UNIVERSIDAD CENTRAL DEL ECUADOR … · GLOSARIO ALFA ÁCIDOS: Es una de las resinas que se...
93
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE INGENIERÍA QUÍMICA CARRERA DE INGENIERÍA QUÍMICA PROCESO PARA OBTENER UNA BEBIDA DE BAJO GRADO ALCOHÓLICO A PARTIR DE LA QUINUA TRABAJO TITULACIÓN, MODALIDAD PROYECTO DE INVESTIGACIÓN PARA LA OBTENCIÓN DEL TITULO DE INGENIERO QUÍMICO AUTOR: GALO SANTIAGO ZAPATA OTÁÑEZ TUTOR: ING. DIEGO EDUARDO MONTESDEOCA QUITO 2016
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR … · GLOSARIO ALFA ÁCIDOS: Es una de las resinas que se...

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
PROCESO PARA OBTENER UNA BEBIDA DE BAJO GRADO ALCOHÓLICO
A PARTIR DE LA QUINUA
TRABAJO TITULACIÓN, MODALIDAD PROYECTO DE INVESTIGACIÓN
PARA LA OBTENCIÓN DEL TITULO DE INGENIERO QUÍMICO
AUTOR: GALO SANTIAGO ZAPATA OTÁÑEZ
TUTOR: ING. DIEGO EDUARDO MONTESDEOCA
QUITO
2016
ii
© DERECHOS DE AUTOR
Yo, ZAPATA OTÁÑEZ GALO SANTIAGO, en calidad de autor del trabajo de
titulación, modalidad proyecto de investigación: “PROCESO PARA OBTENER UNA
BEBIDA DE BAJO GRADO ALCOHÓLICO A PARTIR DE LA QUINUA” autorizo a
la Universidad Central del Ecuador, hacer uso de todos los contenidos que me pertenecen
o parte de los que contiene esta obra, con fines estrictamente académicos y de
investigación.
Los derechos que como autor me corresponden, con excepción de la presente
autorización, seguirán vigentes a mi favor, de conformidad con lo establecido en los
artículos 5, 6, 8, 19 y demás pertinentes de la Ley de Propiedad Intelectual y su
Reglamento.
Asimismo, autorizo a la Universidad Central del Ecuador para que realice la digitalización
y publicación de este trabajo de investigación en el repositorio virtual, de conformidad a
lo dispuesto en el Art. 144 de la Ley Orgánica de Educación Superior.
----------------------------------------
Zapata Otáñez Galo Santiago
C.C. 1723482764
santi_ zapata10hotmail.com

iii
APROBACIÓN DEL TUTOR
Yo DIEGO EDUARDO MONTESDEOCA ESPÍN en calidad de tutor del trabajo de
titulación, modalidad proyecto de investigación, titulado “PROCESO PARA OBTENER
UNA BEBIDA DE BAJO GRADO ALCOHÓLICO A PARTIR DE LA QUINUA”,
elaborado por el estudiante GALO SANTIAGO ZAPATA OTÁÑEZ de la carrera de
Ingeniería Química, Facultad de Ingeniería Química de la Universidad Central del
Ecuador, considero que el mismo reúne los requisitos y méritos necesarios en el campo
metodológico y en el campo epistemológico, para ser sometido a la evolución por parte
del jurado examinador que se designe, por lo que lo APRUEBO, a fin de que el trabajo
investigativo sea habilitado para continuar con el proceso de titulación determinado por
la Universidad Central del Ecuador.
En la ciudad de Quito, a los 14 días del julio del 2016.
------------------------------------------------------------
Diego E. Montesdeoca E.
CC: 1802917391

iv
DEDICATORIA
A mis padres, Rebeca y
Galo quienes con amor y
dedicación me enseñaron
que la única manera de
hacer un trabajo genial es
amar lo que haces.

v
AGRADECIMIENTOS
El autor expresa sus agradecimientos a:
La Facultad de Ingeniería Química de la Universidad Central del Ecuador, forjadora de
excelentes profesionales.
Diego E. Montesdeoca, Ingeniero Químico y tutor del trabajo de grado, por su valiosa
colaboración y orientación.
Mi familia, por su apoyo constante e incondicional en toda mi vida y más aún en mis
años de formación académica.
Mi hermano Diego, por ser la alegría del hogar.
Mi maestro Jorge A. Medina, Ingeniero Químico. Excelente académico e invaluable
amigo.
Mi novia karito, fuente de sabiduría, bondad, calma y consejo en todo momento.
Mis amigos, por el tiempo y experiencias compartidas que hicieron memorable el
recorrido académico que concluyo.

vi
CONTENIDO
pág.
LISTA DE TABLAS ........................................................................................................ X
LISTA DE FIGURAS .................................................................................................... XII
LISTA DE ANEXOS.................................................................................................... XIII
GLOSARIO ................................................................................................................. XIV
RESUMEN .................................................................................................................. XVI
ABSTRACT................................................................................................................ XVII
INTRODUCCIÓN ............................................................................................................ 1
1. LA QUINUA (CHENOPODIUM QUINOA) .......................................................... 3
1.1. Descripción taxonómica .......................................................................................... 3
1.2. Composición química.............................................................................................. 4
1.3. Producción de quinua .............................................................................................. 5
2. BEBIDAS ALCOHÓLICAS .................................................................................... 6
2.1. Clasificación de las bebidas alcohólicas ................................................................. 6
3. PROCESO DE ELABORACIÓN ............................................................................ 8
3.1. Ingredientes ............................................................................................................. 8
3.1.1. El agua. ................................................................................................................. 9
3.1.2. Lúpulo. .................................................................................................................. 9
3.1.3. Quinua malteada. .................................................................................................. 9
3.1.4. Levadura. .............................................................................................................. 9

vii
3.2. Descripción del proceso ........................................................................................ 10
3.2.1. Malteado. ............................................................................................................ 10
3.2.2. Molienda. ............................................................................................................ 11
3.2.3. Extracción sólido – líquido. ................................................................................ 11
3.2.4. Filtración. ............................................................................................................ 13
3.2.5. Cocción del mosto. ............................................................................................. 14
3.2.6. Sedimentación. .................................................................................................... 14
3.2.7. Enfriamiento del mosto. ...................................................................................... 14
3.2.8. Fermentación. ..................................................................................................... 14
3.2.9. Maduración. ........................................................................................................ 16
3.2.10. Envasado. ............................................................................................................ 16
4. MARCO EXPERIMENTAL .................................................................................. 17
4.1. Diseño experimental.............................................................................................. 17
4.1.1. Condiciones fijas de operación. .......................................................................... 17
4.1.2. Variables. ............................................................................................................ 18
4.1.3. Esquema del diseño factorial. ............................................................................. 19
4.2. Materiales y equipos ............................................................................................. 20
4.3. Sustancias y reactivos ........................................................................................... 21
4.4. Procedimiento. ...................................................................................................... 21
4.4.1. Pruebas preliminares. .......................................................................................... 21
4.4.2. Malteado. ............................................................................................................ 22
4.4.3. Molienda. ............................................................................................................ 23
4.4.4. Extracción sólido – líquido. ................................................................................ 23
4.4.5. Filtración. ............................................................................................................ 24
4.4.6. Cocción del mosto .............................................................................................. 24
4.4.7. Enfriamiento del mosto. ...................................................................................... 24
4.4.8. Fermentación. ..................................................................................................... 25
4.4.9. Maduración.. ....................................................................................................... 25
4.4.10. Carbonatación. .................................................................................................... 25
4.4.11. Envasado. ............................................................................................................ 26
4.4.12. Rangos de variación. ........................................................................................... 26
4.4.13. Cuantificación del ph. ......................................................................................... 26

viii
5. DATOS EXPERIMENTALES............................................................................... 27
5.1. Variación del peso en función del tiempo (remojo) .............................................. 27
5.2. Variación del peso en función del tiempo durante el secado ................................ 27
5.3. Datos del tamaño de partícula, granulometría....................................................... 28
5.3.1. Tamaño de partícula grano triturado. .................................................................. 28
5.3.2. Tamaño de partícula harina de quinua. ............................................................... 29
5.4. Datos obtenidos de las pruebas preliminares. ....................................................... 29
5.4.1. Datos para la determinación del tiempo de germinación. ................................... 29
5.4.2. Datos para la determinación de la temperatura de extracción sólido – líquido. . 31
5.5. Datos del diseño experimental. ............................................................................. 32
5.6. Datos del proceso de fermentación (densidad relativa) ........................................ 33
6. CÁLCULOS ........................................................................................................... 35
6.1. Incremento de humedad en la etapa de remojo y disminución de la humedad en la
etapa de secado del grano. ..................................................................................... 35
6.2. Cálculos del amargor ibu (unidad internacional del amargor). ............................. 35
6.3. Densidad relativa de la bebida (fermentación)...................................................... 36
6.4. Análisis estadístico. ............................................................................................... 37
6.4.1. Cálculo de anova para tres factores. ................................................................... 37
6.4.2. Prueba de hipótesis estadística. ........................................................................... 38
7. RESULTADOS ...................................................................................................... 41
7.1. Tiempo de remojo. ................................................................................................ 41
7.2. Secado del grano. .................................................................................................. 41
7.3. Cantidad de lúpulo unidad internacional del amargo (ibus). ................................ 43
7.4. Resultados del proceso de fermentación. .............................................................. 43
7.4.1. Densidad relativa de las bebidas alcohólicas ...................................................... 43
7.4.2. Grado alcohólico de las bebidas. ........................................................................ 43
7.5. Caracterización de las bebidas alcohólicas. .......................................................... 45
7.5.1. Caracterización fisicoquímica............................................................................. 45
7.5.2. Caracterización microbiológica. ......................................................................... 46
7.6. Análisis estadístico. ............................................................................................... 47
ix
7.6.1. Condiciones óptimas del proceso. ...................................................................... 48
7.7. Análisis organoléptico ........................................................................................... 49
7.7.1. Porcentaje de criterios. ........................................................................................ 49
7.8. Análisis de costos .................................................................................................. 50
8. DISCUSIÓN ........................................................................................................... 52
9. CONCLUSIONES .................................................................................................. 54
10. RECOMENDACIONES ........................................................................................ 56
CITAS BIBLIOGRÁFICAS ........................................................................................... 57
BIBLIOGRAFÍA ............................................................................................................ 61
ANEXOS……………………………………………………………………………….62

x
LISTA DE TABLAS
pág.
Tabla 1. Descripción taxonómica de la quinua ................................................................. 3
Tabla 2. Composición nutricional variedad INIAP TUNKAHUÁN ................................ 4
Tabla 3. Clasificación de las bebidas alcohólicas de acuerdo con el sustrato del cual
proceden ............................................................................................................. 7
Tabla 4. Condiciones de las reacciones heterogéneas .................................................... 13
Tabla 5. Variables fijas en el proceso de elaboración de la bebida ................................ 18
Tabla 6. Variables independientes del proceso de elaboración de la bebida .................. 18
Tabla 7. Rangos de operación de las variables independientes ...................................... 26
Tabla 8. Variación del peso del grano en función del tiempo ........................................ 27
Tabla 9. Variación del peso durante el Secado .............................................................. 28
Tabla 10. Granulometría grano de quinua triturado ....................................................... 29
Tabla 11. Granulometría de la harina de la quinua ......................................................... 29
Tabla 12. °Brix diferentes tiempos de germinación ....................................................... 30
Tabla 13. °Brix diferentes temperaturas de extracción sólido – líquido ......................... 31
Tabla 14. Datos diseño experimental .............................................................................. 32
Tabla 15. Datos para el cálculo de la densidad relativa de las bebidas .......................... 34
Tabla 16. Tiempo de hervor del lúpulo y porcentaje de utilización ............................... 36
Tabla 17. Codificación de los factores para el diseño estadístico ................................. 37
Tabla 18. ANOVA diseño estadístico factorial 33 .......................................................... 37
Tabla 19. Resultados del incremento de humedad en función del tiempo ..................... 41
Tabla 20. Método térmico dinámico de secado Equipo TGA ........................................ 42
Tabla 21. Tiempo de secado en función de la temperatura y humedad ideal del grano . 42
Tabla 22. Gramos de lúpulo (26 IBUs)........................................................................... 43
Tabla 23. Densidad relativa bebidas alcohólicas ............................................................ 43
Tabla 24. Grado alcohólico de las bebidas ..................................................................... 44
Tabla 25. Propiedades fisicoquímicas Bebida 1 ............................................................. 45

xi
Tabla 26. Propiedades fisicoquímicas Bebida 2 ............................................................. 45
Tabla 27. Propiedades fisicoquímicas Bebida 3 ............................................................. 46
Tabla 28. Caracterización microbiología Bebida 1 ........................................................ 46
Tabla 29. Caracterización microbiología Bebida 2 ........................................................ 46
Tabla 30. Caracterización microbiología Bebida 3 ........................................................ 46
Tabla 31. Análisis de varianza del Diseño experimental ................................................ 47
Tabla 32. Condiciones óptimas del proceso ................................................................... 48
Tabla 33. Dato óptimo de la concentración de azúcares finales ° Brix .......................... 49
Tabla 34. Porcentaje de criterios en cuanto al olor ......................................................... 49
Tabla 35. Porcentaje de criterios en cuanto al aspecto de las bebidas ............................ 49
Tabla 36. Porcentaje de criterios en cuanto al sabor amargo.......................................... 50
Tabla 37. Costos variables para la elaboración de una bebida a partir del grano de
quinua ............................................................................................................. 50
Tabla 38. Costos variables para la elaboración de una cerveza artesanal....................... 50

