Universidad Autónoma de San Luis Potosíciep.ing.uaslp.mx/tesis/tesisPDF/177201817320601488.pdf ·...
150
Universidad Autónoma de San Luis Potosí Facultad de Ingeniería Centro de Investigación y Estudios de Posgrado “GENERACIÓN AUTOMÁTICA DE TRAYECTORIAS DE HERRAMIENTA PARA EL MAQUINADO DE MODELOS 3D A PARTIR DE FORMAS APROXIMADAS” Tesis Para obtener el grado de Maestro en Ingeniería Mecánica Presenta: Ing. Edgar Abraham Mendoza López Asesor: Dr. Hugo Iván Medellín Castillo San Luis Potosí, S.L.P. Febrero 2013
Transcript of Universidad Autónoma de San Luis Potosíciep.ing.uaslp.mx/tesis/tesisPDF/177201817320601488.pdf ·...
Universidad Autónoma de San Luis Potosí
Facultad de Ingeniería
Centro de Investigación y Estudios de Posgrado
“GENERACIÓN AUTOMÁTICA DE TRAYECTORIAS
DE HERRAMIENTA PARA EL MAQUINADO DE
MODELOS 3D A PARTIR DE FORMAS
APROXIMADAS”
Tesis
Para obtener el grado de
Maestro en Ingeniería Mecánica
Presenta:
Ing. Edgar Abraham Mendoza López
Asesor:
Dr. Hugo Iván Medellín Castillo
San Luis Potosí, S.L.P. Febrero 2013

i
Resumen
Aunque en los sistemas de manufactura rápida se han desarrollado nuevas técnicas para la
fabricación de piezas o componentes, la mayoría de ellas aún presentan dos grandes limitaciones:
el tipo de material que son capaces de procesar y la precisión dimensional que pueden lograr. No
obstante, la mayoría de los trabajos de investigación reportados en la literatura se enfocan a
mejorar dichas limitaciones, mientras que algunos otros se enfocan a la investigación de nuevas
técnicas que tomen las ventajas de la manufactura rápida y la manufactura tradicional para
obtener sistemas de fabricación más robustos y eficientes. Debido a las limitaciones que presenta
la manufactura rápida, la principal aplicación ha sido la producción de formas aproximadas, es
decir, la fabricación de piezas con forma muy cercana a la forma final. Por otro lado, estos
sistemas ofrecen las ventajas de producir piezas que requieren procesos de acabado mínimos, un
ahorro significativo de material, reducción del tiempo de maquinado así como de los costos de
producción. El proceso de acabado comúnmente utilizado para las formas aproximadas ha sido el
maquinado CNC por la gran variedad de materiales que se pueden maquinar, la calidad del
acabado superficial que se puede lograr, y la precisión dimensional elevada. Aunque la principal
desventaja del maquinado es el desperdicio de material, es despreciable cuando es aplicado a
formas aproximadas.
En este trabajo de tesis se presenta una nueva técnica para la generación automática de
trayectorias de maquinado para sistemas de tres ejes, utilizando como materia prima formas
aproximadas y rectangulares. El método propuesto consta de dos módulos principales: módulo de
discretización de la superficie y módulo de posicionamiento de la herramienta. En el módulo de
discretización la superficie del modelo se discretiza por medio de puntos utilizando un análisis de
visibilidad de las diferentes secciones del modelo. El módulo de posicionamiento de la
herramienta está basado en un algoritmo nuevo el cual permite posicionar la herramienta de corte
sobre la superficie del modelo; este algoritmo tiene la capacidad de posicionar diferentes tipos de
herramientas con solo cambiar un parámetro. Cada posición calculada de la herramienta es
analizada modelando numéricamente la herramienta y el portaherramientas para obtener de esta
manera posiciones libres de colisiones e interferencias.
Para probar la factibilidad del método propuesto, se implementaron los algoritmos desarrollados
y se generaron las trayectorias de maquinado para diferentes modelos con forma y complejidad
variable. Los diferentes algoritmos desarrollados fueron probados y se obtuvieron resultados
exitosos. Como parte de la validación, las trayectorias generadas se utilizaron para maquinar una
pieza en un sistema de maquinado de tres ejes. Los resultados obtenidos muestran que las
trayectorias generadas en el sistema propuesto cumplen con las condiciones de tolerancias en
superficies con pendiente menores a 60º, sin embargo, cuando la pendiente es mayor a 60º el
error se incrementa debido a una distribución no uniforme de la cresta.

ii
Agradecimientos
Me gustaría agradecer al Dr. Hugo Iván Medellín Castillo por haber confiado en mi persona, por la paciencia, por la dirección de esta tesis y haber compartido sus conocimientos y experiencia en estos últimos seis años. Al Dr. Dirk Frederik de Lange por los consejos, el apoyo y el ánimo que me brindó durante este proceso. Además agradezco al M.I. Germánico González Badillo por su ayuda en temas relacionados con la programación. Al Ing. Jorge Zaragoza Siqueiros y al Ing. Rodolfo Auristel López Palau por su ayuda en temas relacionados a programación y maquinado CNC. Gracias también a mis amigos, colegas, técnicos y secretarias de la universidad por sus consejos, estímulo, ayuda y apoyo durante los últimos dos años. A mis padres Clemente y Aurora, a mis hermanos Verónica, Claudia, Clemente y Fernando que con su apoyo y dedicación han logrado mantenerme en el camino de la superación y que en los momentos difíciles hemos estado unidos para salir adelante. A ti Daniela por estar ahí durante todos estos años apoyándome y haciendo esto más sencillo, a tu familia por el apoyo recibido.
A la Facultad de Ingeniería y al CIEP por brindar las instalaciones y espacios necesarios.
Finalmente quiero agradecer al Consejo Nacional de Ciencia y Tecnología de México, CONACYT, por la beca otorgada para realizar mis estudios de maestría.
Edgar A. Mendoza

iii
Contenido
Resumen .................................................................................................................................................. i Agradecimientos .................................................................................................................................... ii Contenido .............................................................................................................................................. iii Lista de Figuras..................................................................................................................................... vi Lista de Tablas ....................................................................................................................................... x Glosario ................................................................................................................................................. xi
Introducción ........................................................................................................................................... 1
Planteamiento del proyecto de tesis ...................................................................................................... 2 Objetivo general ................................................................................................................................... 3 Metodología ......................................................................................................................................... 4 Organización de la tesis ........................................................................................................................ 4
Capítulo 1. Antecedentes teóricos ...................................................................................................... 5
1.1 Maquinado ............................................................................................................................... 5 1.1.1 Maquinado con herramientas de múltiples filos ................................................................. 6 1.1.2 Parámetros del maquinado con herramientas de múltiples filos .......................................... 8 1.1.3 Clasificación de las operaciones en el proceso de maquinado ............................................ 9
1.2 Trayectorias de herramienta ...................................................................................................... 9 1.2.1 Métodos para la generación de trayectorias de herramienta .............................................. 10 1.2.2 Métodos para el posicionamiento de la herramienta ......................................................... 12 1.2.3 Interferencias .................................................................................................................. 14 1.2.4 Colisiones ....................................................................................................................... 14 1.2.5 Estrategias de maquinado ................................................................................................ 17 1.2.6 Error en la dirección de maquinado ................................................................................. 18 1.2.7 Error en dirección ortogonal a la dirección de maquinado ................................................ 18
Capítulo 2. Generación de trayectorias de herramienta ................................................................. 21
2.1 Maquinado de modelos 3D ..................................................................................................... 21 2.2 Modelo sólido y materia prima ............................................................................................... 22 2.3 Parámetros del maquinado ...................................................................................................... 23
2.3.1 Herramientas de corte y sistema de sujeción .................................................................... 23 2.3.2 Profundidad e intervalos de corte .................................................................................... 24 2.3.3 Tolerancias ..................................................................................................................... 25
2.4 Generación de trayectorias de herramienta .............................................................................. 25 2.4.1 Offset del modelo CAD................................................................................................... 25 2.4.2 Posicionamiento por iteración ......................................................................................... 28 2.4.3 Discretización de la superficie ......................................................................................... 35
2.4.3.1 Perfiles de intersección ................................................................................................ 36 2.4.3.2 Análisis de visibilidad ................................................................................................. 37 2.4.3.3 Posicionamiento de la herramienta .............................................................................. 47 2.4.3.4 Análisis de la tolerancia en la dirección de maquinado................................................. 50 2.4.3.5 Análisis de colisiones .................................................................................................. 51 2.4.3.6 Ventajas y desventajas................................................................................................. 54
2.5 Generación de trayectorias de herramienta para desbaste ......................................................... 54

iv
2.5.1 Parámetros en el desbaste ................................................................................................ 55 2.5.2 Cálculo de las pasadas ..................................................................................................... 55
2.6 Generación de trayectorias de herramienta para acabado ......................................................... 60 2.6.1 Paso en la dirección de maquinado .................................................................................. 60 2.6.2 Paso entre trayectorias paralelas ...................................................................................... 60
Capítulo 3. Generación de código o instrucciones de maquinado .................................................. 62
3.1 Control Numérico (NC) o Control numérico computarizado (CNC) ........................................ 62 3.1.1 Carácter .......................................................................................................................... 62 3.1.2 Palabra ............................................................................................................................ 63 3.1.3 Bloque ............................................................................................................................ 63 3.1.4 Programa ........................................................................................................................ 63
3.2 Estructura de los bloques de programa .................................................................................... 63 3.2.1 Número de bloque (N) .................................................................................................... 64 3.2.2 Funciones preparatorias (G) ............................................................................................ 65 3.2.3 Avance de los ejes (F) ..................................................................................................... 69 3.2.4 Velocidad del cabezal (S) ................................................................................................ 69 3.2.5 Número de herramienta (T) ............................................................................................. 69 3.2.6 Funciones auxiliares (M) ................................................................................................. 69 3.2.7 Comentario de bloques .................................................................................................... 71
3.3 Estructura del programa .......................................................................................................... 71 3.4 Generación de código CNC para maquinado ........................................................................... 72
3.4.1 Encabezado del programa ............................................................................................... 72 3.4.2 Cuerpo del programa ....................................................................................................... 72 3.4.3 Fin del programa ............................................................................................................. 79
3.5 Generación de código de maquinado para robot y/o propósito general ..................................... 81
Capítulo 4. Implementación ............................................................................................................. 82
4.1 HWTestBedApp ..................................................................................................................... 82 4.2 Configuración de la pieza (Part Setup) .................................................................................... 83 4.3 Materia prima (Raw Material) ................................................................................................. 84
4.3.1 Forma rectangular (Rectangular Shape) ........................................................................... 84 4.3.2 Archivo (File) ................................................................................................................. 86
4.4 Configuración del desbaste y acabado (Rough Setting, Finish Setting) .................................... 88 4.4.1 Sistema de herramientas (Tooling System) ...................................................................... 89 4.4.2 Parámetros de maquinado (Machining Parameters).......................................................... 91
4.5 Simulación (Simulation) ......................................................................................................... 94 4.6 Código (Code) ........................................................................................................................ 95
Capítulo 5. Análisis y evaluación del sistema .................................................................................. 97
5.1 Resultados del sistema ............................................................................................................ 97 5.1.1 Modelo 1: Gehaeuse........................................................................................................ 97 5.1.2 Modelo 2: Molde .......................................................................................................... 102 5.1.3 Modelo 3: Camión ........................................................................................................ 105 5.1.4 Modelo 4: Sello............................................................................................................. 108 5.1.5 Modelo 5: Superficie de forma libre .............................................................................. 111 5.1.6 Modelo 6: Trial ............................................................................................................. 114
5.2 Discusión.............................................................................................................................. 123 5.2.1 Trayectorias de herramienta .......................................................................................... 123 5.2.2 Análisis de colisiones .................................................................................................... 126 5.2.3 Generación de pasadas de herramienta (desbaste) .......................................................... 127
v
5.2.4 Código de maquinado ................................................................................................... 127
Conclusiones ....................................................................................................................................... 129 Referencias ......................................................................................................................................... 132 Apéndices ........................................................................................................................................... 136
A. Códigos G ................................................................................................................................ 136 B. Códigos M................................................................................................................................ 138

vi
Lista de Figuras
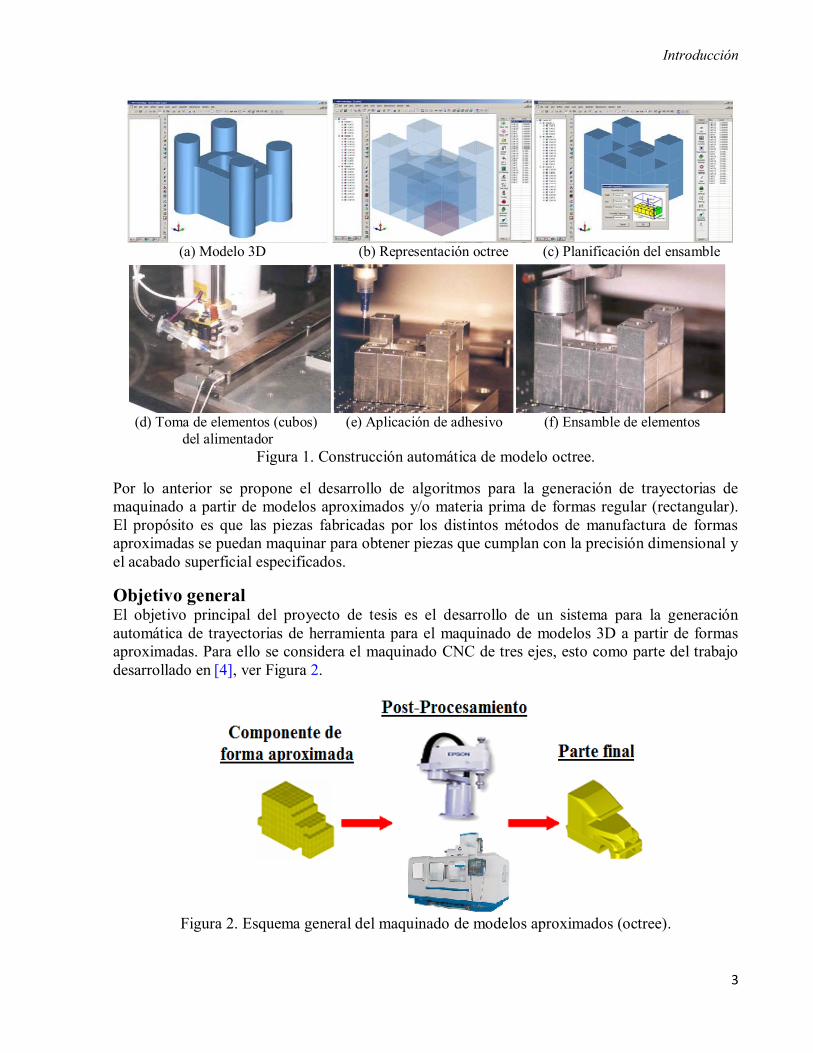
Figura 1. Construcción automática de modelo octree. ............................................................................... 3
Figura 2. Esquema general del maquinado de modelos aproximados (octree). ........................................... 3
Figura 1.1. Proceso de corte durante el maquinado: a) sección transversal del proceso de maquinado, y (b)
herramienta con ángulo de ataque negativo; comparada con el ángulo positivo de a). .............. 5
Figura 1.2. Tipos de operaciones de maquinado: a) torneado, b) taladrado, c) maquinado con herramientas
de múltiples filos, y d) procesos con herramientas de múltiples filos. ...................................... 6
Figura 1.3. Maquinado periférico: a) maquinado de placa, b) ranurado, c) maquinado lateral, y d)
maquinado paralelo simultáneo. .............................................................................................. 7
Figura 1.4. Dos formas de maquinado: a) maquinado hacia arriba, y b) maquinado hacia abajo. ............... 7
Figura 1.5. Maquinado frontal: a) maquinado frontal convencional, b) maquinado frontal parcial, c)
maquinado terminal, d) maquinado de perfiles, e) maquinado de cavidades, y f) maquinado de
contorno superficial. ............................................................................................................... 8
Figura 1.6. Generación de trayectorias por el método iso-paramétrico..................................................... 10
Figura 1.7. Generación de trayectorias por el método iso-planar (cartesiano). ......................................... 11
Figura 1.8. Trayectorias adyacentes de posiciones de herramienta y cresta típica. ................................... 12
Figura 1.9. Posicionamiento por inversión de la herramienta: a) herramienta de punta de bola, y b)
herramienta de filete. ............................................................................................................ 12
Figura 1.10. Posicionamiento de la herramienta por desplazamiento: (a) modelo original, y (b) modelo
desplazado. ........................................................................................................................... 13
Figura 1.11. Posicionamiento de la herramienta mediante rayos. ............................................................ 13
Figura 1.12. Tres tipos de interferencias: a) global, b) local, y c) con superficies vecinas. ....................... 14
Figura 1.13. Detección de colisiones mediante operaciones booleanas: a) colisión, b) resultado de
intersección entre el modelo y el portaherramientas. .............................................................. 15
Figura 1.14. Detección de colisiones en el portaherramientas. ................................................................ 16
Figura 1.15. Modelo geométrico del sistema completo para la detección de colisiones (herramienta y
portaherramientas). ............................................................................................................... 16
Figura 1.16. Estrategias de maquinado: a) zig-zag, y b) contornos. ......................................................... 18
Figura 1.17. Determinación del paso en la dirección de maquinado. ....................................................... 18
Figura 1.18. Determinación del paso lateral. ........................................................................................... 19
Figura 1.19. Determinación del intervalo de intersección de planos: a) pequeño, y b) grande. ........... 20
Figura 2.1. Esquema general del maquinado de partes. ........................................................................... 21
Figura 2.2. Diagrama de flujo para el maquinado de modelos 3D. .......................................................... 22
Figura 2.3. Modelo 3D. .......................................................................................................................... 23
Figura 2.4. Modelos de materias primas, a) rectangular, y b) aproximadas. ............................................. 23
Figura 2.5. Herramientas de corte: a) plana, b) punta de bola, y c) de filete. ............................................ 24
Figura 2.6. Sistemas de sujeción para herramientas de corte. .................................................................. 24
Figura 2.7. Parámetros del maquinado: a) profundidad de corte, y b) intervalo de corte. ......................... 25

vii
Figura 2.8. Superficie desplazada: a) modelo original, y b) modelo desplazado....................................... 26
Figura 2.9. Cálculo de posiciones de la herramienta................................................................................ 27
Figura 2.10. Trayectorias de herramienta. ............................................................................................... 27
Figura 2.11. Esquema del proceso de obtención de puntos sobre la superficie. ........................................ 29
Figura 2.12. Posicionamiento de la herramienta mediante iteración. ....................................................... 30
Figura 2.13. Diagrama de flujo del método para posicionamiento de la herramienta. ............................... 31
Figura 2.14. Extrapolación lineal. ........................................................................................................... 31
Figura 2.15. Extrapolación circular......................................................................................................... 33
Figura 2.16. Trayectorias de herramienta con segmentos lineales y circulares. ........................................ 33
Figura 2.17. Diagrama de flujo para la generación de segmentos lineales y circulares. ............................ 34
Figura 2.18. Generación de perfiles: a) modelo, b) plano de corte, y c) áreas de intersección. ................. 36
Figura 2.19. Clasificación de los perfiles: a) perfil con múltiples lados, y b) perfil con un solo lado. ....... 37
Figura 2.20. Visibilidad de lados rectos basada en su normal: a) lado inclinado, y b) lado vertical. ......... 38
Figura 2.21. Perfil después de la eliminación de lados rectos sin visibilidad. ........................................... 38
Figura 2.22. Visibilidad nula: a) lados del perfil, y b) resultados del análisis de visibilidad. .................... 39
Figura 2.23. Visibilidad parcial: a) lados del perfil, y b) resultados del análisis de visibilidad. ................ 40
Figura 2.24. Visibilidad indefinida: a) lados del perfil, y b) resultados del análisis de visibilidad. ........... 40
Figura 2.25. Análisis de visibilidad de rectángulos. ................................................................................ 41
Figura 2.26. Diagrama de flujo para el análisis de visibilidad basada en rectángulos. .............................. 42
Figura 2.27. Perfil después del análisis de visibilidad por rectángulos. .................................................... 42
Figura 2.28. Descomposición de un lado en secciones: a) lado original, y b) lados generados. ................ 43
Figura 2.29. Comparación de secciones: a) lado A y B, b) resultado de AB y C, y c) perfil final. ............ 44
Figura 2.30. Resultado final después del análisis de visibilidad por discretización. ................................. 45
Figura 2.31. Discretización de superficies de 3 diferentes modelos: a) modelo de una turbina, b)
discretización de la turbina, c) modelo de un camión, d) discretización del camión, e) modelo
de un molde, y f) discretización del molde. ........................................................................... 47
Figura 2.32. Herramientas de corte y su punto de referencia: a) plana, b) punta de bola, y c) filete. ........ 47
Figura 2.33. Área proyectada de la herramienta. ..................................................................................... 48
Figura 2.34. Esquema de una herramienta de filete. ................................................................................ 49
Figura 2.35. Procedimiento general para posicionamiento de herramientas. ............................................ 50
Figura 2.36. Análisis del error en la dirección de maquinado. ................................................................. 51
Figura 2.37. Modelo geométrico del sistema de sujeción y herramienta. ................................................. 51
Figura 2.38. Diagrama de flujo para análisis de colisiones. ..................................................................... 53
Figura 2.39. Recálculo de posiciones debido a colisiones. ...................................................................... 53
Figura 2.40. Desbaste capa por capa. ...................................................................................................... 54
Figura 2.41. Generación de trayectorias en materia prima rectangular. .................................................... 56
Figura 2.42. Método para el cálculo de las trayectorias por pasada.......................................................... 56
Figura 2.43. Generación de trayectorias por pasada: a) trayectorias sobre modelo final, b) pasadas para
modelo final, c) trayectorias sobre materia prima, y d) pasadas para materia prima. ............... 57
Figura 2.44. Sustracción de modelos: a) sustracción de modelos, y b) sustracción de trayectorias. .......... 57
Figura 2.45. Generación de trayectorias para evitar interferir en el modelo final. .................................... 58
Figura 2.46. Trayectorias finales para desbaste. ...................................................................................... 58
Figura 2.47. Trayectorias de desbaste: a) materia prima, b) trayectorias de desbaste sobre modelo, y c)
trayectorias de desbaste......................................................................................................... 59

viii
Figura 2.48. Trayectorias de acabado: a) modelo y sus trayectorias, y b) trayectorias. ............................. 61
Figura 3.1. Estructura de un bloque en programación CNC. .................................................................... 64
Figura 3.2. Direcciones de giro de G02 y G03. ....................................................................................... 66
Figura 3.3. Selección de planos del área de trabajo: a) plano XY, b) plano XZ, y c) plano YZ. ............... 67
Figura 3.4. Compensación del radio de la herramienta. ........................................................................... 68
Figura 3.5. Cotas absolutas. .................................................................................................................... 68
Figura 3.6. Cotas incrementales. ............................................................................................................. 69
Figura 3.7. Encabezado del programa. .................................................................................................... 72
Figura 3.8. Organización de las matrices de desbaste y acabado. ............................................................ 73
Figura 3.9. Encabezado y primera parte del cuerpo del programa. ........................................................... 74
Figura 3.10. Cuatro trayectorias de herramientas. ................................................................................... 75
Figura 3.11. Matriz de trayectorias de desbaste. ...................................................................................... 76
Figura 3.12. Trayectorias finales de desbaste. ......................................................................................... 77
Figura 3.13. Diagrama de flujo para la escritura de la trayectorias de herramienta. .................................. 78
Figura 3.14. Programa CNC. .................................................................................................................. 79
Figura 3.15. Programa CNC final. .......................................................................................................... 80
Figura 3.16. Código de maquinado para robot y/o propósito general. ...................................................... 81
Figura 4.1. Interfaz gráfica de la plataforma HWTestBedApp. ................................................................ 82
Figura 4.2. Opciones del menú de maquinado “Machining”. ................................................................... 83
Figura 4.3. Diálogo de notificación. ....................................................................................................... 84
Figura 4.4. Orientación del modelo. ....................................................................................................... 84
Figura 4.5. Definición de la materia prima (forma rectangular). .............................................................. 85
Figura 4.6. Origen del sistema de coordenadas. ...................................................................................... 85
Figura 4.7. Materia prima de forma rectangular. ..................................................................................... 86
Figura 4.8. Materia prima de forma aproximada. .................................................................................... 87
Figura 4.9. Materia prima desde archivo. ................................................................................................ 87
Figura 4.10. Materia prima desde un archivo (forma aproximada). ......................................................... 88
Figura 4.11. Configuración del maquinado. ............................................................................................ 88
Figura 4.12. Definición de nueva herramienta. ....................................................................................... 89
Figura 4.13. Opción para nuevas herramientas creadas. .......................................................................... 91
Figura 4.14. Parámetros del maquinado. ................................................................................................. 92
Figura 4.15. Información de la generación de trayectorias: a) acabado, y b) desbaste. ............................. 93
Figura 4.16. Reporte de la generación de trayectorias de herramienta. .................................................... 93
Figura 4.17. Opción “Simulation”. ......................................................................................................... 94
Figura 4.18. Modelo geométrico del portaherramientas. ......................................................................... 94
Figura 4.19. Simulación gráfica de las trayectorias de maquinado. .......................................................... 95
Figura 4.20. Opción “Code->CNC”: a) ningún código generado (opciones inhabilitadas), y b) código
generado para acabado (opción “Finishing” habilitada). ........................................................ 95
Figura 4.21. Código de maquinado para desbaste. .................................................................................. 96
Figura 5.1. Modelo 1: Gehaeuse. ............................................................................................................ 97
Figura 5.2. Materia prima para el modelo Gehaeuse: a) forma aproximada, y b) materia prima y modelo.98

ix
Figura 5.3. Trayectorias para desbaste de modelo Gehaeuse. ................................................................ 100
Figura 5.4. Descomposición de la trayectoria de desbaste para el modelo Gehaeuse.............................. 100
Figura 5.5. Trayectoria de acabado para el modelo Gehaeuse. .............................................................. 102
Figura 5.6. Modelo 2: Molde. ............................................................................................................... 102
Figura 5.7. Materia prima para el Molde: a) modelo octree, y b) materia prima y modelo. .................... 103
Figura 5.8. Trayectorias de desbaste para el Molde. .............................................................................. 104
Figura 5.9. Trayectorias de acabado para el Molde. .............................................................................. 105
Figura 5.10. Modelo 3: Camión. ........................................................................................................... 105
Figura 5.11. Materia prima para el Camión........................................................................................... 106
Figura 5.12. Trayectorias de desbaste para el modelo del Camión. ........................................................ 107
Figura 5.13. Trayectorias de acabado para el modelo del Camión. ........................................................ 108
Figura 5.14. Modelo 4: Sello. ............................................................................................................... 108
Figura 5.15. Materia prima para el modelo del Sello. ............................................................................ 109
Figura 5.16. Trayectorias de desbaste para el modelo del Sello. ............................................................ 110
Figura 5.17. Trayectorias de acabado para el Sello: a) vista isométrica, y b) vista lateral. ...................... 111
Figura 5.18. Modelo 5: Superficie de forma libre.................................................................................. 112
Figura 5.19. Materia prima para el modelo de superficie de forma libre. ............................................... 112
Figura 5.20. Trayectorias de desbaste para el modelo de superficie de forma libre. ............................... 113
Figura 5.21. Trayectorias de acabado para el modelo de superficie de forma libre. ................................ 114
Figura 5.22. Modelo 6: Trial. ............................................................................................................... 115
Figura 5.23. Sistema de fresado CNC utilizado para el maquinado del modelo Trial. ............................ 115
Figura 5.24. Materia prima para el modelo Trial: a) materia prima virtual, y b) materia prima real. ....... 116
Figura 5.25. Herramientas de corte plana para desbaste, 10mm............................................................. 117
Figura 5.26. Trayectorias de desbaste para el modelo Trial. .................................................................. 117
Figura 5.27. Maquinado de desbaste: a) materia prima, b) después de 3 capas de maquinado, c) después de
4 capas de maquinado, d) después de penúltima capa de acabado, e) y f) después de la
remoción del efecto escalera, última capa de maquinado. .................................................... 118
Figura 5.28. Herramienta de punta de bola para acabado, 6.35mm. ....................................................... 119
Figura 5.29. Trayectorias de acabado para el modelo Trial. .................................................................. 120
Figura 5.30. Etapas durante el maquinado de acabado: a) y b) después de un cuarto de modelo maquinado,
c) y d) después de la mitad del modelo maquinado, e) y f) después de tres cuarto de modelo
maquinado, g) y h) modelo completamente maquinado. ...................................................... 121
Figura 5.31. Máquina de medición por coordenadas. ............................................................................ 121
Figura 5.32. Características medidas en el modelo Trial. ...................................................................... 122
Figura 5.33. Registro de datos en la máquina de medición por coordenadas (MMC). ............................ 123
Figura 5.34. Máximo error de discretización......................................................................................... 125
Figura 5.35. Distribución no uniforme de la cresta en el maquinado de acabado. .................................. 126

x
Lista de Tablas
Tabla 1. Técnicas RP actuales. ................................................................................................................. 1
Tabla 2. Principales limitaciones de las técnicas RP. ................................................................................ 2
Tabla 3.1. Ejemplos de números de bloque. ............................................................................................ 64
Tabla 4.1. Avances de herramienta para aluminio, utilizando herramientas de carburo. ........................... 90
Tabla 5.1. Información para modelo Gehaeuse: a) parámetros del desbaste, y b) resultados de la
generación de trayectorias. .................................................................................................... 99
Tabla 5.2. Información de modelo Gehaeuse: a) parámetros del acabado, b) resultados de la generación de
trayectorias. ........................................................................................................................ 101
Tabla 5.3. Información para el modelo del Molde: a) parámetros del desbaste, b) resultados de la
generación de trayectorias. .................................................................................................. 103
Tabla 5.4. Información para el modelo del Molde: a) parámetros del acabado, y b) resultados de la
generación de trayectorias. .................................................................................................. 104
Tabla 5.5. Información para el modelo del Camión: a) parámetros de las trayectorias de maquinado, b)
resultados de la generación de las trayectorias para desbaste. .............................................. 106
Tabla 5.6. Información para el modelo del Camión: a) parámetros del acabado, y b) resultados de la
generación de trayectorias. .................................................................................................. 107
Tabla 5.7. Información para el modelo del Sello: a) parámetros del desbaste, b) resultados de la generación
de trayectorias. ................................................................................................................... 109
Tabla 5.8. Información para el modelo del Sello: a) parámetros del maquinado, b) resultados de la
generación de trayectorias. .................................................................................................. 110
Tabla 5.9. Información para el modelo de superficie de forma libre: a) parámetros del desbaste, y b)
resultados de la generación de trayectorias. ......................................................................... 113
Tabla 5.10. Información para el modelo de superficie de forma libre: a) parámetros del acabado, y b)
resultados de la generación de trayectorias. ......................................................................... 114
Tabla 5.11. Información para el modelo Trial: a) parámetros del desbaste, b) resultados de la generación
de trayectorias. ................................................................................................................... 116
Tabla 5.12. Información para el modelo Trial: a) parámetros del acabado, y b) resultados de la generación
de trayectorias. ................................................................................................................... 119
Tabla 5.13. Análisis de dimensiones medidas y reales. ......................................................................... 122
Tabla 5.14. Resumen de resultados obtenidos de las pruebas. ............................................................... 124

xi
Glosario
NNS Forma Casi Neta (Near Net Shape)
RP Prototipado Rápido (Rapid Prototyping )
CAD Diseño Asistido por Computadora (Computer-Aided Design)
SLA Estereolitografia (Stereolitography)
JP Chorro de Fotopolímero (Photosolidification)
FDM Modelado por Deposición Líquida (Fused Deposition Modelling)
SLS Sinterizado Selectivo por Laser (Selective Laser Sintering)
3DP Impresión Tridimensional (Three Dimensional Printing)
LENS Formado Final en Ingeniería por Laser (Laser Engineering Net Shaping)
DLMS Sinterizado Directo de Metal por Laser (Direct Metal Laser Sintering)
DMD Deposición Directa de Metal (Direct Metal Deposition)
LOM Manufactura de Objetos Laminados (Laminated Onject Manufacturing)
DM Maquinado de Escritorio (Desktop Machining)
CNC Control Numérico Computarizado (Computer Numerical Control)
CC Puntos de Contacto de la Herramienta (Cutter Contacts Points)
CAM Manufactura Asistida por Computadora (Computer-Aided Manufacturing)

Introducción
1
Introducción
La manufactura de formas aproximadas (Near Neat Shape, NNS, por sus siglas en inglés) se
refiere a la fabricación de productos donde el objetivo principal es producir partes tan cercanas
como sea posible a su forma final. Los beneficios de la manufactura NNS incluyen una reducción
en el trabajo de acabado requerido, un ahorro significativo de material, y una reducción en los
costos y tiempos de producción. Los sistemas tradicionales de manufactura NNS son:
Fundición: proceso de manufactura en el que un material en estado líquido es vertido
dentro de un molde que contiene cavidades de la forma deseada, y luego es solidificado.
Forja: proceso de fabricación en el cual la forma es obtenida mediante el formado de un
metal utilizando fuerzas de compresión en lugares específicos.
Moldeo por inyección: proceso de manufactura para la producción de partes de plástico
(termoplásticos y termoestables). El material es alimentado hacia un contenedor caliente,
en donde se mezcla y forza a entrar en una cavidad (molde) para su posterior enfriamiento
y endurecido, manteniendo la forma del molde.
Además de estos sistemas, desde hace más de dos décadas se han desarrollado nuevas tecnologías
para la fabricación de partes. Una de estas tecnologías es el Prototipado Rápido (RP, por sus
siglas en inglés) que se describe como una tecnología para producir partes directamente de
modelos digitales generados en sistemas de Diseño Asistido por Computadora (CAD, por sus
siglas en inglés), y con muy poca necesidad de intervención humana [1]. La mayoría de las
técnicas RP actuales están basadas en procesos de construcción “capa por capa”, en donde una
serie de secciones o capas se obtienen de un modelo CAD. Este tipo de procesos también son
conocidos como procesos de adición de material, esto debido a que en lugar de remover material,
se añade material hasta obtener la pieza final. Existen diferentes métodos de RP, siendo la mayor
diferencia entre ellas la técnica utilizada para la adición de material, así como el tipo de material
que se utiliza. Algunas de las técnicas RP más comunes se muestran en la Tabla 1, [2].
Material Técnica
Líquido
Estereolitografía (SLA)
Chorro de fotopolímero (JP)
Fotosolidificación
Modelado por deposición liquida (FDM)
Inyección múltiple de tinta
Inyección simple de tinta
Polvo
Sinterizado selectivo por láser (SLS)
Impresión tridimensional (3DP)
Formado final en ingeniería por láser (LENS)
Sinterizado directo de metal por láser (DLMS)
Deposición directa de metal (DMD)
Sólido Manufactura de objetos laminados (LOM)
Maquinado de escritorio (DM)
Tabla 1. Técnicas RP actuales.

