UNIVERSIDAD AUTóNOMA METROPOLITANA UNIDAD ETAPALAPA
95
Casa abierta al tiempo UNIVERSIDAD AUTóNOMA METROPOLITANA UNIDAD ETAPALAPA DIVISI~N DE CIENCIAS BÁSICAS E INGENIERÍA LABORATORIO DE PROCESOS Y DISEÑO 111 “PROYECTO TERMINAL” PURIFICACION DE NAFTALENO DESARROLLADO POR: ESPINOSA RIVERA CÉSAR PRADO DE LA PAZ OLGA L. RODRIGUEZ MARTINEZ Junio de 1996
Transcript of UNIVERSIDAD AUTóNOMA METROPOLITANA UNIDAD ETAPALAPA

Casa abierta al tiempo
UNIVERSIDAD AUTóNOMA METROPOLITANA UNIDAD ETAPALAPA
DIVISI~N DE CIENCIAS BÁSICAS E INGENIERÍA
LABORATORIO DE PROCESOS Y DISEÑO 111 “PROYECTO TERMINAL”
PURIFICACION DE NAFTALENO
DESARROLLADO POR:
ESPINOSA RIVERA CÉSAR PRADO DE LA PAZ OLGA L.
RODRIGUEZ MARTINEZ
Junio de 1996

CAPITULO 1. Caracterislicas del najialeno
INTRODUCCION
El proyecto terminal se divide en tres partes: en esta primera parte se investigará acerca
de las características del naftaleno como producto, las cuales incluyen sus propiedades
físicas y químicas, sus aplicaciones, usos directos en la industria así como los productos
químicos de los cuales es precursor, una vez conocidos estos puntos, se puede
determinar en base a su demanda y comercialización en el mercado si es rentable la
producción y purificación del naftaleno .
Se investigarán los distintos métodos de producción y las diferentes materias primas de
las cuales se obtiene para realizar un análisis de las ventajas y desventajas de cada uno y
de esta manera efectuar una selección del proceso de obtención más factible;
En la segunda parte una vez concluida la parte de investigación se procederá a la
experimentación, diseñando el correspondiente proceso seleccionado anteriormente, que
en nuestro caso de investigación corresponderá a la purificación del naftaleno por medio
de la cristalización buscando mejorar la economía del proceso, la presentación, calidad y
pureza del naftaleno como producto de mercado.
En la tercera parte se considerarán los aspectos relacionados particularmente al
proceso de la cristalización que vamos a proponer industrialmente , diseñando ya en
detalle los diagramas de flujo, los materiales de construcción , los balances de materia y
energía, dimensionamiento del equipo, modo de operación, simulación, la evaluación
económica del proceso que incluye el costo del equipo, costos de manufactura,
rentabilidad del proceso y finalmente, el mejoramiento de las características del producto
obtenido para su venta comercial y las ganancias respectivas.
CAPITULO 1. Caracteristicas del twfiuleno
OBJETIVO
Se busca como objetivo particular analizar la cristalización como proceso de obtención y
purificación de ciertas sustancias químicas de importancia industrial, ya que la
cristalización es un proceso ampliamente utilizado en la industria, y no se le ha
investigado a fondo para obtener las ventajas que nos proporciona su economía,
simplicidad flexibilidad y selectividad.
Se encamina para este fin la obtención y purificación del naftaleno, de tal manera que
su estudio nos lleve al mejoramiento de su comercialización dentro del país , con miras a
reabrir el mercado internacional en exportación , por medio del mejoramiento de su
presentación y calidad comercial , reduciendo los costos de su producción para que sea
competitivo con los productos sucedáneos a él.
2

CAPITULO I . Curuclcristicus del tlufuleno
1.- EL PRODUCTO Y SUS CARACTERíSTICAS
1.1 .- ANTECEDENTES
El naftaleno, C1 oH8, peso molecular. 128.16, forma cristales blancos u hojuelas
romboidales blancas. El naftaleno comercial tiene un olor característico que se debe a
impurezas. El olor del compuesto puro es menos intenso y menos desagradable., sus
principales usos son: 1) como primera materia para gran número de intermedios
(naftoles, naftilaminas, etc.) de colorantes orgánicos; 2) para la producción de anhídrido
ftálico (oxidación); 3) para producir disolventes por hidrogenación (tetrahidronaftaleno y
decahidronaftaleno) ; 4) como repelente de la polilla e insecticida.
El naftaleno se obtiene del gas a partir de la coquización de la hulla, de la destilación del
alquitrán de la hulla y por la reformación del petróleo destilado ; se puede purificar por
medio de la cristalización y la destilación, se encuentra en mayores cantidades en el
alquitrán de hulla de la cual se obtiene a nivel industrial
En México su principal productor hasta años recientes es la empresa Carboquímica Block
S.A. de C.V. , la cual obtenía al naftaleno refinado por destilación del alquitrán de hulla
con una pureza del 98 %.
Actualmente la demanda del naftaleno se ha decrementado debido a la utilización
alternativa de sucedaneos, como es el caso del xileno para la producción de anhídrido
ftálico.
3
CAPITULO I . Caracterislicas del nafialeno
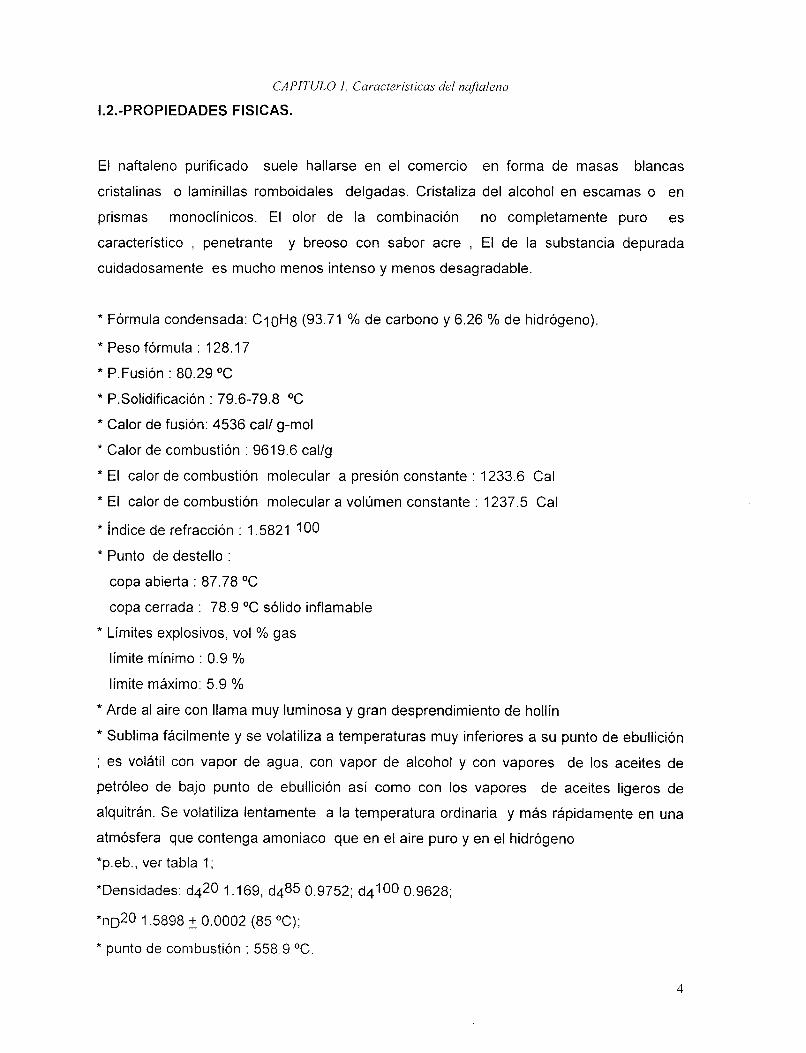
I.2.-PROPIEDADES FISICAS.
El naftaleno purificado suele hallarse en el comercio en forma de masas blancas
cristalinas o laminillas romboidales delgadas. Cristaliza del alcohol en escamas o en
prismas monoclínicos. El olor de la combinación no completamente puro es
característico , penetrante y breoso con sabor acre , El de la substancia depurada
cuidadosamente es mucho menos intenso y menos desagradable.
* Fórmula condensada: CqoH8 (93.71 % de carbono y 6.26 % de hidrógeno).
* Peso fórmula : 128.17
* P.Fusión : 80.29 OC
* P.Solidificación : 79.6-79.8 OC
* Calor de fusión: 4536 cal/ g-mol
* Calor de combustión : 961 9.6 caI/g
* El calor de combustión molecular a presión constante : 1233.6 Cal
* El calor de combustión molecular a volúmen constante : 1237.5 Cal
* índice de refracción : 1.5821 100
* Punto de destello :
copa abierta : 87.78 OC
copa cerrada : 78.9 OC sólido inflamable
* Límites explosivos, vol % gas
límite mínimo : 0.9 %
límite máximo: 5.9 %
* Arde al aire con llama muy luminosa y gran desprendimiento de hollín
* Sublima fácilmente y se volatiliza a temperaturas muy inferiores a su punto de ebullición
; es volátil con vapor de agua, con vapor de alcohol y con vapores de los aceites de
petróleo de bajo punto de ebullición así como con los vapores de aceites ligeros de
alquitrán. Se volatiliza lentamente a la temperatura ordinaria y más rápidamente en una
atmósfera que contenga amoniaco que en el aire puro y en el hidrógeno
*p.eb., ver tabla 1;
*Densidades: d420 1.169, d485 0.9752; d4100 0.9628;
*nD20 1.5898 5 0.0002 (85 "C);
* punto de combustión : 558.9 O C .
4
CAPITULO 1. Cal-acterislicas del rlaftaleno
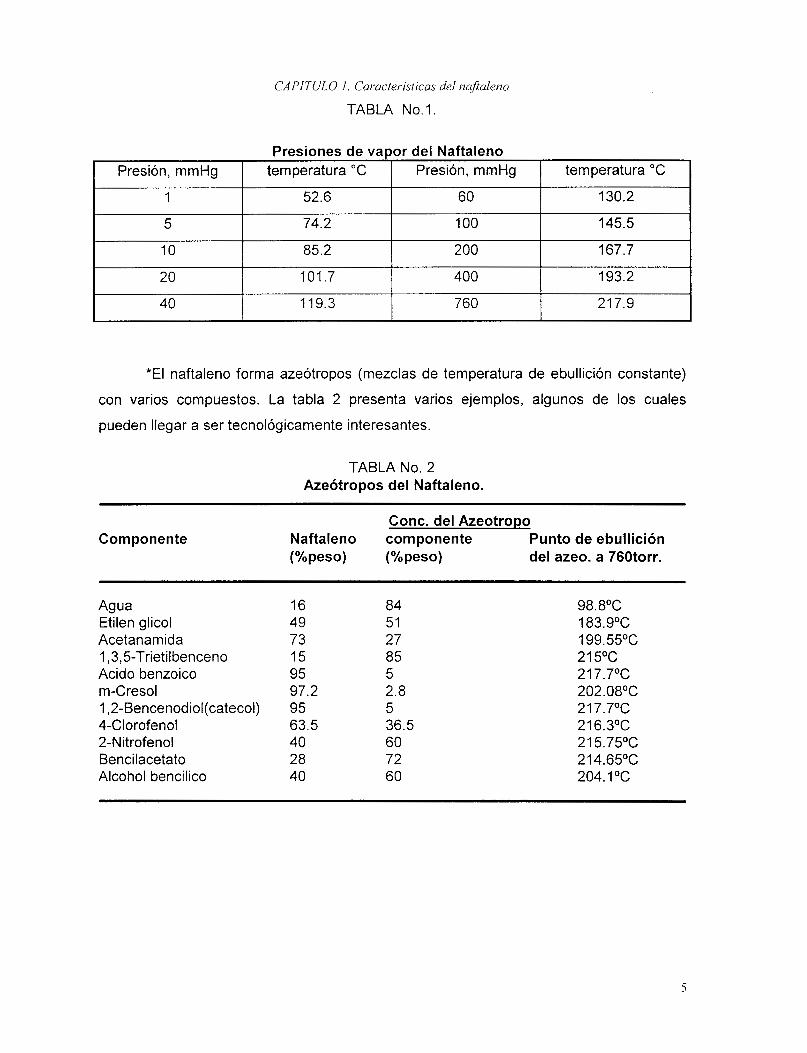
TABLA No. 1.
Presiones de vapor del Naftaleno Presión, mmHg temperatura "C Presión, mmHg temperatura "C
1
21 7.9 760 119.3 40
193.2 400 101.7 20
167.7 200 85.2 10
145.5 1 O0 74.2 5
130.2 60 52.6
*El naftaleno forma azeótropos (mezclas de temperatura de ebullición constante)
con varios compuestos. La tabla 2 presenta varios ejemplos, algunos de los cuales
pueden llegar a ser tecnológicamente interesantes.
TABLA No. 2 Azeótropos del Naftaleno.
Conc. del Azeotropo Componente Naftaleno componente Punto de ebullición
(%peso) (%peso) del azeo. a 760torr.
Agua Etilen glicol Acetanamida 1,3,5-Trietilbenceno Acido benzoic0 m-Cresol 1,2-Bencenodiol(catecol) 4-Clorofenol 2-Nitrofenol Bencilacetato Alcohol bencilico
16 49 73 15 95 97.2 95 63.5 40 28 40
84 51 27 85 5 2.8 5 36.5 60 72 60
98.8OC 183.9OC 1 99.55OC 21 5OC 21 7.7OC 202.08OC 217.7OC 216.3OC 21 5.75OC 214.65OC 204.1 OC

*El naftaleno es poco soluble en el agua (O.O19g/l a O OC y 0.030 g/l a 100 "C) ; es más
soluble en muchos compuestos orgánicos. El mejor disolvente es el tetrahidronaftaleno, el
cual tiene la mayor semejanza en configuración con el naftaleno entre todos los
disolventes. El naftaleno es soluble en el anhídro sulfuroso líquido y da una solución de
color amarillo verdoso; es soluble en los fenoles, en los éteres, el ácido acético, en las
grasas y en los aceites volátiles. El naftaleno es un buen disolvente del fósforo, el yodo, el
azufre, varios sulfuros metálicos y compuestos orgánicos.( tabla 3).
TABLA No. 3 Datos de solubilidad del Naftaleno
Solvente Solubilidad a 25OC g1100g. de solvente
Agua Acetona Tetracloruro de carbono Benceno Etil eter n-heptano Etanol
0.0040 69.16 26.82 65.71 57.12 19.82 12.10
6

CAPITULO 1. Caracteristicas del nqftalem
1.3.- PROPIEDADES QUiMlCAS.
Estructura química:
El naftaleno es el primer miembro en la serie de los compuestos aromáticos con anillos
condensados. La fórmula I es con frecuencia abreviada, expresándola en las fórmulas I I ó
I l l .
La numeración de los átomos de carbono va mostrada en la fórmula I I . Las posiciones
1,4,5 y 8 se llaman posiciones a y los lugares 2,3,6 y 7 son posiciones b; por ejemplo a-
naftol o alfa naftol es el l-naftol; b-naftol o beta-naftol es el 2-naftol. Las designaciones
siguientes para las bisutaciones se encuentran principalmente en la vieja literatura: 1.5 =
ana; 1.8 = peri; 2.6 = anfi; 2.7 = pros. La configuración de la molécula del naftaleno no
puede ser representada por una estructura definida. Según la teoría de la resonancia, las
tres estructuras IV, V, y VI aportan contribuciones aproximadamente iguales.
Sólo en la configuración IV son aromáticos ambos anillos, en tanto que en las
configuraciones V y VI un anillo es arómatico y el otro tiene una estructura de
ciclohexadieno. Todas las reacciones químicas de los derivados del naftaleno concuerdan
con la configuración IV, como si los enlaces dobles estuvieran "congelados" en esas
posiciones. Esto se comprueba considerando la sustitución electrofílica en el anillo de
naftaleno. Así la copulación del 2-naftol con un catión diazonio se produce
exclusivamente en la posición 1 y no en la tres. Esto se explica muy bien considerando
que la distribución electrónica representada por IV conduce a más energía de resonancia
en el estado de transición. Además, la regla de Fries dice que la configuración más
7
CAPlTnLO l. Caracteristicas del nufiule~~o
estable de los hidrocarburos polinucleares es la que contiene el mayor número de anillos
aromáticos.
El naftaleno, como otros hidrocarburos aromáticos polinucleares, forma compuestos de
adición con compuestos polinitro. El ejemplo más conocido es el compuesto de adición
del naftaleno y el ácido pícrico o picrato de naftaleno. La formación de este compuesto se
usa analíticamente.
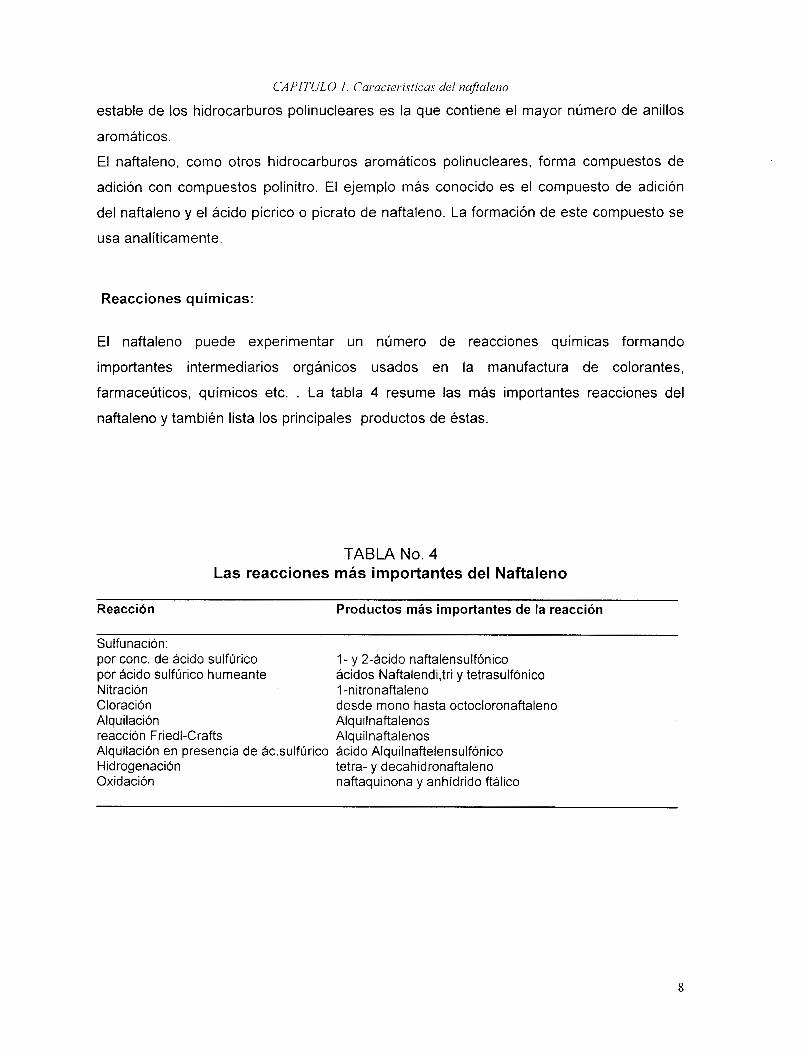
Reacciones químicas:
El naftaleno puede experimentar un número de reacciones químicas formando
importantes intermediarios orgánicos usados en la manufactura de colorantes,
farmaceúticos, químicos etc. . La tabla 4 resume las más importantes reacciones del
naftaleno y también lista los principales productos de éstas.
TABLA No. 4 Las reacciones más importantes del Naftaleno
Reacción Productos más importantes de la reacción
Sulfunación: por conc. de ácido sulfúrico 1 - y 2-ácido naftalensulfónico por ácido sulfúrico humeante ácidos Naftalendi,tri y tetrasulfónico Nitración l-nitronaftalenc Cloración desde mono hasta octocloronaftaleno Alquilación Alquilnaftalenos reacción FriedLCrafts Alquilnaftalenos Alquilación en presencia de ác.sulfúrico ácido Alquilnaftelensulfónico Hidrogenación tetra- y decahidronaftaleno Oxidación naftaquinona y anhídrido ftálico

CAPITULO 1. Cat-actel-isticas del tiaftaleno
Contaminación: -Antihelmíntico
-Antisépticos
-Repelente de la polilla
-Síntesis orgánica
-Insecticidas.
-Resinas
-Tintes
Concentración max.permisible: 25 ppm en aire (sugerido)
Absorción corporal: . -Inhalación
-Ingestión.
Patología : "Irritante
-Hemólisis intravascular
-Necrosis hepática
-Depresivo del sistema nervioso central.
Signos y síntomas: - -Conjuntivitis
- Dolor de cabeza
- Náuseas, vómitos, dolor abdomina1,diarrea.
- Sudoración aumentada
- Inflamación de las glándulas parótidas.
- Hepatomegalia e ictericia
- Esplenomegalia
- Hemólisis y anemia
- Disuria y tenesrno
- Neuritis del nervio óptico.
- Dermatitis.
- Excitación mental seguida de inconsciencia y coma
-Oliguria, albuminuria,hematuria,sedimentos en orina
9

CAPITULO I . Carucleristicus del najaleno
Test de dignóstico: Naftoles y naftoquinonas en orina
Tratamiento.: -Lavado de ojos con agua
-Lavar con agua y jabón las partes contaminadas del cuerpo
-Lavado gástrico, si se ha ingerido, seguido de un purgante
salino
-Aumentar los líquidos
-Mantener una orina alcalina
-Transfusiones de sangre, si se indican.
-Se ha sugerido la cortisona
-Sintomático y de fortalecimiento general
Secuelas: Las alteraciones en los ojos pueden ser permanentes
Medidas preventivas: -Ventilación adecuada
-Gafas protectoras
-Mascarilla con adsorbente químico
-Guantes de goma
-Reconocimiento médico anual del personal
expuesto, con atención especial a los ojos e
incluyendo biometría hemática completa y
análisis de orina
-Excluir de la exposición a los individuos
con enfermedades de sangre, hígado y riñón.
10
CAPITULO 1. Catwctet-islicus del nafralet7o
1.5. USOS Y APLICACIONES
En la segunda mitad del siglo XIX se usaba principalmente el naftaleno como insecticida
y el naftaleno refinado como repelente de la polilla de la ropa y los tapices contra el
entreno (1940) . En la agricultura se usa el naftaleno como fumigante contra la mosca de
la zanahoria y la oruga de alambre , y en polvo contra los piojos del ganado y de las aves
de corral (1943)[1].
En la actualidad el mayor uso de naftaleno es como materia prima para muchos
productos químicos orgánicos derivados (como se muestra en la figura 1) los cuales han
adquirido una gran importancia en la industria de colorantes de alquitrán como
componentes azoicos.
La oxidacion produce anhídrido ftálico que es una de las más importantes materias
primas para las resinas alquidicas y plastificantes y para la obtención de los diversos
colorantes, de ftaleína (eosina) y del indigo artificial; que adsorbe aproximadamente los
dos tercios de la produccion de naftaleno [ I ] .
En menores cantidades sirve para preparar trinitroftaleína , uno de los componentes de
los explosivos favier. los productos de condensación de la naftalina con formaldehído han
sido propuestos como resinas artificiales, detiene el desarrollo de los mohos y los mata en
poco tiempo lo mismo que a los hongos de levadura y esquizomicetos [3].
La naftalina sirve asimismo en grandes cantidades en la fabricación del negro de humo,
además como tal o en forma de productos residuales del alquitrán para la calefacción de
alambiques para la destilación del alquitrán. Para este fin se le funde e inyecta por
medio de un chorro de vapor en el hogar o se hacen con ella briquetas con 2/3 de
aserrín. Además ha llegado a ser un cuerpo importante para la marcha de motores de
explosión a los que se suministra en forma de bolas. Ha sido propuesta en la fabricación
de briquetas de carbón en polvo . Durante largo tiempo ha tenido también una
aplicación no despreciable para la carburación del gas de alumbrado ~ en particular de
las lámparas llamadas de albocarbón.(l910) [3].

