTEMA DE MANUFACTURA ESBELTA
(LEAN MANUFACTURING) PARA LA EMPRESA NIKOS S.C., EN EL
PERÍODO 2012”, que, para aspirar al título de Ingeniera Industrial y de
Procesos fue desarrollado por Jaramillo Parra Diana Magali, bajo mi
dirección y supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple
con las condiciones requeridas por el reglamento de Trabajos de Titulación
artículos 18 y 25.
___________________
Ing. Edgar Toapanta
DIRECTOR DEL TRABAJO
C.I. 171570285-6

CARTA DE LA INSTITUCIÓN

DEDICATORIA
A Dios por haberme permitido llegar hasta este punto y haberme dado salud
para lograr mis objetivos, además de su infinita bondad y amor.
A mi madre Magali, quien con su ejemplo de mujer luchadora y fuerte ha
sembrado en mí el espíritu de la perseverancia y constancia de alcanzar mis
metas propuestas; por haberme apoyado en todo momento, por sus
consejos, sus valores, por la motivación constante que me ha permitido ser
una persona de bien, pero más que nada, por su amor.
A mi padre Henry, por sus consejos de un amigo, sus ocurrencias y su
inteligencia que me han permitido crecer con una visión más amplia y una
fortaleza interior que me ha servido en los momentos más difíciles para
poder seguir adelante.
A mi hermana Andrea por ser el ejemplo de una hermana mayor y de la cual
aprendí aciertos y de momentos difíciles.
A mis abuelitos Marina y Raúl por quererme, consentirme y apoyarme
siempre.
A mi tío Raúl por ser un angelito de Dios que me ha brindado lecciones de
superación, igualdad y amor.
A mi enamorado Luis, que durante estos años de carrera ha sabio apoyarme
para continuar y nunca renunciar, gracias por su amor incondicional y por su
ayuda en todo momento.
A Nikos S.C. por darme la oportunidad de profundizar mis conocimientos,
habilidades, destrezas, actitudes, valores personales y profesionales.
Diana Magali Jaramillo Parra

AGRADECIMIENTO
Agradezco a Dios por protegerme durante todo mi camino y darme fuerzas
para superar obstáculos y dificultades a lo largo de toda mi vida.
A mis padres por ser el pilar fundamental en todo lo que soy, en toda mi
educación, tanto académica, como de la vida, por su incondicional apoyo
perfectamente mantenido a través del tiempo.
Al Ing. Edgar Toapanta, director de tesis, por su valiosa guía y
asesoramiento a la realización de la misma.
A la Universidad Tecnológica Equinoccial por abrirme sus puertas para
generar una cultura de investigación científica y tecnológica; y a sus
autoridades, personal docente y administrativo por su calidad humana y
profesional.
También agradezco al Señor Fausto Falcón y a su hijo Ing. Giovanni Falcón
por haber confiado en mí y por permitir la realización de esta tesis en su
empresa.
Diana Magali Jaramillo Parra

i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xv
ABSTRACT xvii
CAPÍTULO 1 1
1. INTRODUCCIÓN 1
1.1. PROBLEMA 2
1.2. JUSTIFICACIÓN 2
1.3. HIPOTÉSIS 3
1.4. OBJETIVOS 3
1.4.1. OBJETIVO GENERAL 3
1.4.2. OBJETIVOS ESPECÍFICOS 4
1.5. ALCANCE 4
1.6. METODOLOGÍA / TÉCNICAS 4
CAPÍTULO 2 6
2. MARCO TEÓRICO 6
2.1. LEAN MANUFACTURING 6
2.2. HISTORIA DE LEAN MANUFACTURING 7
2.3. OBJETIVOS DE LEAN MANUFACTURING 8
2.4. PRINCIPIOS DEL PENSAMIENTO LEAN 9
2.5. OEE: INDICADOR CLAVE DE LA FILOSOFÍA LEAN 10
2.6. VALOR AGREGADO VS. NO-VALOR AGREGADO 12
2.7. LOS 7 DESPERDICIOS 13
2.8. MATRIZ DE HERRAMIENTAS DE PROCESOS ESBELTOS (LEAN)
15
2.9. LAS OCHO HERRAMIENTAS DE LEAN MANUFACTURING 17
2.9.1. LAS 5 “S” 17

ii
2.9.2. REDUCCIÓN DE LOS TIEMPOS DE PREPARACIÓN
(SMED) 19
2.9.3. MANTENIMIENTO TOTAL DE LA PRODUCCIÓN (TPM) 21
2.9.4. KANBAN 22
2.9.5. JUSTO A TIEMPO 24
2.9.6. A PRUEBA DE ERRORES (POKA YOKE) 25
2.9.7. CONTROL VISUAL 26
2.9.8. TRABAJO ESTANDARIZADO 27
2.10. LAS 7 HERRAMIENTAS BÁSICAS DE CALIDAD 28
CAPÍTULO 3 34
3. INTRODUCCIÓN A LA EMPRESA 34
3.1. NIKOS S.C. 34
3.1.1. MISIÓN DE LA EMPRESA 36
3.1.2. VISIÓN DE LA EMPRESA 36
3.1.3. PRINCIPIOS DE LA EMPRESA 36
3.1.4. VALORES CULTURALES DE LA EMPRESA 37
3.1.5. VALORES DE TRABAJO DE LA EMPRESA 37
3.1.6. ESTRUCTURA ORGANIZACIONAL 38
3.1.7. UBICACIÓN DE LA EMPRESA 41
3.2. DISTRIBUCIÓN FÍSICA DE LA EMPRESA 42
3.3. RECURSOS DE PRODUCCIÓN DE NIKOS S.C. 44
3.3.1. EL RECURSO HUMANO EN LA PRODUCCIÓN 44
3.3.2. MAQUINARIA Y EQUIPOS 46
3.4. SISTEMA DE PRODUCCIÓN 53
3.5. SELECCIÓN DE LOS PRODUCTOS PARA EL ANÁLISIS 58
3.6. ANÁLISIS DE LOS PRODUCTOS SELECCIONADOS 59
3.6.1. NIVEL DE PRODUCCIÓN 60
3.6.2. INGRESOS POR VOLUMEN DE PRODUCCIÓN 60
3.6.3. PORCENTAJE DE PRODUCTOS NO CONFORMES 61
3.7. SELECCIÓN DEL PRODUCTO ESTRELLA 62
3.8. ANÁLISIS DEL PROCESO PRODUCTIVO DEL JEAN CLÁSICO 65

iii
3.8.1. PARTES BÁSICAS QUE CONFORMAN EL PANTALÓN DE
CABALLERO CLÁSICO 68
3.9. MEDICIÓN DE INDICADORES ANTES DE LA IMPLEMENTACIÓN 68
3.9.1. PORCENTAJE ACTUAL DE VALOR AGREGADO EN LOS
PROCESOS PRODUCTIVOS 69
3.9.2. RESUMEN DEL PORCENTAJE ACTUAL DE VALOR
AGREGADO EN LOS PROCESOS PRODUCTIVOS 81
3.9.3. EVALUACIÓN INICIAL METODOLOGÍA 5 “S” EN LOS
PROCESOS PRODUCTIVOS 81
3.9.4. EVALUACIÓN INICIAL DE MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 85
3.9.5. CÁLCULO DE OEE ANTES DE LA IMPLEMENTACIÓN 86
3.10. ANÁLISIS DE LOS PROBLEMAS DE CALIDAD 91
3.10.1. DETERMINACIÓN DE LAS CAUSAS DE LOS PROBLEMAS
DE CALIDAD ENCONTRADOS 92
3.11. IDENTIFICACIÓN DE DESPERDICIOS EN LOS PROCESOS
PRODUCTIVOS 97
3.11.1. DETERMINACIÓN DE LAS CAUSAS DE LOS
DESPERDICIOS ENCONTRADOS 102
3.12. SELECCIÓN DE LAS HERRAMIENTAS DE MEJORA 106
CAPÍTULO 4 109
4. ESTRUCTURA BÁSICA PARA LA IMPLEMENTACIÓN DEL SISTEMA
DE MANUFACTURA ESBELTA (LEAN MANUFACTURING) EN
NIKOS S.C. 109
4.1. IMPLEMENTACIÓN DEL SISTEMA DE MANUFACTURA ESBELTA
109
4.1.1. CAPACITACIÓN DEL RECURSO HUMANO SOBRE LA
MANUFACTURA ESBELTA (LEAN MANUFACTURING) 111
4.2. PRIMERA HERRAMIENTA LEAN: IMPLEMENTACIÓN DE LAS 5 “S”
EN NIKOS S.C. 111
4.2.1. APLICACIÓN DE LA PRIMERA “S”: CLASIFICAR 112

iv
4.2.2. APLICACIÓN DE LA SEGUNDA “S”: ORDEN 116
4.2.3. APLICACIÓN DE LA TERCERA “S”: LIMPIEZA 120
4.2.4. APLICACIÓN DE LA CUARTA “S”: ESTANDARIZACIÓN 123
4.2.5. APLICACIÓN DE LA QUINTA “S”: DISCIPLINA 125
4.3. SEGUNDA HERRAMIENTA LEAN: MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 127
4.3.1. CODIFICACIÓN DE LOS EQUIPOS 128
4.3.2. BITÁCORA DE MAQUINARIA 130
4.3.3. PROGRAMA DE MANTENIMIENTO PRODUCTIVO TOTAL
131
4.3.4. REGLAS DEL PROGRAMA DE MANTENIMIENTO
PRODUCTIVO TOTAL 134
4.4. TERCERA HERRAMIENTA LEAN: CONTROL VISUAL 136
4.5. MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE MANUFACTURA
ESBELTA 138
4.5.1. PORCENTAJE DE VALOR AGREGADO DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE
MANUFACTURA ESBELTA 139
4.5.2. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DEL
NIVEL DE 5 “S” EN EL ÁREA PRODUCTIVA 156
4.5.3. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DE
TPM (MANTENIMIENTO PRODUCTIVO TOTAL) 159
4.5.4. CÁLCULO DEL OEE DESPUÉS DE LA IMPLEMENTACIÓN
160
4.6. ANÁLISIS DE LOS RESULTADOS DE LOS INDICADORES 164
4.6.1. ANÁLISIS DE LOS RESULTADOS DEL PORCENTAJE DE
VALOR AGREGADO 164
4.6.2. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DE
5 “S” 165
4.6.3. ANÁLISIS DE LOS RESULTADOS MANTENIMIENTO
PRODUCTIVO TOTAL (TPM) 168

v
4.6.4. ANÁLISIS DE LOS RESULTADOS DEL CÁLCULO DEL OEE
169
4.7. ANÁLISIS DEL BENEFICIO ECONÓMICO PARA NIKOS S.C. 173
CAPÍTULO 5 177
5. CONCLUSIONES Y RECOMENDACIONES 177
5.1. CONCLUSIONES 177
5.2. RECOMENDACIONES 179
BIBLIOGRAFÍA 181
ANEXOS 185

vi
ÍNDICE DE TABLAS
PÁGINA
Tabla 2.1 Clasificación del OEE 11
Tabla 2.2 Matriz de Herramientas de Procesos Esbeltos (Lean) 16
Tabla 2.3 Principios 5S 18
Tabla 2.4 Instrumentos y Metodologías 19
Tabla 3.1 Distribución del personal operativo 45
Tabla 3.2 Distribución del personal administrativo 46
Tabla 3.3 Familias de productos de Nikos S.C. 55
Tabla 3.4 Nivel de producción Enero-Julio 2012 57
Tabla 3.5 Resumen de los indicadores de producción de Enero-Julio 201263
Tabla 3.6 Calificación de los productos por indicador 64
Tabla 3.7 Ponderación a cada indicador de producción 64
Tabla 3.8 Calificación de los productos 65
Tabla 3.9 Cálculo del porcentaje de valor agregado en el proceso de corte
de materia prima 71
Tabla 3.10 Cálculo del porcentaje de valor agregado en el proceso de
confección del jean clásico 74
Tabla 3.11 Cálculo del porcentaje de valor agregado en el proceso de
lavado del jean clásico 77
Tabla 3.12 Cálculo del porcentaje de valor agregado en el proceso de
acabados del jean clásico 80
Tabla 3.13 Resumen del porcentaje de valor agregado en los procesos
productivos 81
Tabla 3.14 Evaluación inicial de 5 “S” en los procesos productivos 83
Tabla 3.15 Evaluación inicial de mantenimiento de maquinaria 85
Tabla 3.16 Cálculo del OEE de Enero-Julio 2012 88
Tabla 3.17 Diagrama de Pareto de los problemas de calidad 91
Tabla 3.18 Desperdicios encontrados en los procesos productivos 98
Tabla 3.19 Desperdicios encontrados en los procesos productivos
(continuación) 99

vii
Tabla 3.20 Desperdicios encontrados en los procesos productivos
(continuación) 100
Tabla 3.21 Diagrama de Pareto de los tipos de desperdicios en los procesos
productivos 101
Tabla 3.22 Matriz de decisiones 107
Tabla 4.1 Equipo de trabajo para la implementación del sistema de
manufactura esbelta 110
Tabla 4.2 Tarjetas Rojas colocadas en cada área 115
Tabla 4.3 Organización de la estantería de piezas cortadas 120
Tabla 4.4 Lista de chequeo de orden y limpieza 124
Tabla 4.5 Tablero de resultados de evaluación mutua 125
Tabla 4.6 Estructura de los códigos de maquinaria 129
Tabla 4.7 Formato de la bitácora de maquinaria 130
Tabla 4.8 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en el corte de materia prima
141
Tabla 4.9 Acciones realizadas para eliminar o minimizar los desperdicios en
el área de corte 143
Tabla 4.10 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en la confección del jean
clásico 145
Tabla 4.11 Acciones realizadas para eliminar o minimizar los desperdicios
del área de confección 147
Tabla 4.12 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en el lavado del jean clásico
149
Tabla 4.13 Acciones realizadas para eliminar o minimizar los desperdicios
del área de lavandería 151
Tabla 4.14 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en los acabados del jean
clásico 153

viii
Tabla 4.15 Acciones realizadas para eliminar o minimizar los desperdicios
del área de acabados 155
Tabla 4.16 Evaluación de 5 “S” en los procesos productivos después de las
implementaciones 157
Tabla 4.17 Evaluación de mantenimiento de maquinaria después de las
implementaciones 159
Tabla 4.18 Cálculo de OEE desde el 10 de septiembre al 10 de octubre de
2012 161
Tabla 4.19 Comparación del antes y después del valor agregado en las
actividades del proceso productivo 164
Tabla 4.20 Comparación de la evaluación de 5 “S” antes y después de las
implementaciones 166
Tabla 4.21 Análisis del mantenimiento de maquinaria antes y después de
las implementaciones 168
Tabla 4.22 Comparación del OEE después de las implementaciones 170
Tabla 4.23 Beneficio económico para Nikos S.C. 174
Tabla 4.24 Análisis de horas/hombre por reducción de productos no
conformes 176

ix
ÍNDICE DE FIGURAS
PÁGINA
Figura 2.1 Filosofía Lean Manufacturing 6
Figura 2.2 Mejora en procesos con Lean Manufacturing 13
Figura 2.3 Los 7 Desperdicios 13
Figura 2.4 Las tres fases del SMED 20
Figura 2.5 Objetivos del TPM 22
Figura 2.6 Información necesaria en una etiqueta Kanban 24
Figura 2.7 Principio de Tracción (Pull) 24
Figura 2.8 Representación Poka Yoke 26
Figura 2.9 Ejemplo de aplicación del Control Visual a través del ANDON 27
Figura 2.10 La estandarización como base para la mejora 28
Figura 2.14 Diagrama de causa-efecto 29
Figura 2.15 Símbolos del diagrama de procesos 31
Figura 2.16 Ejemplo de histograma 31
Figura 2.17 Diagrama de Pareto 32
Figura 2.18 Pautas de correlación más comunes 33
Figura 3.1 Logo de la empresa 36
Figura 3.2 Organigrama Nikos S.C. 39
Figura 3.3 Ubicación de la empresa 42
Figura 3.4 Distribución física de Nikos S.C 43
Figura 3.5 Distribución de la maquinaria en el área de corte y confección 47
Figura 3.6 Distribución de maquinaria en el área de acabados 48
Figura 3.7 Distribución de maquinaria en el área de lavandería 49
Figura 3.8 Fotografía de las máquinas del área de corte 50
Figura 3.9 Fotografía de las máquinas del área de confección 51
Figura 3.10 Fotografía de las máquinas del área de lavandería 52
Figura 3.11 Fotografía de las máquinas del área de acabados 53
Figura 3.12 Producción total por productos Enero-Julio 2012 58
Figura 3.13 Representación porcentual de cada producto en relación con la
producción total de Enero-Julio 2012 59

x
Figura 3.14 Nivel de producción Enero-Julio 2012 60
Figura 3.15 Ingresos por nivel de producción Enero-Julio 2012 61
Figura 3.16 Porcentaje de productos no confornes Enero-Julio 2012 62
Figura 3.17 Esquema gráfico del proceso productivo del pantalón jean
clásico 66
Figura 3.18 Partes básicas del pantalón jean clásico 68
Figura 3.19 Diagrama de flujo del proceso de corte de materia prima 70
Figura 3.20 Porcentaje de valor agregado en el proceso de corte de materia
prima 71
Figura 3.21 Diagrama de flujo del proceso de confección del pantalón jean
clásico 73
Figura 3.22 Porcentaje de valor agregado en el proceso de confección del
jean clásico 74
Figura 3.23 Diagrama de flujo del proceso de lavado del pantalón jean
clásico 76
Figura 3.24 Porcentaje de valor agregado en el proceso de lavado del jean
clásico 77
Figura 3.25 Diagrama de flujo del proceso de acabados del pantalón jean
clásico 79
Figura 3.26 Porcentaje de valor agregado en el proceso de acabados del
jean clásico 80
Figura 3.27 5 “S” Gráfico de radar 84
Figura 3.28 Porcentajes de rendimiento Enero-Julio 2012 89
Figura 3.29 Porcentajes de calidad Enero-Julio 2012 89
Figura 3.30 Porcentajes de disponibilidad Enero-Julio 2012 90
Figura 3.31 Porcentajes de OEE Enero-Julio 2012 90
Figura 3.32 Diagrama de Pareto de los problemas de calidad 92
Figura 3.33 Diagrama de causa-efecto del problema de calidad costura
abierta en cotillas 94
Figura 3.34 Diagrama de causa-efecto del problema de calidad costura
abierta en bastas 95

xi
Figura 3.35 Diagrama de causa-efecto del problema de calidad costura
abierta en entrepierna 96
Figura 3.36 Gráfica de Pareto de la frecuencia de desperdicios en los
procesos productivos 101
Figura 3.37 Diagrama de Causa-Efecto del desperdicio de exceso de
inventario 103
Figura 3.38 Diagrama de Causa-Efecto del desperdicio de procesos
innecesarios 104
Figura 3.39 Diagrama de Causa-Efecto del desperdicio de transportes 105
Figura 4.1 Formato de Tarjeta Roja empleada 112
Figura 4.2 Criterios de evaluación y clasificación de elementos innecesarios
113
Figura 4.3 Fotografía de la asignación de tarjetas rojas a los elementos
innecesarios dentro de cada área productiva 114
Figura 4.4 Fotografía de losTableros de herramientas del área de corte y
acabados 117
Figura 4.5 Fotografía de la colocación de cascadas de ropa en el área de
corte 118
Figura 4.6 Fotografía de la instalación de cascadas de ropa para colocar
muestras en el área de acabados 118
Figura 4.7 Fotografía de la adecuación de dos cajas en la remachadora 119
Figura 4.8 Fotografía de la delimitación del área de producto terminado 119
Figura 4.9 Organización de la estantería de piezas cortadas por secciones,
niveles y colores 120
Figura 4.10 Principios de orden y limpieza 122
Figura 4.11 Fotografía del letrero de limpieza colocado en cada una de las
áreas 122
Figura 4.12 Etiquetas de pendientes programa 5 “S” 126
Figura 4.13 Carteles de promoción 5 “S” 126
Figura 4.14 Puntos básicos para crear autodisciplina 127
Figura 4.15 Fotografía de la codificación de los equipos 129
Figura 4.16 Hoja estandarizada de mantenimiento preventivo 132

xii
Figura 4.17 Hoja estandarizada de mantenimiento preventivo (continuación)
133
Figura 4.18 Fotografía del Mantenimiento Preventivo de la maquinaria 134
Figura 4.19 Fotografía de la identificación de lugares 136
Figura 4.20 Fotografía de las pizarras de producción en el área de
confección 137
Figura 4.21 Fotografía de los burros metálicos pintados para la
identificación de producto 138
Figura 4.22 Diagrama de flujo del proceso de corte de materia prima
después de las implementaciones 140
Figura 4.23 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en el corte de
materia prima 142
Figura 4.24 Diagrama de flujo del proceso de confección del jean clásico
después de las implementaciones 144
Figura 4.25 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en la
confección del jean clásico 146
Figura 4.26 Diagrama de flujo del proceso de lavado del jean clásico
después de las implementaciones 148
Figura 4.27 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en el lavado
del jean clásico 150
Figura 4.28 Diagrama de flujo del proceso de acabados del jean clásico
después de las implementaciones 152
Figura 4.29 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en los
acabados del jean clásico 154
Figura 4.30 5 “S” Gráfico de radar después de la implementación 158
Figura 4.31 Porcentaje de rendimiento después de las implementaciones
162
Figura 4.32 Porcentaje de calidad después de las implementaciones 162

xiii
Figura 4.33 Porcentaje de disponibilidad después de las implementaciones
163
Figura 4.34 Porcentaje de OEE después de las implementaciones 163
Figura 4.35 Producción antes y después de las implementaciones 165
Figura 4.36 Evidencia fotográfica de las mejoras 167
Figura 4.37 Puntos que se cumplen y que faltan de mejorar en el
mantenimiento de maquinaria 169
Figura 4.38 Análisis del rendimiento antes y después de las
implementaciones 171
Figura 4.39 Análisis de la disponibilidad antes y después de las
implementaciones 171
Figura 4.40 Análisis de la calidad antes y después de las implementaciones
172
Figura 4.41 Análisis del OEE antes y después de las implementaciones 173
Figura 4.42 Comparación de horas/hombre después de la reducción de
productos no conformes 176

xiv
ÍNDICE DE ANEXOS
PÁGINA
ANEXO A Capacitación 5 “S” al personal 186
ANEXO B Limpieza de cada área de trabajo 187
ANEXO C Hoja de Corte 188
ANEXO D Entrega del Programa de Mantenimiento Productivo Total 189
ANEXO E Codificación de maquinaria 190
ANEXO F Codificación de maquinaria (continuación) 191

xv
RESUMEN
La adopción del Sistema de Manufactura Esbelta forma parte de las
estrategias de producción y técnicas de manufactura que se están aplicando
actualmente en las empresas alrededor del mundo para mejorar su eficacia
productiva y para permanecer competitivas en el mercado mundial, por lo
que es una filosofía de producción enfocada a la reducción de desperdicios
que no agregan valor al proceso productivo.
El presente proyecto trató de la ejecución de esta filosofía mediante el
diseño e implementación de un sistema de manufactura esbelta (Lean
Manufacturing), el mismo que se realizó en los procesos de fabricación de
Nikos S.C., cuyo objeto es la confección de ropa casual para damas,
caballeros y niños, por lo que se analizó todo su proceso productivo.
Para el proceso de realización de este trabajo se empezó con el análisis de
los productos que la empresa confecciona, con lo que se pudo seleccionar
entre ellos al producto estrella en base a tres factores como el volumen de
producción, la cantidad de desperdicios y los ingresos de producción que
generaba el mismo.
Una vez elegido al jean clásico como producto estrella, se procedió a realizar
un análisis general de cada una de las actividades del flujo productivo del
estado inicial sin la implementación de esta filosofía, la medición de
indicadores, la determinación de problemas y se seleccionó a las
herramientas de mejora que más se ajustaban a la realidad de la empresa,
es decir 5 “S”, TPM (Mantenimiento Productivo Total) y Control Visual para
minimizar o eliminar los desperdicios previamente identificados.
Seguidamente se procedió a la implementación de estas herramientas, para
luego presentar los resultados con tablas y gráficos comparativos, así como
los beneficios económicos que se lograron con la aplicación de este
proyecto.

xvi
Por último se presentan las conclusiones de la implementación del Sistema
de Manufactura Esbelta en Nikos S.C. y las recomendaciones que se espera
que la alta dirección de la empresa las acoja favorablemente, ya que
permitirán continuar con las mejoras.

xvii
ABSTRACT
Adopting Lean Manufacturing System is part of the strategies of production
and manufacturing techniques that are currently being implemented in
companies around the world to improve their production efficiency and
remain competitive in the global market, so it is a philosophy of production
focused on reducing waste that do not add value to the production process.
This project aimed at the implementation of this philosophy through the
design and implementation of a lean manufacturing system (Lean
Manufacturing), the same as was done in the manufacturing processes of
Nikos SC, aimed at the casual garment for ladies , men and children, so we
analyzed whole production process.
For the process of realization of this work began with an analysis of the
products that the company manufactures, which could select among them
flagship product based on three factors as the volume of production, the
amount of waste and income production which generated it.
Once chosen as flagship classic jean, we proceeded to perform a
comprehensive analysis of each of the activities of the initial production flow
without the implementation of this philosophy, measurement indicators,
problem determination and was selected to improvement tools that best fit
the reality of the company, ie 5 "S", TPM (Total Productive Maintenance) and
Visual Control to minimize or eliminate waste previously identified.
Then we proceeded to the implementation of these tools, and then present
the results with comparative tables and graphs, as well as the economic
benefits that were achieved with the implementation of this project.
Finally we present the conclusions of the implementation of Lean
Manufacturing System in Nikos SC and recommendations is expected that
senior management of the company favorably, and that will continue the
improvements.

1
CAPÍTULO 1
1. INTRODUCCIÓN
La manufactura esbelta es un sistema en el que se incluyen procedimientos
diseñados para el mejoramiento de la eficacia de la producción en general,
eliminando la mayor cantidad de desperdicios como son movimientos
innecesarios, pasos de producción que no generan valor agregado y el
exceso de inventarios en la cadena productiva.
En la última década el interés por la implementación de la manufactura
esbelta ha incrementado drásticamente, debido a que las empresas han
visto la necesidad de hacerlo para permanecer competitivas en el mercado
mundial actual. Adoptar esta filosofía requiere explorar las herramientas de
manufactura esbelta ya que buscan mejorar las utilidades y el trabajo en
conjunto de directivos y trabajadores.
Ante esta realidad las empresas Ecuatorianas atraviesan el desafío de ser
cada vez más competitivas a nivel nacional e internacional, para lo cual
están implementando estrategias y técnicas de producción que contribuyan
al mejoramiento de la productividad, que garanticen la calidad en los
productos y servicios que ofrecen, con un precio competitivo y que sobre
todo satisfaga los requerimientos de los clientes que son cada vez más
exigentes.
Por tal razón se ha visto la necesidad de implementar la filosofía de
manufactura esbelta en Nikos S.C., como elemento diferenciador y de éxito
que garantice que su participación en el mercado crezca considerablemente
para obtener mayores niveles de calidad, se alcance la productividad
deseada, se maximicen recursos y minimicen costos, entrando al ritmo de la
competencia de los mercados actuales.

2
1.1. PROBLEMA
Nikos S.C. es una industria de confección que inició sus operaciones hace
40 años, con la fabricación de ropa casual para damas, caballeros y niños.
Posee una gran variedad de productos, entre los que se destacan: ropa
deportiva, blusas, camisetas, jeans y ropa de trabajo.
Ha crecido considerablemente durante los últimos 10 años, logrando
posicionarse en el mercado a través de sus catálogos y puntos de venta; con
lo cual ha aumentado la diversidad de los productos, su número de
trabajadores y su infraestructura en general.
Actualmente dentro de la planta de producción cuenta con las siguientes
áreas: diseño, corte, confección, serigrafía, bordado, lavandería y acabados.
Se han identificado los problemas en el área de producción de la empresa,
mediante entrevistas realizadas a los involucrados, desde la alta dirección
hasta los operarios.
La información que se obtuvo de los problemas dentro de la planta de
producción es que existen retrasos en la producción, se evidencia una
considerable cantidad de productos defectuosos, inclusive no se los ha
cuantificado, adicionalmente no se cumple con los planes de producción y se
generan gastos adicionales en mantenimiento correctivo de la maquinaria.
1.2. JUSTIFICACIÓN
Este proyecto se realizará con el principal fin de diseñar un sistema de
Manufactura Esbelta (Lean Manufacturing) ajustada a la realidad de Nikos
S.C., enfocado al cliente, el Recurso Humano y el uso que éste da a
maquinarias y equipos.

3
Con la ejecución de este estudio se identificarán las actividades que no
agregan valor al proceso productivo y se minimizarán los reprocesos con lo
cual las pérdidas paulatinamente se convertirán en ganancias.
Actualmente Nikos no contabiliza el impacto económico de la cantidad de
reprocesos que se producen por los productos no conformes, muy
probablemente debido a la falta de planificación y control de los mismos.
La Manufactura Esbelta ayuda a las empresas a reducir sus costos,
aumentar su productividad y mantenerse en un mercado competitivo; pero
también hay que tomar en cuenta que la restricción que ha limitado su
implementación es el miedo al cambio, por lo que el recurso humano de
Nikos S.C. será capacitado e involucrado durante todo el proyecto.
Por esta razón y luego de haber hecho una presentación previa a su gerente
propietario acerca de Lean Manufacturing y los beneficios que ha dado a
varias empresas en el Ecuador y alrededor del mundo; se tiene el apoyo de
la alta dirección, esperando tener como resultados los objetivos planteados
en este proyecto.
1.3. HIPOTÉSIS
La implementación de un Sistema de Manufactura Esbelta mejorará el
proceso productivo de Nikos S.C.
1.4. OBJETIVOS
1.4.1. OBJETIVO GENERAL
Implementar las herramientas de Lean Manufacturing más idóneas a la
realidad de la empresa NIKOS S.C. para mejorar los procesos de
produccción.

4
1.4.2. OBJETIVOS ESPECÍFICOS
Analizar y medir el proceso productivo de la empresa para
determinar las actividades que no agregan valor.
Definir las herramientas Lean más ajustadas a la realidad del
proceso productivo de Nikos S.C.
Implementar las herramientas Lean seleccionadas.
Comparar los resultados de la situación inicial y posterior a la
implementación de las herramientas.
1.5. ALCANCE
El presente proyecto estará enfocado en la optimización de los procesos de
producción del producto determinado como “estrella”. Además se
considerará el nivel de producción, la cantidad de desperdicios y el beneficio
económico que estos representan.
1.6. METODOLOGÍA / TÉCNICAS
Se pretende desarrollar un modelo comparativo que de soporte a la
aplicación de la filosofía Lean Manufacturing en el proceso productivo de la
empresa Nikos S.C., realizándolo en cuatro etapas:
Fase I:INVESTIGACIÓN TEÓRICA DEL TEMA:
Se efectuará mediante la recolección de información sobre el tema de
investigación a través de documentos electrónicos y referencias
bibliográficas; para tener un conocimiento más amplio del mismo y de los
puntos a considerar en la implementación de Lean Manufacturing.