Introducción
2
Una de las limitaciones más importante que afecta a todas estas técnicas RP es la precisión y el
acabado superficial de los componentes [2], Tabla 2. Debido a esto, la principal aplicación de las
técnicas RP ha sido en la producción de prototipos de forma aproximada (NNS), que requieren
una operación de acabado para lograr las tolerancias requeridas. Algunos productos fabricados
con técnicas RP pueden utilizarse directamente, sin embargo, la mayoría requieren un post-
procesamiento considerable.
Precisión y acabado superficial del componente
Resolución limitada a lo largo de los ejes de
construcción. Aproximación en facetas y efecto escalera.
La precisión dimensional y la calidad de la
superficie es menor que el maquinado CNC y procesos de moldeo por inyección.
Contracción y distorsión.
Tabla 2. Principales limitaciones de las técnicas RP.
Las técnicas de manufactura de formas aproximadas, incluyendo las técnicas modernas de RP,
requieren de un post-procesamiento para lograr la precisión dimensional y el acabado superficial
deseado. Una opción viable de post-procesamiento es el maquinado CNC, el cual es un proceso
de fabricación basado en la remoción de material y mediante el cual se pueden producir una gran
cantidad de productos metálicos y otros materiales como la madera y los plásticos. A diferencia
de las técnicas RP, las ventajas del maquinado CNC son: la gran variedad de materiales que se
pueden maquinar, el acabado superficial de gran calidad y la precisión dimensional elevada. Sin
embargo, al ser un proceso de remoción de material, su principal desventaja es el desperdicio de
material [3], que aplicado a formas aproximadas tiene un impacto mucho menor volviéndose una
opción viable en cuanto al ahorro de material y tiempo de maquinado, lo cual se traduce en la
reducción de costos de fabricación.
Planteamiento del proyecto de tesis Recientemente se propuso una nueva técnica RP la cual está basada en la fabricación de
prototipos a partir del ensamble automático de material en forma de cubos [4]. La técnica
propuesta incluye la aproximación del modelo CAD de la pieza por medio de la descomposición
octree. El procedimiento general consiste en delimitar el modelo por el mínimo cubo posible
(bounding cube), después este es subdividido en más y más cubos de distintos tamaños hasta que
se alcance el tamaño mínimo definido. En la descomposición habrá cubos que no formen parte
del modelo (cubos vacíos) y se eliminarán quedando solo los que formen parte de él. Estos cubos
son fabricados y pegados con adhesivo de acuerdo a la secuencia del ensamble generada,
obteniéndose así una forma aproximada del modelo CAD (Figura 1). En este sistema, al igual que
en los sistemas tradicionales de manufactura de formas aproximadas y los sistemas RP, es
necesario un proceso adicional para lograr la precisión dimensional y el acabado superficial de la
pieza final.
Introducción
3
(a) Modelo 3D (b) Representación octree (c) Planificación del ensamble
(d) Toma de elementos (cubos) (e) Aplicación de adhesivo (f) Ensamble de elementos
del alimentador
Figura 1. Construcción automática de modelo octree.
Por lo anterior se propone el desarrollo de algoritmos para la generación de trayectorias de
maquinado a partir de modelos aproximados y/o materia prima de formas regular (rectangular).
El propósito es que las piezas fabricadas por los distintos métodos de manufactura de formas
aproximadas se puedan maquinar para obtener piezas que cumplan con la precisión dimensional y
el acabado superficial especificados.
Objetivo general El objetivo principal del proyecto de tesis es el desarrollo de un sistema para la generación
automática de trayectorias de herramienta para el maquinado de modelos 3D a partir de formas
aproximadas. Para ello se considera el maquinado CNC de tres ejes, esto como parte del trabajo
desarrollado en [4], ver Figura 2.
Figura 2. Esquema general del maquinado de modelos aproximados (octree).

Introducción
4
Metodología La metodología propuesta para el desarrollo del trabajo de tesis es la siguiente:
Revisión bibliográfica de algoritmos y técnicas para la generación de trayectorias de
herramienta para maquinado.
Desarrollo de un algoritmo nuevo o existente para la obtención de volúmenes de
maquinado.
Desarrollo de un algoritmo nuevo o existente para la generación de trayectorias de
herramienta para maquinado de desbaste y acabado.
Análisis de manufacturabilidad (accesibilidad, grados de libertad, trayectorias,
interferencias, colisiones, cavidades, etc.).
Desarrollo e implementación de algoritmos en un programa computacional.
Generación de código o instrucciones para un sistema CNC.
Pruebas y evaluación del sistema.
Se considera que siguiendo la metodología anterior es posible cumplir el objetivo general de la
tesis, contribuyendo de esta manera al desarrollo de técnicas para el maquinado de modelos 3D a
partir de formas aproximadas.
Organización de la tesis La tesis está organizada de la siguiente manera. En el Capítulo 1 se presenta un resumen de los
conceptos básicos sobre el maquinado, así como una revisión detallada de los métodos existentes
para la generación automática de trayectorias de herramienta. En el Capítulo 2 se presenta el
desarrollo de los algoritmos para la generación de trayectorias de herramienta para el maquinado
de modelos 3D a partir de formas aproximadas, así como de formas rectangulares. Los
fundamentos teóricos de la programación de sistemas CNC, así como el desarrollo de los
algoritmos para la generación de código CNC a partir de las trayectorias de herramienta, se
presentan en el Capítulo 3. La implementación de los algoritmos para la generación de
trayectorias de herramienta y la generación de código CNC o instrucciones de maquinado se
presenta y describe en el Capítulo 4. En el Capítulo 5 se realiza la evaluación, análisis y discusión
de los resultados obtenidos de la fabricación de algunas piezas planeadas en el sistema
desarrollado y utilizando un sistema CNC de tres ejes. Finalmente, se presentan las conclusiones
obtenidas con el desarrollo del presente proyecto así como la propuesta de trabajo futuro.
Capítulo 1. Antecedentes teóricos
5
Capítulo 1. Antecedentes teóricos
Antecedentes teóricos
Este Capítulo presenta una revisión de los diferentes tipos de maquinado convencional existentes,
así como un análisis de los parámetros fundamentales en el maquinado CNC de tres ejes.
Posteriormente se presenta una revisión de los trabajos previos de investigación en el área de
maquinado y generación de trayectorias de herramienta.
1.1 Maquinado
El maquinado es el término general para describir el proceso de remoción de material de una
pieza [5]. Tiene como objetivo generar la forma de la pieza deseada partiendo de un cuerpo
sólido, o mejorar las tolerancias y el acabado superficial de una pieza de trabajo previamente
formada, al retirar el material excedente en forma de pequeños elementos (virutas) [6]. Los
procesos de remoción de material se dividen en tres grupos principales: maquinado tradicional,
procesos abrasivos y maquinado no tradicional. En el maquinado tradicional se utilizan
máquinas-herramienta (tornos, taladros, fresadoras, etc.) junto con herramientas afiladas para
cortar el material mecánicamente. La acción de corte predominante comprende la deformación
cortante del material para formar la viruta, la cual se desprende dejando una nueva superficie [3].
El esquema del proceso de corte se muestra en la Figura 1.1.
(a) (b)
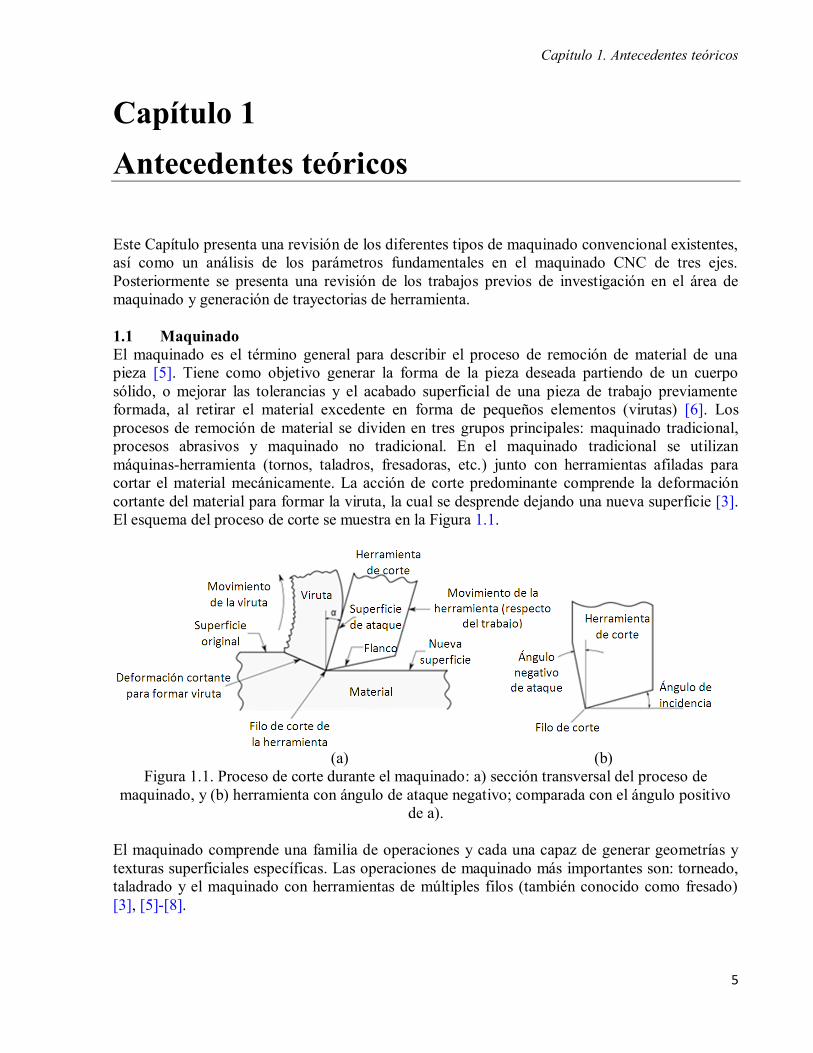
Figura 1.1. Proceso de corte durante el maquinado: a) sección transversal del proceso de
maquinado, y (b) herramienta con ángulo de ataque negativo; comparada con el ángulo positivo
de a).
El maquinado comprende una familia de operaciones y cada una capaz de generar geometrías y
texturas superficiales específicas. Las operaciones de maquinado más importantes son: torneado,
taladrado y el maquinado con herramientas de múltiples filos (también conocido como fresado)
[3], [5]-[8].
Capítulo 1. Antecedentes teóricos
6
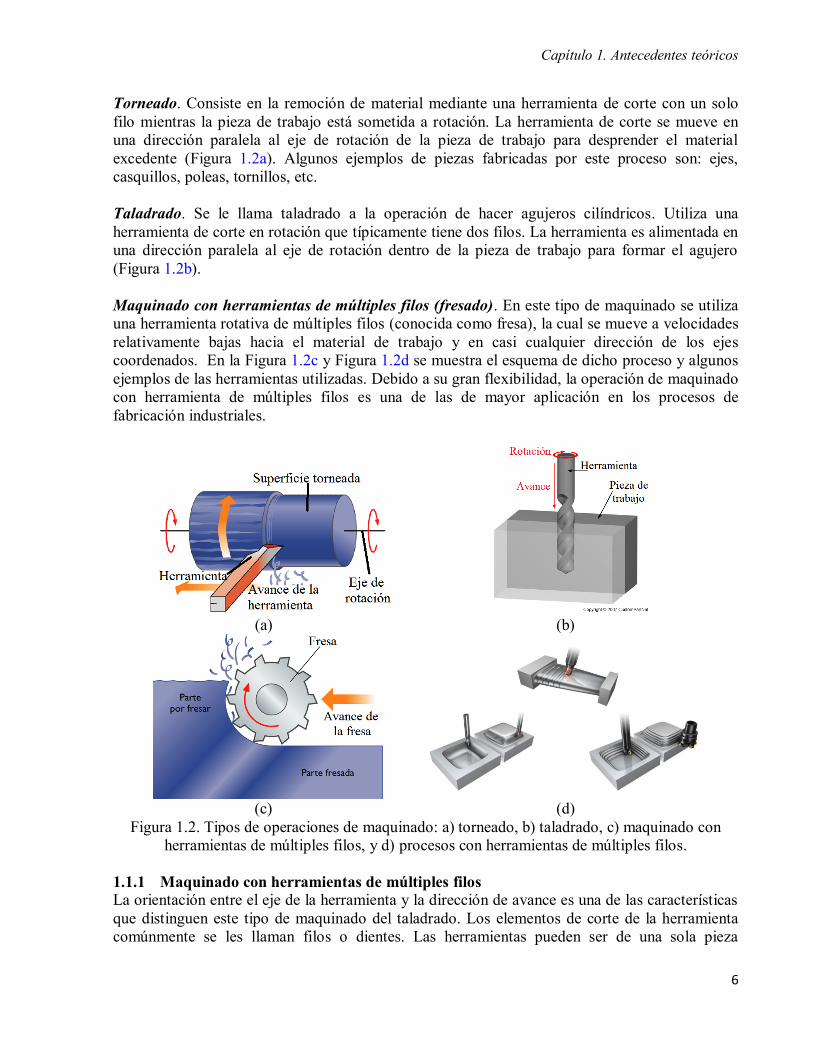
Torneado. Consiste en la remoción de material mediante una herramienta de corte con un solo
filo mientras la pieza de trabajo está sometida a rotación. La herramienta de corte se mueve en
una dirección paralela al eje de rotación de la pieza de trabajo para desprender el material
excedente (Figura 1.2a). Algunos ejemplos de piezas fabricadas por este proceso son: ejes,
casquillos, poleas, tornillos, etc.
Taladrado. Se le llama taladrado a la operación de hacer agujeros cilíndricos. Utiliza una
herramienta de corte en rotación que típicamente tiene dos filos. La herramienta es alimentada en
una dirección paralela al eje de rotación dentro de la pieza de trabajo para formar el agujero
(Figura 1.2b).
Maquinado con herramientas de múltiples filos (fresado). En este tipo de maquinado se utiliza
una herramienta rotativa de múltiples filos (conocida como fresa), la cual se mueve a velocidades
relativamente bajas hacia el material de trabajo y en casi cualquier dirección de los ejes
coordenados. En la Figura 1.2c y Figura 1.2d se muestra el esquema de dicho proceso y algunos
ejemplos de las herramientas utilizadas. Debido a su gran flexibilidad, la operación de maquinado
con herramienta de múltiples filos es una de las de mayor aplicación en los procesos de
fabricación industriales.
(a) (b)
(c) (d)
Figura 1.2. Tipos de operaciones de maquinado: a) torneado, b) taladrado, c) maquinado con
herramientas de múltiples filos, y d) procesos con herramientas de múltiples filos.
1.1.1 Maquinado con herramientas de múltiples filos
La orientación entre el eje de la herramienta y la dirección de avance es una de las características
que distinguen este tipo de maquinado del taladrado. Los elementos de corte de la herramienta
comúnmente se les llaman filos o dientes. Las herramientas pueden ser de una sola pieza
Capítulo 1. Antecedentes teóricos
7
(herramienta sólida) o filos individuales (insertos) que son ensamblados en un núcleo. Este
conjunto forma la herramienta de corte de múltiples filos. En el maquinado con herramientas de
múltiples filos se pueden distinguir dos tipos básicos [7]:
a) Maquinado periférico o maquinado horizontal
En el maquinado periférico o maquinado horizontal el eje de la herramienta es paralelo a la
superficie a ser maquinada. La herramienta de corte tiene filos en la periferia exterior del
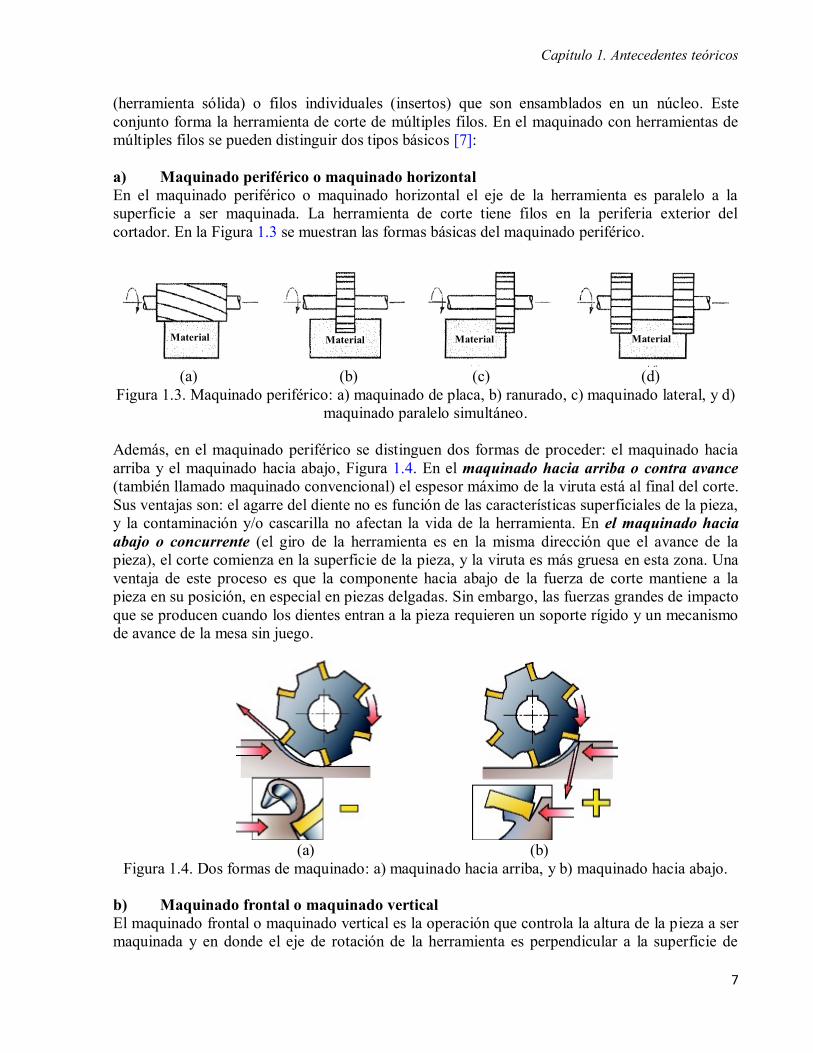
cortador. En la Figura 1.3 se muestran las formas básicas del maquinado periférico.
(a) (b) (c) (d)
Figura 1.3. Maquinado periférico: a) maquinado de placa, b) ranurado, c) maquinado lateral, y d)
maquinado paralelo simultáneo.
Además, en el maquinado periférico se distinguen dos formas de proceder: el maquinado hacia
arriba y el maquinado hacia abajo, Figura 1.4. En el maquinado hacia arriba o contra avance
(también llamado maquinado convencional) el espesor máximo de la viruta está al final del corte.
Sus ventajas son: el agarre del diente no es función de las características superficiales de la pieza,
y la contaminación y/o cascarilla no afectan la vida de la herramienta. En el maquinado hacia
abajo o concurrente (el giro de la herramienta es en la misma dirección que el avance de la
pieza), el corte comienza en la superficie de la pieza, y la viruta es más gruesa en esta zona. Una
ventaja de este proceso es que la componente hacia abajo de la fuerza de corte mantiene a la
pieza en su posición, en especial en piezas delgadas. Sin embargo, las fuerzas grandes de impacto
que se producen cuando los dientes entran a la pieza requieren un soporte rígido y un mecanismo
de avance de la mesa sin juego.
(a) (b)
Figura 1.4. Dos formas de maquinado: a) maquinado hacia arriba, y b) maquinado hacia abajo.
b) Maquinado frontal o maquinado vertical
El maquinado frontal o maquinado vertical es la operación que controla la altura de la pieza a ser
maquinada y en donde el eje de rotación de la herramienta es perpendicular a la superficie de
Material Material Material Material
Capítulo 1. Antecedentes teóricos
8
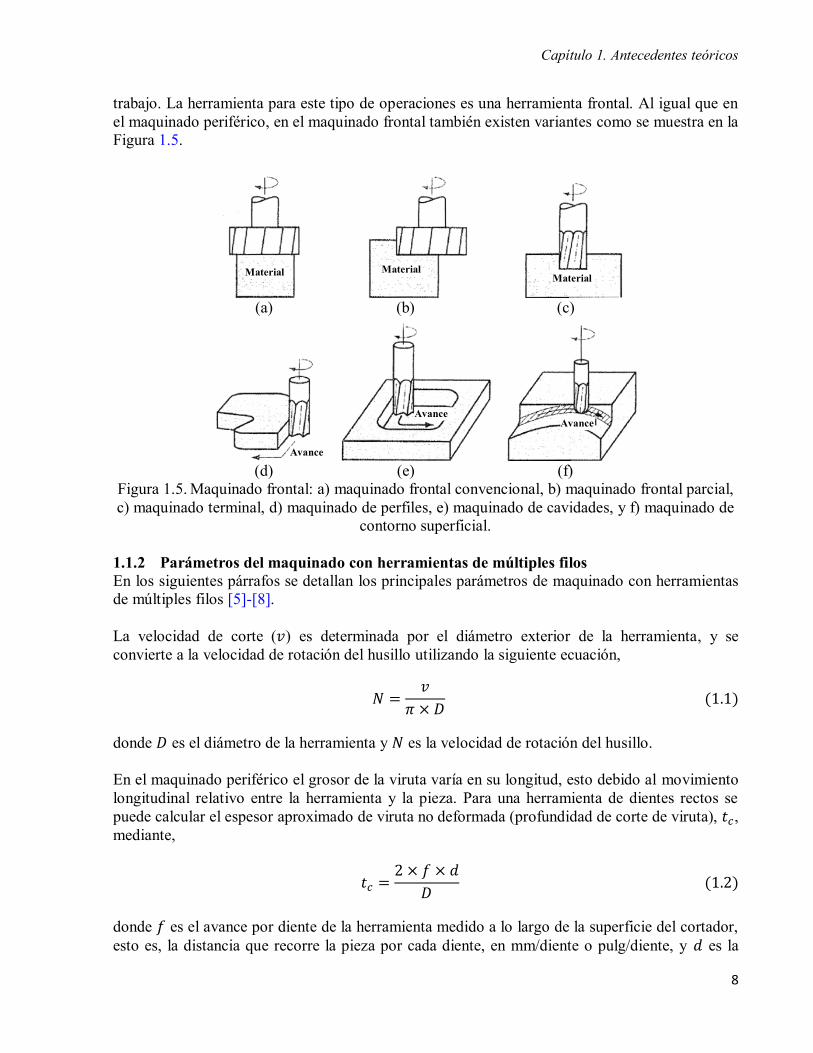
trabajo. La herramienta para este tipo de operaciones es una herramienta frontal. Al igual que en
el maquinado periférico, en el maquinado frontal también existen variantes como se muestra en la
Figura 1.5.
(a) (b) (c)
(d) (e) (f)
Figura 1.5. Maquinado frontal: a) maquinado frontal convencional, b) maquinado frontal parcial,
c) maquinado terminal, d) maquinado de perfiles, e) maquinado de cavidades, y f) maquinado de
contorno superficial.
1.1.2 Parámetros del maquinado con herramientas de múltiples filos
En los siguientes párrafos se detallan los principales parámetros de maquinado con herramientas
de múltiples filos [5]-[8].
La velocidad de corte ( ) es determinada por el diámetro exterior de la herramienta, y se
convierte a la velocidad de rotación del husillo utilizando la siguiente ecuación,
donde es el diámetro de la herramienta y es la velocidad de rotación del husillo.
En el maquinado periférico el grosor de la viruta varía en su longitud, esto debido al movimiento
longitudinal relativo entre la herramienta y la pieza. Para una herramienta de dientes rectos se
puede calcular el espesor aproximado de viruta no deformada (profundidad de corte de viruta), , mediante,
donde es el avance por diente de la herramienta medido a lo largo de la superficie del cortador,
esto es, la distancia que recorre la pieza por cada diente, en mm/diente o pulg/diente, y es la
Material Material Material
Avance
Avance Avance

Capítulo 1. Antecedentes teóricos
9
profundidad de corte. Conforme aumenta, la fuerza sobre el diente de la herramienta se
incrementa.
El avance por diente se calcula como,
donde es el número de dientes o filos en la periferia del cortador.
El tiempo de corte se puede calcular utilizando la siguiente ecuación,
donde es la longitud de la pieza y es la extensión del primer contacto de la herramienta con la
pieza. Si se supone que (que en general no es el caso), la rapidez de remoción del material
es,
donde w es el ancho del corte (que para una pieza más angosta que la longitud de la herramienta
es igual al ancho de la pieza).
1.1.3 Clasificación de las operaciones en el proceso de maquinado
El maquinado de una pieza generalmente se realiza en dos etapas: desbaste y acabado, aunque en
algunos casos se utiliza una tercera etapa llamada maquinado de limpieza.
Desbaste. Es el proceso de remoción de materia prima con una alta tasa de remoción para
obtener la pieza deseada en forma casi neta. Típicamente se realiza con herramientas de
corte planas y comúnmente se remueve un 70% del material excedente.
Aproximadamente entre el 50% y 90% del tiempo de maquinado es utilizado en esta
operación [9]-[10].
Acabado. En esta operación se remueve el material excedente de la pieza obtenida en la
operación de desbaste, logrando el acabado superficial y la precisión dimensional finales
de la pieza, aunque algunas requieren una tercera operación llamada “maquinado de
limpieza”. Generalmente se utilizan herramientas de punta de bola.
Maquinado de limpieza. El propósito del maquinado de limpieza es remover los
volúmenes no cortados dejados en las regiones cóncavas después de la operación de
acabado. Se utilizan herramientas de punta de bola del mismo tamaño o menor que en la
operación de acabado [12]-[13].
1.2 Trayectorias de herramienta
La generación de trayectorias de herramienta o de maquinado es un proceso mediante el cual se
determinan las rutas o trayectorias adecuadas de la herramienta para convertir una forma inicial
(materia prima o NNS) a su forma final (pieza final) definida por lo general mediante un modelo

Capítulo 1. Antecedentes teóricos
10
CAD tridimensional. Para lograr lo anterior se utiliza un procedimiento basado en la
aproximación de la pieza mediante curvas que comúnmente pueden ser segmentos lineales o
circulares. Idealmente cada punto en la superficie de diseño debe ser un punto de contacto entre
la herramienta y la pieza de trabajo; sin embargo, esto es computacionalmente costoso por lo que
se recurre a distintos métodos de generación de trayectorias y estrategias de maquinado para
reducir el tiempo de cálculo [14].
1.2.1 Métodos para la generación de trayectorias de herramienta
Los métodos convencionales para la generación automática de trayectorias tienen como objetivo
la determinación de los puntos de contacto (CC) entre la herramienta y la pieza de trabajo. Estos
métodos se pueden clasificar en tres grupos:
a) Método iso-paramétrico
Las trayectorias iso-paramétricas fueron introducidas por primera vez por Loney and Ozoy [15].
En ellas se mantiene uno de los dos parámetros de una superficie paramétrica S(u,v) constante
(Figura 1.6), mientras los puntos de contacto son generados a lo largo del otro parámetro [16].
Los puntos de contacto son tomados como trayectorias de la herramienta. El método iso-
paramétrico es popular en el maquinado de superficies libres ya que los datos de la superficie son
directamente utilizados en la generación de las trayectorias de la herramienta [17]. Aunque el
intervalo entre trayectorias es controlado por la restricción de la altura de la cresta, las
trayectorias generadas por este método generalmente son más densas en algunas regiones de la
superficie debido a la transformación no-uniforme entre el especio paramétrico y el euclidiano
[18]. Esto lleva a una distribución no-uniforme de la cresta a la largo de la superficie, afectando
la eficiencia del maquinado. Además, es difícil generar las trayectorias de herramienta por este
método en superficies que constan de varias superficies cortadas [19].
Figura 1.6. Generación de trayectorias por el método iso-paramétrico.
b) Método iso-planar
En el método iso-planar las trayectorias de la herramienta son calculadas interceptando la
superficie de diseño con una serie de planos paralelos en el espacio cartesiano (Figura 1.7). Las

Capítulo 1. Antecedentes teóricos
11
curvas obtenidas de la intersección son tomadas como trayectorias de la herramienta [20]-[22].
Típicamente los planos de corte son verticales [23]-[24] (método cartesiano) o planos
horizontales [25]-[27] (método de contornos). El paso lateral (distancia entre planos paralelos) es
seleccionado con base en la restricción de la altura de la cresta, aunque el método se caracteriza
por el intervalo uniforme entre las trayectorias de la herramienta. Este método es muy robusto y
ampliamente utilizado en sistemas CAM comerciales [28]. A diferencia del método iso-
paramétrico, el método iso-planar puede ser utilizado para superficies cortadas y compuestas, y
modelos de mallas triangulares. Sin embargo, la selección de los planos de intersección afecta
grandemente a la longitud de la trayectoria y el tiempo de maquinado. La simplicidad del método
radica en que las curvas de intersección representan los puntos de contacto de la herramienta
(CC).
Figura 1.7. Generación de trayectorias por el método iso-planar (cartesiano).
c) Método iso-cresta
En el método iso-cresta se selecciona una trayectoria maestra de una de las fronteras de una
superficie y a partir de ella se generan las siguientes trayectorias, Figura 1.8. Cada punto de
contacto en la siguiente trayectoria de la herramienta es calculado a partir de la trayectoria actual
de tal modo que la cresta sea igual o menor a la máxima desviación permitida a lo largo de la
superficie, [29]-[30]. El método iso-cresta está diseñado para que la cresta permanezca constante.
Dada una trayectoria de corte, en [31] la curva iso-cresta es generada utilizando el método de
búsqueda de bisección, el cual es reemplazado por el algoritmo iterativo de Newton en [32]. El
maquinado redundante en los métodos iso-paramétrico y en el iso-planar es minimizado al
mantener la altura de la cresta constante. Aunque la longitud general de la trayectoria se reduce
significativamente en el método iso-cresta, comparada con los otros dos métodos, éste sufre de la
inexactitud en la determinación de la curvatura en la dirección de la trayectoria de corte, además
también se tiene el problema de la transformación no-uniforme de las trayectorias entre el espacio
cartesiano y el paramétrico.
Curvas
Planos
Modelo

Capítulo 1. Antecedentes teóricos
12
Figura 1.8. Trayectorias adyacentes de posiciones de herramienta y cresta típica.
1.2.2 Métodos para el posicionamiento de la herramienta
Las superficies de los modelos a maquinar son aproximadas por medio de segmentos
generalmente lineales definidos por una posición inicial y una posición final. El cálculo
apropiado de las posiciones de dichos segmentos es muy importante ya que afecta directamente la
calidad de la aproximación. Para ello existen diferentes métodos, los cuales se presentan a
continuación:
a) Inversión de la herramienta
El método de inversión de la herramienta es utilizado para generar superficies desplazadas
(offset). Dicha superficie es obtenida a partir de cada punto de contacto tomándolo como centro
de la herramienta y con posición invertida en la dirección . El punto de la superficie desplazada
toma lugar en dirección normal a la superficie en el punto de contacto, [33][36]. La superficie
completa es generada moviendo la herramienta a cada punto de contacto definido en la superficie
original, Figura 1.9.
Figura 1.9. Posicionamiento por inversión de la herramienta: a) herramienta de punta de bola, y
b) herramienta de filete.
Trayectoria 1
Trayectoria 2
Cresta
Herramienta
Superficie desplazada
Superficie original
Radio de la
herramienta (r)
Herramienta invertida
Herramienta
invertida
Superficie
desplazada
Superficie
original

Capítulo 1. Antecedentes teóricos
13
b) Superficie desplazada basada en mallas triangulares
Un método comúnmente utilizado para modelos basados en mallas es la generación de superficies
desplazadas a partir de los triángulos que los forman. Cada triángulo es desplazado en dirección
normal a la superficie a partir de sus vértices, Figura 1.10. Las posiciones de la herramienta se
obtienen interceptando la superficie desplazada mediante una serie de planos de corte [9][34]-
[35]. La limitación del método es que solo funciona para posicionamiento de herramienta de
punta de bola, donde la superficie desplazada se realiza a un valor constante.
Figura 1.10. Posicionamiento de la herramienta por desplazamiento: a) modelo original, y b)
modelo desplazado.
c) Posicionamiento por rayos
Este método es utilizado para modelos basados en mallas triangulares; tanto el modelo de la pieza
como la herramienta constan de triángulos y a su vez de vértices. En cada posición de la
herramienta, y a partir de cada vértice ubicado dentro de la sección de corte de la herramienta, se
lanza un rayo en dirección del modelo de la pieza, Figura 1.11. El rayo interceptado con menor
distancia determina la altura que debe tener en esa posición la herramienta [37]. Para generar las
siguientes posiciones se mueve la herramienta a la siguiente ubicación deseada y se repite el
procedimiento hasta terminar la pieza.
Figura 1.11. Posicionamiento de la herramienta mediante rayos.