CAPITULO 1. Caracteristicus del nujaleno
Grandes cantidades de naftalina sirven en la industria de géneros brutos para la
conservación de pieles y zaleas , para el relleno de pieles de animales , en la economía
doméstica contra insectos de todas clases y despiojamiento .
La naftalina es un medio de conservación excelente de la madera .De su presencia
depende juntamente con la de los fenoles en gran parte la eficiencia de los aceites de
impregnación; una vez fijada en los poros de la madera, se volatiliza con menos rapidez
que el ácido fénico.(l914)
Para fines de desinfección fué propuesta la naftalina , en particular para los cuartos de los
enfermos (1905); hoy se emplea todavía en los retretes. La nafatalina perfumada con algo
de nitrobenzol (salubrina) sirve para los mismos efectos.
Fundiendo juntamente cantidades iguales de naftalina y de azufre se forma por
solidificación una solución sólida de los componentes a la cual se puede quitar por
medio de alcohol o bencina el disolvente. El azufre molecular que queda (azufre de
naftalina) se aplica para combatir los parásitos de las plantas.
En la industria de los explosivos se emplea la naftalina para adicionarla a los
explosivos de aire líquido y a los explosivos de nitrato de amonio.
Tiene además aplicación como substituto del alcanfor, como disolvente para el asfalto
y la resina, como substituto de la parafina y como disolvente en la industria del caucho,
para adicionar lacas grasas y barnices resinosos y como diluyente en la fabricación de la
dehidrotiotoluidina.(1902) [3].
12
CAPITULO 1. Curucteristicus del nuftuleno
1.6 .- METODOS DE OBTENCION
1.6.1.- MATERIAS PRIMAS PARA LA OBTENCIóN DE NAFTALENO
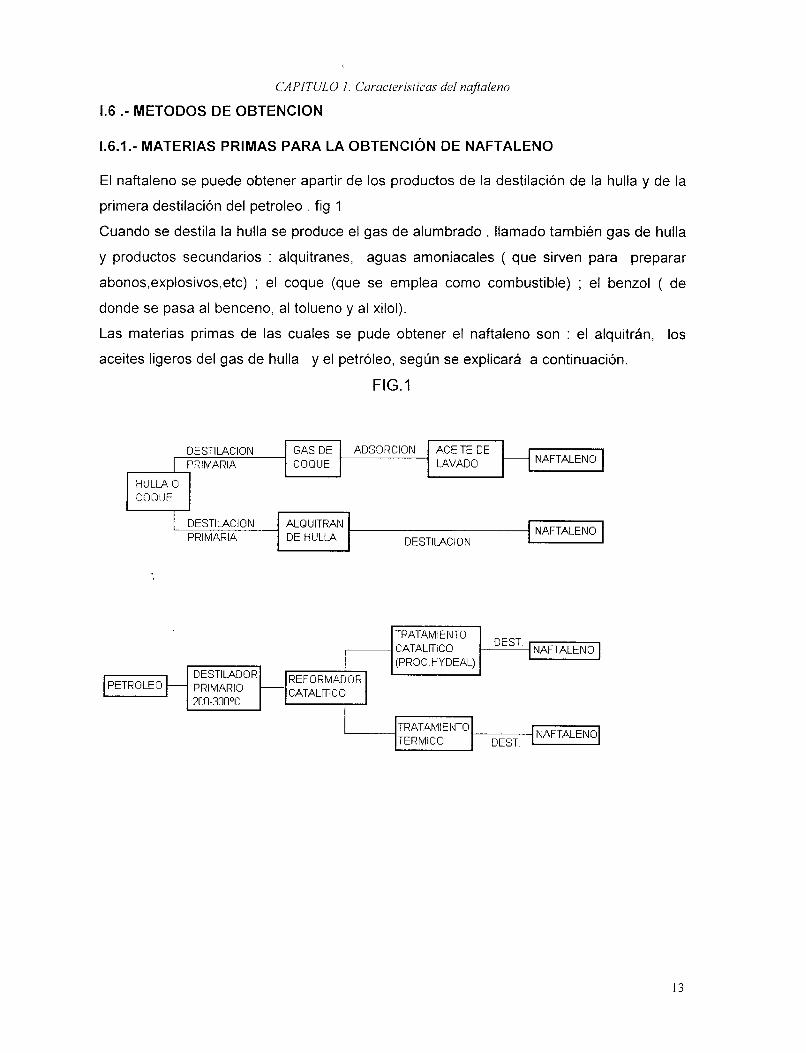
El naftaleno se puede obtener apartir de los productos de la destilación de la hulla y de la
primera destilación del petroleo . fig 1
Cuando se destila la hulla se produce el gas de alumbrado , llamado también gas de hulla
y productos secundarios : alquitranes, aguas amoniacales ( que sirven para preparar
abonos,explosivos,etc) : el coque (que se emplea como combustible) ; el benzol ( de
donde se pasa al benceno, al tolueno y al xilol)
Las materias primas de las cuales se pude obtener el naftaleno son : el alquitrán, los
aceites ligeros del gas de hulla y el petróleo, según se explicará a continuaci6n.
FIG.l
DESTllAClON ACEITE DE ADSORCION GAS DE
I PRIMARIA LAVADO COQUE NA.FTALEN0
HULLA O COQUE
DESTILACION DE HULLA PRIMARIA ALQUITRAN
DESTILACION NAFTALENO
TRATAMIENTO CATALITICO (PROC.HYDEAL) I NAFTALENO I
PRIMARIO CATALITICO
TRATAMIENTO TERMICO DEST
NAFTALENO
13

CAP/TULO 1. Cal-acteristicas de1 nujaleno
Gas de hulla:
El naftaleno es un componente del gas de alumbrado , aún cuando se procura que esté
en la menor proporción posible, para evitar que se obstruyan las cañerias en 'tiempo frío.
La proporción contenida en el gas varía considerablemente con las diversas clases de
carbón empleadas y aumenta según aumenta la temperatura empleada durante la
carbonización, siendo ordinariamente de 4-6 YO.( tablas 5 y 6)
TABLA No.5.
HIDROCARBUROS AROMATICOS DE GAS DE HULLA
porcentaje en vol. Componentes: en el gas de hulla
Benceno
Tolueno
Xilenos
Etilbenceno
0.66
0.13
0.05
0.05
Hemimeliteno 0.05
Naftaleno 0.09
Metilnaftalenos 0.02 . Total de hidrocarburos aromáticos 0.91
14
CAPfTULO I . Caracteristicas del najtaleno
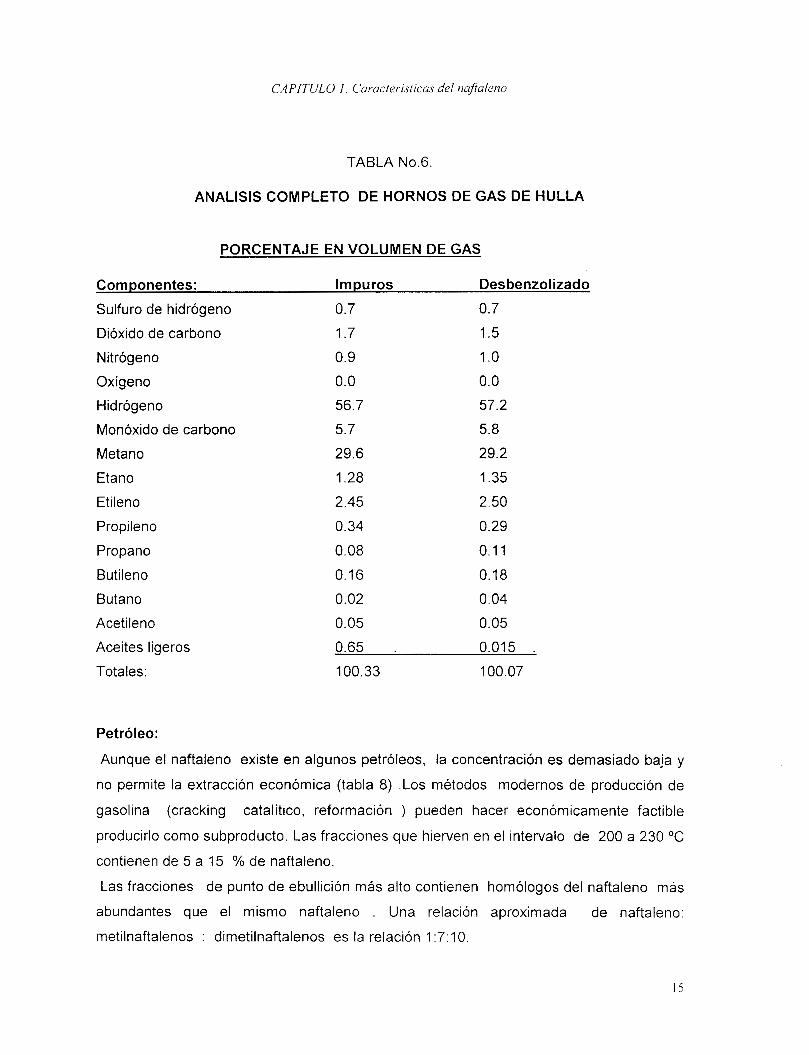
TABLA No.6.
ANALISIS COMPLETO DE HORNOS DE GAS DE HULLA
PORCENTAJE EN VOLUMEN DE GAS
Componentes: Impuros Desbenzolizado
Sulfur0 de hidrógeno 0.7 0.7
Dióxido de carbono 1.7 1.5
Nitrógeno 0.9 1 .o Oxígeno 0.0 0.0
Hidrógeno 56.7 57.2
Monóxido de carbono 5.7 5.8
Metano 29.6 29.2
Etano 1.28 1.35
Etileno 2.45 2.50
Propileno O. 34 0.29
Propano 0.08 0.1 1
Butileno 0.16 0.18
Butano 0.02 0.04
Acetileno 0.05 0.05
Aceites ligeros 0.65 . 0.015 .
Totales: 100.33 100.07
Petróleo:
Aunque el naftaleno existe en algunos petróleos, la concentración es demasiado baja y
no permite la extracción económica (tabla 8) .Los métodos modernos de producción de
gasolina (cracking catalítico, reformación ) pueden hacer económicamente factible
producirlo como subproducto. Las fracciones que hierven en el intervalo de 200 a 230 "C
contienen de 5 a 15 % de naftaleno.
Las fracciones de punto de ebullición más alto contienen homólogos del naftaleno más
abundantes que el mismo naftaleno . Una relación aproximada de naftaleno:
metilnaftalenos : dimetilnaftalenos es la relación 1 :7 : 1 O.
I 5
CAPITULO l . Caracteristicus del naftale/lo
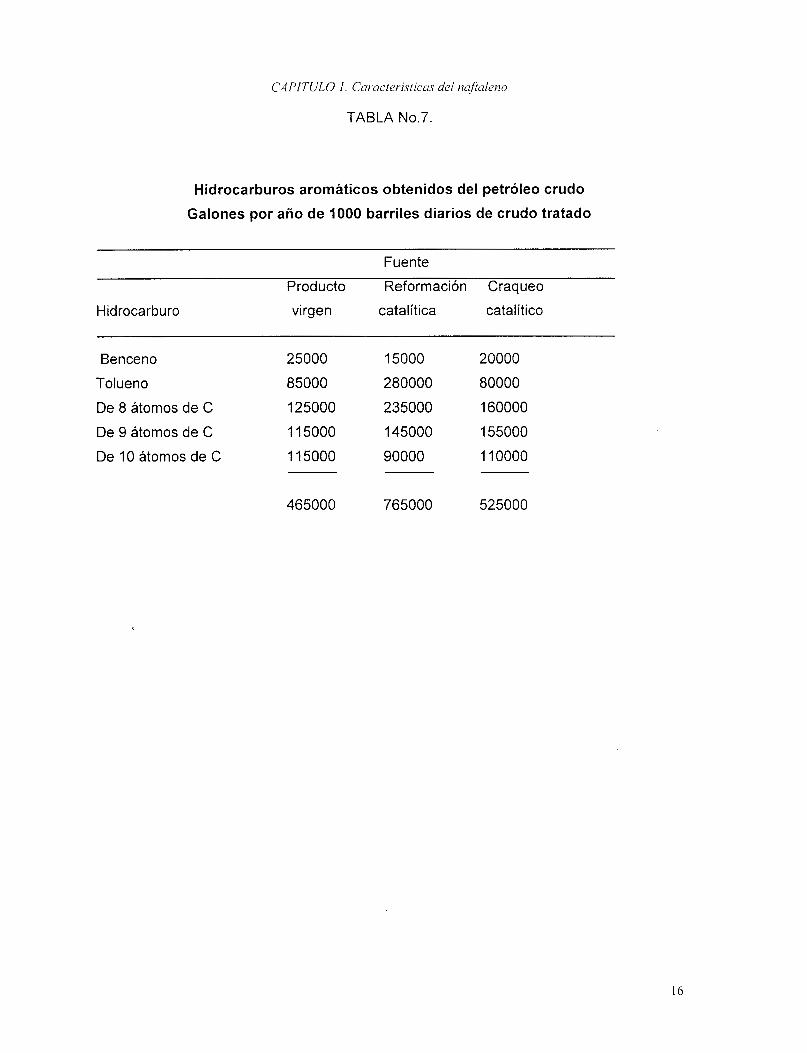
TABLA No.7.
Hidrocarburos aromáticos obtenidos del petróleo crudo
Galones por año de 1000 barriles diarios de crudo tratado
Fuente
Producto Reformación Craqueo
Hidrocarburo virgen catalitica catalitico
Benceno 25000 15000 20000
Tolueno 85000 280000 80000
De 8 átomos de C 125000 235000 160000
De 9 átomos de C 1 15000 145000 155000
De 10 átomos de C 1 15000 90000 1 1 O000
465000 765000 525000
16

CAPITULO 1. Caracteristicas del najialeno
Alquitrán de hulla:
Atualmente, la única fuente comercial de naftaleno es el alquitrán de hulla obtenida en un
horno de coque para subproductos . Según la naturaleza de la hulla y las condiciones de
coquificación , el alquitrán de hulla contiene de 5 a 11 YO de naftaleno, siendo el más
abundante de todos los compuestos hallados en el alquitrán, ver tabla 7. En la mayoría de
las fábricas de coque y subproductos se obtiene un alquitrán que contiene
aproximadamente 10 % de naftaleno . El alquitrán se destila y una fracción que contiene
poco más o menos 40 YO de naftaleno se emplea para la extracción .
Las cantidades de naftaleno recuperables del agua del refrigerante final y del residuo de
la destilación de aceite ligero son de escasa importancia. El método de recuperación del
naftaleno del residuo de aceite ligero es el mismo que para aceite medio de la
destilacion del alquitrán , y los dos aceites se usan conjuntamente para la producción del
naftaleno .
17

CAPlTULO 1. Curucteristicus de! t?ujuleno
TABLA No.8.
CONSTITUYENTES DEL ALQUITRAN:
Porcentaje en peso
de alquitrán seco
Aceites ligeros: -Benceno y Tolueno crudo -Indeno, cumareno, etc. -Xilenos, cumenos, e isomeros Aceites medios y pesados: -Naftaleno -Aceites no identificados en el rango de naftaleno y metilnaftaleno -a-Monometilnaftaleno -b-Monometilnaftaleno -Dimetihaftaleno -Acenafteno -Aceites no identificados en el rango de acenafteno -Fluoreno -Aceites no identificados en el rango de Fluoreno Aceites antracenos: -Fenantreno -Antraceno -Aceites no identificados en el rango del antraceno -Fen01 -Homólogos del fenol -Bases de alquitrán (pirideno,picolines lutidinas, quinolenos y acrideno) -Sólidos amarillos y aceites de brea 0.6 -Breas y grasa -Cuerpos resinosos -Breas (460OF punto de fusión)
Total:
0.3 0.6 1 .I
10.9
1.7 1 .o 1.5 3.4 1.4
1 .o 1.6
1.2
4.0 1 .I
7.7 0.7 1.5
2.3
6.4 5.3 44.7 .
100.0
18
CAPITULO 1. Ca,-ac!eri.sticas del tlclfiulerw
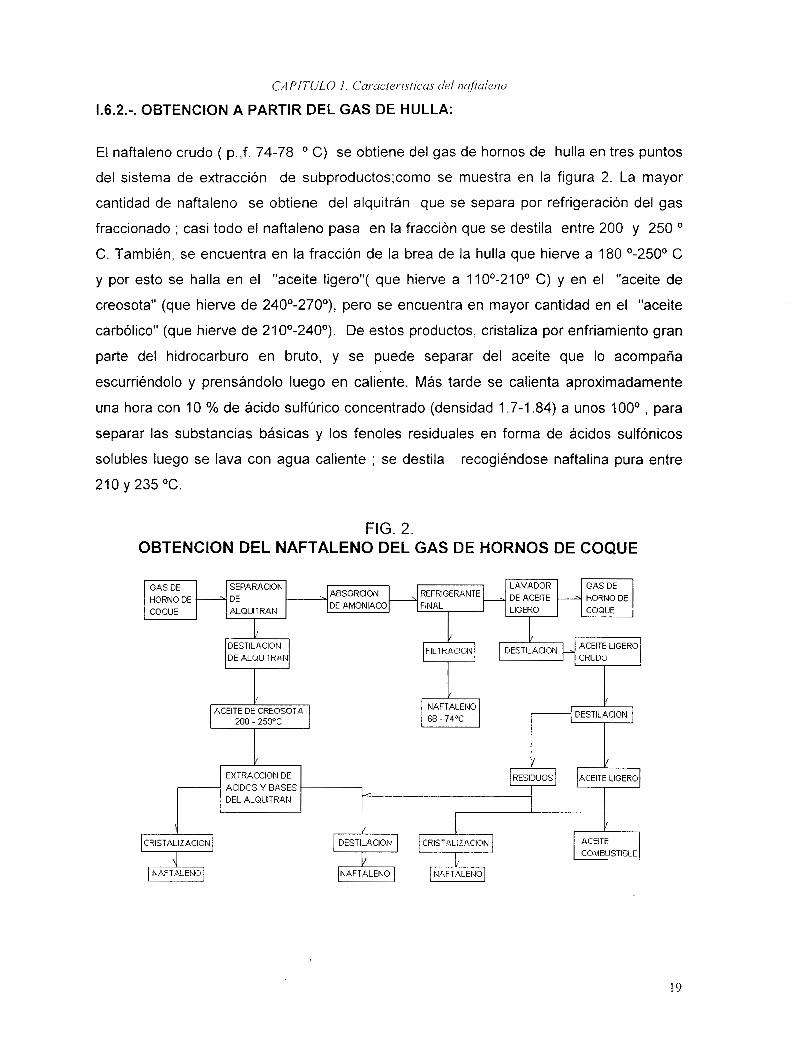
1.6.2.-. OBTENCION A PARTIR DEL GAS DE HULLA:
El naftaleno crudo ( p.,f. 74-78 O C) se obtiene del gas de hornos de hulla en tres puntos
del sistema de extracción de subproductos;como se muestra en la figura 2. La mayor
cantidad de naftaleno se obtiene del alquitrán que se separa por refrigeracion del gas
fraccionado ; casi todo el naftaleno pasa en la fraccion que se destila entre 200 y 250 O
C. También, se encuentra en la fracción de la brea de la hulla que hierve a 180 O-25Oo C
y por esto se halla en el "aceite ligero"( que hierve a 1 1Oo-21O0 C) y en el "aceite de
creosota" (que hierve de 240°-270°), pero se encuentra en mayor cantidad en el "aceite
carbólico" (que hierve de 21Oo-24O0). De estos productos, cristaliza por enfriamiento gran
parte del hidrocarburo en bruto, y se puede separar del aceite que lo acompaña
escurriéndolo y prensándolo luego en caliente. Más tarde se calienta aproximadamente
una hora con 10 % de ácido sulfúrico concentrado (densidad 1.7-1.84) a unos looo , para
separar las substancias básicas y los fenoles residuales en forma de ácidos sulfónicos
solubles luego se lava con agua caliente ; se destila recogiéndose naftalina pura entre
210 y 235 'C.
FIG. 2. OBTENCION DEL NAFTALENO DEL GAS DE HORNOS DE COQUE
GAS DE
COQUE ALQUITRAN COQUE DE HORNO DE
LAVADOR SEPARACION ABSORCION DE AMONIACO
I
HORNO DE
I
DE ALQLllTRfi,N
200 - 250'C
NAFTALENO DESTILACION
I/ I/ EXTRACCION DE
DEL P,LQUITRAN ACIDOS Y BASES
KEITE LIGERO RESIDUOS
I
NAFTALENO
19
CAPITULO 1 Curucteristicus del naftaleno
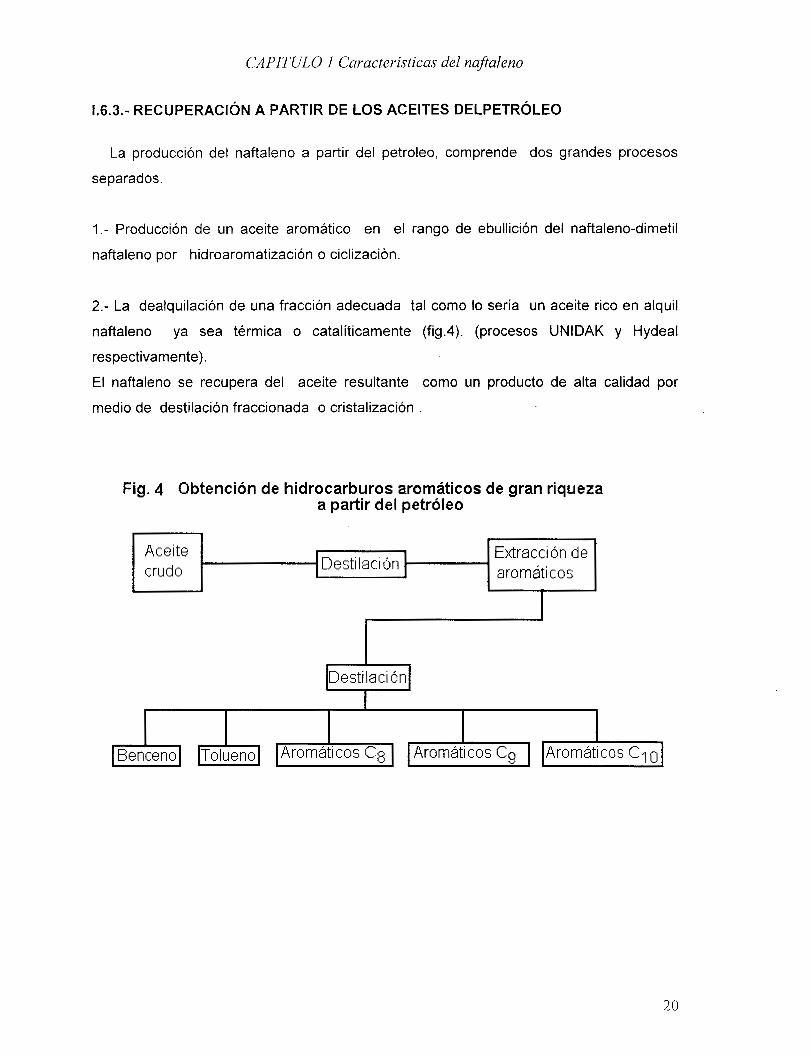
1.6.3.- RECUPERACIóN A PARTIR DE LOS ACEITES DELPETRÓLEO
La producción del naftaleno a partir del petroleo, comprende dos grandes procesos
separados.
1.- Producción de un aceite aromático en el rango de ebullición del naftaleno-dimetil
naftaleno por hidroaromatización o ciclizacion.
2.- La dealquilación de una fracción adecuada tal como lo sería un aceite rico en alquil
naftaleno ya sea térmica o catalíticamente (fig.4). (procesos UNIDAK y Hydeal
respectivamente).
El naftaleno se recupera del aceite resultante como un producto de alta calidad por
medio de destilación fraccionada o cristalización .
Fig. 4 Obtencibn de hidrocarburos aromáticos de gran riqueza a partir del petróleo
Aceite aromáticos crudo Extraccidn de
20