xii
LISTA DE FIGURAS
pág.
Figura 1. Producción y rendimiento de quinua ................................................................. 5
Figura 2. Descripción del proceso de elaboración de cerveza ........................................ 10
Figura 3. Estructura de la amilosa .................................................................................. 12
Figura 4. Estructura de la amilopectina .......................................................................... 13
Figura 5. Curva de crecimiento microbiano ................................................................... 15
Figura 6. Diseño experimental ........................................................................................ 19
Figura 7. Pérdida de masa del grano de quinua durante el Secado ................................. 28
Figura 8. °Brix en función del tiempo de germinación .................................................. 30
Figura 9. °Brix en función de la temperatura de extracción sólido – líquido ................. 32
Figura 10. Proceso térmico dinámico de secado............................................................. 42
Figura 11. Grado alcohólico Método Volumétrico ......................................................... 44
Figura 12. Grado alcohólico Método por Cromatografía ............................................... 45
Figura 13. Efectos principales de la concentración final de azúcares ............................ 48
Figura 14. Superficie de respuesta .................................................................................. 48

xiii
LISTA DE ANEXOS
pág.
Anexo A. Bebidas de bajo grado alcohólico................................................................. 63
Anexo B. Analizador Termo gravimétrico .................................................................... 64
Anexo C. Tamaños de partícula ..................................................................................... 65
Anexo D. Determinación grado alcohólico ................................................................... 66
Anexo E. Caracterización Microbiológica..................................................................... 70
Anexo F. Caracterización Fisicoquímica (Acidez) ........................................................ 73
Anexo G. Análisis organoléptico ................................................................................... 76

xiv
GLOSARIO
ALFA ÁCIDOS: Es una de las resinas que se encuentran en el lúpulo. Su mayor aporte
es el amargor. A mayor porcentaje de alfa ácidos, mayor amargor aportado.
BEBIDA ALCOHÓLICA: Son los productos alcohólicos aptos para el consumo
humano, provenientes de la fermentación, destilación, preparación o mezcla de los
mismos, de origen vegetal, salvo las preparaciones farmacéuticas.
BEBIDA ALCOHÓLICA FERMENTADA: Es la bebida alcohólica obtenida a partir
de mostos fermentados, sin destilación.
CERVEZA: Bebida de bajo contenido alcohólico, elaborada con mosto de cebada
malteada y hasta 40% de otra fuente de hidratos de carbono.
CERVEZA GENUINA: Bebida de bajo contenido alcohólico, resultante de un proceso
de fermentación natural, por medio de levadura cervecera. Elaborada exclusivamente con
un mosto proveniente de cebada malteada.
CERVEZA DE (NOMBRE DEL CEREAL): Bebida de bajo contenido alcohólico,
elaborada con mosto de cebada malteada y con un mínimo de 40 % y máximo de 80%
de otra fuente de hidratos de carbono.
GRADO ALCOHÓLICO: Es el volumen de alcohol etílico expresado en centímetros
cúbicos contenidos en 100 cm3 de bebida alcohólica, a una temperatura determinada.
GRADO BRIX. Es el porcentaje de sólidos disueltos en una solución azucarada. Se
expresa en °Brix.

xv
I.B.U.: Acrónimo de International Bitterness Unit. Unidad norteamericana usada para
medir el amargor de la cerveza. Un IBU es igual a un miligramo de alfa-ácido por cada
litro de cerveza.
HPLC- IR: Cromatografía Líquida de Alta Eficiencia acoplada a un detector de índice
de refracción, es una técnica utilizada para separar los componentes de una mezcla,
basándose en diferentes tipos de interacciones químicas entre las sustancias analizadas y
la columna cromatográfica.

xvi
PROCESO PARA OBTENER UNA BEBIDA DE BAJO GRADO ALCOHÓLICO
A PARTIR DE LA QUINUA
RESUMEN
Estudio de un proceso para aprovechar las propiedades de la quinua y obtener una bebida
de bajo grado alcohólico.
Para ello, se utilizó el proceso de elaboración de cerveza: malteado del grano, molienda,
extracción sólido – líquido, cocción, filtración, fermentación, maduración y envasado.
Las variables de estudio para el proceso fueron: tiempo de germinación (36; 48; 60
horas), tamaño de partícula (grano entero, triturado, harina) y temperatura de extracción
sólido - líquido (65; 70; 75 °C).
Se obtuvieron tres bebidas con una concentración promedio de 4 % en volumen de
alcohol.
Las condiciones óptimas del proceso fueron determinadas mediante el software
Statgraphics: tiempo de germinación (47,75 horas), tamaño de partícula (0,4 a 0,8 mm)
y temperatura de extracción (70,5 °C). Se concluye que el producto es apto para el
consumo por cuanto cumple con las especificaciones de la norma NTE INEN 2262.
PALABRAS CLAVES: /QUINUA/ Chenopodium quinoa/ BEBIDAS DE
MODERACIÓN/ BEBIDAS ALCOHÓLICAS/

xvii
PROCESS TO GET A DRINK OF LOW ALCOHOLIC STRENGTH FROM
QUINOA
ABSTRACT
Study of a process to seize the properties of quinoa and get a drink of low alcohol content.
For that, was used the brewing beer process: malting of grain, milling, solid - liquid
extraction, cooking, filtration, fermentation, maturation and packaging.
The variables that were studied: time of germination (36; 48; 60 hours), particle size
(whole grain, grinding, flour) and temperature solid- liquid extraction (65; 70; 75 ° C).
Three drinks with an average concentration of alcohol volume of 4% were obtained.
Optimum process conditions were determined by Statgraphics software: time of
germination (47.75 hours), particle size (0.4 to 0.8 mm) and extraction temperature (70.5
°C). It is concluded that the product is fit for consumption because it this satisfies the
specifications of the NTE INEN 2262 norm.
KEYWORDS: /QUINUA/ Chenopodium quinoa/ MODERATION BEVERAGES/
ALCOHOLIC BEVERAGES/

1
INTRODUCCIÓN
En el Ecuador la producción de quinua (Chenopodium quinoa) se encuentra actualmente
en ascenso debido a su alto valor nutricional en comparación con los cereales
tradicionales como: cebada, maíz, arroz, entre otros. La quinua presenta el doble de
proteínas de alta calidad al contar con un mayor porcentaje de aminoácidos esenciales
[1], además es rica en calcio, fósforo y hierro. Este grano está orientado en su totalidad
como un producto de carácter alimentario ya sea de forma directa o procesada, pero no
se ha buscado nuevas alternativas de uso para la quinua.
Sean han realizado múltiples investigaciones con respecto a la producción de bebidas de
bajo grado alcohólico incorporando el grano de quinua, debido a sus características y
propiedades nutricionales. Es así que en, Chile se ha desarrollado una bebida alcohólica
identificándola como cerveza orgánica de quinua con un contenido de alcohol de 4,5 %
en volumen, empleando métodos tradicionales de elaboración de cerveza como:
malteado, maceración, cocción del mosto, sedimentación, filtración, fermentación,
maduración y envasado. De igual manera, en la Universidad Nacional de Colombia se
desarrolló una cerveza a partir de uno de los cereales más nutritivos como es la quinua.
La bebida contiene 6 % en volumen de alcohol como resultado del proceso de
fermentación.
Existe una gran diferencia entre la cerveza obtenida en la Universidad Nacional de
Colombia a partir de la quinua y la que se produce a nivel industrial en dicho país, la
nueva bebida no es de color rubio, sino negro; su sabor es amargo, pero tiene una
característica dulce.
La cervecería "Lipeña" en Bolivia, creó una línea de producción de cerveza artesanal a
partir de este grano, obteniendo dos nuevas cervezas, ambas sin alcohol. Una es
la cerveza Ayniquin, rubia y con poco sabor amargo y la segunda cerveza Malquin, negra
y de un sabor más intenso.

2
Cabe mencionar que estas bebidas no pueden ser catalogadas como cervezas, según la
ley de la Pureza establecida por el Conde Guillermo IV el 23 de abril de 1516 en la ciudad
de Ingolstad, la cual estipula que: “toda cerveza que se fabrique solo contendrá cebada,
lúpulo y agua”. En los países latinoamericanos como en Chile, el decreto Nº 78, según la
Ley Nº 18.455 que fija normas sobre producción, elaboración y comercialización de
alcoholes etílicos, bebidas alcohólicas y vinagres; establece que: “la cerveza deberá
elaborarse con un mínimo de 65% de cebada malteada” [2]. De la misma manera, en
Argentina el código alimentario establece en el artículo 1080, que una cerveza debe ser
elaborada con mosto de cebada malteada y hasta un 40% de otros hidratos de carbono.
[3]. Por este motivo, la bebida elaborada en su totalidad a base de quinua se la clasifica
como una bebida alcohólica fermentada ya que proviene de un mosto fermentado y no es
destilada.
De acuerdo con la composición química de la quinua [4], se puede identificar que posee
un alto contenido de hidratos de carbonos los cuales empleando procesos análogos al de
la elaboración de cerveza podrían permitir la obtención de una bebida de bajo grado
alcohólico, dándole un nuevo enfoque en cuanto al uso de este grano.
Para la obtención de la bebida, se sigue un proceso similar al de la elaboración de una
cerveza artesanal, el cual consta de una serie de etapas y operaciones, las cuales son:
remojo, germinación, secado y tostado del grano, molienda, extracción sólido – líquido,
cocción, filtración, sedimentación, fermentación y maduración, para este proceso se
identificaron las condiciones recomendables de tiempo de germinación, tamaño de
partícula y temperatura de extracción.
Las condiciones recomendables para la elaboración de la bebida a partir de la quinua son:
un tiempo de germinación de 48 horas, un tamaño de partícula comprendido entre 0,4 a
0,8 mm y una temperatura de 70 °C en la etapa de extracción sólido - líquido. Con estas
condiciones se obtuvo una bebida de bajo grado alcohólico con una concentración
aproximada de 4% de alcohol, alcanzando una gama de matices desde amarillo ámbar
hasta marrones rojizos de aspecto cristalina y coronada por una espuma persistente.
3
1. LA QUINUA (CHENOPODIUM QUINOA)
La quinua es considerada una semilla alimenticia, debido a que posee un extraordinario
equilibrio de proteínas, grasas, aminoácidos y carbohidratos. Su planta alcanza una altura
entre 1 y 3 metros, dependiendo de la variedad y se la cultiva principalmente en la región
andina. Este grano es catalogado como un pseudocereal, debido a que su composición
química es similar a la de un cereal. [5]
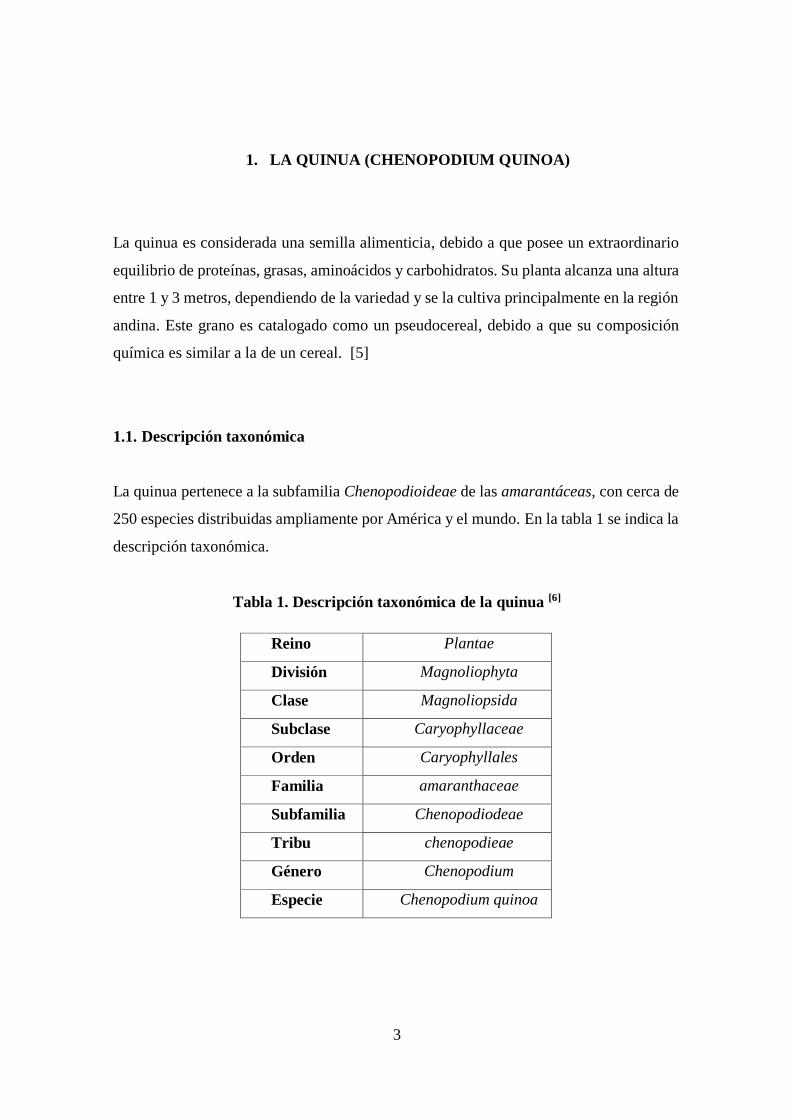
1.1. Descripción taxonómica
La quinua pertenece a la subfamilia Chenopodioideae de las amarantáceas, con cerca de
250 especies distribuidas ampliamente por América y el mundo. En la tabla 1 se indica la
descripción taxonómica.
Tabla 1. Descripción taxonómica de la quinua [6]
Reino Plantae
División Magnoliophyta
Clase Magnoliopsida
Subclase Caryophyllaceae
Orden Caryophyllales
Familia amaranthaceae
Subfamilia Chenopodiodeae
Tribu chenopodieae
Género Chenopodium
Especie Chenopodium quinoa