Capítulo 1. Antecedentes teóricos
14
1.2.3 Interferencias
Cuando se está removiendo material en un punto en particular, la herramienta puede penetrar en
uno o más puntos sobre la misma superficie o sobre superficies vecinas. Si la penetración es más
grande que la tolerancia especificada, entonces se le llama interferencia. Las interferencias dañan
las superficie de diseño por lo que su detección y remoción durante la generación de trayectorias
es muy importante.
Las interferencias más típicas utilizando una herramienta de punta de bola son: interferencia
global, interferencia local e interferencia con superficies vecinas, Figura 1.12, [20][38]-[39]. Las
interferencias globales, Figura 1.12a, ocurren si cualquier ángulo entre la normal a la superficie
y el eje Z es mayor a 90º, ocasionando que el cuerpo de la herramienta interferirá en esa región.
Las interferencias locales, Figura 1.12b, ocurren cuando el radio de curvatura local en la
superficie es menor al radio de la herramienta, ocasionando que el fondo de la herramienta
interferirá con la superficie en esa región. Este tipo de interferencias se pueden eliminar
seleccionando una herramienta con menor diámetro. Finalmente, si dos o más superficies están
conectadas de tal manera que la accesibilidad a un punto de contacto en una superficie está
restringido por superficies a su alrededor, entonces el maquinado de ese punto interferirá con
otras superficies, Figura 1.12c.
(a) (b) (c)
Figura 1.12. Tres tipos de interferencias: a) global, b) local, y c) con superficies vecinas.
Aunque las interferencias se refieren a un sobremaquinado debido a la herramienta, también
existe el caso contrario cuando se deja un volumen sin maquinar debido a una trayectoria
ineficiente causada por las burdas aproximaciones de la superficie. Esto se puede solucionar al
incrementar la resolución de la aproximación de la superficie, manteniendo el error de la
superficie maquinada dentro de la tolerancia especificada.
1.2.4 Colisiones
La mayoría de los trabajos reportados en la literatura realizan la generación de trayectorias de
maquinado considerando solamente la sección de corte de la herramienta, es decir, no consideran
el portaherramientas o sistema de sujeción. Sin embargo, para obtener trayectorias confiables es
necesario la detección y eliminación de colisiones considerando, además de la herramienta, el
portaherramientas y la pieza de trabajo.
Sobrecorte
Posición de la
herramienta
Punto de contacto
Eje
Punto de
contacto Sobrecorte
Posición de la herramienta
Posición de la herramienta
Superficie 1
Superficie 2
Punto de contacto

Capítulo 1. Antecedentes teóricos
15
Existen diferentes técnicas para la detección de colisiones, como aquellas basadas en operaciones
booleanas donde se modela completamente el sistema de sujeción y se posiciona en cada punto
de la trayectoria. Posteriormente se realiza una prueba de intersección entre el modelo y el
portaherramientas, si , (Figura 1.13), la posición de la
herramienta es inválida debido a que se presenta una colisión. En caso contrario, el punto es
válido debido a que la posición está libre de colisiones.
(a) (b)
Figura 1.13. Detección de colisiones mediante operaciones booleanas: a) colisión, y b) resultado
de intersección entre el modelo y el portaherramientas.
Aunque las mayores ventajas del método son la confiabilidad y su facilidad de implementación,
su principal desventaja es el gran tiempo de cómputo para la detección de colisiones,
convirtiéndolo en un método ineficiente. Para evitar el uso de operaciones booleanas, se han
desarrollado técnicas alternativas basadas en evaluaciones geométricas simples. Una de estas
técnicas se presenta en [40], en donde la detección de colisiones para un punto de análisis dado
y radio de herramienta , Figura 1.14, consiste en determinar si existen puntos
, sobre la superficie discretizada, que se encuentren dentro del espacio geométrico de la
herramienta o portaherramientas. Si al menos un punto cumple esta condición, entonces la
posición de la herramienta no es válida. La ecuación (1.6) describe un conjunto de ecuaciones
para verificar las posibles colisiones en las distintas secciones del modelo geométrico de la
herramienta y el portaherramientas, los cuales se modelan como una serie de cilindros apilados
con una esfera en la parte más baja.
Modelo
Portaherramientas Colisión

Capítulo 1. Antecedentes teóricos
16
Figura 1.14. Detección de colisiones en el portaherramientas.
La técnica mostrada tiene la ventaja de trabajar de manera numérica lo que hace al algoritmo más
rápido para la detección de las colisiones, aunque la precisión del cálculo depende de la densidad
de puntos generados sobre la superficie. Existe otra técnica similar pero cuya formulación
permite mayor flexibilidad en cuanto a la representación geométrica del portaherramientas así
como el análisis de interferencias y colisiones para tres tipos de herramientas de corte, planas,
filete y de punta de bola [38]. La Figura 1.15 muestra el esquema propuesto para detección de
colisiones. El perfil está constituido por seis segmentos, AB (fondo del filo), BC (filete), CD (filo
lateral), DE (filo lateral y cuerpo de la herramienta), EF (portaherramientas) y FG
(portaherramientas), con parámetros , y origen en . La
ecuación (1.7) describe un conjunto de ecuaciones para verificar las posibles colisiones de
acuerdo a la distancia del punto de inspección al eje de la herramienta en el eje .
Figura 1.15. Modelo geométrico del sistema completo para la detección de colisiones
(herramienta y portaherramientas).
Portaherramientas
Cuerpo y filo
lateral
Filete
Lado superior
de corte
Lado inferior de
corte
Punto discretizado,
Colisión potencial del
portaherramientas
Punto de contacto (CC)
Posición de la
herramienta (CL),

Capítulo 1. Antecedentes teóricos
17
Las relaciones geométricas (1.7) son utilizadas para detectar si un punto de inspección está o no dentro del espacio geométrico de la herramienta y/o portaherramientas.
Geométricamente, cuando la herramienta presenta interferencias o colisiones con la superficie de
diseño, al menos un punto está dentro de la superficie de revolución del perfil de la Figura 1.15.
En otras palabras, la distancia entre este punto y el eje de la herramienta es menor que el radio del
perfil a la altura del punto que está siendo evaluado.
1.2.5 Estrategias de maquinado
El objetivo de las estrategias de maquinado es unir las posiciones de la herramienta mediante un
patrón de secuencia claramente definido de acuerdo a la técnica seleccionada. La técnica
mediante la cual son unidas las posiciones de la herramienta afecta directamente al tiempo de
maquinado [41]. Una estrategia apropiada puede resultar en la mínima longitud de trayectoria, el
mínimo número de retracciones y la flexibilidad de ser localmente refinada para alcanzar las
propiedades geométricas de la superficie. Las estrategias de maquinado comúnmente utilizadas
son [14][42]: Zigzag y contornos.
Zigzag
Esta estrategia consiste en generar líneas paralelas en todo el dominio a maquinar alternando la
dirección entre trayectorias adyacentes dado que el corte principal se considera en ambas
direcciones. Esta técnica permite el contacto continuo de la herramienta sin que esta tenga que
perder tiempo en establecer una nueva posición de corte, esto hasta que el dominio completo ha
sido recorrido. La implementación de esta estrategia es la más simple, Figura 1.16a.
Contornos
La técnica de maquinado de contornos utiliza trayectorias derivadas de los desplazamientos
(offsets) sucesivos de los fronteras a maquinar, ya sea desde el centro hacia los límites externos, o
desde ellos hacia el centro, Figura 1.16b. Los contornos pueden ser construidos mediante el
cálculo del diagrama de Voronoi, pair-wise offseting, y enfoques basados en pixeles. Estos
métodos pueden ser computacionalmente costosos.
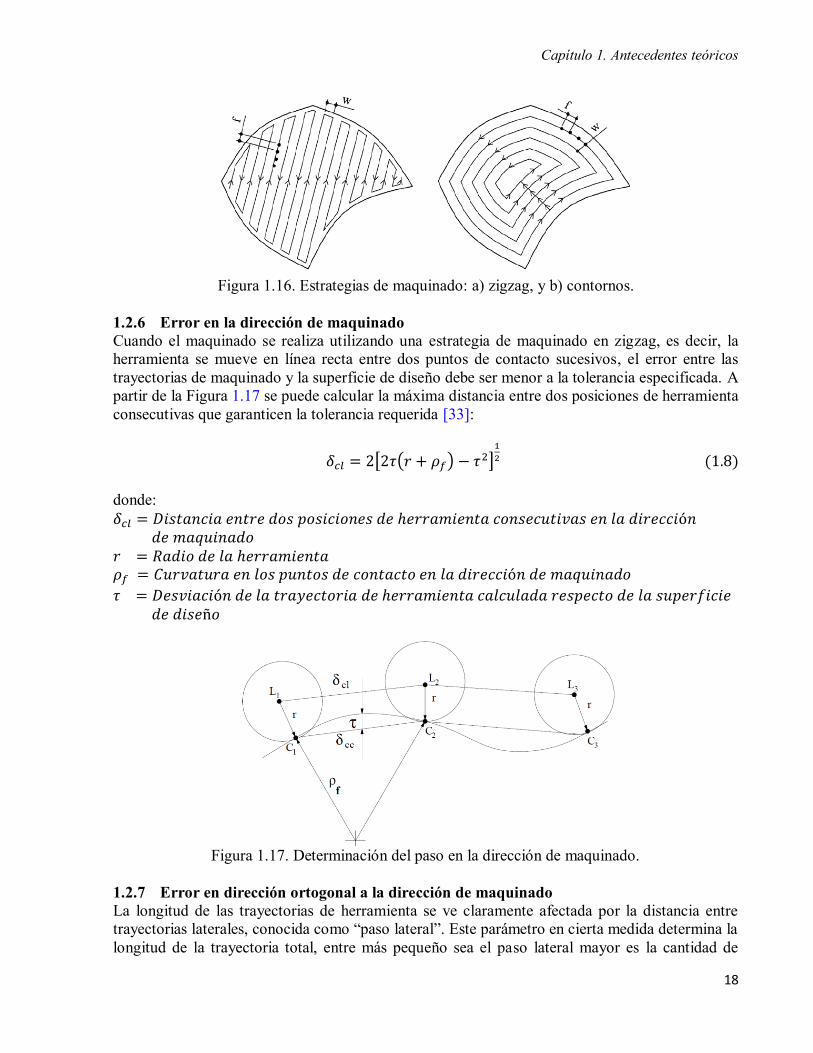
Capítulo 1. Antecedentes teóricos
18
Figura 1.16. Estrategias de maquinado: a) zigzag, y b) contornos.
1.2.6 Error en la dirección de maquinado
Cuando el maquinado se realiza utilizando una estrategia de maquinado en zigzag, es decir, la
herramienta se mueve en línea recta entre dos puntos de contacto sucesivos, el error entre las
trayectorias de maquinado y la superficie de diseño debe ser menor a la tolerancia especificada. A
partir de la Figura 1.17 se puede calcular la máxima distancia entre dos posiciones de herramienta
consecutivas que garanticen la tolerancia requerida [33]:
donde:
Figura 1.17. Determinación del paso en la dirección de maquinado.
1.2.7 Error en dirección ortogonal a la dirección de maquinado
La longitud de las trayectorias de herramienta se ve claramente afectada por la distancia entre
trayectorias laterales, conocida como “paso lateral”. Este parámetro en cierta medida determina la
longitud de la trayectoria total, entre más pequeño sea el paso lateral mayor es la cantidad de
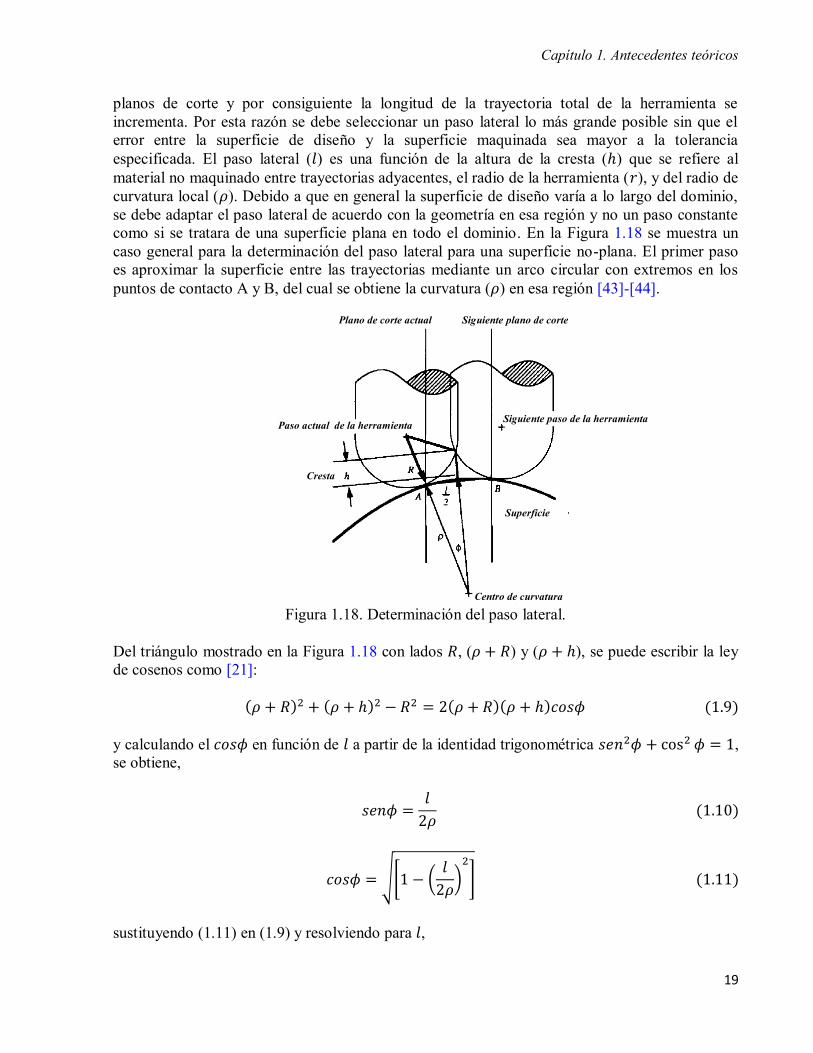
Capítulo 1. Antecedentes teóricos
19
planos de corte y por consiguiente la longitud de la trayectoria total de la herramienta se
incrementa. Por esta razón se debe seleccionar un paso lateral lo más grande posible sin que el
error entre la superficie de diseño y la superficie maquinada sea mayor a la tolerancia
especificada. El paso lateral ( ) es una función de la altura de la cresta ( ) que se refiere al
material no maquinado entre trayectorias adyacentes, el radio de la herramienta ( ), y del radio de
curvatura local ( ). Debido a que en general la superficie de diseño varía a lo largo del dominio,
se debe adaptar el paso lateral de acuerdo con la geometría en esa región y no un paso constante
como si se tratara de una superficie plana en todo el dominio. En la Figura 1.18 se muestra un
caso general para la determinación del paso lateral para una superficie no-plana. El primer paso
es aproximar la superficie entre las trayectorias mediante un arco circular con extremos en los
puntos de contacto A y B, del cual se obtiene la curvatura ( ) en esa región [43]-[44].
Figura 1.18. Determinación del paso lateral.
Del triángulo mostrado en la Figura 1.18 con lados , ( ) y ( ), se puede escribir la ley
de cosenos como [21]:
y calculando el en función de a partir de la identidad trigonométrica ,
se obtiene,
sustituyendo (1.11) en (1.9) y resolviendo para ,
Plano de corte actual Siguiente plano de corte
Siguiente paso de la herramienta Paso actual de la herramienta
Centro de curvatura
Superficie
Cresta

Capítulo 1. Antecedentes teóricos
20
Esta ecuación es válida para cualquier curvatura, sin embargo para , la superficie entre dos
trayectorias adyacentes puede ser aproximada por un plano sin pérdida de precisión, reduciendo
la ecuación (1.12) a:
donde está dado en la dirección del vector que une dos trayectorias adyacentes de la
herramienta. Sin embargo, para determinar el intervalo en el plano horizontal es necesario
proyectar en dicho plano. En la Figura 1.19 se muestran dos casos en donde el ángulo o
pendientes del vector varían. Para el caso de la Figura 1.19a donde es pequeño, la cresta está
formada por las caras de la esfera del cortador. El intervalo de intersección de los planos está
dado por [45]:
Cuando es grande (Figura 1.19b), una de las caras está formada por la parte cilíndrica o cuerpo
de la herramienta y la otra cara está formada por la esfera de la herramienta. En este caso el
intervalo para los planos de intersección se convierte en [46]:
(a) (b)
Figura 1.19. Determinación del intervalo de intersección de planos: a) pequeño, y b) grande.
Generalmente la selección del intervalo de los planos de intersección se obtiene del menor
intervalo calculado en la dirección de maquinado de la trayectoria inmediata anterior.
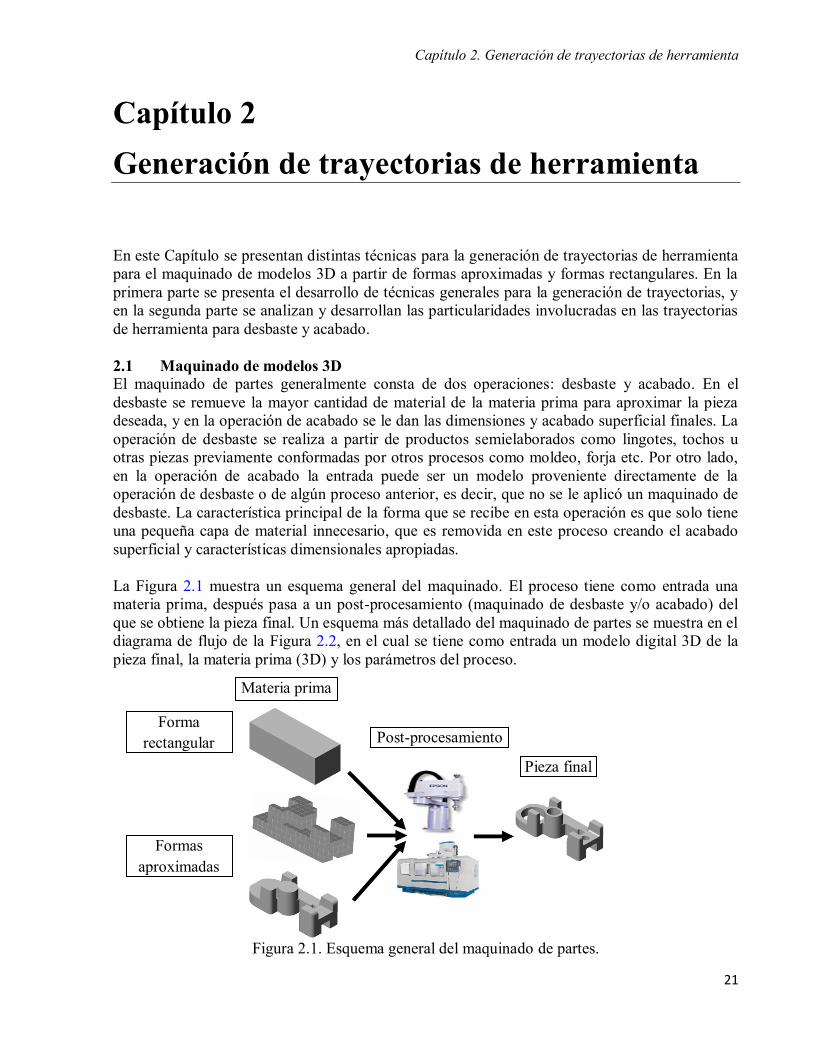
Capítulo 2. Generación de trayectorias de herramienta
21
Capítulo 2. Generación de trayectorias de herramienta
Generación de trayectorias de herramienta
En este Capítulo se presentan distintas técnicas para la generación de trayectorias de herramienta
para el maquinado de modelos 3D a partir de formas aproximadas y formas rectangulares. En la
primera parte se presenta el desarrollo de técnicas generales para la generación de trayectorias, y
en la segunda parte se analizan y desarrollan las particularidades involucradas en las trayectorias
de herramienta para desbaste y acabado.
2.1 Maquinado de modelos 3D
El maquinado de partes generalmente consta de dos operaciones: desbaste y acabado. En el
desbaste se remueve la mayor cantidad de material de la materia prima para aproximar la pieza
deseada, y en la operación de acabado se le dan las dimensiones y acabado superficial finales. La
operación de desbaste se realiza a partir de productos semielaborados como lingotes, tochos u
otras piezas previamente conformadas por otros procesos como moldeo, forja etc. Por otro lado,
en la operación de acabado la entrada puede ser un modelo proveniente directamente de la
operación de desbaste o de algún proceso anterior, es decir, que no se le aplicó un maquinado de
desbaste. La característica principal de la forma que se recibe en esta operación es que solo tiene
una pequeña capa de material innecesario, que es removida en este proceso creando el acabado
superficial y características dimensionales apropiadas.
La Figura 2.1 muestra un esquema general del maquinado. El proceso tiene como entrada una
materia prima, después pasa a un post-procesamiento (maquinado de desbaste y/o acabado) del
que se obtiene la pieza final. Un esquema más detallado del maquinado de partes se muestra en el
diagrama de flujo de la Figura 2.2, en el cual se tiene como entrada un modelo digital 3D de la
pieza final, la materia prima (3D) y los parámetros del proceso.
Figura 2.1. Esquema general del maquinado de partes.
Forma
rectangular
Formas
aproximadas
Materia prima
Post-procesamiento
Pieza final

Capítulo 2. Generación de trayectorias de herramienta
22
Figura 2.2. Diagrama de flujo para el maquinado de modelos 3D.
2.2 Modelo sólido y materia prima
El modelo sólido 3D de la pieza final representa la forma final a la que se desea llegar a partir de
la remoción del material excedente de la materia prima (Figura 2.3). La materia prima se puede
clasificar en dos grupos principales de acuerdo a su forma: formas rectangulares y formas
aproximadas. En las formas rectangulares la materia prima es un bloque a partir del cual se desea
obtener la pieza final y en las formas aproximadas no se tiene restricción en cuanto a la forma
que pueda tener. Dichas formas pueden provenir de procesos anteriores como, la forja, fundición,
moldeo por inyección, prototipado rápido o bien de cualquier forma que se pueda representar
mediante un modelo CAD. Dependiendo del nivel de aproximación, las materias primas de forma
aproximada no siempre requerirán de un desbaste. Sin embargo, sea cual sea la forma de la
Modelo sólido 3D
Inicio
Definir parámetros de
maquinado
Generar trayectorias de
herramienta para desbaste
Generar trayectorias de
herramienta para acabado
Materia prima
(geometría)
CNC Robótico ¿Maquinado CNC
o robótico?
Generar código Generar código
No Si No Si
Configurar parámetros
del robot
¿Maquinar?
Configurar parámetros
de CNC
¿Maquinar?
Fin
Maquinar
Fin
Maquinar

Capítulo 2. Generación de trayectorias de herramienta
23
materia prima, ésta debe contener el suficiente material para obtener la pieza final. La Figura 2.4
muestra diferentes opciones para la materia prima del modelo de la Figura 2.3.
Figura 2.3. Modelo 3D.
(a) (b)
Figura 2.4. Modelos de materias primas, a) rectangular, y b) aproximadas.
2.3 Parámetros del maquinado
Los parámetros en el maquinado definen la manera en que se generarán las trayectorias. Entre los
parámetros más importantes se encuentran los siguientes:
2.3.1 Herramientas de corte y sistema de sujeción
Para realizar el maquinado se utilizan diferentes herramientas de corte de acuerdo al proceso a
desarrollar. Los tres tipos de herramientas comúnmente utilizadas en el maquinado son:
herramientas de corte planas, de puntas de bola y de filete, Figura 2.5. Aunque estas herramientas
se pueden utilizar en cualquier operación (desbaste y acabado), generalmente las herramientas de
corte planas y de filete son utilizadas para desbaste debido a su alta tasa de remoción de material,
mientras que las de punta de bola son utilizadas para operaciones de acabado.
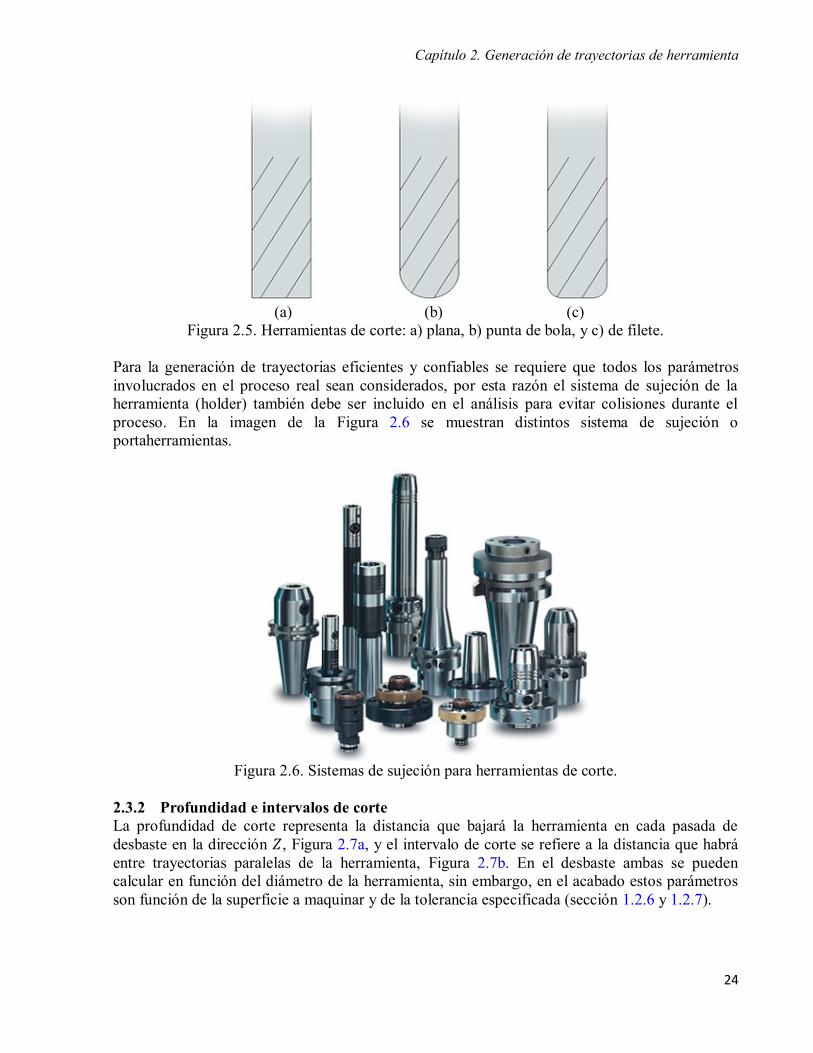
Capítulo 2. Generación de trayectorias de herramienta
24
(a) (b) (c)
Figura 2.5. Herramientas de corte: a) plana, b) punta de bola, y c) de filete.
Para la generación de trayectorias eficientes y confiables se requiere que todos los parámetros
involucrados en el proceso real sean considerados, por esta razón el sistema de sujeción de la
herramienta (holder) también debe ser incluido en el análisis para evitar colisiones durante el
proceso. En la imagen de la Figura 2.6 se muestran distintos sistema de sujeción o
portaherramientas.
Figura 2.6. Sistemas de sujeción para herramientas de corte.
2.3.2 Profundidad e intervalos de corte
La profundidad de corte representa la distancia que bajará la herramienta en cada pasada de
desbaste en la dirección , Figura 2.7a, y el intervalo de corte se refiere a la distancia que habrá
entre trayectorias paralelas de la herramienta, Figura 2.7b. En el desbaste ambas se pueden
calcular en función del diámetro de la herramienta, sin embargo, en el acabado estos parámetros
son función de la superficie a maquinar y de la tolerancia especificada (sección 1.2.6 y 1.2.7).