CAPITULO 1 Camcleristicas del naftaleno
DESCRIPCIóN DEL PROCESO UNIDAK:
En el proceso Unidak ( Union Oil Company of California) la alimentación, I puede ser
los fondos de un reformador catalítico,esta va a un fraccionador, produciendo un
concentrado de naftaleno, un producto medio de alquíl naftalenos y una pequeña
cantidad de fondos que son usados como aceite combustible (fig 5).EI naftaleno
concentrado es purificado por destilación (fig 9).
Los alquil naftalenos mezclados con hidrógeno condicionado a 500 psig y una pequeña
cantidad de agua (para moderar la reacción, son mandados a un reactor de lecho fijo . El
producto de la reccion , después de intercambiar calor con alimentación , va a un
separador de alta presión donde el 80% del hidrógeno es extraído y reciclado . Un
separador de baja presión libera una pequeña cantidad de gas combustible, y el producto
dealquilado es mandado a la alimentación .
FIG.5.
PROCESO UNIDAK
NAFTALENO CONCENTRADO
ALIMENTA.
W 7 FRESCA
i
TORRE DE NAFTALENO
DE ALTA PRESION 1 GAS
ABS0 DOR -r, DE BAJA PRSION 1 ii:
21

CAPITULO I Curucleristicuts del nujtaleno
DESCRIPCIóN DEL PROCESO HYDEAL
En el proceso Hydeal (Universal Oil Products) una alimentación derivada de un
reformador pesado es procesada con un exceso de hidrógeno sobre un catalizador de
cromo-alúmina de alta pureza y bajo contenido de sólidos (fig.G).Una de sus aplicaciones
es la dealquilación de alquilnaftaleno para la obtención de naftaleno crudo. El hidrógeno
puede ser obtenido de la salida de gas del reformador unitario . La alimentación
combinada es llevada a la temperatura de reacción y cargada al reactor. Los
alquilnaftalenos son convertidos a naftaleno según la reacción:
CloH7CH3 + H2 => CqoHg + CH4
CloHg(CH3)2 + 2H2 => CqoHg + 2CH4
El flujo del reactor se enfría y se carga en el separador, del cual el hidrógeno es tomado
y reciclado hacia el reactor. El líquido del separador pasa hacia el estabilizador para la
separación de hidrocarburos de más bajo punto ebullición que el benceno [7].EI
naftaleno se recupera por una destilación despues de un tratamiento con arcilla para
remover residuos de olefinas .
FIG.6 PROCESO HYDEAL
HIDRGG.
1
l"l REACTOR
C A R G h \
i/ SAL.DE GAS 1
SEPARADOS D E GAS - LIQ. E INCRE. DE H2
F5"-- BENCENG
22

CAPITULO 1 C:ar.ucteI.isticas del na3aleno
1.6.4.- OBTENCIóN A PARTIR DEL ALQUITRÁN DE HULLA
El naftaleno se puede obtener a partir del alquitrán de hulla por medio de destilación o
cristalización. En la destilación; existen varios tipos de destiladores como son los
continuos e intermitentes, daremos una explicación de uno de los tipos de destiladores
continuos como es el proceso Kopper.
1.-Cristalización
La cristalizacion se efectúa en pailas de acero poco profundas las cuales tienen
agujeros de descarga cerrados con tapones de madera . Según la temperatura ambiente
el naftaleno cristaliza en tres a 10 dias. Se quitan entonces los tapones para soltar el
aceite en tanques de almacenaje. Los cristales son centrifugados y lavados con agua en
la centrífuga para separar lo posible del aceite adherido . El naftaleno bruto tiene una
temperatura de fusion de aproximadamente 68 O C y se emplea para producir el
naftaleno refinado . Se obtiene un naftaleno bruto vendible de punto de fusion de 74 a
76 O C , si el aceite adherente es separado por presion en caliente en lugar de hacerlo
por centrifugado. Este procedimiento se usa cuando la cantidad de naftaleno recuperable
no es grande o cuando sólo se tiene una instalación antigua .
Destilación
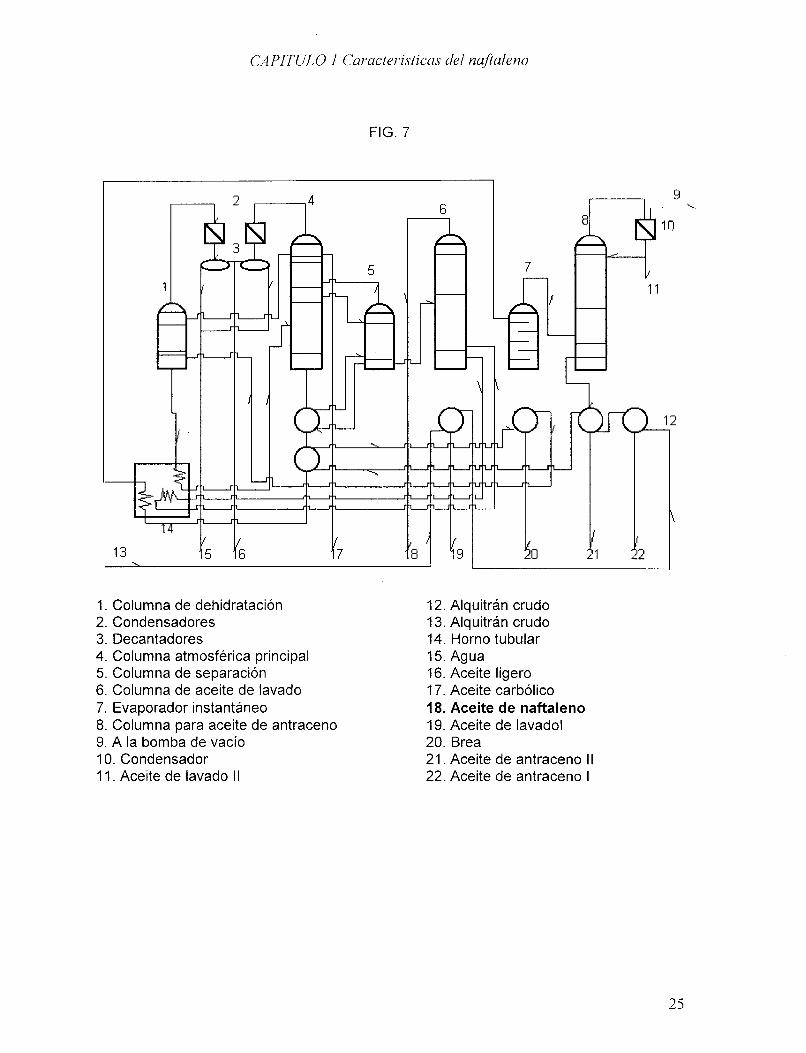
Descripción del proceso Koppers:
El diseño Koppers moderno para plantas de alquitrán continua operante en Alemania y la
Gran Bretaña, se ilustra en la figura 8. El alquitrán puro, después de hacerse pasar a
través de mallas finas de alambre y la ordinaria adición de álcali, es elevado a la
temperatura de 150" C por intercambio de calor y se introduce al deshidratador donde el
agua y los aceites ligeros son removidos. El alquitrán del domo es entonces bombeado a
través de los serpentines del horno, de los que sale a 300-320°C para entrar en la
columna de destilación principal. De esta columna sale una fracción superior, dos
corrientes superiores y una fracción de fondo. El producto es condensado y separado en
aceite ligero y licor. La corriente lateral inferior pasa por la columna separadora. El
producto de domo de la columna separadora regresa a la columna principal a presión
atmosférica como reflujo, mientras que los productos de fondo pasan a una tercer
columna a presión atmosférica para separarse en aceite de naftaleno y en aceite de
23


CAPITULO I Caracteristicas del napaleno
lavado ligero. la corriente de base proveniente de la columna fraccionadora principal a
presión atmosférica es bombeada a través de otro serpentín dentro del horno para volver
a llevar su temperatura a 300 - 310 "C y entonces es inyectada dentro de un evaporador
instantáneo al vacío. Los aceites más pesados aquí liberados se dividen en aceite de
lavado pesado y aceites de antracenos ligeros y pasados a una columna a corrientes
paralelas al vacío, la brea restante fluye de la base del evaporador instantáneo al vacío.
Un sistema multievaporador mucho más elaborado es operado por Rütgerswerke AG en
su planta Castrop- Rauxel. En esta planta el alquitrán crudo es deshidratado
continuamente en una columna con deflectores y el alquitrán deshidratado es llevado a
250 "C por intercambio con brea caliente e inyectado en una columna fraccionadora
grande que contiene 40 platos de capucha encima de una sección empacada de 10 m de
longitud. Esta columna opera a presión atmosférica y tiene su propio rehervidor de gas.
De aquí se extrae una corriente de aceite carbólico del domo, una corriente lateral de
aceite de naftaleno y una residual. La fracción de aceite de naftaleno asciende por una
columna separadora de 20 platos y el residuo combinado de la columna atmosférica y la
columna separadora pasa a una segunda columna separadora, la cual es similar a la
primera en dimensiones y diseño, pero opera a 200 mm de Hg. De esta columna se
extrae una fracción de metilnaftaleno como cabezas, aceite de lavado y un aceite de
fluoreno-acenafteno como corrientes laterales y un residuo. La corriente de aceite lateral
y aceite de lavado se trata en una columna separadora de 20 platos para remover
material más ligero y más pesado regresando el primero a la segunda columna
separadora como reflujo uniéndose el último al residuo de la segunda columna. Estos
residuos combinados pasan a una tercer columna fraccionadora que opera a 70 mm de
Hg de presión: en ésta última los aceites residuales se separan de la brea. Los aceites
residuales pasan a una cuarta columna fraccionadora que trabaja a 20 mm de Hg de
presión donde se separa una fracción de fenantraceno/antraceno y una fracción de
carbazol crudo; la última finalmente se fracciona en una quinta columna para dar carbazol
de 90 a 95 % de pureza y un residuo de aceite pesado.
24
CAPITULO I Camcteristicas del na3aleno
FIG. 7
3
P 5
6 1
9
I I
1. Columna de dehidratación 2. Condensadores 3. Decantadores 4. Columna atmosférica principal 5. Columna de separación 6. Columna de aceite de lavado 7. Evaporador instantáneo 8. Columna para aceite de antraceno 9. A la bomba de vacío 1 O. Condensador 11. Aceite de lavado II
12. Alquitrán crudo 13. Alquitrán crudo 14. Horno tubular 15. Agua 16. Aceite ligero 17. Aceite carbólico 18. Aceite de naftaleno 19. Aceite de lavado1 20. Brea 21. Aceite de antraceno II 22. Aceite de antraceno I
25

CAPITULO 1. Cmactesisticas del naJaleno
1.7.-METODOS DE PURlFlCAClON
1.7.1.- PURlFlCAClON POR DESTILACIóN
El proceso de recuperación del naftaleno por destilación se muestra en la figura 7 El
aceite medio de alquitrán después de lavado, se destila intermitentemente. Las cabezas
se añaden a la fracción bruta de disolvente pesado obtenida en la destilación del
alquitrán.; la fracción intermedia es almacenada y después se fracciona en una operación
separada.; la fracción final, cuyo punto de fusión es 78 OC, es la mejor calidad de
naftaleno bruto , se trata con ácido sulfúrico concentrado, se lava y se destila para
obtener naftaleno refinado de p.f. 79.6 OC , o más elevado. Los dos tanques están
aislados y calentados para mantener la fusión del naftaleno . La destilación del naftaleno
podría hacerse a presión reducida y , por consiguiente a temperatura más baja; pero
debido a la dificultad que presenta el mantenimiento de los tubos de vacio y las válvulas
libres de obstrucción por el depósito de naftaleno, raramente se lleva a a cabo la
destilación en el vacio .
FIG.7. PURlFlCAClON DE NAFTALENO POR DESTILACION
r CAJA DE CIRCU- LACION EN -- SECCIONES CONDENSADOR
RECIPIENTES
/ t \ FRACCION DE NAFTALENO CRUDO DEL DEPOSITO DE ALQCIITRAN DE HULLA
I / \
COLUMNA DE i RECTIFICKION
1 NAFTALENO
I P.F. 78*C
ALMACEN, \ -- AL ALMACEN ACEITES DE P.EB. INTERMEDIOS
RESIDUOS PARA INFERIOR AL DEL DE NAFTALENO NAFTALENO
ALMACEN BOMBA DE ALMACEN DE
CARGA CARGA INTERMEDIOS
-..
SEPARADA
60M6A
26

CAPJTULO 1. Caracteristicas del nufiuleno
I.7.2.-PURIFICACIÓN POR CRISTALIZACIÓN
En la figura 8 se representa un tipo de cristalizador-evaporador de líquido circulante. En
esta unidad la sobresaturación se genera por evaporación. El líquido desciende por los
tubos del calentador H, donde se calienta mediante vapor de agua que condensa en el
exterior de los tubos.la carga estática que actua sobre la solución durante el
calentamiento es suficiente para evitar la evaporación. La solución caliente pasa luego a
la cámara A, donde sufre una vaporización súbita y se sobresatura. El vapor pasa a una
condensador a través de la tuberia U, o bien , en caso de operación de múltiple efecto, se
dirige como medio de calefacción a la unidad inmediata. La circulación se mantiene
mediante la bomba F. El calentador H, la cámara de evaporación A y la bomba F
constituyen un evaporador de circulación forzada cuya misión es aumentar la
sobresaturación del líquido. La solución sobresaturada desciende por la rama B y pasa a
través del tanque E, donde se forman y crecen los cristales. La velocidad de flujo es
suficientemente elevada para que los cristales fluidicen manteniendo en agitación el
magma de alta densidad. La solución que pierde su sobresaturación al ponerse en
contacto con los cristales del tanque E, se mezcla con la alimentación que se introduce
por el tubo T y se recicla al calentador.
Los cristales se mantienen en el tanque mediante clasificación por sedimentación
impedida, hasta que alcanza un tamaño suficiente para salir como un producto clasificado
por el tubo de descarga M .[6]
FIG. 10
CRISTALIZADOR EVAPORADOR
21
CAPITULO I Caracteristicas del naftaleno
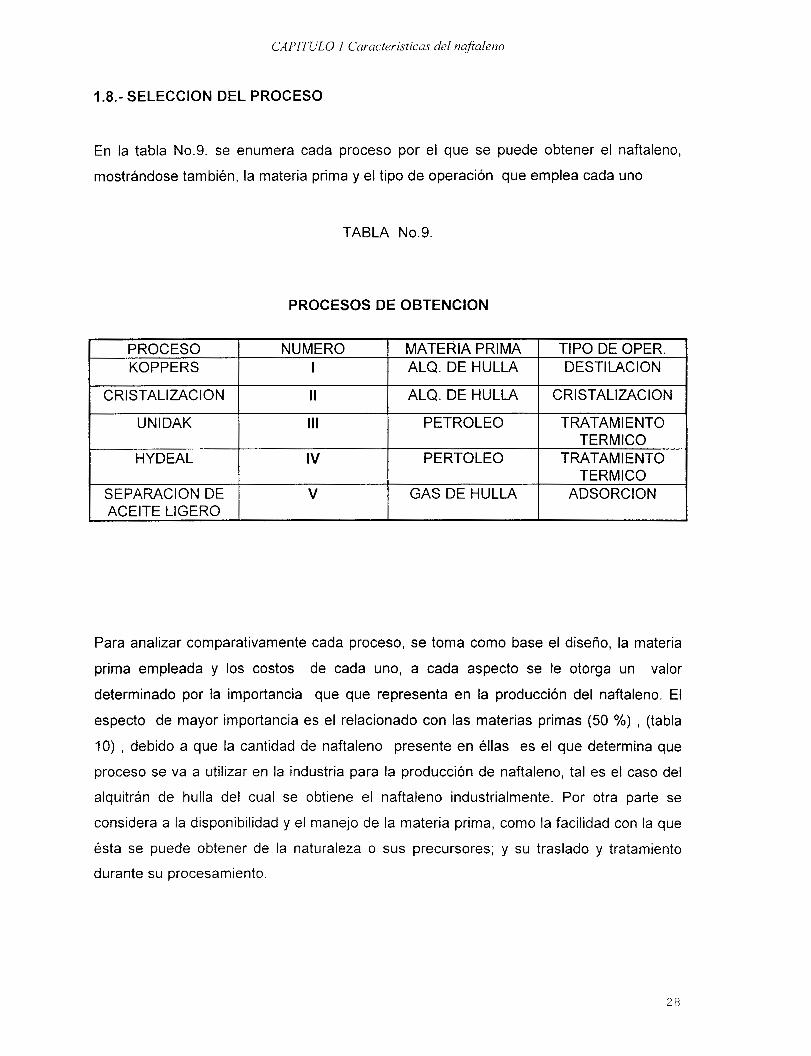
1.8.- SELECCION DEL PROCESO
En la tabla No.9. se enumera cada proceso por el que se puede obtener el naftaleno,
mostrándose también, la materia prima y el tipo de operación que emplea cada uno
TABLA No.9.
PROCESOS DE OBTENCION
PROCESO DESTILACION ALQ. DE HULLA I KOPPERS
TIPO DE OPER. MATERIA PRIMA NUMERO
CRISTALIZACION CRISTALIZACION ALQ. DE HULLA I I
UNIDAK
TRATAMIENTO PERTOLEO IV HYDEAL
TRATAMIENTO PETROLEO Ill TERMICO
TERMICO SEPARACION DE ACEITE LIGERO
ADSORCION GAS DE HULLA V
Para analizar comparativamente cada proceso, se toma como base el diseño, la materia
prima empleada y los costos de cada uno, a cada aspecto se le otorga un valor
determinado por la importancia que que representa en la producción del naftaleno. El
especto de mayor importancia es el relacionado con las materias primas (50 %) , (tabla
IO) , debido a que la cantidad de naftaleno presente en éHas es el que determina que
proceso se va a utilizar en la industria para la producción de naftaleno, tal es el caso del
alquitrán de hulla del cual se obtiene el naftaleno industrialmente. Por otra parte se
considera a la disponibilidad y el manejo de la materia prima, como la facilidad con la que
ésta se puede obtener de la naturaleza o sus precursores; y su traslado y tratamiento
durante su procesamiento.
28