4
1.2. Composición química
La singularidad del grano de quinua está dada por su alto valor nutricional. Pese a ser solo
una semilla, contiene un alto porcentaje de proteína, que varía entre (13,81 y 21,9%)
dependiendo de la variedad. La quinua es considerada como el único alimento que provee
todos los aminoácidos esenciales, siendo muchos de estos aminoácidos indispensables
para el desarrollo humano como: glicina, leucina, serina y ácido aspártico, entre otros.
Además, si nos referimos a los micronutrientes, en la quinua destaca el contenido de
potasio, magnesio, calcio, fósforo, hierro y zinc entre los minerales. [7]
Existen diferentes variedades de quinua como: INIAP (Tunkahuán, Ingapirca, Imbaya y
Cochasqui). Sin embargo, la variedad Tunkahuán es la más utilizada en los cultivos
debido a sus características. Dicha variedad posee hojas grandes y triangulares; el borde
es dentado y ondulado. Además, presenta un alto potencial de producción de grano debido
a que la planta es grande y posee una gran cantidad de follaje. [8]
Tabla 2. Composición nutricional variedad INIAP TUNKAHUÁN [9]
Característica Valor
Humedad (%) 13,7
Proteína (%) 13,9
Grasa (%) 4,95
Carbohidratos (%) 66,73
Cenizas (%) 3,70
Fibra (%) 8,61
Calcio (%) 0,18
Fosforo (%) 0,59
Magnesio (%) 0,16
Potasio (%) 0,95
Sodio (%) 0,02
Cobre (ppm) 10
Energía (kcal/100g) 453,08

5
1.3. Producción de quinua
Ecuador es el tercer país productor de quinua, aunque a una distancia apreciable de Perú
y Bolivia. En el Ecuador se recolectó 816 toneladas de quinua en el año 2012, sin
embargo, Perú y Bolivia cosecharon alrededor de 41182 y 38257 toneladas de grano
respectivamente en el mismo año. [10]
El Ministerio de Agricultura, Ganadería, Acuacultura y Pesca (MAGAP), menciona que
la producción de quinua creció aproximadamente un 52% al pasar de 950 toneladas
métricas (TM) en el año 2000 a 1453 TM en el año 2012. Tanto las superficies destinadas
al cultivo del grano como la producción en toneladas han aumentado paulatinamente
entre 2009 y 2013. Como resultado del periodo 2014-2015, el MAGAP intervino en 5878
hectáreas de producción de quinua, beneficiando a 5458 productores. Actualmente se
estima que existen 7488 hectáreas de quinua cultivadas con una producción de alrededor
de 10000 TM. [11]
Figura 1. Producción y rendimiento de quinua
995 11621424 1453
1802
7436
0,73 0,760,64 0,64
0,7
1,36
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
0
1000
2000
3000
4000
5000
6000
7000
8000
2009 2010 2011 2012 2013 2014
TO
NE
LA
DA
S M
ÉT
RIC
AS
PO
R
HE
CT
ÁR
EA
TO
NE
LA
DA
S M
ÉT
RIC
AS
PRODUCCIÓN Y REMDIMIENTO DE QUINUA
Producción TM Rendimiento TM/HA

6
2. BEBIDAS ALCOHÓLICAS
La Real Academia Española las define como bebidas espirituosas, dichas bebidas son
obtenidas por extracción sólido - líquido, infusión o destilación de diversas sustancias
vegetales naturales, con alcoholes destilados aromatizados, esencias y aromas, o por la
combinación de ambos, coloreadas o no, con una generosa proporción de azúcares.
2.1. Clasificación de las bebidas alcohólicas
En términos generales, las bebidas alcohólicas se pueden clasificar de dos formas:
Con base al sustrato del que proceden.
En función de si son o no sometidas a un proceso de destilación, o no lo son después
de la fermentación.
En las bebidas destiladas y no destiladas se hace una distinción intermedia, ésta
corresponde a las bebidas fortificadas, cuyo grado alcohólico ha sido incrementado
mediante la mezcla de una bebida alcohólica no destilada con una destilada o con alcohol.
El ultimo criterio para clasificar hace referencia, a que, si las características del producto
se consiguieron exclusivamente mediante la fermentación y, en su caso de la destilación,
o si se le agregaron otras sustancias para contribuir con el sabor y aroma, como es el caso
del lúpulo en la elaboración de cerveza o extractos de frutas en los licores de frutas.
El contenido de alcohol en las bebidas de grado alcohólico moderado o no destiladas
fluctúan entre 3,5 y 14% (v/v). [12]

7
Tabla 3. Clasificación de las bebidas alcohólicas de acuerdo con el sustrato del cual
proceden [13]
Bebida alcohólica Sustrato %(v/v)
Vino Uvas 7 - 16
Sidra, sidra espumosa Manzana 2 – 8,5
Grappa Piel y pepitas de uvas 38 – 50
Cerveza Cebada 2 – 12
Sake Arroz 14 - 20
Pulque Agave o maguey 8
Tequila Agave 37 – 45
Bourbon Maíz 37 – 45
Vermut Vino macerado en hierbas 16 – 22
Brandy Zumos de frutas 36 – 40
Coñac Uvas blancas 40
El cassis Grosellas negras 16 – 20
Curaçao Corteza de naranjas (Lahara) 20 - 40
Vodka Centeno, trigo o patatas 37 – 50
Tía María Café y especies jamaicanas 31
Mezcal Maguey 55
Anisette Anís 25
Chicha Maíz 11,5
8
3. PROCESO DE ELABORACIÓN
La composición química del grano de quinua es similar a la de la cebada, por esta razón,
se puede utilizar el proceso de elaboración de cerveza artesanal y así producir una bebida
de bajo grado alcohólico a partir de este grano.
Cabe recalcar que esta bebida a base de quinua no puede ser catalogada como cerveza de
acuerdo con la Ley de la Pureza la cual establece que “toda cerveza debe elaborarse a
partir de cebada, lúpulo y agua. [14] Esta ley permaneció en vigor hasta su abolición en
1986, al ser sustituida por regulaciones de la Unión Europea.
El servicio ecuatoriano de normalización INEN, en su norma NTE INEN 2262 (Cerveza
– Requisitos) estipula: “la cerveza se elabora a partir de un mosto cuyo extracto proviene
mayoritariamente de cebada malteada”. Las cervezas podrán tener hasta un 80% en masa
de la totalidad de los adjuntos cerveceros como: maíz, arroz, trigo y no menos del 20%
en masa de cebada malteada. [15]
Por esta razón, las bebidas a base de quinua se las clasificarán como bebida alcohólica
fermentada, pese a tener un proceso de elaboración similar al de una cerveza artesanal.
3.1. Ingredientes
Para la elaboración de este tipo de bebidas de bajo grado alcohólico se requiere de los
siguientes elementos:
Agua
Lúpulo
Quinua
Levadura

9
3.1.1. El agua. La calidad del agua ha sido reconocida como uno de los factores más
importantes en la producción de la cerveza artesanal. El éxito de esta bebida depende del
empleo adecuado del agua ya que constituye cerca del 95% del contenido de la bebida.
La mayoría de los cerveceros consideran que es de suma importancia el contenido de
sales, específicamente el sulfato de calcio. [16]
3.1.2. Lúpulo. La Norma Técnica Ecuatoriana (NTE INEN 2262:2003), establece que
el lúpulo es un producto natural obtenido de las flores de la planta Humulus lupulus. Estas
pueden haber sido sometidas a un proceso de clasificación, secado, extrusión, y/o
extracción, isomerización o estabilización de las sustancias amargas y aromáticas.
El lúpulo es el responsable de aportar el sabor amargo y de que la cerveza exprese mejor
sus aromas y sabores propios; además, confiriendo fragancias florales. Esto se debe a la
presencia de la lupulina que se encuentra en la resina amarilla de los conos del lúpulo, la
cual genera valores organolépticos muy importantes por la presencia de aceites
esenciales. [17]
3.1.3. Quinua malteada. Es el producto resultante de ser sometido el grano de quinua
a un proceso de germinación controlado, secado y tostado en condiciones adecuadas para
su posterior empleo en la elaboración de la bebida alcohólica.
3.1.4. Levadura. La levadura Saccharomyces cerevisiae es un microorganismo muy
utilizado en la industria. Se lo emplea en la fabricación de pan, cerveza y fermentaciones
alcohólicas. En el aspecto taxonómico, es un hongo unicelular perteneciente al grupo de
ascomicetos. Su forma es redondeada y tiene un núcleo diferenciado (eucariota).
La mayoría de las levaduras de fermentación alta (Ale), actúan entre temperaturas de 14
a 25 °C y tienden a flotar en la superficie, pertenecen a la familia Saccharomyces
cerevisiae. Por otro lado, las levaduras de fermentación baja (lager), actúan entre
temperaturas de 6 a 10°C y se depositan en el fondo del recipiente, pertenecen a la familia
Saccharomyces uvarum. [18]

10
3.2. Descripción del Proceso
El proceso comienza con la elaboración del mosto, el cual es un fluido con sustancias
solubles por extracción del grano malteado y el agua. La extracción sólido - líquido
(maceración) es la etapa en la que se mezcla en proporciones adecuadas del grano
malteado y adjuntos como: arroz, maíz, avena entre otros; en agua caliente, seguidos de
ciclos de calentamiento y reposo.
Posterior a la maceración, el mosto pasa por un proceso de filtración y luego es llevado a
cocción durante un periodo de tiempo, se adiciona el lúpulo por etapas durante todo el
proceso de cocción. Los sólidos presentes en el mosto son separados.
El líquido pasa por un enfriamiento previo antes de incorporar la levadura y dar comienzo
al proceso de fermentación, en el que se convierten los azúcares en alcohol y dióxido de
carbono. El proceso se detalla a continuación:
Malteado Maceración Filtración Cocción
Recirculación
Sedimentación
Torta
EnfriamientoFermentaciónMaduraciónEnvasado
LevaduraCO2
Quinua
BebidaControl de
calidad
Figura 2. Descripción del proceso de elaboración de la bebida
3.2.1. Malteado. El malteo es la germinación controlada de la quinua durante la cual se
activan las enzimas y se modifican suficientemente las reservas alimenticias de manera
que puedan ser hidrolizadas durante la extracción sólido - líquido.
Este proceso se lleva a cabo en tres etapas:

11
A. Etapa 1 (REMOJO)
En el proceso de remojo se aumenta el contenido de humedad de la quinua desde 11
– 13,5% hasta alcanzar un 44 – 48%. La temperatura del agua de remojo en la
industria varía desde unos 5 hasta unos 18°C. El tiempo requerido para alcanzar la
humedad necesaria depende de varios aspectos como: la temperatura del agua,
tamaño del grano, variedad de quinua.
B. Etapa 2 (GERMINACIÓN)
Una vez que el grano de quinua ha alcanzada la humedad óptima, empieza el proceso
de germinación generándose una pequeña radícula de unos milímetros de longitud.
En esta etapa es donde se modifican las paredes celulares y se activan las enzimas,
en particular la amilasas y proteasas que empiezan a descomponer el almidón y la
proteína presente, con la finalidad de obtener azúcares. Esto se logra en dos a tres
días, que es aproximadamente el ciclo de germinación de la quinua.
.
C. Etapa 3 (SECADO)
Se procede a eliminar la humedad del grano germinado, con el fin de detener las
reacciones químicas, sobre todo las enzimáticas. [19]
3.2.2. Molienda. El grano malteado debe ser molido para facilitar el contacto entre las
enzimas y los sustratos presentes en ellas. “La elección y el control del tamaño de las
partículas influyen mucho en la eficiencia de las operaciones posteriores de extracción de
sustancias y separación de la cáscara.” [20]
3.2.3. Extracción sólido – líquido. En este proceso, se pone en contacto la malta molida
con el agua, lo que permite que las enzimas formadas durante la germinación, transformen
los carbohidratos y proteínas a formas solubles y, entonces, se origina el líquido que se
va a fermentar, denominado mosto. La extracción implica una combinación de reacciones
heterogéneas

12
La degradación del almidón.
Él almidón es hidrolizado por la acción de dos enzimas (la α-amilasa y la β-amilasa). La
α-amilasa lo degrada a dextrinas, sustancias que contribuyen al cuerpo y estabilidad de la
espuma del producto final. La β-amilasa desdobla el almidón en azúcares fermentables
(maltosa), que la levadura transforma en alcohol. [21]
El almidón: Es una macromolécula compuesta de dos polisacáridos, la amilosa en
proporción del 25 % y la amilopectina en un 75 %.
A. La amilosa. Está constituida por moléculas de distinto tamaño, cuyo peso molecular
varía entre 4000 hasta valores de 400000, es decir formadas por unas 25 a 2500
moléculas. La molécula es de disposición lineal y las unidades de glucosa están
unidas entre sí por enlaces (α-1,4).
Figura 3. Estructura de la amilosa
α-amilasa: Esta enzima puede ser de origen fúngico (Aspergillus oryzae) o
bacteriano (B. stearothermophilus, B. subtilis), de cereales y del páncreas. La α-
amilasa cataliza la hidrólisis de la cadena lineal (amilosa) y la ramificada
(amilopectina) del almidón, rompiendo enlaces α -1,4, para formar una mezcla de
dextrinas, por ello se la conoce como enzima dextrinogénica.
β-amilasa: Se la conoce con el nombre de enzima sacarogénica, pues actúa sobre
la amilosa, rompiendo unidades 1,4, dando maltosa. Sobre la amilopectina actúa
en las uniones alfa-1,4 de la cadena recta, y detiene su acción a distancia de 2
unidades de glucosa antes de atacar las uniones alfa-1,6. Se trata de una exo-
amilasa, ya que actúa sobre el terminal de la molécula. [23]

13
Tabla 4. Condiciones de las reacciones heterogéneas [24]
Temperatura, °C Reacción Enzima
involucrada
60 – 64 Degradación de almidón
a maltosa β-amilasa
70 - 74 Degradación de almidón
a dextrinas α-amilasa
B. La amilopectina. Constituye alrededor del 75 % de la molécula de almidón, por una
parte, tiene enlaces del mismo tipo que la amilosa, es decir, alfa-1,4, pero, por otro
lado, las moléculas de glucosa se unen también mediante enlaces alfa-1,6. El peso
molecular es mucho mayor que el de la amilosa, oscilan entre 50000 y 1000000, es
decir que la cantidad de moléculas de glucosa es de 300 a 6000. [22]
Figura 4. Estructura de la amilopectina
3.2.4. Filtración. Una vez concluida la extracción sólido - líquido, el producto se
transfiere a un tanque clarificador, donde se separa el líquido del afrecho (los
constituyentes insolubles). Posteriormente, se realizan varios lavados para extraer una
gran cantidad de las sustancias que permanecieron en la capa de afrecho. [25]