5
Fase II:INTRODUCCIÓN A LA EMPRESA:
En esta fase se llevará a cabo mediante un análisis general del estado inicial
sin la implementación de esta filosofía, un diagnóstico del proceso
productivo, la medición de indicadores, la determinación de problemas y la
selección de las herramientas de mejora.
Fase III: DISEÑO DE UN SISTEMA DE MANUFACUTRA ESBELTA
(LEAN MANUFACTURING) A TRAVÉS DE SUS HERRAMIENTAS.
Se desarrollará con la concientización a directivos y personal del área de
producción, la capacitación del Recurso Humano sobre Lean Manufacturing
y la aplicación de las herramientas.
Fase IV: IMPLEMENTACIÓN DE UN SISTEMA DE MANUFACUTRA
ESBELTA (LEAN MANUFACTURING).
En esta etapa se demuestra las ventajas de este sistema de manufactura
esbelta, además de realizar una comparación de los resultados de la etapa
inicial y después de la implementación.
Se realizará mediante la medición de indicadores después de la
implementación de las herramientas, el análisis de los resultados de los
indicadores y el análisis de la eliminación de los desperdicios encontrados.

6
CAPÍTULO 2
2. MARCO TEÓRICO
Dentro de este capítulo se desarrollan los conceptos relacionados con la
filosofía Lean Manufacturing empezando desde los antecedentes históricos,
los beneficios que brinda, los objetivos, principios del pensamiento Lean y
las herramientas que la conforman.
2.1. LEAN MANUFACTURING
Lean manufacturing es conocido también como manufactura esbelta y se
caracteriza porque al ser aplicado a un sistema productivo tiene la capacidad
de adaptarse a las necesidades del cliente de una manera ágil y flexible.
El principio básico de esta filosofía es mejorar continuamente sin despilfarro,
a través de la eliminación de todos aquellos recursos que no añaden valor al
producto manufacturado, el respeto e involucramiento del personal operativo
y el uso de las herramientas de mejora de la productividad como se indica en
la Figura 2.1.
Figura 2.1 Filosofía Lean Manufacturing
(Horillo, 2012)

7
De acuerdo a (Feld, 2002) Lean Manufacturing es un sistema formado por la
unión de cinco elementos importantes que son:
El flujo de manufactura: donde se encuentran todos los aspectos de
cambios físicos y diseños estándar
Organización: que se enfoca en la identificación del personal, sus
roles y funciones dando nuevas formas de trabajo y comunicación
Control de procesos: que son todos los aspectos enfocados al
monitoreo, control y estabilidad, con el fin de buscar las nuevas
formas para mejorar los procesos
Medición: que es el aspecto visible, siendo el resultado de la mejora
de objetivos
Logística: donde su función es planear y controlar el flujo de material.
Por tanto, lo que busca Lean Manufacturing, es lograr un sistema de
producción con menos esfuerzo, espacio y tiempo; basado en un enfoque
centrado en la eliminación total de las actividades que solo agregan costo al
producto.
2.2. HISTORIA DE LEAN MANUFACTURING
Lean Manufacturing o Manufactura Esbelta tuvo sus orígenes en Japón, a
consecuencia de la Segunda Guerra Mundial, que provocó la escasez tanto
de recursos materiales como de recursos financieros y humanos. Al
enfrentarse a esta realidad los manufactureros japoneses buscaron nuevas
y revolucionarias prácticas de manufactura, como la única forma de revivir su
industria.
Es así que estas condiciones motivaron a Tayoda Kiichiro, Shigeo Shingo y
Taiichi Ohno a desarrollar entre los años 1945-1970, una nueva filosofía
orientada a los sistemas productivos y a la eliminación de elementos
innecesarios en el área de producción. Esta disciplina actualmente es

8
conocida como Toyota Production System o Lean Manufacturing y aún es
aplicado alrededor del mundo.
El Sistema de Producción Toyota, es uno de los principales legados de
Toyota y fue un sistema adoptado por las compañías Japonesas después de
la crisis petrolera de 1973, con el fin de alcanzar reducciones en los costos y
cumpliendo con las necesidades de los clientes a los costos más bajos
posibles.
La compañía Toyota comenzó a utilizar esta filosofía a principios de los años
50‘s con la implementación del concepto de producción “Just in Time”:
producir sólo lo que se necesita, en el momento que se requiere y en las
cantidades necesarias, para reducir niveles de stock y lograr ahorros
significativos en los costos.
La implementación del TPS (Toyota Production System), con su pilar
fundamental en la mejora continua y el compromiso con los empleados, han
traído con el paso del tiempo en la industria automotriz resultados
satisfactorios.
En los últimos años, el Sistema Justo a Tiempo junto con una gran variedad
de herramientas que son muy conocidas y utilizadas ha permitido que las
compañías sean más eficientes después de eliminar las mudas
(desperdicios) y mejorar continuamente sus productos y procesos.
2.3. OBJETIVOS DE LEAN MANUFACTURING
Según (Reyes, 2002) algunos de los beneficios que genera la aplicación de
la metodología Lean Manufacturing son:
Reducción hasta de un 50% o más del espacio utilizado para
manufactura.

9
Reducción de la distancia entre los procesos.
Mejora las distribuciones de planta para aumentar la flexibilidad.
Reducción de tiempos de entregas (lead time - desde el pedido hasta
la entrega del producto terminado) en promedio hasta del 50%.
Reducción hasta de un 50% en promedio del tiempo de ciclo de
manufactura.
Reducción hasta del 100% del tiempo de preparación de cambio de
modelo.
Reducción de costos del producto en promedio 30%.
Reducción de costos de herramentales para un nuevo producto.
Reducción de defectos 50% en promedio lo que se traduce en una
mejor calidad.
Reducción de rechazos y desperdicio.
Reducción de costos por inventario.
Respuesta rápida al mercado.
Menos mano de obra
Mayor eficiencia de equipo
Mayor tiempo de vida media de la maquinaria y equipos.
Sistemas de producción más robustos.
Mejor comunicación con el cliente, entre otras.
2.4. PRINCIPIOS DEL PENSAMIENTO LEAN
De acuerdo a (Toyoda, 1890) algunos principios básicos de esta filosofía
son:
Valor: se entiende desde el punto de vista del consumidor final y se
determina lo que el cliente está dispuesto a pagar.
Flujo de valor (value stream): es el conjunto de todas las actividades
específicas para producir un producto o servicio.

10
Flujo: el producto debe moverse en el flujo de valor sin ninguna
interrupción como re-procesos, esperas y flujos hacia atrás.
Atracción (pull): se basa en que el cliente es el que atrae la
producción según sus necesidades.
Perfección: es la habilidad para lograr que las cosas se hagan bien
desde el primer momento, reduciendo esfuerzos, tiempos, espacios y
costos.
2.5. OEE: INDICADOR CLAVE DE LA FILOSOFÍA LEAN
El indicador clave de la filosofía Lean Manufacturing y utilizado
universalmente en la producción es el OEE (Overall Equipment Effectiveness
o Efectividad Global del Equipamiento).
El OEE ha diferencia de otros indicadores de producción, cuantifica en un
solo indicador todos los parámetros fundamentales como: la disponibilidad,
la calidad y el rendimiento.
El valor que se obtiene de la OEE permite clasificar a la compañía, respecto
a otras consideradas excelentes, proporcionando una idea de las
consecuencias de dicho porcentaje y de los factores a considerar para
mejorar posiciones dentro de esta clasificación que se muestra en la Tabla
2.1.

11
Tabla 2.1 Clasificación del OEE
OEE Calificativo Consecuencias
<65% Inaceptable Importantes pérdidas económicas. Baja
competitividad
≥65% <75% Regular Pérdidas económicas. Aceptable sólo si se
está en proceso de mejora
≥75% <85% Aceptable Ligeras pérdidas económicas.
Competitividad ligeramente baja
≥85% <95% Buena Buena competitividad. Entramos ya en
valores considerados “World Class”
≥95% Excelente Competitividad excelente
(Produktika, 2007)
El OEE es un indicador ampliamente utilizado en la industria por ser una
herramienta que mide la eficacia de la maquinaria industrial, y que se
expresa como un porcentaje de tres parámetros que se muestra en la
fórmula 2.1.
[2.1]
Cálculo de la disponibilidad
La disponibilidad como se indica en la fórmula 2.2, resulta de dividir el
tiempo que el proceso ha estado produciendo para el tiempo total que el
proceso tenía disponible para producir.
[2.2]
Cálculo de la calidad
La calidad como se muestra en la fórmula 2.3, resulta de dividir la cantidad
total de productos buenos producidos para la cantidad total de productos
producidos

12
[2.3]
Cálculo del rendimiento
El rendimiento como se muestra en la fórmula 2.4, resulta de dividir la
cantidad de productos realmente producidos para la cantidad de productos
que se podrían haber producido.
[2.4]
2.6. VALOR AGREGADO VS. NO-VALOR AGREGADO
De acuerdo a (Wish, 2001) para el cliente las actividades que agregan valor
al producto son aquellas por las que está dispuesto a pagar; se identifican
porque generalmente son las operaciones que lo transforman en su forma
física o integran el servicio, por ejemplo, las operaciones necesarias para
modificar materias primas y materiales en un juguete. Como ejemplo de
actividades que no agregan valor se tienen los reprocesos al producto, los
tiempos de espera y las inspecciones, la actividad de repartir documentos y
colectar firmas que puede tomar varias horas o días, los almacenamientos,
los transportes, las demoras, etcétera.

13
Figura 2.2 Mejora en procesos con Lean Manufacturing
(Horillo, 2012)
2.7. LOS 7 DESPERDICIOS
Según (Villaseñor, 2007) se han identificado 7 tipos de desperdicios que no
agregan valor al proceso de manufactura, los cuales son (Figura 2.3):
Sobreproducción, Espera, Transporte innecesario, Procesamiento incorrecto,
Inventarios, Movimiento innecesario, y Defectos o retrabajos. El objetivo
principal es minimizar el desperdicio. MUDA (palabra japonesa cuyo
significado es desperdicio), es todo aquello que no agrega valor y por lo que
el cliente no está dispuesto a pagar.
Figura 2.3 Los 7 Desperdicios
(IDIA, 2009)

14
Los 7 tipos de desperdicios clásicos que aparecen en las empresas son:
1. Defectos y Retrabajos.- Es considerado como el mayor tipo de derroche y
se relaciona con la necesidad de corregir productos defectuosos. Se
compone de la reutilización de recursos, tiempo y energía involucrados
en reparar los defectos.
2. Procesamiento Incorrecto.- Se trata de actividades innecesarias que no
agregan valor al producto como: retrabajos, errores en los
procedimientos de producción, fallas en materia de diseño de productos/
servicios o sobreproducción.
3. Sobreproducción.- Este tipo de derroche es el que más afecta a una
industria, ya que se deriva en altos costos de almacenamiento y
financieros. Ocurre cuando las operaciones continuas debieron ser
detenidas o cuando se hacen productos antes de que el cliente los pida.
4. Inventario.- Es el material acumulado en el lugar de trabajo, entre
procesos, o como producto terminado que podría ser entregado al
cliente.
5. Movimiento.- Cualquier Movimiento sin valor agregado del personal,
materiales y maquinarias. Estos movimientos están estrechamente
relacionados con la ergonomía del lugar de trabajo y podrían afectar la
calidad y la seguridad.
6. Espera.- Son periodos de inactividad de un proceso que no agregan
valor. Este desperdicio frecuentemente se presenta por tiempos de
preparación, tiempos en que una pieza debe esperar a otra para
continuar su procesamiento, tiempo por reparaciones o mantenimientos,
tiempos de espera de órdenes, tiempos de espera de materias primas o
insumos.

15
7. Transportación. Se presenta cuando se realiza excesos en los
transportes internos de materiales de una operación a otra sin ser
requeridos.
2.8. MATRIZ DE HERRAMIENTAS DE PROCESOS ESBELTOS (LEAN)
“Las herramientas de procesos esbeltos pueden ser utilizadas para eliminar
cargas y trabajo descartable. Cuanto mejor definido, analizado y resueltos
los desperdicios, mejor será la utilización de estas herramientas en la
secuencia apropiada de implementación; por ende mejor será el recorrido
del camino hacia la esbeltez globalizada.” (Tapping, 2007)
La matriz de herramientas de procesos esbeltos de la Tabla 2.2, organiza las
34 herramientas de acuerdo a varios aspectos dentro de un plan de
implementación.

16
Tabla 2.2 Matriz de Herramientas de Procesos Esbeltos (Lean)
Herramienta de
optimizaciónPlan/Activación Demanda Flujo Nivelación
Visual
ControlGeneral
5 Eses X
Análisis de la Cantidad
Producto (CP) y del Destino
de las Piezas
X
Desperdicios y Cargos
DescartablesX
Existencia Acumuladas y de
reservaX
Factoria Visual X
Flujo Continuo X
Heijunka (Nivelación de la
Carga de Trabajo)X X
Informes y Comunicaciones
EsbeltasX
Intercambio Rápido X
Jidoka X
Justo a Tiempo X
Kanban (Sist. De Arrastre) X
Layout Cellular: Forma de U X
Manejo de Herramientas
PerecedorasX
Manejo de la Cadena de
ProducciónX
Mantención del Total
ProductivoX
Mapeo de la Cadena de
ProducciónX
Metodología para Resolución
de ProblemasX X
Métricas de Procesos
EsbeltosX
Nivelación de la línea de
ProducciónX
Oficina Esbelta X X X X X
Organigrama X X
Origen del Proceso Esbelto X
Prueba de Errores X
Responsable de la
ProducciónX
Retiro Pausado X X X
Secuencia para la
Implementación del Proceso
Esbelto
X
Seis Sigma X X X X X X
Talleres Kaizen X
Tiempo Cíclico X
Tiempo de Ejecución Takt X
Tiempo del Retiro del
Producto EmpacadoX
Trabajo Estándar X X
Pensamiento A3 X
MATRIZ DE HERRAMIENTAS DE PROCESOS ESBELTOS (LEAN)
(Tapping, 2007)

17
2.9. LAS OCHO HERRAMIENTAS DE LEAN MANUFACTURING
Como se mencionó en la Matriz de Herramientas de Procesos Esbeltos
(Lean) son 34 herramientas utilizadas para la eliminación de las pérdidas,
por lo que la implementación de la filosofía Lean en una empresa no
conlleva la aplicación de todas ellas, ya que dependerá en gran parte, de las
pérdidas detectadas en el proceso productivo analizado. A continuación se
describen las más representativas indicando en cada una de ellas cuando es
adecuado aplicarla, la metodología básica y los resultados que se obtienen.
2.9.1. LAS 5 “S”
“Este método se refiere a mantener un orden y limpieza permanente en la
planta de manufactura y oficinas para reducir desperdicios en espacios y
tiempos de búsqueda. Algunas veces una máquina que no se utiliza ocupa
mucho espacio en la planta y puede provocar accidentes, o se da el caso de
que no encuentran simples tornillos por no haber orden. Para esto se usa el
Método de las 5S’s, denominado así por considerar cinco aspectos cuyo
significado en japonés inicia con una S, como sigue: Seiri - organización;
Seiton - orden; Seiso - limpieza; Seiketsu - estandarización; Shitsuke –
disciplina.” (Hirano, 1996)
Principios: para una aplicación de 5S se aplican los principios que figuran en
la Tabla 2.3.

18
Tabla 2.3 Principios 5S
Fase Principios Objetivo1. SEIRI =
Separar
Mantener en el puesto de trabajo
sólo las cosa necesarias
Eliminar y evitar tener cosas inútiles
en el puesto de trabajo
2. SEITON =
Ordenar
Un lugar para cada cosa, cada
cosa en su lugar
Hacer las cosas útiles fácilmente
identificables, utilizables y que se
puedan encontrar
3. SEISO =
LimpiarInspeccionar durante la limpieza
Volver a las condiciones operativas
óptimas de funcionamiento y los
estándares de mantenimiento de
las máquinas y los equipos
4. SEIKETSU
=
Estandarizar/
Comunicar
Evidenciar los comportamientos
correctos y las anomalías.
Comunicar con todos de manera
simple y eficaz.
Comunicar los estándares
operativos y de mantenimiento de
las primares 3S
5. SHITSUKE
= Respetar
Desarrollar las actividades diarias
de forma coherente con los
procedimientos y los estándares
definidos en las primeras 4S.
Definir los instrumentos de
verificación (ej. Check list)
necesarios para evaluar
periódicamente el grado de
adecuación a los estándares
(Galgano, 2004)
Instrumentos y metodologías: es fundamental que los grupos de trabajo de
5S sigan paso a paso las metodologías y utilicen los instrumentos
desarrollados para cada una de las fases como se muestra en la Tabla 2.4.

19
Tabla 2.4 Instrumentos y Metodologías
Fase Metodología Instrumentos
1. SEIRI =
Separar
1. Identificar el área de
intervención
2. Definir los criterios de
separación
3. Separar físicamente el material
útil del inútil
• Cartelito rojo (para identificar los
materiales inútiles)
• Ficha de estratificación (para
clasificar los materiales inútiles
según los criterios definidos)
2. SEITON =
Ordenar
1. Definir la frecuencia y la
cantidad óptima de utilización
2. Codificar los objetivos
3. Identificar claramente la
posición de cada objeto
• Colores
• Señales visuales
• Códigos
• Mapas
3. SEISO =
Limpiar
1. Definir las condiciones
operativas óptimas
2. Limpiar e inspeccionar las
máquinas
3. Definir estándares operativos y
de mantenimiento
• Check list de las actividades de
limpieza
• Fichas de resumen de la limpieza
efectuada
4. SEIKETSU
=
Estandarizar/
Comunicar
1. Distinguir sistemáticamente los
materiales inútiles de los útiles
2. Hacer difícil o imposible guardar
los objetos en otros lugares
equivocados
• Definir los parámetros de
evaluación
• Efectuar comprobaciones
periódicas de las áreas
5. SHITSUKE
= Respetar
1. Definir los parámetros de
evaluación
2. Efectuar comprobaciones
periódicas de las áreas
• Gestión visual
• Check list
(Galgano, 2004)
2.9.2. REDUCCIÓN DE LOS TIEMPOS DE PREPARACIÓN (SMED)
“El sistema SMED (Single Minute Exchange of Die) nace como un conjunto
de conceptos y técnicas que pretenden reducir los tiempos de preparación
hasta poderlos expresar en minutos utilizando sólo un dígito (es decir
realizar la preparación de cualquier máquina en un tiempo inferior a los 10
minutos)”. (De la Fuente, 2006)
.

20
Las ventajas del sistema SMED son:
Disminución del tamaño del lote.
Reducción de los tiempos de fabricación y del nivel de inventario.
Mayor flexibilidad y adaptación a los cambios de la demanda.
Aumento de la utilización de la maquinaria y de la productividad
Adaptación de la fabricación a los pedidos reales de los clientes.
Problemas de calidad más rápidamente detectados y con un menor
número de piezas afectadas.
Las fases del sistema SMED son las siguientes (Figura 2.4):
1. Antes de realizar el SMED es fundamental distinguir los conceptos de
preparación interna y externa. Las labores de preparación interna
corresponden a los trabajos que se realizan cuando la máquina esté
parada y las labores de preparación externa serán cuando la máquina
esté en funcionamiento.
2. Separar organizadamente la preparación interna de la externa.
3. Convertir la preparación interna en externa. “Este tercer aspecto es
fundamental para conseguir tiempos de preparación de un solo dígito.
Para hacer posible esta conversión debemos analizar las labores internas
de preparación (comprobando que ninguna de ellas se ha catalogado así
por error) e intentar transformarlas en actividades que sean posibles
realizar con la máquina en marcha”. (De la Fuente, 2006)
4. Perfeccionar todos los aspectos de la operación de preparación.
Figura 2.4 Las tres fases del SMED
(Grupo MDC, 2010)

21
2.9.3. MANTENIMIENTO TOTAL DE LA PRODUCCIÓN (TPM)
“Es el conjunto de disposiciones técnicas, medios y actuaciones que
permiten garantizar que las máquinas, instalaciones y organización que
conforman un -proceso básico- o línea de producción, pueden desarrollar el
trabajo que tienen previsto en un plan de producción en constante evolución
por la aplicación de la mejora continua.” (Rey, 2001)
Dentro de los objetivos primordiales del TPM y que se muestran en la Figura
2.5 están:
1. Mejorar continuamente el rendimiento operacional, a través del
mantenimiento autónomo.
2. Asegurar la calidad de los productos, disponibilidad de los equipos y
mejorar en la productividad, por medio de la eliminación de fallos
esporádicos y crónicos de los equipos.
3. Formar personal técnico que conozcan bien las instalaciones.
4. Lograr un cambio de cultura de mantenimiento preventivo que conduzca
a cero fallos, averías y defectos.

22
Figura 2.5 Objetivos del TPM
(Rey Sacristán, 2001)
2.9.4. KANBAN
“Es una herramienta de manejo del flujo de materiales en una línea de
ensamble. Es una -etiqueta de instrucción-, que contiene información que
sirve como orden de trabajo, siendo un dispositivo de dirección automático
que da información acerca de qué se va a producir, en qué cantidad,
mediante qué medios, y cómo transportarlo”. (Liker, 2006)
Dentro de las principales funciones desarrolladas por la tarjeta Kanban
están:
Control de la producción: kanbans que se mueven dentro del puesto
de trabajo, funcionando como una orden de fabricación.

23
Control del movimiento o transporte: kanbans que se mueven entre
dos puestos de trabajo indicando la cantidad de producto que se va a
retirar del proceso anterior.
Integración de los diferentes procesos.
Desarrollo de un Sistema Justo a Tiempo.
Las reglas del Kanban según (Yasuhiro, 1993) son:
Regla 1: No se debe mandar producto defectuoso a los procesos
subsecuentes.
Regla 2: Los procesos subsecuentes requerirán sólo lo que es necesario.
Regla 3: Producir solamente la cantidad exacta requerida por el proceso
subsecuente.
Regla 4: Balancear la producción.
Regla 5: Kanban es un medio para evitar especulaciones.
Regla 6: Estabilizar y racionalizar el proceso.
El uso de etiquetas Kanban sirven como una orden de trabajo, por lo que es
importante que contengan información necesaria que se muestra en la
Figura 2.6, y que se detallan a continuación:
1. Número de parte del componente y su descripción.
2. Nombre/Número del producto.
3. Cantidad requerida.
4. Tipo de manejo de material requerido.
5. Donde debe ser almacenado cuando sea terminado.
6. Punto de reorden.
7. Secuencia de ensamble/producción del producto.

24
Figura 2.6 Información necesaria en una etiqueta Kanban
(Constru Sur, 2011)
2.9.5. JUSTO A TIEMPO
“Tal como se ha expuesto, el Just in Time es una herramienta del Lean
Manufacturing cuyo objetivo es la organización de la producción de forma
que se reduzcan los stocks y los plazos de entrega. Está basado en la
organización de la producción tipo pull (aquella en la que los pedidos tiran de
la producción)”. (CEEI, 2008)
Figura 2.7 Principio de Tracción (Pull)
(LeanRoots, 2010)

25
Para lograr los objetivos son necesarias ciertas condiciones:
Alta flexibilidad de producción.
Alta calidad.
Proveedores de alta confianza.
Los almacenes de materia prima y producto terminado deben tener
movimiento FIFO (first in-first out: primer material en entrar es el
primero en salir).
No acumulación de producto en proceso ni en producto terminado.
El trabajo tanto de los clientes como de los proveedores también debe
ser con el sistema just in time.
2.9.6. A PRUEBA DE ERRORES (POKA YOKE)
Un dispositivo Poka Yoke de acuerdo a (Miranda, 2006) es cualquier
mecanismo que ayuda a prevenir los errores antes de que sucedan, o los
hace que sean muy obvios para que el trabajador se dé cuenta y lo corrija a
tiempo. El objetivo de este sistema es crear un proceso donde se eliminen
los defectos de un producto, ya sea previniendo o corrigiendo los errores que
se presenten lo antes posible.
“Los mejores creadores de Poka Yoke son los mismos operarios y sólo ellos
pueden localizar las áreas más escondidas donde existe necesidad del Poka
Yoke. Es necesario fomentar la creatividad en el personal para evitar
defectos, riesgos para la seguridad, etc. El Poka Yoke se convierte en un
óptimo y económico instrumento de gestión de la motivación y delegación”.
(Galgano, 2004)
En el ejemplo que se muestra en la Figura 2.8, se representa un Poke Yoke
para la preparación de los materiales para el montaje de un cojinete de
bolas.

26
Figura 2.8 Representación Poka Yoke
(Galgano, 2004)
2.9.7. CONTROL VISUAL
Paralelamente a las 5’S de acuerdo a (Suárez, 2007), existe un mecanismo
que ayuda a mantener el funcionamiento de las 5’S como parte de la rutina
diaria. A este concepto se le conoce como: Control Visual. El objetivo del
control visual es hacer que los problemas o posibles problemas sean visibles
en el lugar de trabajo. En otras palabras, consiste en hacer obvio de una
sola ojeada el nivel de las condiciones de las áreas de trabajo al momento
que se aplican las 5’S.
Ejemplos de control visual: Cuando una línea de producción de una planta
ensambladora de vehículos se detiene por algún problema de calidad,
entonces se enciende una sirena, y unas luces llamativas que se encuentran
colocados en un tablero por encima de la planta (en un lugar visible para
todos). Dicho tablero se le conoce como Andon o tablero de control de líneas
(Figura 2.9). Además de la sirena y las luces parpadeando, el Andon
muestra con una señal luminosa en el tablero, el número de la línea que se
ha detenido. En este sentido, lo que se busca es que el problema que tiene
una línea lo pueda visualizar toda la planta, y por consiguiente todo el
proceso completo, esto les permite a los operarios ubicar con claridad en
donde se encuentra la anomalía.

27
Figura 2.9 Ejemplo de aplicación del Control Visual a través del ANDON
(Suárez Barraza, 2007)
2.9.8. TRABAJO ESTANDARIZADO
El Sistema de Producción de Toyota como menciona (Galgano, 2004), tiene
sus raíces en la estandarización. Sin la estandarización no existiría el
Sistema de Producción Toyota y, obviamente, ningún sistema altamente
eficiente.
Definida de manera sencilla, la estandarización consiste en un <<set>> de
instrucciones que definen e ilustran claramente cómo se debe realizar cada
aspecto de un determinado trabajo: de esta manera se tiene el <<trabajo
estándar>>.
Al establecer procedimientos estandarizados de trabajo se elimina la
variación entre trabajadores, cambios y sitios, asegurando que todos
desempeñen el trabajo en la misma manera. Esto permite que sea un
instrumento para mantener la productividad y eliminar la variación que
puede ocasionar la calidad inconsistente y procedimientos de trabajo
inseguros.

28
Por lo tanto, las mejoras en los procesos no se pueden realizar si no se tiene
un trabajo estándar como punto de referencia para obtener un nuevo
estándar como se ilustra en la Figura 2.10.
Figura 2.10 La estandarización como base para la mejora
(Galgano, 2004)
2.10. LAS 7 HERRAMIENTAS BÁSICAS DE CALIDAD
“Las siete herramientas básicas de calidad ayudan a las organizaciones a
entender sus procesos para mejorarlos. Los Directores deben entenderlas y
aplicarlas según las necesiten para desarrollar, implantar y monitorizar un
sistema de calidad. Estas herramientas son:” (Gómez, 2003)
1. Diagrama de causa efecto (o de Ishikawa).
2. Hoja de comprobación (Check-sheet).
3. Tormenta de ideas.
4. Diagrama de flujo.
5. Histograma.
6. Diagrama de Pareto.
7. Diagrama de correlación.

29
Diagrama causa-efecto
El diagrama de causa-efecto o diagrama de espina de pescado, es una
herramienta gráfica que permite apreciar con mayor claridad las causas que
puedan estar contribuyendo para que un determinado problema ocurra.
De acuerdo a (Alcalde San Miguel, 2010) por lo general, las causas más
comunes que pueden ocasionar variaciones en los procesos son las 6 M:
Variaciones en las Máquinas o equipos (las máquinas producen
variaciones demasiado intensas)
Variaciones en el Material de entrada al proceso (la materia prima
utilizada no es uniforme)
Variaciones en el Método o procedimiento (se aplican procedimientos
de trabajo diferentes)
Variaciones en los operarios o Mano de obra (las personas trabajan
de forma diferente)
Variaciones en el Medio ambiente (el medio ambiente afecta al
proceso)
Variaciones en las Medidas (fallos en el sistema de medida)
En la Figura 2.11 se muestra la estructura básica de un diagrama de causa-
efecto.
Figura 2.11 Diagrama de causa-efecto
(Alcalde San Miguel, 2010)

30
Hoja de comprobación (Check-sheet)
“Una hoja de comprobación es un impreso que se diseña como herramienta
para la recogida de datos, de forma que los resultados de la misma puedan
ser más fáciles de observar y rápidamente interpretados a partir de dicho
impreso. Normalmente no necesitan tratamiento posterior y se emplean, por
tanto, para tomar la decisión oportuna en el proceso de análisis de un
problema”. (Rey, 2003)
Tormenta de ideas (brainstorming)
“Es una técnica ampliamente reconocida para trabajar en grupo, utilizada
para estimular la creatividad y la participación de todos los involucrados con
un proyecto o un problema. Se caracteriza por desarrollarse oralmente,
habiendo una gran interacción de unas personas con otras”. (Rey, 2003)
Diagrama de flujo de proceso
“Esta sencilla herramienta, nos permite representar, de forma sencilla y
gráfica, la secuencia que se produce en un proceso. Con el diagrama de
flujo obtenemos una visión general del sistema y cómo se relacionan todos
los elementos que lo componen. Es una herramienta muy útil para analizar
un proceso y estudiar la manera de simplificarlo, mejorarlo y resolver todos
aquellos problemas que se presenten”. (Alcalde San Miguel, 2010)
Se utilizan una serie de símbolos comunes para representar este tipo de
diagramas, lo que proporciona la facilidad en su interpretación como se
muestra en la Figura 2.12.