C'il PITULO I C'uructcristicas cfel nuftaleno
TABLA No. I O .
Materias primas 50%
6 3 3 6 6 Procesamiento
8 5 5 8 8 Disponibilidad
V IV Ill II I
Manejo 5 5 2
9 4 4 11 11 Puntos
3 1 1 9 9 % de producto
3 2
En la tabla correspondiente al diseño del proceso, se le da mayor puntuación al proceso
que requiera el menor número de equipo, el que tenga el menor número de etapas para
el tratamiento de la materia prima hasta obtener el naftaleno, el menor requerimiento de
energía, la separación de naftaleno de los otros componentes sea más fácil , y en el cual
el producto se obtenga con mayor pureza. Como se muestra el tabla 11.
TABLA No. 11
Diseño del proceso 30% V IV Ill II I
Cantidad de equipo requerido
7 7 7 1 7 Continuidad en la operación
5 1 3 9 7
Complejidad del proceso
8 5 5 2 9 Pureza del producto
6 2 3 9 8
Requerimiento de Energia 3 1 1 8 5
Puntaje 8.7 4.8 5.7 8.7 10.8 1 I I I I I
En la tabla 12 se analizan los materiales de construcción y los costos en general del
proceso dándose mayor puntaje a aquel proceso que implique menor costo de mano de
obra (automatización), los materiales de construcción más baratos, menor costo de
mantenimiento y que el costo de inversión haya sido recuperado ya sea por la obtención
del naftaleno u otros productos importantes.
29
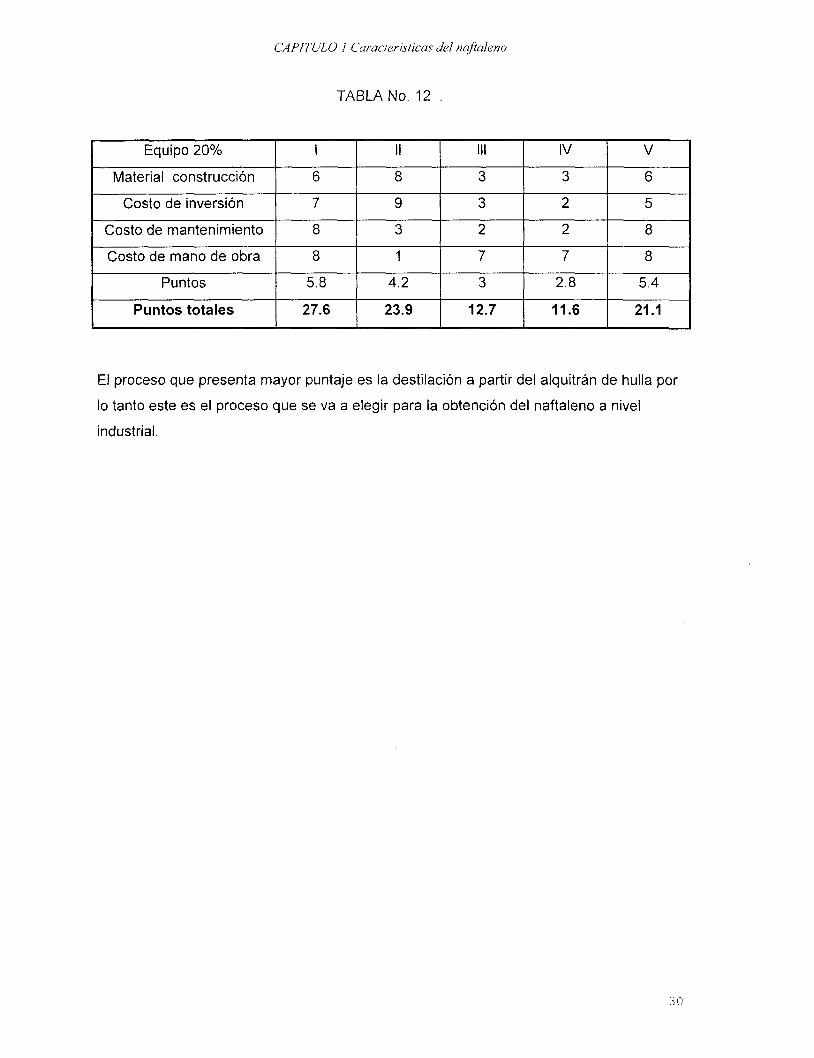
TABLA No. 12 .
Equipo 20%
8 7 7 1 8 Costo de mano de obra
8 2 2 3 8 Costo de mantenimiento
5 2 3 9 7 Costo de inversión
6 3 3 8 6 Material construcción
V IV Ill I1 I
Puntos
21 .I 11.6 12.7 23.9 27.6 Puntos totales
5.4 2.8 3 4.2 5.8
I I I i I
El proceso que presenta mayor puntaje es la destilación a partir del alquitrán de hulla por
Io tanto este es el proceso que se va a elegir para la obtención del naftaleno a nivel
industrial.
30

C.4 PITULO 2. Aspectos Econcimicos
11. ASPECTOS ECON~MICOS
11.1 .- OFERTA Y DEMANDA NACIONAL
En la tabla 13 se reporta el volumen de la producción de los aromáticos pesados dentro
de los que se encuentra el naftaleno y en la tabla 14 su demanda en algunos años.
TABLA No. 13
VOLUMEN DE PRODUCCIóN DE AROMATICOS PESADOS
(MILES DE TONELADAS)
1988
62 126 124 124 118 85
1993 1992 1991 1990 1989
120
1 O0
80
60
40
20
O
8 Miles de toneladas
'88 -89 *90 '91 -92 '93
Aiios
Gráfica 1
3i

CAPITULO 2. Aspectos Econdr?zicoJ
DEMANDA COMERCIAL (MILES DE TON.)*
NAFTALENO
I 1983 1984 1988 I I I I I
136.08 147.42 129.7
El Miles de toneladas
1983 1984 1988
Años
Gráfica 2
En los últimos 5 años se ha encontrado una tendencia creciente en el volumen de
producción de aromáticos pesados que alcanza un máximo en el año de 1990 y después
se aprecia un decremento en la producción debido quizá a una disminución en la
demanda de los mismos. Esto no puede afirmarse con certeza, por que no se dispone de
datos de demanda en los años posteriores a 1988, pero del comportamiento observado
en años anteriores a 1988, tanto de la oferta como de la demanda, se deduce que la
interrelación entre producción y demanda es lo suficientemente determinante como para
ocasionar la disminución en la producción de naftaleno.
*fuente: para 1988: PEMEX. Gerencia de Evaluación e información
para 1989-93: PEMEX. "Memoria de Labores", (varios años)
32
CAPITULO 2. Aspectos Económicos
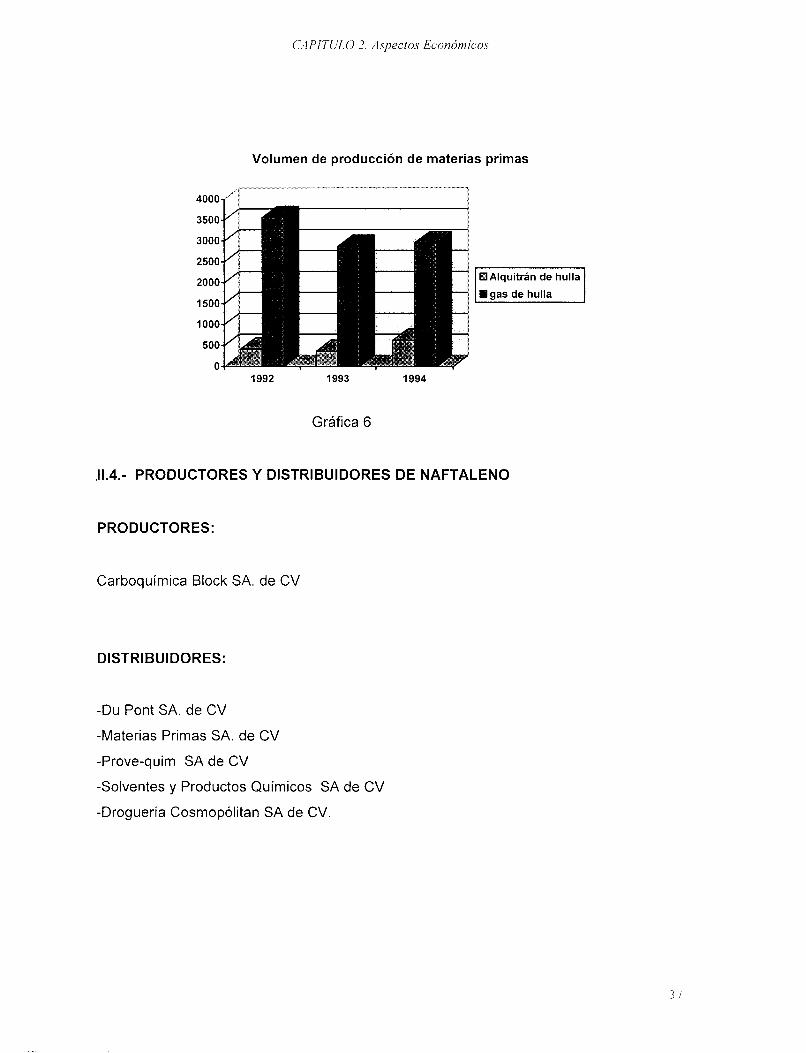
11.2.- VOLUMEN Y VALOR DE PRODUCCION DE MATERIAS PRIMAS
El valor y volumen de la producción de las materias primas a partir de las cuales podemos
obtener el naftaleno se muestran en las tablas 15 y 16 respectivamente nos es de
especial importancia el volumen de producción de alquitrán de hulla del cual para nuestro
estudio obtendremos el naftaleno para su posterior refinación. Se tienen los datos de los
años 1992,1993 y 1994 en los cuales se observa un incremento en el valor del alquitrán
del año 93 al 94 de aproximadamente 16 veces con respecto al aumento de su valor
entre los años 92 y 93 este drástico aumento de precio se ve acompañado de un
decremento en el aumento del volumen de la producción, aunque ha aumentado en
cada año, en 1994 se observó un aumento del 16 % de la producción de 1993 ;se
encuentra un decremento del 25 % de la producción que se esperaría , comparada con el
aumento del 28 % de la producción obtenida entre los años 92-93 . Las gráficas 3 y 4
nos muestran el aumento del valor y volumen de las materias primas en especial la del
alquitrán de hulla.
33

CAPITULO 2. Aspectos Económicos
Tabla 15
VALOR DE PRODUCCION DE MATERIAS PRIMAS
( MILES DE DOLARES)
( 1991 - 1994 )
I Materia prima I 1992 I 1993 I 1994
Alquitrán de hulla
331 O9 35062 46234 Gas de hulla
61 75 4694 4303
BAlquitrán de hulla
1992 1993 1994
Años
Gráfica 3
34
CAPITULO 7. Aspectos Económicos
11.3 COMERCIO EXTERIOR (EXPORTACI~N)
ESTADíSTICA
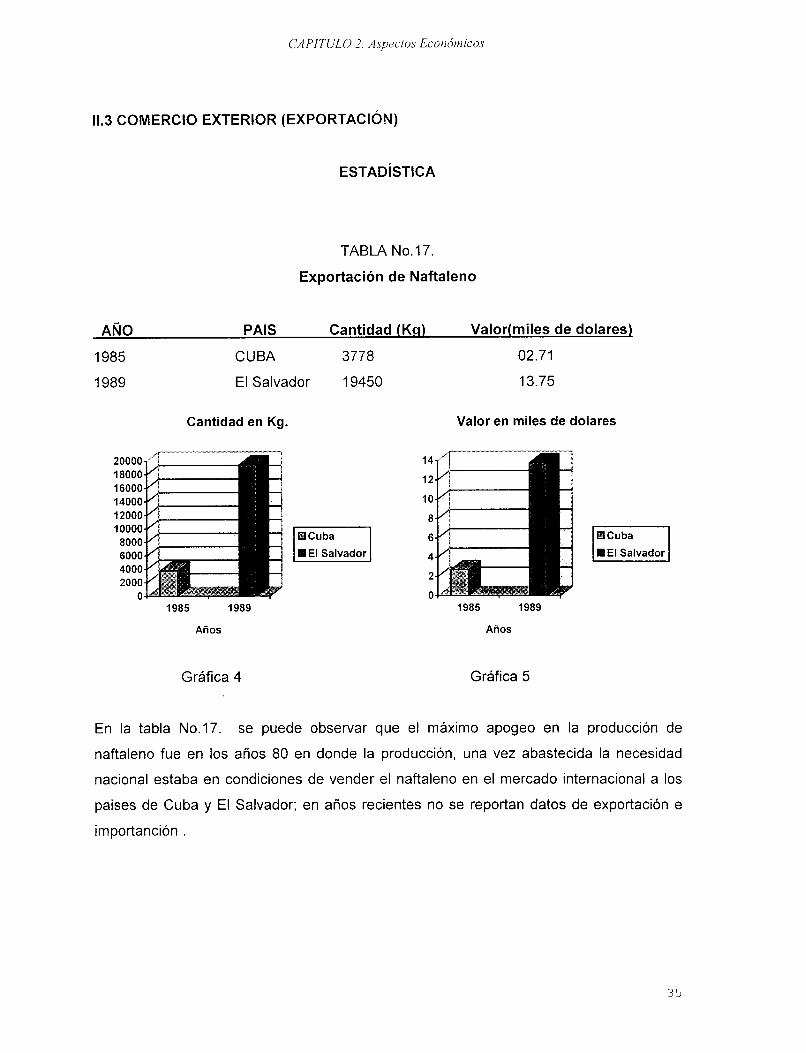
TABLA No.17.
Exportación de Naftaleno
AÑO PAIS Cantidad (Kg) Valor(mi1es de dolares)
1985 CUBA 3778 02.71
1989 El Salvador 19450 13.75
Cantidad en Kg. Valor en miles de dolares
20000 14 18000 16000
12
14000 10 12000 10000
8
8000 6
6000 4000 2000 2
O O 1985 1989
Años
1985 1989
Años
Gráfica 4 Gráfica 5
En la tabla No. 17. se puede observar que el máximo apogeo en la producción de
naftaleno fue en los años 80 en donde la producción, una vez abastecida la necesidad
nacional estaba en condiciones de vender el naftaleno en el mercado internacional a los
paises de Cuba y El Salvador; en años recientes no se reportan datos de exportación e
importanción .
35

CAPITULO 2. Aspectos Económicos
TABLA No. 18.
PRECIO COMERCIAL ($ DOLARES)
Calidad de DolareslKg.
naftaleno:
-refinado a 80°C (elevado) 0.7165
-crudo 78OC 0.0771
-refinado a 8OoC (normal o común) 0.6614
De la tabla 17 puede obtenerse un costo promedio de 0.718 centavos de dólar por kg de
naftaleno vendido, que puede compararse con los precios dentro del mercado de E.U.
dados por la tabla 18, que es de 0.176 centavos de dólar para el naftaleno de alta calidad.
Esto indica un mercado potencial dentro de los países importadores del naftaleno
producido en el país, pues este naftaleno sería tan competitivo como el producido en
E.U., debido a la mayor proximidad geográfica, siempre y cuando se mantuviese la
igualdad de costos.
TABLA No. 16
VOLUMEN DE PRODUCCION DE MATERIAS PRIMAS
(MILES DE TONELADAS)
( 1991 - 1994 )
Materia prima I 1992 1994 1993
Alquitrán de hulla
295748 287 1 94 356227 Gas de hulla
62522 3629 41867
I I I I I
36
C.4 PITULO 2. Aspectos Económicos
Volumen de producción de materias primas
3500
3000
2500
2000
1500
1 O00
500
O
I El Alquitrán de
I H gas de hulla
1992 1993 1994
Gráfica 6
J1.4.- PRODUCTORES Y DISTRIBUIDORES DE NAFTALENO
PRODUCTORES:
Carboquímica Block SA. de CV
DISTRIBUIDORES:
-Du Pont SA. de CV
-Materias Primas SA. de CV
-Prove-quim SA de CV
-Solventes y Productos Químicos SA de CV
-Droguería Cosmopólitan SA de CV.
z1 hulla
CAPITULO 2. Aspectos Econhicos
11.5 .- UBlCAClON DE LA PLANTA
Se considera el Estado de Querétaro como el lugar más propicio para la ubicación de la
planta para esta elección se consideraron los siguientes aspectos:
Materia prima:
La disponibilad de materia prima es el aspecto más importante en la ubicación de una
planta, su abundancia y cercanía implica una disminución de costos en transportación y
almacenaje, por Io que es conveniente ubicar la planta cerca de la fuente de la materia
prima.
Nuestra planta de purificación y recristalización emplea la corriente de nafateleno que se
desecha del proceso de destilación del alquitrán de hulla, estas factorias se localizan en
los estados de Coahuila y Oaxaca , donde se localizan los principales yacimientos
explotados de carbón , además es probable que existan yacimientos de hulla en los
estados de Nuevo León, Tamaulipas, Sinaloa, Durango, San Luis Potosí, Jalisco, Hidalgo,
México, Michoacán, Morelos, Puebla, Tlaxcala, Guerrero, Veracruz,, Chiapas , Tabasco y
Sonora
En el estado de Guanajuato se localiza la planta destiladora de alquitrán de hullla,
"Carboquímica Block 'I , que será nuestra principal fuente de surtido de naftaleno impuro
Ubicaremos la planta en un punto intermedio de los estados de Coahuila y Oaxaca y
cerca del estado de Guanajuato para facilitar la disponibilidad de materia prima en menor
tiempo y menor costo.
Mercados:
Nuestro interés es reabrir el mercado internacional de naftaleno de alta calidad ,
exportándolo a paises como Cuba y El Salvador a quienes ya México les había
vendido naftaleno en años pasados y a otros paises de Asia y América, por lo que la
localización de puertos comerciales como son Tampico, Veracruz y Coatzacoalcos,
cerca de nuestra planta facilita y disminuye los costos de transportación. Además se
considera el mercado de investigación para institutos y universidades del pais ,por lo que
38

CAPITULO 2. Aspectos Econcitnicos
consideramos también la cercanía con el Distrito Federal , cede de la mayoría de las
compañías distribuidoras de naftaleno .
Disponibilidad de energía:
El suministro de energía eléctrica y combustible a la planta también es impcjrtante,
Querétaro cuenta con aproximadamente 30 plantas generadoras de energía eléctrica y
su cercanía con las refinerias de Veracruz, Guanajuato e Hidalgo nos facilita la
disponibilidad de combustible.
Clima:
El clima es importante para el buen funcionamiento de los equipos del proceso, en
nuestra planta se cuentan con equipos como intercambiadores de calor y cristalizadores
a los cuales climas extremosos afectan, Querétaro cuenta con clima templado con
lluvias en verano y humedad relativa del 60 % , que no afecta de ninguna manera a los
materiales ni funcionamiento del proceso.
Facilidad de transportación:
Como ya se mencionó anteriormente la cercanía y facilidad de transportación disminuye
el costo de los fletes, Querétaro se encuentra bien cominicado ya que cuenta con
carreteras
que Io cominican con los estados de nuestro interés como la carretera México D.F a
Piedras Negras, Coahuila ; México D.F., a Ciudad Juárez , que comunica a Querétaro con
Guanajuato, también cuenta con la vía férrea y carretera Querétaro - San Luis Potosí -
Tampico y Mexico D:F .cuenta con rutas aéreas con Veracruz, y Tampico.
Suministro de agua:
La disponibilad de agua para el funcionamiento y lavado de los equipos es muy
importante, por Io que la planta se debe ubicar en sitios que cuenten con recursos
hidrológicos como ríos y lagos para fácil disposición y transportación del agua requerida.
El estado de Querétaro cuenta con el río Pánuco, que sus afluentes, el Extorax y el San
Juan nos sirven como abastecimiento de agua.
39

CAPITULO 2. Aspectos Econdmicos
Mano de obra:
Querétaro es un estado altamente industrializado, por lo que mano de obra calificada se
puede conseguir fácilmente, por otro lado la mano de obra en México es barata
comparada con la de otros paises, por Io cual este aspecto no presenta serias dificultades
y no implica altos costos.
Eliminación de desechos:
El sitio escogido deberá tener capacidad adecuada y facilidad para una correcta
eliminación de residuos y se deberán cumplir con las reestricciones de contaminación y
los niveles de tolerancia permisibles.
Como ya se ha mencionado Querétaro es una zona industrial donde deben existir
depósitos de residuos permitidos para las industrias allí existentes , así como también
plantas de tratamiento de desechos y agua.
11.6 .- CAPACIDAD DE LA PLANTA:
Producción de naftaleno : 50 kg/hr = 1200 kg/día = 375 ton/año.
Días laborables: 304 días
Horas laborables: 7296 horas
Número de trabajadores: 15 personas.
40
CAPITULO 3 Experinlentucidn
111. INTRODUCCION.
ANTECEDENTES
El proyecto consiste en el diseño de un proceso de cristalización aplicado a escala
industrial, en particular para purificación de naftaleno..
La demanda de naftaleno en el mercado ha venido disminuyendo en los últimos
años como resultado de la introducción en el mercado de productos sucedáneos
(utilizados en las industrias de pinturas y fungicidas) ; por Io que su uso se ha
reestringido principalmente con fines de investigación.El estudio económico efectuado
para determinar la rentabilidad del proceso arrojó como resultado que la producción de
naftaleno es económicamente atractiva, siempre y cuando las condiciones del mercado
no encarezcan el precio de la materia prima y se logre una calidad elevada del producto.
El naftaleno se obtiene a partir del craking catalítico de los productos de la
segunda destilación del petróleo y de la destilación del alquitrán de hulla siendo esta
última prioritaria por el porcentaje de naftaleno presente en ésta, la disponibilidad de la
materia prima, el diseño del proceso y el costo del equipo.
En el proceso Koopers (fig 1) se fectúa la destilación del alquitrán de hulla
para la obtención de naftaleno y se purifica éste por medio de la cristalización'; la fracción
de naftaleno se encuentra contaminada con metilnaftalenos, benceno, tolueno, y xilenos . La purificación del naftaleno a nivel industrial no logra obtener el producto con las
especificaciones requeridas de pureza, tamaño y calidad a bajo costo ya que éste se
obtiene en bruto (78 "C punto de fusión) y se obtiene en pailas de acero poco profundas
de manejo manual que implica costo de mano de obra y gran espacio.
41