14
3.2.5. Cocción del mosto. Una vez que el mosto ha sido filtrado, es transferido al
recipiente donde se calienta hasta ebullición, se mantiene esta temperatura por un período
de tiempo. Las funciones que cumple esta operación son:
Asegurarse de la total disolución e isomerización de los compuestos presentes en el
lúpulo que se adiciona.
Coagular las proteínas presentes en el mosto.
Concentrar el mosto.
Formar algunas sustancias responsables del aroma y el olor de la bebida.
Inactivar las enzimas presentes en el mosto.
Disminuir la carga microbiana del mosto. [26]
3.2.6. Sedimentación. Cuando finaliza la cocción, se obtiene el mosto lupulado (parte
líquida) y, como subproducto, la parte sólida que contiene el denominado “lúpulo
agotado” y los precipitados, principalmente proteínas coaguladas. [27]
3.2.7. Enfriamiento del mosto. El mosto clarificado debe ser enfriado lo más rápido
posible para evitar problemas de contaminación biológica y favorecer la separación de
proteínas y otras sustancias insolubles.
Los objetivos de la etapa de enfriamiento son:
Disminuir la temperatura del mosto desde aproximadamente 92 °C hasta de 10 – 12
°C, obteniendo la temperatura ideal para incorporar la levadura indispensable en el
periodo de fermentación.
Proporciona una adecuada aireación del mosto que estimulará un rápido crecimiento
de las levaduras. [28]
3.2.8. Fermentación. Es la operación por medio de la cual se obtiene la bebida, en esta
operación la levadura convierte los azúcares presentes en el mosto en etanol y dióxido de
carbono.
𝑪6𝑯𝟏𝟐𝑶𝟔 𝑙𝑒𝑣𝑎𝑑𝑢𝑟𝑎→ 𝟐𝑪𝟐𝑯𝟓 𝑶𝑯 + 𝟐𝑪𝑶𝟐 + ∆𝑯𝒓𝒆𝒂𝒄𝒄𝒊ó𝒏 1

15
Desde el punto de vista bioquímico, una fermentación se define como un proceso
mediante el cual las sustancias orgánicas (sustrato) sufren una serie de cambios químicos
(reducciones y oxidaciones) que producen energía: al finalizar la fermentación, se
presenta una acumulación de varios productos, unos más oxidados y otros más reducidos
que el sustrato, con un balance total de energía positivo. Esta energía es utilizada en el
metabolismo de los microorganismos. [29]
Curvas de crecimiento microbiano
El Crecimiento Microbiano, corresponde al aumento poblacional de una especie
microbiana en un medio de cultivo provisto de todas las necesidades del
microorganismo (Cantidad de Nutrientes, Temperatura, Grado de Humedad, Gases
y pH).
Las curvas de Crecimiento Microbiano constan de 4 etapas bien definidas:
Figura 5. Curva de crecimiento microbiano
Fase de Latencia: Corresponde a un período de transición para los
microorganismos cuando son transferidos a una nueva condición. En esta fase
no hay incremento en el número de células, aunque sí una gran actividad en el
metabolismo.
Fase de Crecimiento Exponencial: Período en que el crecimiento del
microorganismo ocurre de forma exponencial, es decir, cada vez que pasa un
determinado tiempo la población se duplica.

16
Fase Estacionaria: Período en que ocurren las limitaciones del crecimiento, ya
sea por agotamiento de algún nutriente esencial, por acumulación de productos
tóxicos o por una combinación de las causas anteriores.
Fase de Muerte: Luego que culmine la fase estacionaria, comienza una
progresiva disminución en el número de células viables, cuando esto ocurre se
dice que la población ha entrado en fase de muerte. [30]
3.2.9. Maduración. Al acabarse la fermentación primaria, aproximadamente el 80% de
los azúcares contenidos en el mosto son transformados en alcohol y CO2. La bebida joven
(Jungbier) es transportada a los tanques de maduración donde se la deja madurar
lentamente a 10 °C si se utiliza levaduras tipo Ale y a 2 °C para levaduras tipo Lager.
Durante este periodo se logra la trasformación del azúcar que aún se encuentra en el
mosto. Esto ayuda a conseguir una cerveza más transparente y con un mejor sabor. [31]
3.2.10. Envasado. El envasado se puede realizar en botellas típicas de cerveza o en
barriles de acero inoxidable, donde se efectúa la posterior carbonatación de la bebida,
quedando lista para su distribución y consumo.
“Es recomendable llenar bien las botellas para evitar que quede una gran cantidad de aire
en la parte superior que pueda oxidar la bebida. Por este motivo es necesario llenar hasta
3 cm por debajo del borde.” [32]

17
4. MARCO EXPERIMENTAL
Para obtener una bebida de bajo grado alcohólico a partir de la quinua, se emplea un
proceso análogo al de elaboración de cerveza. Este proceso consta de las siguientes
etapas: malteado el grano, extracción sólido - líquido, filtración, cocción, sedimentación,
enfriamiento, fermentación, maduración y envasado.
El proceso experimental se dividió en dos partes. La primera parte consiste en la
realización de pruebas preliminares con el objetivo de fijar rangos de trabajo, parámetros
y variables de experimentación, la segunda parte consta en aplicar un diseño experimental
y la elaboración de la bebida.
4.1. Diseño experimental
El diseño experimental se realizó con base a pruebas preliminares, en las cuales se
identificaron las condiciones fijas de operación y variables de los diferentes procesos para
la elaboración de la bebida de bajo grado alcohólico.
Se procedió a diseñar un modelo experimental que permita determinar condiciones
óptimas para la obtención de la bebida a partir de la quinua, siendo el apropiado el diseño
factorial 3K = 33, debido a que desea estudiar la influencia de tres factores en la variable
de respuesta, eligiendo tres niveles para cada factor, obteniéndose 27 tratamientos
diferentes.
4.1.1. Condiciones fijas de operación. De acuerdo con las pruebas preliminares,
existen variables operativas que se mantendrán fijas durante la experimentación.

18
Tabla 5. Variables fijas en el proceso de elaboración de la bebida
Proceso Parámetro fijo Valor
Malteado
Remojo 8 horas
Secado
55°C, humedad 23%
71 °C, humedad 12%
80 °C, humedad 3-4%
Extracción
sólido -
líquido
Relación grano
malteado- agua (g) 1:5
Tiempo 120 min
Cocción
Densidad del mosto 1025
Tiempo 60 min
Lúpulo 26 IBUs
Fermentación Levadura 0.8 g
4.1.2. Variables. Se han considerado variables independientes para esta
experimentación: tiempo de germinación, tamaño de partícula y temperatura de
extracción sólido - líquido con el objetivo de producir la mayor cantidad de azúcares para
su posterior fermentación, siendo esta la variable dependiente. Los valores que se
muestran en la tabla 6 fueron determinados mediante los resultados de las pruebas
preliminares.
Tabla 6. Variables independientes del proceso de elaboración de la bebida
Factor Niveles
Bajo Medio Alto
Tiempo de germinación 36 horas 48 horas 60 horas
Tamaño de partícula Entero Triturado Harina
Temperatura de extracción
sólido - líquido 65 °C 70 °C 75 °C

19
4.1.3. Esquema del diseño factorial.
QUÍNOA
G1 TP2
TP1 T2
T3
T1
T1
T2
T3
T1
T2
T3
TP3
T1
T2
T3
T1
T2
T3
T1
T2
TP1
TP2
M1
M2
M3
M4
M5
M6
M7
M8
M9
M10
M11
M12
M13
M14
M15
M16
M17
T3
T1
M18
M19
TP3
G2
T2
T3
T1
M20
M21
M22
T2
T3
T1
TP1
TP2 M23
M24
M25
T2
T3
M26
M27
TP3
G3
Figura 6. Diseño experimental

20
Dónde: G = Tiempo de germinación
TM = Tamaño de partícula
T = Temperatura de extracción sólido - líquido
Mi = Muestras obtenidas (desde i = 1 hasta i = 27)
4.2. Materiales y Equipos
Manta de calentamiento
Embudo
Tapas corona
Tapadora de martillo
Soporte universal
Pinzas para soporte universal
Brixométro Ap. = ± 0,25 °Brix
Vasos de precipitación V = 1000 mL Ap. = ± 100 mL
V = 500 mL Ap. = ± 100 mL
V = 100 mL Ap. = ± 20 mL
Probetas graduadas V = 100 mL Ap. = ± 1 mL
Balanza analítica R = (0 - 220) g Ap. = ± 0.0001 g
Estufa R = (0 - 220) °C Ap. = ± 0.1 °C
Baño maría T = (0 - 95) °C Ap. = ± 0.1 °C
Recipiente de plástico V = 20 L Ap. = ± 2 L
Balón de destilación V = 500 mL
Picnómetro V = 25 mL
Analizador Termo Gravimétrico Modelo: TGA 1, Mettler Toledo
R = (0 - 5000) mg Ap. = ± 0.0001 mg
R = (0 - 1100) °C Ap. = ± 0.0001 °C
Cromatógrafo (HPLC – RI) Modelo: 2695, Waters Alliance
Molino ultracentrífugo Modelo: ZM 200, Retsch
Tamiz: 1.00 mm
Analizador de tamaño y forma de partículas Modelo: Camsizer P4, Retsch

21
4.3. Sustancias y Reactivos
Lúpulo (Sterling)
Levaduras (Safale S-04)
Agua H2O(L)
Quinua
Alcohol etílico C2H5OH
4.4. Procedimiento.
4.4.1. Pruebas preliminares. Se realizaron pruebas preliminares con la finalidad de
encontrar los tres niveles para el desarrollo de la parte experimental. En la etapa de
germinación y extracción sólido - líquido se utilizaron diferentes tiempos de germinación
y temperaturas respectivamente, identificando aquellos que generen una mayor cantidad
de azúcares para la fermentación.
A. Pruebas preliminares para el tiempo de germinación. Para la identificación de la
influencia del tiempo de germinación en la bebida se probaron tiempos de 24, 36, 48,
60 y 72 horas de germinación, luego se realizó la extracción sólido – líquido
empleando grano malteado triturado con una relación de grano-agua de 1:5,
temperatura de 70 °C y un tiempo de extracción de 120 minutos. Periódicamente se
cuantificó la cantidad de azúcares °Brix cada 10 minutos.
El tiempo de extracción se estableció experimentalmente, debido a que se desconocía
el tiempo en el que se extraería la mayor cantidad de azúcares. El tiempo de
extracción es de 120 minutos, ya que luego de este periodo de tiempo la cantidad de
azúcares tendía a ser constante.
B. Pruebas preliminares para la temperatura de extracción sólido – líquido. Para la
determinación de la influencia de la temperatura de extracción sólido - líquido en la
bebida, se probaron diferentes temperaturas para la extracción sólido - líquido como:
60, 65, 70, 75 y 80 °C, empleando el grano malteado con el mejor tiempo de
germinación obtenido de la sección anterior.

22
La extracción se realizó manteniendo las condiciones anteriores: grano malteado
triturado, relación de grano malteado-agua de 1:5, tiempo de extracción de 120
minutos y mediciones de los °Brix cada 10 minutos.
4.4.2. Malteado.
A. Lavado (Desaponificación): se realiza un lavado al grano de quinua con la finalidad
de eliminar las saponinas e impurezas empleando el método de vía húmeda:
humedeciendo y frotándolo al grano.
B. Remojo: se coloca 10 gramos de quinua previamente lavada en 250 ml de agua
destilada en un frasco cerrado y se determina el incremento de la humedad cada hora
hasta alcanzar la humedad ideal de 45%.
C. Germinación: una vez finalizado el remojo se retiró el agua de los recipientes. La
germinación se realiza a temperatura ambiente durante 36, 48, y 60 horas. Los
recipientes se abren cada 12 horas y se realiza varios volteos con el fin de distribuir
la temperatura, eliminar el dióxido de carbón generado por la respiración y para evitar
la formación de redes debido al crecimiento de las raíces.
D. Secado: se adoptaron los rangos de temperatura y humedad del proceso de
elaboración de cerveza artesanal. El proceso de secado se realiza mediante
termogravimetría TGA, creando un método térmico dinámico de la siguiente manera:
Incremento de temperatura desde 25 °C hasta 55 °C con una tasa de
calentamiento de 20 °C por cada minuto.
Proceso isotérmico a 55 °C hasta alcanzar la humedad del 23%.
Incremento de temperatura desde 55 °C hasta 71 °C con una tasa de
calentamiento de 20 °C por cada minuto.
Proceso isotérmico a 71 °C hasta alcanzar la humedad del 12%.
Incremento de temperatura desde 71 °C hasta 80 °C con una tasa de
calentamiento de 20 °C por cada minuto.
Finalmente, un proceso isotérmico a 80 °C hasta alcanzar la humedad de 3 - 4
°C.