Capítulo 2. Generación de trayectorias de herramienta
25
(a) (b)
Figura 2.7. Parámetros del maquinado: a) profundidad de corte, y b) intervalo de corte.
2.3.3 Tolerancias
La tolerancia indica el rango de la desviación dimensional aceptable del tamaño nominal de la
pieza final. En el maquinado esto se controla a través de dos parámetros: el error en la dirección
de maquinado generado por las facetas durante la aproximación y el error entre trayectorias
paralelas conocido como cresta. El análisis de estos errores se explica a detalle en las secciones
1.2.6 y 1.2.7. En la generación de trayectorias, las tolerancias tienen un papel fundamental, ya
que de ellas depende la calidad de la aproximación (número de posiciones de la herramienta) y
por consiguiente el tiempo de cálculo.
2.4 Generación de trayectorias de herramienta
A continuación se presentan los diferentes algoritmos propuestos para la generación de
trayectorias de maquinado para diferentes tipos de herramientas.
2.4.1 Offset del modelo CAD
Este es el primer método propuesto para la generación de trayectorias de herramienta, el cual se
desarrolla para una herramienta de punta de bola. De la revisión bibliográfica presentada en el
Capítulo 1 se observó que la generación de las trayectorias para este tipo de herramienta está
basada en la generación de una superficie desplazada una distancia igual al radio de la
herramienta de la superficie del modelo original. De esta manera cualquier punto sobre dicha
superficie representa la posición del centro de la herramienta y se garantiza que será tangente en
algún punto de la superficie original sin llegar a penetrar o interferir otra zona del modelo. Los
métodos propuestos en la literatura utilizan diferentes métodos para obtener la superficie
desplazada, pero la mayoría se basan en la discretización de la superficie ya sea por medio de
puntos, triángulos, cuadriláteros o diferentes áreas, lo que resulta muy costoso
computacionalmente hablando. El método propuesto consta de los siguientes pasos:
Generación de la superficie desplazada
Como una alternativa a la discretización durante la generación de la superficie desplazada, se
propone utilizar la función desplazamiento (offset) que se encuentra por default en cualquier
sistema CAD. Esta función desplaza cada una de las caras del modelo a la distancia especificada,
reparando aquellas regiones en donde es necesario extender o cortar dichas caras, para generar
una superficie continua. El resultado final es un modelo que envuelve al modelo original. La
Profundidad
de corte
Herramienta
de corte
Intervalo
de corte
Herramienta
de corte

Capítulo 2. Generación de trayectorias de herramienta
26
Figura 2.8 presenta un modelo 3D al cual se le aplicó la función desplazamiento obteniendo
como resultado el modelo de la Figura 2.8b.
(a) (b)
Figura 2.8. Superficie desplazada: a) modelo original, y b) modelo desplazado.
Obtención de las posiciones de la herramienta
El segundo paso es determinar las posiciones de la herramienta. Cualquier punto sobre la
superficie desplazada es tangente en algún punto a la superficie del modelo original, de tal
manera que estos puntos también pueden representar las posiciones del centro de la herramienta,
o bien, el centro de la esfera libre de interferencias.
Para obtener dichas posiciones, primero se debe seleccionar la estrategia de maquinado que se
utilizará. Para el cálculo de cada posición, se utilizan operaciones geométricas del tipo booleanas.
El método consiste en definir un punto sobre el plano en donde se desea obtener la posición,
dicho punto debe estar dentro del dominio del modelo en ese plano. Para cualquier modelo se
conoce su altura máxima, entonces al punto que se definió sobre el plano se le asigna una
coordenada en mayor a la altura máxima del modelo. A partir de este punto origen se lanza un
rayo en dirección y se obtiene la altura de choque entre el rayo y el modelo que
representa la altura de la herramienta en esa posición del plano , Figura 2.9. El procedimiento
se repite moviendo la posición hasta cubrir el modelo completamente. La Figura 2.9 muestra
un perfil tomado del modelo de la Figura 2.8. Las líneas interiores representan al modelo original
y las exteriores al modelo desplazado.
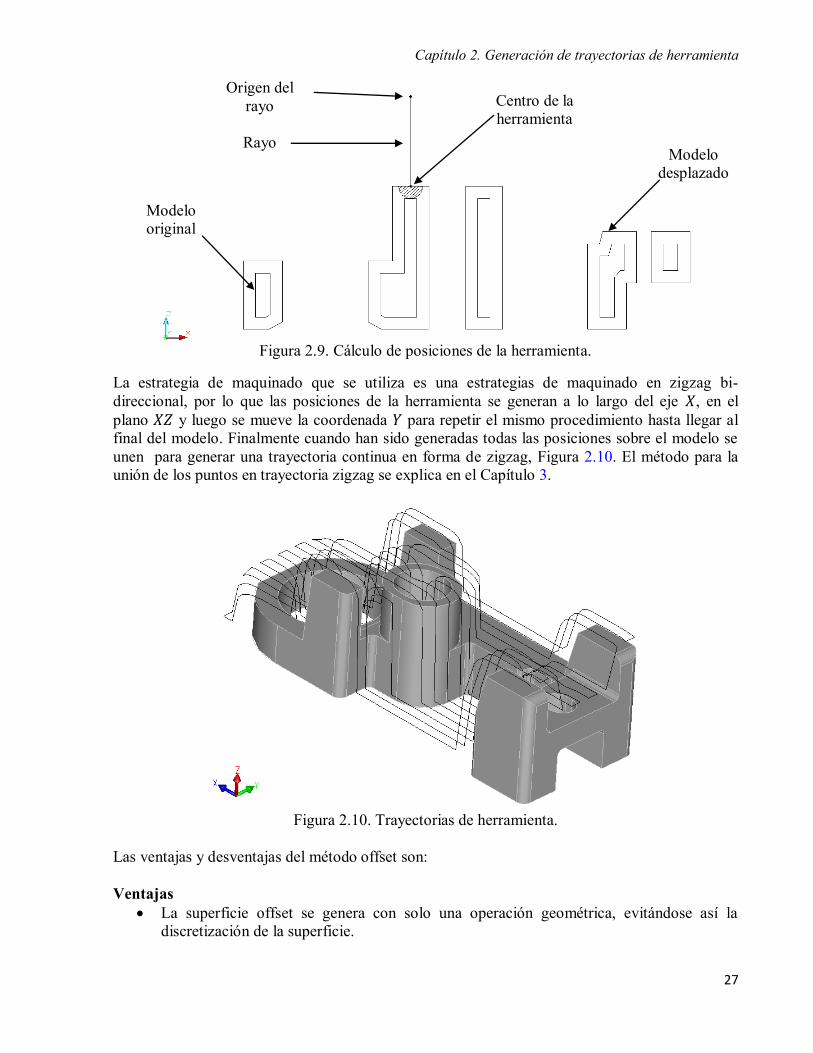
Capítulo 2. Generación de trayectorias de herramienta
27
Figura 2.9. Cálculo de posiciones de la herramienta.
La estrategia de maquinado que se utiliza es una estrategias de maquinado en zigzag bi-
direccional, por lo que las posiciones de la herramienta se generan a lo largo del eje , en el
plano y luego se mueve la coordenada para repetir el mismo procedimiento hasta llegar al
final del modelo. Finalmente cuando han sido generadas todas las posiciones sobre el modelo se
unen para generar una trayectoria continua en forma de zigzag, Figura 2.10. El método para la
unión de los puntos en trayectoria zigzag se explica en el Capítulo 3.
Figura 2.10. Trayectorias de herramienta.
Las ventajas y desventajas del método offset son:
Ventajas
La superficie offset se genera con solo una operación geométrica, evitándose así la
discretización de la superficie.
Modelo
original
Modelo
desplazado
Origen del
rayo
Rayo
Centro de la
herramienta

Capítulo 2. Generación de trayectorias de herramienta
28
Las posiciones que se obtienen son únicamente las accesibles para un sistema de tres ejes.
Las posiciones de la herramienta se generan libres de interferencias.
Desventajas
Debido a que la función desplazamiento hace un desplazamiento de la superficie original
constante, solo es posible el cálculo de las trayectorias para herramientas de punta de
bola, ya que en herramientas planas y de filete el desplazamiento de la superficie debe ser
variable de acuerdo a la posición de la herramienta.
La operación de desplazamiento de los sistemas CAD no funciona para todas las piezas,
de tal manera que el algoritmo está limitado a solo aquellos modelos en donde la función
pueda ser aplicada correctamente.
La operación desplazamiento tampoco funciona para cualquier valor de desplazamiento, y
esto depende totalmente de la geometría de la pieza.
Al generar cada posición en la superficie desplazada se utilizan operaciones booleanas lo
cual tiene un alto costo computacional (tiempo de procesamiento) cuando el número de
posiciones a calcular es grande.
El análisis de colisiones se vuelve complicado porque la única información que se tiene es
el modelo original y la superficie desplazada, y para la detección de colisiones se tendría
que recurrir a operaciones booleanas que son muy costosas en tiempo de cómputo.
Este método presenta muchas limitaciones, por los que no es una buena opción en el cálculo de
las trayectorias para cualquier modelo.
2.4.2 Posicionamiento por iteración
Este método está basado en la simulación de la herramienta completa para eliminar las posibles
interferencias en un solo paso, y que cada posición analizada se pueda escribir directamente
dentro del código de maquinado, evitándose así utilizar la función desplazamiento y
garantizándose su funcionamiento para el cálculo de trayectorias sobre cualquier modelo. Al
igual que el método anterior este también está formulado solo para el cálculo de trayectorias
utilizando herramientas de punta de bola. El método se resume en las siguientes etapas:
Obtención de un punto sobre la superficie del modelo
El primer paso para obtener una posición de la herramienta es calcular la altura de un punto
definido en el plano en una región dentro del dominio del modelo en ese plano. Esto se hace
definiendo el punto sobre el plano y asignándole una coordenada o altura en mayor a la
máxima altura del modelo. Desde este punto se lanza un rayo en dirección con la
característica de que el diámetro de dicho rayo es igual al de la herramienta (es decir, el rayo
simula el cuerpo de la herramienta). El punto de choque entre el rayo y la superficie del modelo
representa el punto mínimo hasta el que es posible llegar con la herramienta definida, Figura
2.11.
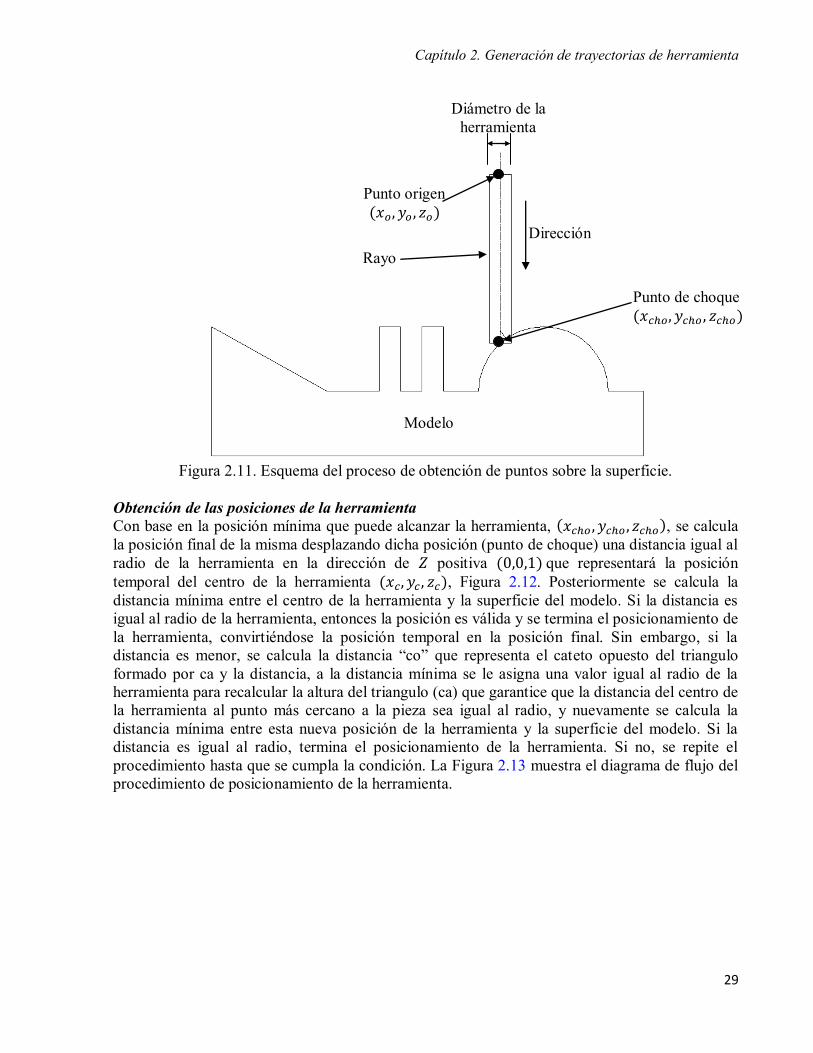
Capítulo 2. Generación de trayectorias de herramienta
29
Figura 2.11. Esquema del proceso de obtención de puntos sobre la superficie.
Obtención de las posiciones de la herramienta
Con base en la posición mínima que puede alcanzar la herramienta, , se calcula
la posición final de la misma desplazando dicha posición (punto de choque) una distancia igual al
radio de la herramienta en la dirección de positiva que representará la posición
temporal del centro de la herramienta , Figura 2.12. Posteriormente se calcula la
distancia mínima entre el centro de la herramienta y la superficie del modelo. Si la distancia es
igual al radio de la herramienta, entonces la posición es válida y se termina el posicionamiento de
la herramienta, convirtiéndose la posición temporal en la posición final. Sin embargo, si la
distancia es menor, se calcula la distancia “co” que representa el cateto opuesto del triangulo
formado por ca y la distancia, a la distancia mínima se le asigna una valor igual al radio de la
herramienta para recalcular la altura del triangulo (ca) que garantice que la distancia del centro de
la herramienta al punto más cercano a la pieza sea igual al radio, y nuevamente se calcula la
distancia mínima entre esta nueva posición de la herramienta y la superficie del modelo. Si la
distancia es igual al radio, termina el posicionamiento de la herramienta. Si no, se repite el
procedimiento hasta que se cumpla la condición. La Figura 2.13 muestra el diagrama de flujo del
procedimiento de posicionamiento de la herramienta.
Modelo
Diámetro de la
herramienta
Rayo
Punto origen
Dirección
Punto de choque
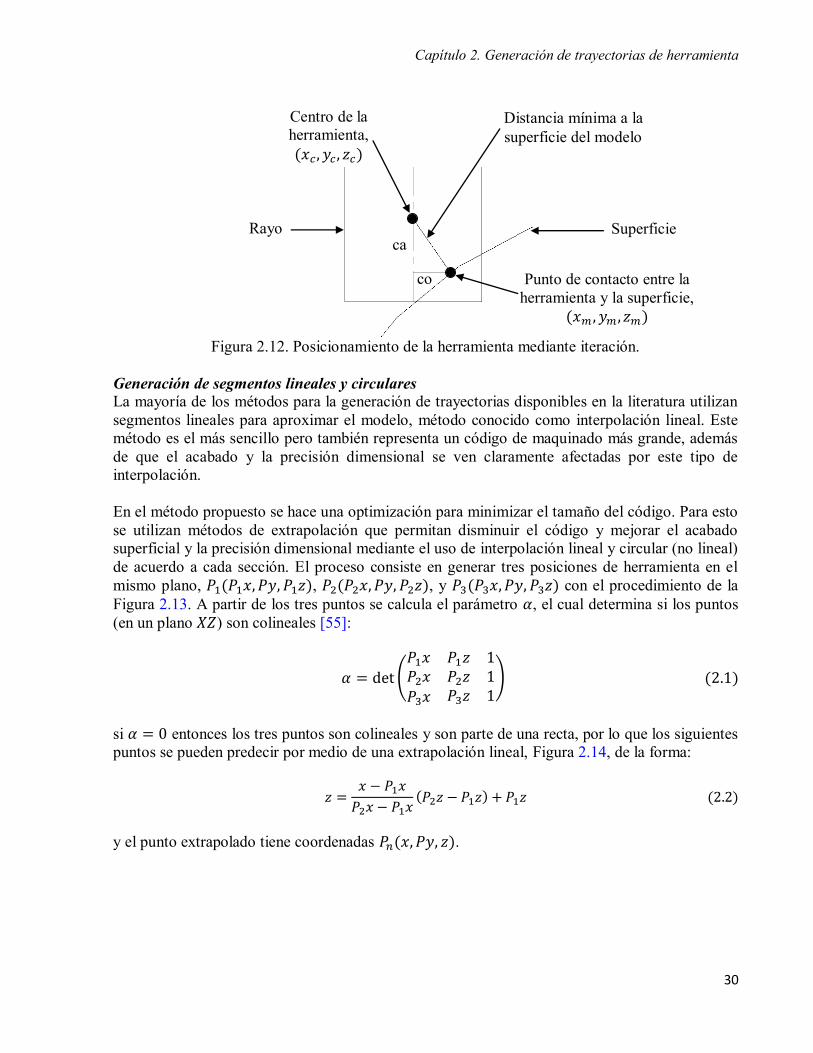
Capítulo 2. Generación de trayectorias de herramienta
30
Figura 2.12. Posicionamiento de la herramienta mediante iteración.
Generación de segmentos lineales y circulares
La mayoría de los métodos para la generación de trayectorias disponibles en la literatura utilizan
segmentos lineales para aproximar el modelo, método conocido como interpolación lineal. Este
método es el más sencillo pero también representa un código de maquinado más grande, además
de que el acabado y la precisión dimensional se ven claramente afectadas por este tipo de
interpolación.
En el método propuesto se hace una optimización para minimizar el tamaño del código. Para esto
se utilizan métodos de extrapolación que permitan disminuir el código y mejorar el acabado
superficial y la precisión dimensional mediante el uso de interpolación lineal y circular (no lineal)
de acuerdo a cada sección. El proceso consiste en generar tres posiciones de herramienta en el
mismo plano, , , y con el procedimiento de la
Figura 2.13. A partir de los tres puntos se calcula el parámetro , el cual determina si los puntos
(en un plano ) son colineales [55]:
si entonces los tres puntos son colineales y son parte de una recta, por lo que los siguientes
puntos se pueden predecir por medio de una extrapolación lineal, Figura 2.14, de la forma:
y el punto extrapolado tiene coordenadas .
Distancia mínima a la
superficie del modelo
Rayo
Centro de la
herramienta,
Punto de contacto entre la
herramienta y la superficie,
co
ca Superficie
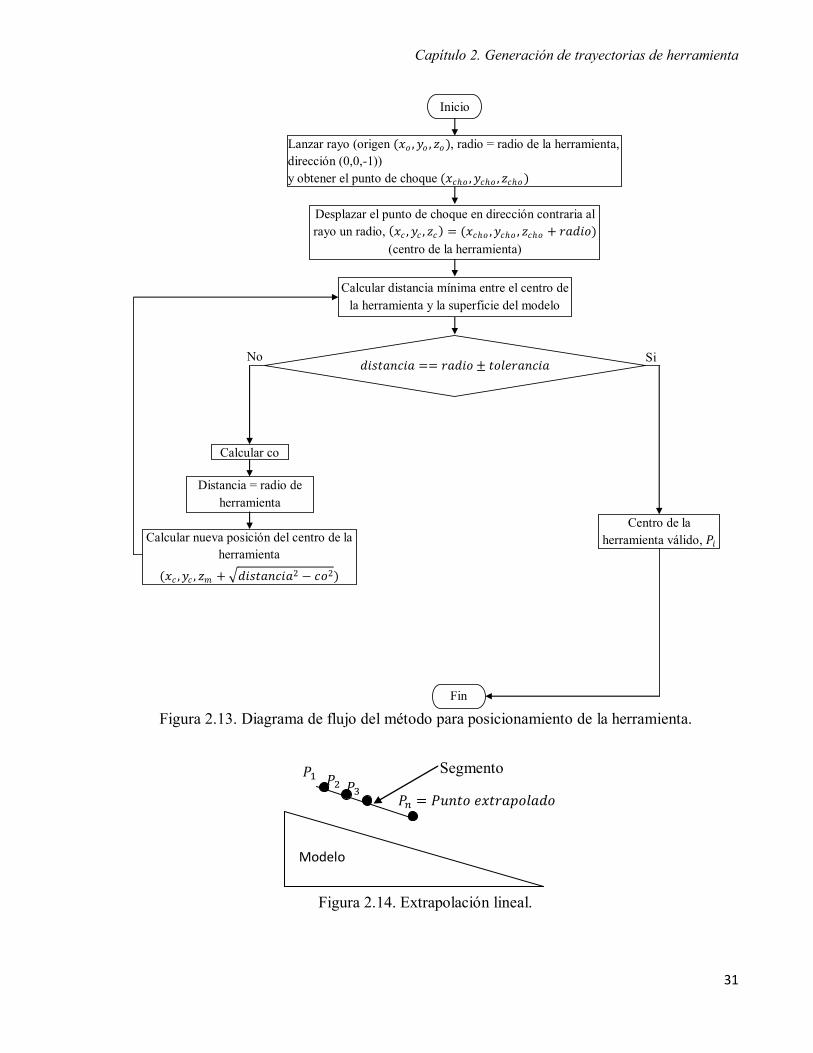
Capítulo 2. Generación de trayectorias de herramienta
31
Figura 2.13. Diagrama de flujo del método para posicionamiento de la herramienta.
Figura 2.14. Extrapolación lineal.
No Si
Inicio
Lanzar rayo (origen ( , , ), radio = radio de la herramienta,
dirección (0,0,-1))
y obtener el punto de choque ( , , )
Desplazar el punto de choque en dirección contraria al
rayo un radio, , , = ( , , + )
(centro de la herramienta)
Calcular distancia mínima entre el centro de
la herramienta y la superficie del modelo
== ±
Centro de la
herramienta válido,
Calcular co
Distancia = radio de
herramienta
( , , + 2 2)
Calcular nueva posición del centro de la
herramienta
Fin
Segmento
Modelo

Capítulo 2. Generación de trayectorias de herramienta
32
Por otro lado, si entonces los tres puntos no son colineales y pueden ser parte de un arco
circular en el plano . Para utilizar una extrapolación circular se calculan los parámetros
como [55]:
Las coordenadas del centro y el radio del círculo que pasa por los tres puntos se calculan de
acuerdo a,
Utilizando las ecuaciones paramétricas de la circunferencia se puede predecir el siguiente punto
como (ver Figura 2.15),
donde

Capítulo 2. Generación de trayectorias de herramienta
33
Figura 2.15. Extrapolación circular.
Una vez que se predijo el siguiente punto, ya sea lineal o circular, se calcula la distancia mínima
desde ese punto a la superficie del modelo. Si la distancia es igual al radio de la herramienta
entonces el punto es válido y se incrementa el paso angular y se repite el procedimiento para
predecir el siguiente punto. Por otro lado, si la distancia es menor o mayor al radio, entonces el
punto es inválido y el segmento termina teniendo como extremos los puntos .
En la Figura 2.16 se muestra la imagen con las trayectorias calculadas con este método sobre un
modelo, en ella se puede observar que los arcos se generaron de forma continua, es decir, se
representa por un solo segmento en lugar de gran cantidad de segmentos lineales. La Figura 2.17
muestra el diagrama de flujo para la generación de segmentos lineales y circulares.
Figura 2.16. Trayectorias de herramienta con segmentos lineales y circulares.
Modelo
Segmento
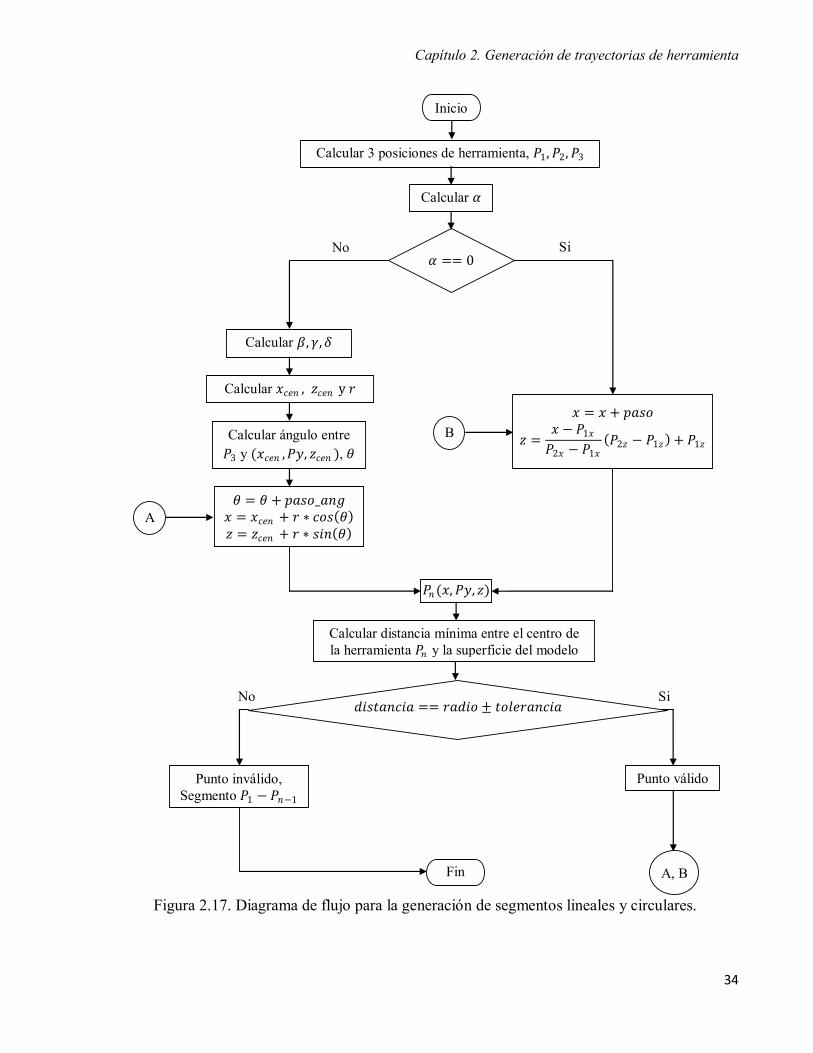
Capítulo 2. Generación de trayectorias de herramienta
34
Figura 2.17. Diagrama de flujo para la generación de segmentos lineales y circulares.
Calcular , ,
Calcular , y
Calcular ángulo entre
3 y ( , , ),
= + _
= + = +
( , , )
= +
= 1
2 1
2 1 + 1
Calcular distancia mínima entre el centro de
la herramienta y la superficie del modelo
== ±
Punto válido
A, B
Punto inválido,
Segmento 1 1
Fin
Inicio
Calcular 3 posiciones de herramienta, 1, 2, 3
Calcular
== 0 Si No
A
B
No Si

Capítulo 2. Generación de trayectorias de herramienta
35
Las ventajas y desventajas del método por iteración son:
Ventajas
El método funciona para cualquier modelo 3D.
La simulación de la herramienta permite posicionar la herramienta libre de interferencias.
Las posiciones que se obtienen son únicamente las que puede ver un sistema de tres ejes,
evitado problemas de colisiones entre la herramienta y el modelo.
El método de extrapolación utilizado permite disminuir el número de puntos, tiempo de
cálculo, y generar superficies de mejor acabado superficial y calidad dimensional.
Desventajas
Debido a la formulación del método solo se puede utilizar para trayectorias con
herramienta de punta de bola.
Cuando el rayo toma el diámetro de la herramienta y se calcula el punto de choque entre
éste y el modelo, el rayo tiene un error de 0.1 mm en las colisiones con el cilindro y solo
se presenta este comportamiento cuando la superficies que penetra no es plana, es decir,
una curva. Esto limita el funcionamiento del método ya que en el maquinado
regularmente se buscan errores máximos de hasta 0.001mm lo cual no se garantiza con
este método.
Si se desea alta precisión, el número de puntos a generar sobre la superficie es grande y el
tiempo de cálculo se eleva considerablemente. Lo anterior debido a que el método está
basado en operaciones booleanas, además de ser un método iterativo.
El análisis de colisiones se vuelve algo complicado porque la única información que se
tiene es el modelo original, y para la detección de colisiones se tendría que recurrir a
operaciones booleanas que son muy costosas en tiempo de cómputo.
2.4.3 Discretización de la superficie
El tercer método propuesto utiliza la discretización de la superficie por medio de puntos, sobre
los cuales se calculan las posiciones de la herramienta. También se considera la generación de
trayectorias para tres tipos de herramientas: plana, punta de bola, y filete. La discretización de la
superficie comprende la aproximación de la superficie del modelo mediante puntos, satisfaciendo
los requerimientos de precisión establecidos. Para ello existen dos métodos. El primero es el
utilizado en la sección 2.4.1 para generar las posiciones de la herramienta sobre la superficie
desplazada, con la diferencia de que ahora las posiciones se calculan directamente sobre la
superficie original del modelo. Al estar basado en operaciones booleanas, el tiempo de cálculo es
muy elevado sobre todo cuando la precisión de discretización es alta. El tiempo de cálculo es la
principal desventaja que permite descartar el método.
El segundo método para la discretización de la superficie está basado en la discretización por
lados, el cual consiste en obtener perfiles de intersección en planos específicos para después
descomponerlos en los lados o aristas que lo forman. Aquellos lados o secciones de lados que no
son visibles desde una vista superior son eliminados. Los lados restantes se discretizan para
obtener una serie de puntos que representan la superficie en dicho plano. Finalmente, a partir de
los puntos obtenidos de la discretización se calculan las posiciones de la herramienta y se realiza
el análisis de interferencias y colisiones. El método completo consiste de los siguientes pasos:

Capítulo 2. Generación de trayectorias de herramienta
36
1. Perfiles de intersección
2. Análisis de visibilidad
3. Posicionamiento de la herramienta
4. Análisis de la tolerancia en la dirección de maquinado
5. Análisis de colisiones
2.4.3.1 Perfiles de intersección
Los perfiles de intersección son resultado de la intersección del modelo y los planos de corte.
Para definir la posición y orientación del plano de corte se selecciona un punto por el que pase el
plano y el vector normal a dicho plano. En el presente trabajo, todos los planos de corte que se
utilizarán serán paralelos y verticales. En la Figura 2.18 se muestra una representación del corte
de un modelo 3D mediante un plano que pasa por el punto central de la pieza en la dirección y
normal de acuerdo al sistema de coordenadas mostrado, (regla de la mano izquierda).
(a) (b) (c)
Figura 2.18. Generación de perfiles: a) modelo, b) plano de corte, y c) áreas de intersección.
El contorno del área o áreas de intersección representa el perfil, que a su vez está formado por
lados, Figura 2.19a. Generalmente un perfil consiste de varios lados, sin embargo, existen casos
especiales como el de la Figura 2.19b donde el perfil consta de un solo lado.