C.4PITULO 3 Expevitnentación
111.1.- UBlCAClON DEL PROCESO A ESTUDIAR (CRISTALIZACION)
Se puede implementar un proceso de cristalización al proceso industrial de
obtención de naftaleno en bruto, con el cual se puedan obtener cristales de alta pureza y
calidad, evitando así el costo adicional que implican los tratamientos especiales para
obtenerlo refinado; para el diseño del cristalizador a nivel industrial, primero se debe
analizar la cinética de crecimiento de los cristales de naftaleno a nivel laboratorio (ver fig.
2); con estos datos , en una expresión de velocidad de crecimiento, se procederá a
determinar una correlación para el escalamiento del proceso de cristalización a nivel
planta piloto e industrial.
FIG.l
74 13 5 G i
&-$Y:
.. 9
8 10
7 i
11 f
-
\ i
21 22 -.. I I I
42

CAPITULO 3 Experimentacidn
111.2- REVISION BlBLlOGRAFlCA
111.2.1.- PRINCIPIOS GENERALES.
Los cristalizadores por lotes sé usan frecuentemente para determinar cinéticas de
crecimiento cristalino a partir de experimentos en los cuales se hace crecer un tamaño
dado de cristales sembrados. Existen dos tipos de operación. En un experimento
diferencial la masa de soluto depositado es pequeña con respecto a la totalidad de soluto
disponible en la solución, y de esta manera los cristales crecen en un medio de
sobresaturación prácticamente constante; en la ausencia de dispersión de crecimiento, y
suponiendo que la tasa de crecimiento es independiente del tamaño del cristal, los
cristales crecerán a una velocidad constante durante el curso del experimento. En la
operación integral, el proceso consume una cantidad apreciable de soluto, que resulta en
un decremento en la sobresaturación durante el experimento, y la velocidad de
crecimiento es una variable dependiente del tiempo.
Cristales: Un cristal se puede definir como un sólido compuesto de átomos dispuestos en
forma ordenada y repetida. Las distancias interatómicas en un cristal de cualquier
material definido son constantes y carcterísticas de ese material. Ya que el patrón o
arreglo de los átomos se repite en todas direcciones. Existen cinco tipos principales de
cristales, que se han clasificado en siete sistemas cristalográficos basados en los
ángulos interfaciales de los cristales y la longitud relativa de sus ejes.
1 .- Sistema triclínico 2.- Sistema monoclínico 3.- Sistema orto-rómbico 4.- Sistema tetragonal 5.- Sistema trigonal 6.- Sistema hexagonal 7.- Sistema cúbico.
Solubilidad: Las relaciones de equilibrio para los sistemas de cristalización se
expresan mediante datos de solubilidad que están graficados en diagramas de fase o curvas de solubilidad. Los datos de solubilidad se dan por Io general como pertes en peso
de material anhidro, por 100 partes en peso de disolvente total. En algunos casos estos
datos se informan como partes en peso de material anhidro, por 100 partes en peso de solución, la concentración se grafica en función de la temperatura y no tiene forma
general o pendiente. En la literatura existen gran variedad de datos de solubilidad y esta
43

CAPITULO 3 Experimentación
se ve afectada por el pH y/o la presencia de otras impurezas solubles que, por lo general
tienden a reducir la solubilidad de los componentes principales.
Efectos del calor en un proceso de cristalización:
Los efectos del calor en un proceso de cristalización se pueden calcular por
medio de un balance de calor, en el que los efectos individuales del calor como, por
ejemplo, los calores sensibles, latentes y de cristalización se combinan en una ecuación
para obtener los efectos totales de calor, es necesario realizar el balance correspondiente
de masa, porque los efectos del calor están relacionados con la cantidad de sólidos
producidos por el calor de cristalización. Para los compuestos cuya solubilidad
se incrementa con un aumento en la temperatura existe un calor de absorción cuando se
disuelve el compuesto. Para los compuestos cuya solubilidad disminuye a medida que se
incrementa la temperatura existe una generación de calor cuando ocurre la solución.
Cuando no se presenta cambio en la solubilidad con respecto a la temperatura no existen
efectos del calor. La curva de solubilidad será continua mientras la sustancia sólida en
una fase determinada esté en contacto con la solución, y cualquier cambio súbito en la
pendiente de la curva estará acompañado por un cambio en el calor de solución y un
cambio en la fase sólida.En el equilibrio, el calor de cristalización es igual la calor de
solución pero con signo contrario.
Rendimiento de un proceso de cristalización:
En la mayor parte de los casos, el proceso de cristalización es lento y el licor
madre final está en contacto con una superficie lo suficientemente grande del cristal para
que la concentración del licor madre sea en esencia la de una solución saturada a la
temperatura final del proceso. En la mayor parte de las plantas , el rendimiento se ve
afectado también por la eliminación de parte del licor madre, con los cristales separados
del proceso.El rendimiento real se puede obtener a partir de los cálculos algebraicos o
por el método de prueba y error cuando se utilizan los efectos de calor del proceso.
Formación del cristal':
Obviamente existen dos pasos en la precipitación de los cristales a partir de la
solución. Los cristales deben formarse primero y crecer después . La formación de una
nueva fase sólida sobre una partícula inerte en la solución o dentro de la solución en sí,
se conoce como nucleación. El incremento del tamaño de este núcleo mediante la adición
capa por capa de soluto se llama crecimiento. Tanto la nucleación como el crecimiento de
los cristales tienen en la sobresaturación una fuerza impulsora común. A menos que la
solución esté sobresaturada, los cristales no se forman ni crecen. La sobresaturación se
44

CAPITULO 3 Experitnentación
refiere a la cantidad de soluto presente en la solución, en comparación con la cantidad
que podria estar presente si la solución se mantuviera mucho tiempo en contacto con la
fase sólida. Este último valor es la solubilidad de equilibrio a la temperatura y presión que
se consideran.
Ciertos hechos cualitativos relacionados con la sobresaturación, el crecimiento y el
rendimiento en los procesos de cristalización son observables fácilmente. Si la
concentración de la solución inicial y el licor madre final están determinados, el peso total
del cultivo de cristales estará determinado también si se logra el equilibrio. Sin embargo la
distribución del tamaño de partícula de este paso depende de la relación entre los dos
procesos: la nucleación y el crecimiento. AI considerar una cantidad determinada de
solución, enfriada a través de un intervalo fijo y si al principio del cual existe una
nucleación considerable, el producto consiste en muchos cristales pequeños. Si al
iniciarse la precipitación sólo se forman unos cuantos núcleos y el producto resultante
ocurre en forma uniforme sobre estos núcleos, sin una nucleación secundaria, se obtiene
un cultivo de cristales grandes y uniformes. Es evidente que pueden ocurrir casos
intermedios con velocidades de nucleación y crecimiento variables, dependiendo de la
naturaleza de los materiales manejados, la velocidad de enfriamiento, la agitación y otros
factores.
Geometría del crecimiento del cristal:
Desde el punto de vista geométrico, un cristal es un sólido limitado por
planos. La forma y tamaño de este sólido son funciones de los ángulos interfaciales y de
la dimensión lineal de las caras. Como resultado de la constancia de sus ángulos
interfaciales, cada cara de un cristal que crece o se disuelve, a medida que se aleja o
acerca al centro del cristal, siempre es paralela a su posición original. Este concepto es
conocido como "principio de desplazamiento paralelo de las caras" . La velocidad a la
que se mueve una cara en dirección perpendicular a su posición original se conoce como
velocidad de traslación de esa cara o la velocidad de crecimiento de esa cara.
Desde el punto de vista industrial , el término " hábito del cristal" se refiere a los tamaños relativos de las caras de un cristal. Los cristales largos tipo aguja tienden a
romperse con facilidad durante la centrifugación y el secado. Los cristales planos tipo
placa son difíciles de lavar durante la filtración o centrifugación y dan por resultado bajas
velocidades de filtración. Los cristales complejos o de tipo gemelos tienden a romperse
más fácilmente durante el transporte que los cristales gruesos y compactos. Los cristales
esféricos (causados casi siempre por la frotación durante el crecimiento) tienden a ser
45

CA PITVLO 3 Experitnentacidtl
considerablemente menos difíciles de manejar en la formación de la torta que los cúbicos
u otros tamaños compactos. Con frecuencia, la dición de pequeñas cantidades de
sustancias extrañas cambia completamente el hábito del cristal o la presencia de otros
aniones o cationes solubles tiene un efecto similar.
Pureza del producto:
Si un cristal se produce en la región del diagrama de fase, en la que se precipita la
composición de un sólo cristal, el cristal mismo, será puro por lo general, siempre y
cuando el crecimiento sea con velocidades relativamente bajas y en condiciones
contantes. En muchos productos estas purezas se aproximan a un valor de 99.5 a 99.8
Oh. La diferencia entre este valor y una pureza del 100 % es, generalmente, el resultado
de pequeñas bolsas de licor madre llamadas oclusiones atrapadas dentro del cristal y
pueden ser resultado de la frotación o rompimiento durante el proceso de crecimiento o el
deslizamiento de los planos dentro de la estructura del cristal; Para incrementar la pureza
del cristal más allá del punto en que por Io general se esperan estas oclusiones
(aproximadamente 0.1 -0.5 % en volumen) es necesario reducir las impurezas en el
mismo licor madre, hasta un nivel aceptable para que el licor madre contenido en estas
oclusiones no contengan suficientes impurezas para causar la formación de un producto
impuro. Por lo general , es necesario recristalizar el material de una solución que es
relativamente pura para superar este tipo de problema de pureza.
Sobresaturación:
El potencial impulsor de la nucleación y crecimiento del cristal es la
sobresaturación de la solución. Para generar la sobresaturación se pueden utilizar tres
métodos distintos: si la solubilidad del soluto aumenta fuertemente con la temperatura,
una solución saturada se transforma en sobresaturada simplemente disminuyendo la
temperatura por enfrimiento. Si la solubilidad es relativamente independiente de la
temperatura , la sobresaturación se puede conseguir evaporando una parte del
disolvente., Para el caso de solubilidad muy elevada, la sobresaturación se puede lograr
añadiendo un tercer componente que reaccione con el soluto original para formar una
sustancia insoluble (precipitación).
46

CAPITULO 3 E.xperimentacilin
Velocidad de crecimiento:
El crecimiento del cristal es un proceso capa por capa y, ya que el crecimiento
sólo puede ocurrir en la cara del cristal, es necesario transportar material a la cara, desde
la solución. Por consiguiente, debe considerarse la resistencia la difusión al
desplazamiento de las moléculas ( o iones) hacia la cara creciente del cristal y la
resistencia a la integración de estas moléculas a la cara. La ley delta, L. McCabe
demostró que todos los cristales geométricamente similares, del mismo material,
suspendidos en la misma solución crecen a la misma velocidad; la velocidad es
¡dependiente del diámetro del cristal, siempre y cuando todos los cristales suspendidos en
la solución se traten de la msima manera. Esta generalización se conoce como ley delta
L.[4]. ( Las ecuaciones cinéticas y su desarrollo para los casos de crecimiento con
sembrado y sin sembrado se anlizarán en la sección 11.2)
Nucleación:
La nucleación se produce como consecuencia de rápidas fluctuaciones locales a
escala molecular en una fase homogenea que está en estado de equilibrio metaestable,
debido a las fluctuaciones, una unidad cinética individual penetra con frecuencia en el
campo de fuerza de otra y las dos partículas se unen momentáneamente.Lo normal es
que se separen inmediatamente, pero si se mantienen juntas, se le pueden unir
sucesivamente otras partículas.las combinaciones de estas partículas se llaman
agregados. La unión de partículas, de una en una, a un agregado constituye una reacción
en cadena que se puede considerar como una serie de reacciones químicas reversibles ;
por ejemplo:
A1 +A1 <=>A2 A2 + A2 <=> A3
Am-1 + A1 <=>Am ............................
Donde A1 es la unidad cinética elemental, y el subíndice representa el número de
unidades que forman el agregado; al aumentar m, el agregado se puede ya reconocer y
recibe el nombre de embrión; dependiendo de la sobresaturación, algunos embriones
crecen hasta un tamaño suficiente para alcxanzar el equilibrio termodinámico con la
solución; llamándose entonces núcleo. Los núcleos se encuentran en equilibrio inestable:
si pierden unidades se disuelven y si las ganan se transforman en cristal. Secuencia de
etapas:
47

CAPITULO 3 Experimentucidn
agregado => embrión => núcleo => cristal
La nucleación en soluciones libres de partículas sólidas se llama nucleación
homogénea , mientras que la que tiene lugar en presencia de dichas partículas se llama
nucleación heterogénea este tipo de nucleción es el más frecuente y el más importante
en la práctica, es aquél en el que los cristales del soluto están presentes en la solución
que cristaliza. Este efecto se llama generalmente nucleación secundaria . En las
cristalizaciones discontinuas se pueden añadir deliberadamente gérmenes. En los
modernos cristalizadores continuos hay siempre gran cantidad de cristales o impurezas
presentes en la solución.
El mecanismo de nucleación del cristal a partir de una solución ha sido estudiado
por muchos científicos y trabajos recientes sugieren que, al menos en el equipo de
cristalización comercial, la velocidad de nucleación es la suma de las contribuciones de 1)
la nucleación homogénea, y 2) la nucleación debida al contacto entre los cristales y a)
otros cristales, b) las paredes del recipiente y c) el impulsor de la bomba. En el equipo
comercial de cristalización, en el que la sobresaturación es baja y se utiliza agitación para
mantener en suspensión los cristales que crecen, el mecanismo predominante es la
nucleación por contacto.
En un trabajo iniciado por Clontz y McCabe y ampliado despues por otros, se
descubrió que la velocidad de nucleación por contacto es proporcional al suministro de
energía de contacto, además de ser función del área de contacto y la sobresaturación.
Esta observación es importante para el escalamiento de los cristalizadores: a escala de
laboratorio, el nivel de energía de contacto es relativamente bajo y la nucleación
homogénea puede contribuir en forma significativa, a la velocidad total de nucleación. Por
otra parte, en el equipo comercial, el suministro de energía de contacto es elevado y, por
lo tanto , el mecanismo predominante es la nucleación por contacto. En consecuencia, el
escalamiento del modelo de un cristalizador debe incluir sus características mecánicas,
así como la fuerza del impulso fisicoquímico. [3]
48
CAPtTULO 3 Experimentación
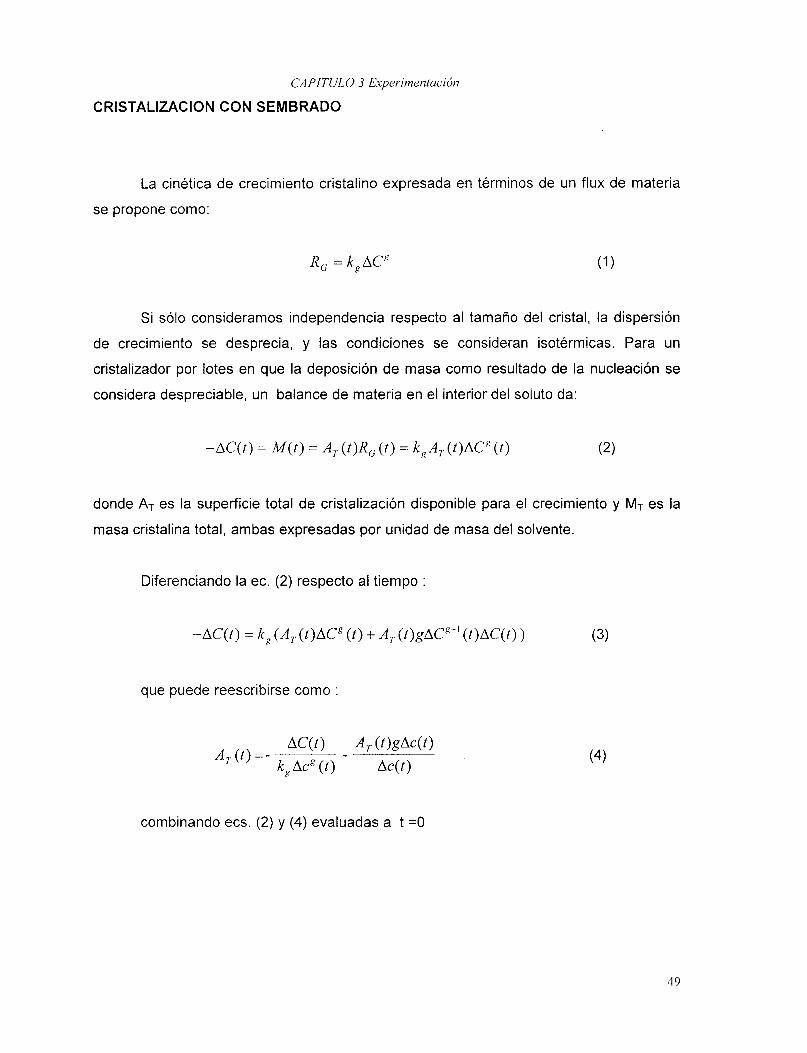
CRlSTALlZAClON CON SEMBRADO
La cinética de crecimiento cristalino expresada en términos de un flux de materia
se propone como:
Si sólo consideramos independencia respecto al tamaño del cristal, la dispersión
de crecimiento se desprecia, y las condiciones se consideran isotérmicas. Para un
cristalizador por lotes en que la deposición de masa como resultado de la nucleación se
considera despreciable, un balance de materia en el interior del soluto da:
-AC(t) = M ( t ) = A,. (t)R,; ( t ) = k,A,. (t)ACK ( t ) (2)
donde AT es la superficie total de cristalización disponible para el crecimiento y MT es la
masa cristalina total, ambas expresadas por unidad de masa del solvente.
Diferenciando la ec. (2) respecto al tiempo :
-AC(t) = k , (A,.(t)AC' ( t ) + A , (t)gAC'" ( t )AC(t) )
que puede reescribirse como :
combinando ecs. (2) y (4) evaluadas a t =O
49

CAPITULO 3 Exper.imet~taciÓt~
dM,. kb ActK A ,
aquí Lo es un tamaño promedio de los cristales sembrados y a incorpora la
densidad del cristal y los factores de forma (ver más abajo). Un mayor rearreglo de la ecn.
(5) con el uso de la ec. (2) da la expresión siguiente para el orden del crecimiento
cristalino :
Ac, AcO Ac, = aL,A,., Ac;
+
Además, la superficie inicial de sembrado puede evaluarse a partir de la expresión
ATO = Wso F/ r Lo S
Si las porción inicial de una curva de desobresaturación es aproximada por un
polinomio de orden n - ésimo :
Dc(t) = S ait'
entonces las derivadas al tiempo inicial están dadas por :
Dco = ao; Dco = al; Dco = 2a2
CRISTALIZACIóN SIN SEMBRADO.
En esta parte se trata de establecer un modelo cinético de la precipitación del
ácido salicílico a partir de experimentos por lotes y mostrar que este modo puede usarse
para predecir el comportamiento de reactores continuos (tamaño del cristal y
composición de la mezcla efluente).
El tamaño de las partículas puede determinarse por medio de un analizador de
difracción láser que da la fracción másica de cristales en tipos incrementados en
progresión geométrica. La distribución másica exacta de las partículas se obtiene
50

CAPITULO 3 Experimen~acidt~
únicamente si las mismas son esféricas. Para resolver esta dificultad, el diámetro
equivalente L de una esfera de igual volumen vp que la partícula se definió como :
L = (6V,, / p)"' = (V,, / f , , ) ' I 3
La superficie externa del cristal es entonces :
S,, = f,L' (2)
de la observación microscópica, se encontró que f, = 1.5, y que el diámetro
promedio L43 dada por el analizador fué aproximadamente igual a L. Puede asumirse
entonces que la distribución de tamaño de cristal es sólo aproximadamente conocida pero
que el valor promedio L43 es el correcto.
El proceso de cristalización consiste de una etapa de nucleación seguida por el
crecimiento del núcleo.
La velocidad de nucleación puede escribirse
rN = k , (C - C*)' (1 + k;,C,"') (3)
donde kN ( C - C*) representa la nucleación primaria y k k'N( c - c*)' c", la
heterogenea. Como la concentración de las partículas es alta, predominan las Colisiones
biparticulares, y m = 2.
El tamaño de las partículas puede ocurrir en el régimen químico, o en el régimen
controlado por la difusión, o por la aglomeración. Los primeros dos procesos compiten en
el incremento de tamaño.
5 1