23
E. Eliminación de raicillas: una vez finalizado el secado se retiró las raíces de los
granos mediante fricción, ya que las raíces se tornan quebradiza, facilitando este
proceso.
F. Tostado “Malta Amber”: se elaboró una malta especial a partir de la quinua malteada
“Malta base” sometiéndola a un secado bajo condiciones extremas, que generaron
sabores y colores distintivos.
Este proceso se realizó de la siguiente forma:
Precalentar el horno a temperatura de 50 °C.
Colocar la malta base en un recipiente y distribuirla de manera que forme una
capa fina.
Introducir el recipiente en el horno a 150 °C por 40 minutos.
Guardar la malta en un lugar fresco y seco por dos semanas antes de utilizarla.
4.4.3. Molienda. Los granos malteados fueron sometidos a distintos tratamientos de
trituración, obteniéndose diferentes tamaños de partículas.
Grano triturado: se utilizó el molino de tornillo sin fin para triturar el grano de
quinua.
Harina: se utilizó el molino ultracentrífugo Retsch ZM 200, con un tamiz de 1 mm
de luz de malla.
Se realizó una caracterización del tamaño de partícula mediante el equipo Camziser P4
que genera un análisis dinámico de imágenes. Este es un método de medición de tamaño
y forma de partículas sólidas, el cual se basa en el registro por cámara de la proyección
de partículas sólidas que pasan a través de un haz de luz.
4.4.4. Extracción sólido – líquido. Se siguió el siguiente procedimiento:
A. Calentar el agua a temperaturas de 65, 70 y 75 °C.
B. Colocar el agua para el primer mosto en el recipiente de 15 litros

24
C. Añadir el grano malteado (entero, triturado y harina) en una relación de 1:5 (grano
malteado-agua).
D. Revolver con la espumadera para homogenizar la mezcla.
E. Verificar que la temperatura permanezca constante en las temperaturas de 65, 70 y
75 °C.
F. Medir el ° Brix cada 10 minutos hasta que permanezca constante y parar el proceso.
4.4.5. Filtración. Una vez finalizada la extracción sólido - líquido:
A. Colocar el tamiz o funda de lienzo sobre el recipiente.
B. Traspasar el contenido del recipiente donde se realizó la extracción hacia el recipiente
de plástico con la ayuda de una jarra.
C. Una vez terminado de traspasar todo el contenido de la tamalera, se comienza a
recircular durante unos 10 minutos.
D. Terminado el recirculado, extraer una muestra del mosto para medir la densidad.
E. Adicionar agua caliente según las temperaturas ya mencionadas para ajustar la
densidad a 1025 g/l.
4.4.6. Cocción del mosto
A. Hervir el mosto por una hora.
B. Activar la levadura en un recipiente de vidrio con 150 ml de agua a 20 - 25 °C y tapar
el recipiente.
C. Cuando empieza a hervir, agregar el lúpulo para el sabor amargo.
D. A los 45 minutos luego de hervir, agregar el lúpulo de sabor.
E. A los 55 minutos luego de hervir, agregar el lúpulo de aroma.
4.4.7. Enfriamiento del mosto. Llenar con agua un recipiente donde se realiza a baño
maría el enfriamiento del mosto, esperar aproximadamente 45 minutos para medir la
temperatura con un termómetro previamente rociado con alcohol.

25
4.4.8. Fermentación. Alcanzada la temperatura de 20 - 25 °C, traspasar el mosto del
recipiente al fermentador esterilizado con alcohol y añadir la levadura activada y tapar el
balde. Tomar una muestra por día y cuantificar el grado alcohólico hasta que permanezca
constante, dando por finalizado la fermentación.
Cuantificación del grado alcohólico “Método volumétrico y Cromatografía
Líquida”
Se cuantifica el grado alcohólico según la norma NTE INEN 2322 “Bebidas
alcohólicas, Cerveza, Determinación de alcohol”. Para ello se utilizó el método
volumétrico, además se corroboraron los valores mediante cromatografía líquida
(HPLC-IR).
A. Método volumétrico: procedimiento establecido en la norma NTE INEN 2322.
B. Cromatografía líquida (HPLC - RI): se sigue el siguiente procedimiento
Preparar el cromatógrafo para determinar el grado alcohólico
Se utilizan los pasos establecidos en el método volumétrico, hasta la
destilación.
Filtrar el destilado mediante un filtro de jeringa con membrana e introducir
en el vial para muestras.
Tapar el vial y colocar en el cromatógrafo. Seleccionar el método establecido
para cuantificar etanol. Los resultados reportados son de concentración de
alcohol (etanol), en mg/ml.
4.4.9. Maduración. Al terminar la fermentación, se realiza el trasvase de un recipiente
a otro, utilizando un embudo y filtro de café. Tapar y dejar una semana en maduración.
4.4.10. Carbonatación. Para realizar una carbonatación natural se sigue el siguiente
procedimiento:
A. Añadir 7,5 gramos de azúcar por cada litro de bebida fermentada
B. Disolver el azúcar, para ello utilizar un volumen determinado de la misma bebida

26
C. Mezclar para homogenizar el azúcar diluido en la bebida fermentada
4.4.11. Envasado.
A. Limpiar las botellas y desinfectarlas con alcohol
B. Llenar las botellas con la ayuda de un embudo y taparlas.
C. Dejar las botellas a temperatura ambiente durante 15 días.
4.4.12. Rangos de variación. Producto del trabajo previo se establecieron los valores
para cada variable.
Tabla 7. Rangos de operación de las variables independientes
Nivel Tiempo de
germinación, horas
Tamaño de
partícula
Temperatura de
extracción, °C
Bajo 36 Entero 65
Medio 48 Triturado 70
Alto 60 Harina 75
4.4.13. Cuantificación del pH. Luego de 15 días de haber sido envasada la bebida, se
realizó el análisis empleando el procedimiento establecido en la norma NTE INEN 2325.

27
5. DATOS EXPERIMENTALES
5.1. Variación del peso en función del tiempo (Remojo)
La tabla 8 muestra el incremento del peso en función del tiempo debido a la absorción de
agua hasta alcanzar la humedad ideal para la germinación del grano.
Tabla 8. Variación del peso del grano en función del tiempo
Tiempo, h Masa, g
R 1 R 2 R 3
0 10,0034 10,0064 10,0080
1 12,2891 12,3087 12,3051
2 12,9243 12,9623 12,9623
3 13,5547 13,5921 13,5887
4 14,2499 14,2503 14,2492
5 15,0201 15,0349 15,0312
6 15,7782 15,7831 15,7797
7 16,5073 16,5136 16,5102
8 17,3369 17,3699 17,3674
9 18,0893 18,0562 18,0573
5.2. Variación del peso en función del tiempo durante el secado
En la tabla 9 se muestran los valores de la variación de peso, obtenidos del análisis
termogravimétrico TGA, aplicando un método térmico-dinámico para cuantificar el
tiempo de secado hasta llegar a la humedad ideal.

28
Tabla 9. Variación del peso durante el Secado
Tiempo, min Temperatura, °C Masa, mg
0 55 29,8630
5 55 28,4600
10 55 26,9894
15 55 25,6075
20 55 24,3318
25 71 23,0440
30 71 20,9843
35 80 19,1278
40 80 17,7678
45 80 17,2543
En la figura 7 se observa el comportamiento del secado del grano germinado de quinua
mediante un análisis termogravimétrico.
Figura 7. Pérdida de masa del grano de quinua durante el Secado
5.3. Datos del tamaño de partícula, granulometría.
5.3.1. Tamaño de partícula grano triturado. A continuación, se muestra los valores
de granulometría del grano triturado obtenidos del análisis en el equipo Camsizer P4.
15,00
17,00
19,00
21,00
23,00
25,00
27,00
29,00
31,00
0 5 10 15 20 25 30 35 40 45 50
Mas
a, m
g
Tiempo, min
Pérdida de masa = f (Tiempo)
Temp 55 °C Temp 71 °C Temp 80 °C

29
Tabla 10. Granulometría grano de quinua triturado
Clase de
tamaño mm p3 (%) Q3 (%)
< 0,4000 1,52 1,52
0,4000 0,6000 4,38 5,9
0,6000 0,8000 10,14 16,04
0,8000 1,0000 16,59 32,63
1,0000 1,2000 19,56 52,19
1,2000 1,4000 16,09 68,28
1,4000 1,6000 12,63 80,91
1,6000 1,8000 9,69 90,6
1,8000 2,0000 6,59 97,19
>2,0000 2,81 100,00
5.3.2. Tamaño de partícula harina de quinua. A continuación, se muestra los valores
de granulometría de la harina de quinua obtenidos del análisis en el equipo Camsizer P4.
Tabla 11. Granulometría de la harina de la quinua
Clase de
tamaño mm p3 (%) Q3 (%)
< 0,2000 1,88 1,88
0,2000 0,4000 9,87 11,75
0,4000 0,6000 18,10 29,85
0,6000 0,8000 21,16 51,01
0,8000 1,0000 15,91 66,92
1,0000 1,2000 11,53 78,45
1,2000 1,6000 12,97 91,42
>1,6000 --- 8,58 100,00
5.4. Datos obtenidos de las pruebas preliminares.
5.4.1. Datos para la determinación del tiempo de germinación. La tabla 12 muestra
el °Brix para los diferentes tiempos de germinación durante 120 minutos de extracción
empleando el grano de quinua triturado.

30
Tabla 12. °Brix diferentes tiempos de germinación
Tiempo, h Grano
triturado, g Muestra °Brix
24 20
1 7,50
2 7,25
3 7,50
36 20
1 8,50
2 8,50
3 8,25
48 20
1 10,25
2 10,00
3 10,25
60 20
1 8,75
2 8,75
3 8,75
72 20
1 7,50
2 7,75
3 7,50
En la figura 8 se observa el comportamiento del ºBrix en función de diferentes tiempos
de germinación durante el proceso de extracción sólido-líquido.
Figura 8. °Brix en función del tiempo de germinación
4,00
5,00
6,00
7,00
8,00
9,00
10,00
11,00
0 20 40 60 80 100 120 140
°B
rix
Tiempo, Horas
° Brix - Tiempo de germinación
24 horas 36 Horas 48 Horas 60 Horas 72 Horas

31
5.4.2. Datos para la determinación de la temperatura de extracción sólido – líquido.
La tabla 13 muestra el °Brix para las diferentes temperaturas de extracción sólido - líquido
durante 120 minutos, empleando el grano triturado, y adoptando el tiempo de germinación
de 48 horas, debido que éste genera mayor cantidad de azucares (ver tabla 12).
Tabla 13. °Brix diferentes temperaturas de extracción sólido – líquido
Temperatura, °C Grano
triturado, g Muestra ° Brix
60 20
1 7,75
2 7,50
3 7,50
65 20
1 9,25
2 9,50
3 9,25
70 20
1 9,25
2 9,00
3 9,00
75 20
1 9,00
2 8,75
3 8,75
80 20
1 8,00
2 8,25
3 8,25
En la figura 9 se observa el comportamiento del ºBrix en función de las diferentes
temperaturas durante el proceso de extracción sólido-líquido.

32
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 20 40 60 80 100 120 140
°Bri
x
Tiempo, min
° Brix - Temperatuta de extracción
Temp 60 Temp 65 Temp 70 Temp 75 Temp 80
Figura 9. °Brix en función de la temperatura de extracción sólido – líquido
5.5. Datos del diseño experimental.
En la tabla 14 se muestran los valores obtenidos de acuerdo al diseño experimental
establecido para un tiempo de reacción de 120 minutos.
Tabla 14. Datos diseño experimental
Muestra N°
Repet.
° Brix
final Muestra
N°
Repet.
° Brix
final
M1
1 5,00
M15
1 10,75
2 5,25 2 10,75
3 5,00 3 10,75
M2
1 5,00
M16
1 11,25
2 5,25 2 11,25
3 5,50 3 11,50
M3
1 5,00
M17
1 11,00
2 5,00 2 11,00
3 5,00 3 11,00
M4
1 10,25
M18
1 11,00
2 10,50 2 10,75
3 10,25 3 10,75

33
Continuación Tabla 14
Muestra N°
Repet.
° Brix
final Muestra
N°
Repet.
° Brix
final
M5
1 10,75
M19
1 6,25
2 10,75 2 6,75
3 10,75 3 6,50
M6
1 10,50
M20
1 4,75
2 10,50 2 5,00
3 10,50 3 4,75
M7
1 11,25
M21
1 5,00
2 11,25 2 5,00
3 11,00 3 5,00
M8
1 11,75
M22
1 10,25
2 11,25 2 11,00
3 11,25 3 11,25
M9
1 10,75
M23
1 10,50
2 11,50 2 10,50
3 11,50 3 11,75
M10
1 5,25
M24
1 10,75
2 6,00 2 11,00
3 6,00 3 10,75
M11
1 6,00
M25
1 11,25
2 6,25 2 11,75
3 6,25 3 11,25
M12
1 5,50
M26
1 11,75
2 5,50 2 11,75
3 5,75 3 11,50
M13
1 10,75
M27
1 11,25
2 10,75 2 11,00
3 10,75 3 11,00
M14
1 10,75
2 10,50
3 10,50
5.6. Datos del proceso de fermentación (Densidad relativa)
En la tabla 15 se muestran los datos para el cálculo de la densidad relativa del destilado
de la bebida de acuerdo a la norma NTE INEN 2322, método volumétrico.