31
Figura 2.12 Símbolos del diagrama de procesos
(Meyers, 2000)
Histogramas
De acuerdo a (Rey, 2003) los histogramas son uno de los tipos de gráficos
utilizados, que muestra la distribución de cualquier cosa que podamos medir.
El histograma describe, por ejemplo, cómo las medidas reales de una
determinada cota o característica de cierto producto varían en el tiempo
alrededor de un valor deseado como se indica en la Figura 2.13.
Figura 2.13 Ejemplo de histograma
(Rey Sacristán, 2003)

32
Diagrama de Pareto
Según (Fleitman, 2007), es una gráfica de barras que clasifica, en forma
descendente, el tipo de fallas o factores que se analizan en función de su
frecuencia o de su importancia absoluta y relativa.
Permite observar en forma acumulada la incidencia total de las fallas o
factores de análisis.
Es una herramienta gráfica para clasificar hechos, sobre la base de que 80%
de los efectos surge de 20% de las posibles causas.
En la Figura 2.14 se muestra la estructura básica de un diagrama de Pareto.
Figura 2.14 Diagrama de Pareto
(Hernández, 2004)
Diagrama de correlación
Como menciona (Hernández, 2004) se utiliza para verificar si dos variables
se encuentran relacionadas, y en qué medida. Su campo de aplicación es la
verificación de las relaciones entre una causa y un efecto. Las pautas de
correlación más comunes son (Figura 2.15) correlación fuerte positiva (Y
aumenta claramente con X), correlación fuerte negativa (Y disminuye
claramente con X), correlación débil positiva (Y aumenta algo con X),

33
correlación débil negativa (Y disminuye algo con X), correlación compleja (Y
parece relacionarse con X pero no de un modo lineal) y correlación nula (no
hay relación entre X e Y).
Figura 2.15 Pautas de correlación más comunes
(Hernández, 2004)

34
CAPÍTULO 3
3. INTRODUCCIÓN A LA EMPRESA
En el capítulo anterior se realizó el fundamento teórico de las herramientas
de la Filosofía Lean Manufacturing, las cuales nos permitirán posteriormente
a este análisis preliminar de la empresa reducir los desperdicios encontrados
a lo largo del proceso productivo de Nikos S.C.
En el presente capítulo se realiza una investigación de la situación actual de
la empresa, partiendo desde su creación y constitución hasta el análisis de
las diferentes etapas del proceso con el propósito de dar a conocer el
funcionamiento de la empresa y paulatinamente encontrar la causa raíz en
los que surgen los problemas.
3.1. NIKOS S.C.
Nikos S.C. es una empresa familiar establecida en la ciudad de Quito,
dedicada a la fabricación de prendas de vestir. Inició sus actividades en el
año de 1966 con el Sr. Fausto Falcón, con una máquina de coser y
realizando maquila para un sastre de la ciudad.
Al siguiente año en 1967, se crea un taller en Chimbacalle en el que
empieza la confección de pantalón y chompa de poliéster y se establece con
un local arrendado en el Centro Comercial Ipiales.
En el año de 1971 expande su mercado, con lo que accede a la compra de
un local comercial en el Pasaje Maldonado (Centro Comercial Ipiales) y en el
año 1980 decide trasladar su taller a la Ciudadela el Recreo.
Durante los siguientes cinco años la empresa siguió creciendo y
aumentando su cartera de clientes, su portafolio de productos y de la misma
forma aumentando su número de máquinas y trabajadores; por lo que en el

35
año 1985 construye la actual fábrica en el sector de los Parques del
Recuerdo y también se constituye con el nombre comercial de Nikos.
Siendo su producto estrella el pantalón jean, Nikos decide construir dentro
de sus instalaciones el área de lavandería, en donde se realiza el lavado del
pantalón mediante lavadoras industriales que desgastan el color de la
prenda mediante el uso de químicos, se centrifuga al pantalón y se prosigue
al secado de pantalón con un secador industrial.
Para esa época contaba con un variado portafolio de productos, los mismos
que los comercializaba en sus seis locales que eran:
Almacén del centro (Calle Guayaquil entre Olmedo y Mejía)
Centro Comercial Ipiales
10 de Agosto y Patria
Centro Comercial Iñaquito
Centro Comercial Unicornio
Centro Comercial Hermano Miguel
Punto de Fábrica
Por el año 2006 se decide crear el catálogo de productos y eliminar la venta
al por mayor, con lo que crea más fuentes de empleo para mujeres
emprendedoras y motivadas de tener su negocio propio.
En el año 2011 Nikos pasó a ser Sociedad Comercial, con lo que se
establece con sus tres locales en:
Punto de Fábrica
Almacén la Prensa al frente del Comisariato del Ejército
Almacén Centro (Calle Guayaquil entre Olmedo y Mejía)
Actualmente el logo de Nikos es como se indica en la Figura 3.1 y se dedica
a la confección de ropa para damas, caballeros, niñas, niños, ropa de trabajo
y da servicios a terceros. Entre las marcas más reconocidas que
confeccionan están: RAGS, ROUTE 66, FAGA y NIKOS.

36
Figura 3.1 Logo de la empresa
(Nikos S.C.)
3.1.1. MISIÓN DE LA EMPRESA
“Ser un equipo innovador en la línea de vestir. Brindar calidad y comodidad a
nuestros clientes” (Nikos, 2002)
3.1.2. VISIÓN DE LA EMPRESA
“Seremos reconocida como la empresa líder en la innovación de la industria
de la confección, con cobertura nacional e internacional” (Nikos, 2002)
3.1.3. PRINCIPIOS DE LA EMPRESA
Los principios de la empresa establecidos en el Plan Estratégico son (Nikos,
2002):
El cliente es lo primero
o Buscamos cumplir con la regla de oro.
o “Sirvamos a otros como quisiéramos que nos sirvan”.
Disciplina y profesionalismo
o Ser respetuosos ante las disposiciones empresariales y
profesionales en todas las actividades que ejecutemos. Integridad
con nuestros clientes, empleados y proveedores. Ser honestos y
éticos en nuestras relaciones con clientes, empleados y
proveedores.

37
Capacidad de innovación
o Buscamos anticiparnos en el desarrollo de los procesos eficientes
e implementar ideas innovadoras para la creación de nuevos
productos, con respaldos tecnológicos y métodos flexibles de
trabajo. De esta manera estaremos listos para garantizar alta
calidad y satisfacción a nuestros clientes.
Perseverancia
o Ser constantes hasta alcanzar objetivos propuestos.
o Somos una empresa que privilegia la atención y servicio a
nuestros clientes.
o Creemos firmemente que es nuestra obligación ofrecerles
productos que necesiten y deseen comprar, y además brindarles
un servicio de la más alta calidad.
3.1.4. VALORES CULTURALES DE LA EMPRESA
Los valores culturales de la empresa establecidos en el Plan Estratégico son
(Nikos, 2002):
RESPETO.- Consideración al Cliente, los Ejecutivos y Empleados. Tomar
en cuenta las opiniones de todos, acoger las decisiones que se toman en
conjunto.
LEALTAD.- Cumplir con las obligaciones dentro de un marco de
Fidelidad y Honor.
CORDIALIDAD.- Transmitir la energía personal a través del diálogo y la
buena atención, el afecto y la franqueza junto a la sinceridad de los
mismos.
3.1.5. VALORES DE TRABAJO DE LA EMPRESA
Los valores de trabajo de la empresa establecidos en el Plan Estratégico son
(Nikos, 2002):

38
HONRADEZ.- Observar rectitud en el cumplimiento de todas las
labores encomendadas. Cuidar lo nuestro y lo ajeno.
PUNTUALIDAD.- Cumplimiento de todas las tareas en el tiempo
asignado, sin perjudicar a nadie.
CALIDAD.- Valor agregado que ofrecemos a todos los Clientes a
través de nuestros productos y excelente servicio.
3.1.6. ESTRUCTURA ORGANIZACIONAL
La estructura organizacional de Nikos S.C. consta de 54 personas y está
reflejada en su organigrama que se observa en la Figura 3.2, en la que se
evidencia la división de funciones; niveles jerárquicos; líneas de autoridad y
responsabilidad; canales formales de comunicación; los jefes de cada grupo
de empleados, y relaciones entre los puestos y departamentos de la
empresa.

39
Figura 3.2 Organigrama Nikos S.C.
(Nikos S.C., 2012)

40
A continuación se describen a breves rasgos las atribuciones principales de
cada uno de los niveles jerárquicos.
Gerencia General: actúa como representante legal de la empresa, fija las
políticas operativas, administrativas y de calidad en base a los parámetros
fijados por la empresa. Es responsable ante los accionistas, por los
resultados de las operaciones y el desempeño organizacional, junto con los
demás jefes funcionales planea, dirige y controla las actividades de la
empresa. Ejerce autoridad funcional sobre el resto de cargos ejecutivos,
administrativos y operacionales de la organización.
Jefe Financiero: asigna los fondos de manera eficiente, proyecta fondos de
flujo de caja y determina el efecto más probable de esos flujos sobre la
situación financiera de la empresa. Sobre la base de estas proyecciones
planea para tener una liquidez adecuada. Además maneja el cumplimiento
de la función tributaria de la organización, lleva la contabilidad, elabora roles
de pagos y aportes al IESS.
Jefe RRHH y Ventas: identifica los perfiles (conocimientos, habilidades,
rasgos de personalidad, actitudes y valores) que deberán tener los
candidatos así como determinar cuáles deben ser los sistemas de retribución
más competitivos (Descripción de Puestos de Trabajo y Políticas
Retributivas). Además maneja la fuerza de ventas de la empresa, se
preocupa profundamente de los clientes de la empresa, usuarios finales de
los productos o servicios y de los intermediarios tales como los
distribuidores.
Jefe de Almacén: es el encargado-supervisor-coordinador del almacén,
realiza labores de control y registro de acuerdo a su especialidad, de
entradas y salidas de materiales, mercaderías, otros bienes propiedad o en
custodia de la empresa y de su adecuado almacenamiento. También es el
responsable de verificar y tramitar la documentación para el
reabastecimiento oportuno en los almacenes.

41
Jefe de Compras: programa, coordina, ejecuta y controla la adquisición de
materiales y materia prima que necesita la empresa para su funcionamiento
velando por que dichas adquisiciones se redicen en el momento justo, en las
cantidades necesarias, con la calidad adecuada y al precio mas conveniente.
Jefe de Diseño: se encarga de la creación o búsqueda de modelos, ya sea
por medio del diseño propio, de revistas especializadas o de asistencia a
ferias de moda. Delega el diseño de las prendas, la confección de la prenda
de prototipo, el patronaje y escalados.
Jefe de Planta: es el responsable de la totalidad de las operaciones de la
planta. El tiene la autoridad final y última decisión sobre todos los procesos
productivos de la empresa entre los que se destacan la planificación de la
producción y logro de los objetivos.
Operarios: son capacitados de acuerdo a las actividades que se desarrollan
dentro del área en el que pertenece. Este personal tiene supervisión por un
jefe inmediato en todas las tareas que ejecuta, es responsable de las
producir productos sin defectos y deben alcanzar metas de producción
3.1.7. UBICACIÓN DE LA EMPRESA
Nikos se ubica en el sector Parque de los Recuerdos, en de los aceitunos
E1-183 y Panamericana Norte km 5 ½, como se observa en la Figura 3.3.

42
Figura 3.3 Ubicación de la empresa
(Nikos S.C., 2012)
3.2. DISTRIBUCIÓN FÍSICA DE LA EMPRESA
La estructura física de Nikos está distribuida en un área de 3.000 m2 de
construcción que se muestra en la Figura 3.4, en los se localiza el área
administrativa y las áreas productivas.
Además se identifica la ordenación física de los elementos productivos, los
espacios necesarios para el movimiento del material, almacenamiento,
máquinas y trabajadores.

43
MANTENIMIENTO
COMEDOR
BODEGA
TELAS
BODEGA
COLORANTES
BODEGA
QUIMICOS
CONFECCIÓN
LOCAL COMERCIALOFICINA
OFICINAS OFICINA
LAVANDERÍA BODEGA PRODUCTO
TERMINADO
BODEGA
MAQUINARIA
DISEÑO
ACABADOS
Arriba
BODEGA
INSUMOS
ArribaOFICINA
Figura 3.4 Distribución física de Nikos S.C
(Nikos S.C., 2012)

44
3.3. RECURSOS DE PRODUCCIÓN DE NIKOS S.C.
El sistema de producción en Nikos S.C. se basa en dos ejes fundamentales:
el recurso humano y la tecnología adecuada representada en maquinarias y
equipos.
3.3.1. EL RECURSO HUMANO EN LA PRODUCCIÓN
La participación del personal dentro del proceso productivo brinda el mayor
aporte a la transformación de los materiales en producto terminado; su
habilidad, destreza y conocimientos se basan en su formación educativa y la
experiencia previamente adquirida.
Los trabajadores tienen la capacidad para desempeñar cualquiera de las
tareas del proceso de manufactura, por lo que cada persona conoce
claramente las funciones a desempeñar y opera en su respectiva estación
de trabajo.
La jornada de trabajo para el personal de planta es de lunes a viernes de
7:00 h. a 9:00 h., en donde en un lapso de 15 minutos reciben un refrigerio
que va hasta las 9:15 h. para luego retomar sus actividades hasta las 12:00
h. en que reciben el almuerzo que tiene un lapso de 45 minutos, después de
las 12:45 h. el trabajo es continuo hasta las 16:00 h.
Actualmente el personal de planta de Nikos está conformado por 36
personas, quienes están distribuidos en las diferentes áreas productivas
como se observa en la Tabla 3.1.

45
Tabla 3.1 Distribución del personal operativo
ÁREA ACTIVIDAD N° DE PERSONAS
Producción Confección Módulo 1 (Jean) 11
Producción Confección Módulo 2 (Moda) 7
Producción Confección Módulo 3 (Tejido) 1
Producción Estampado 1
Producción Acabados 5
Producción Corte 2
Producción Diseño 2
Producción Bordado 1
Producción Bodega de insumos y telas 1
Producción Lavandería 3
Producción Mecánica 2
(Nikos S.C., 2012)
Dentro del área administrativa cuenta con 18 trabajadores, quienes laboran
diariamente para llevar a cabo la planificación, organización, control y
dirección de la empresa. Además se encuentran los vendedores de los
almacenes y los guardias de seguridad.
La distribución del personal administrativo se puede observar en la Tabla 3.2
en donde se detalla la actividad y el número de personas que conforman
esta área.

46
Tabla 3.2 Distribución del personal administrativo
ÁREA ACTIVIDAD N° DE PERSONAS
Administrativa Administración planta 4
Administrativa Guardias 2
Administrativa Almacén Fábrica 4
Administrativa Almacén Prensa 5
Administrativa Almacén Centro 3
(Nikos S.C., 2012)
3.3.2. MAQUINARIA Y EQUIPOS
En Nikos el mantenimiento de la maquinaria no se realiza de acuerdo a una
planificación elaborada, más bien se lo hace en períodos de tiempo donde
no hay mucha demanda de trabajo.
Los desperfectos son solucionados por el técnico de mantenimiento que
conoce el funcionamiento de los equipos, mientras que la máquina averiada
es reemplaza por otra en el caso que existiere o esté disponible.
La empresa no posee un historial de las maquinarias ni de los
mantenimientos que han recibido, por lo que hay algunas máquinas que no
están en funcionamiento por que se está buscando una pieza para su
reparación, no se sabe realmente que reparaciones se le han realizado
anteriormente o que piezas han sido cambiadas por parte del personal
anterior.
En el proceso de fabricación se utiliza maquinaria textil de tipo industrial.
Todas las máquinas son eléctricas, la distribución y ubicación de las
máquinas en el proceso de producción se muestran en la Figura 3.5., 3.6 y
3.7.

47
1
SERIGRAFIA
2 2 2 3 2 2 2 3 2 2 2 24
1
5 62 2 24 7 2 23
4
1717 5 6 3 9 7 3
8 2 2 2 2 3 2 2 7
2
2 2
5 6 9 2 2 3 2 2 2 2
2 2
10
3 3 2 9 3 9 9 11
7
13
149 9 2 3 3 2 3
215
2 2 2 2 2 16
4
6 3 17
19 18
17
20
21
22
23
12
12
12
12
2 2
SALIDA A
LAVANDERÍA
BO
DE
GA
INS
UM
OS
AC
AB
AD
OS
SALIDA A
OFICINAS
Figura 3.5 Distribución de la maquinaria en el área de corte y confección
(Nikos S.C., 2012)
1 Estanterías corte
2 Recta
3 Overlock
4 Cerradora de codos
5 Ojaladora
6 Atracadora
7 Mesas planchado
8 Botonera
9 Recubridora
10 Remalladora
11 Elasticadora
12 Percha hilos
13 Fusionadora automática
14 Fusionadora manual
15 Tiradora
16 Estampadora
17 Mesa
18 Cortadora de tela
19 Mesa de corte
20 Bordadora
21 Rectilínea
22 Enconadora
23 Mesa plancha tejidos
24 Pretinadora
LEYENDA

48
MESA
RADIO
R1A
CO
NFE
CC
IÓN
CO
NFE
CC
IÓN
CO
NFE
CC
IÓN
5 5
5
5
5
5
2 465 5
46
9
9
113
10
338
7
33
1
Figura 3.6 Distribución de maquinaria en el área de acabados
(Nikos S.C., 2012)
1 Ropero
2 Recta
3 Mesa
4 Remachadora automática
5 Estante
6 Remachadora manual
7 Plancha de jean automática
8 Plancha horizontal
9 Percha producto final
10 Etiquetadora
11 Plancha de cuellos
LEYENDA

49
MAQUINA INFLABLE
MAQUINA INFLABLE
MAQUINA INFLABLE
PIEDRA PÓMEX
BODEGA
ESCOMBROS
CO
NF
EC
CIÓ
N
1
1
1
1
1
1
1
8
8
4
9
12
2
2
2
2
3
3
3
5
6
3
7
7
10
11
11
11
TANQUE
AGUA
TANQUE
COLORANTESSUAVIZANTE
DESENGOMANTE
ANTIQUIEBRE
Figura 3.7 Distribución de maquinaria en el área de lavandería
(Nikos S.C., 2012)
1 Lavadora
2 Secadora
3 Máquina infable
4 Lavadero
5 Compresor
6 Caldero
7 Centrífuga
8 Planta de agua
9 Piedra de lavar
10 Balanza
11 Anaquel
12 Mesa
LEYENDA

50
En el área de corte se utilizan únicamente dos máquinas que se visualizan
en la Figura 3.8 y son:
Cortadoras verticales: cortar telas, capas de hasta 6 pulgadas.
Punzadora: perforar en las señales de indicas en la hoja de corte.
Cortadora
verticalPunzadora
CORTE
Figura 3.8 Fotografía de las máquinas del área de corte
(Nikos S.C., 2012)
En el área de confección las máquinas que más se utilizan se muestran en la
Figura 3.9 y son:
Recta una aguja: esta máquina se utiliza para pespuntar costados,
parchado o pegado de bolsillos, etc.
Overlock de 3 hilos: filetea aleta suelta y aleta doble.
Overlock de 5 hilos: cierra costados.
Atracadoras: máquina utilizada para hacer atraques, los cuales se
utilizan para sujetar dos piezas antes de unirlas. Esta máquina utiliza
1 aguja, 1 hilo.
Cerradora de codos: es utilizada para cerrar tiros, ventajas y
costados.
Multiagujas: realiza costuras de tres hilos en adelante.
Ojaladora lágrima: esta máquina se utiliza para hacer ojales de
cualquier medida. Utiliza 1 cuchilla, 1 hilo, 1 aguja.
Planchas normales: Esta plancha es a base de vapor y sirve para
planchar las pretinas y los bolsillos.
Pretinadoras: se utiliza para coser la pretina del pantalón.
Recubridoras: sirve para recubrir las vistas y los bocados.

51
Recta una
aguja
Recta dos
agujas
Overlock 3
hilos
Overlock 5
hilos
AtracadoraCerradora de
codos
Multiaguja Ojaladora lágrima
Plancha normal Pretinadora
Recubridora Viradora
CONFECCIÓN
Figura 3.9 Fotografía de las máquinas del área de confección
(Nikos S.C., 2012)

52
Las máquinas que conforman el área de lavandería se muestran en la Figura
3.10 y son:
Boyas infables: mediante aire infla las boyas en el que se coloca el
pantalón para realizar el diseño del pantalón, puede ser lijado o
permanganato de potasio.
Centrífugas: exprime las prendas después del lavado.
Frosteadoras: permite degradar los colores de las prendas.
Lavadoras: realiza el lavado y tinturado de las prendas.
Secadoras: realiza el secado de las prendas.
Boya inflable Centrífuga
Frosteadora Lavadora
Secadora
LAVANDERÍA
Figura 3.10 Fotografía de las máquinas del área de lavandería
(Nikos S.C., 2012)

53
En la Figura 3.11 se muestra las máquinas que se utilizan con mayor
frecuencia dentro del área de acabados como son:
Plancha sanduchera: esta plancha trabaja a base de vapor, sirve para
planchar todo el pantalón.
Plancha vaporizadora: plancha los pantalones utilizando vapor.
Remachadora: se utiliza para pegar remaches y botones en el
pantalón jean.
Etiquetadora: coloca las etiquetas en las prendas.
Plancha
sanduchera
Plancha
vaporizadora
Remachadora Etiquetadora
ACABADOS
Figura 3.11 Fotografía de las máquinas del área de acabados
(Nikos S.C., 2012)
3.4. SISTEMA DE PRODUCCIÓN
El portafolio de productos elaborado por Nikos es muy amplio y variado; el
mismo está concebido de acuerdo a la definición de la segmentación de
mercado y los requerimientos de sus clientes.

54
Posteriormente y de acuerdo a la filosofía del sistema de Manufactura
Esbelta se agrupa los productos por su flujo de valor formando familias de
estos, en base a requisitos y características comunes.
Dentro de esta empresa se ha logrado identificar las siguientes familias
detalladas en la Tabla 3.3.

55
Tabla 3.3 Familias de productos de Nikos S.C.
FAMILIAS CARACTERÍSTICAS PRODUCTOS CARACTERÍSTICAS
Familia 1
"Damas"
• Ropa casual
• Deportiva
• Bermudas
• Blusas
• Buzo
• Calentadores
• Camisas
• Camisetas
• Chaleco
• Chaqueta
• Chompas
• Conjunto
• Faldas
• Mameluco
• Mandil
• Overol
• Pantalones
• Sacos
• Short
• Vestidos
Diferente modelo, tela,
color, talla y volumen
de producción.
Familia 2
"Caballeros"
• Ropa casual
• Formal
• Deportiva
• Bermudas
• Buzo
• Calentadores
• Camisas
• Camisetas
• Chaleco
• Chompas
• Conjunto
• Mameluco
• Mandil
• Overol
• Pantalones
• Polera
• Polo
• Sacos
• Short
Diferente modelo, tela,
color, talla y volumen
de producción.
Familia 3
"Niñas"
• Casual
• Deportiva
• Bermudas
• Calentadores
• Camisas
• Camisetas
• Chaleco
• Chompas
• Mameluco
• Pantalones
• Sacos
• Short
Diferente modelo, tela,
color, talla y volumen
de producción.
Familia 4
"Niños"
• Casual
• Deportiva
• Bermudas
• Buzo
• Calentadores
• Camisas
• Camisetas
• Chaleco
• Chompas
• Mameluco
• Pantalones
• Sacos
• Short
Diferente modelo, tela,
color, talla y volumen
de producción.
Familia 5
"Trabajo"
• Uniformes
• Ropa de trabajo
• Camisa
• Chompa
• Mameluco
• Mandil
• Overol
• Pantalón
• Polo
• Chaleco
Diferente modelo, tela,
color, talla y volumen
de producción.
Familia 6
"Serv. Terceros"• Varios • Varios
Diferente modelo, tela,
color, talla y volumen
de producción.
FAMILIAS DE PRODUCTOS EN NIKOS S.C.
(Nikos S.C., 2012)

56
Como se señaló en la distribución del personal de planta, la empresa cuenta
con tres módulos de producción, que están identificados de la siguiente
manera:
Módulo 1: Pantalones.
Módulo 2: Moda.
Módulo 3: Tejidos.
Dentro del módulo 1 y módulo 2 se producen también uniformes y ropa de
trabajo, los cuales se confeccionan en cada módulo dependiendo de la carga
de trabajo o el volumen del pedido.
De lo que va del año no se ha confeccionado ningún tejido en el módulo tres,
además la producción de sacos no es muy representativa.
Los 3 módulos de producción abarcan todos los productos, por lo que en
base a observaciones realizadas y la experiencia de directivos y
trabajadores, se decidió utilizar datos de los 7 primeros meses del año 2012
como se muestra en la Tabla 3.4, es decir de enero a julio, debido a que en
los datos históricos se contaba con un mayor número de trabajadores y los
volúmenes de producción eran mayores.

57
Tabla 3.4 Nivel de producción Enero-Julio 2012
Enero Febrero Marzo Abril Mayo Junio Julio
Jean Clásico 20 1819 1179 204 2857 381 1417 7877
Pantalón moda dama 164 6 967 311 168 788 0 2404
Pantalón moda caballeros 264 0 281 444 0 450 0 1439
Pantalón moda niño 0 432 72 360 102 0 578 1544
Pantalón moda niña 0 294 288 0 222 216 858 1878
Short 0 0 0 0 0 205 11 216
Uniformes 0 300 391 205 0 116 357 1369
Overol 0 0 104 60 0 0 181 345
Camisa Trabajo 176 1527 374 478 1001 764 163 4483
Buzo 120 114 132 120 0 0 298 784
Chompa 106 481 188 301 723 384 216 2399
Lycra dama/niña 0 625 260 0 0 137 96 1118
Blusa 0 0 276 755 0 282 168 1481
Terno calentador 0 0 135 0 0 96 0 231
Bermuda 0 0 0 149 0 0 264 413
PRODUCCIÓN TOTAL
POR MES850 5598 4647 3387 5073 3819 4607 27981
MESES PRODUCCIÓN
TOTAL POR
PRODUCTOS
PRODUCTOS
NIVEL DE PRODUCCIÓN ENERO-JULIO 2012
(Nikos S.C., 2012)
De la Tabla 3.4, se observa la producción de Enero-Julio 2012 con cada uno
de los productos que se confeccionaron durante este lapso, con lo que se
puede identificar mediante la Figura 3.12, una evidente diferencia del jean
clásico con el resto de productos.

58
Figura 3.12 Producción total por productos Enero-Julio 2012
(Nikos S.C., 2012)
3.5. SELECCIÓN DE LOS PRODUCTOS PARA EL ANÁLISIS
Para analizar los productos en Nikos se realizó una representación
porcentual de la producción total de cada producto en relación con la
producción total de Enero a Julio del 2012 como se observa en la Figura
3.13, para de esta manera elegir los productos más demandados y con
cantidades de unidades producidas más altas durante este periodo.

59
Figura 3.13 Representación porcentual de cada producto en relación con la
producción total de Enero-Julio 2012
(Nikos S.C., 2012)
Como se puede apreciar en la figura anterior, el jean clásico ocupa el 28%
de la producción total de Enero a Julio. El siguiente producto con mayor
volumen de producción es la camisa de trabajo, que representa el 16% de la
producción total en dichos meses.
Por medio de este análisis y mediante conversaciones con los directivos se
ratifica al jean clásico y la camisa de trabajo como los dos productos para
ser analizados, ya que son productos más solicitados y con mayor nivel de
producción.
3.6. ANÁLISIS DE LOS PRODUCTOS SELECCIONADOS
Para la selección del producto estrella a estudiar se toma en consideración
tres indicadores de producción fundamentales como son: nivel de
producción, ingresos por volumen de producción y el porcentaje de producto
no conforme.

60
3.6.1. NIVEL DE PRODUCCIÓN
Como se observa en la Figura 3.14, el volumen de producción del jean
clásico es de 7877 unidades, mientras que el volumen de producción de las
camisas de trabajo es de 4483; lo que refleja una superioridad del jean
clásico contra las camisas de trabajo.
Figura 3.14 Nivel de producción Enero-Julio 2012
(Nikos S.C., 2012)
3.6.2. INGRESOS POR VOLUMEN DE PRODUCCIÓN
Para poder distinguir el producto estrella se realiza una comparación de los
ingresos generados por nivel de producción del jean clásico y las camisas de
trabajo como se muestra en la Figura 3.15.

61
Figura 3.15 Ingresos por nivel de producción Enero-Julio 2012
(Nikos S.C., 2012)
De acuerdo con la figura el jean clásico representa el mayor ingreso para la
empresa con $211.891,30, mientras que las camisas de trabajo representan
$73.969,50. Con este análisis se puede confirmar que el jean clásico sigue
teniendo predominancia sobre las camisas de trabajo.
3.6.3. PORCENTAJE DE PRODUCTOS NO CONFORMES
El porcentaje de productos no conformes es otra variable para poder
seleccionar el producto estrella, por lo que se tomó el porcentaje que
representan las unidades con defectos de enero a julio del 2012 del jean
clásico y de las camisas de trabajo como se observa en la Figura 3.16.

62
Figura 3.16 Porcentaje de productos no confornes Enero-Julio 2012
(Nikos S.C., 2012)
Como se evidencia el porcentaje de productos no conformes generados en
la confección del pantalón jean es de 13%, lo que supera en un 7% al
porcentaje de productos no conformes de las camisas de trabajo.
Estas unidades con defectos regresan a los módulos de confección para que
sean reprocesadas si es posible, caso contrario se procede a darlas de baja.
3.7. SELECCIÓN DEL PRODUCTO ESTRELLA
Una vez analizados los dos productos que se seleccionaron anteriormente,
se presenta un resumen con todos los indicadores que se tomaron en
cuenta.

63
Cabe señalar que el cálculo de los ingresos se realizó como se muestra en
la fórmula 3.1.
[3.1]
El cálculo del porcentaje de productos no conformes se realizó como se
indica en la fórmula 3.2.
[3.2]
A través de la Tabla 3.5 se presenta el resumen con todos los indicadores
que se tomaron en cuenta para el análisis de los dos productos y en los que
se muestra el resultado de los cálculos previamente realizados.
Tabla 3.5 Resumen de los indicadores de producción de Enero-Julio 2012
PRODUCTOSPRODUCCIÓN
(unidades)
INGRESOS
(dólares)
PORCENTAJE DE
PRODUCTOS NO
CONFORMES
Jean Clásico 7.877 211.891,30 13%
Camisa de trabajo 4.483 73.969,50 6%
(Nikos S.C., 2012)
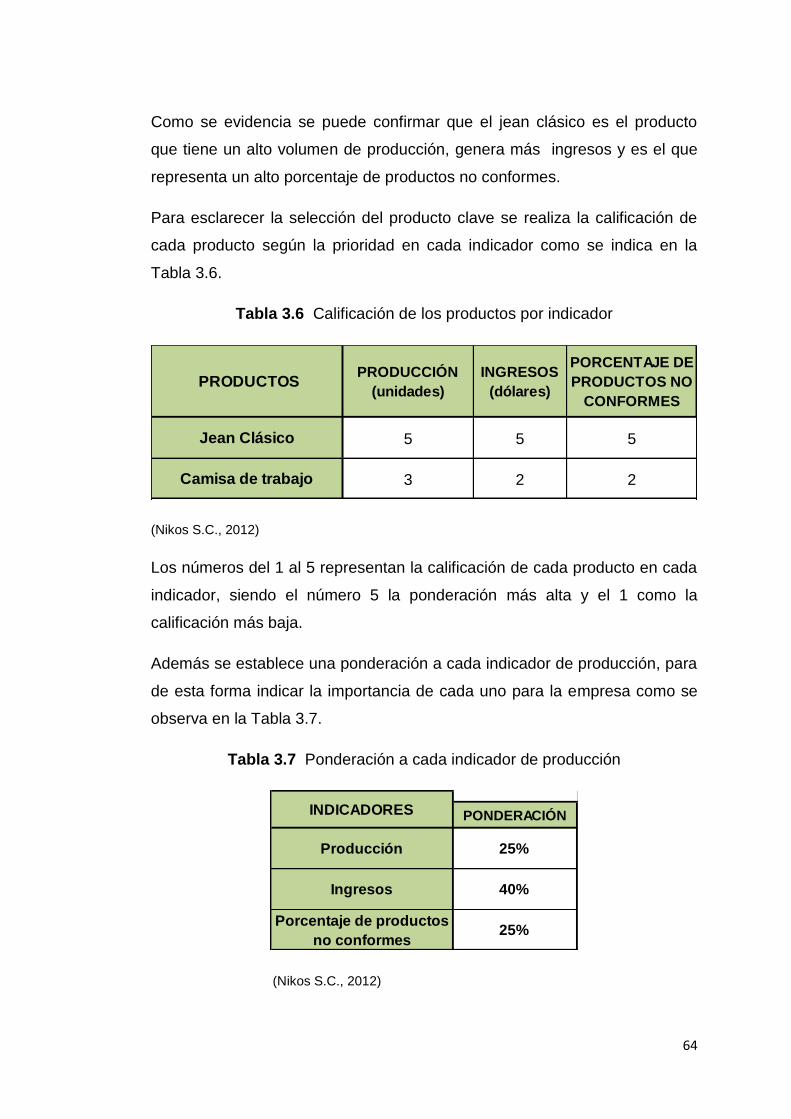
64
Como se evidencia se puede confirmar que el jean clásico es el producto
que tiene un alto volumen de producción, genera más ingresos y es el que
representa un alto porcentaje de productos no conformes.
Para esclarecer la selección del producto clave se realiza la calificación de
cada producto según la prioridad en cada indicador como se indica en la
Tabla 3.6.
Tabla 3.6 Calificación de los productos por indicador
PRODUCTOSPRODUCCIÓN
(unidades)
INGRESOS
(dólares)
PORCENTAJE DE
PRODUCTOS NO
CONFORMES
Jean Clásico 5 5 5
Camisa de trabajo 3 2 2
(Nikos S.C., 2012)
Los números del 1 al 5 representan la calificación de cada producto en cada
indicador, siendo el número 5 la ponderación más alta y el 1 como la
calificación más baja.
Además se establece una ponderación a cada indicador de producción, para
de esta forma indicar la importancia de cada uno para la empresa como se
observa en la Tabla 3.7.
Tabla 3.7 Ponderación a cada indicador de producción
PONDERACIÓN
Producción 25%
Ingresos 40%
Porcentaje de productos
no conformes25%
INDICADORES
(Nikos S.C., 2012)

65
En la siguiente Tabla 3.8 se presenta la calificación a cada producto y la
ponderación a cada indicador de producción.
Tabla 3.8 Calificación de los productos
PONDERACIÓN PONDERACIÓN
Producción 25% 5 1,25 25% 3 0,75
Ingresos 40% 5 2 40% 2 0,8
Porcentaje de productos
no conformes25% 5 1,25 25% 2 0,5
TOTAL 4,5 TOTAL 2,05
JEAN CLÁSICO CAMISA DE TRABAJOINDICADORES
(Nikos S.C., 2012)
En la Tabla 3.8 se puede observar que el jean clásico tiene la calificación
más alta con 4,5 puntos y la camisa de trabajo la más baja con 2,05 puntos.
Con esta tabla se confirma que el pantalón jean clásico predomina con gran
diferencia a las camisas de trabajo, por lo que se selecciona al jean clásico
como el producto estrella y cuyo proceso de fabricación va a ser mejorado.
3.8. ANÁLISIS DEL PROCESO PRODUCTIVO DEL JEAN
CLÁSICO
Todos los procesos productivos del jean clásico están íntimamente ligados
unos con otros, por lo que para empezar la implementación de las
herramientas de Lean Manufacturing se empezará siguiendo la secuencia
del proceso de fabricación del producto estrella como se indica en el
esquema gráfico del proceso productivo del jean clásico Figura 3.17.