CAPITULO 3 Experimentación
k’D puede obtenerse a partir de correlaciones para transferencia de materia kD para
partículas en suspensión,p. ej.
D k ‘ , =y (2 + 0.6 Re,”2
Re,, =0.139(PL4 / Y ) Reu0.’33 ; Re, N,D’ I V 3 419
L es aproximada por ml en (5).
La velocidad de aglomeración de las partículas de tamaño L se supone
proporcional a la superficie total de cristalización (N m2 ), a la sobresaturación y al número
de partículas de tamaño L ( N f(l) )
Y , (L) = k , (C - C’)m,N’F(L) (6)
Para efectos de simplicidad, se asume que el tamaño de una partícula L se
obtiene por la aglomeración de dos partículas de tamaño 2”’3 L.
La ecuación de balance poblacional en un reactor tanque continuo agitado sin
cristales en la alimentación es entonces:
En un reactor por lotes, Q = O. La ec. (7) puede resolverse por el método de los
momentos. Asumiendo que G es independiente de L, las ecuaciones para el momento m,
= L, f (L) dL se derivan fácilmente de la ecuación (7) por multiplicación por L” e
integración:
dN ”
dt - rN - k A ( C - C * ) p 2 N ’ d t
52
CAPITULO 3 Experin~entación
CASO PARTICULAR DE CINETICA DEL NAFTALENO
En los años posteriores a 1950 hasta la fecha, no se encontró referencia alguna
de investigaciones sobre la cinética de crecimiento del naftaleno, por lo que nuestro
trabajo de experimentación, está basado en investigaciones sobre cinéticas generales
efectuadas en cristalizadores batch a nivel laboratorio para el caso de nucleación
primaria y/o nucleación secundaria.
53
CAPlTULO 3. Experimentación
111.3. ACTIVIDADES EXPERIMENTALES
111.3.1 .- OBJETIVO DEL TRABAJO EXPERIMENTAL
Se analizará la cinética de crecimiento de los cristales del naftaleno para el caso
de cristalización con siembra o de contacto, para obtener una correlación cinética en
función de las variables siguientes:
1 _- Concentración.
2.- Temperatura de cristalización.
111.3.2.- METODOLOGíA EXPERIMENTAL.
1.- Búsqueda de propiedades fisicoquímicas de las mezclas típicas del alquitrán de
hulla.
2.- Obtención de la curva de solubilidad del naftaleno en xileno.
a). Preparación de mezclas de naftaleno-xileno en proporción conocida.
b). Determinación del punto de saturación de dicha mezcla en un recipiente .
fuertemente agitado, para evitar cualquier grado de sobresaturación.
3.- Montaje del equipo de cristalización (fig. 2)
4. Desarrollo experimental de la cristalización.
a) Preparación de la solución de naftaleno-xileno a una concentración
determinada (entre 40 y 45 %) , y cargado del cristalizador.
b). Siembra de 10 gr de cristales de naftaleno puro aproximadamente 1 O C
antes del punto de cristalización del naftaleno en solución.
c) Obtención de 8 muestras durante la corrida a intervalos de 1800 seg.,
tomándose la muestra y tiempo iniciales al momento de adicionar los cristales,y
midiéndose a la vez la temperatura.
d) El análisis de las muestras obtenidas durante cada corrida se efectuó
por medio de la cromatografía en fase gas para la determinación de la
concentración en el avance de la cristalización.
e). Interpretación de los resultados.
54

CAPITULO 3. Experimentación
5.- Análisis auxiliar.
a). Medición del tamaño de los cristales de siembra.
b). Construcción de una curva de calibración del cromatógrafo con muestras de
composición conocida.
c). Medición de la velocidad de agitación.
6.- Conjunción de datos para la determinación de la cinética de crecimiento.
5 !i
CAPITULO 3. Exper-itnentación
111.4. RESULTADOS.
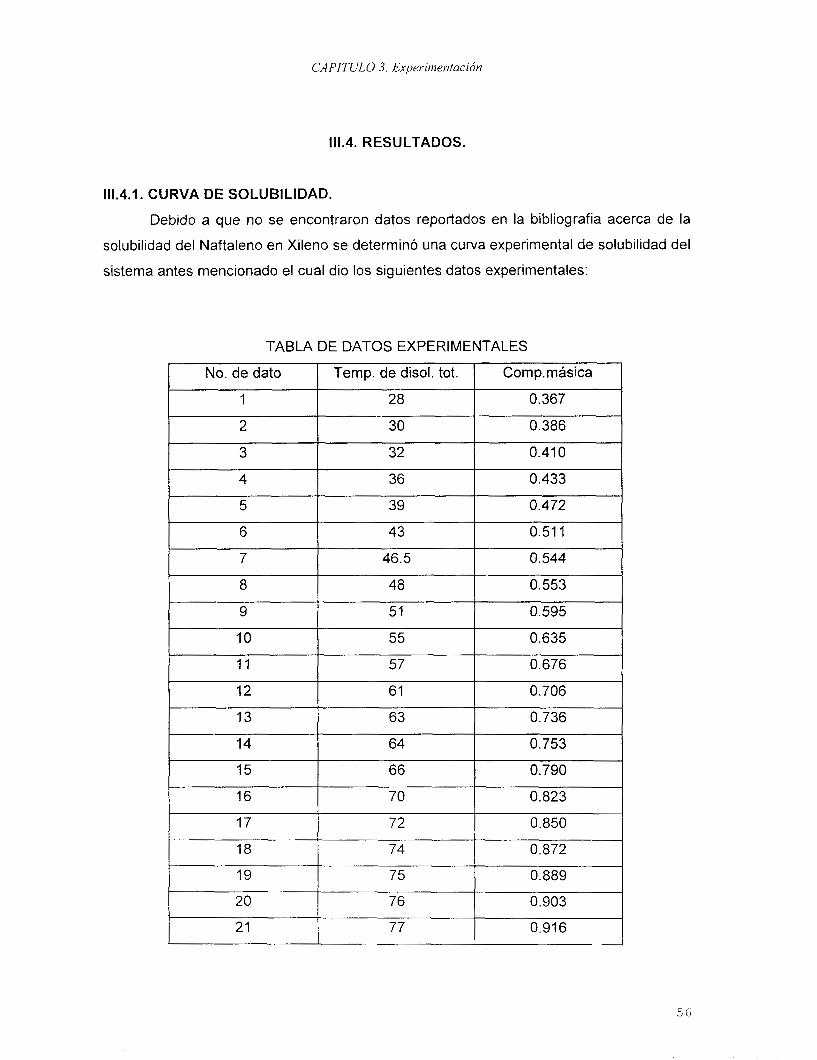
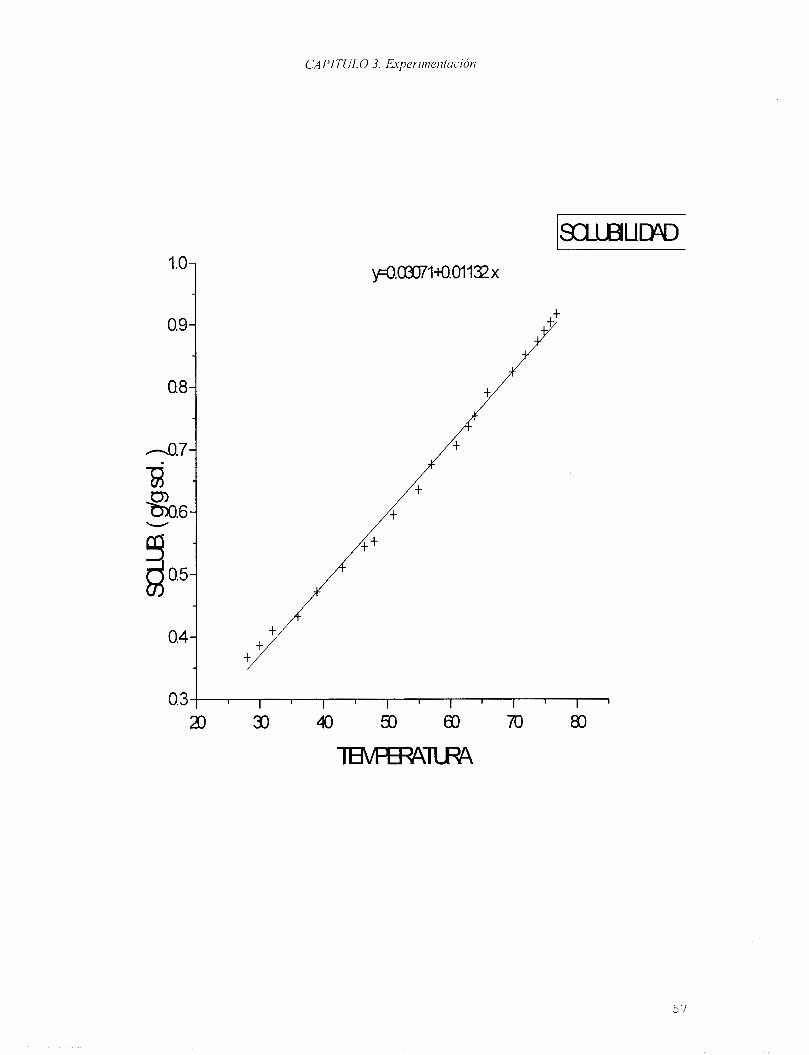
111.4.1. CURVA DE SOLUBILIDAD.
Debido a que no se encontraron datos reportados en la bibliografia acerca de la
solubilidad del Naftaleno en Xileno se determinó una curva experimental de solubilidad del
sistema antes mencionado el cual dio los siguientes datos experimentales:
TABLA DE DATOS EXPERIMENTALES
1.0
0.8 -
-0.7-
-63 %.6- W
10.5:
CAPITULO 3. Experi~l~entacidt~
57
CAPITULO 3. Expel-imentacidn
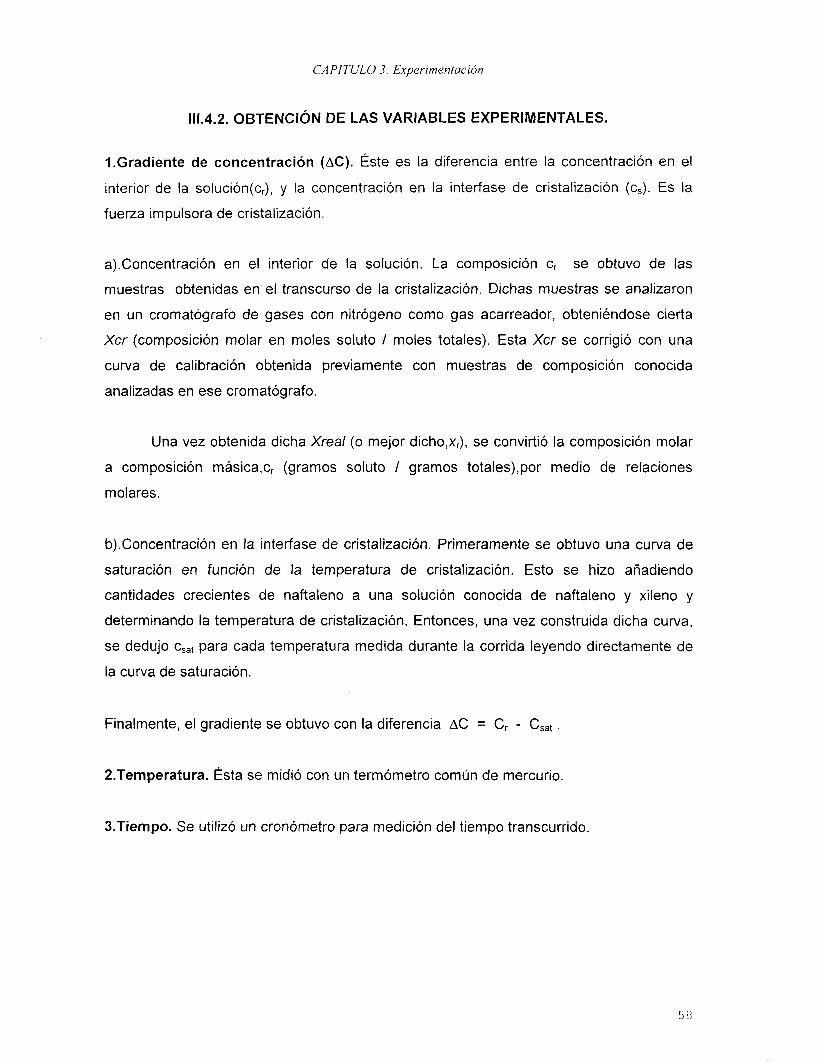
111.4.2. OBTENCIóN DE LAS VARIABLES EXPERIMENTALES.
1.Gradiente de concentración (AC). Éste es la diferencia entre la concentración en el
interior de la solución(c,), y la concentración en la interfase de cristalización (cs). Es la
fuerza impulsora de cristalización.
a).Concentración en el interior de la solución. La composición cr se obtuvo de las
muestras obtenidas en el transcurso de la cristalización. Dichas muestras se analizaron
en un cromatógrafo de gases con nitrógeno como gas acarreador, obteniéndose cierta
Xcr (composición molar en moles soluto / moles totales). Esta Xcr se corrigió con una
curva de calibración obtenida previamente con muestras de composición conocida
analizadas en ese cromatógrafo.
Una vez obtenida dicha Xreal (o mejor diCho,Xr), se convirtió la composición molar
a composición másica,cr (gramos soluto / gramos totales),por medio de relaciones
molares.
b).Concentración en la interfase de cristalización. Primeramente se obtuvo una curva de
saturación en función de la temperatura de cristalización. Esto se hizo añadiendo
cantidades crecientes de naftaleno a una solución conocida de naftaleno y xileno y
determinando la temperatura de cristalización, Entonces, una vez construida dicha curva,
se dedujo csat para cada temperatura medida durante la corrida leyendo directamente de
la curva de saturación.
Finalmente, el gradiente se obtuvo con la diferencia AC = C, - Csat .
2.Temperatura. ÉSta se midió con un termómetro común de mercurio.
3.Tiempo. Se utilizó un cronómetro para medición del tiempo transcurrido.
58
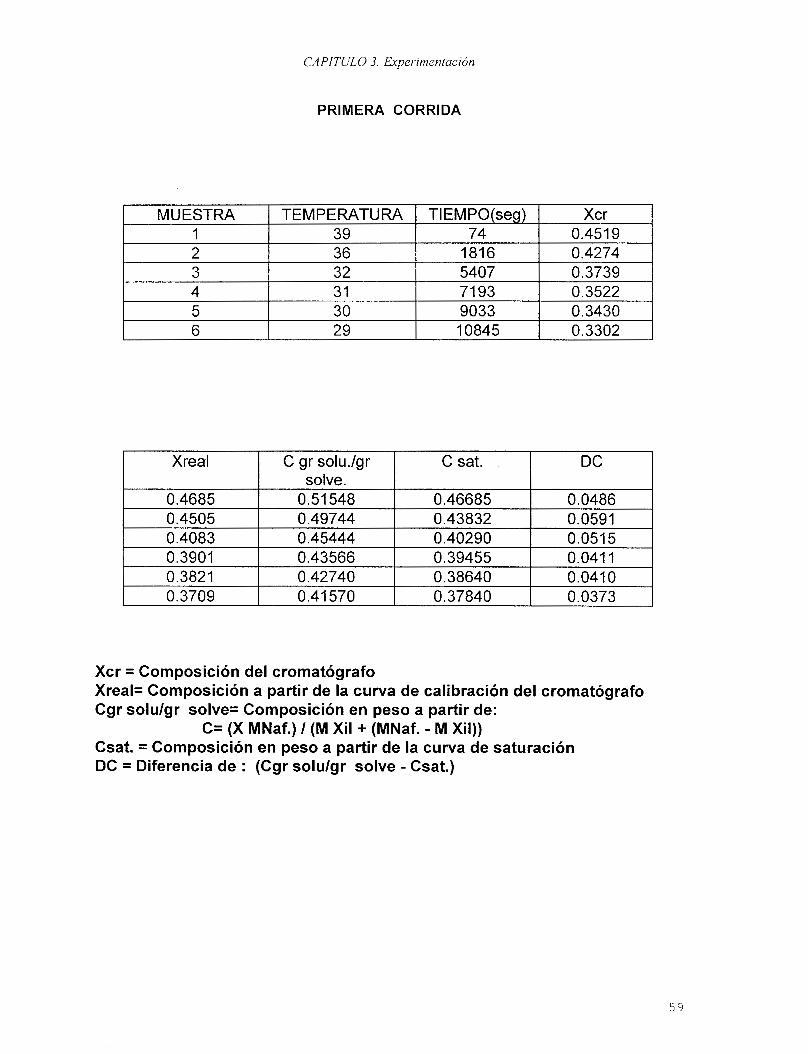
CAPITULO 3. Experimentación
PRIMERA CORRIDA
MUESTRA Xcr TIEMPO(seg) TEMPERATURA 1
0.4274 1816 36 2 0.451 9 74 39
3 0.3522 71 93 31 4 0.3739 5407 32
5 0.3302 10845 29 6 0.3430 9033 30
I Xreal I C gr soIu./gr I C sat. I DC I
Xcr = Composición del cromatógrafo Xreal= Composición a partir de la curva de calibración del cromatógrafo Cgr solu/gr solve= Composición en peso a partir de:
Csat. = Composición en peso a partir de la curva de saturación DC = Diferencia de : (Cgr solu/gr solve - Csat.)
C= (X MNaf.) / (M Xi1 + (MNaf. - M Xil))
59

CAPITULO 3. Experitmntación
ICORRIDA I I
0.060 -
2 0.055 - O o E 0.050 - W I- Z- W 0.045 - - n 6 rY 0 0.040 -
y=0.04866+7.9826E-6 x- I ,824E-9 ?+9.1877E-14 x: '. / "'\
,/ ',\
i \ o \\\
\
O \
\
\ \ \\
\
'\ \
\ \
\O ', '\ .-._. '.. .. .-
O
0.035 ! I I I I I I 1 O 2000 4000 6000 8000 10000 12000
T I E M P O
40 -.I
38 -
2 3 6 - 3 t- 2 3 4 - w
' 3 2 - W I-
a
30 -
y=38.97331-0.00165 x+6.9173E-8 X'
\ O
'.. ',,
28 ! I I I I I I I
O 2000 4000 6000 8000 1 O000 12000
T I E M P O
60

C.4PiTULO 3. Experimentación
SEGUNDA CORRIDA
Xreal DC C sat. C gr solu./gr solve.
0.409893
0.007787 0.41 1463 0.419251 0.374265 0.034261 0.420222 0.454483 0.408376 0.073664 0.429177 0.504821 0.455928 0.002035 0.442966 0.445001 0.3991 52
- 0.020675 0.47671 5 0.456040
Xcr = Composición del cromatógrafo Xreal= Composición a partir de la curva de calibración del cromatógrafo Cgr solulgr solve= Composición en peso a partir de:
Csat. = Composición en peso a partir de la curva de saturación DC = Diferencia de : (Cgr solulgr solve - Csat.)
C= (X MNaf.) I (M Xi1 + (MNaf. - M Xil))
61

CAPITULO 3. Experilnentaciórl
p6EiK”5l - ” 469+0 O m 7 x + l 0097F-9 x2-
0 . 0 8 - O
o O o W 0 0.04 - w I- z 0 . 0 2 - w
0.06 -
-
n oi (3 -0.02 0.00 - -
O j_\ O
1 I I I I I
O 2000 4000 6000 8000
T I E M P O
ICORRIDA 2 I
y=39.79331-0.00178 x+1.201E-7 x*
-
40 - O \ \ \
6 LC 3 8 - 3 I- 6 ctf
a
\
36- ‘\ ‘\
\
\\ r W I-
‘, ‘V.,.
‘x,,
3 4 - ‘..
s... ‘%.. u s.... .... ..._ -.. -.__ - . - .. . ~ .
U
32 I I I I I O
I
2000 4000 6000 8000
T I E M P O
62
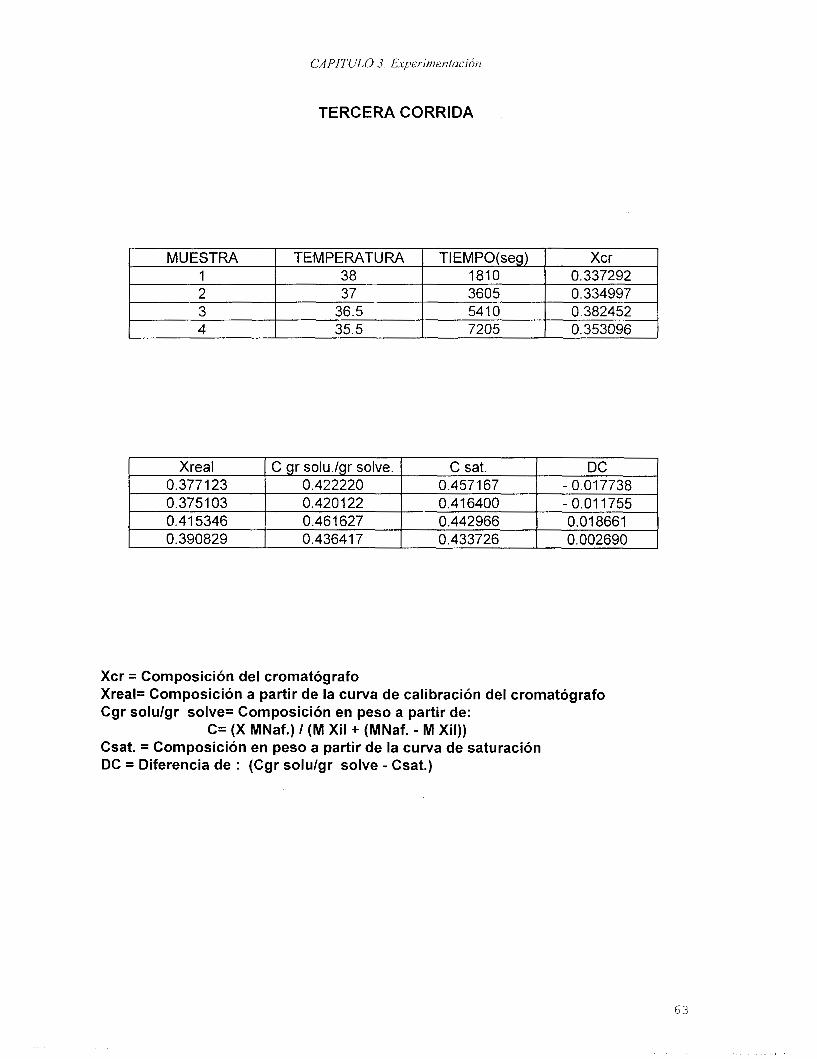
CAP JTULO 3. Experimentaciót~
TERCERA CORRIDA
MUESTRA Xcr TIEMPO(seg) TEMPERATURA 1
0.353096 7205 35.5 4 0.382452 541 O 36.5 3 0.334997 3605 37 2 0.337292 1810 38
Xcr = Composición del cromatógrafo Xreal= Composición a partir de la curva de calibración del cromatógrafo Cgr solulgr solve= Composición en peso a partir de:
C= (X MNaf.) I (M Xi1 + (MNaf. - M Xil)) Csat. = Composición en peso a partir de la curva de saturación DC = Diferencia de : (Cgr solulgr solve - Csat.)
63
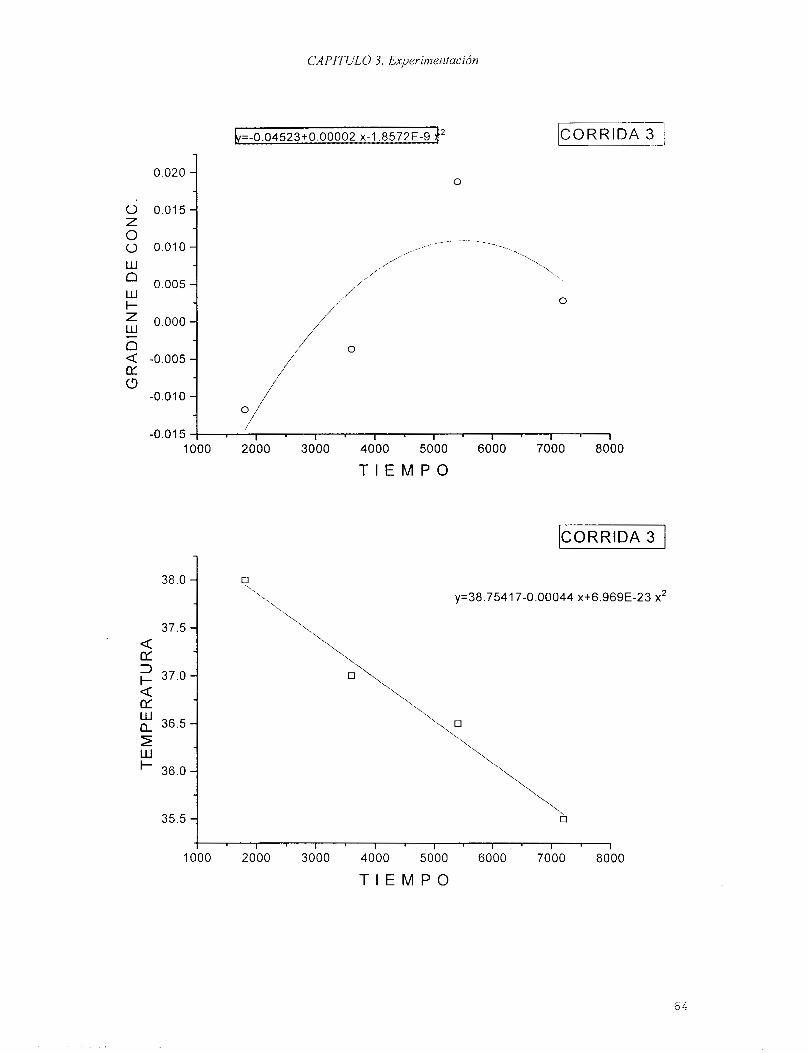
CAPITULO 3. Experitner7tacidn
b=-0.04523+0.00002 x - I .8572E-9 4' 7
0.020 - O
6 0.015 - Z O 0 0.010 -
. . .. . - ..." ,,"
W ,,/" \X\
0.005 - , '\ /
\~
W
[y: Q -0.005 -
/ W
/'
t- O
0.000 - / '
- n
/ // O
/'
c3 //' -0.01 o - /
0 ;
-0.01 5 I I I I I I 1 1000 2000 3000 4000 5000 6000 7000 8000
T I E M P O
I C O R R I D A 3 I
y=38.75417-0.00044 x+6.969E-23 x*
I I I I I I I 1000 2000 3000 4000 5000 6000 7000 8000
T I E M P O
64