34
Tabla 15. Datos para el cálculo de la densidad relativa de las bebidas
Días Picnómetro
vacío, g
Picnómetro
+ agua, g
Picnómetro + muestra, g
Bebida 1 Bebida 2 Bebida 3
1
21,4438 46,8475
46,7670 46,7636 46,7786
2 46,7406 46,7441 46,7490
3 46,7260 46,7289 46,7336
4 46,7187 46,7229 46,7286
5 46,7115 46,7090 46,7122
6 46,7056 46,7100 46,7142
7 46,7073 46,7097 46,7110
8 46,7040 46,7052 46,7061
9 46,7045 46,7049 46,7063

35
6. CÁLCULOS
6.1. Incremento de humedad en la etapa de remojo y disminución de la humedad
en la etapa de secado del grano.
% 𝑯𝒖𝒎𝒆𝒅𝒂𝒅 =𝑊1−𝑊2
𝑊1∗ 100 (1)
Dónde: W1= masa muestra húmeda
W2 = masa muestra seca
Cálculo modelo para el incremento de humedad en la etapa de remojo durante
1 hora
% 𝑯𝒖𝒎𝒆𝒅𝒂𝒅 =12,2891 − 10,0034
12,2891∗ 100
% 𝑯𝒖𝒎𝒆𝒅𝒂𝒅 = 18,6
Cálculo modelo para la disminución de humedad en la etapa de secado durante
25 min y 55 °C
% 𝑯𝒖𝒎𝒆𝒅𝒂𝒅 =29,8630 − 23,0440
29,8630∗ 100
% 𝑯𝒖𝒎𝒆𝒅𝒂𝒅 = 22,83
6.2. Cálculos del amargor IBU (Unidad Internacional del Amargor).
IBUs (International Bitterness Units), representa una unidad de medida internacional de
amargor, y representa la cantidad de iso-alpha-ácidos disueltos en la cerveza.
36
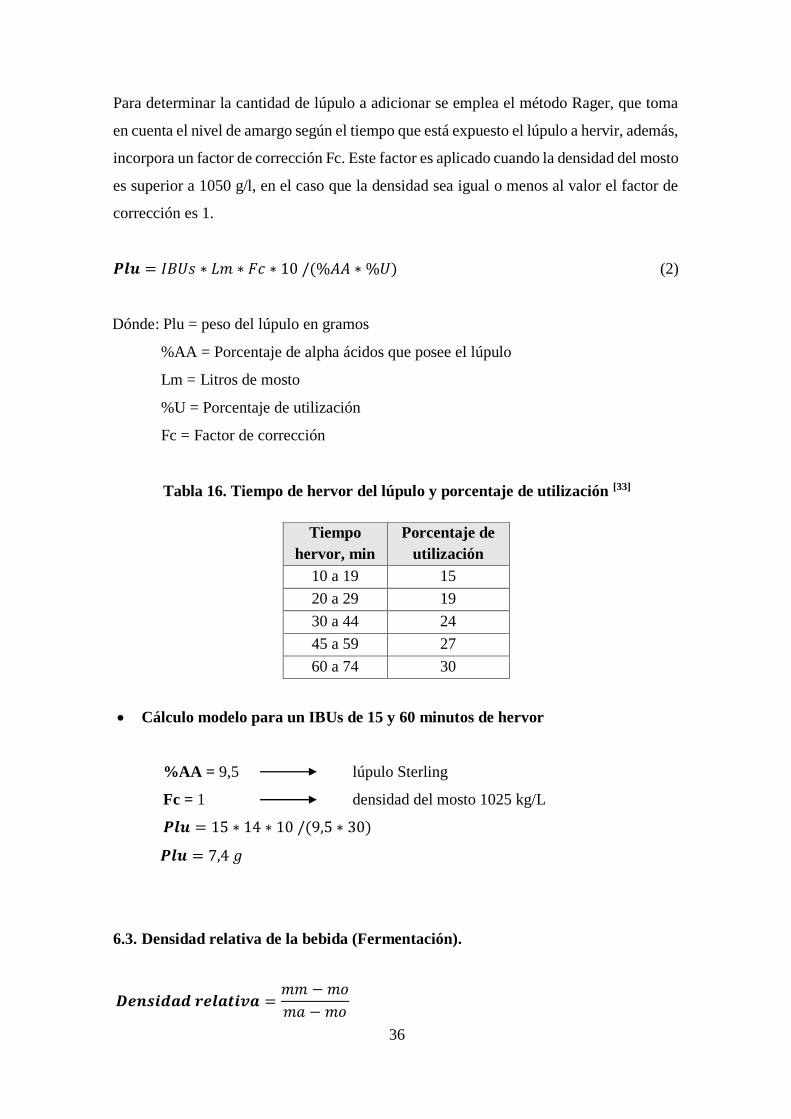
Para determinar la cantidad de lúpulo a adicionar se emplea el método Rager, que toma
en cuenta el nivel de amargo según el tiempo que está expuesto el lúpulo a hervir, además,
incorpora un factor de corrección Fc. Este factor es aplicado cuando la densidad del mosto
es superior a 1050 g/l, en el caso que la densidad sea igual o menos al valor el factor de
corrección es 1.
𝑷𝒍𝒖 = 𝐼𝐵𝑈𝑠 ∗ 𝐿𝑚 ∗ 𝐹𝑐 ∗ 10 /(%𝐴𝐴 ∗ %𝑈) (2)
Dónde: Plu = peso del lúpulo en gramos
%AA = Porcentaje de alpha ácidos que posee el lúpulo
Lm = Litros de mosto
%U = Porcentaje de utilización
Fc = Factor de corrección
Tabla 16. Tiempo de hervor del lúpulo y porcentaje de utilización [33]
Tiempo
hervor, min
Porcentaje de
utilización
10 a 19 15
20 a 29 19
30 a 44 24
45 a 59 27
60 a 74 30
Cálculo modelo para un IBUs de 15 y 60 minutos de hervor
%AA = 9,5 lúpulo Sterling
Fc = 1 densidad del mosto 1025 kg/L
𝑷𝒍𝒖 = 15 ∗ 14 ∗ 10 /(9,5 ∗ 30)
𝑷𝒍𝒖 = 7,4 𝑔
6.3. Densidad relativa de la bebida (Fermentación).
𝑫𝒆𝒏𝒔𝒊𝒅𝒂𝒅 𝒓𝒆𝒍𝒂𝒕𝒊𝒗𝒂 =𝑚𝑚 −𝑚𝑜
𝑚𝑎 − 𝑚𝑜

37
Dónde: mo = Peso del picnómetro vacío
mm = Peso del picnómetro + muestra
ma = Peso del picnómetro + agua
Cálculo modela bebida 1 n = 1
𝑫𝒆𝒏𝒔𝒊𝒅𝒂𝒅 𝒓𝒆𝒍𝒂𝒕𝒊𝒗𝒂 =46,7670 − 21,4438
46,8475 − 21,4438
𝑫𝒆𝒏𝒔𝒊𝒅𝒂𝒅 𝒓𝒆𝒍𝒂𝒕𝒊𝒗𝒂 = 0,99683
6.4. Análisis estadístico.
Para analizar los resultados del diseño experimental, se utilizó el software estadístico
Statgraphics Centurion XVI, se efectuó un análisis de varianza, que muestra el efecto de
los factores en la variable respuesta.
Tabla 17. Codificación de los factores para el diseño estadístico
Factor Notación
Tiempo de germinación A
Tamaño de partícula B
Temperatura de extracción C
6.4.1. Cálculo de ANOVA para tres factores. El modelo estadístico para un diseño
factorial 3k, permite analizar el efecto individual de cada factor y de la interacción sobre
la variable de respuesta.
Tabla 18. ANOVA diseño estadístico factorial 33
Fuente Suma
cuadrados
Grados de
libertad
Cuadrados
medios
Estadístico
de Fisher Valor-p
Factor A SCA a-1 CMA CMA/CMR P(F>Fcr)
Factor B SCB b-1 CMB CMB/ CMR P(F>Fcr)

38
Continuación Tabla 18
Fuente Suma
cuadrados
Grados de
libertad
Cuadrados
medios
Estadístico
de Fisher Valor-p
Factor C SCC c-1 CMC CMC/ CMR P(F>Fcr)
Factor AB SC (AB) (a-1)(b-1) CM (AB) CM (AB)/ CMR P(F>Fcr)
Factor AC SC (AC) (a-1)(c-1) CM (AC) CM (AC) /
CMR P(F>Fcr)
Factor CB SC (CB) (c-1)(b-1) CM (CB) CM (CB) /
CMR P(F>Fcr)
Factor
ABC SC (ABC) (a-1)(b-1)(c-1) CM(ABC)
CM (ABC)/
CMR P(F>Fcr)
Residual SCR abc (n-1) CMR
Total SCT abc -1 CMT
6.4.2. Prueba de hipótesis estadística. Permite analizar estadísticamente si cada uno de
los factores que intervienen en la experimentación son significativos en la obtención de
la mayor cantidad de azúcares (°Brix). Se trabaja con un coeficiente de confianza del 95%
y un nivel de significancia del 5%.
Hipótesis Tiempo de germinación
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tiempo de germinación (A).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tiempo de germinación (A).
Hipótesis Tamaño de partícula
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tamaño de partícula (B).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tamaño de partícula (B).

39
Hipótesis Temperatura de extracción sólido - líquido
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto de la temperatura de extracción (C).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto de la temperatura de extracción (C).
Hipótesis interacción Tiempo de germinación-Tamaño de partícula
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tiempo de germinación-tamaño de partícula (AB).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tiempo de germinación-tamaño de
partícula (AB).
Hipótesis interacción Tiempo de germinación-Temperatura de extracción sólido -
líquido
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tiempo de germinación-temperatura de extracción (AC).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tiempo de germinación-temperatura de
extracción (AC).
Hipótesis interacción Tamaño de partícula-Temperatura de extracción sólido -
líquido
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tamaño de partícula-temperatura de extracción (BC).

40
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tamaño de partícula-temperatura de
extracción (BC).
Hipótesis interacción Tiempo de germinación-Tamaño de partícula-Temperatura
de extracción sólido - líquido
Hipótesis nula (Ho): Existe variación significativa en el valor de la concentración de
azúcares, debido al efecto del tiempo de germinación-tamaño de partícula-temperatura de
extracción (ABC).
Hipótesis alternativa (H1): No existe variación significativa en el valor de la
concentración de azúcares, debido al efecto del tiempo de germinación-tamaño de
partícula-temperatura de extracción (ABC).

41
7. RESULTADOS
7.1. Tiempo de remojo.
En la tabla 19 se muestra el tiempo en que tardo el grano de quinua en alcanzar la humedad
ideal de 45%, indispensable para el proceso de germinación.
Tabla 19. Resultados del incremento de humedad en función del tiempo
Tiempo,
h
% Humedad
R1 R2 R3
1 18,59 19,34 18,67
2 22,62 23,26 22,79
3 26,21 26,79 26,35
4 29,76 30,15 29,76
5 33,41 33,78 33,42
6 36,56 36,91 36,58
7 39,40 39,57 39,38
8 42,34 42,54 42,37
9 44,71 44,72 44,51
7.2. Secado del grano.
En la tabla 20 se muestra el tiempo de secado del grano de quinua, para los rangos de
temperatura y humedad establecidos. El secado tiene el propósito de detener las
reacciones enzimáticas.

42
Tabla 20. Método térmico dinámico de secado Equipo TGA
Proceso Unidad Valor
Dinámico 25 a 55 °C/min 20
Isotérmico 55 °C minutos 25
Dinámico 55 a 71 °C/min 20
Isotérmico 71 °C minutos 9
Dinámico 55 a 71 °C/min 20
Isotérmico 80 °C minutos 11
La figura 10, muestra el esquema de un método térmico-dinámico de secado para el grano
de quinua.
Figura 10. Proceso térmico dinámico de secado
Tabla 21. Tiempo de secado en función de la temperatura y humedad ideal del grano
Tiempo,
min
Temperatura,
°C
% Humedad
eliminada
% Humedad
final
0 55 0,00 45,00
5 55 4,70 40,30
10 55 9,62 35,38
15 55 14,25 30,75
20 55 18,52 26,48
25 55 22,83 22,17
30 71 29,73 15,27
35 80 35,95 9,05
40 80 40,50 4,50
45 80 42,22 2,78
0
20
40
60
80
100
0 10 20 30 40 50
Tem
per
atura
, °C
Tiempo, min
Proceso Térmico Dinámico - Termogravimetría
TGA
Temp 55 °C temp 71 °C Temp 80 °C

43
7.3. Cantidad de Lúpulo Unidad Internacional del Amargo (IBUs).
La tabla 22 muestra la cantidad de lúpulo en gramos que se debe añadir en los diferentes
tiempos de cocción del mosto para que la bebida alcance un amargor de 26 IBUs.
Tabla 22. Gramos de lúpulo (26 IBUs)
Tiempo de
ebullición, min IBUs Lúpulo, g
60 15 7,4
45 8 4,4
5 3 4,4
Total 26 16,2
7.4. Resultados del proceso de fermentación.
7.4.1. Densidad relativa de las bebidas alcohólicas
Tabla 23. Densidad relativa bebidas alcohólicas
Días Densidad relativa
Bebida 1 Bebida 2 Bebida 3
1 0,99683 0,99670 0,99729
2 0,99579 0,99593 0,99612
3 0,99522 0,99533 0,99552
4 0,99493 0,99510 0,99532
5 0,99465 0,99455 0,99467
6 0,99441 0,99459 0,99475
7 0,99448 0,99458 0,99463
8 0,99435 0,99440 0,99443
9 0,99437 0,99439 0,99444
7.4.2. Grado alcohólico de las bebidas. A continuación, se muestran los resultados del
grado alcohólico en función del tiempo para las bebidas a partir del grano de quinua,
mediante el método volumétrico establecido en la norma NTE INEN 2322 y por
cromatografía líquida (HPLC).