66
Como se observa en la Figura 3.17, la manufactura de la indumentaria
consiste en la transformación de tela en prendas; las labores productivas
involucradas en este proceso son básicamente las siguientes:
Diseño del Producto
Aquí empieza el ciclo de manufactura de una prenda. Abarca desde la
creación de un modelo, pasando por la confección de muestras,
desarrollo de patrones y escalado de tallas.
DISEÑO CORTE CONFECCIÓN
ALMACÉN ACABADOS
LAVANDERÍA
Figura 3.17 Esquema gráfico del proceso productivo del pantalón jean clásico
(Nikos S.C., 2012)

67
Corte
Es la separación de una tela en piezas, las cuales conforman en su
conjunto una prenda de vestir. Para que estas piezas puedan ingresar
al área de confección es necesario habilitar, esto es separar por tonos
y tallas, enumerar o codificar y posteriormente armar paquetes o
bultos preferentemente de 80 a 85 piezas.
Confección
Es el arte de unir piezas previamente cortadas mediante puntadas,
esta tiene por finalidad unir, adornar y pespuntar uno, dos o tres
capas de telas, para ello se emplea máquinas específicas para cada
operación, como la recta, overlock, recubridora, etc. Es importante
destacar que en esta área se confecciona al jean clásico de caballero
en las siguientes tallas: 30, 32, 34, 36 y 38.
Lavandería
En esta área se lava al pantalón alrededor de dos a tres horas
aproximadamente según el estilo del desgaste de la tela que se
requiera, se realiza mediante el uso de una lavadora industrial para
proceder al centrifugado del pantalón y se prosigue al secado de la
prenda con un secador industrial
Acabado
En esta etapa se dan los últimos detalles a la prenda, se inicia con la
operación de limpieza (pulido) que consiste en extraer todos los
sobrantes de hilo que quedó después de la costura, posteriormente
planchado y/o vaporizado, doblado, embolsado y embalado. En esta

68
parte también se hace la recuperación de la prenda como
desmanche, zurcido, etc.
3.8.1. PARTES BÁSICAS QUE CONFORMAN EL PANTALÓN DE
CABALLERO CLÁSICO
Para la confección del jean clásico de caballero es necesario contar con
piezas fundamentales al momento de ser armadas tanto en la parte
delantera como en la posterior. Estas piezas se indican en la Figura 3.18.
DELANTERO POSTERIOR
Figura 3.18 Partes básicas del pantalón jean clásico
3.9. MEDICIÓN DE INDICADORES ANTES DE LA
IMPLEMENTACIÓN
Después de haber identificado el producto estrella y su proceso productivo
para seguir una secuencia dentro de las áreas a ser mejoradas, es
importante determinar el estado actual de cada una para de esta forma
identificar y conocer los desperdicios.

69
Para poder medir es importante utilizar indicadores, los mismos que se
utilizarán antes y después de la implementación de las herramientas Lean,
ya que serán útiles para comparar y analizar el estado actual con el
mejorado.
Los indicadores seleccionados son los más apropiados para analizar la
situación actual de todo el proceso productivo del pantalón jean clásico:
Porcentaje de valor agregado
Evaluación de la metodología 5 “S”
Evaluación de Mantenimiento Productivo Total (TPM)
Cálculo de OEE
3.9.1. PORCENTAJE ACTUAL DE VALOR AGREGADO EN LOS
PROCESOS PRODUCTIVOS
Mediante la utilización de diagramas de flujo de proceso se puede identificar
las actividades que no agregan ningún valor al proceso de fabricación del
pantalón jean clásico y a través de estos se realiza el cálculo del porcentaje
de valor agregado en cada uno de los procesos productivos.
Para el cálculo del porcentaje de tiempo de valor agregado se muestra en la
fórmula 3.7 y para el cálculo de porcentaje de actividades de valor agregado
se indica en la fórmula 3.8.
[3.3]
[3.4]
Para el análisis de la producción del pantalón jean clásico se comenzará por
el proceso inicial que es corte y se lo presenta en el diagrama de flujo de la
Figura 3.19.

70
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: X Propuesto:
SI NO
1 30. X
2 300. X
3 900. X
4 35 336. X
5 120. X
6 5400. X
7 1,5 24. X
8 600. X
9 1,45 35. X
10 410. X
11 60. X
12 2640. X
13 84. X
14 33. X
15 41. X
16 15. X
17 412. X
18 20. X
19 20. X
20 480. X
21 43. X
22 10. X
23 20. X
24 11. X
25 31. X
26 207. X
27 18. X
28 20. X
29 14. X
30 25. X
31 274. X
32 34. X
33 12. X
34 29. X
35 9. X
36 207. X
37 22. X
38 66. X
39 13. X
40 636. X
41 42. X
42 25. X
43 9. X
44 30. X
45 215. X
46 15. X
47 25. X
48 10. X
49 273. X
50 35. X
51 24. X
52 9. X
53 144. X
54 15. X
55 27. X
56 9. X
57 154. X
58 15. X
59 24. X
60 9. X
61 1,5 55. X
62 17. X
63 5400. X
64 30 1800. X
69,45 22042 28 5 7 3 21 21 43
Caminar a tomar la etiquetadora y el rollo de stickers
Colocar rollo de stickers en la etiquetadora
TOTALES
21 5943
43 16099
25/06/2012
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Perforación de 4 puntos en 1 pieza
Etiquetar cada pieza de las capas y amarrar
Transportar piezas a estantería de materia prima en proceso
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Corte de 6 piezas
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Corte de 4 piezas
Perforación de 4 puntos en 2 piezas
Dividir trazo con cortadora
Corte de 4 piezas
Apilar
Apilar
Apilar
Apilar
Apilar
Perforación de 4 puntos en 1 pieza
DIAGRAMA DE FLUJO DE PROCESO
Transporte de piezas a estantería de materia prima en proceso
Recepción de la Hoja de Producción
ACTIVIDAD
RESUMEN
Actividad Tiempo
28
Ubicación
Operación
Transporte
Espera
Almacenamiento
Recoger residuos de corte
Diagrama Nro.
Actividad:
Método:
Elaborado por:
Nro
5
Transportar el tipo de tela a mesa de corte
Colocar rollo de corte en la cortadora
Caminar a tomar la grapadora
Colocar hoja de trazo encima de las capas de tela
Asegurar el tendido con grapas encima del trazo
Inspección máquina de corte
Corte de 45 piezas
Apilar
Tiempo (s)
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Corte de 7 piezas
Perforación de 4 puntos en 1 pieza
Recoger residuos de corte
Perforación de 4 puntos en 1 pieza
Recoger residuos de corte
Corte de 6 piezas
Recoger residuos de corte
Apilar
Dist. (m)
Perforación de 4 puntos en 2 piezas
Apilar
Apilar
SI Agrega Valor
NO Agrega Valor
Inspección de Punzadora
Recepción de la Hoja de Producción
Revisar el cálculo del metraje
Ubicar el tipo de tela en bodega
Perforación de 4 puntos en 1 pieza
Extendido de tela 24 capas
Apilar
Nikos S.C.
CORTE DE TELA INDIGO (PANTALÓN CLÁSICO)Proceso:
1027
2250
7
393
21
Inspección
451
17921
SIMBOLOGÍA AGREGA VALOR
DIANA JARAMILLO
3
Corte de 4 piezas
Recoger residuos de corte
Corte de 8 piezas
Caminar a tomar el rollo del trazo
Apilar
Apilar
Apilar
DESCRIPCIÓN
Figura 3.19 Diagrama de flujo del proceso de corte de materia prima
(Nikos S.C., 2012)

71
Después del resumen que se aprecia en el diagrama de flujo de proceso de
corte se procede a realizar el cálculo del porcentaje de valor agregado que
se indica en la Tabla 3.9.
Tabla 3.9 Cálculo del porcentaje de valor agregado en el proceso de corte
de materia prima
VALOR AGREGADO ACTIVIDADES PORCENTAJE TIEMPO PORCENTAJE
SI Agrega valor 21 33% 5943 27%
NO Agrega valor 43 67% 16099 73%
TOTAL 64 100% 22042 100%
Como se observa el porcentaje de valor agregado en este proceso es de
33% en actividades y 27% en tiempo; mientras que el porcentaje de lo que
no agrega valor en actividades es 67% y en tiempo es 73%, lo que
demuestra notoriamente que la mayoría de las actividades que intervienen
en el proceso de corte no agregan ningún valor como se aprecia en la Figura
3.20.
Figura 3.20 Porcentaje de valor agregado en el proceso de corte de
materia prima

72
Continuando con la secuencia del proceso de producción de pantalón jean
clásico como proceso subsiguiente es el de confección y se lo presenta en el
diagrama de flujo en la Figura 3.21.

73
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: X Propuesto:
SI NO
1 31. X
2 87. X
3 8 1200. X
4 420. X
5 5 600. X
6 25. X
7 4. X
8 14. X
9 5. X
10 16. X
11 5. X
12 29. X
13 6. X
14 26. X
15 5. X
16 65. X
17 5. X
18 43. X
19 4. X
20 41. X
21 5. X
22 20. X
23 5. X
24 48. X
25 5. X
26 62. X
27 6. X
28 61. X
29 5. X
30 60. X
31 6. X
32 73. X
33 5. X
34 69. X
35 7. X
36 89. X
37 6. X
38 45. X
39 5. X
40 82. X
41 5. X
42 25. X
43 5. X
44 35. X
45 5. X
46 84. X
47 5. X
48 14. X
49 6. X
50 20. X
51 5. X
52 77. X
53 6. X
54 27. X
55 5. X
56 82. X
57 5. X
58 45. X
59 5. X
60 21. X
61 5. X
62 77. X
63 5. X
64 90. X
65 5. X
66 17. X
67 5. X
68 51. X
69 6. X
70 111. X
71 5. X
72 900. X
13 5054 34 2 3 0 33 33 39
Filetear aleta doble
Planchar vistas
Planchar relojero
Nikos S.C.
Proceso: CONFECCIÓN PANTALÓN JEAN CLÁSICO
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Actividad:
Transporte 2 1800
Recepción de la Hoja de Producción
Espera 3 538
Colocar pantalones en coche de lavandería
Inspección 0 0
Diagrama Nro. ACTIVIDAD Actividad Tiempo
Operación 34 2544
Método:
Almacenamiento 33 172
Elaborado por: DIANA JARAMILLO
SI Agrega Valor 33 1644
Nro DESCRIPCIÓN Dist. (m) Tiempo (s)
SIMBOLOGÍA AGREGA VALOR
27/06/2012
NO Agrega Valor 39 3410
Pegar vistas
Pegar aleta y cierre
Recepción de la Hoja de Producción
Ubicar piezas cortadas en estantería de corte
Transportar piezas cortadas a cada una de las máquinas
Dobladillar relojeros
Figurar y unir bragueta
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Esperar insumos de bodega
Transportar insumos a cada máquina
Pegar aleta doble
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Filetear aleta suelta
Cerrar entrepierna
Pespuntar costados
Pegar pretina
Pegar etiqueta
Asegurar punta
Pegar etiqueta relojero
Pegar relojero
Cerrar bolsillo y virar blanco
Pegar bolsillos
Pespuntar bolsillos delanteros
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Cerrar costados
Pegar bolsillos posteriores
Apilar
Colocar pantalones en coche de lavandería
TOTALES
Pegar cotillas
Asegurar instrucción
Cerrar tiros
Asegurar pasadores (7)
Virar pantalón
Atracar y poner pasadores
Hacer bastas
Hacer Ojal
Unir pretina
Apilar
Apilar
Apilar
Dobladillar bolsillos
Figurar bolsillos
Planchar bolsillos posteriores
Apilar
Figura 3.21 Diagrama de flujo del proceso de confección del pantalón jean clásico
(Nikos S.C., 2012)

74
Después del resumen que se aprecia en el diagrama de flujo de proceso de
confección se procede a realizar el cálculo del porcentaje de valor agregado
que se indica en la Tabla 3.10.
Tabla 3.10 Cálculo del porcentaje de valor agregado en el proceso de
confección del jean clásico
VALOR AGREGADO ACTIVIDADES PORCENTAJE TIEMPO PORCENTAJE
SI Agrega valor 33 46% 1644 33%
NO Agrega valor 39 54% 3410 67%
TOTAL 72 100% 5054 100%
Como se observa el porcentaje de valor agregado en este proceso es de
46% en actividades y 33% en tiempo; mientras que el porcentaje de lo que
no agrega valor en actividades es 54% y en tiempo es 67%, lo que
demuestra notoriamente que la mayoría de las actividades que intervienen
en el proceso de confección no agregan ningún valor como se aprecia en la
Figura 3.22.
Figura 3.22 Porcentaje de valor agregado en el proceso de confección del
jean clásico

75
Para seguir con la continuidad del proceso de producción de pantalón jean
clásico como tercer proceso es el de lavandería y se lo presenta en el
diagrama de flujo en la Figura 3.23.

76
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: X Propuesto:
SI NO
1 480. X
2 30 540. X
3 1020. X
4 420. X
5 8 180. X
6 360. X
7 120. X
8 4 41. X
9 12. X
10 900. X
11 78. X
12 70. X
13 4 45. X
14 20. X
15 4 20. X
16 16. X
17 240. X
18 2 22. X
19 7. X
20 2 23. X
21 8. X
22 2400. X
23 123. X
24 70. X
25 22 45. X
26 240. X
27 22 45. . X
28 16. X
29 45. X
30 22 45. X
31 420. X
32 22 45. X
33 187. X
34 3 12. X
35 9. X
36 55. X
37 6 15. X
38 72. X
39 56. X
40 7 17. X
41 22. X
42 1200. X
43 78. X
44 70. X
45 6 40. X
46 45. X
47 7 44. X
48 12. X
49 267. X
50 600. X
51 6 15. X
52 20. X
53 6 15. X
54 12. X
55 600. X
56 12. X
57 70. X
58 420. X
59 2,5 120. X
60 600. X
61 121. X
62 120. X
63 15 40. X
64 210. X
65 3618. X
66 181. X
67 179. X
68 60 1200. X
260,5 18470 41 21 2 1 3 7 61
12
Diagrama Nro. ACTIVIDAD Actividad Tiempo
Operación 41 13670
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Actividad:
Transporte 21 2569
Nikos S.C.
Proceso: LAVADO DEL PANTALÓN JEAN CLÁSICO
AGREGA VALOR
Contar pantalones
28/06/2012
NO Agrega Valor 61 8552
Método:
Almacenamiento 3 719
Elaborado por: DIANA JARAMILLO
SI Agrega Valor 7 9918
Retirar pantalones de confección y hoja de producción
Transportar pantalones a lavandería
Retirar pantalones de confección y hoja de producción
Espera 2 1500
Transportar pantalones a acabados
Inspección 1
Apilar pantalones por peso de acuerdo a la máquina
Transportar pantalones cerca a cada máquina
Nro DESCRIPCIÓN Dist. (m) Tiempo (s)
SIMBOLOGÍA
Regresar con la preparación
Colocar preparación en lavadora
Subir temperatura a 55°C
Caminar a tomar enzimas
Preparar enzimas al 7%
Regresar con la preparación
Subir temperatura a 50°C la lavadora
Colocar pantalones en lavadora
Lavado con desengomante, antiquiebre y suavizante
Abrir llave de desfogue agua
Caminar a tomar humectante y ácido fórmico
Preparar humectante y ácido fórmico (0,05 g/l)
Caminar a tomar desengomante, antiquiebre y suavizante
Colocar productos en lavadora
Llenar nuevamente de agua la lavadora
Regresar con la preparación
Colocar preparación en lavadora
Calentar una taza de agua
Caminar con la taza a tomar 0,1g de negro y 0,1g de azul
Pesar 0,1g de negro y 0,1g de azul
Regresar con 0,1g de negro y 0,1g de azul
Colocar preparación en lavadora
Lavar pantalón
Abrir agua de desfogue de agua
Llenar nuevamente con agua la lavadora
Caminar a tomar Novalel y Alcalil en bodega
Preparar dirty (Novalel y Alcalil)
Lavar pantalón
Caminar a tomar suavizante
Regresar con la preparación
Colocar preparación en lavadora
Lavar pantalón
Abrir llave de desfogue agua
Llenar nuevamente de agua la lavadora
Caminar a tomar Colfix en bodega
Llevar a máquina la preparación
Agregar a la lavadora preparación
Subir temperatura a 70°C
Caminar a tomar sal industrial en bodega
Pesar sal industrial
Agregar agua para disolver
TOTALES
Disolver lo pesado en la taza de agua caliente
Apilar pantalones en carretilla
Revisar tono correcto pantalón
Sacar pantalones de secadora
Transportar pantalones a acabados
Apilar pantalones en la mesa
Llevar pantalones a centrífuga
Centrifugar pantalones
Sacar pantalones de la centrifuga
Transportar pantalones a secadora
Colocar pantalones en secadora
Secar pantalones
Tomar en medida suavizante
Regresar con el suavizante
Colocar suavizante en lavadora
Lavar pantalón
Abrir llave de desfogue agua
Sacar pantalones de lavadora
Tomar en medida Colfix
Regresar con Colfix
Colocar en la lavadora Colfix
Subir temperatura a 55°C
Figura 3.23 Diagrama de flujo del proceso de lavado del pantalón jean clásico
(Nikos S.C., 2012)

77
Después del resumen que se aprecia en el diagrama de flujo de proceso de
lavandería se procede a realizar el cálculo del porcentaje de valor agregado
que se indica en la Tabla 3.11.
Tabla 3.11 Cálculo del porcentaje de valor agregado en el proceso de
lavado del jean clásico
VALOR AGREGADO ACTIVIDADES PORCENTAJE TIEMPO PORCENTAJE
SI Agrega valor 7 10% 9918 54%
NO Agrega valor 61 90% 8552 46%
TOTAL 68 100% 18470 100%
Como se observa el porcentaje de valor agregado en este proceso es de
10% en actividades y 54% en tiempo; mientras que el porcentaje de lo que
no agrega valor en actividades es 90% y en tiempo es 46%, lo que
demuestra notoriamente que la mayoría de las actividades que intervienen
en el proceso de lavandería no agregan ningún valor como se aprecia en la
Figura 3.24.
Figura 3.24 Porcentaje de valor agregado en el proceso de lavado del jean
clásico

78
El último proceso es el de acabados, con este se termina el proceso de
producción de pantalón jean clásico y se lo presenta en el diagrama de flujo
en la Figura 3.25.

79
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: X Propuesto:
SI NO
1 720. X
2 660. X
3 1,5 30. X
4 14. X
5 45. X
6 26. X
7 2 22. X
8 15. X
9 180. X
10 60. X
11 17. X
12 66. X
13 13. X
14 57. X
15 99. X
16 78. X
17 1,5 15. X
18 26. X
19 35. X
20 22. X
21 188. X
22 22. X
23 9. X
24 2 12. X
25 1260. X
26 390. X
27 540. X
28 360. X
29 17 78. X
30 1,5 16. X
31 12. X
32 21. X
33 74. X
34 3 10. X
35 11. X
36 20. X
37 90. X
38 78. X
39 3 70. X
40 61. X
31,5 5522 16 8 7 4 5 9 31
Colocación de pantalones en el área de productos terminados
Inspección 4 266
Nikos S.C.
ACABADOS JEAN CLÁSICO
Actividad:
Transporte 8 253
Recepción de pantalones y hoja de producción
Espera 7 1932
Proceso:
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Diagrama Nro. ACTIVIDAD Actividad Tiempo
Operación 16 3006
Método:
Almacenamiento 5 65
Elaborado por: DIANA JARAMILLO
SI Agrega Valor 9 629
Dist. (m) Tiempo (s)
SIMBOLOGÍA AGREGA VALOR
29/06/2012
NO Agrega Valor 31 4893
Recepción de pantalones y Hoja de Producción
Contar pantalones
Transportar pantalones hacia máquina recta
Nro DESCRIPCIÓN
Ubicar tijeras para cortar pasadores
Retirar adhesivos
Recoger botones del piso
Recoger remaches y clavos del piso
Revisar máquina recta
Apilar pantalones en burro metálico
Colocar remaches (6)
Transportar pantalones hacia el área de pulido
Apilar pantalones en burro metálico
Pegar etiquetas de cuero
Transportar pantalones hacia remachadora
Apilar pantalones en burro metálico
Colocar bóton
Colocar clavos y remaches cerca de la máquina
Revisar máquina remachadora
Colocar botones cerca de la máquina
Apilar pantalones en burro metálico
Planchar pantalones
Transportar pantalones al área de etiquetado
Cortar pasadores (6 en total)
Realizar pulido en prenda (Cortar en promedio 71 hilos)
Transportar pantalones al área de control de calidad
Revisar fallas en pantalones
Separar tallas
Sacudir pantalones
Revisión de la plancha
Ubicar tijeras para cortar hilos
Transportar pantalones al área de planchado
Separar pantalones con fallas
Confirmar mediante una nueva revisión pantalones sin defectos y con fallas
Transportar pantalones con defectos a módulo para ser reprocesadas
TOTALES
Apilar pantalones en burro metálico
Etiquetar pantalones y codificar
Doblar pantalones y enfundar
Transportar pantalones a área de producto terminado
Colocar pantalones en el área de producto terminado
Revisar máquina etiquetadora
Figura 3.25 Diagrama de flujo del proceso de acabados del pantalón jean clásico
(Nikos S.C., 2012)

80
Después del resumen que se aprecia en el diagrama de flujo de proceso de
acabados se procede a realizar el cálculo del porcentaje de valor agregado
que se indica en la Tabla 3.12.
Tabla 3.12 Cálculo del porcentaje de valor agregado en el proceso de
acabados del jean clásico
VALOR AGREGADO ACTIVIDADES PORCENTAJE TIEMPO PORCENTAJE
SI Agrega valor 9 23% 629 11%
NO Agrega valor 31 78% 4893 89%
TOTAL 40 100% 5522 100%
Como se observa el porcentaje de valor agregado en este proceso es de
23% en actividades y 11% en tiempo; mientras que el porcentaje de lo que
no agrega valor en actividades es 78% y en tiempo es 89%, lo que
demuestra notoriamente que la mayoría de las actividades que intervienen
en el proceso de acabados no agregan ningún valor como se aprecia en la
Figura 3.26.
Figura 3.26 Porcentaje de valor agregado en el proceso de acabados del
jean clásico

81
3.9.2. RESUMEN DEL PORCENTAJE ACTUAL DE VALOR
AGREGADO EN LOS PROCESOS PRODUCTIVOS
Una vez analizados los diagramas de flujo se presenta en la Tabla 3.13 un
resumen con el porcentaje de valor agregado de las actividades y el tiempo
que estas representan en el proceso productivo.
Tabla 3.13 Resumen del porcentaje de valor agregado en los procesos
productivos
VALOR AGREGADO ACTIVIDADES TIEMPO ACTIVIDADES TIEMPO ACTIVIDADES TIEMPO ACTIVIDADES TIEMPO
SI Agrega valor 33% 27% 46% 33% 10% 54% 23% 11%
NO Agrega valor 67% 73% 54% 67% 90% 46% 78% 89%
CORTE CONFECCIÓN LAVANDERÍA ACABADOS
Como se puede evidenciar el porcentaje más alto de las actividades que no
agregan valor son del proceso de lavandería, ya que representan el 90%,
pero en tiempo son las más bajas de todo el proceso de producción con el
46%.
Por otro lado el proceso de acabados tiene el más alto porcentaje de tiempo
de las actividades que no agregan valor con el 89%, lo que muestra que más
del 50% de las actividades que intervienen en este proceso no agregan
valor.
3.9.3. EVALUACIÓN INICIAL METODOLOGÍA 5 “S” EN LOS
PROCESOS PRODUCTIVOS
Para la evaluación inicial de 5S en los procesos productivos se realizó un
cuestionario, en el que se valora cada S mediante 5 ítems en los que se
analiza el artículo chequeado y una descripción del mismo. La ponderación
va en una escala de 0 a 4, donde 0 representa muy mal, 1 representa mal, 2
representa bueno, 3 representa muy bueno y 4 representa excelente.

82
En la Tabla 3.14 se puede observar los datos obtenidos por cada 5S y el
puntaje total de la auditoría inicial dentro de los procesos productivos de
Nikos S.C.

83
Puntaje: 0,80/4 Puntaje anterior:
1 Materiales o partes Materiales o partes en esceso de inventario o en proceso? 1
2 Maquinaria u otro equipo Existencia innecesaria alrededor? 0
3 Utilaje, herramientas, etc. Existencia innecesaria alrededor? 1
4 Control visual Existencia o no de control visual? 1
5 Estándares escritos Tiene establecido los estándares para 5 "S" 0
6 Indicadores de lugar Existen áreas de almacenaje marcadas? 0
7 Indicadores de artículos Demarcación de los artículos, lugares? 1
8 Indicadores de Cantidad Están identificados máximos y mínimos? 0
9 Vías de acceso e inventario en proceso Están identificados líneas de acceso y áreas de almacenaje? 1
10 Utilaje, herramientas, etc. Existe un lugar claramente identificado? 1
11 Pisos Están los pisos libres de basura, agua, aceite, etc.? 1
12 Máquinas Están las máquinas libres de objetos y aceites? 1
13 Limpieza e inspección Realiza inspección de equipos junto con mantenimiento? 1
14 Responsable de limpieza Existe personal responsable de verificar esto? 2
15 Hábito de limpieza Operador limpia piso y máquina regularmente? 2
16 Notas de mejoramiento Se genera notas de mejoramiento regularmente? 0
17 Ideas de mejoramiento Se han implementado ideas de mejora? 0
18 Procedimientos claves Se usa procedimientos escritos, claros y actuales? 1
19 Plan de mejoramiento Se tiene un plan futuro de mejora para el área? 1
20 Las primeras 3S Están las primeras 3S mantenidas? 0
Total Pts.
21 Entrenamiento Son conocidos los procedimientos estándares? 1 Clasificación 0,60 3
22 Herramientas y partes Son almacenados correctamente? 1 Orden 0,60 3
23 Control de stock Han iniciado un control de stock? 1 Limpieza 1,40 7
24 Procedimientos claves Están al día y son regularmente revisados? 1 Estandarización 0,40 2
25 Descripción del cargo Están al día y son regularmente revisados? 1 Disciplina 1,00 5
100
Número de Problemas Nivel Puntaje en %
4 Excelente 4
3 Muy Bueno 3
2 Bueno 2 20 %
1 Mal 1
0 Muy mal 0
Eliminar el desorden, clasificar lo que no es necesario
5 S's Nº 0= Muy mal 1= Mal 2= Bueno 3= Muy Bueno 4= Excelente
HOJA DE AUDITORÍA PARA 5 "S"
Evaluador: Jaramillo Diana Área: Producción Fecha: 2012/06/26
5 S's PuntajeMantener la disciplina a través de todo el sistema y una cultura a favor (Atarse a las reglas)
Orden
Un lugar para
cada cosa y cada
cosa en su lugar
Disciplina
Limpie todo lo que está dentro y fuera
Estandarización Mantener listas de chequeo y estándares para mantener las primeras 3 S's
DESCRIPCIÓN
5 S's Auditoría
ARTÍCULO CHEQUEADO
Entrenar, reforzar
y medir!
Todas las cosas
están en un
estado de
disponibilidad
PUNTOS EVALUADOS
Inspección a
través de la
limpieza
Puntaje 0-
4
Un lugar para cada cosa y cada cosa en su lugar
Limpieza
PUNTAJE AUDITORÍA
20
0,80
Clasificación
Eliminar el
desorden,
clasificar lo que
no es necesario
(Nikos S.C., 2012)
Tabla 3.14 Evaluación inicial de 5 “S” en los procesos productivos

84
Como se puede observar se obtiene un puntaje de 0,80 sobre los 4 puntos
que se ponderó, lo cual representa un puntaje muy bajo que se lo podría
ubicar entre mal y muy mal.
De igual manera se puede visualizar 20 puntos sobre 100 puntos evaluados
y el porcentaje de cumplimiento de 5 “S” en la empresa es de 20%.
La Figura 3.27, muestra un gráfico de radar en el que se establece una
comparación entre los puntajes obtenidos en las 5S evaluadas.
Figura 3.27 5 “S” Gráfico de radar
Con base en el gráfico de radar la estandarización es la S con menor puntaje
de 0,40/4; la clasificación y el orden se mantienen en un mismo puntaje de
0,60/4; la disciplina tiene un puntaje de 1,00/4 y la limpieza es la S con
mayor puntaje de 1,40/4. Con esto se puede evidenciar que la situación
inicial es mala y que el personal de planta no tiene noción de la filosofía 5”S”,
sus aplicaciones y herramientas.