Capítulo 2. Generación de trayectorias de herramienta
37
(a) (b)
Figura 2.19. Clasificación de los perfiles: a) perfil con múltiples lados, y b) perfil con un solo
lado.
Si se analiza el perfil de la Figura 2.19a, se puede observar que no todos los lados del perfil son
visibles desde la vista superior, algo similar sucede con el perfil de la Figura 2.19b. En este caso
existen secciones del perfil que no tienen visibilidad y para evitar el procesamiento de estos lados
o secciones a continuación se presenta un método para su eliminación.
2.4.3.2 Análisis de visibilidad
El análisis de visibilidad se refiere al proceso de eliminación de aquellos lados o secciones de
lados que no son visibles desde una vista superior. El proceso se realiza en distintos niveles con
el fin de reducir el tiempo de cálculo evitando así la discretización de todos los lados. Para
explicar el proceso se considera el perfil de Figura 2.19a.
Nivel 1: Visibilidad de lados rectos
El sentido de los lados que forman los perfiles de intersección lo determina el vector normal al
plano de corte, de acuerdo a la regla de la mano izquierda. Por lo cual, para que el sentido de los
lados de los perfiles sea en el sentido horario, el vector normal de todos los planos de corte será
(0,1,0) de acuerdo al sistema de coordenadas mostrado en la Figura 2.18. Para determinar la
visibilidad de los lados rectos, cada lado del perfil es examinado para detectar aquellos que son
rectos, después se calcula el vector normal de cada lado recto a través del producto cruz entre el
vector normal al plano y el vector en dirección del lado recto , ecuación (2.12). Si el
vector normal al lado examinado tiene una componente en mayor o igual a cero, entonces el
lado no tiene visibilidad y debe ser eliminado. Por ejemplo, el vector normal al lado mostrado en
la Figura 2.20a tiene la componente en positiva por lo que es eliminado. En el caso de la Figura
2.20b se muestra el caso de un lado vertical y la componente en de su normal es cero, por lo
tanto cuando se presenten lados verticales deben ser eliminados.
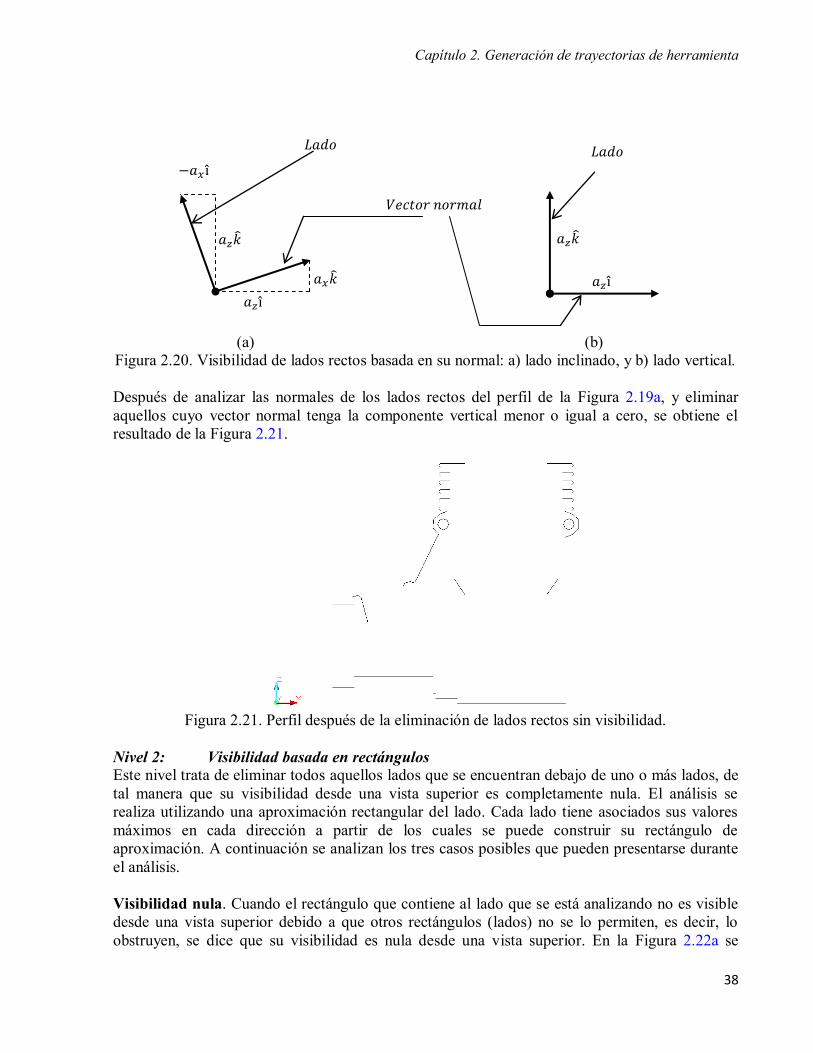
Capítulo 2. Generación de trayectorias de herramienta
38
(a) (b)
Figura 2.20. Visibilidad de lados rectos basada en su normal: a) lado inclinado, y b) lado vertical.
Después de analizar las normales de los lados rectos del perfil de la Figura 2.19a, y eliminar
aquellos cuyo vector normal tenga la componente vertical menor o igual a cero, se obtiene el
resultado de la Figura 2.21.
Figura 2.21. Perfil después de la eliminación de lados rectos sin visibilidad.
Nivel 2: Visibilidad basada en rectángulos
Este nivel trata de eliminar todos aquellos lados que se encuentran debajo de uno o más lados, de
tal manera que su visibilidad desde una vista superior es completamente nula. El análisis se
realiza utilizando una aproximación rectangular del lado. Cada lado tiene asociados sus valores
máximos en cada dirección a partir de los cuales se puede construir su rectángulo de
aproximación. A continuación se analizan los tres casos posibles que pueden presentarse durante
el análisis.
Visibilidad nula. Cuando el rectángulo que contiene al lado que se está analizando no es visible
desde una vista superior debido a que otros rectángulos (lados) no se lo permiten, es decir, lo
obstruyen, se dice que su visibilidad es nula desde una vista superior. En la Figura 2.22a se

Capítulo 2. Generación de trayectorias de herramienta
39
muestran cuatro lados, A, B, C y D, que forman el perfil de una pieza. Si se analiza cada uno de
ellos para determinar si tiene o no visibilidad, se obtiene el siguiente resultado.
A- Su rectángulo solo tiene componente en , y no existe ningún otro rectángulo que este
sobre él. La visibilidad del lado es total.
B- Aunque el rectángulo de A tiene una altura mayor, está fuera del rango del rectángulo
de B en el eje por lo que no afecta la visibilidad de B, su visibilidad es total.
C- A y B tienen alturas mayores que C, sin embargo, están fuera del rango en la dirección
. Por lo tanto su visibilidad es total.
D- Observando la Figura 2.22a, A, B, y C tiene alturas superiores a D y se encuentra
dentro del rango en . C obstruye la sección izquierda de D, A obstruye la parte central
de D y B obstruye la parte derecha de D, por lo que su visibilidad queda totalmente
obstruida siendo esta nula y el lado debe ser eliminado, Figura 2.22b.
(a) (b)
Figura 2.22. Visibilidad nula: a) lados del perfil, y b) resultados del análisis de visibilidad.
Visibilidad parcial. Cuando solo alguna sección de un lado es visible desde la vista superior, se
dice que su visibilidad es parcial. La Figura 2.23 muestra un caso similar al de la Figura 2.22, con
la diferencia de que ahora el lado A no aparece, esto con el fin de explicar claramente la
visibilidad parcial. El resultado del análisis de la Figura 2.22 indica que los lados B y C son
totalmente visibles y se sigue manteniendo esta condición. Por lo que solo se analizará D.
D- La sección izquierda del rectángulo de D se encuentra obstruida por C, y la sección
derecha esta obstruida por B, sin embargo, la parte central se encuentra sin
obstrucciones, es decir, es visible desde la vista superior o bien tiene visibilidad
parcial. El resultado se muestra en la Figura 2.23b.
La visibilidad parcial no se analiza en este nivel, ya que es necesario cortar la curva y eliminar las
secciones que no son visibles lo cual requiere un análisis más detallado. Por lo tanto el lado D del
perfil mostrado pasa al siguiente nivel de manera completa.
A
C
B
D

Capítulo 2. Generación de trayectorias de herramienta
40
(a) (b)
Figura 2.23. Visibilidad parcial: a) lados del perfil, y b) resultados del análisis de visibilidad.
Visibilidad indefinida. En los dos casos presentados se identifica fácilmente cuando un lado
tiene visibilidad nula o parcial, sin embargo estos análisis se hacen basados en el rectángulo que
contiene al lado y no se analiza su forma. En este caso se tiene la particularidad de que algunos
de los rectángulos se interceptan, lo cual evita determinar si la visibilidad es nula, parcial, o total,
al no contar con mayor información que la posición y dimensiones del rectángulo. Cuando se
presenta esta condición se dice que la visibilidad del lado es indefinida. La Figura 2.24 muestra
un ejemplo donde el rectángulo C se intercepta con el de D, ocasionando que ambos lados pasen
al siguiente nivel sabiendo previamente que D no tiene visibilidad.
(a) (b)
Figura 2.24. Visibilidad indefinida: a) lados del perfil, y b) resultados del análisis de visibilidad.
El procedimiento generalizado para el análisis de visibilidad basado en rectángulos se puede
desarrollar a partir de los rectángulos de la Figura 2.25. El proceso inicia con el rectángulo a
analizar y un rectángulo a probar en el sistema de coordenadas mostrado. Primero se realiza un
análisis de intersección entre y basado en las coordenadas de sus vértices opuestos
diagonalmente. La intersección entre ambos rectángulos, existe sí:
es menor que y es menor que
es menor que y es menor que
C
B
D
A
C
B
D

Capítulo 2. Generación de trayectorias de herramienta
41
Si se cumple la condición, el lado pasa al siguiente nivel de visibilidad, ya que presenta
visibilidad indefinida. Si alguna de las cuatro condiciones no se cumple, la intersección no existe.
Sin embargo, el lado puede obstruir parcialmente la visibilidad de , sí:
es menor que y es menor que
es mayor que
Si se cumplen las tres condiciones, se guarda la sección que se encuentra obstruida, si cubre por
completo el rectángulo entonces su visibilidad es nula y se elimina. El procedimiento para
cantidad de rectángulos o lados se muestra en el diagrama de flujo de la Figura 2.26.
Ahora si el rectángulo inicia antes de que termine el rectángulo , y si el rectángulo inicia
antes de que termine el rectángulo , esto en la dirección y , entonces existe intersección entre
los rectángulos y el lado pasa al siguiente nivel de visibilidad. Si alguna de las cuatro
condiciones falla, entonces no existe intersección. Sin embargo, el lado puede obstruir
parcialmente la visibilidad de , sí el rectángulo inicia antes de que termine el rectángulo , y si
el rectángulo inicia antes de que termine el rectángulo en la dirección de y si el rectángulo inicia después de que termina el rectángulo en la dirección de , si este es el caso entonces se
guarda la sección que se encuentra obstruida, si se ha cubierto por completo el rectángulo , entonces su visibilidad es nula. El procedimiento para cantidad de rectángulos o lados se
muestra en el diagrama de flujo de la Figura 2.26.
Figura 2.25. Análisis de visibilidad de rectángulos.
El análisis de visibilidad se aplicó al perfil de la Figura 2.21 y se obtuvo el resultado mostrado en
la Figura 2.27.
1 , 1
2 , 2
1 , 1
2 , 2

Capítulo 2. Generación de trayectorias de herramienta
42
Figura 2.26. Diagrama de flujo para el análisis de visibilidad basada en rectángulos.
Figura 2.27. Perfil después del análisis de visibilidad por rectángulos.
Si
Siguiente
Eliminar lado
𝑆 1 < 2 2 > 1
𝑆 2 < 1
= + ó
𝑆 > 2 1
Inicio
𝑆 1 < 2 2 > 1
1 < 2 2 > 1
Si No
= 0 <
Entradas:
= ú _ =
= 0
_ 1 , 1 , 2 , 2
= 0 < ,
_ j 1 , 1 , 2 , 2
Si No
Si
Siguiente
No
No

Capítulo 2. Generación de trayectorias de herramienta
43
Nivel 3: Visibilidad de lados por discretización
En este nivel ya se eliminaron los lados rectos sin visibilidad, además de aquellos lados que
tienen visibilidad nula. Por tanto, solo quedan los que tienen visibilidad total, parcial o indefinida.
Aquí se realiza el análisis de mayor nivel además de ser el más costoso en tiempo de cómputo. El
método consiste en aproximar cada lado por medio de puntos de acuerdo a la precisión definida,
y después comparar las alturas en las secciones de intersección para eliminar aquellas con la
menor altura.
Antes de iniciar con la descripción del método es necesario analizar los lados que tienen
secciones no visibles, como el mostrado en la Figura 2.28a. En estos casos el lado se descompone
en varias secciones de acuerdo a los cambios en su dirección. Durante la generación de los puntos
en la discretización, cada lado es examinado para detectar dichas secciones mediante el cambio
de signo (es decir, dirección), si existe un cambio entonces se termina una sección e inicia la
siguiente. El procedimiento se repite hasta discretizar completamente el lado. El lado de la figura
Figura 2.28a se discretizó y se detectaron 4 cambios de dirección lo que corresponde a 5
secciones como se muestra en la Figura 2.28b. Para cada lado se calcula el rectángulo que lo
contiene calculando los puntos máximos y mínimos en y .
(a)
(b)
Figura 2.28. Descomposición de un lado en secciones: a) lado original, y b) lados generados.
B
E
C A
D

Capítulo 2. Generación de trayectorias de herramienta
44
Las secciones generadas se pueden tratar como un lado independiente, es decir, el lado de la
Figura 2.28 se transformó en 5 lados distintos, A, B, C, D y E. Esta descomposición permite
formular un método general para el análisis de visibilidad en este nivel. Para eliminar los lados o
secciones sin visibilidad, primero se obtiene el rango de intersección en del rectángulo del lado
a analizar y los restantes, si existe, y después se comparan los puntos de ambos lados dentro del
rango. Los puntos de mayor altura se quedan y los de menor altura son eliminados. En la Figura
2.29a se muestra un ejemplo del método. El lado a examinar es el A, y el siguiente lado es el B,
primero se calcula si existe intersección en de sus respectivos rectángulos, si existe se calcula
el rango de intersección en . Los puntos de A dentro del rango de la intersección se comparan
uno a uno con los de B que también estén dentro del rango. De este análisis se obtiene que los
puntos de mayor altura son los de A, por tanto los de B son eliminados. Ahora se comparan las
intersecciones de A y C, y se aplica el mismo procedimiento, esto para todos los lados. El
resultado final del análisis de visibilidad de la Figura 2.28a se muestra en la Figura 2.29c.
(a) (b)
(c)
Figura 2.29. Comparación de secciones: a) lado A y B, b) resultado de AB y C, y c) perfil final.
B A
Rango de
intersección en
C A
Rango de
intersección en
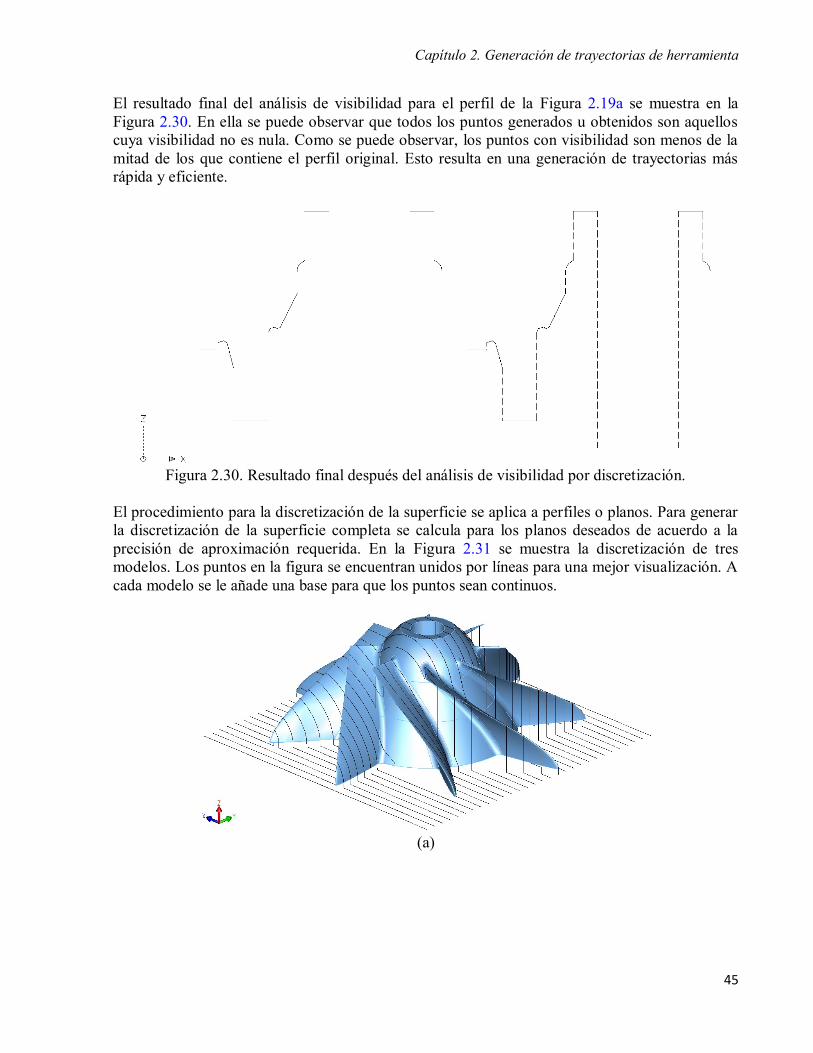
Capítulo 2. Generación de trayectorias de herramienta
45
El resultado final del análisis de visibilidad para el perfil de la Figura 2.19a se muestra en la
Figura 2.30. En ella se puede observar que todos los puntos generados u obtenidos son aquellos
cuya visibilidad no es nula. Como se puede observar, los puntos con visibilidad son menos de la
mitad de los que contiene el perfil original. Esto resulta en una generación de trayectorias más
rápida y eficiente.
Figura 2.30. Resultado final después del análisis de visibilidad por discretización.
El procedimiento para la discretización de la superficie se aplica a perfiles o planos. Para generar
la discretización de la superficie completa se calcula para los planos deseados de acuerdo a la
precisión de aproximación requerida. En la Figura 2.31 se muestra la discretización de tres
modelos. Los puntos en la figura se encuentran unidos por líneas para una mejor visualización. A
cada modelo se le añade una base para que los puntos sean continuos.
(a)

Capítulo 2. Generación de trayectorias de herramienta
46
(b)
(c)
(d)

Capítulo 2. Generación de trayectorias de herramienta
47
(e)
(f)
Figura 2.31. Discretización de superficies de 3 diferentes modelos: a) modelo de una turbina, b)
discretización de la turbina, c) modelo de un camión, d) discretización del camión, e) modelo de
un molde, y f) discretización del molde.
2.4.3.3 Posicionamiento de la herramienta
El posicionamiento de la herramienta se refiere a encontrar la posición de la herramienta definida
en el punto de referencia respectivo a cada una de ellas, este procedimiento se realiza
directamente sobre la matriz de puntos obtenida en la etapa de discretización. En este método se
analiza el caso de tres tipos de herramientas de corte: plana, punta de bola y filete, Figura 2.32.
(a) (b) (c)
Figura 2.32. Herramientas de corte y su punto de referencia: a) plana, b) punta de bola, y c)
filete.
Punto de
referencia
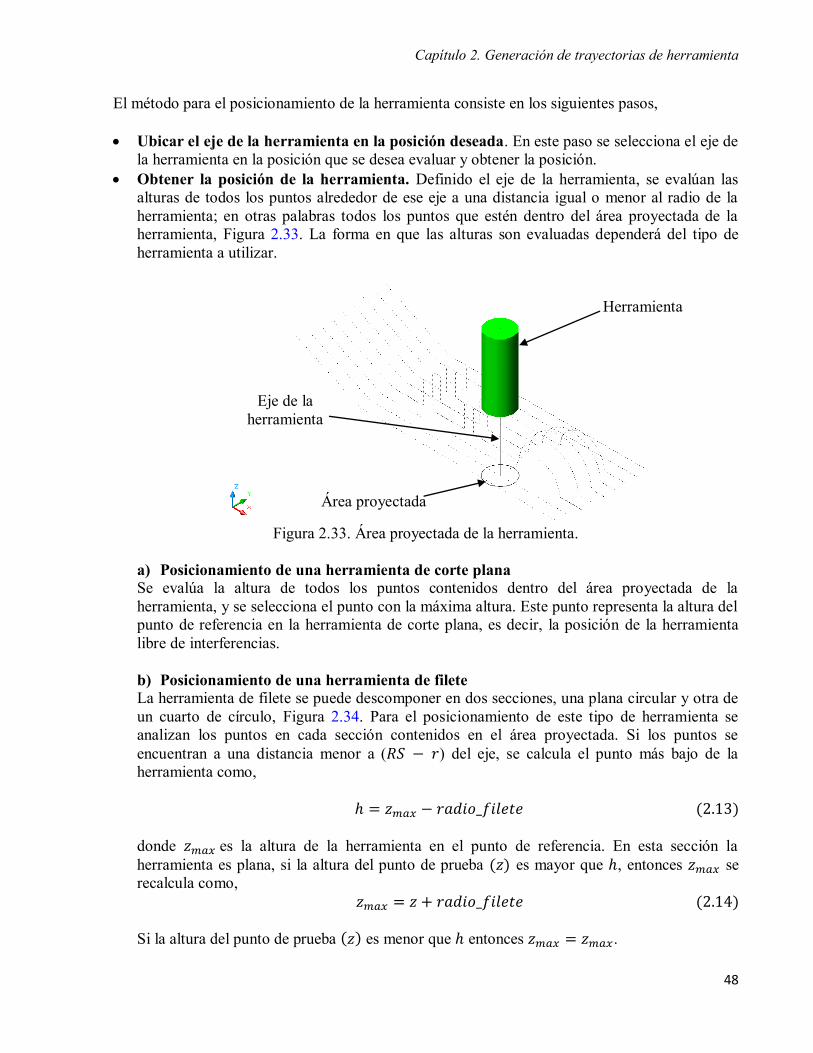
Capítulo 2. Generación de trayectorias de herramienta
48
El método para el posicionamiento de la herramienta consiste en los siguientes pasos,
Ubicar el eje de la herramienta en la posición deseada. En este paso se selecciona el eje de
la herramienta en la posición que se desea evaluar y obtener la posición.
Obtener la posición de la herramienta. Definido el eje de la herramienta, se evalúan las
alturas de todos los puntos alrededor de ese eje a una distancia igual o menor al radio de la
herramienta; en otras palabras todos los puntos que estén dentro del área proyectada de la
herramienta, Figura 2.33. La forma en que las alturas son evaluadas dependerá del tipo de
herramienta a utilizar.
Figura 2.33. Área proyectada de la herramienta.
a) Posicionamiento de una herramienta de corte plana
Se evalúa la altura de todos los puntos contenidos dentro del área proyectada de la
herramienta, y se selecciona el punto con la máxima altura. Este punto representa la altura del
punto de referencia en la herramienta de corte plana, es decir, la posición de la herramienta
libre de interferencias.
b) Posicionamiento de una herramienta de filete
La herramienta de filete se puede descomponer en dos secciones, una plana circular y otra de
un cuarto de círculo, Figura 2.34. Para el posicionamiento de este tipo de herramienta se
analizan los puntos en cada sección contenidos en el área proyectada. Si los puntos se
encuentran a una distancia menor a ( 𝑆 ) del eje, se calcula el punto más bajo de la
herramienta como,
donde es la altura de la herramienta en el punto de referencia. En esta sección la
herramienta es plana, si la altura del punto de prueba es mayor que , entonces se
recalcula como,
Si la altura del punto de prueba es menor que entonces .
Herramienta
Área proyectada
Eje de la
herramienta

Capítulo 2. Generación de trayectorias de herramienta
49
Figura 2.34. Esquema de una herramienta de filete.
Para el análisis del filete de la herramienta se analizan todos los puntos que estén a una
distancia menor al radio de la herramienta y mayor que ( 𝑆 ). Después se calcula la
altura que tiene la herramienta correspondiente a la distancia del punto de prueba con
respecto al eje de la herramienta en el plano ,
𝑆
Sí la altura del punto de prueba (z) es mayor que h, entonces se recalcula utilizando la
siguiente ecuación,
𝑆
Sí es menor o igual a , entonces .
c) Posicionamiento de una herramienta de punta de bola
Para una herramienta de punta de bola se analizan todos los puntos que estén a una distancia
menor al radio de la herramienta, es decir, dentro del área proyectada de la misma, después se
calcula la distancia del punto a probar al eje de la herramienta en el plano , de acuerdo a esta
distancia se calcula la altura ( ) que tiene la herramienta en ese punto, recordando que la
altura varía de acuerdo a la ecuación de la circunferencia con centro en ,
𝑆
Sí la altura del punto de prueba ( ) es mayor que h, entonces se recalcula como,
𝑆
Sí es menor o igual a , entonces . El posicionamiento de este tipo de
herramienta se realiza como una herramienta de filete con el radio del filete igual al radio del
cuerpo de la herramienta.
El procedimiento general para el posicionamiento de herramienta se muestra en la Figura
2.35.

Capítulo 2. Generación de trayectorias de herramienta
50
2.4.3.4 Análisis de la tolerancia en la dirección de maquinado
Un parámetro fundamental en la generación de trayectorias de la herramienta es la tolerancia en
la dirección del maquinado. La tolerancia se refiere a la máxima cantidad de material que puede
ser removido debido a las aproximaciones de la superficie de diseño. Para realizar este análisis y
corrección del error, primero se calculan tres posiciones de la herramienta con un paso constante,
Figura 2.36, a partir de la primera ( ) y la tercera posición ( ) se obtiene un segmento de recta
que representa el centro de la herramienta cuando se mueve entre esas dos posiciones, el segundo
punto ( ) representa un punto en medio del segmento de recta. A partir del centro de la
herramienta de este punto central se calcula la distancia ( ) perpendicular a la recta. Si la
distancia ( ) del punto a la recta es menor al error, significa que los extremos son válidos ya que
la interferencia con la pieza de trabajo es menor a la tolerancia definida. Sin embargo, si la
distancia es mayor, entonces la interferencia es mayor a la tolerancia por lo que es necesario
calcular posiciones adicionales para evitar ese problema. El proceso es repetitivo porque ahora se
calcula un nuevo punto entre y y se genera un segmento de recta entre ellos. A partir del
nuevo punto se calcula la distancia perpendicular a dicho segmento, si es menor que la tolerancia
entonces el segmento es válido. Se hace los mismo con el segmento que forman y , hasta
que la distancia del punto al segmento este dentro de la tolerancia establecida.
Figura 2.35. Procedimiento general para posicionamiento de herramientas.
Inicio
Definir punto en el plano XY, punto a
posicionar, ( , , 0)
Punto de prueba, ( , , )
= ( )2 + ( )2
Calcular distancia 2D en plano XY entre punto
a posicionar y punto de prueba
( 𝑆 _ )
Si No
Si
Si
Fin
𝑆 >
≥ ( 𝑆 _ )
= (( _ ^2 (
𝑆 + _ )2)1
2
>
= + (( _ ^2 (
𝑆 + _ )2)1
2
No
No
Si
= _
>
= + _
No

Capítulo 2. Generación de trayectorias de herramienta
51
Figura 2.36. Análisis del error en la dirección de maquinado.
2.4.3.5 Análisis de colisiones
Para analizar que las posiciones de la herramienta estén libres de colisiones es necesario modelar
la herramienta así como el sistema de sujeción o portaherramientas [38][40]. Debido a que
existen diferentes tipos y tamaños de portaherramientas y que las herramientas tienen diferentes
longitudes, lo más adecuado es hacer una representación del sistema en forma paramétrica. El
modelo se muestra en la Figura 2.37, y los parámetros de entrada del perfil son
𝑆 .
Figura 2.37. Modelo geométrico del sistema de sujeción y herramienta.
Para la detección de colisiones, simplemente se evalúa la distancia alrededor del punto de
posicionamiento de acuerdo con las siguientes restricciones:

Capítulo 2. Generación de trayectorias de herramienta
52
- Si la distancia del punto de prueba y el punto posicionado en el plano es mayor a
𝑆 y menor o igual a entonces se evalúa la altura del sistema de sujeción a esa
distancia como,
𝑆
y se compara con la altura del punto de prueba ( ), si > , entonces significa que hay
colisión y,
𝑆
Por el contrario si < entonces no hay colisión.
- Sí la distancia del punto de prueba y el punto de posicionado en el plano es mayor a
y menor o igual a , entonces se evalúa la altura del sistema de sujeción a esa
distancia como,
𝑆
y se compara con la altura del punto de prueba ( ), si > entonces significa que hay
colisión y,
𝑆
Por el contrario si < entonces no hay colisión.
De esta manera se realiza el análisis de colisiones corrigiendo la posición mediante el recálculo
de la altura del punto de referencia para cada posición de la herramienta. El diagrama de
flujo para este análisis se presenta en la Figura 2.38. Cabe mencionar que este análisis se realiza
solamente para posiciones de la herramienta en las cuales el portaherramientas tiene una altura
menor al bounding box del modelo. En caso contrario este análisis no se realiza, ya que de
antemano se sabe que está fuera del modelo.
La Figura 2.39 muestra las trayectorias generadas sobre un modelo que tiene una altura 2.5 veces
mayor que la longitud de la herramienta. Existen zonas en donde la herramienta no puede llegar
debido a que el portaherramientas colisionaría con la pieza de trabajo. Las posiciones que no son
accesibles para el portaherramientas se recalculan hasta donde se evite la colisión, obteniendo el
resultado mostrado.