44
Tabla 24. Grado alcohólico de las bebidas
Grado alcohólico
Días Método volumétrico Cromatografía líquida
Bebida 1 Bebida 2 Bebida 3 Bebida 1 Bebida 2 Bebida 3
1 2,14 2,23 1,83 2,22 2,42 2,09
2 2,89 2,77 2,64 2,95 2,98 2,96
3 3,27 3,19 3,06 3,40 3,41 3,41
4 3,47 3,35 3,20 3,56 3,58 3,59
5 3,67 3,74 3,66 3,75 3,77 3,94
6 3,84 3,71 3,60 3,95 3,97 3,84
7 3,79 3,72 3,69 3,87 3,89 3,77
8 3,89 3,85 3,83 3,96 3,97 3,96
9 3,88 3,86 3,83 3,95 3,97 3,97
Figura 11. Grado alcohólico Método Volumétrico
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
0 1 2 3 4 5 6 7 8 9 10
°G
L
Dias
° GL f = (Tiempo)
Bebida 1 Bebida 2 Bebida 3

45
Figura 12. Grado alcohólico Método por Cromatografía
7.5. Caracterización de las bebidas alcohólicas.
7.5.1. Caracterización fisicoquímica. La caracterización fisicoquímica se realiza a los
15 días de ser envasadas las bebidas. A continuación, se presentan los valores obtenidos
con respecto al contenido de alcohol, acidez total y pH de cada una de las bebidas a partir
de la quinua según su normativa.
Tabla 25. Propiedades fisicoquímicas Bebida 1
Requisito Unidad Mínimo Máxima Valor Método
Contenido alcohólico
a 20 °C %(v/v) 1,0 10,0 4,08 NTE INEN 2322
Acidez total % (Ac.
Láctico) --- 0,3 0,37 NTE INEN 341
pH --- 3,5 4,8 4,13 NTE INEN 2325
Tabla 26. Propiedades fisicoquímicas Bebida 2
Requisito Unidad Mínimo Máximo Valor Método
Contenido alcohólico
a 20 °C %(v/v) 1,0 10,0 4,10 NTE INEN 2322
Acidez total % (Ac.
Láctico) --- 0,3 0,37 NTE INEN 341
pH --- 3,5 4,8 3,88 NTE INEN 2325
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
0 1 2 3 4 5 6 7 8 9 10
°G
L
Días
° GL = f (Tiempo)
Bebida 1 Bebida 2 Bebida 3

46
Tabla 27. Propiedades fisicoquímicas Bebida 3
Requisito Unidad Mínimo Máximo Valor Método
Contenido alcohólico
a 20 °C %(v/v) 1,0 10,0 4,13 NTE INEN 2322
Acidez total % (Ac.
Láctico) --- 0,3 0,39 NTE INEN 341
pH --- 3,5 4,8 4,21 NTE INEN 2325
7.5.2. Caracterización microbiológica. La caracterización microbiológica se realiza a
los 15 días de ser envasadas las bebidas, en los laboratorios de ensayo de Multianalítyca
Cía. Ltda – Acreditación Nº OAE LE C 09-008. A continuación, se presentan los valores
obtenidos del recuento de microrganismos anaerobios, mohos y levaduras de cada una de
las bebidas alcohólicas a partir de la quinua según su normativa.
Tabla 28. Caracterización microbiología Bebida 1
Requisito Unidad Mínimo Máximo Valor Método
Microorganismos
anaerobios UFC/ml --- 10 <10 AOAC 990.12
Recuento de Mohos UFC/ml --- 10 <10 AOAC 997.02
Recuento de Levaduras UFC/ml --- 10 2,6*105 AOAC 997.02
Tabla 29. Caracterización microbiología Bebida 2
Requisito Unidad Mínimo Máximo Valor Método
Microorganismos
anaerobios UFC/ml --- 10 <10 AOAC 990.12
Recuento de Mohos UFC/ml --- 10 <10 AOAC 997.02
Recuento de Levaduras UFC/ml --- 10 2,0*103 AOAC 997.02
Tabla 30. Caracterización microbiología Bebida 3
Requisito Unidad Mínimo Máximo Valor Método
Microorganismos
anaerobios UFC/ml --- 10 <10 AOAC 990.12
Recuento de Mohos UFC/ml --- 10 <10 AOAC 997.02
Recuento de Levaduras UFC/ml --- 10 5,8*105 AOAC 997.02

47
7.6. Análisis estadístico.
Tabla 31. Análisis de varianza del Diseño experimental
Fuente Suma de
Cuadrados Gl
Cuadrado
Medio Razón-F Valor-P
Efectos principales
A: Tiempo
Germinación 0,770062 2 0,385031 0,69 0,5059
B: Tamaño
Partícula 533,08 2 266,54 477,78 0,0000
C: Temperatura
Extracción 0,635802 2 0,317901 0,57 0,5690
Interacciones
AB 2,63272 4 0,658179 1,18 0,3301
AC 0,243827 4 0,0609568 0,11 0,9788
BC 4,79475 4 1,19869 2,15 0,0873
ABC 8,53395 8 1,06674 1,91 0,0769
Residuos 30,125 27 0,55787
Total (Corregido) 580,816 53
La tabla 31 descompone la variabilidad de la cantidad de azúcares, °Brix final en
contribuciones debidas a varios factores. Puesto que se ha escogido la suma de cuadrados
Tipo III, la contribución de cada factor se mide eliminando los efectos de los demás
factores. Los valores-P prueban la significancia estadística de cada uno de los factores.
El tamaño de partícula, tienen un valor-P menor a 0,05; por lo tanto, se establece que es
una variable que influye significativamente en la obtención de azúcares, °Brix final. Por
el contrario, el tiempo de germinación y temperatura de extracción sólido - líquido y sus
interacciones tiene un valor-P mayor a 0,05; por lo que estas variables no intervienen
significativamente en el proceso.
De acuerdo con la tabla 31, se acepta la hipótesis nula con respecto al tamaño de partícula,
debido a que esta variable sí tiene incidencia en la cantidad final de azúcares. Por el
contrario, para el tiempo de germinación, temperatura de extracción sólido - líquido y las
interacciones AB, AC, BC, ABC se acepta la hipótesis alternativa.

48
Figura 13. Efectos principales de la concentración final de azúcares
7.6.1. Condiciones óptimas del proceso. Las condiciones óptimas para la obtención de
azúcares se obtuvieron mediante el programa estadístico STATGRAPHICS.
Figura 14. Superficie de respuesta
Tabla 32. Condiciones óptimas del proceso
Factor Óptimo
Tiempo de germinación, horas 47,75
Tamaño de partícula Harina
Temperatura de extracción
sólido - líquido, °C 70,53
Tiempo Germinación
36 60
Tamaño Particula
1 3
Temperatura Maceración
65 75
Gráfica de Efectos Principales para °Brix
5,7
7,7
9,7
11,7
13,7
°Bri
x
Superficie de Respuesta Estimada
Temperatura Maceración=70,0
36 40 44 48 52 56 60
Tiempo Germinación
11,4
1,82,2
2,63
Tamaño Particula
4,7
6,7
8,7
10,7
12,7
°Bri
x

49
Tabla 33. Dato óptimo de la concentración de azúcares finales ° Brix
Respuesta Óptimo
Concentración final de azúcares 11,72
7.7. Análisis organoléptico
Es una técnica de carácter cualitativo, en la que interviene los sentidos permitiendo
describir las propiedades físicas de un producto y así determinar su aceptabilidad. El
análisis organoléptico se realizó a 25 personas.
7.7.1. Porcentaje de criterios. Para el análisis organoléptico se hace referencia a los
siguientes atributos: olor, aspecto y sabor amargo; que se encuentran en la hoja de
evaluación sensorial. (Anexo G)
Tabla 34. Porcentaje de criterios en cuanto al olor
Atributo Bebida 1 % Bebida 2 % Bebida 3 %
Inexistente (Sin olor) 0 0 0
Olor insuficiente 20 4 8
Característico (análogo a cerveza) 68 64 52
Acentuado 12 24 40
Intenso 0 8 0
Tabla 35. Porcentaje de criterios en cuanto al aspecto de las bebidas
Atributo Bebida 1 % Bebida 2 % Bebida 3 %
Opaco (No permite ver a través de ella) 12 4 8
Turbia (Partículas en suspensión) 36 20 48
Clara (No se observa partículas en
suspensión) 44 60 36
Cristalina y transparente 8 16 8

50
Tabla 36. Porcentaje de criterios en cuanto al sabor amargo
Atributo Bebida 1 % Bebida 2 % Bebida 3 %
Ligero 32 0 0
Perceptible 44 8 20
Característico (análogo a cerveza) 20 24 32
Acentuado 4 44 48
Intenso 0 24 0
7.8. Análisis de costos
En las tablas 37 y 38 se observan los costos variables para la elaboración de una bebida
de bajo grado alcohólico a partir de la quinua y de una cerveza artesanal. El costo de
producción corresponde a un lote de 15 litros.
Tabla 37. Costos variables para la elaboración de una bebida a partir del grano de
quinua
INGREDIENTES UNIDAD CANTIDAD PRECIO ($)
Quinua g 2500 2,38
Levadura SAFELE S-04 g 8 1,18
Lúpulo g 18 0,88
Azúcar g 112,5 0,14
Costo de Agua L 15 6,00
Envase de vidrio 330ml 42 18,00
Tapas corona 42 3,00
TOTAL 31,58
Tabla 38. Costos variables para la elaboración de una cerveza artesanal
INGREDIENTES UNIDAD CANTIDAD PRECIO ($)
Cebada g 2500 7,50
Levadura SAFELE S-04 g 8 1,18
Lúpulo g 18 0,88
Azúcar g 112,5 0,14
Costo de Agua L 15 6,00
Envase de vidrio 330ml 42 18,00
Tapas corona 42 3,00
TOTAL 36,70

51
Según los costos variables para la producción de una bebida de bajo grado alcohólico a
partir de la quinua, se estima un valor unitario de 0,67 ctvs. Por otro lado, el valor unitario
de producción de una cerveza artesanal es de 0,87 ctvs. Estos valores corresponden a una
presentación de 330 ml de cada bebida.

52
8. DISCUSIÓN
Mediante la técnica de superficie de respuesta (Grafico 9), se identifican los valores
que permiten obtener la mayor cantidad de azúcares (11,72 °Brix) durante el
proceso. El tiempo óptimo de germinación corresponde a 47,75 horas y en la etapa
de extracción sólido - líquido los valores óptimos de las variables: temperatura de
extracción y tamaño de partícula son: 70,53 °C y 0,4 a 0,8 mm respectivamente.
Por el contrario, al realizar la experimentación se obtuvo 11,75 °Brix con las
siguientes condiciones: tiempo de germinación 60 horas, temperatura de extracción
70 °C y tamaño de partícula entre 0,8 y 1,2 mm.
La diferencia entre los tiempos de germinación y el tamaño de partícula se debe a
que esta técnica optimiza el proceso, maximizando la variable de respuesta y como
consecuencia minimizando los costos de producción de las bebidas.
Es indispensable realizar un estricto control de la temperatura durante la extracción
sólido - líquido, puesto que permite un eficiente trabajo enzimático alcanzando
mayores concentraciones de azúcares. De igual manera en el periodo de
fermentación, ya que un descenso en la temperatura ocasiona una fermentación
lenta; es decir, una disminución de la capacidad fermentativa de la levadura y una
restricción en su crecimiento.
Un tamaño de partícula comprendido entre 0,4 a 0,8 mm genera una mayor cantidad
de azúcares, en comparación al grano entero y triturado. Sin embargo, presenta una
desventaja que afecta directamente al proceso de filtración debido a que las
partículas taponan los poros del medio filtrante formando una torta con poca
porosidad impidiendo la operación.

53
En las tablas 25, 26 y 27 se observa los resultados de las pruebas de caracterización
fisicoquímica: grado alcohólico, acidez total y pH para cada bebida. Los valores
obtenidos con respecto al grado alcohólico y pH se encuentran dentro del rango
establecido en las normas NTE INEN 2322 y NTE INEN 2325. En cuanto a la
acidez total, estos sobrepasan los valores establecidos por la norma NTE INEN
2323. Esto no es impedimento para su consumo, ya que este incremento en la acidez
genera aromas dulces modificando su aroma.
El análisis microbiológico permite valorar la calidad sanitaria de las bebidas, la cual
puede verse comprometida durante el proceso de elaboración. En las tablas 28, 29
y 30 se observan los resultados respecto al recuento de microorganismos aerobios
y mohos. Estos valores se encuentran por debajo del valor establecido (10 UFC/ml)
en las normas AOAC 990.12 y AOAC 990.02.
Por el contario el contenido de levaduras sobrepasa el valor máximo estipulado en
la norma AOAC 990.02. Esto se debe a que las bebidas no pasaron por un proceso
de pasteurización, dando como consecuencia la proliferación de levaduras durante
la maduración de las mismas. Sin embargo, este incremento en el contenido de
levaduras no es un impedimento para su consumo.
Mediante el análisis organoléptico se valora la aceptación de las bebidas al ser
degustadas. En la tabla 36 podemos observar que las tres bebidas ostentan diferentes
intensidades con respecto al sabor amargo, pese a tener la misma cantidad de lúpulo,
es así que la bebida 2 posee un sabor más acentuado con respecto a las otras bebidas.
Esto se debe a la presencia de diferentes proporciones de malta Ámbar,
indispensable para producir diferentes tonalidades desde un amarillo ámbar hasta
marrones rojizos.

54
9. CONCLUSIONES
Se obtuvieron bebidas de bajo grado alcohólico a partir del grano de quinua con un
contenido de alcohol aproximadamente de 4% en volumen, utilizando un proceso
similar al de la elaboración de cerveza artesanal.
Los análisis organolépticos muestran que las bebidas poseen características
similares a la cerveza. Adquirieron una gama de matices desde amarillo ámbar hasta
marrones rojizos, de aspecto claro con pocas partículas en suspensión y con una
espuma persistente y estable en su superficie debido a la presencia de dióxido de
carbono disuelto en el líquido, el mismo que se generó durante el proceso de
carbonatación. Las bebidas presentan diferentes intensidades con respecto al sabor
amargo pasando por el característico de una cerveza hasta un amargo más
acentuado.
Mediante la técnica de superficie de respuesta se obtuvieron las condiciones
óptimas del proceso, las cuales corresponden a 47,75 horas de germinación, un
tamaño de partícula comprendido entre 0,4 a 0,8 mm y 70,53 °C en la etapa de
extracción sólido - líquido, obteniéndose aproximadamente 11, 72 °Brix.
Las variables en el malteado del grano son: tiempo de remojo comprendido entre 8
a 9 horas, posteriormente un tiempo de secado de 45 minutos. Este último tiempo
está divido en tres etapas, la primera corresponde a un secado superficial a una
temperatura de 55 °C por 25 minutos hasta alcanzar una humedad de 23%, la
segunda corresponde al secado interno a una temperatura de 71 °C por 9 minutos
hasta alcanzar una humedad de 12% y finalmente un secado a una temperatura de
80 °C por 11 minutos disminuyendo la humedad hasta 3% donde el grano malteado
adquiere una variedad de sabores.