85
3.9.4. EVALUACIÓN INICIAL DE MANTENIMIENTO PRODUCTIVO
TOTAL (TPM)
Para la evaluación inicial de mantenimiento productivo total de las
maquinarias de producción se realizó una lista con los principales puntos a
tener en cuenta para mejorar el mantenimiento de las máquinas como se
muestra en la Tabla 3.15.
Esta lista permite conocer si el operador está capacitado para realizar un
mantenimiento autónomo, si existe un mantenimiento planificado, si se
realiza mantenimiento preventivo y si se realiza un mantenimiento de
calidad, es decir sobre aquellas máquinas que tienen un impacto directo en
la calidad.
Tabla 3.15 Evaluación inicial de mantenimiento de maquinaria
F echa: 26/06/2012
Nº DESCRIPCIÓN SI NO
1 Tiene un plan maestro de manteniemiento? ×2 Las máquinas cuentan con historial? ×3 Cuenta con personal capacitado para realizar un mantenimiento √4 El personal que opera las máquinas está capacitado? ×5 Se encuentra en buen estado las máquinas? ×6 Se cuenta con un departamento de mantenimiento? √7 Cada máquina cuenta con manuales de mantenimiento? ×8 Las instalaciones donde están las máquinas están en buen estado? ×9 Las máquinas cuentan con bitácoras? ×
10 Maneja la empresa formatos de mantenimiento? ×11 Existen señalizaciones de seguridad? ×12 Las máquinas están codificadas? ×13 Se usa equipo de protección al operar las máquinas? √
3 10
23,08% 76,92%Porcentaje:
TOTAL:
Ubicación: Máquinas de Producción
E valuador: Jaramillo Diana
INS P E CCIÓN INICIAL DE MANT E NIMIE NT O DE MAQUINAR IA
HOJ A AUDITOR ÍA PAR A TPM
(Nikos S.C., 2012)

86
Como se evidencia en la Tabla 3.15, entre los principales puntos de
evaluación solamente el 23,08% se cumplen; mientras tanto el 76,92% de
los puntos no se cumplen. Con esto se muestra que no existe un
conocimiento completo del mantenimiento de la maquinaria, no se realiza
una inspección de rutina para asegurar el funcionamiento adecuado de las
máquinas y no se cuenta con un historial ni una bitácora de maquinaria. Por
lo que después de este análisis se consideran estos puntos como ejes
fundamentales para mejorar labores de mantenimiento, eliminar tiempos
muertos y disminuir defectos.
3.9.5. CÁLCULO DE OEE ANTES DE LA IMPLEMENTACIÓN
Como se indicó anteriormente la ventaja del OEE respecto de otros
cocientes es que cuantifica en un único indicador todos los parámetros
fundamentales de la producción industrial: La disponibilidad, el rendimiento y
la calidad.
Para poder evaluar este indicador se tomará en cuenta que si se tiene un
OEE por ejemplo del 75%, significa que de cada 100 piezas buenas que la
máquina podía haber fabricado, sólo se han producido 75.
Con este análisis de los tres componentes que integran la OEE, es posible
conocer si lo que falta para el 100%, se ha perdido por la no
disponibilidad (no se ha producido durante el tiempo que se debía estar
produciendo), por la baja eficiencia (no se ha producido con la velocidad que
se podía haber hecho), o por la no calidad (no se ha producido con la calidad
que debía hacerse).
Para realizar el cálculo del OEE se presenta un ejemplo para el 01 de mayo
del 2012 como se muestra en las fórmulas 3.5-3.8.

87
Ejemplo del cálculo del OEE para el 01 de mayo del 2012
[3.5]
[3.6]
[3.7]
[3.8]
El cálculo del OEE fue realizado con los datos proporcionados por la jefa de
planta, de los meses mayo, junio y julio del 2012; estos resultados se
muestran en la Tabla 3.16.
Cabe mencionar que se realizó con los días en los que se confeccionó jean
clásico, por lo que en los meses de junio y julio por temporada se

88
confeccionaron uniformes, pero la producción y las metas de trabajo son las
mismas.
Tabla 3.16 Cálculo del OEE de Enero-Julio 2012
MES DÍAS RENDIMIENTO CALIDAD DISPONIBILIDAD OEE
01/05/2012 72,92% 95,43% 95,83% 66,68%
02/05/2012 72,92% 80,00% 95,33% 55,61%
03/05/2012 72,92% 64,00% 95,00% 44,33%
04/05/2012 72,92% 86,29% 94,50% 59,46%
05/05/2012 63,75% 95,42% 95,50% 58,10%
07/05/2012 72,92% 67,43% 95,00% 46,71%
08/05/2012 63,75% 48,37% 95,00% 29,29%
09/05/2012 79,58% 68,06% 95,83% 51,91%
18/05/2012 72,92% 65,14% 94,88% 45,07%
21/05/2012 90,83% 83,94% 96,00% 73,20%
22/05/2012 90,83% 77,52% 95,88% 67,51%
23/05/2012 90,83% 64,68% 96,00% 56,40%
24/05/2012 90,83% 63,76% 96,00% 55,60%
28/05/2012 50,00% 90,83% 94,38% 42,86%
30/05/2012 90,91% 82,00% 93,00% 69,33%
31/05/2012 53,64% 75,42% 93,38% 37,77%
01/06/2012 48,80% 59,84% 96,40% 28,15%
05/06/2012 81,67% 80,10% 95,60% 62,54%
27/06/2012 52,50% 63,49% 97,38% 32,46%
02/07/2012 85,00% 78,43% 97,50% 65,00%
03/07/2012 68,00% 91,76% 97,30% 60,72%
04/07/2012 67,40% 93,47% 97,80% 61,61%
05/07/2012 42,80% 87,85% 97,40% 36,62%
06/07/2012 72,80% 91,21% 97,38% 64,66%
18/07/2012 86,40% 87,50% 96,00% 72,58%
19/07/2012 50,83% 90,16% 97,50% 44,69%
25/07/2012 82,00% 94,63% 96,00% 74,50%
42,80% 48,37% 93,00% 28,15%
90,91% 95,43% 97,80% 74,50%
66,85% 71,90% 95,40% 51,32%
Máximo
Promedio
JU
LIO
JU
NIO
MA
YO
PANTALÓN CLÁSICO
Mínimo
(Nikos S.C., 2012)
El rendimiento inicial de la empresa es de 66,85% y como se observa el más
bajo se obtuvo el 05 de julio que es 42,80%, mientras que el rendimiento

89
más alto se obtuvo el 30 de mayo que es de 90,91%; como se observa en la
Figura 3.28.
Figura 3.28 Porcentajes de rendimiento Enero-Julio 2012
(Nikos S.C., 2012)
El porcentaje de calidad inicial es de 71,90% y como se evidencia el más
bajo se obtuvo el 08 de mayo que es 48,37%, mientras que el porcentaje de
calidad más alto se obtuvo el 01 de mayo que es de 95,43%; como se
observa en la Figura 3.29.
Figura 3.29 Porcentajes de calidad Enero-Julio 2012
(Nikos S.C., 2012)
El porcentaje de disponibilidad inicial es de 95,40% y como se observa el
más bajo es 93,00% que se obtuvo el 30 de mayo, mientras que el

90
porcentaje de disponibilidad más alto es de 97,80% que se obtuvo el 04 de
julio como se observa en la Figura 3.30.
Figura 3.30 Porcentajes de disponibilidad Enero-Julio 2012
(Nikos S.C., 2012)
El porcentaje inicial de OEE es de 51,32% (Figura 3.31) y basándose en la
clasificación del OEE cuando una empresa obtiene un OEE < 65% significa
que la empresa tiene un calificativo de inaceptable, en donde se producen
importantes pérdidas económicas y muy baja competitividad. Por tal razón
se comenzará un proceso de mejora para subir estos niveles a través de las
herramientas Lean, aplicadas en cada una de las áreas productivas.
Figura 3.31 Porcentajes de OEE Enero-Julio 2012
(Nikos S.C., 2012)

91
3.10. ANÁLISIS DE LOS PROBLEMAS DE CALIDAD
Anteriormente se presentó que el porcentaje de productos no conformes de
jean clásico de enero a julio del 2012 es de 13%, por lo que es indispensable
realizar un análisis de los problemas de calidad que se presentan con mayor
frecuencia.
Para realizar este estudio se utilizaron 37 unidades, como el promedio de
prendas con defectos que se reprocesan en un día. Posteriormente se utiliza
un diagrama de Pareto que se muestra en la Tabla 3.17, para determinar la
frecuencia y la importancia de los defectos más comunes.
Tabla 3.17 Diagrama de Pareto de los problemas de calidad
Problema de calidad Frecuencia Porcentaje total Porcentaje acumulado
Costura abierta cotillas 11 29,73% 29,73%
Costura abierta bastas 8 21,62% 51,35%
Costura abierta entrepierna 7 18,92% 70,27%
Falta pasadores 5 13,51% 83,78%
Tela agujereada 4 10,81% 94,59%
Costura abierta bolsillos 2 5,41% 100,00%
Total 37 100,00%
(Nikos S.C., 2012)
En la gráfica de Pareto que se muestra en la Figura 3.32, se separa
gráficamente los aspectos significativos de los problemas de calidad
encontrados.

92
Como se puede observar en la Figura 3.32, los problemas de calidad que se
presentan con mayor frecuencia de acuerdo al diagrama de Pareto son:
costuras abiertas cotillas, costuras abiertas bastas y costuras abiertas
entrepierna.
Los otros problemas de calidad aunque importantes se presentan con menor
frecuencia de ocurrencia que los problemas seleccionados.
3.10.1. DETERMINACIÓN DE LAS CAUSAS DE LOS PROBLEMAS
DE CALIDAD ENCONTRADOS
Una vez identificados los problemas de calidad más frecuentes, se procede
a analizar las causas principales que los generan mediante la utilización del
diagrama de causa-efecto para cada uno de los problemas seleccionados.
Para las costuras abiertas cotillas se tomó en cuenta las siguientes causas
que se muestran en la Figura 3.33.
Para las costuras abiertas bastas se tomó en cuenta las siguientes causas
que se muestran en la Figura 3.34.
Figura 3.32 Diagrama de Pareto de los problemas de calidad
(Nikos S.C., 2012)

93
Para las costuras abiertas entrepierna se tomó en cuenta las siguientes
causas que se muestran en la Figura 3.35.

94
Costura abierta
en cotillas
MATERIALMÁQUINASPERSONAL
MÉTODOS MEDICIONES ENTORNO
Falta de capacitación
y entrenamientos
No se toma conciencia
de la importancia
de satisfacer requisitos
Falta de información
de las especificaciones
Maquinaria muy antigua
Falta de
Mantenimiento
de la cerrado de codos
Calidad del material
no revisado previamente
Uso de hilos inadecuados
Falta de control
Falta de tiempo de mantenimiento Falta de
indicadores de calidad
y productividad
Área de trabajo sucio
Entorno desordenado
Mala comunicación
Título de hilo muy delgado
Seguimiento del producto inapropiado
Figura 3.33 Diagrama de causa-efecto del problema de calidad costura abierta en cotillas
(Nikos S.C., 2012)

95
Costura abierta
en bastas
MATERIALMÁQUINASPERSONAL
MÉTODOS MEDICIONES ENTORNO
Falta de capacitación
y entrenamientos
No se verifica el producto
con la muestra
Falta de información
de las especificaciones
Falta mantenimiento
maquinaria
Uso incorrecto de
la máquina de 1 aguja Uso de hilos inadecuados
Mal seguimiento
y medición de
productos defectuososFalta de control del uso del pie correcto Falta de
indicadores de calidad
y productividad
Área de trabajo sucio
Entorno desordenado alrededor
de la máquina
Mala comunicación
interna
Calidad de material
no revisado
previamente
Falta de planificación de mantenimiento
Desmotivación
Uso incorrecto
del pie
utilización del prénsatela
erróneo para sujetar la tela
No se ajusta correctamente
la tensión de acuerdo
al tipo de máquina
Figura 3.34 Diagrama de causa-efecto del problema de calidad costura abierta en bastas
(Nikos S.C., 2012)

96
Costura abierta
en entrepierna
MATERIALMÁQUINASPERSONAL
MÉTODOS MEDICIONES ENTORNO
Falta de capacitación
y entrenamientos
Política de calidad mal entendida
o mal comunicada
Falta de información
de las especificaciones
Falta mantenimiento
de cerradora de codos
Requisitos no revisados
Mal seguimiento
y medición de
productos defectuosos Falta de
indicadores de calidad
y productividad
Ambiente de trabajo
inadecuado para máquinas
Entorno desordenado alrededor
de la máquina
Mala comunicación
interna
Calidad de material
no revisado
previamente
Falta de auditorias internas
Desmotivación del personal
Maquinaria muy antigua
Figura 3.35 Diagrama de causa-efecto del problema de calidad costura abierta en entrepierna
(Nikos S.C., 2012)

97
3.11. IDENTIFICACIÓN DE DESPERDICIOS EN LOS PROCESOS
PRODUCTIVOS
Una vez analizada la situación actual de la empresa a través de sus
procesos productivos y con el uso de indicadores previamente utilizados;
permitirá detallar los desperdicios encontrados en cada uno de los procesos
de fabricación del pantalón jean clásico.
Para definir las actividades que son desperdicios se utilizó cada una de ellas
que no agregan valor y se las detalló en la Tabla 3.18.

98
Tabla 3.18 Desperdicios encontrados en los procesos productivos
PROCESO ACTIVIDAD TIPO DE DESPERDICIO
Recepción de la Hoja de Producción Espera
Revisar el cálculo del metraje Proceso innecesario
Ubicar el tipo de tela en bodega Espera
Transportar el tipo de tela a mesa de corte Transporte
Colocar rollo de corte en la cortadora Proceso innecesario
Extendido de tela 24 capas Proceso innecesario
Caminar a tomar el rollo del trazo Transporte
Colocar hoja de trazo encima de las capas de tela Proceso innecesario
Caminar a tomar la grapadora Transporte
Asegurar el tendido con grapas encima del trazo Proceso innecesario
Inspección máquina de corte Proceso innecesario
Apilar Inventario
Inspección de Punzadora Proceso innecesario
Apilar Inventario
Apilar Inventario
Recoger residuos de corte Espera
Apilar Inventario
Recoger residuos de corte Espera
Apilar Inventario
Dividir trazo con cortadora Proceso innecesario
Apilar Inventario
Apilar Inventario
Recoger residuos de corte Espera
Apilar Inventario
Recoger residuos de corte Espera
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Recoger residuos de corte Espera
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Caminar a tomar la etiquetadora y el rollo de stickers Transporte
Colocar rollo de stickers en la etiquetadora Proceso innecesario
Etiquetar cada pieza de las capas y amarrar Proceso innecesario
Transportar piezas a estantería de materia prima en proceso Transporte
Recepción de la Hoja de Producción Espera
Ubicar piezas cortadas en estantería de corte Espera
Transportar piezas cortadas a cada una de las máquinas Transporte
Esperar insumos de bodega Espera
Transportar insumos a cada máquina Transporte
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
CO
RT
EC
ON
FE
CC
IÓN
continuación…
continuación…

99
Tabla 3.19 Desperdicios encontrados en los procesos productivos
(continuación)
PROCESO ACTIVIDAD TIPO DE DESPERDICIO
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Apilar Inventario
Colocar pantalones en coche de lavandería Proceso innecesario
Retirar pantalones de confección y hoja de producción Espera
Transportar pantalones a lavandería Transporte
Contar pantalones Espera
Apilar pantalones por peso de acuerdo a la máquina Inventario
Transportar pantalones cerca a cada máquina Transporte
Subir temperatura a 50°C la lavadora Proceso innecesario
Colocar pantalones en lavadora Proceso innecesario
Caminar a tomar desengomante, antiquiebre y suavizante Transporte
Colocar productos en lavadora Proceso innecesario
Abrir llave de desfogue agua Proceso innecesario
Llenar nuevamente de agua la lavadora Proceso innecesario
Caminar a tomar humectante y ácido fórmico Transporte
Preparar humectante y ácido fórmico (0,05 g/l) Proceso innecesario
Regresar con la preparación Transporte
Colocar preparación en lavadora Proceso innecesario
Subir temperatura a 55°C Proceso innecesario
Caminar a tomar enzimas Transporte
Preparar enzimas al 7% Proceso innecesario
Regresar con la preparación Transporte
Colocar preparación en lavadora Proceso innecesario
Abrir agua de desfogue de agua Proceso innecesario
Llenar nuevamente con agua la lavadora Proceso innecesario
Caminar a tomar Novalel y Alcalil en bodega Transporte
Preparar dirty (Novalel y Alcalil) Proceso innecesario
Regresar con la preparación Transporte
Colocar preparación en lavadora Proceso innecesario
Calentar una taza de agua Proceso innecesario
Caminar con la taza a tomar 0,1g de negro y 0,1g de azul Transporte
Pesar 0,1g de negro y 0,1g de azul Proceso innecesario
Regresar con 0,1g de negro y 0,1g de azul Transporte
Disolver lo pesado en la taza de agua caliente Proceso innecesario
Llevar a máquina la preparación Transporte
Agregar a la lavadora preparación Proceso innecesario
Subir temperatura a 70°C Proceso innecesario
Caminar a tomar sal industrial en bodega Transporte
Pesar sal industrial Proceso innecesario
Agregar agua para disolver Proceso innecesario
Regresar con la preparación Transporte
Colocar preparación en lavadora Proceso innecesario
Abrir llave de desfogue agua Proceso innecesario
Llenar nuevamente de agua la lavadora Proceso innecesario
Caminar a tomar Colfix en bodega Transporte
CO
NF
EC
CIÓ
NL
AV
AN
DE
RÍA
continuación…
continuación…

100
Tabla 3.20 Desperdicios encontrados en los procesos productivos
(continuación)
PROCESO ACTIVIDAD TIPO DE DESPERDICIO
Tomar en medida Colfix Proceso innecesario
Regresar con Colfix Transporte
Colocar en la lavadora Colfix Proceso innecesario
Subir temperatura a 55°C Proceso innecesario
Caminar a tomar suavizante Transporte
Tomar en medida suavizante Proceso innecesario
Regresar con el suavizante Transporte
Colocar suavizante en lavadora Proceso innecesario
Revisar tono correcto pantalón Proceso innecesario
Abrir llave de desfogue agua Proceso innecesario
Sacar pantalones de lavadora Proceso innecesario
Llevar pantalones a centrífuga Transporte
Sacar pantalones de la centrifuga Proceso innecesario
Apilar pantalones en carretilla Inventario
Transportar pantalones a secadora Transporte
Colocar pantalones en secadora Proceso innecesario
Sacar pantalones de secadora Proceso innecesario
Apilar pantalones en la mesa Inventario
Transportar pantalones a acabados Transporte
Recepción de pantalones y Hoja de Producción Espera
Contar pantalones Espera
Transportar pantalones hacia máquina recta Transporte
Apilar pantalones en burro metálico Inventario
Revisar máquina recta Proceso innecesario
Transportar pantalones hacia remachadora Transporte
Apilar pantalones en burro metálico Inventario
Revisar máquina remachadora Proceso innecesario
Colocar botones cerca de la máquina Proceso innecesario
Recoger botones del piso Espera
Apilar pantalones en burro metálico Inventario
Colocar clavos y remaches cerca de la máquina Proceso innecesario
Recoger remaches y clavos del piso Espera
Transportar pantalones hacia el área de pulido Transporte
Ubicar tijeras para cortar pasadores Espera
Ubicar tijeras para cortar hilos Espera
Sacudir pantalones Proceso innecesario
Transportar pantalones al área de control de calidad Transporte
Revisar fallas en pantalones Proceso innecesario
Separar pantalones con fallas Proceso innecesario
Separar tallas Proceso innecesario
Confirmar mediante una nueva revisión pantalones sin defectos y con fallas Espera
Transportar pantalones con defectos a módulo para ser reprocesadas Transporte
Transportar pantalones al área de planchado Transporte
Apilar pantalones en burro metálico Inventario
Revisión de la plancha Proceso innecesario
Transportar pantalones al área de etiquetado Transporte
Apilar pantalones en burro metálico Inventario
Revisar máquina etiquetadora Inventario
Transportar pantalones a área de producto terminado Transporte
Colocar pantalones en el área de producto terminado Proceso innecesario
LA
VA
ND
ER
ÍAA
CA
BA
DO
S
(Nikos S.C., 2012)
Una vez encontrados los desperdicios en cada uno de los procesos
productivos se utiliza el diagrama de Pareto que se indica en la Tabla 3.21,

101
con lo cual se tabula la frecuencia de los desperdicios más comunes y se
identifica cuáles son los aspectos prioritarios que hay que tratar.
Tabla 3.21 Diagrama de Pareto de los tipos de desperdicios en los procesos
productivos
Tipo de desperdicio Frecuencia Porcentaje total Porcentaje acumulado
Inventario 63 36,21% 36,21%
Procesos innecesarios 56 32,18% 68,39%
Transporte 36 20,69% 89,08%
Espera 19 10,92% 100,00%
Sobreproducción 0 0,00% 100,00%
Defectos 0 0,00% 100,00%
Reprocesos 0 0,00% 100,00%
Total 174 100,00%
(Nikos S.C., 2012)
En la gráfica de Pareto que se muestra en la Figura 3.36, se utilizó para
separar gráficamente los aspectos significativos de los desperdicios
encontrados, con lo que se puede observar claramente a donde se debe
dirigir los esfuerzos para mejorar.
Figura 3.36 Gráfica de Pareto de la frecuencia de desperdicios en los
procesos productivos
(Nikos S.C., 2012)

102
Como se puede observar en la Figura 3.36, los desperdicios que se
presentan con mayor frecuencia en los procesos productivos de acuerdo al
diagrama de Pareto son: inventario, procesos innecesarios y transporte.
Los demás desperdicios son de igual manera importantes pero la frecuencia
de ocurrencia son insignificantes comparados con los desperdicios
seleccionados a los que estarán dirigidos los esfuerzos y serán utilizados
para realizar considerables mejoras.
3.11.1. DETERMINACIÓN DE LAS CAUSAS DE LOS
DESPERDICIOS ENCONTRADOS
Previamente se han identificado los desperdicios prioritarios para ser
analizados, por lo que es necesario conocer las causas principales que los
generan a través de la utilización del diagrama de causa-efecto para cada
uno de los desperdicios seleccionados.
Para la muda de exceso de inventario se tomó en cuenta las siguientes
causas que se muestran en la Figura 3.37.
Para el desperdicio de procesos innecesarios se tomó en cuenta las
siguientes causas que se muestran en la Figura 3.38.
Para la muda de transporte se tomó en cuenta las siguientes causas que se
muestran en la Figura 3.39.

103
EXCESO DE
INVENTARIO
MATERIALMÁQUINASPERSONAL
MÉTODOS MEDICIONES ENTORNO
Mala
comunicación
Desmotivación
Necesidad de recursos humanos
de otras áreas para el manejo
de los materiales
Máquinas separadas
por grandes distancias
Tiempos muy altos
para preparación
de máquinas
Grandes cantidades
de producto
en espera de ser
procesado
Baja rotación
de inventarios
Productos defectuosos que
hay que sustituir mediante
un aumento en la producción
Programación
excesiva de
tiempo extraCuellos de botella
sin control
Desconocimiento
de los tiempos
en proceso
Falta de
indicadores
de calidad y
productividad
Grandes áreas
de
almacenamiento
de producto
Producto en
proceso en el pisoDistribución
inadecuada
de la planta Entorno
desordenado
Corredores
ocupados
Falta de una correcta
planificación de las
actividades
Figura 3.37 Diagrama de Causa-Efecto del desperdicio de exceso de inventario
(Nikos S.C., 2012)

104
PERSONAL MÁQUINAS
MATERIAL MÉTODOS ENTORNO
PROCESOS
INNECESARIOS
Falta de cultura laboral
Desmotivación
Falta de
capacitación
Mala
comunicación
Falta de información
de las especificacionesCalibración
manual
Exceso de inspecciones o
verificaciones de los equipos
Falta control de calidad
de materia prima
Ubicación de
las herramientas
Confusa identificación de la
materia prima en proceso
Falta de especificaciones
claras
Falta de
seguimiento
Falta
de control
Falta de tiempo
Área de
trabajo sucio
Entorno
desordenado
Falta
señalizaciones
Figura 3.38 Diagrama de Causa-Efecto del desperdicio de procesos innecesarios
(Nikos S.C., 2012)

105
TRANSPORTE
MATERIALMÁQUINASPERSONAL
MÉTODOS MEDICIONES ENTORNO
Falta de capacitación
y entrenamientos
Desmotivación
Demasiado personal para
el transporte de materiales
Mala distribución
de las máquinas
Falta de
mantenimiento
Transporte incorrecto
de materia prima
Almacenamiento
sin clasificación
Falta de procedimientos
de preparación
de productosFabricación de lotes de
producción muy grandes
Falta control
de tiempos
Falta de
administración
de los inventarios
Demasiados
sitios de
almacenamientoCorredores sucios
con mermas
provenientes de
cada uno de los
procesosInadecuado diseño
y aprovechamiento
de las
instalaciones
Falta
de limpieza
Distancias largas
entre procesos
y almacenes
Figura 3.39 Diagrama de Causa-Efecto del desperdicio de transportes
(Nikos S.C., 2012)

106
3.12. SELECCIÓN DE LAS HERRAMIENTAS DE MEJORA
Para seleccionar las herramientas de manufactura esbelta que aporten con
mayores beneficios en los procesos productivos, previamente se
determinaron las causas de los desperdicios identificados.
En la realización de esta selección se mantuvo una reunión con cada unos
de los involucrados del proceso productivo como son los Jefes de cada área,
considerando que ellos son los que están más estrechamente ligados con
los procesos y podrán brindar óptimas soluciones; por lo que mediante una
matriz de decisiones se procedió a seleccionar las técnicas más apropiadas
y aplicables para Nikos, con el fin de mejorar los desperdicios antes
mencionados.
En la elaboración de la matriz de decisiones se colocó el tipo de desperdicio
encontrado, las causas y las diferentes herramientas de manufactura esbelta
que existen. También se elaboró una calificación que va en una escala de 0
a 4, donde 0 representa no aplicable, 1 representa poco aplicable, 2
representa medianamente aplicable, 3 representa aplicable y 4 representa
altamente aplicable.
Las valoraciones que se presentan en la siguiente Tabla 3.22 son
completamente subjetivas, ya que dependen del criterio y punto de vista de
los principales involucrados sobre los problemas a ser mejorados.

107
(Nikos S.C., 2012)
Causas de desperdicios
5 "
S"
T.P
.M.
(Ma
nte
nim
ien
to
Pro
du
cti
vo
To
tal)
Ka
nb
an
SM
ED
Co
ntr
ol v
isu
al
PO
KA
YO
KE
JID
OK
A
J.I.T
(J
us
t in
tim
e)
Tra
ba
jo
es
tan
da
riz
ad
o
Ce
lda
s d
e
ma
nu
fac
tura
Desmotivación 4 2 0 0 3 0 0 0 0 0
Mala comunicación 3 0 0 0 4 0 0 0 0 0
Necesidad de recursos humanos de otras áreas para el manejo de los materiales 3 0 0 0 4 0 0 0 0 0
Máquinas separadas por grandes distancias 4 0 0 0 4 0 0 0 0 0
Tiempos muy altos para preparación de maquinas 3 4 0 3 0 0 0 0 0 0
Grandes cantidades de producto en espera de ser procesadas 3 3 3 0 3 0 0 0 0 0
Productos defectuosos que hay que sustituir mediante un aumento en la producción 3 3 0 2 3 3 0 0 0 0
Baja rotación de inventarios 3 0 3 0 2 0 0 0 0 0
Cuellos de botella sin control 3 4 3 0 0 0 0 0 0 0
Programación excesiva de tiempo extra 3 3 2 0 0 0 0 0 0 0
Desconocimiento de los tiempos en proceso 2 0 0 0 0 0 0 0 3 0
Falta de indicadores de calidad y productividad 3 0 0 0 4 0 0 0 0 0
Materiales en proceso en el piso 4 0 0 0 3 0 0 0 0 0
Grandes áreas destinadas al almacenamiento de producto 4 0 0 0 3 0 0 0 0 0
Falta de cultura laboral 3 3 0 0 3 0 0 1 0 0
Falta de capacitación 3 3 0 0 0 0 0 0 1 0
Desmotivacion 4 1 0 0 3 0 0 0 0 0
Falta de información de las especificaciones 3 2 0 0 3 0 0 0 0 0
Mala comunicación 3 0 0 0 3 0 0 0 0 0
Calibración manual 3 3 0 0 0 0 0 0 0 0
Exceso de inspecciones o verificaciones de los equipos 2 4 0 0 0 0 0 0 0 0
Falta control de calidad de materia prima 3 0 0 0 3 0 0 0 0 0
Ubicación de las herramientas 4 0 0 0 4 0 0 0 0 0
Confusa identificación de la materia prima en proceso 4 0 0 0 4 0 0 0 0 0
Falta de seguimiento 3 2 0 0 3 0 0 0 0 0
Falta de especificaciones claras 3 3 0 0 4 0 0 0 0 0
Área de trabajo sucio 4 0 0 0 3 0 0 0 0 0
Entorno desordenado 4 0 0 0 3 0 0 0 0 0
Falta señalizaciones 4 0 0 0 4 0 0 0 0 0
Demasiado personal para el transporte de materiales 3 0 0 0 3 0 0 0 2 0
Desmotivación del personal 3 0 0 0 3 0 0 0 0 0
Falta de capacitación y entrenamiento del personal 3 3 0 0 3 0 0 0 2 0
Mala distribución de las máquinas 3 3 0 0 3 0 0 0 0 0
Falta de mantenimiento 3 4 0 0 2 0 0 0 0 0
Almacenamiento sin clasificación 4 0 0 0 3 0 0 0 0 0
Transporte incorrecto de materia prima 3 0 0 0 3 0 0 0 0 0
Fabricación de lotes de producción muy grandes 3 0 2 2 3 0 0 0 0 0
Falta de procedimientos de preparación productos 0 0 0 0 0 0 0 0 3 0
Falta de administración de los inventarios 4 0 0 0 4 0 0 0 0 0
Falta control de tiempos 3 0 0 0 0 0 0 0 2 0
Demasiados sitios de almacenamiento 4 0 0 0 4 0 0 0 0 0
Distancias largas entre procesos y almacenes 3 0 0 0 3 0 0 0 0 0
Falta de limpieza en el lugar de trabajo 4 0 0 0 3 0 0 0 0 0
TOTAL: 138 50 13 7 110 3 0 1 13 0
HERRAMIENTAS LEAN
EXCESO DE INVENTARIO
PROCESOS INNECESARIOS
TRANSPORTE
Tabla 3.22 Matriz de decisiones

108
Como se observa en la Tabla 3.22 de la matriz de decisiones, las
herramientas Lean más apropiadas para la empresa y que serán utilizadas
para disminuir los desperdicios encontrados son: 5 “S”, T.P.M.
(Mantenimiento Productivo Total) y Control visual.