CAPITULO 3. Experinlentución
Los valores de AC y T obtenidos se graficaron en función del tiempo para obtener un ajuste polinomial de tercer orden de la forma :
AC (t) = a. + al t + a2 t2 + a3 t3
T(t) = bo + bl t + b2t2 + b3t Y
Como se mencionó antes:
COEFICIENTES DE LOS POLINOMIOS AJUSTADOS
111.4.3. ANALISIS AUXILIAR.
Los siguientes valores también se obtuvieron experimentalmente:
a = 0.0113237 S” ( a partir de un ajuste lineal de la curva de solubilidad: Csat = 0.0307 + 0.0113237 t ).
Lo = 33.982 micras = 3.3982 m ( a partir de mediciones microscópicas de los cristales sembrados)
a = 3 p / 2F = 3 (962.8 kg/m3) / 2 (1) = 1 444.2 kg/m3
ATO = 0.1834 m2/g cristales sembr. = 183.4 m2 / kg cristales sembr.
ATO = (183.4 m2/kg crist.)(0.010 kg crist.) l(0.4806 kg sol.)
ATO = 3.816 m2/kg sol
65

CAPITULO 3. Experimentación
111.4.4. DETERMINACIóN DE LA CINÉTICA DE CRISTALIZACIÓN.
(ACo + aTo)ToaLo To ’ x, = -
(ACo + aTo)ACoaLo ACo
x*= -
X3 = (ACo + aTo)aLo + ((ACo + aTo)’ / A,, )
Con estas fórmulas se determinaron los siguientes valores :
PARAMETROS DEPENDIENTES DE DERIVADAS CON RESPECTO AL TIEMPO
CORRIDA x3 x2 X1 1
, - 1.221541(10”’) 4.1396308( 1 O”’) 5.3349555( 1 O”5) 3 - 2.31 9469( 1 O”’) 1.1644640( 1 O-’) 1.5822097(1 2 1.1900137(10”’) 3.1420805( 1 O-”) - 1.3926677(1
De acuerdo al modelo de cristalización :
E --x, + gx, +x, = o 4
E -xj = -x, + gx, Ajustando por mínimos cuadrados con dos variables (x, y x2 ):
R,
-x3 = 8699.02 XI + 0.0924 x2 .
E/R, = 8699 K
R, = 8.314 kJ/mol K y g = 0.1
E = 72.32 KJlmol kg = 7.758 ( I O 6 ) kg/m2 S
111.5. CONCLUSIONES.
La cinética determinada es :
R = 7.758(106) exp( 7.23(1O4)1R,T) Ato.' [=I kg cristal/m* seg

CAPITULO 4. Diseño de la planta
IV. 1 . DESCRIPCIóN DEL PROCESO.
Este proceso toma una corriente de alimentación de la planta destiladora de
alquitrán (proceso Koppers descrito en el capítulo 1) y la purifica para obtener
naftaleno de pureza relativamente elevada. Funciona con equipo continuo (torre
de destilación) acoplado a equipo que funciona de manera discontinua
(cristalizadores por lotes).
El diagrama 1 muestra el proceso en detalle. La materia prima está formada por
sólidos a temperatura ambiente,por lo que debe introducirse a un depósito de
alimentación calentado por un serpentín interno, para alimentar a su vez la
columna de destilación. De dicha columna de destilación se toma la corriente de
domo, que se mezcla con solución restante del cristalizador que funcionó
anteriormente . Una vez lleno, el cristalizador se siembra y opera
aproximadamente por tres horas. Durante este tiempo, el efluente de la torre llena
el otro cristalizador. No toda la solución residual de los cristalizadores se recircula,
pues una parte va a dar al depósito de residuos, junto con la totalidad de la
corriente de fondos. Una vez concluida la cristalización, el producto se extrae casi
sin solución residual, y termina de secarse al introducirse al tamiz, que sirve para
separar los cristales más pequeños, y usarlos como siembra, y para secar al
producto.
El calor necesario para hacer funcionar la columna de destilación proviene de una
caldera. El vapor de la caldera calienta al rehervidor, después cede calor en un
intercambiador, para entrar a la temperatura adecuada al condensador de la torre
de destilación. Este vapor termina calentando el serpentín del depósito de
alimentación, y regresa por fin a la caldera. Las necesidades de enfriamiento son
proporcionadas por una torre de enfriamiento.
67

O z W
t- LL
z
< a
W n O v) w o O OL a w -I
n
OL a
v) O o -
O W v)
o O OL n
OL a
w v)
t- z W OL OL O o
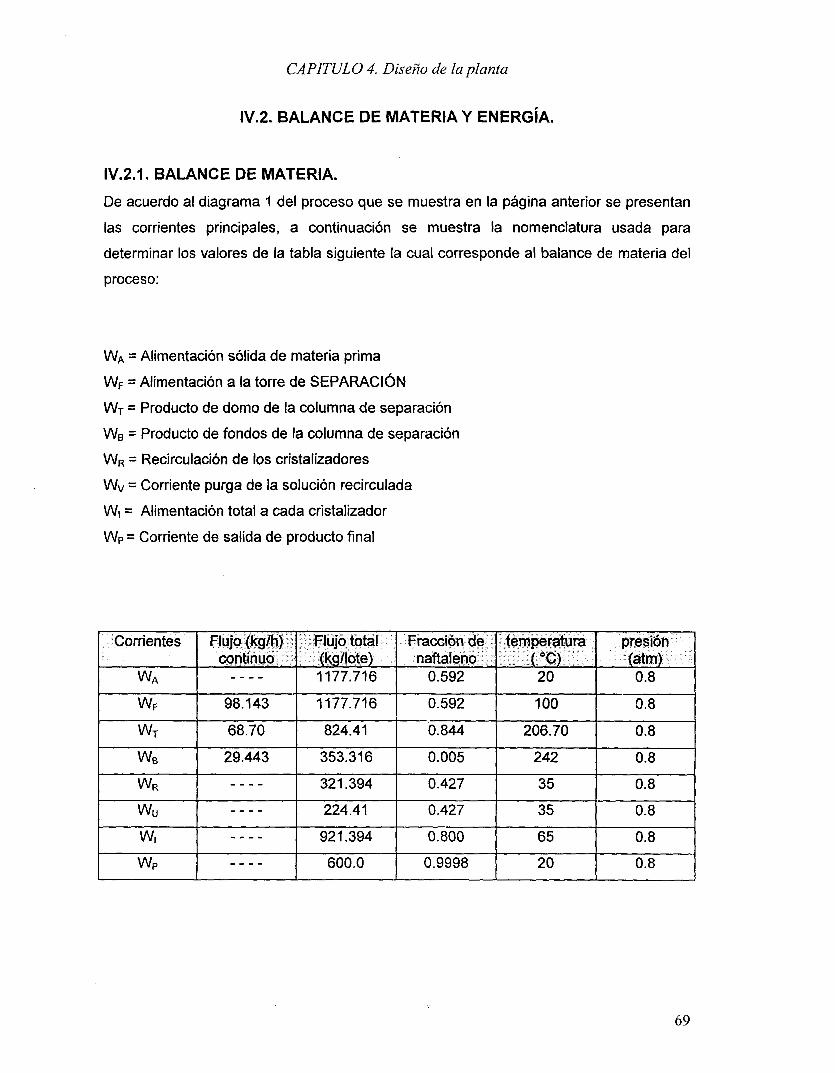
CAPITULO 4. Diseño de la planta
IV.2. BALANCE DE MATERIA Y ENERGíA.
IV.2.1. BALANCE DE MATERIA.
De acuerdo al diagrama 1 del proceso que se muestra en la página anterior se presentan
las corrientes principales, a continuación se muestra la nomenclatura usada para
determinar los valores de la tabla siguiente la cual corresponde al balance de materia del
proceso:
WA = Alimentación sólida de materia prima
WF = Alimentación a la torre de SEPARAC16N
WT = Producto de domo de la columna de separación
WB = Producto de fondos de la columna de separación
WR = Recirculación de los cristalizadores
Wv = Corriente purga de la solucion recirculada
WI = Alimentación total a cada cristalizador
Wp = Corriente de salida de producto final
69

CAPITULO 6. Análisis econbmico
v1.2 .- EVALUACI~N ECON~MICA
Los costos de capital fijo están basados en los costos de terreno. equipo principal y
equipo auxiliar que incluyen costo de material, transportación e instalación, en la tabla
V. l se muestran cada equipo del proceso y su costo respectivo:
TAB LA V. 1
Costos de capital :
Equipo principal
Costo ( USD )
Destilador
128 O00 Cristalizador (2)
45 O00
Equipo auxiliar
Recipiente de alimentacfón
23 O00 Caldera
92 300 -
lntercambiador de calor HE-I
3 300 Depósito de agua de enfriamiento
5 560 Depósito de producto
3 970 Depósito de residuo
24 O00 Torre de enfriamiento
10 260 Tamiz
8 045 lntercambiador de calor HE-2
10 330
Tuberías y codos 5 200
Bom bas 3 325
Terreno I 5c O00 ,
Costo total de capital fijo (CcF):
82 458 Costo de trabajo (20 % del CcF):
412 230
COSTO DE CAPITAL TOTAL (CCT) 494~ 748
79
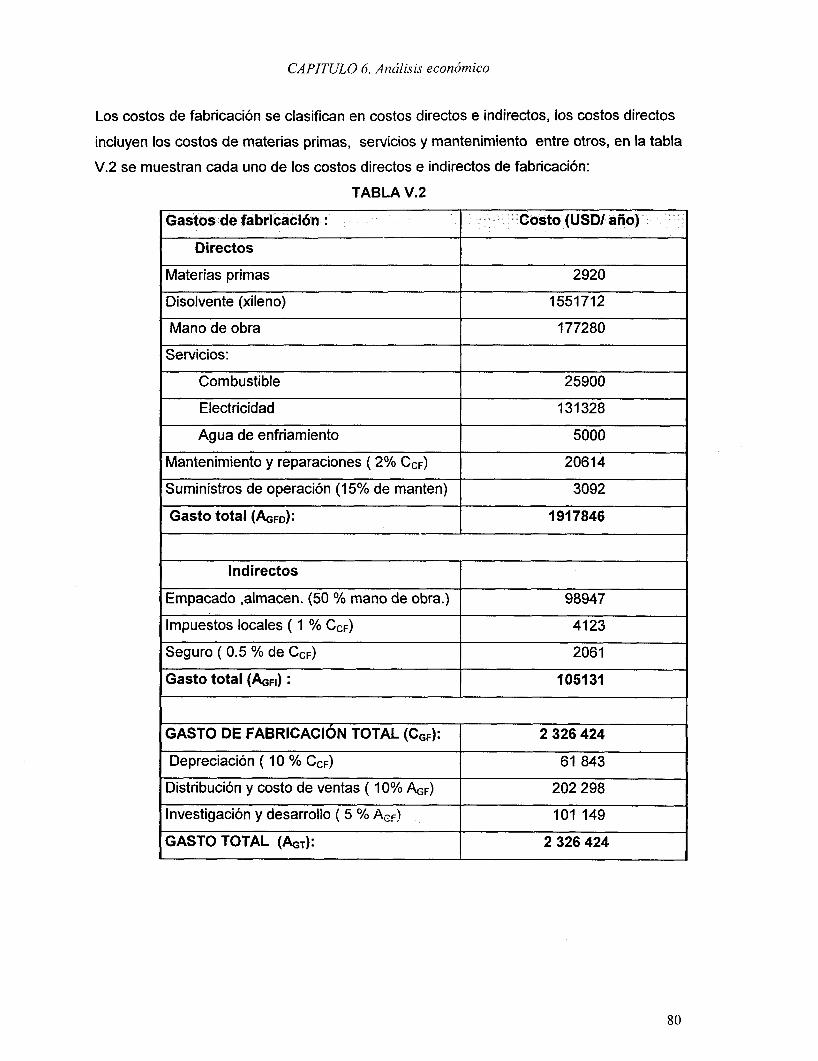
CAPITULO 6. Análisis económico
Los costos de fabricación se clasifican en costos directos e indirectos, los costos directos
incluyen los costos de materias primas, servicios y mantenimiento entre otros, en la tabla
V.2 se muestran cada uno de los costos directos e indirectos de fabricación:
TABLA V.2
Gastos de fabricación : Costo (USD/ año)
Directos
Materias primas
1551712 Disolvente (xileno)
2920
Servicios:
177280 Mano de obra
Combustible
131 328 Electricidad
25900
5000 Agua de enfriamiento
Mantenimiento y reparaciones ( 2% CcF) 20614
Suministros de operación (15% de manten) 3092
Gasto total (&FD): 191 7846
Indirectos
Empacado ,almaen. (50 % mano de obra.)
1051 31 Gasto total (bFI) :
2061 Seguro ( 0.5 Oh de CCF)
4123 Impuestos locales ( 1 % CcF)
98947
GASTO DE FABRICACION TOTAL (CGF): 2 326 424
Depreciación ( 10 % C c ~ )
202 298 Distribución y costo de ventas ( 10% AGF)
61 843
101 149 Investigación y desarrollo ( 5 YO ABF)
GASTO TOTAL (&T): 2 326 424
80

CAPITULO 6. Análisis económico
Ingreso de ventas: El precio comercial de naftaleno de alta pureza se cotiza en 49.502 USD/kg , si nuestra
planta produce 364 800 kg/año, y se vende toda, entonces se estima un ingreso de
ventas de 18 058 330 USD/ año.
La inversión total es la suma de los costos de capital fijo más los costos de trabajo, por lo
que
Utilidad bruta = ventas - CCT
UB = 17 975 872 USD/año
Impuesto sobre la renta = 35 %
Utilidad bruta X impuesto sobre la renta ( UBI) = 6 291 555 USDl año
Utilidad neta = Ue - UBl = 4 688 802 USD/año
Retorno anual = 4 688 802 USD/año
Retorno anual sobre lo invertido = Re torno. anual
Inversión total xl O0
Retorno anual sobre lo invertido = 2361.67 %
TREMA = TllP + Riesgo
TllP = 28 %
Riesgo = 30 Oh
TREMA = 58 %
Tiempo de retorno de la inversión = Inversión total retornoanual
Debido a que la tasa de retorno anual sobre lo invertido resulta ser mayor que la tasa
de rendimiento mínima aceptable , se determina que el proceso es rentable y con un
tiempo de retorno de la inversión de 1.26 meses
81

CAPITULO 6, Análisis económico
V1.3.- CONCLUSIONES
El naftaleno se obtiene corno subproducto de los procesos de separación de mezclas tan
complejas como lo son los productos de la destilación del coque o hulla, y la reformación
catalítica de ciertas fracciones del petróleo . Esto nos lleva de antemano a decidir que
materia prima y proceso emplear considerando variables tales como:
a).- costos de disponibilidad de materia prima
b),. costos de procesamiento
c).- costos de equipo.
La evaluación detallada de estas variables seFala como la mejor opción para la obtención
del naftaleno, la destilación del alquitrán de hulla, tomando a consideracón lo siguiente:
a).-La fracción de naftaleno presente en las materias primas es mayor en el alquitrán de
hulla con respecto a las fracciones encontradas en el gas de hulla o en la fracción de
aromáticos pesados del petróleo
b) El proceso de destilación del alquitrán de hulla es más rentable que la reformación del
petróleo, puesto que éste último requiere un reactor termocatalítico, lo cual implica un
costo mayor para la planta .
De los datos obtenidos a partir de la evaluación económica, se infiere que el proceso de
cristalización es rentable siempre y cuando las condiciones del mercado nacional no
conduzcan a una baja extrema del valor del producto, o un encarecimiento de la materia
prima. En tal caso, se cuenta con la gran probabilidad de exportar el producto
82

CAPITULO 6. Apéndice
VII.- APENDICE:
VII.1- EQUIPO PRINCIPAL
VIL1 .I .- Diseño de la Columna de separación multicomponente
Material: Practicamente naftaleno (CloH8)
Peso molecular: 128.1 8 gr/mol
Densidad del liq. a 100°C : 0.825grkm3
Densidad del vapor a 100°C : 0.9664 gr/cm3
Tensión superficial a 100°C: 31.77 dinaskm
Flujo esperado.
Gasto máximo Domo: 70 Kg/hr
Gasto máximo Fondo: 30 Kg/hr
Condiciones de operación.
T : 1 OOOC (373.1 K)
P : 0.8 atm. (1 1.756 psi)
Núm. de platos reales: 17
Plato óptimo de alimen.: 5
Los datos de operación de la columna fueron determinados con la ayuda de una
simulación hecha con el sofware “ASPEN PLUS” Ver. 9.1
..
Material de construcción:
Para los platos perforados y coraza de la columna, el material recomendable es de
aleación resistente a la corrosión y temperatura, que en este caso el mas aceptable es
el ácero inoxidable.
Cálculo del diámetro de la columna:
Aplicando el método de Sounders-Brown, la distancia tentativa entre plato y plato es de
12 plg. (30.54 cm) seleccionado para un diámetro de columna de entre 0.75 a 1.5 m.
W = C[ 0.9664*10-3(0.0825-0.9664*10-3) 1112
83

CAPITULO 6. Apéndice
donde C es un valor que se determina de gráficas que estan en función del
espaciamiento de los platos y la tensión superficial, C=12400.
W = 109.709 unidades métricas
El diámentro de la columna se determina de la sig. forma:
D = [ (4V)/(3.1416W) ]
sustituyendo valores tenemos el siguiente diámetro = 0.85 m.
El diámetro de las perforaciones es de 4.8 mm (3/16) el cuál proporciona una alta
eficiencia y no se tapan en procesos ligeramente incrustrantes.
Se eligio la distancia entre vertederos y perforaciones Ws de 3 cm y considerando que
la distancia entre coraza y perforaciones Wc minima es de cero (O). Con Wd de 0.1 152
cm.
El área total activa es:
X = D / Z - ( W d + W s )
sustituyendo valores X = 38.84 cm = 0.3839 m
r = (D/2) - Wc = 42.5 cm = 0.425 m
Aa = 2[ X(r2 -X2)II2 + r2sen-l (X/r) ]
Aa = 24.65 m
Escogiendo de tablas de (*) la relación [ área totallárea perforada 1, con un valor de
0.60, el arreglo será el siguiente.
Arreglo = [ 0.9065 do2(at/ap) ]1/2= I .40 m
Por lo tanto el diámetro de la columna es el promedio entre el arreglo y el estimado por
el método de Sounders-Brown:
D = 1.125 m
Comercialmente tenemos lo sig:
Arreglo = 1.17 m
84
CAPITULO 6. Apéndice
Con espesor de plato de acero inoxidable de 2.77 calibre 12 U.S. Verificando ña
relación UD = 3.004, encontrandose dentro de los valores recomendados. Espesor de
la cubierta considerando la presión interna
t = C + [ (PD)/(2SE-P) ]
donde:
P = 0.8 atm = 11.756 psi
D = 1 .I25 m = 44.29 plg
C = 0.0125
Del codigo tabla USC-23 con número SA-285 y grado C, para metales donde la temp.
no exceda de 35OOC y esfuerzo permitido S i 13750, con juntas hemisfericas sin examen
de reyos X, E = 0.8 se obtiene lo sig.
t = 0.4859 plg = 1.234 cm
For lo tanto el espesor práctico mas proximo es de 1/2 plg
Para la parte inferio y superior de la columna:
D= 44.29 plg t = C + [ PD/4SE ] = 0.3693 plg = 0.9380 Cm
Por lo tanto el espesor de las tapas superior e inferior es de 3/8 de plg.
Para la determinación del costo de la columna de separación fue en base a las tablas
presentadas en libro de Peters and Timmerhouse que estan en función del peso del
equipo.
Cilindro o coraza de la columna:
(6.172 pie3)(486.931 Ib/pie3) = 3006 lb
Tapa superior e inferior (cabezales):
(0.3334pie3)(486.931 Ib/pie3) = 162.35 lb
85