Capítulo 2. Generación de trayectorias de herramienta
53
Figura 2.38. Diagrama de flujo para análisis de colisiones.
Figura 2.39. Recálculo de posiciones debido a colisiones.
= + 𝑆
>
= 𝑆
Inicio
Inicio
, , , , 𝑆, , _ , , , 𝑏 ( , , )
Parámetros de entrada
= /2, = /2, 𝑆 = 𝑆/2,
𝑆 = _
= ( )2 + ( )2
Calcular distancia 2D en plano XY entre punto
a posicionar y punto de prueba
𝑆 <
<
= + 𝑆 + / tan γ
>
= 𝑆 / tan γ
No
No
No
No
Si
Si
Si
Si
Posiciones recalculadas debido a colisiones del
portaherramientas

Capítulo 2. Generación de trayectorias de herramienta
54
2.4.3.6 Ventajas y desventajas
Las ventajas y desventajas del método por discretización se resumen a continuación:
Ventajas
Funciona para la generación de trayectorias utilizando tres tipos de herramientas: plana,
punta de bola y filete.
En los modelos probados, la discretización de la superficie no ha presentado fallas.
Debido a que el modelo se encuentra en una matriz de puntos, puede ser utilizada tanto
para la generación de trayectorias como el análisis de colisiones.
Al no estar basado en operaciones booleanas, el tiempo de cálculo no es tan elevando
como en los dos métodos anteriores.
Desventajas
La cantidad de datos que se generan en la discretización puede ser muy elevada, haciendo
lento el proceso, sobre todo cuando los modelos son de tamaño grande.
En superficies de forma libre el proceso es más lento que en modelos de formas regulares.
Tanto la intersección mediante los planos de corte como la discretización de los lados
presentan tiempos mayores que en modelos del mismo tamaño pero de formas regulares.
Debido a que en cada posición de la herramienta se leen todos los puntos del área
proyectada de la herramienta y al tener un paso pequeño se re-leen muchas veces los
mismos puntos ya que influyen en más de una posición, lo cual es un proceso ineficiente.
Debido a las ventajas que presenta el método basado en la discretización de la superficie sobre
los dos primeros métodos, la discretización de superficies se utilizará para la generación de
trayectorias de herramienta para desbaste y acabado.
2.5 Generación de trayectorias de herramienta para desbaste
El objetivo de las trayectorias de desbaste es conducir la herramienta para eliminar el material
innecesario de la materia prima dejando solo una capa delgada para el proceso de acabado. El
método más comúnmente utilizado es el desbaste “capa por capa”, el cual consiste en remover el
material innecesario de la materia prima en forma de planos de corte o capas. El resultado del
maquinado en capas es una forma final en forma escalonada (efecto escalera), Figura 2.40, [56]-
[58].
Figura 2.40. Desbaste capa por capa.
Profundidad
de corte de
las capas
Superficie
final
Efecto
escalera

Capítulo 2. Generación de trayectorias de herramienta
55
En el método propuesto para las trayectorias de desbaste, primero se generan las trayectorias
sobre el modelo final y la materia prima. A partir de ambas se calculan las trayectorias finales.
2.5.1 Parámetros en el desbaste
En el desbaste se tienen dos parámetros fundamentales: profundidad de corte y el intervalo entre
trayectorias paralelas. La profundidad indica la distancia que habrá entre trayectorias en la
dirección de , o bien, la distancia o avance entre pasada y pasada. Particularmente en el desbaste
la profundidad de corte se puede calcular en función del diámetro de la herramienta como:
donde
Por otra parte, el intervalo entre trayectorias es la distancia entre trayectorias paralelas y también
se puede calcular en función del diámetro de la herramienta como:
ó
donde
En la ecuación (2.24) comúnmente los valores de son de , aunque la ecuación (2.25) es más
conservadora por lo que es la opción utilizada en el presente trabajo. Sin embargo, los valores
tanto de la profundidad de corte como del intervalo entre trayectorias pueden ser seleccionados
de acuerdo a la experiencia del programador.
La capa para acabado es una pequeña capa de material que se deja para darle el acabado
superficial y la precisión dimensional a la pieza. Para que esta capa no se remueva durante el
maquinado de desbaste, las herramientas utilizadas son modificadas de acuerdo a la capa de
material deseada, es decir, si la capa es mm, a la herramienta se le aplica un desplazamiento en
todas las superficies de un valor . De tal manera que cuando se realice el maquinado real con la
herramienta definida quedara una capa para acabado.
2.5.2 Cálculo de las pasadas
El método para el cálculo de las pasadas o de las trayectorias de la herramienta debe ser capaz de
generarlas ya sea a partir de una materia prima rectangular o de forma aproximada. La principal
diferencia entre ambas, en cuestión de trayectorias es que en las formas rectangulares las
trayectorias finales se calculan numéricamente a partir de la posición y dimensiones especificadas
para la materia prima. En la Figura 2.41 se muestra la sección de una forma rectangular, las

Capítulo 2. Generación de trayectorias de herramienta
56
trayectorias de la herramienta se calculan simplemente desplazando tres lados. Los laterales se
desplazan una distancia igual al radio de la herramienta y el superior se desplaza el radio del
filete de la herramienta. Finalmente se unen y se obtiene la trayectoria de la herramienta para esta
forma de la materia prima. El ejemplo mostrado está calculado para una herramienta de punta de
bola. Para formas aproximadas las trayectorias se calculan al igual que en un modelo final.
Figura 2.41. Generación de trayectorias en materia prima rectangular.
Considerando que ya se tienen las trayectorias tanto del modelo final como de la materia prima,
el siguiente paso es el cálculo de las pasadas. El método se basa en la intersección de líneas rectas
que representan el punto de referencia de la herramienta utilizada, recordando que las trayectorias
generadas sobre la superficie del modelo final y de la materia prima son generadas utilizando
interpolación lineal, es decir, segmentos de recta. Si se define una línea horizontal que representa
el punto de referencias de la herramienta para cada pasada y se buscan todas las intersecciones
con las líneas que forman la trayectoria de la herramienta sobre el modelo, se pueden encontrar
las trayectorias para remover todo el material del modelo o de la materia prima. Los puntos de
intersección encontrados se ordenan y si existen más de dos puntos de intersección, entonces la
pasada estará compuesta por más de un segmento. El primer punto siempre inicia un segmento de
acuerdo al método y el siguiente termina dicho segmento, y así sucesivamente hasta unir todas las
intersecciones. El número de segmentos dependerá de la cantidad de intersecciones, por ejemplo,
en la Figura 2.42 se tienen cuatro puntos de intersección los cuales corresponden a dos
segmentos.
Figura 2.42. Método para el cálculo de las trayectorias por pasada.
Trayectoria
de pasada
Segmentos
Trayectoria de
herramienta
Intersección
Materia prima
rectangular
Radio del
filete de la
herramienta
Radio de la
herramienta

Capítulo 2. Generación de trayectorias de herramienta
57
Aplicando este método a los modelos completos se obtiene el resultado mostrado en la Figura
2.43. En principio las pasadas se calculan como si se quisiera remover todo el material del
modelo. Sin embargo, es evidente que si las trayectorias se quedan como se generaron se
removería todo el material. Para que las trayectorias de la materia prima no remuevan el material
correspondiente al modelo final, a las trayectorias de la materia prima se le sustraen las
trayectorias del modelo final, Figura 2.44. Cabe mencionar que las trayectorias en ambos
modelos tienen las mismas alturas para que coincidan.
(a) (b)
(c) (d)
Figura 2.43. Generación de trayectorias por pasada: a) trayectorias sobre modelo final, b) pasadas
para modelo final, c) trayectorias sobre materia prima, y d) pasadas para materia prima.
(a) (b)
Figura 2.44. Sustracción de modelos: a) sustracción de modelos, y b) sustracción de trayectorias.

Capítulo 2. Generación de trayectorias de herramienta
58
Ahora ya se tienen las trayectorias sin interferir en el material del modelo final, sin embargo, el
objetivo final es obtener trayectorias continuas para cada pasada de la herramienta. Para esto, en
la Figura 2.45 en lugar de calcular los segmentos que pasan en el interior del modelo se calculan
los segmentos que evitan el interior del modelo. Cuando se generan las trayectorias por pasada, se
lee cada segmento de la trayectoria final, de esta manera cuando se encuentra la primera
intersección también se puede evaluar cual es el segmento con la mayor altura hasta la próxima
intersección. El máximo punto encontrado es la altura hasta la cual debe elevarse la herramienta
para evitar el material del modelo, Figura 2.45.
Figura 2.45. Generación de trayectorias para evitar interferir en el modelo final.
Las trayectorias se calculan para cada pasada, y así en lugar de sustraer las trayectorias del
modelo final a las de la materia prima, se añade la trayectoria calculada y se genera una
trayectoria continua. En la Figura 2.46 se muestran las trayectorias finales para desbaste. Con este
método la superficie al final del desbaste queda en forma escalonada como en la Figura 2.40.
Para eliminar este efecto la última pasada de desbaste es la trayectoria final calculada sobre el
modelo original y a partir de la cual se calculan las intersecciones para generar las pasadas. La
Figura 2.47 muestra la generación de trayectorias de desbaste a partir de una materia prima
rectangular, en las trayectorias se puede observar las trayectorias de las pasadas así como de la
pasada final que recorre la superficie del modelo.
Figura 2.46. Trayectorias finales para desbaste.
Trayectoria
de pasada
Trayectorias
Trayectoria de
herramienta
Intersección
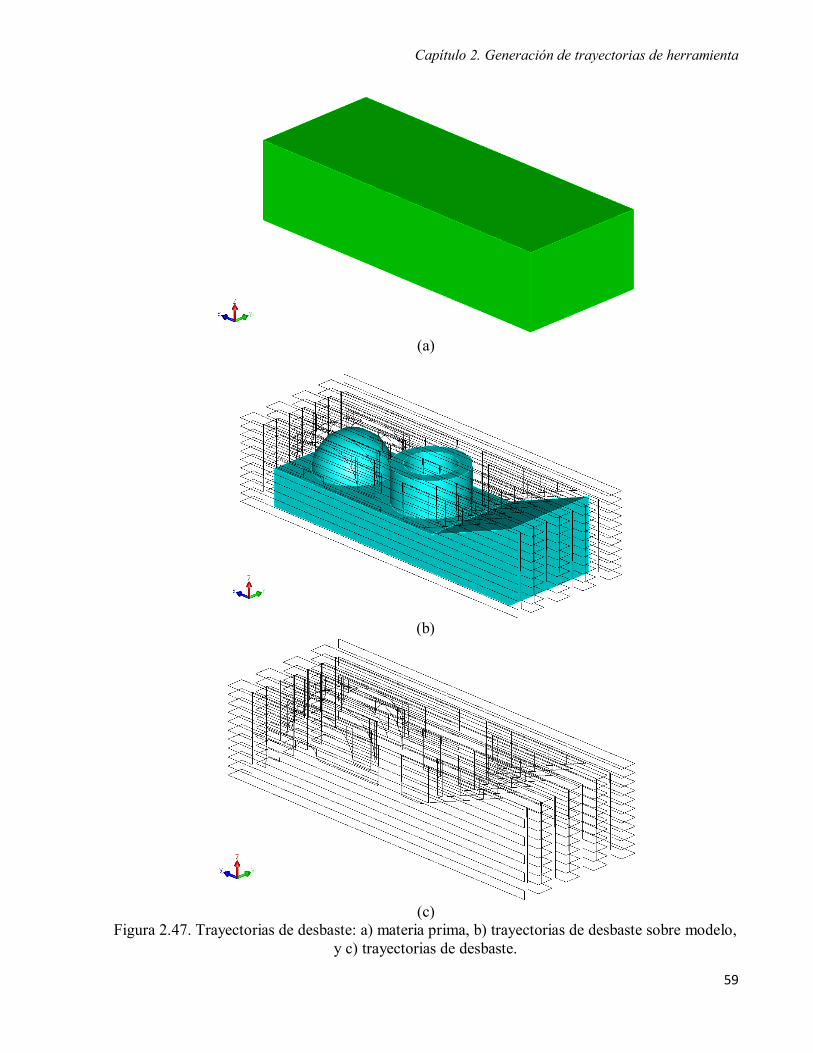
Capítulo 2. Generación de trayectorias de herramienta
59
(a)
(b)
(c)
Figura 2.47. Trayectorias de desbaste: a) materia prima, b) trayectorias de desbaste sobre modelo,
y c) trayectorias de desbaste.

Capítulo 2. Generación de trayectorias de herramienta
60
2.6 Generación de trayectorias de herramienta para acabado
Durante la generación de las trayectorias de desbaste se deja una capa de material para la etapa de
acabado, aunque como resultado del desbaste por capas y un intervalo entre trayectorias
relativamente grande comparado con el intervalo en el acabado, en algunas zonas también existen
una mayor concentración de material. Todo este material excedente es removido en esta etapa de
acabado en una sola pasada. Aquí ya no se considera la materia prima, porque las trayectorias se
generan sobre el modelo final.
Existen dos parámetros principales en el acabado de los cuales dependerá la calidad de la
superficie final: el paso en la dirección de maquinado y el paso entre trayectorias paralelas.
2.6.1 Paso en la dirección de maquinado
El paso en la dirección de maquinado está determinado por la tolerancia que se defina. El paso se
adapta para lograr que la superficie final cumpla las especificaciones de tolerancia, como se
explicó en la sección 2.4.3.4.
2.6.2 Paso entre trayectorias paralelas
El paso entre trayectorias paralelas se refiere a la distancia que habrá entre trayectoria y
trayectoria de la herramienta. Dado el paso entre dichas trayectorias, el diámetro de la
herramienta y el ángulo de la superficie a maquinar, se puede calcular cual será el error
aproximado (ecuación (1.14)) y seleccionar el paso que más se adecue a la tolerancia requerida.
Las trayectorias para acabado se generan con los algoritmos para la generación de trayectorias
presentados en la sección 2.4 con una tolerancia y paso entre trayectorias adecuado. La Figura
2.48 muestra una modelo y sus trayectorias para maquinado de acabado.
(a)

Capítulo 2. Generación de trayectorias de herramienta
61
(b)
Figura 2.48. Trayectorias de acabado: a) modelo y sus trayectorias, y b) trayectorias.
Capítulo 3. Generación de código o instrucciones de maquinado
62
Capítulo 3. Generación de código o instrucciones de maquinado
Generación de código o instrucciones de
maquinado
En este Capítulo se presenta el desarrollo de los algoritmos para la generación de código a partir
de las trayectorias de herramienta presentadas en el Capítulo 2.
3.1 Control Numérico (NC) o Control numérico computarizado (CNC)
La diferencia entre las abreviaciones NC y CNC, radica en que la primera representa las viejas y
originales tecnologías de Control Numérico y la segunda representa las nuevas tecnologías de
Control Numérico Computarizado. Sin embargo, la abreviación CNC es preferida en la práctica.
El Control Numérico se puede definir como la operación de máquinas-herramienta por medio de
instrucciones codificada específicamente para el sistema de control de la máquina [7][59]. Esas
instrucciones son una combinación de letras del alfabeto, dígitos y símbolos seleccionados, por
ejemplo, el punto decimal, el signo de porcentaje y los paréntesis. La sucesión de instrucciones
que representan ordenes y procesos correlativos relacionados con el maquinado de una pieza
escritos en un orden lógico, forman un programa NC o programa CNC. Dichas instrucciones
pueden estar en subrutinas o dentro del cuerpo del programa.
Al igual que cualquier lenguaje de programación, el campo del CNC también tiene su propia
sintaxis y términos especiales. Hay cuatro términos básicos utilizados en la programación CNC.
Esas palabras son la clave para entender la terminología general [59]-[60].
𝑏
Cada término es muy común e importante en la programación CNC y merece su propia
explicación a detalle.
3.1.1 Carácter
El carácter es la unidad más pequeña de un programa CNC. Puede tener una de las siguientes
tres formas:
Dígitos. Hay diez dígitos, del 0 a 9, disponibles para el uso en un programa y crear
números. Los dígitos son utilizados en dos modos, uno para números enteros (números
sin punto decimal), y el otro para números reales (números con punto decimal). Los
números pueden tener valores negativos o positivos. En algunos controles, los números
reales pueden o no utilizar punto decimal. Los números aplicados en cualquier modo
pueden ser solo introducidos dentro del rango que es permitido por el sistema de control.
Letras. En teoría las 26 letras del alfabeto inglés están disponibles para la programación.
Sin embargo, muchos de los sistemas de control aceptarán solo ciertas letras y rechazarán

Capítulo 3. Generación de código o instrucciones de maquinado
63
otras. Por ejemplo, el control de un torno CNC rechazará la letra Y, como el eje Y, ya que
es único en las operaciones de fresado (máquinas fresadoras y centros de maquinado). Las
letras mayúsculas son una designación normal en la programación CNC, pero algunos
controles aceptan letras minúsculas con el mismo significado que su equivalente en
mayúscula.
Símbolos. Varios símbolos son utilizados para la programación, adicionalmente a las
letras y dígitos. Los símbolos más comunes son el punto decimal, signo menos (-), signo
de porcentaje (%), paréntesis (()) y otros, dependiendo de las opciones del control.
Los caracteres se combinan en palabras significativas. Esta combinación de dígitos, letras y
símbolos es llamado programa alfa-numérico.
3.1.2 Palabra
Una palabra en un programa es una combinación de caracteres alfa-numéricos, creando una sola
instrucción para el sistema de control. Normalmente cada palabra inicia con una letra mayúscula
que es seguida por un número representando un código de programa o el valor actual. Las
palabras típicas indican las posiciones de los ejes, avances, velocidades, comandos preparatorios,
funciones auxiliares y muchas otras definiciones.
3.1.3 Bloque Así como la palabra es utilizada como una sola instrucción para el sistema CNC, el bloque es
utilizado como una instrucción múltiple. Un programa introducido dentro del sistema de control
consiste de líneas individuales de instrucciones, secuenciadas en un orden lógico. Cada línea,
llamada secuencia bloque o simplemente bloque, está compuesta por una o varias palabras y cada
palabra está compuesta de dos o más caracteres.
En el sistema de control, cada bloque debe ser separado de todos los demás. Cuando se prepara el
programa en una computadora, la tecla “enter” del teclado terminará el bloque. Cuando se escribe
un programa primero en papel, cada bloque del programa debe ocupar solo una línea en el papel.
Cada bloque de programa contiene una serie de instrucciones que son ejecutadas juntas.
3.1.4 Programa La estructura de un programa varía de acuerdo al control utilizado, pero el enfoque lógico no
cambia de un control a otro. Un programa CNC usualmente inicia con el número de programa o
una identificación similar, seguido por un bloque de instrucciones en un orden lógico. El
programa termina con el código de paro o un símbolo de terminación de programa, tal como el
signo de porcentaje (%). La documentación interna y los mensajes del operador pueden ser
ubicados en lugares estratégicos dentro del programa.
3.2 Estructura de los bloques de programa Una estructura típica de un bloque de programación, depende del sistema de control y del tipo de
máquina CNC. Un bloque puede contener las siguientes funciones (Figura 3.1), en el orden
sugerido, no siendo necesaria la programación de todas ellas.

Capítulo 3. Generación de código o instrucciones de maquinado
64
Figura 3.1. Estructura de un bloque en programación CNC.
3.2.1 Número de bloque (N) El número de bloque, también llamado código N, es el número de identificación del bloque
(línea) en un programa CNC. La palabra de código común utilizada comienza con N. N es el
primer código en un bloque y normalmente tiene un rango N1 hasta N9999. Muchos sistemas
CNC no requieren el uso de códigos N lo cual ayuda a liberar memoria. Sus principales
beneficios son el que permiten la búsqueda fácil en programas largos y la capacidad de volver a
hacer partir un programa en casi cualquier número de línea. Usualmente el programador saltará N
números entre bloques para dejar espacio para insertar posteriormente bloques olvidados o
adicionales. En la Tabla 3.1 se muestran algunos ejemplos de la numeración de los bloques y sus
incrementos.
Incremento Programa
2 N2, N4, N6, N8, …
5 N5, N10, N15, N20, …
10 N10, N20, N30, N40, …
100 N100, N200, N300, N400, …
Tabla 3.1. Ejemplos de números de bloque.
N G X Y Z F S T M (-)
Comentarios
Funciones auxiliares, M…
Número de herramienta (Tool)
Velocidad del husillo (Speed)
Velocidad de avance (Feed)
Coordenada eje Z
Coordenada eje Y
Coordenada eje X
Funciones preparatorias, G…
Número de bloque

Capítulo 3. Generación de código o instrucciones de maquinado
65
3.2.2 Funciones preparatorias (G)
Las funciones preparatorias son los códigos G. Los códigos G son indicados por la letra G y un
número de 2 dígitos. Estos códigos son las funciones más importantes en programación CNC
debido a que dirigen el sistema CNC para el procesamiento de los datos de coordenadas en una
manera particular. Algunos ejemplos son: transversal rápido, interpolación circular e
interpolación lineal. Los códigos son algo casi estandarizado en la industria. A continuación se
presentan la descripción de los códigos más importantes. La lista completa de las funciones
preparatorias se encuentra en el apéndice A. El término “Modal” o “Función modal” significa que
una vez que una función ha sido programada, permanece activa hasta que se programe una
función incompatible, se presente una emergencia o un reset, o se apague o encienda el CNC.
G00 Avance rápido
Formato N… G00 X… Y… Z…
Este comando desplaza los carros a la velocidad máxima hasta el punto final programado
(posición de cambio de herramienta, punto inicial para el siguiente arranque de viruta). Esta es
una de las funciones más peligrosas en el mundo de la programación CNC, debido a que el
movimiento de los carros se efectúa a la máxima velocidad programada por el fabricante de la
máquina. Además hay que tener en cuenta cual de los tres ejes es el primero que llega a la
coordenada definida. Siempre que se pueda es aconsejable realizar este movimiento en dos fases.
La primera es alejar la herramienta de la zona comprometida, por ejemplo, si en Z se puede salir
de manera vertical sin tropiezo alguno con ningún obstáculo o con la misma pieza, se lleva la
herramienta a un altura Z lejos de la pieza y luego se mueve en X y Y.
Notas
Mientras se ejecuta G00 se suprime el avance de carro programado.
La velocidad de avance rápido la define el fabricante de la máquina.
G01 Interpolación lineal
Formato N… G01… X… Y… Z… F…
Pueden ser movimientos con variación simultánea en los 3 ejes. Esto significa que pueden ser
trayectorias espaciales no paralelas a ninguno de los ejes. El CNC calculará las velocidades
relativas según cada uno de los ejes, de manera que el resultado de la combinación sea una
trayectoria rectilínea. El movimiento recto se realiza con velocidad de avance programada.
Normalmente el avance (F) es modal. G01 no puede ser incluida en un mismo bloque con G00,
G02, G03 y G33 ya que es modal.
G02 Interpolación circular a derechas y G03 Interpolación circular a izquierdas
Formato N… G02/G03 X… Y… Z… I… J… K… F…
ó
N… G02/G03 X… Y… Z… R… F…
X, Y, Z……Punto final de arco (absoluto o incremental)
I, J, K……..Parámetros incrementales de arco (distancia desde el punto inicial al centro de arco,
I está en relación al eje X, J en relación con el eje Y, K con el eje Z).
R………….Radio del arco (arco menor que un semicírculo en +R, mayor que un semicírculo en
-R). Puede introducirse en lugar de los parámetros I, J, K.

Capítulo 3. Generación de código o instrucciones de maquinado
66
Los códigos G02 y G03 son trayectorias según arcos de circunferencia. Sólo pueden ejecutarse en
un plano determinado: XY, XZ o YZ. La Figura 3.2 muestra los giros según el plano de trabajo
seleccionado. En este caso el CNC no solo deberá calcular las velocidades relativas de cada eje
sino también la aceleración y desaceleración de los movimientos para tener una trayectoria
circular. Las herramientas se desplazarán al punto final a lo largo del arco definido con el avance
programado con F.
Notas
La interpolación circular solo puede realizarse en el plano activo.
Si I, J ó K tiene valor 0, el parámetro en cuestión no debe introducirse.
Hay que contemplar el eje de giro de G02, G03 siempre perpendicularmente al plano
activo.
Figura 3.2. Direcciones de giro de G02 y G03.
G17-G19 Selección de plano
Formato N… G17/G18/G19
Con G17 – G19 se determina el plano en el que puede realizarse la interpolación circular y la
interpolación de coordenadas polares; en dicho plano se calculará la compensación del radio de
herramienta. En el plano perpendicular al plano activo se realizará la compensación de la longitud
de la herramienta. La Figura 3.3 muestra el plano de trabajo que le corresponde a los códigos
G17, G18 y G19.
(a) (b)

Capítulo 3. Generación de código o instrucciones de maquinado
67
(c)
Figura 3.3. Selección de planos del área de trabajo: a) plano XY, b) plano XZ, y c) plano YZ.
G20 Medidas en pulgadas
Formato N… G20
Programando G20 se cambian las siguientes indicaciones al sistema de medición en pulgadas:
Avance F [mm/min, pulgadas/min, mm/rev, pulgadas/rev]
Valores de decalaje (decalaje de origen, geometría y desgaste) [mm, pulg.]
Desplazamientos [mm, pulg.]
Visualización de la posición actual [mm, pulg.]
Velocidad de corte [m/min, pies/min]
Notas
Para mayor claridad, G20 debe definirse en el primer bloque del programa.
El último sistema de medición programado permanecerá activo incluso tras la
desconexión/conexión del interruptor principal.
G21 Medidas en milímetros
Formato N… G21
Comentario y notas: como para G20 pero en milímetros.
G28 Aproximación al punto de referencia
Formato N… G28 X… Y… Z…
X, Y, Z: coordenadas de posición intermedia
El comando G28 se utiliza para la aproximación a un punto de referencia a través de una posición
intermedia (X, Y, Z). Primero se produce la retirada a X, Y o Z, después la aproximación al punto
de referencia. Ambos movimientos se realizan con G00.
G40-G42 Compensación del radio de la herramienta
Formato N… G40/G41/G42
La compensación es un pequeño desplazamiento de la herramienta sobre la línea de corte, es
decir, se puede cortar justo por el centro de la línea (G40), o bien, a un lado derecho (G42) o
izquierdo (G41), Figura 3.4.

Capítulo 3. Generación de código o instrucciones de maquinado
68
Figura 3.4. Compensación del radio de la herramienta.
A estos tres comandos no les acompaña ningún valor que le indique de cuanto será la
compensación. Sin embargo, la máquina debe tener la capacidad suficiente para reconocer el
diámetro de la herramienta con el que está trabajando en el momento de aplicarla y así calcular,
de cuanto será la compensación.
G43 Compensación de la longitud de la herramienta
Formato N… G43 H…
Activa la compensación de la longitud de la herramienta. Esto permite al usuario utilizar las
herramientas con diferentes longitudes. El sistema recupera automáticamente el desplazamiento
de valor de la longitud de la herramienta actual y agrega unos valores adicionales al
desplazamiento. Cuando se utilizarán diferentes herramientas para un maquinado, se deben
definir y asociar los valores de la longitud para cada herramienta y de esta manera el sistema
automáticamente compensará la longitud de la herramienta seleccionada.
G90-G91 Coordenadas absolutas e incrementales
Formato N… G90/G91
El código G90 es una instrucción modal, que por defecto asume el control numérico cuando se
inicia. Cuando se programa G90 en un bloque, lo que se está indicando al control es que todas las
cotas que salgan en el programa son cotas en absoluto, es decir, todas las medidas están tomadas
desde un mismo punto de referencia ubicado en la pieza (cero pieza), es decir, el origen del
sistema de coordenadas ubicado en la pieza, Figura 3.5.
Figura 3.5. Cotas absolutas.
G91 también es una función modal, que indica que la programación se va a realizar en cotas
relativas. La referencia es siempre el último punto programado, es decir, en una línea recta se
precisa tener la referencia del último punto para poder indicar el siguiente. En la Figura 3.6 se

Capítulo 3. Generación de código o instrucciones de maquinado
69
tiene un punto inicial, se desea desplazarse hacia el punto final. Para realizar este proceso en
forma incremental, se tiene que utilizar el punto inicial como si se tratará del origen. El punto
utilizado de referencia es igual que el punto (0,0) en coordenadas absolutas. Una vez que se llegó
al punto final, la siguiente trayectoria se realiza en referencia a ese punto final.
Figura 3.6. Cotas incrementales.
3.2.3 Avance de los ejes (F) El avance se representa mediante la letra “F” seguida del valor de avance deseado. Esta función
es modal por lo que permanece hasta que su valor sea cambiado o se utilice un código G00. Por
ejemplo para indicarle al control que realice un movimiento lineal con avance programado de 300
de un punto a otro se puede utilizar la siguiente estructura.
N… G… X… Y… Z… F300
3.2.4 Velocidad del cabezal (S) Esta función determina la velocidad del cabezal. El nombre del cabezal estará definido por uno o
dos caracteres. El primer carácter es la letra S y el segundo carácter, que es opcional, será un
sufijo numérico entre 1 y 9. De esta forma el nombre de los ejes podrá ser cualquiera del rango S
a S9. En la línea de abajo se muestra la programación de un giro del cabezal o husillo de 1300
rpm.
N… S1300
3.2.5 Número de herramienta (T)
Esta función selecciona la herramienta con la que se va a ejecutar el maquinado programado. La
herramienta se representa mediante la letra “T” seguida del número de herramienta, por ejemplo,
para definir la herramienta número 2 se utilizan las siguientes palabras:
N… T2
3.2.6 Funciones auxiliares (M) Las funciones auxiliares son las encargadas de controlar todos los aspectos auxiliares al
maquinado, tales como la puesta en marcha de la herramienta, elección del sentido de giro, puesta

Capítulo 3. Generación de código o instrucciones de maquinado
70
en marcha de los sistemas de refrigeración, etc. Son junto a las funciones preparatorias, las más
importantes de la programación.
El formato es dos caracteres que corresponden con el número de función escogida. Si la función
tiene colocado un cero como carácter izquierdo se puede escribir utilizando los dígitos u
obviando el cero de la izquierda. En ambos casos el control actuará de la misma manera. Por
ejemplo:
M03=M3 M05=M5
En una frase de programación se puede escribir más de una función auxiliar, pero estarán siempre
una tras otra y no deberán ser contradictorias entre sí. Por ejemplo si escribe una función de giro
de husillo y a continuación se escribe uno de paro de husillo, el control solo hará caso de la
última que lea. Las funciones auxiliares son modales. Por tanto no es obligado escribir en todos
los bloques las funciones auxiliares, sino en solo aquellas que tengas que actuar. A continuación
se presenta la descripción de los principales códigos M. Algunas funciones adicionales se pueden
encontrar en el apéndice B.
M00 Parada programada
Formato N… M00
Este comando produce una parada en la ejecución de un programa de piezas. El cabezal de
fresado, los avances y el refrigerante se desconectan. Las puertas de protección contra virutas
pueden abrirse sin que se active la alarma.
M02 Fin del programa principal
Formato N… M02
Para el programa y desconecta todos los motores. Para iniciarlo nuevamente, será necesario
colocarse manualmente al principio del mismo y después actuar el arranque del programa.
M03-M04 Giro de husillo de fresado
Formato N… M03/M04
El husillo se activa siempre que se hayan programado ciertas revoluciones a una velocidad de
corte. El código M03 deberá ser utilizado para todas las herramienta de corte a la derecha, es
decir, el husillo girará a la derecha. Por el contario, para herramienta de corte a izquierda se debe
utilizar un comando M04.
M08–M09 Puesta en marcha del refrigerante
Formato N… M08/M09
Son unas funciones auxiliares muy simples, actúan como un interruptor, al activar M08 se pone
en marcha la salida del refrigerante y al activar el M09 se para el mismo.
M30 Fin de programa
Formato N… M30
Se para el programa y se detiene todos los programas. Cuando se ejecuta esta función se vuelve al
inicio del programa.
Capítulo 3. Generación de código o instrucciones de maquinado
71
3.2.7 Comentario de bloques
No tiene ninguna capacidad de cara al programa, y es puramente informativa. Su utilidad se
reserva a apuntar datos en el programa que recuerden al operario datos fundamentales, tales como
tipo y número de herramientas, inicios de programa, etc. Toda la información deberá ir siempre
entre paréntesis. Por ejemplo, en el siguiente bloque se define un avance de 300 mm/min en la
última palabra (F300) seguida de un comentario que dice que “El avance programado es de 300
mm/min” y que cuando el control llegue a esta parte lo ignorará, ya que solo es información
complementaria.
N… G01 X… Y… Z… F300 (El avance programado es de 300 mm/min)
3.3 Estructura del programa El cuerpo del programa presenta la siguiente estructura:
Encabezado del programa. Un programa CNC puede ser identificado por su número y, en
algunos controles, también por su nombre. La identificación del programa por su número es
necesaria con el fin de guardar más de un programa en la memoria del CNC. La cabecera del
programa es un bloque que se compone del número del programa, si es requerido por el sistema
de control desde el programa. Dos direcciones para el número de programa están disponibles, la
letra estándar O para el formato EIA y dos puntos (:) para el formato ASCII (ISO). En la
memoria, el sistema de control siempre muestra el número de programa con la letra O.
Si el programa utiliza el número de programa, tiene que estar dentro del rango permitido por el
control. Los programas en los controles Fanuc típicos deben estar dentro del rango de 0-9999. El
programa O0 ó O0000 no están permitidos. En el caso de algunos controles Fagor admite 14
caracteres y puede estar formado por letras mayúsculas, minúsculas y por números (no admite
espacios en blanco), además de estar precedido con el símbolo de porcentaje %.
Fanuc O1005, O1007, O12345
Fagor %0123, %PROGRAM, %PART923R
El nombre definido en la cabecera no tiene ninguna relación con el nombre con el que se guarda
el archivo. Ambos nombres pueden ser distintos.
Cuerpo del programa. El cuerpo del programa lo componen los bloques encargados de ejecutar
las operaciones, movimientos.
Fin del programa. El final del cuerpo del programa se define mediante las funciones M02 o
M30, siendo ambas funciones equivalentes, pero cada una tiene distintos propósitos. La función
M02 parará el programa y para iniciarlo nuevamente, será necesario colocarse manualmente en el
primer bloque del programa y después actuar el arranque del mismo. En cambio con M30, se
regresa automáticamente al primer bloque del programa, pudiéndose actuar directamente el
arranque de programa, sin necesidad de realizar ningún movimiento más. Cuando el programa lee
el código M02 o M30 cancelará todos los movimientos de los ejes, giro del husillo, refrigerante y
usualmente preestablece los valores por default del sistema. La función preferida para terminar el
programa es M30. Es aconsejable colocar la función en un bloque por separado.