109
CAPÍTULO 4
4. ESTRUCTURA BÁSICA PARA LA IMPLEMENTACIÓN
DEL SISTEMA DE MANUFACTURA ESBELTA (LEAN
MANUFACTURING) EN NIKOS S.C.
Después de haber realizado un diagnóstico inicial en el capítulo anterior, se
conoce las principales causas que generan desperdicios dentro del proceso
productivo, por lo cual en el presente capítulo se aplican las herramientas
más adecuadas que propone Lean Manufacturing, adaptada a los recursos
económicos y humanos que Nikos posee.
Para diseñar la estructura básica para la implementación del Sistema de
Manufactura Esbelta en Nikos S.C., se utilizó la matriz de decisiones con lo
cual se determinaron las herramientas útiles para alcanzar los objetivos:
eliminar las principales actividades que no agregan valor y que están
priorizadas según el Diagrama de Pareto.
Las herramientas de manufactura esbelta a utilizarse son: 5 “S”, T.P.M.
(Mantenimiento Productivo Total) y Control visual.
4.1. IMPLEMENTACIÓN DEL SISTEMA DE MANUFACTURA
ESBELTA
El sistema de Manufactura Esbelta no requiere de grandes inversiones de
dinero para su eficiente aplicación y la obtención de resultados favorables,
por lo que se canalizará el potencial humano y tecnológico existente en la
empresa para optimizar el tiempo de fabricación del producto clave.
Para mantener un clima organizacional y eliminar la resistencia al cambio en
aspectos técnicos, se incentiva al recurso humano a identificar obstáculos,
proporcionar soluciones y mejoras dentro de los putos críticos identificados

110
para lograr la familiarización y comprometimiento por parte del personal a las
modificaciones.
Como requisito esencial para iniciar el proceso de implementación del
Sistema de Manufactura Esbelta es conformar un equipo de trabajo con
algunos de los miembros de la empresa Nikos S.C. como se indica en la
Tabla 4.1, para lo cual se ha designado como “Coordinadora” a la Jefa de
Planta quién se ha comprometido y entendido la Filosofía Lean, otorgándole
la autoridad para hacer los cambios necesarios y disponer de los recursos.
Al ser una empresa pequeña y poseer un número reducido de operarios, se
considera a tres personas del área de producción para integrar el equipo
como LGT (Líderes del equipo de trabajo): Jefa de Confección, Jefe de
Lavandería y a la Jefa de Acabados, quienes brindan soporte necesario a los
MET (Miembros del equipo de trabajo).
Los miembros del equipo de trabajo “MET” serán todos los operarios que se
encuentran en los procesos productivos de la empresa.
Para completar el equipo de trabajo se integra la participación como
facilitadora a la autora de este proyecto.
Tabla 4.1 Equipo de trabajo para la implementación del sistema de
manufactura esbelta
MIEMBRO FUNCIÓN
Jefa de Planta Coordinadora
Jefe de Corte LET
Jefe de Lavandería LET
Jefa de Acabados LET
Operarios MET
Diana Jaramillo Facilitadora

111
Todos los involucrados dentro del equipo de trabajo son los responsables de
la correcta aplicación de cada una de las herramientas de Lean
Manufacturing, manteniendo un adecuado clima laboral y una comunicación
permanente.
4.1.1. CAPACITACIÓN DEL RECURSO HUMANO SOBRE LA
MANUFACTURA ESBELTA (LEAN MANUFACTURING)
El recurso humano de Nikos S.C. es el pilar fundamental dentro de la
implementación del Sistema de Manufactura Esbelta, por lo que es
imprescindible que los conceptos básicos y las herramientas a aplicarse
sean bien comprendidas por todos los operarios a través de una
capacitación inicial que fue dirigida por la facilitadora, en trabajo conjunto
con la coordinadora, el entrenamiento diario con los LET y la difusión de
estos a los MET. Esta capacitación se muestra en el Anexo A.
4.2. PRIMERA HERRAMIENTA LEAN: IMPLEMENTACIÓN DE LAS
5 “S” EN NIKOS S.C.
Al final de la capacitación los operarios aportan con ideas de mejoras, se
muestran conscientes y comprometidos a mantener su área de trabajo limpia
y ordenada, por lo que mediante el trabajo conjunto con la coordinadora se
establece la aplicación de cada una de las “S” en los puestos de trabajo
mediante una planificación, la misma que se le fue informada diariamente.
Se han elaborado carteles que hacen referencia a cada componente de las 5
“S” que han sido colocados en lugares estratégicos y visibles del área de
producción.

112
4.2.1. APLICACIÓN DE LA PRIMERA “S”: CLASIFICAR
Dentro de la implementación de la primera “S”, para no perder mucho tiempo
productivo los LET identificaron los elementos innecesarios dentro del área
de trabajo, asignando una tarjeta roja como se muestra en la Figura 4.1 para
definir: si se los retira del sitio, se los transfiere o se los elimina. Mientras que
los elementos necesarios se los mantiene cerca de los puestos de trabajo.
FE C HA: Nº:
ÁRE A: C ANT IDAD:
Productos
E liminar
L impieza
C AT E GOR ÍA
E ST ADO DE L E LE ME NT O
No se necesita pronto (E xcedente)
Otro (especifique)
Otro (especifique)
Buenas condiciones
Fuera de uso
Necesita reparación
No se necesita
DISPOSIC IÓN (MANT E NIMIE NT O)
Mover áreas de tarjetas rojas
Reubicar
T ARJE T A ROJA
Maquinaria
Herramientas
Materiales
E quipos de Seguridad
NOMBRE DE L E LE ME NT O:
Figura 4.1 Formato de Tarjeta Roja empleada
En este primer paso se colocó un cartel con el que mediante un gráfico que
se presenta en la Figura 4.2, permite evaluar y clasificar los elementos en
base en algunos criterios, facilitando la clasificación de los elementos y la
colocación de estos en un lugar seleccionado para implantar las 5 S.

113
Figura 4.2 Criterios de evaluación y clasificación de elementos
innecesarios
(Guachisaca, Caiche, & Montalvo, 2011)
Esta actividad contó con la ayuda de la facilitadora y de los LET de cada
área para definir algunos criterios dentro de la colocación de las tarjetas
rojas. Esta actividad duró aproximadamente 2 horas en cada área.
En la Figura 4.3 Se muestra la asignación de tarjetas rojas a los elementos
innecesarios dentro de cada área productiva.

114
Figura 4.3 Fotografía de la asignación de tarjetas rojas a los elementos
innecesarios dentro de cada área productiva
Al terminar la clasificación se procedió a ubicar todos los elementos con
tarjeta roja en un área específica, mientras que con la ayuda del equipo de
trabajo se evalúa y determina la acción a tomar con los elementos
innecesarios encontrados.

115
Mediante una comunicación entre los miembros del equipo se podrán dar
respuestas rápidas en caso de existir alguna novedad y poder tomar
acciones correctivas.
Después de esta actividad como se observa en la Tabla 4.2 se tabula las
tarjetas rojas empleadas dentro de cada área.
Tabla 4.2 Tarjetas Rojas colocadas en cada área
Nombre del elemento Estado del elemento Disposición Cantidad
Estante de apoyo de telas Buenas condiciones Reubicar 1
Tina Buenas condiciones Reubicar 1
Etiquetadoras Fuera de uso Eliminar 2
Muestras Buenas condiciones Reubicar (organizar) 3
Tubos de rollos de tela Desechos Eliminar 115
Cortadora Circular Necesita reparación Mover área de tarjetas rojas 1
Costales de residuos Desechos Eliminar 8
Cortadora vertical Necesita reparación Mover área de tarjetas rojas 1
132
Fundas Buenas condiciones Reubicar (bodega) 5
Cartones Buenas condiciones Reubicar (bodega) 3
Hilos No se necesita pronto Reubicar (bodega) 45
Telas Buenas condiciones Reubicar (bodega) 6
Planchas Necesita reparación Mover área de tarjetas rojas 2
Botellas plásticas Desechos Eliminar 3
Funda de reatas No se necesita pronto Reubicar (bodega) 2
Etiquetas No se necesita pronto Reubicar (bodega) 15
Funda de botones No se necesita pronto Reubicar (bodega) 3
84
Costales de conos Desechos Eliminar 2
Botellas plásticas Desechos Eliminar 3
5
Funda de remaches y clavos Buenas condiciones Reubicar (bodega) 5
Funda de Botones Buenas condiciones Reubicar (bodega) 2
Muestras Buenas condiciones Reubicar (organizar) 3
Etiquetas Buenas condiciones Reubicar (bodega) 11
21
242TOTAL TARJETAS ROJAS COLOCADAS:
TOTAL
CORTE
CONFECCCIÓN
ACABADOS
TOTAL
LAVANDERÍA
TOTAL
TOTAL
Como se puede evidenciar en la Tabla 4.2 en total se colocaron 242 tarjetas
rojas en las áreas productivas. En la mayoría de elementos la disposición fue
reubicarlos a las áreas en las que pertenecían, los equipos que estaban
fuera de uso se los eliminó y se utilizó las partes como repuestos para otras

116
máquinas en mantenimiento, las máquinas que necesitaban reparación
fueron llevadas al área de tarjetas rojas que se estableció al área de
mantenimiento y los elementos que fueron señalados como desechos se los
colocó en un área específica para procederlos a vender.
4.2.2. APLICACIÓN DE LA SEGUNDA “S”: ORDEN
Con la aplicación de la primera “S” se evidenció dentro de cada área más
espacio, pero aún así el desorden seguía.
Despejada cada área de todo lo innecesario y sólo con lo que se debe
guardar, se comenzó por efectuar el ordenamiento de los objetos que se
utilizan con mayor frecuencia, los cuales se colocaron cerca de las personas
y a los elementos que menos se usan se los colocó en un área específica.
Al aplicar estos criterios permitió además minimizar tiempo de movimientos
para la búsqueda de los objetos o herramientas.
Para el orden de las herramientas del área de corte y acabados se
elaboraron tableros de herramientas (Figura 4.4), en los que se dibujaron
las figuras de cada objeto para establecer en qué posición está cada
herramienta; además se identificó cada una con la misma identificación del
lugar que se estableció para ser guardadas. Al mismo tiempo se explicó que
las herramientas deben ser tomadas al comienzo del día y ser colocadas en
el respectivo orden al finalizar la jornada de trabajo, con esto se eliminó el
tiempo de buscar las herramientas al empezar el día. Al implementar este
procedimiento se logró que a partir de un golpe de vista (Control Visual)
verificar si el objeto está guardado en el lugar correspondiente comparando
ambas identificaciones.

117
TABLERO CORTE TABLERO ACABADOS
Figura 4.4 Fotografía de losTableros de herramientas del área de corte y
acabados
Las herramientas del área de confección se encuentran cerca de cada
costurera, ya que cada una tiene sus propias herramientas que las guardan
en cada máquina, en una caja que viene incorporada en la misma máquina.
Las herramientas que más se utilizan son:
Pinzas
Carretes
Tijeras
En el área de corte se colocaron cascadas para colgar ropa en los que se
colocaron los trazos, los cinturones de seguridad, las etiquetadoras y las
muestras como se indica en la Figura 4.5.

118
ANTES DESPUÉS
Figura 4.5 Fotografía de la colocación de cascadas de ropa en el área de
corte
De igual manera en el área de acabados se instaló una cascada de ropa
para colocar las muestras como se indica en la Figura 4.6, debido a que
antes estas se encontraban encima de la máquina remachadora,
obstruyendo la disponibilidad de la máquina.
Figura 4.6 Fotografía de la instalación de cascadas de ropa para colocar
muestras en el área de acabados
En la máquina remachadora al momento de ser utilizada por el efecto de la
vibración se caían los clavos y los remaches en el piso y luego tomaba
tiempo recogerlos del piso para ser utilizados y los que no se recogían
quedaban en el piso provocando un gran desorden. Con esta situación se

119
procedió adecuar dos cajas en la máquina para que sean abastecidas de los
clavos y remaches como se muestra en la Figura 4.7, con lo que se evitó
que estos se caigan en cada momento y se pierdan en gran mayoría.
Figura 4.7 Fotografía de la adecuación de dos cajas en la remachadora
Como siguiente paso sólo se delimitó mediante el uso de pintura el área de
producto terminado en acabados como se evidencia en la Figura 4.8, ya que
en confección no se pudo delimitar las máquinas debido a que de acuerdo a
la disponibilidad de las máquinas se las mueven para conformar los módulos
de confección, por lo que no son estables.
Figura 4.8 Fotografía de la delimitación del área de producto terminado
Como parte de la organización se decidió en base a una reunión con el Jefe
de Corte y tomando en consideración las sugerencias de la Jefa de Planta,

120
identificar según un orden lógico la estantería de piezas cortadas, es decir se
procedió a separar las estanterías en tres grupos de acuerdo a la materia
prima que se maneja, código de colores y códigos alfanuméricos con cada
nivel de la estantería como se indica en la Tabla 4.3.
Tabla 4.3 Organización de la estantería de piezas cortadas
SECCIONES NIVELES COLORES
Tejido A Amarillo
Punto B Verde
Índigo C Rosado
Con este orden de secciones, niveles y colores la estantería de piezas
cortadas quedó como se indica en la Figura 4.9.
Figura 4.9 Organización de la estantería de piezas cortadas por secciones,
niveles y colores
Por último en la estantería se colocó una Hoja de Corte que se muestra en el
Anexo C, que indica la fecha en que se ingresó las piezas cortadas, el lugar
en el que está ubicado, el nombre del elemento y observaciones para
especificar cualquier anomalía como la falta de muestra.
4.2.3. APLICACIÓN DE LA TERCERA “S”: LIMPIEZA
Para realizar la limpieza se explicó en cada área que limpiar no se trata sólo
de barrer el piso, sino que significa eliminar el polvo y suciedad e
inspeccionar el equipo durante el proceso de limpieza, para identificar
problemas de escapes, averías, fallos o cualquier tipo de fugas.

121
Con esta explicación el personal quedó consciente que la limpieza implica no
únicamente mantener los equipos dentro de una estética agradable
permanente, sino también crear y mantener un pensamiento superior al
simple de limpiar. La limpieza efectuada en cada área se muestra en el
Anexo B.
En el área de corte y acabados se difundió a la limpieza como parte del
trabajo diario, por lo que se inculcó la campaña “minuto de limpieza”, que
consiste en tomarse durante la jornada de trabajo un minuto para realizar la
limpieza general con la participación de todo el personal de cada área. Cabe
recalcar que al final del día no se tendrá mucha suciedad, por lo que el
tiempo de limpieza normal después de la jornada de trabajo se disminuyó.
Por decisión de la Jefe de confección y el Jefe de lavandería la limpieza se
realizará al final del día y también se designó responsables de botar la
basura diariamente, con lo que se evitó acumular desechos en el área.
Como parte de la limpieza los viernes de cada semana se sopletea las
máquinas de confección y se realiza el mantenimiento autónomo de las
mismas.
Una vez realizada y establecida la campaña de limpieza diaria se procedió a
almacenar los elementos de limpieza en lugares fáciles de encontrar y
devolver. El personal fue entrenado sobre el empleo y uso de estos
elementos desde el punto de vista de la seguridad y conservación de estos.
Para reforzar el hábito de limpieza se colocó en cada área los principios de
orden y limpieza que se muestra en la Figura 4.10 con 6 puntos básicos.

122
6) Las áreas de almacenamiento deben usarse para el fin destinado, evitándose lo
que frecuentemente ocurre cuando se encuentran libres y se depositan objetos
innecesarios que se deben descartar.
PRINCIPIOS DE ORDEN Y
LIMPIEZA
1) Máquinas, equipos y herramientas libres de suciedad y todos sus componentes
funcionando correctamente.
2) Sobre mesas de trabajo debe haber sólo lo necesario para desarrollar las tareas.
Está comprobado que tanto la limpieza como el orden están relacionados con la
habilidad de realizar las tareas con destreza y calidad.
3) Los objetos deben estar libres de suciedad en sus respectivos lugares, ya sean
estanterías, armarios o tableros.
4) Los escritorios sólo deben tener lo necesario para realizar la tarea; antes de
terminar la jornada de trabajo deben quedar despejados.
5) Los pisos, sendas peatonales y escaleras deben estar libres de repuestos, cables
y mangueras, desperdicios y chatarra.
Figura 4.10 Principios de orden y limpieza
(Dorbessan, 2006)
Por último se colocó en cada una de las áreas en lugares visibles un letrero
con la frase: “conserve limpia esta área” como se muestra en la Figura 4.11.
Figura 4.11 Fotografía del letrero de limpieza colocado en cada una de las
áreas

123
4.2.4. APLICACIÓN DE LA CUARTA “S”: ESTANDARIZACIÓN
Con la estandarización se mantienen los logros alcanzados con la aplicación
de las tres primeras “S”. Esta etapa es importante ya que si no existe un
proceso para conservar los logros, es posible que el lugar de trabajo
nuevamente llegue a tener elementos innecesarios y se pierda la limpieza
lograda con las acciones inicialmente realizadas.
En esta etapa se entregó a la Jefe de planta una lista de chequeo de orden y
limpieza en donde se analizan los puntos básicos de inspección y el
cumplimiento de responsabilidades asignadas. Esta actividad será registrada
cualquier día de la semana, con esto se mantiene un control de las
actividades que se deben realizar y evitar que por descuido se pase por alto,
este formato se indica en la Tabla 4.4.

124
Con esta lista de chequeo de orden y limpieza de las áreas productivas, se
podrá calificar a cada área en bueno, regular o malo y al final del mes
evidenciar si se ha mejorado o no. Esta calificación se colocará en el tablero
Puntaje: Puntaje anterior:
1 2 3 4
1 Materiales o partes Materiales o partes en esceso de inventario o en proceso?
2 Maquinaria u otro equipo Existencia innecesaria alrededor?
3 Utilaje, herramientas, etc. Existencia innecesaria alrededor?
4 Control visual Existencia o no de control visual?
5 Estándares escritos Tiene establecido los estándares para 5 "S"
6 Indicadores de lugar Existen áreas de almacenaje marcadas?
7 Indicadores de artículos Demarcación de los artículos, lugares?
8 Indicadores de Cantidad Están identificados máximos y mínimos?
9 Vías de acceso e inventario en proceso Están identificados líneas de acceso y áreas de almacenaje?
10 Utilaje, herramientas, etc. Existe un lugar claramente identificado?
11 Pisos Están los pisos libres de basura, agua, aceite, etc.?
12 Máquinas Están las máquinas libres de objetos y aceites?
13 Limpieza e inspección Realiza inspección de equipos junto con mantenimiento?
14 Responsable de limpieza Existe personal responsable de verificar esto?
15 Hábito de limpieza Operador limpia piso y máquina regularmente?
16 Notas de mejoramiento Se genera notas de mejoramiento regularmente?
17 Ideas de mejoramiento Se han implementado ideas de mejora?
18 Procedimientos claves Se usa procedimientos escritos, claros y actuales?
19 Plan de mejoramiento Se tiene un plan futuro de mejora para el área?
20 Las primeras 3S Están las primeras 3S mantenidas?
21 Entrenamiento Son conocidos los procedimientos estándares?
22 Herramientas y partes Son almacenados correctamente?
23 Control de stock Han iniciado un control de stock?
24 Procedimientos claves Están al día y son regularmente revisados?
25 Descripción del cargo Están al día y son regularmente revisados?
HOJA DE AUDITORÍA PARA 5 "S"
SUBTOTAL
Clasificación Eliminar el desorden, clasificar lo que no es necesario
Eliminar el
desorden,
clasificar lo que
no es necesario
Orden Un lugar para cada cosa y cada cosa en su lugar
Un lugar para
cada cosa y cada
cosa en su lugar
Entrenar, reforzar
y medir!
SUBTOTAL
SUBTOTAL
SUBTOTAL
Inspección a
través de la
limpieza
Estandarización Mantener listas de chequeo y estándares para mantener las primeras 3 S's
Todas las cosas
están en un
estado de
disponibilidad
Disciplina Mantener la disciplina a través de todo el sistema y una cultura a favor (Atarse a las reglas)
5 S's Auditoría
Limpieza Limpie todo lo que está dentro y fuera
5 S's NºPuntaje 0-
40= Muy mal 1= Mal 2= Bueno 3= Muy Bueno 4= Excelente
ARTÍCULO CHEQUEADO DESCRIPCIÓN
1=Corte 2=Confección
3=Lavandería 4=Acabados
Evaluador: Área: Fecha:
SUBTOTAL
Tabla 4.4 Lista de chequeo de orden y limpieza

125
de resultados de evaluación mutua que se muestra en la Tabla 4.5 y al final
del mes se mostrará la calificación total obtenida en cada área y se podrá
realizar las acciones correctivas.
Tabla 4.5 Tablero de resultados de evaluación mutua
(Salas, 2009)
Como siguiente paso se tomó fotografías de cada área después de la
limpieza, para proceder a pegar las fotografías de cómo se debe mantener el
área y de cómo no debe estar, con esto el personal tomó mayor
responsabilidad de mantener el equipo y las zonas de cuidado.
4.2.5. APLICACIÓN DE LA QUINTA “S”: DISCIPLINA
Un trabajador se disciplina así mismo para mantener vivas las 5S, ya que
los beneficios y ventajas son significativos. Una empresa y sus directivos
estimulan su práctica, ya que trae mejoras importantes en la productividad
de los sistemas operativos y en la gestión.
Para su implantación se trató de desarrollar una cultura de autocontrol
dentro de la empresa y estimular al mejoramiento continuo, por lo que se
estableció etiquetas de pendientes programa 5 “S” como se muestra en la
Figura 4.12, con esto se obtiene una mayor participación del personal y se
corrige alguna anomalía que permita ser mejorada con una pronta solución.

126
ÁREA:
INFORMADO POR:
FECHA:
ANOMALÍA:
POSIBLE SOLUCIÓN:
RESPONSABLE:
PLAZO PARA SOLUCIONARLA:
INFORMO RESPONSABLE
PROGRAMA 5"S"
ETIQUETA DE PENDIENTES
Figura 4.12 Etiquetas de pendientes programa 5 “S”
(Salas, 2009)
Para continuar con la disciplina se publicó carteles que se muestran en la
Figura 4.13 en puntos estratégicos de la empresa, de esta forma se refuerza
entre el equipo de trabajo cada una de las 5 “S” y se realiza una
retroalimentación para generar nuevas ideas de mejorarlas dentro del área
de trabajo.
Figura 4.13 Carteles de promoción 5 “S”
(TEC, 2012)

127
Se definió puntos básicos para crear autodisciplina en el personal, estos seis
pilares fundamentales se publicaron en la cartelera de cada área de trabajo,
con el fin de que se maneje como una cultura diaria de trabajo. La Figura
4.14 muestra estos 6 puntos esenciales.
1. Tirando los papeles, los desperdicios, la chatarra, etc., en los lugares
correspondientes.
2. Ubicando en su lugar las herramientas y equipos luego de usarlos.
3. Dejando limpias las áreas de uso común una vez realizadas las actividades en la
misma.
4. Haciendo cumplir las normas a las personas que están en su área de
responsabilidad, sean o no integrantes de su grupo
5. Respetando las normas en otras áreas.
6. Tratando en el grupo los casos de incumplimiento de las normas establecidas
por algún usuario del área, sean o no miembros del grupo, cuando son reiterativas.
¿Cómo practicar la AUTODISCIPLINA ?
Figura 4.14 Puntos básicos para crear autodisciplina
(Dorbessan, 2006)
El comprometimiento de la dirección es fundamental por lo que se sugirió
realizar auditorías, muy aparte de la listas de chequeo, en las áreas de
trabajo; estas inspecciones permitirán observar la efectividad de las 5 “S” y
promover el cumplimiento de los compromisos y estándares establecidos.
4.3. SEGUNDA HERRAMIENTA LEAN: MANTENIMIENTO
PRODUCTIVO TOTAL (TPM)
Una vez que se ha terminado el análisis de la empresa y de la maquinaria,
en donde se llegó a la conclusión de que se necesita realizar mantenimiento
preventivo y además que el producto clave es el jean clásico, el siguiente
paso es proceder a realizar el plan de mantenimiento para esta línea de
producción.

128
Un elemento clave para asegurar que el proceso sea previsible y se pueda
cumplir el tiempo de entrega del producto al cliente, es el buen
funcionamiento de la maquinaria y equipos; lo que permite también evitar las
paralizaciones por averías.
El equipo de trabajo al igual que la implementación de las herramientas de
Lean Manufacturing descritas anteriormente, ha dado la iniciativa para
establecer un manual en el que incluye todos los puntos que se tratan dentro
del programa de mantenimiento para la maquinaria y equipos haciendo
énfasis en los Pilares del Programa de Mantenimiento Productivo Total. Este
manual fue entregado al Jefe de Planta y al encargado de mantenimiento
como se muestra en el Anexo D.
4.3.1. CODIFICACIÓN DE LOS EQUIPOS
Como primer paso se realizó la codificación de los equipos, como punto
fundamental para identificar cada uno de ellos a través de de un código
único que se indica en el Anexo E.
Al momento de codificar los equipos se tomó en cuenta una codificación
alfanumérica que es muy útil en empresas pequeñas donde no hay un gran
número de maquinaria y se puede recordar a que máquina corresponde
cada código y permitirá ubicar al equipo en corto tiempo. Esta codificación se
muestra en la Figura 4.15.

129
Figura 4.15 Fotografía de la codificación de los equipos
La información útil que contiene cada código es la siguiente:
Tipo de equipo.
Dentro de ese equipo, sistema en el que están incluido.
Número de máquina.
En la Tabla 4.6 se muestra un ejemplo de la estructura con el que se definió
el código de los equipos.
Tabla 4.6 Estructura de los códigos de maquinaria
Abreviatura Máquina Número de Máquina
ATR Atracadora de jean 01
R1A Recta 1 aguja 02
R2A Recta 2 aguja 03
OV3 Overlock 3 hilos 04
OV5 Overlock 5 hilos 05

130
4.3.2. BITÁCORA DE MAQUINARIA
Para poder llevar a cabo el uso de la bitácora de maquinaria y poder
establecer un mantenimiento preventivo para los equipos en primer lugar lo
que se debe realizar es una lista de los equipos que componen la empresa,
como se sabe esa lista ya se realizó anteriormente con las codificaciones
respectivas.
Mediante la elaboración de una bitácora de maquinaria lo que se pretende
lograr es recopilar información de utilidad para generar un historial de daños
de la maquinaria, realizar un plan de mantenimiento para la maquinaria y la
gestión de los de los repuestos que se necesitarán. Además se pretende
dar seguimiento a los trabajos, mantenimientos y reparaciones que se da a
la maquinaria y reportar los aspectos que se encuentra la maquinaria.
A continuación en la Tabla 4.7 se presenta el formato de la bitácora de
maquinaria para la empresa.
Tabla 4.7 Formato de la bitácora de maquinaria
CÓDIGO
MÁQUINAFECHA
TIEMPO DE
PARO MÁQ.MOTIVOS ASPECTOS RESPUESTO CAMBIADO
FIRMA DE
CONFORMIDADOBSERVACIONES
RESPONSABLE DE LA MÁQUINA: 2.- Mantenimiento
3.- Reparación
1.- Limpio
2.- Ordenado
3.- Desordenado
MOTIVOS ASPECTOS
1.- Trabajo
BITÁCORA DE MAQUINARIA
ÁREA:

131
4.3.3. PROGRAMA DE MANTENIMIENTO PRODUCTIVO TOTAL
Dentro de este programa de mantenimiento de Nikos S.C., el operario
participa en muy alto grado, ya que es el responsable del mantenimiento
preventivo a manera de rutina y además debe ser quien primero advierta de
los problemas que detecte en las máquinas que esté operando; con esto se
reduce el tiempo de reacción del personal de mantenimiento, se logra
realizar un mantenimiento correctivo y contribuye a la conservación de los
equipos.
Participación del Operario: el operario es quien crea un sentido de
“pertenencia y responsabilidad” sobre el equipo, conoce su funcionamiento
básico y tiene la iniciativa para resolver problemas menores en el momento
que opera su máquina de una manera rápida y ágil.
Mantenimiento Preventivo: realizado por los operarios de cada área
haciendo tareas simples de mantenimiento en sus equipos como limpieza,
lubricación y pequeños ajustes.
Dentro de las actividades de mantenimiento preventivo se realizó una hoja
de mantenimiento estandarizado para propiciar que estas acciones se
realicen siempre de una forma correcta y continua.
Para la implementación de las actividades estandarizadas de mantenimiento
se comenzó con la elaboración de la hoja de mantenimiento estandarizado
que se muestra en la Figura 4.16. Por otro lado se realizó una capacitación
en el que se les explicó mediante un video paso a paso las actividades de
mantenimiento que constan en las hojas estandarizadas y por último se
estableció controlar el sistema por parte de cada Jefe de área.

132
Figura 4.16 Hoja estandarizada de mantenimiento preventivo

133
Figura 4.17 Hoja estandarizada de mantenimiento preventivo (continuación)

134
Para la limpieza y lubricación de los equipos como se muestra en la Figura
4.18, se estableció hacerlo los días viernes al finalizar la jornada de trabajo y
los ajustes se los realizará cada vez que su equipo presente anomalías, este
dentro de su alcance de poderlo remediar y que éstas no tomen un largo
tiempo de reparación.
LIMPIEZA LUBRICACIÓN
Figura 4.18 Fotografía del Mantenimiento Preventivo de la maquinaria
Mantenimiento Correctivo: después de la capacitación los operarios se
dieron cuenta del estado actual de la maquinaria y mostraron gran iniciativa
al mantenimiento de la misma; con esto se dispuso que cualquier
mantenimiento de maquinaria que este fuera del alcance de reparación será
comunicado al personal de mantenimiento inmediatamente y si es un
problema de gran magnitud al jefe de área y este reportará inmediatamente
a la Jefa de Planta.
4.3.4. REGLAS DEL PROGRAMA DE MANTENIMIENTO
PRODUCTIVO TOTAL
Para la implementación exitosa de este programa se ha elaborado normas
que todos los operarios deben cumplir:

135
Regla 1:
Los operarios deben limpiar e inspeccionar la máquina y equipo asignado de
acuerdo al período de tiempo determinado, así estos no hayan sido
utilizados frecuentemente.
Regla 2:
Si el problema que se advierte en la maquinaria o equipo no es de gran
magnitud, este puede ser reparado con el conocimiento y habilidades que
posee el operario a cargo de estas.
Regla 3:
Si una máquina y equipo posee un problema que este fuera del alcance para
ser resuelto por el operario, deberá comunicar inmediatamente a la Jefa de
Planta.
Regla 4:
Antes de iniciar el proceso de mantenimiento preventivo (limpieza,
lubricación o ajuste), el operario deberá contar con todos los materiales y
herramientas necesarias.
Regla 5:
Luego de realizar el mantenimiento preventivo en la respectiva máquina o
equipo designado, llenar la bitácora de maquinaria para llevar un control
mensual, la jefa de planta será la encargada de delegar actividades de
mantenimiento a sus operarios.
Regla 6:
Llenar adecuadamente la bitácora de maquinaria de acuerdo a lo difundido,
en caso de alguna inquietud consultar con cualquier miembro del equipo de
trabajo.

136
Regla 7:
Entregar la bitácora de maquinaria a la Jefa de Planta al cumplir con todas
las revisiones y plazos establecidos.
4.4. TERCERA HERRAMIENTA LEAN: CONTROL VISUAL
Por último la herramienta que se implementó es la de controles visuales, con
lo que se utilizó información vital entre todos los responsables de
Manufactura Esbelta.
Para la aplicación de esta herramienta se empezó por determinar los lugares
donde están los productos y sus partes para tener una visión clara. Los
lugares que fueron identificados son: producto terminado, pulido y control de
calidad, como se muestra en la Figura 4.19.
Figura 4.19 Fotografía de la identificación de lugares
Como segunda etapa se diseñó una pizarra de producción para que
muestre al personal qué es lo que se espera de ellos y cómo se están
desempeñando para llegar a esas metas. Estos pizarrones son críticos para
el éxito, ya que muestran tendencias en los indicadores claves de
desempeño, preferentemente en tiempo real.
Estas pizarras se consideran muy útiles para hacer que todos se involucren
compartiendo ideas, identificando las causas raíz, y aportando ideas para
tomar contra medidas. A través de estas representaciones visuales también
se presentan resultados y se da a reconocer los logros entre el equipo.