CAPITULO 6. Apéndice
2 cabezales = 325 lb
Platos:
17(3.1416)(1.763)2(0.0229)=3.801pie~)(486.931 Ib/pie3)= 1850 lb
Por lo tanto el peso aprox. de la columna es la suma de todo lo anterior, la cual es de:
5200 lb y de acuerdo a las tablas de la bibliografia antes mencionada da un valor aprox.
de 25,000 dls. , estas tablas fueron hechas para el año de 1979 por lo que se tiene que
convertir a el valor actual por medio del indice Marshall, el cuál es el actual entre el del
año de referencia, entonces el valor actual es el siguiente:
25,000 x (1028.3 / 561 ) = 45,850 USD.
86
CAPITULO 6. Apéndice
VII.1.2.- Diseño de un critalizador por lotes (batch)
I. Especificaciones: - Tamaño del producto: Lp= I x I O - ~ m
- Tamaño de sembrado: Ls= 3.4~10-5 m
- Temperatura de alimentación: 68 OC
- Temperatura final: 35 OC
- Volumen deproducción: Wp = 1200 kg/lote
- Composición de alimentación: 0.800 kglkg-sol.
- Densidad del cristal : pc = 962.3 kg/m3
- Densidad de la solución: pc = 962.3 kg/m3
- Coeficiente de solubilidad: Cs = 0.0307 + 0.01 13237 T
- Factor de volumen de los cristales: k l = 1
II. Volumén del cristalizador
- Concentración de alimentación = 0.800 kg/kg sol.
- Concentración final = C, = 0.0307 + (0.01 13237) T (T a 35 “C) = 0.427 kg/kg sol.
- Cristalizado por kg de solución : X= 0.800 - 0.427(1-x) = 0.65096
-Densidad global del magma: p~ = m. cristal / volumén total = 962 kg/m3
- Volumén del cristalizador = 2.25 m3
111. Cantidad de sembrado
N = W, / pckVL: = 1200kg / ( ( I* 1O”m) (1)(962.8 kg / m3)) = 6.232 * I O 8 cristales
W, = NpckvL; = (1.246 * 1O9)(962.8)(1)(3.4* 10-5)3 = 0.0236 kg
87

CAPITULO 6. Apéndice
IV. Tiempo de operación.
Ecuación cinética
W = Abexp(-E/RgT)Acg
W = A (7.758 * I O 6 )exp(-8699 / 330)(0.05)0.092
W = A (1.81*10-5) = (1.81*10-5)( Nk,L;)
Por otra parte
Wo = 3Np,k,L$G
G = 2.095
3pckvG = 2.095*10-5 = G=(2.095kA)/(3pckv) = 7.254*10" m/s
Además por la siguiente ec.
= qf(To-T) / Ws= 4.5(0.0113)(68 - 35)/3(0.047) = 8.814
Por otro lado:
Z = Gt/Lo = z = ZLJG = 2.886 = 2h,56min
Las condiciones generales para cada cristalizador son:
V = 2.25 m3 T = 2.9 hrs.
88

CAPITULO 6. Apéndice
Ecuaciones de diseño para un cristalizador por lotes.
Balance general de materia para el componente cristalizable.
La ecuación anterior es bajo la suposición de volúmen constante, por otro lado:
La tasa de crecimiento cristalino es igual a la densidad de los cristales multiplicada por
la tasa de crecimiento volumétrica de los cristales.
dM d dL dt dt dt " - pc-(Nk,L3) = 3pcNk,L2-
dM dt " - 3 p, N k , Lz G (2)
d 2 M dL - 6p,Nk,L2G- "
dt dt
d 2 M dt " - 6pcNk,G2L (3)
Volviendo a derivar por tercera ocasión:
d 3 M dL dt
- 6 p, NkcG2 - dt
- 6pcNk,G3
"
d 3 M "
dt
=6pcNk,LoG' (6) t f o
$1 = 6pcNk,G3 (7) t o
La ecuación (1) puede derivarse a su vez:
89

CAPITULO 6. Apéndice
d 2 M d2C " - -y-- dt dt
d 3 M d3C dt
--y-- dt
Comparando las ecuaciones (4) y (9) resulta:
"
d3C 1 - = --(6pcNkvG3) dt2 V
integrando esta ecuación con las condiciones iniciales (6) y (7) resulta:
d2C dt " - -6pcNkvLoG2 -6pcNkvG3t
integrando esta ecuación con las condiciones iniciales (5) da:
dC dt
La última integración resulta de la siguiente forma:
-=-6pcNkvLoG2t-3pcNkvG3t2 -3pcNkvLiG
(C( t ) - C(to)) = -3pcNkvLoG2t - pcNkvG3t3 - 3pcNkvLiGt (IO)
Por otra parte:
C(t) = Cso,v,(t) - AC(t>
C(t) = a +bT+ AC(t)
C(t)-C(to)=(a+bT(t))-(a+bTo)+(AC(t)-AC(to))
Suponiendo AC constante y combinando las ecuaciones (1 O) y (1 1)
( 1 G3t3 G2t2 -G't] b(T-T,) = 3pcNkvLi
3 L3, Lz, Lo
Se sabe que = pcNkv Li
90

CAPITULO 6. Apéndice
Definiendo:
1 3
a, =-z3 +z2 +z (14)
dos La condición que hace a AC constante es:- = Z2 + 22 + 1 d 2 (1 5)
91
\

CAPITULO 6. Apéndice
V11.2.-DISEÑO Y COSTO DE EQUIPO AUXILIAR.
V11.2.1.- Diseño y Costo de una caldera
- Presión de operación = 6 atm.
- Area o superficie de calefacción = 66.4006 m*
Comercialmente se tiene que la superficie de calefacción es de 70 m*
- Coeficiente global de transferencia ( U ) = 12501 . I2 cal/seg
- Temperatura de entrada = 150°C
- Temperatura de salida = 260°C
- Longitud del cuerpo cilindrico superior = 3.2 m
- Diámetro del cuerpo cilindrico superior = 1.6 m
- Núm. de tubos de humo = 60
- Diámetro exterior de los tubos = 8.3 cm
- Longitud del cuerpo cilindrico inferior = 4.3 m - Diámetro del cuerpo cilindrico inferior = 1.6 m
- Núm. de tubos de hogar = 1
- Diámetro máximo de los mismos = 80 cm
- Diámetro mínimo de los mismos = 65 cm
- Longitud total de la obra de fabrica = 5.25 m
- Ancho total de la obra de fabrica = 3.15 m
- Altura total de la obra de fabrica = 4.0 m
- Flujo másico de descarga = 0.03 kg/seg
- Costo = 18360 (392.6 / 315 ) = 22871.31 dols. aprox. 23000 dols.
92

CAPITULO 6. Ape'ndice
V11.2.2 Diseño y costeo de intercambiadores de calor HE-I y HE-2
1.- INTERCAMBIADOR DE CALOR HE-I
a) Corriente refrigerante.
1 .- Agua líquida.
2.- Temperatura de entrada: 20 'C.
3.- Temperatura de salida: 95 'C.
4.- Composición 100% agua líquida.
5.- Flujo másico: 0.22 kg./s.
6.- Presión de operación: 1 atm.
b) Corriente caliente.
1 .- Vapor saturado.
2.- Temperatura de entrada: 244 'C.
3.-Temperatura de salida. 190 'C.
4.- Composición 100% vapor saturado.
5.-Flujo másico: 0.03 kg./s.
6.- Presión de operación: 21 .O8 atm.
c) Carga térmica: Q=1956 cal/s
d) Coeficiente global de transferencia :U=568.7 Calk m2
e) Tipo de construcción: tubos concéntricos 9 Material: Acero inoxidable en el tubo y
acero al carbón en la coraza.
g) Área de transferencia: A=0.0209 m2.
h) Longitud del tubo 2.25 fi. i) Diámetro interno: 3/8 in. tubo interno y 1 in. tubo externo
j) Espesor del tubo interno: x=l.2446 x 1 O3 m.
k) Calibre BWG: 18 en el tubo interno y 20 en el tubo externo.
I) Costos: 3120 x (1042.9/315) = 10,330 USD.
93

CAPITULO 6. Apéndice
11.- INTERCAMBIADOR DE CALOR HE-2.
lntercambiador de tubos concéntricos con solución fundida de naftaleno en la parte
interna y agua líquida en la parte externa
a) Corriente refrigerante:
1 .- Temperatura de entrada: 20 'C.
2.- Temperatura de salida: 85 'C.
3.- Composición: 100% agua líquida.
4.- Flujo másico w, = 0.01896 kg./s.
5.- Presión de operación 1 atm.
b) Corriente caliente:
1 .- Temperatura de entrada: 206 'C.
2.- Temperatura de salida: 70 'C.
3.- Composición: 84.4% de naftaleno.
4.- Flujo másico w,= 0.01908 kg./s.
5.- Presión de operación: 0.8 atm.
c) Carga térmica: Q=1232.57 calls
d) Coeficiente global de transferencia :U=8.11 Calls m'
e) Tipo de construcción: tubos concéntricos
9 Material: Acero inoxidable en el tubo y acero al carbón en Ia'coraza.
g) Área de transferencia: A=l.89 m*.
h) Longitud del tubo 27.7 m.
i) Diámetro interno: 3/4 in. tubo interno y 1 Yi in. tubo externo
j) Espesor del tubo interno: x=0.65 m. k) Calibre BWG: 16 en el tubo interno y 20 en el tubo externo.
I) Costos 8045 USD.
94

CAPITULO 6. Apéndice
V11.2.3.- TAMIZ TC-1
Especificaciones:
a) Tamaño de la malla: Dp=3.4 x I O 5 m.
b) Flujo másico: ~ 0 . 0 1 3 8 9 kg.1s.
c) Material: Acero al carbón
d) Potencia requerida: P=6.54 kW
e) Costo: CT=1.026 x I O 4 USD. (1995)
V11.2.4. DISEÑO DE DEPOSITO DE ALIMENTACIóN DA - 1.
- Capacidad = 3000 kg
- Densidad aprox. de materia prima = 961.2 kglm3
- Volumen del tanque = 4.2 m3
- Diámetro = 1.75 m
- Altura del tanque = 1.3 m
- Coeficiente global de transferencia ( U ) = 3.45 Jkeg
Cálculo del serpentin para el recipiente de alimentación
Datos:
M=3 tm
p=961 kglm3
V = M/p=3,000 kg1961 kglm3
V = 3.122 m3. Este volumen es el requerido para almacenar exactamente los 3 O00 kg.
Puesto que se trata de un depósito con tapa que se alimenta por arriba, existe un
espacio encerrado de aire entre la cubierta superior y la solución. Incluyendo dicho
volumen, resulta:
95

CAPITULO 6. Apéndice
V =4.2 m3
n D V= 4
L
L=l.75m.
Para estimar el coeficiente de transf. de calor en la cubierta superior del tanque, deben
calcularse las resistencias a la transferencia de calor de la siguiente forma:
U= -+ 1 - 1 + 25-1 . Aquí hint es el coeficiente en la parte interna (aire encerrado - I
hmt h e x t k ~~
entre ambas superficies, he* el coef. en la parte externa y x y kac el espesor y la
conductividad calorífica del acero, respectivamente.
Pairz3.67 XI O-3/0AC
C,ir=992.32 J/kg OC
Leq=l.55m
Pair"l.4 m3/kg
g=9.8m2/s
kair 9yc=O. 0308 W/m OC
pair=0.209 X I O 5 Ns/m2
Pr=0.697
para el aire en espacios encerrados y superficies planas horizontales a=0.14 y rn=1/3
Nuint = 108.2
Nu=hUk por lo que h=Nuk/L
hint=7.404 J/(sm2 OC). Estimando las otras resistencias
kac=45.00 J/sm°C
Ax=0.0127 m
Nued=325.51
he*=6.468 J/s m2 'C. Finalmente, el coeficiente global para la parte superior es:
Ut=3.45 J/sm2 OC Para evaluar el área de transferencia se usa (Perry, 10 - 40)
U t (2 D I k g / U , ) ( T - Tg) u s T - T '
&=As'+ -A t + , donde:
At= 2.40 m2 (Área de la cubierta superior del tanque)
96
CAPITULO 6. Apéndice
AS=l.75n(l .75)=9.62m2 (Área real de los costados del tanque)
A,'= 0.73 A, + A, + 4.5 Dt (Área aparente que debe usarse en la fórmula para &)
A,'= 17.97 m'
Dt= 1.75 m (Diámetro del tanque)
U,=2.04 Jkm' OC (Coeficiente de transf. obtenido de tabla 10 - 7, Perry)
b=0.3289 J/sm' OC (Coeficiente de transferencia para el fondo del tanque, estimado
pensando en arena como material aislante)
T=100 OC (Temperatura del interior del tanque)
T'=20 OC (Temperatura del exterior del tanque)
T,=60 OC (Temperatura del fondo del tanque)
&=21.3 m' (Area equivalente del depósito)
qe=U&(T-T')
qe=3 483 J/s
q= 7 328 J/s
qT= 10 81 1 Jls. La ecuación para el serpentín es:
u, = 315.13 J/sm2 OC (coeficiente de transferencia de calor para el serpentín, extraído
de la tabla 10 - 8, Perry)
&=0.476 m2
Usando tuberia de acero inoxidable de diámetro 3/8 m.:
&*=0.0982 ft'lft
&=I (0.0982 ft2/ft)
I = 12.68 m
Costo : 27 780 U.S.D. (1982)
Costo actual : 27 780 U.S.D. ( 1042.9 (ind. Marshall 1995)/ 315 (índ Marshall 1982))
Costo actual : 92 300 U.S.D.(1995)
V11.2.5. DISEÑO DE TORRE DE ENFRIAMIENTO TE - 1.
a) Características de la corriente enfriadora (aire):
1 .- Humedad relativa : 60%.
2.- Temperatura a la entrada:20 'C.
97
CAPITULO 6. Apéndice
3.- Temperatura de bulbo húmedo: 15.2 OC. 4.-Temperatura de punto de rocio:12 'C. 5.- Temperatura de salida:38.4 'C. 6.- Flujo a la entrada: G1=0.28 kg./s.
7.- Flujo a la salida: G2=0.2861 kg./s.
8.- Entalpía a la entrada: 42.5 kJ/kg. aire seco.
9.- Entalpía a la salida:93.5 kJ/kg. aire seco.
10.- Temperatura de aire a la salida: 38.4 'C. 11 .- Humedad específica a la entrada: 0.0088 kg. agua/kg. aire seco.
12.- Humedad específica a la salida: 0.0272 kg. agualkg. aire seco.
b) Características de la corriente caliente (agua):
1 .- Temperatura a la entrada:80 'C. 2.- Temperatura a la salida:20 'C. 3.- Entalpía a la entrada: 619.339 kJ/kg. agua.
4.- Entalpía a la salida:217.48 kJ/kg. agua.
5.- Flujo a la entrada L1=0.240 kg./s.
6.- Flujo a la salida L2=0.234 kg./s.
c) Relación líquido-gas UG=0.85
d) Flujo de calor: 96.028 kJ/kg.
e) nd=O. 1883.
9 Coeficiente de transferencia de masa por área de contacto de volumen de la torre:
349.32 kg. agua/s m3.
g) Longitud de la torre: 1 .I 5m
h) Sección transversal: 0.49m2.
Se va a enfriar la corriente de agua por medio de aire:
UG= 0.85
A la entrada del agua:
L1= 0.24 kg/Sg
T1 = 80 'C hagua = h l = 653 kJ/kg
A la salida del agua:
L 2= 0.234 kg/sg
T1 = 20 'C
98

CAPITULO 6. Apéndice
hagua = h 2 = 540.743 kJ/kg
Utilizando la carta psicométrica agua-aire calculamos la humedad relativa del aire y la
temperatura del bulbo húmedo y la entalpía y el contenido de humedad:
A la entrada del aire:
GI= 0.281 kg/Sg
TI = 20 OC
h aire = h l= 42.5 kJ/kg
A la salida del aire
G 2= 0.288 kg/Sg
T1 = 38.4 OC haire = h 2 = hl + L/G( TI - T2)
h aire = h 2= 93.5 kJ/kg
Flujo de calor:
Q = L(Hlagua - H2 agua)
Q= 96.028 kJ/Kg
Curva de operación:
TOC dT/Ah Ah = hagua-haire haire kJ/kg hagua kJ/kg
T2 = 20 42.5 21 7.480
T2 + O. 1 (60)= 26
0.00259 385.496 73.1 458.596 TI+ 0.4(60)= 56
0.0031 7 315.324 62.9 378.224 T2 + 0.4(60)= 44
0.00476 210.067 47.6 257.667
T1-+ O. 1 (60)=74 0.00203 490.750 88.4 579.153
T1 = 80 93.5 619.339
C dT/Ah = 0.0125
nd= = [*O; 20](0.0125) = 0.1883 L
99

CAPITULO 6. Apéndice
De datos estándar para una torre de tiro inducido con placas verticales por interpolación
de los flujos de agua y aire:
KaV = 349.32
Z= 1.15 m
Sección transversal =0.49 m*
V11.2.6. DEPóSITOS DE ALMACENAMIENTO DS-1 Y DS-2.
Se estiman para el almacenamiento de hasta 30 días de producción (15 días por cada
uno):
- Capacidad: 15 x 1 200 kg/día = 18 O00 kg
- Volumen necesario: V = 18 O00 kg/ p(kg/m3) = 37.4 m3
- Material : acero al carbono
-Costo : 840 U.S.D.(1982) (1 042.9/315) = 2 780 U.S.D.
V11.2.7. DEPóSITO DE ALMACENAMIENTO DS-3.
Se estima de manera similar al equipo anterior :
- Capacidad : 21 200 kg
- Volumen : 25.6 m3
- Material : acero al carbono.
- Costo : 1200 U.S.D.(1982) (1042.9 /315) = 3970 U.S.D.(1995)
V11.2.8. DEPóSITO DE AGUA DE ENFRIAMIENTO.
Dimensiones:
- Lado = 6 m
- Ancho = 6 m
- Profundidad = 2 m
1 O0

CAPITULO 6. Apéndice
- Volumen = 72 m3
- Estructura de hormigón armado
- Costo aproximado = 3300.00 USD
V11.2.9. DISEÑO DE BOMBAS.
BOMBA 1:
- Diferencia de alturas z2- z1 = 3.7 m
- Diámetro de la tuberia = 15.8 x m
- Longitud L = 5.6 m + 3.7 m =9.3 m
- Flujo másico (m) = 0.02726 kg/seg
- Velocidad = 0.1488 m/seg
- Potencia de bomba = .I .54 x I O ”
Accesorios:
- 1 válvula y 2 codos de 90”
- Densidad = 934 kg/m3
- Tuberia de ácero inoxidable de cédula 40 de 1/2”
pLh 4m Re=----”- P XDP
-
Re = 2815
Con este valor se estimo el coeficiente de fricción f = 0.048
Jz v2 V 2 2Dg 2 g
La ecuación de Darcy generalizada: h, = -+ XK-
h, = 0.034
Utilizando la ecuación de Bernoulli:
P2-4 v; -c2 h, = ( Z 2 -Z , )+ +
Pg 2g + hL
h, = 3.734 m
De acuerdo a la ecuación para cálculo de potencia de bombas centrifugas (Crane,1991)
Qhp P 61 16 * lo3
P =
P = IxIO-~ kW ; ésta corresponde a una potencia teórica. La potencia real es:
101
CAPITULO 6. Apéndice
p =-"
Éste procedimiento de cálculo se realiza para las bombas restantes
Predr iCU
real - 1.54 x I O " kW E
BOMBA 2
- Diferencia de alturas z2- z1 = 5 m
- Diámetro de la tuberia = 15.8 x I O 3 m
- Longitud L = 6.31m .
- Flujo másico (m) = 0.00818 kg/seg
- Velocidad = 0.0503 m/seg
- Potencia de bomba = 4 x I O 4
Accesorios:
- 5 codos de 90"
- Densidad = 934 kg/m3
- Tuberia de ácero inoxidable de cédula 40 de 112"
BOMBA 3
- Diferencia de alturas z2- z1 = O m
- Diámetro de la tuberia = 12.5 x I O 3 m
- Longitud L = 43.7 m
- Flujo másico (m) = 0.03 kg/seg
- Velocidad = 0.306 m/seg
- Potencia de bomba = 1.76 x I O 4
Accesorios:
- 13 codos de 90"
- Densidad = 800 kg/m3
- Tuberia de ácero inoxidable de cédula 40 de 3/8"
BOMBA 4
- Diferencia de alturas z2 - z1 = 2.0
- Diámetro de la tuberia = 15.8 x I O " m
- Longitud L = 25.5 m en una rama y 47.07 m en la otra rama
- Flujo másico (m T)= 0.24 kg/seg
- Velocidad = 1.22 m/seg
102