Capítulo 3. Generación de código o instrucciones de maquinado
72
N65
N66 G91 G28 X0 Y0
N67 M30
%
El signo de porcentaje (%) después de M30 es un código especial de paro. Este símbolo termina
la carga de un programa desde un dispositivo externo.
3.4 Generación de código CNC para maquinado La generación de código CNC consiste en escribir las trayectorias de la herramienta dentro de un
archivo en el formato adecuado para el sistema de control de las máquinas CNC. Para la escritura
del código se seguirá la estructura presentada en la sección 3.3 y se implementará en un archivo
de texto .TXT. El formato de programa CNC desarrollado en este trabajo, está basado en
controles Fanuc, sin embargo, para otros tipos de controles solo es necesario cambiar algunos
códigos, siendo en esencia la misma estructura.
3.4.1 Encabezado del programa En el código desarrollado en este trabajo el encabezado consiste del nombre del programa y de
información general del proceso de escritura. La estructura del encabezado es igual para todos los
códigos generados en el sistema, se inicia por escribir un símbolo porcentual (%) en el primer
renglón y en el segundo el nombre del programa CNC, formado por una letra O inicial y después
el número 1234, Figura 3.7. La segunda parte del encabezado es opcional, y solamente es una
información general. Como se muestra en la Figura 3.7, cada renglón de esta sección del
programa se encuentra encerrada entre paréntesis para que cuando el control llegue a esta
sección, simplemente identifique las líneas como comentarios y sean omitidas. Esta sección
incluye la información del programa donde fue generado el código, el nombre del modelo, la
ubicación del archivo que contiene el modelo, la ubicación donde se guarda el código generado,
así como la fecha y el tiempo en que fue creado.
Figura 3.7. Encabezado del programa.
3.4.2 Cuerpo del programa
Las trayectorias generadas con los algoritmos presentados en el Capítulo 2 son guardadas en una
matriz tridimensional, donde las filas representan los planos en que fue generada cada trayectoria,
las columnas contienen la información de las posiciones de la herramienta que forman la
trayectoria para cada plano y las pasada se encuentran distribuidas en los diferentes niveles de la

Capítulo 3. Generación de código o instrucciones de maquinado
73
matriz, Figura 3.8. Para la matriz de acabado solo se tienen dos niveles. En el primero se
encuentra solo el dato de la coordenada en que se encuentran las trayectorias y el número de
niveles de la matriz. Y en el segundo se encuentran todas las posiciones de las trayectorias para
acabado. La matriz para desbaste tiene tantos niveles como número de pasadas de la herramienta
sean. En ambas matrices el elemento de la primera columna de cada fila, excepto el primer nivel,
contiene el dato del número de posiciones para esa fila, es decir, el número de posiciones que
forman la trayectoria. De esta manera, toda la información de las trayectorias se encuentra
contenida dentro de la matriz.
Figura 3.8. Organización de las matrices de desbaste y acabado.
En dichas matrices las trayectorias se encuentran por planos individuales, es decir, el número de
trayectorias es igual al número de filas de la matriz multiplicada por el número de niveles menos
uno. Sin embargo, para tener un movimiento continuo en los movimientos de la herramienta es
necesario unir todas las trayectorias individuales en una sola, de tal manera que la herramienta
maquine la pieza la mayor parte del tiempo, es decir, evitar el maquinado en aire. La manera en
que se guardan las trayectorias durante su generación esta formulado para que la escritura sea lo
más simple posible.
Dentro del cuerpo del programa se encuentran todas las instrucciones relacionadas con el
maquinado de la pieza. En la primera parte del cuerpo del programa se encuentra toda la
información para la puesta a punto de la máquina y en la segunda se incluyen todos los
movimientos de la herramienta.
Primera parte
La primera parte del programa se muestra en la Figura 3.9 y la descripción de cada uno de los
bloques se describe a continuación:
Posiciones de la herramienta
Pasadas
Planos de la trayectoria
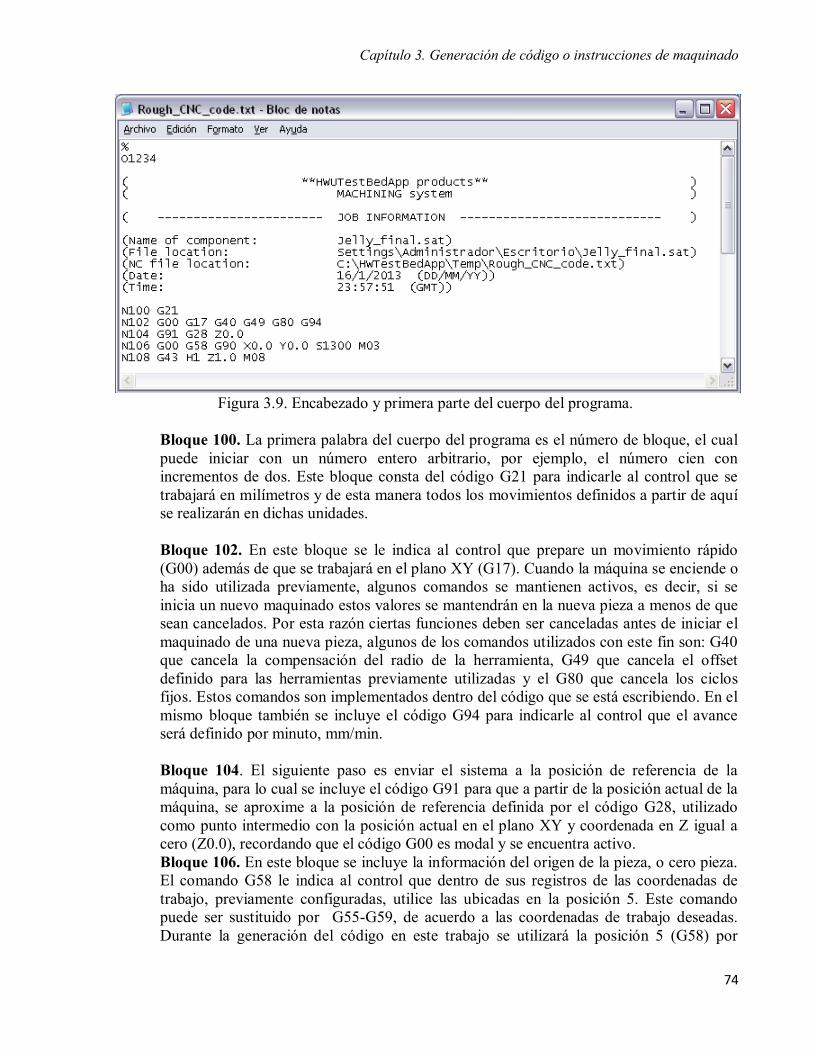
Capítulo 3. Generación de código o instrucciones de maquinado
74
Figura 3.9. Encabezado y primera parte del cuerpo del programa.
Bloque 100. La primera palabra del cuerpo del programa es el número de bloque, el cual
puede iniciar con un número entero arbitrario, por ejemplo, el número cien con
incrementos de dos. Este bloque consta del código G21 para indicarle al control que se
trabajará en milímetros y de esta manera todos los movimientos definidos a partir de aquí
se realizarán en dichas unidades.
Bloque 102. En este bloque se le indica al control que prepare un movimiento rápido
(G00) además de que se trabajará en el plano XY (G17). Cuando la máquina se enciende o
ha sido utilizada previamente, algunos comandos se mantienen activos, es decir, si se
inicia un nuevo maquinado estos valores se mantendrán en la nueva pieza a menos de que
sean cancelados. Por esta razón ciertas funciones deben ser canceladas antes de iniciar el
maquinado de una nueva pieza, algunos de los comandos utilizados con este fin son: G40
que cancela la compensación del radio de la herramienta, G49 que cancela el offset
definido para las herramientas previamente utilizadas y el G80 que cancela los ciclos
fijos. Estos comandos son implementados dentro del código que se está escribiendo. En el
mismo bloque también se incluye el código G94 para indicarle al control que el avance
será definido por minuto, mm/min.
Bloque 104. El siguiente paso es enviar el sistema a la posición de referencia de la
máquina, para lo cual se incluye el código G91 para que a partir de la posición actual de la
máquina, se aproxime a la posición de referencia definida por el código G28, utilizado
como punto intermedio con la posición actual en el plano XY y coordenada en Z igual a
cero (Z0.0), recordando que el código G00 es modal y se encuentra activo.
Bloque 106. En este bloque se incluye la información del origen de la pieza, o cero pieza.
El comando G58 le indica al control que dentro de sus registros de las coordenadas de
trabajo, previamente configuradas, utilice las ubicadas en la posición 5. Este comando
puede ser sustituido por G55-G59, de acuerdo a las coordenadas de trabajo deseadas.
Durante la generación del código en este trabajo se utilizará la posición 5 (G58) por

Capítulo 3. Generación de código o instrucciones de maquinado
75
default. En el mismo bloque ahora se cambia el tipo de entradas de los movimientos a
absolutos (G90), es decir, que las movimiento definidos se realicen relativos al sistema de
coordenadas de la pieza definidas por el código G58 y se manda la herramienta a la
posición origen en el plano XY a través de las cotas X0.0 y Y0.0 respectivamente,
recordando que G00 aún está activo. También se define que la velocidad del husillo será
de 1300 RPM (S1300). La velocidad del husillo es tomada de los valores de entrada de la
herramienta, por lo que varía de acuerdo a la herramienta de corte seleccionada.
Finalmente, una vez definida la velocidad de giro del husillo se pone en movimiento
(M03).
Bloque 108. La posición actual del cabezal se encuentra en el origen del sistema de
coordenadas de trabajo definidas por G58 y con una altura (Z) en el origen del sistema de
referencia de la máquina. Antes de aproximar el cabezal al origen del sistema de
coordenadas de la pieza en Z, es necesario compensar la longitud de la herramienta a
través del código G43 precedido del número de herramienta que se utilizará, ya en base a
ella se calculará la compensación de la longitud. Una vez realizado este paso, ahora si se
aproxima la herramienta al cero pieza llegando hasta Z1.0 y se enciende la bomba del
refrigerante con M08.
A este punto la herramienta se encuentra en la posición (0,0,1) relativo al sistema de
coordenadas de la pieza y esta lista para iniciar la secuencia del maquinado.
Segunda parte
A partir de este punto se inicia con la escritura del programa que incluye los movimientos para
realizar el maquinado. Para esto considere cuatro trayectorias o segmentos de líneas rectas,
Figura 3.10, de una pieza cualquiera que se desean unir en forma de zigzag para tener una
trayectoria continua y no cuatro individuales. En la Figura 3.11 se representa la forma en que
están guardadas las trayectorias en la matriz y el detalle del contenido de cada uno de sus
elementos.
Figura 3.10. Cuatro trayectorias de herramientas.
5
6
8
1
7
2
3
4
1
2
3
4

Capítulo 3. Generación de código o instrucciones de maquinado
76
Posición Valor Descripción
Plano de la trayectoria para y
Plano de la trayectoria para y
3 Niveles de la matriz
3 Niveles de la matriz
2 Número de posiciones para
2 Número de posiciones para
2 Número de posiciones para
2 Número de posiciones para
Posición de
Posición de
Posición de
Posición de
Posición de
Posición de
Posición de
Posición de
Figura 3.11. Matriz de trayectorias de desbaste.
A partir de la matriz que contiene la información de las trayectorias, Figura 3.11, se realiza el
procedimiento para generar trayectorias continuas con una estrategia de maquinado en zigzag,
Figura 3.12. El diagrama de flujo de la Figura 3.13 muestra el procedimiento para generar las
trayectorias en zigzag, el cual tiene como entrada la matriz , que en el caso particular de la
Figura 3.10 es la matriz de la Figura 3.11, en donde la variable “n_planes” representa el número
de planos, 2 en el caso de análisis. A partir de ella se lee la posición
para conocer el número de niveles de la matriz. Las trayectorias deben iniciar con las
trayectorias con la mayor altura, es decir, de arriba hacia abajo, por lo cual se inicia un ciclo que
inicia en el valor de menos uno, es decir, que corresponde al nivel y
termina hasta que el nivel sea mayor o igual a , es decir, . El procedimiento esta formulado
para que la primera trayectoria en ser escrita tengo el menor valor de , de acuerdo al sistema de
coordenadas mostrado. Para esto se introduce un condicional que si es cero, las
trayectorias se leen y escriben de a y si tiene un valor de uno se leen y escriben de a .
Para leer todas las trayectorias en el nivel se utiliza un ciclo que lee plano por plano, sin
embargo, para generar una trayectoria en zigzag, se introduce otro condicional ( ) para
determinar si las trayectorias se escribe de a , o bien, de a . Si el valor de es cero, se
escriben de a y si es uno de a . El valor de y inicial es cero, por lo que las
trayectorias del nivel son escritas de a y de a , es decir, las primeras posiciones
escritas son y . Escrita la primera trayectoria ahora tiene un valor uno, por lo que la
siguiente trayectorias se escribe de a , es decir las posiciones y y cambia de uno a
cero. Al final de que se leyeron todas las trayectorias del nivel , el valor de cambia de cero
a uno. Entonces, ahora el nivel debe iniciar a escribirse de a . El valor de tiene el
valor con el que termino de escribirse , es decir, cero, lo cual significa que la trayectoria se
escribe de a , es decir, y . El procedimiento se repite hasta terminar de leer la matriz
completa. Para el caso del ejemplo analizado se tiene el resultado mostrado en la Figura 3.12.
,
ú
ú
0 1
0
1
2
0
1
2

Capítulo 3. Generación de código o instrucciones de maquinado
77
Figura 3.12. Trayectorias finales de desbaste.
Para la escritura de las trayectorias además de solo escribir las coordenadas de las posiciones de
la herramienta, se debe incluir el código adecuado para que el control interprete adecuadamente
lo que se desea hacer. La estructura del bloque se forma con el número de bloque (N). La
secuencia debe iniciar con el número 100 y no debe ser mayor a 9999. Por esta razón dentro del
procedimiento de escritura de trayectorias de herramienta de la Figura 3.13 se incluye la
condición de que si el número de bloque es mayor a 9997, entonces se reinicie en 100. Los
incrementos son de dos en dos. El tipo de interpolación utilizada para las trayectorias es
solamente lineal, por lo que después de cada número de bloque le sigue un código G01 y las
coordenadas de posición del punto. El formato de cada bloque es:
N… G… X… Y… Z…
Además de esto, siempre se gurda la posición anterior escrita que junto con la actual, determinan
la longitud del segmento entre estas dos posiciones. Esta longitud se va sumando para al finalizar
determinar la longitud de la trayectoria total. También se incluye un contador para el número de
segmento. Esta información es complementaria y se presenta al usuario dentro de un reporte al
finalizar el proceso, la descripción de estas opciones se presenta en el Capítulo 4.
5
6
8
1
7
2
3
4

Capítulo 3. Generación de código o instrucciones de maquinado
78
Figura 3.13. Diagrama de flujo para la escritura de la trayectorias de herramienta.
= = ú = 0
= 0
2 = 1 0
Entradas:
Inicio
= 1 0 0 1 ≥ 1
𝑆 == 0
= _ _
𝑆 == 0
= _ _
_ = 0 _ <
_ = 1 _ ≥ 0
_ = 1 _ < [ 0][ ][ ]
_ = 0 1 _ ≥ 1
1 = 𝐸 𝑏 (" "𝑏 "𝐺01" " " 1. " " 1. " " 1. ) = + ( 1 2 ) 2 = 1 𝑏 = 𝑏 + 2 = + 1 : 0 1
𝑆 𝑏 > 9997
𝑏 = 100
: (0 1)
Fin

Capítulo 3. Generación de código o instrucciones de maquinado
79
Ahora ya se tiene escrito el encabezado del programa y el cuerpo del programa. Por ejemplo, el
código que hasta ahora se tendría para una pieza cualquiera sería el mostrado en la Figura 3.14.
Figura 3.14. Programa CNC.
3.4.3 Fin del programa
Finalmente una vez que se escribieron las trayectorias para las herramientas, es necesario
terminar el código de una forma adecuada y no dejar el sistema en la última posición de las
trayectorias. Para esto se le añaden tres bloques más al final de la escritura de las trayectorias
para finalizar el programa.
Antepenúltimo bloque. En este bloque se cambia de la modalidad de coordenadas absolutas a
incrementales (G91) para enviar el cabezal al sistema de referencia de la máquina (G28). Es
decir, a partir del último punto definido en el cuerpo del programa se define un punto intermedio
con la misma posición en el plano XY y una altura de Z0 relativa al sistema de referencia de la
máquina (no de la pieza), para llevar el cabezal a una posición segura. Este movimiento lo realiza
con un movimiento rápido G00 que cancela el movimiento lineal con velocidad programada G01.
Una vez estando en esta posición apaga el motor de la bomba de refrigérate con M09.

Capítulo 3. Generación de código o instrucciones de maquinado
80
Penúltimo bloque. El cabezal del sistema se encuentra con la altura del origen de sistema de
coordenadas, sin embargo, en el plano XY se encuentra en la última posición ejecutada. Para
enviarlo al origen del sistema de referencia en los dos ejes restantes, se programa un G28 con
cotas X0.0 y Y0.0.
Último bloque. Para finalizar se utiliza el código M30, que regresa al inicia del programa y
apaga los motores.
Al final de todos los bloques se cierra con el símbolo de porcentaje (%). Finalmente con este fin
de programa se tiene el programa CNC completo. En la Figura 3.15 se muestra como queda el
programa CNC final y listo para ser enviado al sistema de control de una máquina CNC con
control Fanuc.
Figura 3.15. Programa CNC final.

Capítulo 3. Generación de código o instrucciones de maquinado
81
3.5 Generación de código de maquinado para robot y/o propósito general
El código CNC, como su nombre lo indica solo puede ser leído por sistemas que utilizan este
lenguaje. Sin embargo, el sistema también genera un código que incluye solo las coordenadas de
las posiciones de la herramienta y un número adicional para indicar si el movimiento se debe
realizar con la velocidad de avance programada o bien un movimiento rápido, Figura 3.16.
El algoritmo utilizado para la escritura de este archivo es el mismo que el utilizado para generar
un código CNC, con la diferencia de que cuando se escriben las coordenadas en el archivo, los
prefijos (códigos G) se omiten. A través de este código se puede controlar un robot para que siga
las trayectorias definidas. Aunque un robot generalmente tiene más de tres ejes, en este caso se
considera que la herramienta permanece siempre vertical. Además el código también puede
utilizarse para sistemas cartesianos de tres ejes, que no necesariamente son controlados por
códigos G y M.
Figura 3.16. Código de maquinado para robot y/o propósito general.

Capítulo 4. Implementación
82
Capítulo 4. Implementación
Implementación
La implementación de los algoritmos para la generación de trayectorias de herramienta y
generación de código o instrucciones de maquinado se presenta y describe en este Capítulo.
4.1 HWTestBedApp HWTestBedApp es una plataforma para el desarrollo y prueba de algoritmos con fines de
investigación desarrollada por investigadores de Heriot-Watt University en Edimburgo. Está
programada en Visual C++ y utiliza ACIS® geometric modeling kernel [61] para desarrollar las
operaciones geométricas requeridas. El programa solo acepta archivos nativos de ACIS, es decir,
archivos con extensión *.SAT que pueden ser creados con ACIS o cualquier otro software CAD
que soporte archivos de ACIS. La Figura 4.1 muestra la interfaz gráfica del programa, que como
se puede observar es muy similar a un sistema CAD comercial. En la parte superior se muestra la
barra de menús principal, y una barra de herramientas para la manipulación de modelos sólidos
3D. En la parte izquierda se encuentra una sección de navegación y en la parte central se
encuentra el área gráfica. Las funciones requeridas para el sistema están distribuidas en forma de
menús desplegables, barras de herramientas y diálogos. Una descripción más detallada de las
funciones del sistema se puede encontrar en [2].
Figura 4.1. Interfaz gráfica de la plataforma HWTestBedApp.
Área gráfica
gráfica
Sección
de
Navegación
Barra de menús
Barra de
herramienta
s

Capítulo 4. Implementación
83
Para la implementación de los algoritmos y funciones necesarios para la generación de las
trayectorias de la herramienta se añadió un nuevo menú dentro de la barra de menús. El menú
tiene la etiqueta “Machining” (maquinado) como se muestra en la Figura 4.2. Las funciones se
muestran en forma desplegable al hacer clic sobre dicho menú. Las funciones se encuentran
ordenadas de acuerdo al procedimiento de maquinado (Figura 2.2), esto con el fin de que el
procedimiento sea sistemático y más simple. La descripción detallada de cada una de las opciones
del menú se presenta en las siguientes secciones.
Figura 4.2. Opciones del menú de maquinado “Machining”.
4.2 Configuración de la pieza (Part Setup)
La función Part Setup es la opción que permite configurar la orientación de la parte a maquinar.
Cuando el modelo se genera en cualquier sistema CAD y se importa a este sistema, la posición y
orientación del sistema donde se creó permanece. Sin embargo, la configuración del archivo
original no siempre es el apropiado para la generación de la trayectorias, así cuando se abre un
archivo CAD en el sistema, antes de que se visualice en pantalla se calcula su posición respecto
del sistema de coordenadas y es modificada para que el vértice inferior izquierdo del bounding
box del modelo coincida con el origen del sistema.
Al hacer clic sobre la pestaña “Part Setup” del menú “Machining” aparece un mensaje, Figura
4.3, el cual notifica que la dirección de maquinado solo está disponible en la dirección del eje ,
además de que la superficie a maquinar debe estar hacia arriba (eje Z). Cuando se hace clic en
“Aceptar” aparece un cuadro de diálogo, Figura 4.4, mediante el cual se puede orientar el modelo
respecto a los tres ejes del sistema cartesiano. Al seleccionar una de las opciones de la izquierda
(radio botones) en el cuadro de la Figura 4.4, se está seleccionando el eje de rotación y el cuadro
de texto a su derecha se activa para permitir introducir el valor del ángulo de rotación en grados.
Cuando se hace clic en “Apply” u “OK” el modelo en pantalla es asignado a una variable y
después se ejecuta una función que calcula el punto medio del bounding box de dicho modelo a

Capítulo 4. Implementación
84
partir del cual se le aplica una rotación en el eje y con el ángulo especificado en el cuadro de
diálogo, para después actualizar su nueva orientación en pantalla.
Figura 4.3. Diálogo de notificación.
Figura 4.4. Orientación del modelo.
Si se observa la Figura 4.2, la única opción de la pestaña “Machining” que está activa es “Part
Setup” esto debido a que necesariamente se debe configurar la parte antes de realizar cualquier
operación sobre ella. Una vez que se cierra el diálogo de “Part Setup” se activan las opciones
“Raw Material” y “Finish Setting”. La opción “Rough Setting” no se activa porque es necesario
definir la materia prima para poder configurar el maquinado de desbaste.
4.3 Materia prima (Raw Material)
Para definir la materia prima se implementó la opción “Raw Material”. Esta opción está
formulada para definir los dos tipos de materia prima, materias primas de forma rectangular y de
forma aproximada. La Figura 4.5 muestra el cuadro de diálogo de esta opción. En la parte
superior del diálogo se observa un grupo de opciones con el título “Raw material”, en él se
pueden observar las opciones mencionadas “Rectangular shape” y “File”. La primera opción se
refiere a la definición de materias primas con forma rectangular y la segunda incluye cualquier
forma de materia prima y se define a partir de un archivo CAD.
4.3.1 Forma rectangular (Rectangular Shape) La opción materia prima rectangular aparece activa por default. Cuando esta opción está
seleccionada los cuadros de texto de los grupos de opciones “Dimension” y “Reference point” del
lado izquierdo del cuadro de diálogo se encuentran activos. La forma rectangular se define
mediante las dimensiones del rectángulo en las direcciones , , y la posición de su punto de
referencia en el sistema global de coordenadas. Del lado derecho del cuadro de diálogo se
observan las figuras de dos formas rectangulares. El rectángulo de la parte inferior representa el
bounding box del modelo en pantalla (modelo original), y el superior representa el bounding box
definido para la materia prima. Por default el tamaño del modelo y de la materia prima, asi como
sus puntos de referencia son iguales. Estos valores propuestos garantizan el mínimo valor posible

Capítulo 4. Implementación
85
de la materia prima si es ubicada en la misma posición del modelo original. Sin embargo, el
usuario puede modificar los valores de la materia prima a través de los cuadros de texto del lado
izquierdo.
Cuando la opción “Rectangular shape” se encuentra seleccionada, los botones “Load…”
“Orientation…” y “Part zero…” se muestran inactivos. Los dos primeros únicamente se activan
si se selecciona la opción “File” y el tercero se activa al definir la materia prima rectangular. La
Figura 4.6 muestra el cuadro de diálogo para definir el cero pieza (Part zero…) u origen del
sistema de coordenadas, a través de la distancia en las direcciones , y relativas al punto de
referencia en la materia prima. La Figura 4.7 muestra el modelo original y una materia prima de
forma rectangular configurada a través de las opciones presentadas.
Figura 4.5. Definición de la materia prima (forma rectangular).
Figura 4.6. Origen del sistema de coordenadas.

Capítulo 4. Implementación
86
Figura 4.7. Materia prima de forma rectangular.
4.3.2 Archivo (File)
La opción “File” sirve para definir una materia prima desde un archivo CAD. La apariencia del
cuadro de diálogo ahora se encuentra como lo muestra la imagen de la Figura 4.8. Cuando se
selecciona esta opción se activa el botón “Load…” el cual abre un cuadro de diálogo que permite
seleccionar el archivo a partir del cual se definirá la materia prima, Figura 4.9. Después de
seleccionar el archivo y hacer clic en el botón “Abrir”, y antes de que se visualice en pantalla el
modelo seleccionado, se calcula el bounding box de dicho modelo así como su punto de
referencia a partir del cual se le aplica una traslación a la posición del punto de referencia del
modelo original para finalmente mostrarlo en pantalla. Ahora las dimensiones del bounding box
del modelo de la materia prima y la posición de su punto de referencia se actualizan en pantalla
en sus respectivos cuadros de texto. El usuario es el encargado de definir la posición y
orientación final de la materia prima.

Capítulo 4. Implementación
87
Figura 4.8. Materia prima de forma aproximada.
Figura 4.9. Materia prima desde archivo.
Cuando la materia prima se muestra en pantalla, los botones “Orientation…”, “Part Zero” y el
grupo “Reference point” se activan ya que dependen del modelo de dicha materia. El botón
“Orientation…” tiene como objetivo orientar la materia prima, esto a través del mismo cuadro de
diálogo de “Part Setup”, sección 4.2. También el grupo “Reference point” cambia de inactivo a
activo, esto para permitir posicionar correctamente el modelo de la materia prima en el espacio
cartesiano. Un ejemplo de una materia prima aproximada definida mediante las opciones
descritas se muestra en la Figura 4.10.

Capítulo 4. Implementación
88
Figura 4.10. Materia prima desde un archivo (forma aproximada).
4.4 Configuración del desbaste y acabado (Rough Setting, Finish Setting) Al definir la materia prima se activa la opción “Rough Setting” mientras que la opción “Finish
Setting” esta activada desde que se configura el modelo en “Part Setup”. En ambas opciones se
configuran los parámetros del maquinado. La Figura 4.11 muestra el cuadro de diálogo para la
configuración del maquinado. En la parte superior del cuadro se tienen dos pestañas “Tooling
System” y “Machining Parameters”.
Figura 4.11. Configuración del maquinado.

Capítulo 4. Implementación
89
4.4.1 Sistema de herramientas (Tooling System)
En esta opción se configuran las herramientas y su sistema de sujeción o portaherramientas. Del
lado izquierdo del cuadro mostrado en la Figura 4.11 se observa una lista de datos que representa
los datos de las diferentes herramientas disponibles por default clasificadas en varios parámetros.
Cuando una de ellas puede ser seleccionada y los valores se actualizan en la figura de lado
derecho del cuadro de diálogo para poder visualizar los parámetros seleccionados. En la parte
inferior de la figura de la herramienta se observa un grupo de opciones con el título “Speed and
feed” que también se actualizan al seleccionar una de las herramientas. Los datos de este grupo
son “Spindle speed” que es la velocidad de giro del husillo o de la herramienta y “Feed rate” que
es el avance de la herramienta. La tercera opción es un combo box donde se selecciona la
dirección de giro del husillo, cuenta con dos opciones “CW” giro en sentido horario o “CCW”
giro en sentido anti-horario.
Aunque se tienen diferentes herramienta definidas, puede ser que algunos de los parámetros no
sean los que desea el usuario o bien la herramienta completa no es la adecuada. Para ello se tiene
el botón “New tool” para definir una nueva herramienta. Cuando se hace clic en el botón “New
tool” aparece un cuadro de diálogo como el mostrado en la Figura 4.12. El cuadro está dividido
en tres grupos de opciones, el primero es para definir la herramienta, el segundo para el
portaherramientas y el tercero para los parámetros de la herramienta como velocidades y avances.
Figura 4.12. Definición de nueva herramienta.
Tool (Herramienta)
En este grupo de datos se define todo lo relacionado con la herramienta:
Name: nombre de la herramienta.
Category: categoría a la que pertenece la herramienta. Las tres opciones disponibles son:
o Endmill_Bull: herramientas de filete
o Endmill_Flat: herramientas planas
o Endmill_Sphere: herramientas de punta de bola
Diameter: diámetro de la herramienta.
Corner radius: radio de la herramienta en la sección de corte. Para herramientas de filete
este radio es mayor a cero y menor al radio de la herramienta. En herramientas planas el
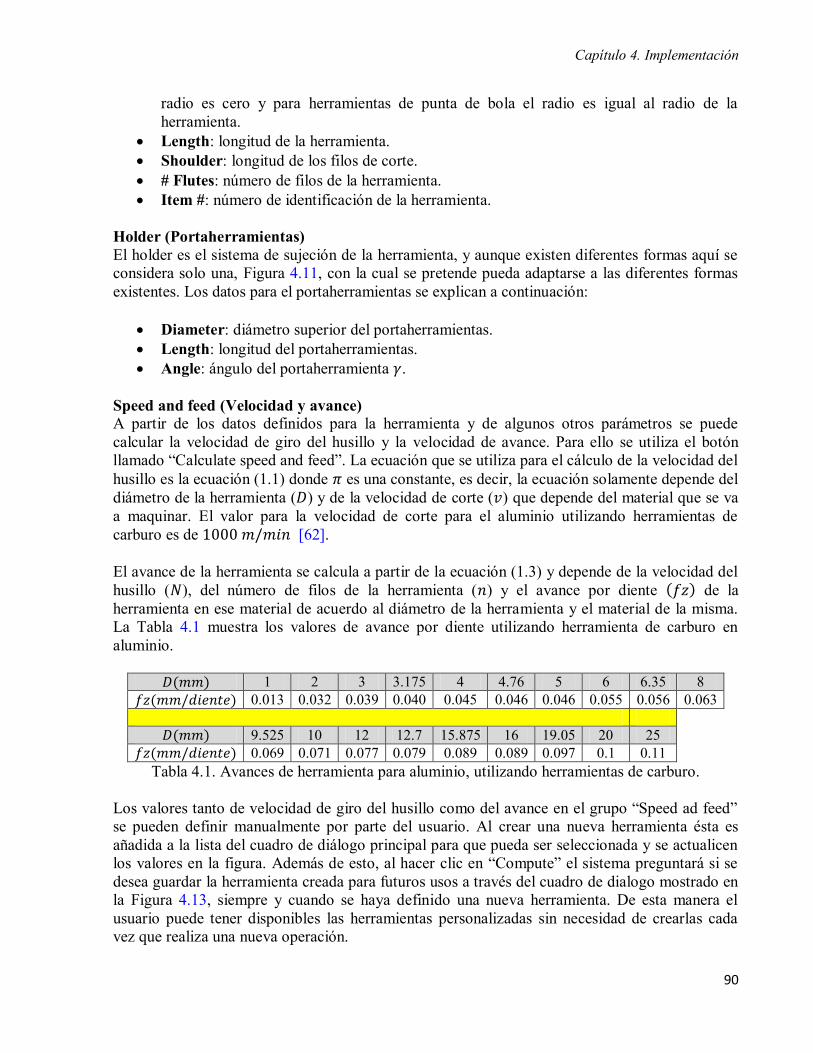
Capítulo 4. Implementación
90
radio es cero y para herramientas de punta de bola el radio es igual al radio de la
herramienta.
Length: longitud de la herramienta.
Shoulder: longitud de los filos de corte.
# Flutes: número de filos de la herramienta.
Item #: número de identificación de la herramienta.
Holder (Portaherramientas)
El holder es el sistema de sujeción de la herramienta, y aunque existen diferentes formas aquí se
considera solo una, Figura 4.11, con la cual se pretende pueda adaptarse a las diferentes formas
existentes. Los datos para el portaherramientas se explican a continuación:
Diameter: diámetro superior del portaherramientas.
Length: longitud del portaherramientas.
Angle: ángulo del portaherramienta .
Speed and feed (Velocidad y avance)
A partir de los datos definidos para la herramienta y de algunos otros parámetros se puede
calcular la velocidad de giro del husillo y la velocidad de avance. Para ello se utiliza el botón
llamado “Calculate speed and feed”. La ecuación que se utiliza para el cálculo de la velocidad del
husillo es la ecuación (1.1) donde es una constante, es decir, la ecuación solamente depende del
diámetro de la herramienta ( ) y de la velocidad de corte ( ) que depende del material que se va
a maquinar. El valor para la velocidad de corte para el aluminio utilizando herramientas de
carburo es de [62].
El avance de la herramienta se calcula a partir de la ecuación (1.3) y depende de la velocidad del
husillo ( ), del número de filos de la herramienta ( ) y el avance por diente de la
herramienta en ese material de acuerdo al diámetro de la herramienta y el material de la misma.
La Tabla 4.1 muestra los valores de avance por diente utilizando herramienta de carburo en
aluminio.
1 2 3 3.175 4 4.76 5 6 6.35 8
0.013 0.032 0.039 0.040 0.045 0.046 0.046 0.055 0.056 0.063
9.525 10 12 12.7 15.875 16 19.05 20 25
0.069 0.071 0.077 0.079 0.089 0.089 0.097 0.1 0.11
Tabla 4.1. Avances de herramienta para aluminio, utilizando herramientas de carburo.
Los valores tanto de velocidad de giro del husillo como del avance en el grupo “Speed ad feed”
se pueden definir manualmente por parte del usuario. Al crear una nueva herramienta ésta es
añadida a la lista del cuadro de diálogo principal para que pueda ser seleccionada y se actualicen
los valores en la figura. Además de esto, al hacer clic en “Compute” el sistema preguntará si se
desea guardar la herramienta creada para futuros usos a través del cuadro de dialogo mostrado en
la Figura 4.13, siempre y cuando se haya definido una nueva herramienta. De esta manera el
usuario puede tener disponibles las herramientas personalizadas sin necesidad de crearlas cada
vez que realiza una nueva operación.