137
Las dos pizarras de producción se ubicaron en el área de confección como
se indica en la Figura 4.20, en cada una se muestra el mes, el módulo, los
nombres de las costureras y los días de la semana. Con esta información se
conoce abiertamente la producción diaria y las eficiencias de cada una de
las operarias.
Figura 4.20 Fotografía de las pizarras de producción en el área de
confección
Por último se utilizó un código de colores, en el que se pintó a los burros
metálicos de color blanco para identificar a los productos que pasan el
control de calidad y se pintó de color rojo a los burros metálicos para
diferenciar el producto defectuoso dentro del área de acabados como se
observa en la Figura 4.21.

138
PRENDAS SIN FALLAS PRENDAS CON FALLAS
Figura 4.21 Fotografía de los burros metálicos pintados para la
identificación de producto
4.5. MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE
MANUFACTURA ESBELTA
Una vez implantadas las herramientas Lean seleccionadas, es fundamental
la medición de los indicadores previamente utilizados para analizar si la
ejecución de estas herramientas produjeron las mejoras que se esperaron
para la empresa y si lograron minimizar o eliminar los desperdicios
anteriormente encontrados.
Los indicadores seleccionados en el capítulo tres que fueron los más
apropiados para analizar la situación de todo el proceso productivo del
pantalón jean clásico y que serán utilizados de igual manera en este análisis
después de las implementaciones son:
Porcentaje de valor agregado
Evaluación de la metodología 5 “S”
Evaluación de Mantenimiento Productivo Total (TPM)
Cálculo de OEE

139
4.5.1. PORCENTAJE DE VALOR AGREGADO DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE
MANUFACTURA ESBELTA
Luego de haber implantado las herramientas de manufactura esbelta en
cada una de las áreas del proceso productivo, es importante analizar los
diagramas de flujo para comparar la situación actual de la empresa y
verificar si las mejoras implantadas han reducido los tiempos de las
actividades que no agregan valor o si se han eliminado algunas de estas.
Para el análisis del proceso productivo actual se comenzará por el proceso
inicial que es el de corte y se lo presenta en el diagrama de flujo de la
Figura 4.22.

140
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: Propuesto: X
SI NO
1 25. X
2 300. X
3 900. X
4 35 328. X
5 98. X
6 5112. X
7 1,5 18. X
8 360. X
9 1 12. X
10 375. X
11 35. X
12 2620. X
13 80. X
14 30. X
15 24. X
16 12. X
17 400. X
18 19. X
19 16. X
20 475. X
21 38. X
22 10. X
23 18. X
24 11. X
25 28. X
26 203. X
27 16. X
28 19. X
29 12. X
30 22. X
31 273. X
32 32. X
33 11. X
34 20. X
35 9. X
36 204. X
37 21. X
38 38. X
39 13. X
40 630. X
41 38. X
42 21. X
43 9. X
44 22. X
45 211. X
46 12. X
47 20. X
48 9. X
49 271. X
50 33. X
51 20. X
52 9. X
53 143. X
54 12. X
55 21. X
56 9. X
57 144. X
58 12. X
59 21. X
60 9. X
61 1 15. X
62 9. X
63 5365. X
64 30 1777. X
68,5 21079 28 5 7 3 21 21 43
Caminar a tomar la etiquetadora y el rollo de stickers
Colocar rollo de stickers en la etiquetadora
TOTALES
21 5796
43 15283
21/09/2012
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Perforación de 4 puntos en 1 pieza
Etiquetar cada pieza de las capas y amarrar
Transportar piezas a estantería de materia prima en proceso
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Corte de 6 piezas
Perforación de 4 puntos en 1 pieza
Corte de 2 piezas
Corte de 4 piezas
Perforación de 4 puntos en 2 piezas
Dividir trazo con cortadora
Corte de 4 piezas
Apilar
Apilar
Apilar
Apilar
Apilar
Perforación de 4 puntos en 1 pieza
DIAGRAMA DE FLUJO DE PROCESO
Transporte de piezas a estantería de materia prima en proceso
Recepción de la Hoja de Producción
ACTIVIDAD
RESUMEN
Actividad Tiempo
28
Ubicación
Operación
Transporte
Espera
Almacenamiento
Recoger residuos de corte
Diagrama Nro.
Actividad:
Método:
Elaborado por:
Nro
5
Transportar el tipo de tela a mesa de corte
Colocar rollo de corte en la cortadora
Caminar a tomar la grapadora
Colocar hoja de trazo encima de las capas de tela
Asegurar el tendido con grapas encima del trazo
Inspección máquina de corte
Corte de 45 piezas
Apilar
Tiempo (s)
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Corte de 7 piezas
Perforación de 4 puntos en 1 pieza
Recoger residuos de corte
Perforación de 4 puntos en 1 pieza
Recoger residuos de corte
Corte de 6 piezas
Recoger residuos de corte
Apilar
Dist. (m)
Perforación de 4 puntos en 2 piezas
Apilar
Apilar
SI Agrega Valor
NO Agrega Valor
Inspección de Punzadora
Recepción de la Hoja de Producción
Revisar el cálculo del metraje
Ubicar el tipo de tela en bodega
Perforación de 4 puntos en 1 pieza
Extendido de tela 24 capas
Apilar
Nikos S.C.
CORTE DE TELA INDIGO (PANTALÓN CLÁSICO)Proceso:
1006
2150
7
365
21
Inspección
415
17143
SIMBOLOGÍA AGREGA VALOR
DIANA JARAMILLO
3
Corte de 4 piezas
Recoger residuos de corte
Corte de 8 piezas
Caminar a tomar el rollo del trazo
Apilar
Apilar
Apilar
DESCRIPCIÓN
Figura 4.22 Diagrama de flujo del proceso de corte de materia prima después de las implementaciones
(Nikos S.C., 2012)

141
Como se puede observar en el diagrama de flujo de corte los tiempos
operativos se han reducido considerablemente, especialmente a las
actividades que no generan valor, por lo que a través de la siguiente Tabla
4.8 se puede realizar una comparación del tiempo de operación antes y
después de la implementación de las herramientas.
Tabla 4.8 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en el corte de materia prima
MEJORA
Actividades Tiempo Actividades Tiempo Tiempo
SI Agrega valor 11 5642 11 5574 68
NO Agrega valor 53 16400 53 15505 895
TOTAL 64 22042 64 21079 963
Antes de la implementación Después de la implementaciónVALOR AGREGADO
Como se puede observar en la Tabla 4.8, el tiempo operativo total se redujo
de 22042 segundos (6 horas y 7 minutos) a 21079 segundos (5 horas y 51
minutos), lo que se deduce en una reducción de 963 segundos (16 minutos).
De igual manera se puede evidenciar que las actividades que no agregan
valor no se redujeron, esto se debe a que estas actividades sin valor
agregado son necesarias para esta operación; pero por otro lado se logró
reducir el tiempo de las actividades que no agregan valor de 16400
segundos (4 horas y 33 minutos) en un principio a 15505 segundos (4 horas
y 18 minutos) luego de la implementación. Esta comparación se puede
indica en la Figura 4.23.

142
Figura 4.23 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en el corte de materia
prima
Para lograr la reducción de 963 segundos en el área de corte se identificó
las actividades que no agregaban valor y que generaban desperdicios para
posteriormente llevar a cabo acciones para minimizarlas o eliminarlas como
se muestra en la Tabla 4.9.

143
Tabla 4.9 Acciones realizadas para eliminar o minimizar los desperdicios en
el área de corte
Para continuar con el análisis del proceso productivo actual, el siguiente
proceso es confección y se lo realiza a través del diagrama de flujo de la
Figura 4.24.

144
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: Propuesto: X
SI NO
1 21. X
2 17. X
3 8 1130. X
4 315. X
5 5 420. X
6 25. X
7 3. X
8 14. X
9 4. X
10 16. X
11 4. X
12 29. X
13 4. X
14 26. X
15 4. X
16 65. X
17 4. X
18 43. X
19 3. X
20 41. X
21 4. X
22 20. X
23 4. X
24 48. X
25 4. X
26 62. X
27 4. X
28 61. X
29 4. X
30 60. X
31 4. X
32 73. X
33 4. X
34 69. X
35 5. X
36 89. X
37 5. X
38 45. X
39 5. X
40 82. X
41 4. X
42 25. X
43 4. X
44 35. X
45 3. X
46 81. X
47 5. X
48 14. X
49 4. X
50 20. X
51 4. X
52 77. X
53 4. X
54 27. X
55 4. X
56 82. X
57 4. X
58 45. X
59 4. X
60 21. X
61 4. X
62 77. X
63 4. X
64 90. X
65 4. X
66 17. X
67 4. X
68 51. X
69 4. X
70 111. X
71 4. X
72 815. X
13 4492 34 2 3 0 33 33 39
Pegar bolsillos posteriores
Apilar
Colocar pantalones en coche de lavandería
TOTALES
Pegar cotillas
Asegurar instrucción
Cerrar tiros
Asegurar pasadores (7)
Virar pantalón
Atracar y poner pasadores
Hacer bastas
Hacer Ojal
Unir pretina
Apilar
Apilar
Apilar
Dobladillar bolsillos
Figurar bolsillos
Planchar bolsillos posteriores
Apilar
Apilar
Apilar
Apilar
Asegurar punta
Pegar etiqueta relojero
Pegar relojero
Cerrar bolsillo y virar blanco
Pegar bolsillos
Pespuntar bolsillos delanteros
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Cerrar costados
Tiempo (s)
SIMBOLOGÍA AGREGA VALOR
24/09/2012
NO Agrega Valor 39 2851
Pegar vistas
Pegar aleta y cierre
Recepción de la Hoja de Producción
Ubicar piezas cortadas en estantería de corte
Transportar piezas cortadas a cada una de las máquinas
Dobladillar relojeros
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Esperar insumos de bodega
Transportar insumos a cada máquina
Filetear aleta suelta
Actividad Tiempo
Operación 34 2456
Método:
Almacenamiento 33 133
SI Agrega Valor 33 1641
Apilar
Apilar
Apilar
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Actividad:
Transporte 2 1550
Recepción de la Hoja de Producción
Espera 3 353
Colocar pantalones en coche de lavandería
Inspección 0 0
Diagrama Nro. ACTIVIDAD
Filetear aleta doble
Planchar vistas
Planchar relojero
Nikos S.C.
Proceso: CONFECCIÓN PANTALÓN JEAN CLÁSICO
Apilar
Apilar
Apilar
Elaborado por: DIANA JARAMILLO
Nro DESCRIPCIÓN Dist. (m)
Figurar y unir bragueta
Pegar aleta doble
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Apilar
Cerrar entrepierna
Pespuntar costados
Pegar pretina
Pegar etiqueta
Figura 4.24 Diagrama de flujo del proceso de confección del jean clásico después de las implementaciones
(Nikos S.C., 2012)

145
Como se puede observar en el diagrama de flujo de confección los tiempos
operativos se han reducido considerablemente, especialmente a las
actividades que no generan valor, por lo que a través de la siguiente Tabla
4.10 se puede realizar una comparación del tiempo de operación antes y
después de la implementación de las herramientas.
Tabla 4.10 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en la confección del jean clásico
Como se puede evidenciar en la Tabla 4.10, el tiempo operativo total se
redujo de 5054 segundos (1hora y 24 minutos) a 4492 segundos (1 hora y
15 minutos), lo que se deriva en una reducción de 562 segundos (9
minutos). De igual manera se puede evidenciar que las actividades que no
agregan valor no se redujeron, esto se debe a que estas actividades sin
valor agregado son necesarias para esta operación; pero por otro lado se
logró reducir el tiempo de las actividades que no agregan valor de 3410
segundos (57 minutos) en un principio a 2851 segundos (47 minutos) luego
de la implementación. Esta comparación se puede observar en la Figura
4.25.
MEJORA
Actividades Tiempo Actividades Tiempo Tiempo
SI Agrega valor 33 1644 33 1641 3
NO Agrega valor 39 3410 39 2851 559
TOTAL 72 5054 72 4492 562
VALOR AGREGADOAntes de la implementación Después de la implementación

146
Figura 4.25 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en la confección del jean
clásico
Para lograr la reducción de 562 segundos en el área de confección se
identificó las actividades que no agregaban valor y que generaban
desperdicios para posteriormente llevar a cabo acciones para minimizarlas o
eliminarlas. Se debe tomar en cuenta que en el área de confección existen
módulos de producción por lo que la principal fuente de disminución de
tiempos fue en transportes, tiempos de búsquedas y en excesos de
inventarios como se muestra en la Tabla 4.11.

147
Tabla 4.11 Acciones realizadas para eliminar o minimizar los desperdicios
del área de confección
DESPERDICIO
S
ANTES DESPUÉS MEJORA
Exceso de
inventario y
esperas
Organización de estantería de
piezas cortadas, mediante la
utilización de códigos de
colores y clasificación de
materia prima; lo que permitió
reducir tiempos de búsqueda
de las piezas cortadas que
pasan ha ser confeccionadas y
la disminución de inventario
Transporte y
exceso de
inventario
Organización de puestos de
trabajo, con lo cual se logró
mejorar el transporte de
prendas para evitar el
acumulamiento. Además
permitió identificar las
herramientas en el área de
trabajo y mejoró el ambiente
laboral
CONFECCIÓN
Mediante la utilización del diagrama de flujo de la Figura 4.26, se analiza el
siguiente proceso que es lavandería.

148
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: Propuesto: X
SI NO
1 420. X
2 30 530. X
3 780. X
4 360. X
5 8 150. X
6 360. X
7 118. X
8 4 38. X
9 11. X
10 900. X
11 78. X
12 70. X
13 4 40. X
14 20. X
15 4 19. X
16 12. X
17 240. X
18 2 20. X
19 7. X
20 2 20. X
21 8. X
22 2400. X
23 78. X
24 70. X
25 22 39. X
26 210. X
27 22 41. . X
28 13. X
29 45. X
30 22 41. X
31 360. X
32 22 41. X
33 156. X
34 3 12. X
35 9. X
36 55. X
37 6 15. X
38 60. X
39 55. X
40 7 16. X
41 19. X
42 1200. X
43 78. X
44 70. X
45 6 40. X
46 41. X
47 7 41. X
48 12. X
49 267. X
50 600. X
51 6 15. X
52 18. X
53 6 15. X
54 12. X
55 600. X
56 12. X
57 70. X
58 378. X
59 2,5 101. X
60 600. X
61 118. X
62 117. X
63 15 35. X
64 200. X
65 3618. X
66 177. X
67 175. X
68 60 1025. X
260,5 17571 41 21 2 1 3 7 61TOTALES
Disolver lo pesado en la taza de agua caliente
Apilar pantalones en carretilla
Revisar tono correcto pantalón
Sacar pantalones de secadora
Transportar pantalones a acabados
Apilar pantalones en la mesa
Llevar pantalones a centrífuga
Centrifugar pantalones
Sacar pantalones de la centrifuga
Transportar pantalones a secadora
Colocar pantalones en secadora
Secar pantalones
Tomar en medida suavizante
Regresar con el suavizante
Colocar suavizante en lavadora
Lavar pantalón
Abrir llave de desfogue agua
Sacar pantalones de lavadora
Tomar en medida Colfix
Regresar con Colfix
Colocar en la lavadora Colfix
Subir temperatura a 55°C
Lavar pantalón
Caminar a tomar suavizante
Regresar con la preparación
Colocar preparación en lavadora
Lavar pantalón
Abrir llave de desfogue agua
Llenar nuevamente de agua la lavadora
Caminar a tomar Colfix en bodega
Llevar a máquina la preparación
Agregar a la lavadora preparación
Subir temperatura a 70°C
Caminar a tomar sal industrial en bodega
Pesar sal industrial
Agregar agua para disolver
Regresar con la preparación
Colocar preparación en lavadora
Calentar una taza de agua
Caminar con la taza a tomar 0,1g de negro y 0,1g de azul
Pesar 0,1g de negro y 0,1g de azul
Regresar con 0,1g de negro y 0,1g de azul
Colocar preparación en lavadora
Lavar pantalón
Abrir agua de desfogue de agua
Llenar nuevamente con agua la lavadora
Caminar a tomar Novalel y Alcalil en bodega
Preparar dirty (Novalel y Alcalil)
Subir temperatura a 55°C
Caminar a tomar enzimas
Preparar enzimas al 7%
Regresar con la preparación
Subir temperatura a 50°C la lavadora
Colocar pantalones en lavadora
Lavado con desengomante, antiquiebre y suavizante
Abrir llave de desfogue agua
Caminar a tomar humectante y ácido fórmico
Preparar humectante y ácido fórmico (0,05 g/l)
Caminar a tomar desengomante, antiquiebre y suavizante
Colocar productos en lavadora
Llenar nuevamente de agua la lavadora
Apilar pantalones por peso de acuerdo a la máquina
Transportar pantalones cerca a cada máquina
Nro DESCRIPCIÓN Dist. (m) Tiempo (s)
SIMBOLOGÍA
Regresar con la preparación
Colocar preparación en lavadora
AGREGA VALOR
Contar pantalones
25/09/2012
NO Agrega Valor 61 7653
Método:
Almacenamiento 3 652
Elaborado por: DIANA JARAMILLO
SI Agrega Valor 7 9918
Retirar pantalones de confección y hoja de producción
Transportar pantalones a lavandería
Retirar pantalones de confección y hoja de producción
Espera 2 1200
Transportar pantalones a acabados
Inspección 1 12
Diagrama Nro. ACTIVIDAD Actividad Tiempo
Operación 41 13413
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Actividad:
Transporte 21 2294
Nikos S.C.
Proceso: LAVADO DEL PANTALÓN JEAN CLÁSICO
Figura 4.26 Diagrama de flujo del proceso de lavado del jean clásico después de las implementaciones
(Nikos S.C., 2012)

149
Como se puede observar en el diagrama de flujo de lavandería los tiempos
operativos se han reducido considerablemente, especialmente a las
actividades que no generan valor, por lo que a través de la siguiente Tabla
4.12 se puede realizar una comparación del tiempo de operación antes y
después de la implementación de las herramientas.
Tabla 4.12 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en el lavado del jean clásico
MEJORA
Actividades Tiempo Actividades Tiempo Tiempo
SI Agrega valor 7 9918 7 9918 0
NO Agrega valor 61 8552 61 7653 899
TOTAL 68 18470 68 17571 899
Antes de la implementación Después de la implementaciónVALOR AGREGADO
Como se puede evidenciar en la Tabla 4.12, el tiempo operativo total se
redujo de 18470 segundos (5 horas y 7 minutos) a 17571 segundos (4 horas
y 52 minutos), lo que se deriva en una reducción de 899 segundos (15
minutos). De igual manera se puede evidenciar que las actividades que no
agregan valor no se redujeron, esto se debe a que estas actividades sin
valor agregado son necesarias para esta operación; pero por otro lado se
logró reducir el tiempo de las actividades que no agregan valor de 8552
segundos (2 horas y 22 minutos) en un principio a 7653 segundos (2 horas y
7 minutos) luego de la implementación. Esta comparación se puede observar
en la Figura 4.27.
Cabe recalcar que como se evidencia el tiempo de las actividades que
agregan valor no se redujo, esto se debe a que estas operaciones son
estandarizadas en tiempos y se rigen a los parámetros de lavado,
centrifugado y secado, que es realizado por las máquinas respectivas.

150
Figura 4.27 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en el lavado del jean
clásico
Para lograr la reducción de 899 segundos en el área de lavandería se
identificó las actividades que no agregaban valor y que generaban
desperdicios para posteriormente llevar a cabo acciones para minimizarlas o
eliminarlas como se muestra en la Tabla 4.13

151
Tabla 4.13 Acciones realizadas para eliminar o minimizar los desperdicios
del área de lavandería
Como se observa se realizó el despeje de los corredores y la organización
de tanques, ya que las actividades que no agregan valor son en gran
mayoría los transportes, por lo que no se pudo disminuir el tiempo de los
mismos debido a que los productos químicos se encuentran en una bodega
fuera del área de lavandería y por su composición no pueden estar en
lugares húmedos sino en lugares secos.
El último proceso es acabados y es analizado a través de la utilización del
diagrama de flujo de la Figura 4.28.

152
Fecha:
1 Hoja Hoja 1 de 1
Empieza:
Termina:
Actual: Propuesto: X
SI NO
1 620. X
2 600. X
3 1,5 28. X
4 12. X
5 38. X
6 26. X
7 2 19. X
8 13. X
9 160. X
10 50. X
11 17. X
12 12. X
13 50. X
14 92. X
15 1,5 14. X
16 15. X
17 34. X
18 12. X
19 186. X
20 21. X
21 9. X
22 2 12. X
23 1255. X
24 387. X
25 535. X
26 17 78. X
27 1,5 12. X
28 12. X
29 19. X
30 74. X
31 3 10. X
32 11. X
33 18. X
34 85. X
35 75. X
36 3 64. X
37 57. X
31,5 4732 16 8 4 4 5 9 28TOTALES
Apilar pantalones en burro metálico
Etiquetar pantalones y codificar
Doblar pantalones y enfundar
Transportar pantalones a área de producto terminado
Colocar pantalones en el área de producto terminado
Revisar máquina etiquetadora
Apilar pantalones en burro metálico
Planchar pantalones
Transportar pantalones al área de etiquetado
Cortar pasadores (6 en total)
Realizar pulido en prenda (Cortar en promedio 71 hilos)
Transportar pantalones al área de control de calidad
Revisar fallas en pantalones
Separar tallas
Sacudir pantalones
Revisión de la plancha
Ubicar tijeras para cortar hilos
Transportar pantalones al área de planchado
Separar pantalones con fallas
Transportar pantalones con defectos a módulo para ser reprocesadas
Apilar pantalones en burro metálico
Pegar etiquetas de cuero
Transportar pantalones hacia remachadora
Apilar pantalones en burro metálico
Colocar bóton
Revisar máquina remachadora
Colocar botones cerca de la máquina
Ubicar tijeras para cortar pasadores
Retirar adhesivos
Revisar máquina recta
Apilar pantalones en burro metálico
Colocar remaches (6)
Transportar pantalones hacia el área de pulido
Colocar clavos y remaches cerca de la máquina
Recepción de pantalones y Hoja de Producción
Contar pantalones
Transportar pantalones hacia máquina recta
Nro DESCRIPCIÓN Dist. (m) Tiempo (s)
SIMBOLOGÍA AGREGA VALOR
28/09/2012
NO Agrega Valor 28 4122
Método:
Almacenamiento 5 60
Elaborado por: DIANA JARAMILLO
SI Agrega Valor 9 610
Colocación de pantalones en el área de productos terminados
DIAGRAMA DE FLUJO DE PROCESO
Ubicación RESUMEN
Diagrama Nro. ACTIVIDAD Actividad Tiempo
Nikos S.C.
Actividad:
Transporte 8 237
Recepción de pantalones y hoja de producción
Espera 4 1247
Proceso:Operación 16 2953
Inspección 4 235
ACABADOS JEAN CLÁSICO
Figura 4.28 Diagrama de flujo del proceso de acabados del jean clásico después de las implementaciones
(Nikos S.C., 2012)

153
Como se puede observar en el diagrama de flujo de acabados el tiempo total
operativo se redujo y algunas actividades se eliminaron, especialmente a las
actividades que no generan valor, por lo que a través de la siguiente Tabla
4.14, se puede realizar una comparación del tiempo de operación antes y
después de la implementación de las herramientas.
Tabla 4.14 Comparación del tiempo de operación antes y después de la
implementación de las herramientas en los acabados del jean clásico
MEJORA
Actividades Tiempo Actividades Tiempo Tiempo
SI Agrega valor 9 629 9 610 19
NO Agrega valor 31 4893 28 4122 771
TOTAL 40 5522 37 4732 790
VALOR AGREGADOAntes de la implementación Después de la implementación
Como se puede observar en la Tabla 4.14, el tiempo operativo total se redujo
de 5522 segundos (1 hora y 32 minutos) a 4732 segundos (1 hora y 19
minutos), lo que conlleva a una reducción de 790 segundos (13 minutos).
Esta comparación se puede observar en la Figura 4.29.
Las actividades que no agregan valor se redujeron de 31 a 28 después de
las implementaciones y se logró reducir el tiempo de estas actividades de
4893 segundos (1 hora y 21 minutos) a 4122 segundos (1 hora y 9 minutos).

154
Figura 4.29 Comparación del tiempo de operación después de las
implementaciones y reducción de tiempo lograda en los acabados del jean
clásico
Para lograr la reducción de 790 segundos en el área de acabados se
identificó las actividades que no agregaban valor y que generaban
desperdicios para posteriormente llevar a cabo acciones para minimizarlas o
eliminarlas como se muestra en la Tabla 4.15.

155
Tabla 4.15 Acciones realizadas para eliminar o minimizar los desperdicios
del área de acabados

156
4.5.2. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DEL
NIVEL DE 5 “S” EN EL ÁREA PRODUCTIVA
Para la evaluación del nivel de 5 “S” se realizó con el cuestionario
previamente utilizado, con la misma ponderación para analizar si el puntaje
actual es mejor que el puntaje anterior y comparar el nivel de mejora que se
ha alcanzado en cada área después de la implementación de las
herramientas Lean.
En la Tabla 4.16 se puede observar los datos obtenidos por cada 5S y el
puntaje total de la auditoría después de la implementación de las
herramientas Lean dentro de los procesos productivos de Nikos S.C.

157
(Nikos S.C., 2012)
Puntaje: 3,60/4 Puntaje anterior: 0,80/4
1 Materiales o partes Materiales o partes en esceso de inventario o en proceso? 3
2 Maquinaria u otro equipo Existencia innecesaria alrededor? 4
3 Utilaje, herramientas, etc. Existencia innecesaria alrededor? 4
4 Control visual Existencia o no de control visual? 4
5 Estándares escritos Tiene establecido los estándares para 5 "S" 3
6 Indicadores de lugar Existen áreas de almacenaje marcadas? 4
7 Indicadores de artículos Demarcación de los artículos, lugares? 4
8 Indicadores de Cantidad Están identificados máximos y mínimos? 3
9 Vías de acceso e inventario en proceso Están identificados líneas de acceso y áreas de almacenaje? 4
10 Utilaje, herramientas, etc. Existe un lugar claramente identificado? 4
11 Pisos Están los pisos libres de basura, agua, aceite, etc.? 4
12 Máquinas Están las máquinas libres de objetos y aceites? 4
13 Limpieza e inspección Realiza inspección de equipos junto con mantenimiento? 3
14 Responsable de limpieza Existe personal responsable de verificar esto? 4
15 Hábito de limpieza Operador limpia piso y máquina regularmente? 4
16 Notas de mejoramiento Se genera notas de mejoramiento regularmente? 3
17 Ideas de mejoramiento Se han implementado ideas de mejora? 4
18 Procedimientos claves Se usa procedimientos escritos, claros y actuales? 3
19 Plan de mejoramiento Se tiene un plan futuro de mejora para el área? 4
20 Las primeras 3S Están las primeras 3S mantenidas? 3
Total Pts.
21 Entrenamiento Son conocidos los procedimientos estándares? 3 Clasificación 3,60 18
22 Herramientas y partes Son almacenados correctamente? 4 Orden 3,80 19
23 Control de stock Han iniciado un control de stock? 4 Limpieza 3,80 19
24 Procedimientos claves Están al día y son regularmente revisados? 3 Estandarización 3,40 17
25 Descripción del cargo Están al día y son regularmente revisados? 3 Disciplina 3,40 17
100
Número de Problemas Nivel Puntaje en %
4 Excelente 4
3 Muy Bueno 3
2 Bueno 2 90 %
1 Mal 1
0 Muy mal 0
Disciplina Mantener la disciplina a través de todo el sistema y una cultura a favor (Atarse a las reglas) 5 S's Puntaje
Entrenar, reforzar
y medir!
PUNTOS EVALUADOS 90
Clasificación Eliminar el desorden, clasificar lo que no es necesario
Eliminar el
desorden,
clasificar lo que
no es necesario
PUNTAJE AUDITORÍA
3,60
Orden Un lugar para cada cosa y cada cosa en su lugar
Un lugar para
cada cosa y cada
cosa en su lugar
Limpieza Limpie todo lo que está dentro y fuera
Inspección a
través de la
limpieza
Estandarización Mantener listas de chequeo y estándares para mantener las primeras 3 S's
Todas las cosas
están en un
estado de
disponibilidad
5 S's NºPuntaje 0-
40= Muy mal 1= Mal 2= Bueno 3= Muy Bueno 4= Excelente
ARTÍCULO CHEQUEADO DESCRIPCIÓN
HOJA DE AUDITORÍA PARA 5 "S"
5 S's Auditoría Evaluador: Jaramillo Diana Área: Producción Fecha: 2012/10/15
Tabla 4.16 Evaluación de 5 “S” en los procesos productivos después de las implementaciones

158
Como se puede observar se obtiene un puntaje de 3,60 sobre los 4 puntos
que se ponderó, lo cual representa un considerable aumento en el puntaje
que se lo podría ubicar entre muy bueno y excelente.
De igual manera se puede visualizar 90 puntos sobre 100 puntos evaluados
y el porcentaje de Lean en la empresa después de la implementación de 5
“S” es de 90%.
La Figura 4.30, muestra un gráfico de radar en el que se establece una
comparación entre los puntajes obtenidos en las 5S evaluadas después de
la implementación de las mismas.
Figura 4.30 5 “S” Gráfico de radar después de la implementación
Con esto se puede evidenciar que la situación de la empresa después de la
implementación de las herramientas Lean es muy buena y que el personal
de planta ya tiene noción de la filosofía 5”S”, sus aplicaciones y como utilizar
sus herramientas.

159
4.5.3. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DE TPM
(MANTENIMIENTO PRODUCTIVO TOTAL)
Para la inspección después de la implementación de TPM (Mantenimiento
Productivo Total) de las maquinarias de producción se utilizó la lista
previamente realizada con los principales puntos a tener en cuenta para
mejorar el mantenimiento de las máquinas, para de esta manera determinar
con los mismos puntos el nivel de mejora. Esta lista de evaluación después
de la implementación se muestra en la Tabla 4.17.
Tabla 4.17 Evaluación de mantenimiento de maquinaria después de las
implementaciones
F echa: 15/10/2012
Nº DESCRIPCIÓN SI NO
1 Tiene un plan maestro de manteniemiento? √2 Las máquinas cuentan con historial? √3 Cuenta con personal capacitado para realizar un mantenimiento √4 El personal que opera las máquinas está capacitado? √5 Se encuentra en buen estado las máquinas? √6 Se cuenta con un departamento de mantenimiento? √7 Cada máquina cuenta con manuales de mantenimiento? √8 Las instalaciones donde están las máquinas están en buen estado? ×9 Las máquinas cuentan con bitácoras? √
10 Maneja la empresa formatos de mantenimiento? √11 Existen señalizaciones de seguridad? ×12 Las máquinas están codificadas? √13 Se usa equipo de protección al operar las máquinas? √
11 2
84,62% 15,38%Porcentaje:
TOTAL:
INS P E CCIÓN DE MANT E NIMIE NT O DE MAQUINAR IA
HOJ A AUDITOR ÍA PAR A TPM Ubicación: Máquinas de Producción
E valuador: Jaramillo Diana
(Nikos S.C., 2012)
Esta lista muestra que el operador tiene un mayor conocimiento y
capacitación para realizar un mantenimiento autónomo y se maneja

160
bitácoras de maquinaria para llevar un historial de las maquinarias que están
actualmente identificadas por su código. Además el porcentaje actual de la
empresa después de la implementación de puntos claves de mantenimiento
es de 84,62%.
4.5.4. CÁLCULO DEL OEE DESPUÉS DE LA IMPLEMENTACIÓN
Como se mencionó en el capítulo tres, este es el indicador más completo
para cuantificar parámetros fundamentales en la producción industrial como
lo son: la disponibilidad, el rendimiento y la calidad.
Para realizar el análisis de este indicador se esperó un mes luego de la
implementación de las herramientas Lean, mientras que se iba monitoreando
día tras día los cambios que existían en cada uno de los parámetros.
Para realizar el cálculo del OEE se tomó los datos proporcionados por la jefa
de planta desde el 10 de septiembre al 10 de octubre del 2012; estos
resultados se muestran en la Tabla 4.18.