55
El tamaño de partícula es una variable que influye directamente en el proceso. Al
observar el grafico 8, podemos identificar que entre más pequeña es la partícula
mayor cantidad de azúcares se obtiene para la fermentación. Esto se debe a que
existe una mayor área de contacto, permitiendo transformar una mayor cantidad de
carbohidratos en azúcares.
El proceso de elaboración de una bebida alcohólica a partir del grano de quinua es
más eficiente en comparación al de una cerveza artesanal, debido a que el tiempo
de germinación es menor. El tiempo óptimo de germinación de la quinua es de 2
días, mientras que el de la cebada cervecera es de 5 a 6 días dependiendo de la
variedad.
De acuerdo con los resultados de los análisis fisicoquímicos y microbiológicos
realizados a las bebidas a base de quinua, se determina que las mismas son aptas
para el consumo humano; debido a que sus valores se encuentran dentro de los
niveles establecidos según la norma NTE INEN 2262 “Requisitos fisicoquímicos y
microbiológicos de la Cerveza”.
De acuerdo al análisis organoléptico, se identificó que las bebidas presentan los
siguientes atributos: un olor similar y/o característico al de una cerveza, un aspecto
claro; es decir, no se observan partículas en suspensión y un sabor amargo más
acentuado que el característico de una cerveza.
De acuerdo al análisis de costos, se identifica que la bebida a partir de quinua tiene
un costo de producción menor en comparación al de una cerveza artesanal, siendo
así más rentable pese a tener el mismo proceso de elaboración.
De acuerdo al análisis de costos, se observa que la diferencia en el costo de
producción de una bebida a base de quinua y una cerveza artesanal está
directamente relacionado con el precio del grano malteado. El precio de la quinua
en el mercado nacional es un 31% más barato con respecto a la cebaba cervecera.

56
10. RECOMENDACIONES
Realizar el proceso de gasificación del producto madurado mediante el empleo de
un gasificador y un dosificador de CO2.
Realizar un proceso de fluidización en la etapa de extracción solido líquido, con la
finalidad de disminuir el tiempo de extracción.
Realizar la pasteurización adecuada de los productos elaborados, para evitar su
contaminación, detener la proliferación de levaduras y aumentar su tiempo de vida
útil.
Mejorar el proceso de filtración con la incorporación de coadyuvantes, además,
realizar un estudio de la concentración optima del coadyuvante.
Realizar esta investigación utilizando una planta piloto y así comprobar si el
proceso y las cualidades de las bebidas son reproducible.
Realizar el proceso de fermentación empleado un tipo de levara de fermentación
baja, con la finalidad de identificar si existen cambios en sus propiedades
organolépticos, fisicoquímicas y microbiológicos.
Al ser un proceso viable y tener aceptación, se recomiendo realizar un estudio de
factibilidad para determinar la posibilidad de producir las bebidas a nivel industrial.
Utilizar el grano sobrante (Afrecho) con la finalidad de realizar un estudio de
remediación de suelos contaminado. Debido a que este medio es ideal para que se
reproduzcan las bacterias que degradan los hidrocarburos que conformas las
gasolinas y aceites.

57
CITAS BIBLIOGRÁFICAS
[1] FAO, Organización de las Naciones Unidas para la Alimentación y la Agricultura.
Valor nutricional - International Year of Quinoa 2013 [en línea]. [Fecha de
consulta: 12 de marzo 2016]. Disponible en:
http://www.fao.org/quinoa-2013/what-is-quinoa/nutritional-value/es/
[2] MINISTERIO DE AGRICULTURA CHILE. Decreto Nº 78, LEY Nº 18.455, fija
normas sobre producción, elaboración y comercialización de alcoholes etílicos,
bebidas alcohólicas y vinagres. [en línea]. [Fecha de consulta: 4 de agosto 2016].
Disponible en: http://www.sag.gob.cl/sites/default/files/decreto_78_1986.pdf
[3] CÓDIGO ALIMENTARIO ARGENTINO. Capitulo XIII, Bebidas fermentadas
[en línea]. [Fecha de consulta: 4 de agosto 2016]. Disponible en:
http://www.cerveceroscaseros.com.ar/infcerveza.htm
[4] PERALTA, Eduardo. La quinua en el Ecuador – Estado del arte. INIAP
Tunkahuán. Estación Experimental Santa Catalina, Programa Nacional de
Leguminosas y Granos Andinos. INIAP. Plegable N° 345. Quito, Ecuador. 1,
noviembre 2009. p.3
[5] FAO, Organización de las Naciones Unidas para la Alimentación y la Agricultura.
La Quinua: Cultivo milenario para contribuir a la seguridad alimentaria mundial
[en línea]. [Fecha de consulta: 12 de marzo 2016]. Disponible en:
http://www.fao.org/fileadmin/templates/aiq2013/res/es/cultivo_quinua_es.pdf
[6] Secretaria de Seguridad Alimentaria y Nutricional, Investigación sobre el cultivo
de la quinua. Guatemala, 2013. p. 1
[7] FAO, Op. Cit., p. 7

58
[8] NIETO, Carlos, VIMOS, Carlos, MONTEROS, Cecilia, CAICEDO, Carlos y
RIVERA, Marco. INIAP ingapirca e INIAP tunkahuan dos variedades de quinua
de bajo contenido de saponina. [En línea]. Boletín Divulgativo No. 228. Programa
de Cultivos Andinos. Estación Experimental Santa Catalina, INIAP. Ecuador. p
23. [Fecha de consulta: 12 de marzo 2016]. Disponible en :
http://www.iniap.gob.ec/nsite/images/documentos/INIAP%20INGAPERCA%20
e%20INIAP%20TUNKAHUAN%20dos%20variedades%20de%20quinua%20d
e%20bajo%20contenido%20de%20saponina.pdf
[9] PERALTA, Eduardo. La quinua en el Ecuador – Estado del arte. INIAP Instituto
Nacional de Investigaciones Agropecuarias. 2009. p.15
[10] FAO, Organización de las Naciones Unidas para la Alimentación y la Agricultura.
Tendencias y perspectivas del comercio internacional de quinua. 2014. [en línea].
[Fecha de consulta: 6 de julio 2016]. Disponible en:
http://www.fao.org/3/a-i3583s.pdf
[11] PRO ECUADOR, Instituto de Promociones de Exportaciones. Análisis sectorial
Quinua 2015 [en línea]. [Fecha de consulta: 6 de julio 2016]. Disponible en:
http://www.proecuador.gob.ec/wp-
content/uploads/2015/10/PROEC_AS2015_QUINUA2.pdf
[12] GARCIA, Mariano. QUINTERO, Rodolfo y LÓPEZ, Agustín. Biotecnología
Alimentaria. Editorial Limusa, México, 2004. p. 263
[13] ADEY, Roberto. Tomemos un trago. Editorial Everest, Madrid, 2004. p. 22.
[14] RODRIGUEZ, Eduardo y DOMINGUEZ, Rodrigo. Planta piloto para investigar
la tecnologia cervecera. Trabajo de Grado. Ingeniero Químico. Universidad
Central del Ecuador. Escuela de Ingeniería Química. Quito. 1992. p.30
[15] GARCIA, Op. Cit., p. 269

59
[16] BRODERICK, Harold. The practical brewer a manual for the brewing industry.
Editorial Impressions Inc., Madison, 1977. pp. 18 - 27
[17] CASTILLO, Francisco. Guía de cervezas artesanales españolas. Editorial Visión
libros, segunda edición, Madrid, 2014. p. 18
[18] BRODERICK, Op. Cit., p. 231
[19] BRODERICK, Op. Cit., pp. 41 – 52
[20] HERNÁNDEZ, Alicia. Microbiología industrial. Editorial Universidad Estatal a
Distancia, Costa Rica, 2003. p. 119
[21] Ibíd p. 120
[22] RODRÍGUEZ, Víctor y MAGRO, Simón. Bases de la alimentación humana.
Editorial Netbilo, España, 2008. p. 17
[23] HERRERA, Carlos y BOLAÑOS, Nuria. Química de alimentos. Editorial U de
Costa Rica, San José, 2003. p. 56
[24] HERNÁNDEZ, Op. Cit., p. 121
[25] HERNÁNDEZ, Op. Cit., p. 122
[26] Revista MASH, Mash para principiantes 3° Parte. [en línea]. [Fecha de consulta:
14 de marzo 2016]. Disponible en:
http://www.revistamash.com.ar/detalle.php?id=232
[27] RODRIGUEZ, Op. Cit. p. 30
[28] HAENH, Hugo, ―Bioquímica de las Fermentaciones, Primera Edición, Editorial
Aguilar, Madrid, 1956, p. 204.

60
[29] Revista MASH, Fermentación. [en línea]. [Fecha de consulta: 14 de marzo 2016].
Disponible en: http://www.revistamash.com.ar/detalle.php?id=379
[30] TORTORA, Gerard, FUNKE, Berdell y CASE, Christine. Introducción a la
microbiología. Novena Edicion, Editorial Médica Panamericana, Buenos Aires,
2007, pp. 176-177
[31] VILLEGAS, Luis. Reingeniería de la planta de cerveza artesanal Cherusker.
Trabajo de Grado. Ingeniero Químico. Universidad Central del Ecuador. Facultad
de Ingeniería Química. Quito. 2013. p.25
[32] Ibíd. p. 26
61
BIBLIOGRAFÍA
FAO, Oficina Regional para América Latina y el Caribe. Valor nutricional -
International Year of Quinoa 2013.
PRO ECUADOR, Instituto de Promociones de Exportaciones. Análisis sectorial
Quinua 2015.
GARCIA, Mariano. QUINTERO, Rodolfo y LÓPEZ, Agustín. Biotecnología
Alimentaria. Editorial Limusa, México, 2004.
BRODERICK, Harold. The practical brewer a manual for the brewing industry.
Editorial Impressions Inc., Madison, 1977 BRODERICK, Harold. The practical
brewer a manual for the brewing industry. Editorial Impressions Inc., Madison,
1977.
HERNÁNDEZ, Alicia. Microbiología industrial. Editorial Universidad Estatal a
Distancia, Costa Rica, 2003.
CERVECEROS DE ESPAÑA, Libro Blanco de la Cerveza, Madrid, 2001.

62
ANEXOS

63
Anexo A. Bebidas de bajo grado alcohólico a partir de la quinua
Fuente: Laboratorio de Investigación Biotecnología

64
Anexo B. Analizador Termo gravimétrico
Figura B.1. Equipo de termogravimetría TGA 1 (Secado del grano)

65
Anexo C. Tamaños de partícula
Figura C.1. Molino ultracentrífugo (Grano triturado y harina)
Figura C.2. Analizador de tamaño y forma de partícula

66
Anexo D. Determinación grado alcohólico
Figura D.1. Cromatógrafo HPLC-IR

67
Figura D.2. Cromatografía Fermentación Bebida 1
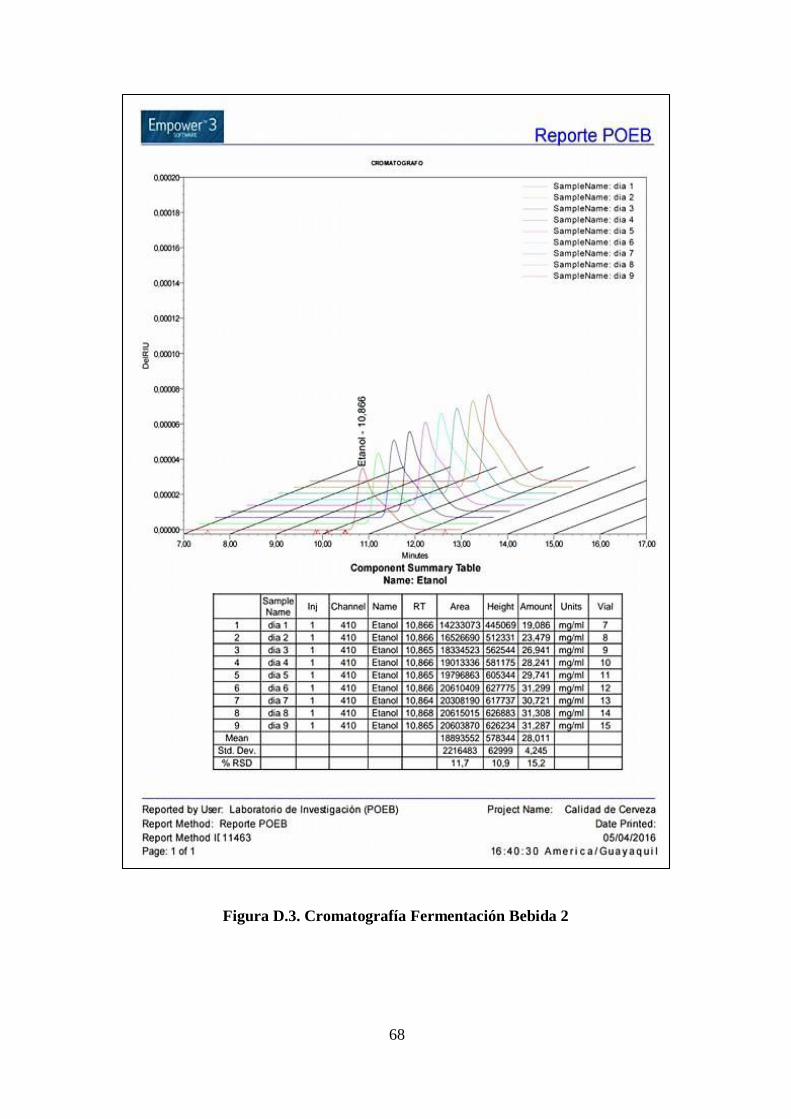
68
Figura D.3. Cromatografía Fermentación Bebida 2

69
Figura D.4. Cromatografía Fermentación Bebida 3

70
Anexo E. Caracterización Microbiológica
Figura E.1. Recuento de aerobios, mohos y levaduras Bebida 1

71
Figura E.2. Recuento de aerobios, mohos y levaduras Bebida 2

72
Figura E.3. Recuento de aerobios, mohos y levaduras Bebida 3

73
Anexo F. Caracterización Fisicoquímica (Acidez)
Figura F.1. Acidez total Bebida 1

74
Figura F.2. Acidez total Bebida 2

75
Figura F.3. Acidez total Bebida 3

76
Anexo G. Análisis organoléptico