161
Tabla 4.18 Cálculo de OEE desde el 10 de septiembre al 10 de octubre de
2012
MES DÍAS RENDIMIENTO CALIDAD DISPONIBILIDAD OEE
05/09/2012 75,50% 98,01% 98,83% 73,14%
10/09/2012 75,00% 98,00% 98,83% 72,64%
17/09/2012 72,92% 98,29% 98,50% 70,59%
18/09/2012 90,83% 94,50% 98,33% 84,40%
19/09/2012 91,67% 95,00% 98,50% 85,78%
20/09/2012 90,48% 92,11% 99,33% 82,78%
24/09/2012 79,45% 98,28% 98,96% 77,27%
25/09/2012 75,00% 98,00% 98,75% 72,58%
03/10/2012 91,67% 90,91% 98,96% 82,47%
09/10/2012 86,11% 83,87% 98,75% 71,32%
Mínimo 72,92% 83,87% 98,33% 70,59%
Máximo 91,67% 98,29% 99,33% 85,78%
Promedio 82,29% 91,08% 98,83% 78,18%
PANTALÓN CLÁSICOS
EP
TIE
MB
RE
OC
TU
BR
E
(Nikos S.C., 2012)
El rendimiento después de las implementaciones es de 82,29% y como se
observa el más bajo se obtuvo el 17 de septiembre que es 72,92%, mientras
que el rendimiento más alto se obtuvo el 03 de octubre que es de 91,67%;
como se observa en la Figura 4.31.

162
Figura 4.31 Porcentaje de rendimiento después de las implementaciones
(Nikos S.C., 2012)
El porcentaje de calidad después de la implementación de las herramientas
es de 91,08% y como se evidencia el más bajo se obtuvo el 09 de octubre
que es 83,87%, mientras que el porcentaje de calidad más alto se obtuvo el
17 de septiembre que es de 98,29%; como se observa en la Figura 4.32.
Figura 4.32 Porcentaje de calidad después de las implementaciones
(Nikos S.C., 2012)
El porcentaje de disponibilidad después de las implementaciones es de
98,83% y como se observa el más bajo se obtuvo el 18 de septiembre que

163
es 98,33%, mientras que el porcentaje de disponibilidad más alto se obtuvo
el 20 de septiembre que es de 99,33% como se observa en la Figura 4.33.
Figura 4.33 Porcentaje de disponibilidad después de las implementaciones
(Nikos S.C., 2012)
El porcentaje de OEE (Figura 4.34) después de la implementación de las
herramientas Lean es de 78,18% y basándose en la clasificación del OEE
cuando una empresa obtiene un OEE < 85% significa que la empresa tiene
un calificativo de aceptable y que se debe continuar con la mejora para
superar el 85% y avanzar hacia la World Class, además tiene ligeras
pérdidas económicas y competitividad ligeramente baja.
Figura 4.34 Porcentaje de OEE después de las implementaciones
(Nikos S.C., 2012)

164
Con estos valores se indica que la implementación de las herramientas Lean
aplicadas en cada una de las áreas productivas han traído considerables
mejoras.
4.6. ANÁLISIS DE LOS RESULTADOS DE LOS INDICADORES
Como ya se ha realizado la evaluación y el cálculo de los indicadores
después de la implementación de las herramientas, se procede a realizar un
análisis mediante una comparación de los resultados de los indicadores
antes y después de la implementación.
4.6.1. ANÁLISIS DE LOS RESULTADOS DEL PORCENTAJE DE
VALOR AGREGADO
Mediante la utilización de la Tabla 4.19, se realiza una comparación del
antes y el después de las implementaciones de las herramientas en el
proceso productivo; por lo que se separa para el análisis las actividades que
agregan valor y las que no generan valor alguno.
Tabla 4.19 Comparación del antes y después del valor agregado en las
actividades del proceso productivo
CANTIDAD
(unidades)
TIEMPO
(segundos)ACTIVIDADES
TIEMPO
(segundos)ACTIVIDADES
TIEMPO
(segundos)
ANTES 204 51088 60 17833 184 33255
DESPUÉS 220 47874 60 17743 181 30131
MEJORA 16 3214 0 90 3 3124
ACTIVIDADES QUE
AGREGAN VALORPRODUCCIÓN
ACTIVIDADES QUE NO
AGREGAN VALOR
Como se evidencia la producción aumentó de 204 unidades a 220 unidades
de pantalones jean (Figura 4.35) y el tiempo de producción se redujo de
51088 segundos a 47874 segundos, logrando una mejora de 3214
segundos. Por otro lado es importante tener en cuenta que la producción de
un jean clásico es una operación laboriosa, por lo que aumentar en 16

165
unidades a la producción antes de las implementaciones, significa una
mejora considerable.
Figura 4.35 Producción antes y después de las implementaciones
La cantidad de actividades que generan valor se mantuvieron en 60
actividades; mientras que las actividades que no agregan valor disminuyeron
de 184 actividades a 181 actividades. El resto de actividades que no
generan valor no pudieron ser eliminadas, ya que son operaciones sin valor
agregado pero necesarias para el proceso productivo; por lo que el esfuerzo
se centro en la reducción de tiempo de estas y se logró obtener una
disminución del tiempo de 33255 segundos a 3124 segundos, que significa
una mejora en tiempo de 3124 segundos.
4.6.2. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DE 5
“S”
Para el análisis de los resultados de la evaluación de 5”S” se utilizó la Tabla
4.20, en donde se compara el puntaje del antes y después de las
implementaciones, así como el porcentaje de estas.

166
Tabla 4.20 Comparación de la evaluación de 5 “S” antes y después de las
implementaciones
ANTES DESPUÉS MEJORA ANTES DESPUÉS MEJORA
Clasificación 0,60 3,60 3,00 3% 18% 15%
Orden 0,60 3,80 3,20 3% 19% 16%
Limpieza 1,40 3,80 2,40 7% 19% 12%
Estandarización 0,40 3,40 3,00 2% 17% 15%
Disciplina 1,00 3,40 2,40 5% 17% 12%
PUNTAJE AUDITORÍA 0,80 3,60 2,80 20% 90% 70%
HERRAMIENTA5 S's PUNTAJE (0-4) PORCENTAJE
Como se evidencia en la tabla de comparación de resultados evaluación
5”S”, la mejora es significativa ya que antes de las implementaciones el
porcentaje de 5”S” era de 20% y ahora es de 90%.
Esta mejora del 70% se observa en los puestos de trabajo actuales de la
Figura 4.36, en la misma se evidencia que son más limpios, organizados y
existe una cultura de respeto de cada área; lo que conlleva a un mejor
ambiente laboral y compromiso de trabajo.

167
Figura 4.36 Evidencia fotográfica de las mejoras

168
4.6.3. ANÁLISIS DE LOS RESULTADOS MANTENIMIENTO
PRODUCTIVO TOTAL (TPM)
Para realizar el análisis de Mantenimiento Productivo Total se ha utilizado la
inspección de mantenimiento del antes y después de las implementaciones,
por lo que estos resultados permiten realizar las comparaciones de la Tabla
4.21.
Tabla 4.21 Análisis del mantenimiento de maquinaria antes y después de
las implementaciones
ANTES DESPUÉS MEJORA ANTES DESPUÉS MEJORA
SI cumple 3 11 23,08% 84,62%
No cumple 10 2 76,92% 15,38%8 61,54%
TPM Puntaje (0-13) Porcentaje
Como se observa se han implementado 8 puntos de los 13 puntos en total
de los aspectos principales a tener en cuenta para mejorar el mantenimiento
de las máquinas, lo que nos arroja a un porcentaje de 61,54% en mejora de
TPM en la empresa.
Por otro lado los 2 puntos que faltan por mejorar que se muestran en la
Figura 4.37, son las instalaciones en donde se encuentran las maquinarias y
señalizaciones de seguridad; esto se debe a que existen goteras que
provocan la caída de gotas de agua sobre algunas máquinas y el piso
donde se encuentran estas no se encuentra nivelado ni es el apropiado.

169
Figura 4.37 Puntos que se cumplen y que faltan de mejorar en el
mantenimiento de maquinaria
4.6.4. ANÁLISIS DE LOS RESULTADOS DEL CÁLCULO DEL OEE
El OEE es el indicador que ha sido usado antes y después de las
implementaciones para medir la disponibilidad, rendimiento y calidad del
proceso productivo, por lo que a través de la Tabla 4.22 se realiza una
comparación con lo que nos permitirá analizar los beneficios económicos
que se han obtenido para la empresa.

170
Tabla 4.22 Comparación del OEE después de las implementaciones
ANTES DESPUÉS MEJORA
MIN 42,80% 72,92% 30,12%
MAX 90,91% 91,67% 0,76%
PROMEDIO 66,85% 82,29% 15,44%
ANTES DESPUÉS MEJORA
MIN 93,00% 98,33% 5,33%
MAX 97,80% 99,33% 1,53%
PROMEDIO 95,40% 98,83% 3,43%
ANTES DESPUÉS MEJORA
MIN 48,37% 83,87% 35,50%
MAX 95,43% 98,29% 2,86%
PROMEDIO 71,90% 91,08% 19,18%
ANTES DESPUÉS MEJORA
MIN 28,15% 70,59% 42,44%
MAX 74,50% 85,78% 11,28%
PROMEDIO 51,32% 78,18% 26,86%
OEE
CALIDAD
RENDIMIENTONIVEL
DISPONIBILIDADNIVEL
NIVEL
NIVEL
Análisis del rendimiento
Antes de las implementaciones de las herramientas se obtuvo un
rendimiento de 66,85% y ahora es de 82,29%, lo que se deduce en una
mejora de 15,44% como se indica en la Figura 4.38; esto se debe a que con
la organización y limpieza de los puestos de trabajo se tiene un mayor
conocimiento de la ubicación de las herramientas, ya no existen
interrupciones en los pasillos y por ende conllevó a la mejora del ambiente
de trabajo.

171
Figura 4.38 Análisis del rendimiento antes y después de las
implementaciones
Análisis de la disponibilidad
La disponibilidad inicial de la empresa era de 95,40%, con lo que se
incrementó a 98,83% después de la implementación de las herramientas y
se obtuvo una mejora no tan significativa comparada con las otras dos
variables de 3,43% como se observa en la Figura 4.39; esto se debe
mayormente a la disminución de las paradas de maquinaria y la disminución
de tiempos en los procesos productivos.
Figura 4.39 Análisis de la disponibilidad antes y después de las
implementaciones

172
Análisis de la calidad
En esta última variable el porcentaje inicial fue de 71,90% y después de las
implementaciones es de 91,08%, lo que significa la más representativa
mejora de 19,18% comparada con las otras dos variables como se observa
en la Figura 4.40; esto se debe a que los operarios tomaron mayor
conciencia al fabricar productos sin defectos, ya detectaban los defectos en
el momento justo de la producción y tenían sus herramientas cercas para
poder rectificarlo antes que pase como producto defectuoso.
Figura 4.40 Análisis de la calidad antes y después de las implementaciones
Análisis del OEE
Al realizar el análisis inicial de la empresa el OEE reportaba un porcentaje de
51,32%, que con la clasificación del OEE correspondía a una calificación de
inaceptable; actualmente el OEE es de 78,18% que corresponde a una
calificación de aceptable, lo que significa que la empresa incrementó su
eficiencia en un 26,86% derivado de la implementación de las herramientas
Lean como se observa en la Figura 4.41.

173
Figura 4.41 Análisis del OEE antes y después de las implementaciones
4.7. ANÁLISIS DEL BENEFICIO ECONÓMICO PARA NIKOS S.C.
Una vez realizado el análisis del resultado de los indicadores se puede
evaluar económicamente el beneficio de la implementación de las
herrmientas Lean en Nikos S.C.
Para la realización de este análisis se realizó la Tabla 4.23, en la que se
realiza una comparación entre la situación inicial y luego de la
implementación de las herramientas, para finalmente cuantificar en dólares
el benefico obtenido.

174
unidades
/día
unidades
/mes
unidades
/día
unidades
/mes
unidades
/día
unidades
/mes
unidades
/día
unidades
/mesdía mes día mes
15 26,90 8,58 18,32 172 2580 188 2820 37 555 16 240 21 315 293,12 4.396,80
Días de
producción jean
clásico al mes
Precio de venta
(dólares)
Costo de
producción
(dólares)
Margen de
utilidad Utilidad
(dólares)Mejora
PRODUCTOS NO CONFORMES
Antes Después
PRODUCCIÓN
Antes Después
Beneficio económico
para Nikos S.C.
Tabla 4.23 Beneficio económico para Nikos S.C.

175
Como se puede observar en la Tabla 4.23, el beneficio económico es
significativo ya que se incrementó la utilidad total al mes en 4.396,80
dólares, lo que corresponde al año una utilidad de 52.761,60 dólares.
Por otro lado se redujo la cantidad de productos no conformes en 21
unidades, con lo que se puede apreciar que esta mejora genera un gran
impacto económico para contribuir a las utilidades de la empresa.
Como se muestra en la Tabla 4.24 el ahorro por mes de trabajo es de 82
dólares que no es muy representativo, pero cabe recalcar que el tiempo que
antes el personal perdía por realizar reprocesos de los productos no
conformes eran de 4,32 horas/hombre y actualmente son 1,87 horas/hombre
por lo que con los 2,45 horas/hombre que se mejoró son destinadas a que
una persona pueda concentrar sus esfuerzos en hacer otras actividades.

176
unidades/
día
horas/
hombre
Pérdida por día
de trabajo
(dólares)
Pérdida por mes
de trabajo
(dólares)
unidades/
día
horas/
hombre
Pérdida por día
de trabajo
(dólares)
Pérdida por mes
de trabajo
(dólares)
unidades/
día
horas/
hombre
Ahorro por día
de trabajo
(dólares)
Ahorro por mes
de trabajo
(dólares)
357 2,23 7 37 4,32 10 144 16 1,87 4,17 62 21 2,45 5,47 82
Tiempo perdido
por reprocesos
(minutos)
Mejora
PRODUCTOS NO CONFORMES
Después AntesCosto por hora
de trabajo
(dólares)
Sueldo más
beneficios de
ley (dólares)
Tabla 4.24 Análisis de horas/hombre por reducción de productos no conformes
Figura 4.42 Comparación de horas/hombre después de la reducción de productos no conformes

177
CAPÍTULO 5
5. CONCLUSIONES Y RECOMENDACIONES
Finalmente, en este capítulo se presentan las conclusiones y
recomendaciones obtenidas durante el desarrollo del presente proyecto en la
empresa Nikos S.C.
5.1. CONCLUSIONES
Una vez que se ha diseñado e implementado un sistema de manufactura
esbelta (Lean Manufacturing) en la empresa Nikos S.C, se ha podido llegar
a las siguientes conclusiones:
Se analizó y midió el proceso productivo de la empresa para
determinar las actividades que no agregan valor e identificar los
aspectos prioritarios a mejorar.
Las herramientas Lean más aplicables en la empresa fueron: 5 “S”,
TPM (Mantenimiento Productivo Total) y Control visual; debido a que
se ajustan a la realidad del proceso productivo de Nikos S.C.
La implementación de las herramientas Lean seleccionadas permitió
un incremento en la utilidad total al mes de 4.396,80 dólares.
En la producción se aumentó 16 unidades y se redujo el tiempo en
3214 segundos (54 minutos); esto se debió a que las actividades que
agregan valor se minimizaron en 90 segundos y las actividades que
no agregan valor fueron disminuidas en 3124 segundos (52 minutos).

178
Se mejoró en un 70% en las auditorías de 5 “S” ya que al comenzar
Nikos S.C. tenía un puntaje de 20% y con la implementación de las
herramientas actualmente tiene un puntaje de 90%.
En TPM se mejoró en 61,54%, mientras que en el OEE se incrementó
en 26,86% permitiendo que la calificación pase de inaceptable a
aceptable y que actualmente sea de 78,18%.
Con la capacitación teórica-práctica sobre el Sistema de Manufactura
Esbelta junto a un proceso continuo de comunicación y de trabajo
conjunto, se consiguió que el recurso humano de la empresa asuma
su compromiso de participación dentro del proceso de
implementación y desarrolle la creatividad para la búsqueda de
soluciones a los problemas detectados.
El personal productivo jugó un papel fundamental a lo largo del
proceso de implementación, ya que ofrecieron la apertura necesaria
para mejorar la cultura de trabajo en equipo.
La implementación de las herramientas Lean se efectuó en cada una
de las áreas, siguiendo la secuencia de la producción del jean clásico,
lo que permitió que el proceso productivo alcance mayor agilidad por
los cambios importantes que resultaron beneficiosos para la empresa.
Se comprobó que el respeto por las normas que regulan el
funcionamiento de Nikos y la disciplina es el canal entre el Sistema de
Manufactura Esbelta y el mejoramiento continuo.
Las herramientas de Manufactura Esbelta se pueden aplicar en
cualquier tipo de industrias, además de ser una buena opción para las
empresas que pretenden ser competitivas, pues es una filosofía de
producción que busca reducir las actividades que no agregan valor

179
para que las organizaciones sean más flexibles o Lean (delgadas) y
trae grandes beneficios económicos así como la participación del
personal y la mejora de ambiente laboral; con esto la empresa puede
adaptarse a los requerimientos del mercado cada vez más cambiante.
5.2. RECOMENDACIONES
Si la calificación mensual obtenida en el tablero de resultados de
evaluación mutua de las áreas es regular o malo, se recomienda
programar capacitaciones periódicas sobre la filosofía Lean
Manufacturig y sus herramientas, así como continuar con el
seguimiento de planes de acción y la difusión del apoyo que la alta
gerencia está dando a la implementación del proyecto, haciendo notar
que se trata de un cambio permanente de proceso y actitud.
Se recomienda realizar equipos de mejora continua con el personal.
Realizar por parte de la Jefa de Planta el cálculo diario del OEE y el
análisis mensual de mismo para las mejoras necesarias.
Analizar los datos por parte de la alta dirección de los valores de 5
“S”, valor agregado, OEE y TPM.
Mejorar continuamente en los procesos productivos a través del
apoyo del personal operativo, quienes conocen perfectamente las
actividades que realizan y son los que ofrecen soluciones para
mejorarlos.
Motivar al personal en el aspecto de orden y limpieza de las
instalaciones, especialmente para evitar posibles afecciones
respiratorias por la gran cantidad de pelusa en el ambiente.

180
El gerente general debe visitar constantemente la planta de
producción para que se fomente la comunicación continua con los
operarios y se conozca sus inquietudes y necesidades laborales.
Actualizar constantemente los registros y documentos ya establecidos
en la Filosofía Lean, de acuerdo a las necesidades que se vayan
presentando con el tiempo.

181
BIBLIOGRAFÍA
REFERENCIAS BIBLIOGRÁFICAS
Abril Sánchez, C. E., Enríquez Palomino, A., & Sánchez Rivero, J. M.
(2006). Manual para la integración de sistemas de gestión: Calidad,
medio ambiente y Prevención de riesgos laborales. Madrid: FC
Editorial.
Alberto, V., & Edber, G. (2007). Manual de Lean Manufacturing.
México D.F.: Limusas.
CEEI. (2008). Manual Organización de la producción 12. Valencia:
CEEI CV.
de la Fuente García, D. N., & Gómez Puente, A. J. (2006).
Organización de la producción en ingenierías. Asturias: Ediciones de
la Universidad de Oviedo.
Fleitman, J. (2007). Evaluación integral para implantar modelos de
calidad. México D.F.: Editorial Pax.
Galgano, A. (2004). Las Tres Revoluciones: Caza del Desperdicio:
Doblar la Productividad con la "Lean Production". Madrid: Díaz de
Santos.
Gómez Fraile, F., Vilar Barrio, J. F., & Tejero Monzón, M. (2003). Seis
Sigma 2da Edición. Madrid: FC Editorial.
Hall, R. (1983). Zero Inventories. Homewood Illinois: Business One
Irwin.
Hirano, H. (1996). 5 Pillars of the Visual Workplace: The Source Book
for 5S Implementation . Portland Oregon: Productivity Press.

182
Liker, J. k. (2006). Las Claves del éxito de Toyota: 14 principios de
gestión del fabricante más grande del mundo. Barcelona: Gestión
2000.
Meyers, F. (2000). Estudio de tiempos y movimientos. Para la
manufactura ágil. Segunda edición. México D.F.: Pearson Educación.
Miranda Rivera, L. N. (2006). Six Sigma: Guia Para Principiantes.
México, D.F.: Panorama.
Rey Sacristán, F. (2001). Mantenimiento Total de la Producción(TPM):
Proceso de Implantación y Desarrollo. Madrid: FC Editorial.
Rey Sacristán, F. (2003). Técnicas de resolución de problemas.
Criterios a seguir en la Producción y el Mantenimiento. Madrid: FC
Editorial.
Reyes Aguilar, P. (2002). Manufactura Delgada (Lean) y Seis Sigma
en empresas mexicanas: experiencias y reflexiones. Contaduría y
Administración , 69.
San Miguel, P. A. (2010). Calidad 2a Edición. Madrid: Paraninfo.
Suárez Barraza, M. F. (2007). El Kaizen: la Filosofía de Mejora
Continua e Innovación Incremental detrás de la Administración por
Calidad Total. México D.F.: Panorama Editorial.
Tapping, D. (2007). Matriz de Herramientas de Procesos Esbeltos
(Lean). Michigan: MCS Media, Inc.
Wish, M., & Wish, J. (2001). Accelerating Business: Finding Time,
Using Time. Massachusets: Loose Thread Publishing.
Yasuhiro, M. (1993). Toyota Production System: An Integrated
Approach to Just-In-Time. Los Ángeles California: Engineering &
Management Press.

183
DOCUMENTOS ELECTRÓNICOS
Lean College Grupo MDC. (2010). Recuperado el 01 de Junio de
2012, de http://www.leanmanufacturing.org
ConstruSur. (02 de Diciembre de 2006). Recuperado el 05 de Junio
de 2012, de http://www.construsur.com.ar/Noticias-article-sid-131.html
LeanRoots . (2010). Recuperado el 05 de Junio de 2012, de
http://www.leanroots.com/
Hernández, J. L. (Agosto de 2004). "Tú verás", Web de Tecnología
Eléctrica. Recuperado el 05 de Junio de 2012, de
http://www.tuveras.com
Horillo, A. (10 de Marzo de 2012). IMPROVEN, Resultoría de
empresas. Recuperado el 05 de Junio de 2012, de
http://www.improven.com/lean-manufacturing-como-gestionar-
eficazmente-la-organizacion/
Guachisaca, J., Caiche, S., & Montalvo, D. (31 de Octubre de 2011).
Diseño de un Sistema de Gestión Basado en la Metodología de las 5S
Aplicado al Proceso de Almacenamiento y Despacho de Producto
Terminado en una Empresa que se Dedica a la Fabricación y
Comercialización de. Recuperado el 10 de Junio de 2012, de Escuela
Superior Politécnica del Litoral (ESPOL). Instituto de Ciencias
Matemáticas. Artículos de Tesis de Grado:
http://www.dspace.espol.edu.ec
Tecnológico de Monterrey. (25 de Mayo de 2012). Recuperado el 11
de Julio de 2012, de Curso : Curso Las 5S y Gestión Visual:
http://www.capacitacion.mty.itesm.mx/event.php?sel_status=show&ta
sk=view&id=23165

184
Salas Suárez, S. T. (Enero de 17 de 2009). Slideshare. Recuperado el
12 de Septiembre de 2012, de http://www.slideshare.net/saulsalas/4-
5-s-presentation
Dorbessan, J. R. (2006). Editorial Universitaria de la Universidad
Tecnológica Nacional U.T.N. - Argentina. Recuperado el 12 de
Septiembre de 2012, de Las 5S, herramientas de cambio:
http://www.edutecne.utn.edu.ar/5s/5s_cap3.pdf

185
ANEXOS

186
ANEXO A Capacitación 5 “S” al personal

187
ANEXO B Limpieza de cada área de trabajo

188
ANEXO C Hoja de Corte
RESPONSABLE:
SIMBOLOGÍA: T: Tejido P: Punto I: Índigo
FECHA LUGAR ELEMENTO OBSERVACIONES
HOJA DE CORTE

189
ANEXO D Entrega del Programa de Mantenimiento Productivo Total

190
ANEXO E Codificación de maquinaria
CANT CÓDIGO DESCRIPCIÓN ESTADO
1 ATR-01 ATRACADORA DE JEAN
1 ATR-02 ATRACADORA DE TELA PLANA
1 BOR-01 BORDADORA
1 BOT-01 BOTONERA TELA PLANA
1 CAD-01 CADENETA
1 CER-01 CERRADORA DE CODOS
1 CER-02 CERRADORA DE CODOS
1 COR-01 CORTADORA VERTICAL PEQUEÑA
1 COR-03 CORTADORA HORIZONTAL
1 COR-02 CORTADORA VERTICAL GRANDE
1 ELA-01 ELASTICADORA
1 ELA-02 ELASTICADORA
1 FUS-01 FUSIONADORA PEQUEÑA
1 FUS-02 FUSIONADORA GRANDE
1 FUS-03 FUSIONADORA AUTOMATICA
1 INC-01 INCONADORA
1 MUL-01 MULTIAGUJA
1 OJA-01 OJALADORA LAGRIMA
1 OJA-02 OJALADORA LAGRIMA
1 OJA-03 OJALADORA LAGRIMA
1 OJA-04 OJALADORA TELA PLANA
1 OV3-01 OVERLOCK 3 HILOS
1 OV3-02 OVERLOCK 3 HILOS
1 OV3-03 OVERLOCK 3 HILOS
1 OV3-04 OVERLOCK 3 HILOS
1 OV3-05 OVERLOCK 3 HILOS
1 OV5-01 OVERLOCK 5 HILOS
1 OV5-02 OVERLOCK 5 HILOS
1 OV5-03 OVERLOCK 5 HILOS
1 OV5-04 OVERLOCK 5 HILOS
1 OV5-05 OVERLOCK 5 HILOS
1 OV5-06 OVERLOCK 5 HILOS
1 OV5-07 OVERLOCK 5 HILOS
1 OV5-08 OVERLOCK 5 HILOS
1 PER-01 PERFORADORA
1 PLAC-01 PLANCHA CUELLOS
1 PLAN-01 PLANCHA NORMAL
1 PLAN-02 PLANCHA NORMAL
1 PLAN-03 PLANCHA NORMAL
1 PLAN-04 PLANCHA NORMAL
1 PLAN-05 PLANCHA NORMAL
1 PLANS-01 PLANCHA SANDUCHERA
1 PLAP-01 PLANCHA VAPORIZADORA
1 PRE-01 PRETINADORA TELA JEAN
1 PRE-02 PRETINADORA TELA PLANA
1 PUN-01 PUNSADORA
1 R1A-01 RECTA UNA AGUJA
1 R1A-02 RECTA UNA AGUJA
1 R1A-03 RECTA UNA AGUJA
1 R1A-04 RECTA UNA AGUJA
1 R1A-05 RECTA UNA AGUJA
1 R1A-06 RECTA UNA AGUJA
1 R1A-07 RECTA UNA AGUJA
1 R1A-08 RECTA UNA AGUJA
1 R1A-09 RECTA UNA AGUJA
1 R1A-10 RECTA UNA AGUJA
1 R1A-11 RECTA UNA AGUJA
1 R1A-12 RECTA UNA AGUJA
1 R1A-13 RECTA UNA AGUJA
1 R1A-14 RECTA UNA AGUJA
1 R1A-15 RECTA UNA AGUJA
1 R1A-16 RECTA UNA AGUJA
1 R1A-17 RECTA UNA AGUJA
NIKOS S.C.
CODIFICACIÓN DE MAQUINARIA
FECHA: 2012/08/31 ELABORADO POR: Diana Jaramillo
PLANTA
Continuación...

191
ANEXO F Codificación de maquinaria (continuación)
CANT CÓDIGO DESCRIPCIÓN ESTADO
1 R1A-19 RECTA UNA AGUJA
1 R1A-20 RECTA UNA AGUJA
1 R1A-21 RECTA UNA AGUJA
1 R1A-22 RECTA UNA AGUJA
1 R1A-23 RECTA UNA AGUJA
1 R1A-24 RECTA UNA AGUJA
1 R1A-25 RECTA UNA AGUJA
1 R1A-26 RECTA UNA AGUJA
1 R2A-01 RECTA DE DOS AGUJAS
1 R2A-02 RECTA DE DOS AGUJAS
1 R2A-03 RECTA DE DOS AGUJAS
1 R2A-04 RECTA DE DOS AGUJAS
1 R2A-05 RECTA DE DOS AGUJAS
1 R2A-06 RECTA DE DOS AGUJAS
1 R2A-07 RECTA DE DOS AGUJAS
1 R2A-08 RECTA DE DOS AGUJAS
1 REC-01 RECUBRIDORA
1 REC-02 RECUBRIDORA
1 REC-03 RECUBRIDORA
1 REC-04 RECUBRIDORA
1 REC-05 RECUBRIDORA
1 REM-01 REMACHADORA AUTOMATICA
1 REM02 REMACHADORA AUTOMATICA
1 REM-03 REMACHADORA PEQUEÑA
1 REM-04 REMACHADORA PEQUEÑA
1 RMA-01 REMALLADORA
1 TEJ-01 TEJEDORA
1 TIQ-01 TIQUETADORA
1 TIQ-02 TIQUETADORA
1 VIR-01 VIRADORA JEAN
1 VIR-02 VIRADORA TELA PLANA
1 ARU-01 ARRUGADORA
1 BOY-01 BOYA INFLABLE
1 BOY-02 BOYA INFLABLE
1 BOY-03 BOYA INFLABLE
1 CEN-01 CENTIFUGA
1 CEN-02 CENTIFUGA
1 FRO-01 FROSTEADORA MEDIANA
1 FRO-02 FROSTEADORA MEDIANA
1 FRO-03 FROSTEADORA MEDIANA
1 FRO-04 FROSTEADORA GRANDE
1 LAV-01 LAVADORA PEQUEÑA
1 LAV-02 LAVADORA GRANDE
1 LAV-03 LAVADORA GRANDE
1 LAV-04 LAVADORA GRANDE
1 LAV-05 LAVADORA GRANDE
1 SEC-01 SECADORA PEQUEÑA
1 SEC-02 SECADORA PEQUEÑA
1 SEC-03 SECADORA GRANDE
1 SEC-04 SECADORA GRANDE
1 SEC-05 SECADORA GRANDE
LAVANDERIA
CODIFICACIÓN DE MAQUINARIA










![[Estantería] 05011127 Tonnies - Comunidad y Sociedad (1)](https://static.fdocuments.net/doc/165x107/55cf8562550346484b8d65e5/estanteria-05011127-tonnies-comunidad-y-sociedad-1.jpg)




![IS 5552 (1970): Warfarin, Technical · Pesticides Residue Analysis] IS : 5552 - 1970 Indian Standard SPECIFICATION FOR ... Tata Fison Industries Limited, Bombay Ministry of Health,](https://static.fdocuments.net/doc/165x107/5e9f95afbe23337fb22f1445/is-5552-1970-warfarin-technical-pesticides-residue-analysis-is-5552-1970.jpg)