Capítulo 4. Implementación
91
Figura 4.13. Opción para nuevas herramientas creadas.
4.4.2 Parámetros de maquinado (Machining Parameters)
La segunda pestaña “Machinig Parameters” está diseñada para configurar el maquinado que se va
a realizar. En esta pestaña se pueden observar dos grupos de opciones: “Roughing parameters” y
“Tolerances”, Figura 4.14. El primero de ellos es para definir los parámetros del desbaste y en el
segundo se definen parámetros de ambos procesos (desbaste y acabado).
Dos parámetros fundamentales en el desbaste son la profundidad de corte (Depth of cut) y la capa
para el acabado (layer to finish). La profundidad de corte particularmente en el desbaste se puede
calcular en función del diámetro de la herramienta (sección 2.6.1). La capa de material que se
deja para el acabado generalmente es pequeña entre 0.1 y 1 mm aunque no existe un valor
establecido. Un tercer parámetro importante es la distancia que habrá entre trayectorias de la
herramienta (Stepover). Al igual que la profundidad de corte este parámetro también se puede
calcular en función del diámetro de la herramienta (sección 2.6.1).
Cuando se ha seleccionado una herramienta de la lista en la primera pestaña y se hace clic sobre
la segunda, los valores de “Depth of cut” y “Stepover” se muestran calculados en función del
diámetro de la herramienta seleccionada (ecuaciones (2.12) y (2.14)). La opción de “Layer to
finish” también tiene un valor que es constante de 0.7 y que se encuentra del rango 0.1 y 1.0, sin
embargo, el usuario puede cambiar el valor de las casillas de acuerdo a su criterio. Tanto la
profundidad de corte (“Depth of cut”) como la capa para acabado (“Layer to finish”) solo están
activas cuando el cuadro de diálogo se llama desde la opción “Rough Setting”.
La opción “Maximum feed forward error” es el máximo valor que se puede desviar la superficie
maquinada de la superficie de diseño. Este parámetro es esencial para determinar el paso en la
dirección de maquinado y que es adaptivo (sección 2.5.4). El segundo tipo de error es en la
dirección ortogonal y se refiere a la cresta que se va quedar entre dos trayectorias paralelas. En
este tipo de error el usuario define la distancia entre trayectorias paralelas “Stepover” y el ángulo
de la superficie de mayor valor que debe estar entre 0º y 60º para que la ecuación utilizada sea
válida. Con estos dos valores se puede aproximar el error que habrá en una superficie con el
ángulo definido a través del botón “Aproximate scallop height”. La ecuación (1.14) se utiliza
para el cálculo del paso, de la cual se despeja para ponerla en función del paso entre
trayectorias ( ), el diámetro de la herramienta ( ) y el ángulo de la superficie ( ), quedando
como:

Capítulo 4. Implementación
92
A partir de la aproximación del error, el paso se puede modificar para tener el error dentro de la
tolerancia establecida. Para aproximar la altura de la cresta dado un paso, únicamente se puede
realizar cuando se utiliza una herramienta de punta de bola o bien cuando el cuadro de diálogo es
llamado desde la opción “Finish Setting”.
Figura 4.14. Parámetros del maquinado.
Finalmente cuando se han definido y seleccionado todos los parámetros necesarios, se hace clic
en el botón “Compute” (calcular), el cual muestra una cuadro de diálogo más donde se resumen
los datos con los que se generarán las trayectorias, Figura 4.15. Los datos resumidos son, las
características de la herramienta seleccionada, la velocidad del husillo y avance de la herramienta
así como los parámetros de maquinado como: tolerancia, paso entre trayectorias, profundidad de
corte y capa para acabado. En la parte final del diálogo se muestra un apartado en donde se puede
seleccionar el algoritmo con el que se calcularán las trayectorias. Los tres algoritmos que se
pueden seleccionar son los presentados en las secciones 2.4.1, 2.4.2 y 2.4.3. En el caso del
acabado los tres algoritmos están disponibles, sin embargo, para el desbaste solo se puede utilizar
el método que se basa en la discretización de la superficie presentado en la sección 2.4.3.
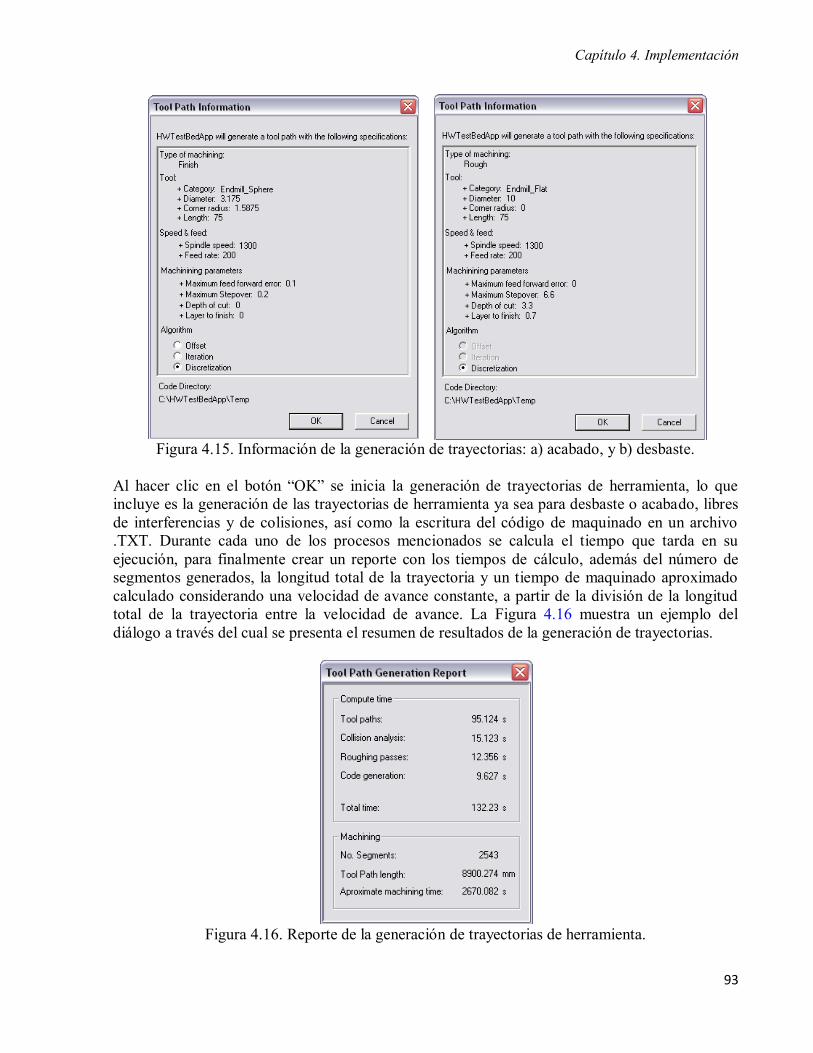
Capítulo 4. Implementación
93
Figura 4.15. Información de la generación de trayectorias: a) acabado, y b) desbaste.
Al hacer clic en el botón “OK” se inicia la generación de trayectorias de herramienta, lo que
incluye es la generación de las trayectorias de herramienta ya sea para desbaste o acabado, libres
de interferencias y de colisiones, así como la escritura del código de maquinado en un archivo
.TXT. Durante cada uno de los procesos mencionados se calcula el tiempo que tarda en su
ejecución, para finalmente crear un reporte con los tiempos de cálculo, además del número de
segmentos generados, la longitud total de la trayectoria y un tiempo de maquinado aproximado
calculado considerando una velocidad de avance constante, a partir de la división de la longitud
total de la trayectoria entre la velocidad de avance. La Figura 4.16 muestra un ejemplo del
diálogo a través del cual se presenta el resumen de resultados de la generación de trayectorias.
Figura 4.16. Reporte de la generación de trayectorias de herramienta.

Capítulo 4. Implementación
94
4.5 Simulación (Simulation)
Para verificar la validez de las trayectorias de herramienta generadas, se añadió la opción de
“Simulation”, mediante la cual es posible la visualización en pantalla de la trayectoria generada.
La simulación no solo incluye las trayectorias sino que además incluye la simulación de la
herramienta y el sistema de sujeción o portaherramientas. La Figura 4.17 muestra las opciones de
la pestaña “Simulation” la cual cuenta con la opción de simular las trayectorias para desbaste
(Roughing) o acabado (Finishing), las cuales se activan cuando se han generado las trayectorias y
el código. La Figura 4.17b muestra la simulación para acabado (Finishing) activa, debido a que
las trayectorias para acabado ya fueron generadas.
(a) (b)
Figura 4.17. Opción “Simulation”.
El modelo del portaherramientas utilizado en la simulación se muestra en la Figura 4.18, el cual
corresponde al mostrado en la Figura 2.37 para una herramienta de punta de bola. Para realizar la
simulación del portaherramientas los valores se toman directamente de los definidos en el cuadro
de diálogo de la Figura 4.11 para tener una representación proporcional a la real.
Figura 4.18. Modelo geométrico del portaherramientas.
La simulación completa incluye el portaherramientas moviéndose de posición a posición,
representando las trayectorias mediante líneas para poder visualizar detalladamente la ruta y
detectar posibles fallas, Figura 4.19.

Capítulo 4. Implementación
95
Figura 4.19. Simulación gráfica de las trayectorias de maquinado.
4.6 Código (Code)
El código de maquinado para sistemas CNC y sistemas robóticos se analiza y desarrolla en el
Capítulo 3. En él se unen las trayectorias para generar una trayectoria continua en forma de
zigzag, y se escriben dentro de un archivo de texto de acuerdo al formato del sistema utilizado.
La implementación para esta opción en la interfaz gráfica simplemente consta de las opciones
necesarias para visualizar el código, Figura 4.20. La opción principal es “Code” y de despliega
para poder seleccionar una de las opciones disponibles “CNC” o “Robot” que a su vez cada una
de ellas despliega dos opciones para seleccionar el código para maquinado de desbaste
“Roughing” o código para maquinado de acabado “Finishing”. Para una misma pieza el código
de desbaste y acabado cambia solo en algunas opciones del encabezado y las trayectorias, siendo
la misma estructura. La Figura 4.21 muestra un ejemplo de un código de desbaste generado para
un sistema CNC.
(a) (b)
Figura 4.20. Opción “Code->CNC”: a) ningún código generado (opciones inhabilitadas), y b)
código generado para acabado (opción “Finishing” habilitada).

Capítulo 4. Implementación
96
Figura 4.21. Código de maquinado para desbaste.
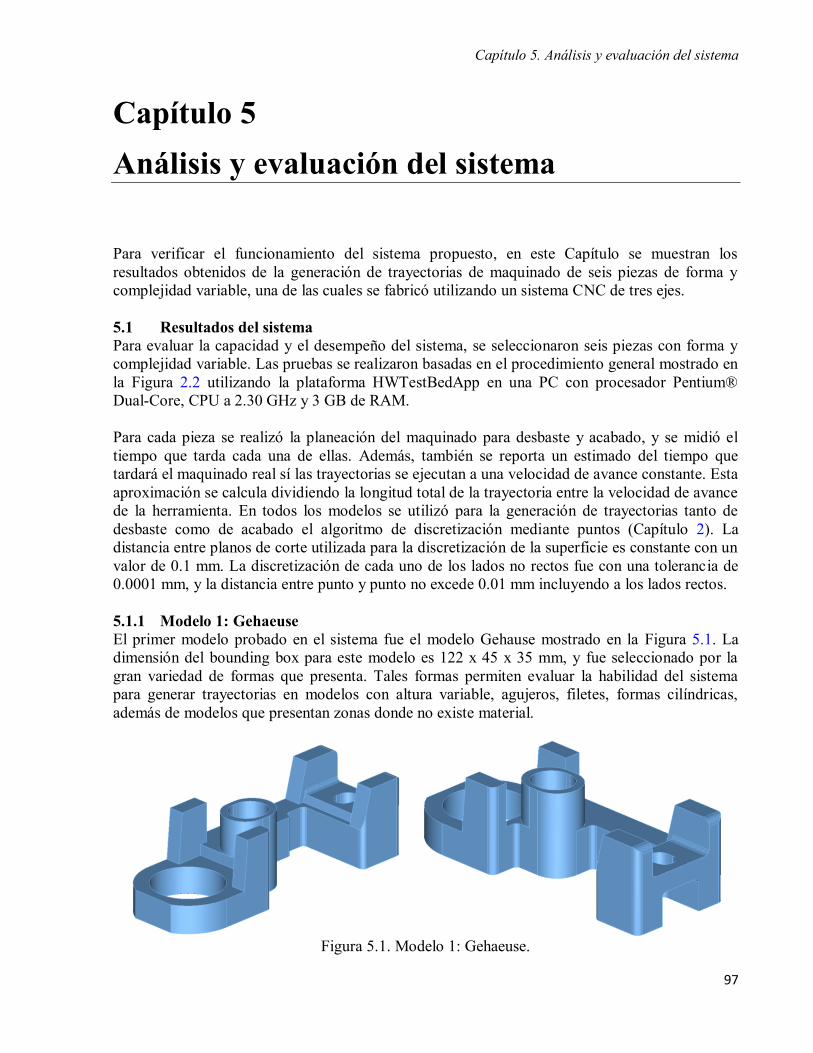
Capítulo 5. Análisis y evaluación del sistema
97
Capítulo 5. Análisis y evaluación del sistema
Análisis y evaluación del sistema
Para verificar el funcionamiento del sistema propuesto, en este Capítulo se muestran los
resultados obtenidos de la generación de trayectorias de maquinado de seis piezas de forma y
complejidad variable, una de las cuales se fabricó utilizando un sistema CNC de tres ejes.
5.1 Resultados del sistema
Para evaluar la capacidad y el desempeño del sistema, se seleccionaron seis piezas con forma y
complejidad variable. Las pruebas se realizaron basadas en el procedimiento general mostrado en
la Figura 2.2 utilizando la plataforma HWTestBedApp en una PC con procesador Pentium®
Dual-Core, CPU a 2.30 GHz y 3 GB de RAM.
Para cada pieza se realizó la planeación del maquinado para desbaste y acabado, y se midió el
tiempo que tarda cada una de ellas. Además, también se reporta un estimado del tiempo que
tardará el maquinado real sí las trayectorias se ejecutan a una velocidad de avance constante. Esta
aproximación se calcula dividiendo la longitud total de la trayectoria entre la velocidad de avance
de la herramienta. En todos los modelos se utilizó para la generación de trayectorias tanto de
desbaste como de acabado el algoritmo de discretización mediante puntos (Capítulo 2). La
distancia entre planos de corte utilizada para la discretización de la superficie es constante con un
valor de 0.1 mm. La discretización de cada uno de los lados no rectos fue con una tolerancia de
0.0001 mm, y la distancia entre punto y punto no excede 0.01 mm incluyendo a los lados rectos.
5.1.1 Modelo 1: Gehaeuse
El primer modelo probado en el sistema fue el modelo Gehause mostrado en la Figura 5.1. La
dimensión del bounding box para este modelo es 122 x 45 x 35 mm, y fue seleccionado por la
gran variedad de formas que presenta. Tales formas permiten evaluar la habilidad del sistema
para generar trayectorias en modelos con altura variable, agujeros, filetes, formas cilíndricas,
además de modelos que presentan zonas donde no existe material.
Figura 5.1. Modelo 1: Gehaeuse.

Capítulo 5. Análisis y evaluación del sistema
98
Desbaste
La materia prima para el modelo Gehaeuse consiste de una forma aproximada, (Figura 5.2), que
es el resultado típico de una proceso de forja, inyección de plásticos o bien algún proceso de
Prototipado Rápido. La dimensión del bounding box del modelo de la materia prima es de 130 x
54 x 44 mm. Los parámetros utilizados para la generación de trayectorias de la herramienta se
muestran en la Tabla 5.1a. La trayectoria de herramienta generada por el sistema contiene 1 348
segmentos con una longitud de 20 844 mm, y el tiempo de maquinado aproximado es de 1hr
44min 13s. El tiempo total de ejecución fue de 276.172 s, distribuido de acuerdo a la Tabla 5.1b.
(a)
(b)
Figura 5.2. Materia prima para el modelo Gehaeuse: a) forma aproximada, y b) materia prima y
modelo.
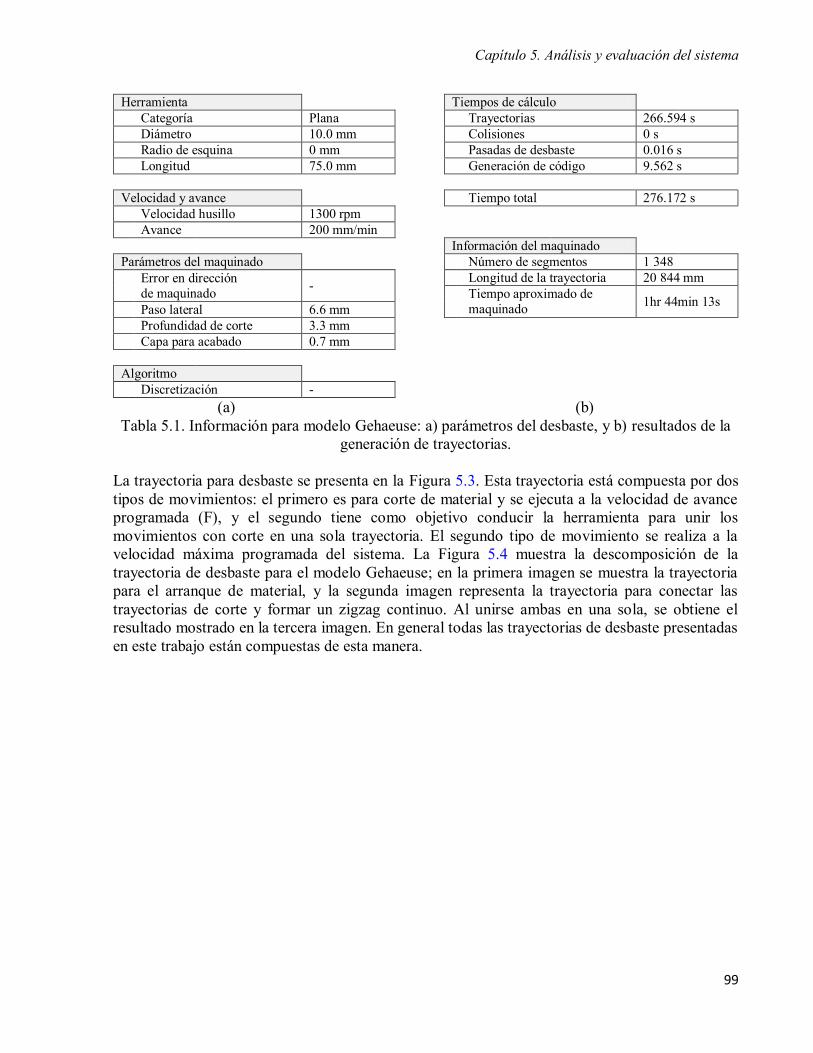
Capítulo 5. Análisis y evaluación del sistema
99
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 266.594 s
Diámetro 10.0 mm Colisiones 0 s
Radio de esquina 0 mm Pasadas de desbaste 0.016 s
Longitud 75.0 mm Generación de código 9.562 s
Velocidad y avance Tiempo total 276.172 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 1 348
Error en dirección
de maquinado -
Longitud de la trayectoria 20 844 mm
Tiempo aproximado de
maquinado 1hr 44min 13s
Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.1. Información para modelo Gehaeuse: a) parámetros del desbaste, y b) resultados de la
generación de trayectorias.
La trayectoria para desbaste se presenta en la Figura 5.3. Esta trayectoria está compuesta por dos
tipos de movimientos: el primero es para corte de material y se ejecuta a la velocidad de avance
programada (F), y el segundo tiene como objetivo conducir la herramienta para unir los
movimientos con corte en una sola trayectoria. El segundo tipo de movimiento se realiza a la
velocidad máxima programada del sistema. La Figura 5.4 muestra la descomposición de la
trayectoria de desbaste para el modelo Gehaeuse; en la primera imagen se muestra la trayectoria
para el arranque de material, y la segunda imagen representa la trayectoria para conectar las
trayectorias de corte y formar un zigzag continuo. Al unirse ambas en una sola, se obtiene el
resultado mostrado en la tercera imagen. En general todas las trayectorias de desbaste presentadas
en este trabajo están compuestas de esta manera.

Capítulo 5. Análisis y evaluación del sistema
100
Figura 5.3. Trayectorias para desbaste de modelo Gehaeuse.
Figura 5.4. Descomposición de la trayectoria de desbaste para el modelo Gehaeuse.
Movimiento con corte Movimiento rápido
Trayectoria final

Capítulo 5. Análisis y evaluación del sistema
101
Acabado
Las trayectorias de acabado se generan directamente sobre el modelo final de acuerdo a los
parámetros presentados en la Tabla 5.2a. El resultado muestra que el número de segmentos
generados fue de 8 218 con una longitud total de la trayectoria de 26 306 mm. El tiempo
estimado de maquinado fue de 2hr 11min 32s. El tiempo que tardó el sistema en la ejecución del
proceso completo fue de 805.453 s distribuidos de acuerdo a la Tabla 5.2b. El tiempo de cálculo
de las colisiones es cero porque la herramienta tiene una longitud mayor al bounding box del
modelo en la dirección de Z y por tanto no existe posibilidad de colisión. En el caso del cálculo
de las pasadas el tiempo de cálculo también es cero debido a que solo aplica para desbaste.
Finalmente la trayectoria para acabado se muestra en la Figura 5.5.
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 802.656 s
Diámetro 6.35 mm Colisiones 0 s
Radio de esquina 3.175 mm Pasadas de desbaste 0 s
Longitud 75.0 mm Generación de código 2.797 s
Velocidad y avance Tiempo total 805.453 s
Velocidad husillo 1 300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 8 218
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 26 306 mm
Tiempo aproximado de
maquinado 2hr 11min
32s Paso lateral 0.5 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.2. Información de modelo Gehaeuse: a) parámetros del acabado, b) resultados de la
generación de trayectorias.
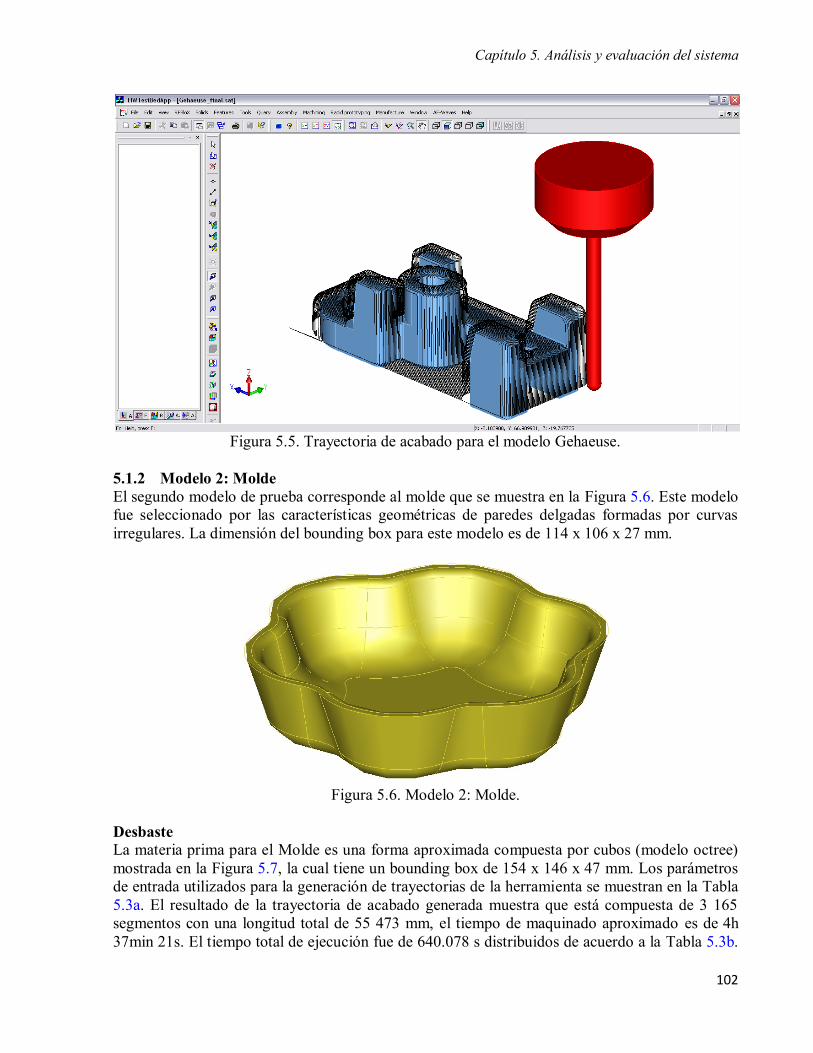
Capítulo 5. Análisis y evaluación del sistema
102
Figura 5.5. Trayectoria de acabado para el modelo Gehaeuse.
5.1.2 Modelo 2: Molde
El segundo modelo de prueba corresponde al molde que se muestra en la Figura 5.6. Este modelo
fue seleccionado por las características geométricas de paredes delgadas formadas por curvas
irregulares. La dimensión del bounding box para este modelo es de 114 x 106 x 27 mm.
Figura 5.6. Modelo 2: Molde.
Desbaste
La materia prima para el Molde es una forma aproximada compuesta por cubos (modelo octree)
mostrada en la Figura 5.7, la cual tiene un bounding box de 154 x 146 x 47 mm. Los parámetros
de entrada utilizados para la generación de trayectorias de la herramienta se muestran en la Tabla
5.3a. El resultado de la trayectoria de acabado generada muestra que está compuesta de 3 165
segmentos con una longitud total de 55 473 mm, el tiempo de maquinado aproximado es de 4h
37min 21s. El tiempo total de ejecución fue de 640.078 s distribuidos de acuerdo a la Tabla 5.3b.
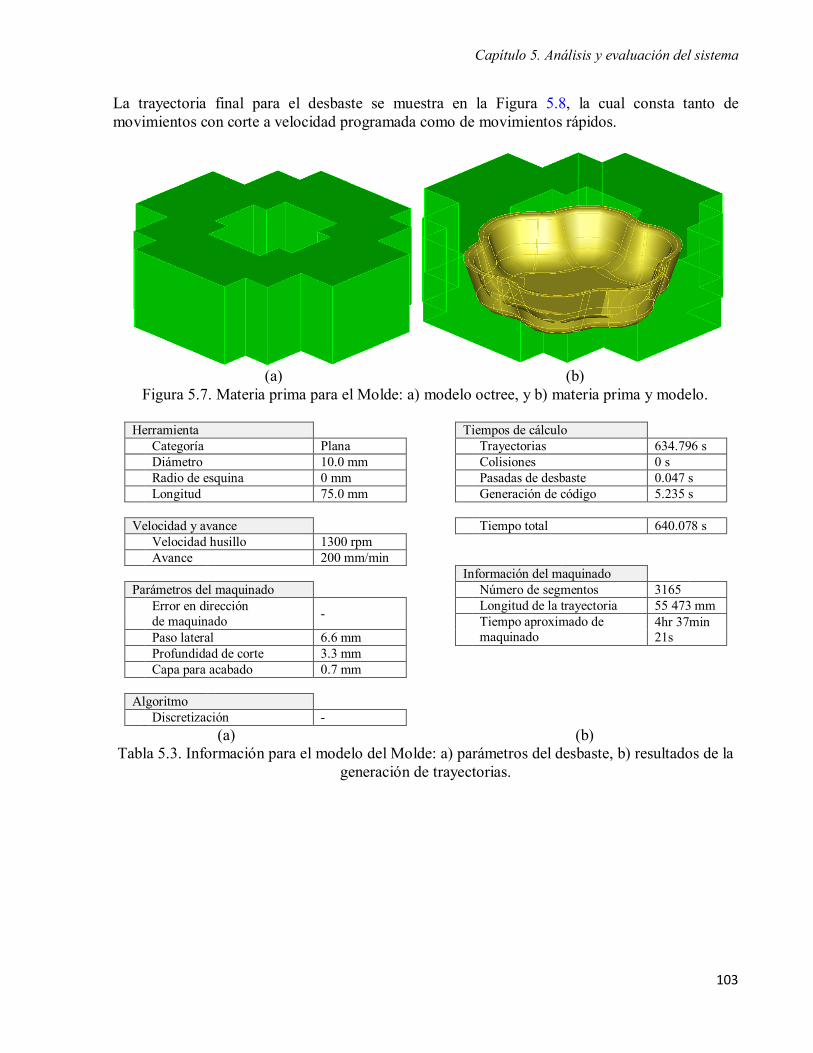
Capítulo 5. Análisis y evaluación del sistema
103
La trayectoria final para el desbaste se muestra en la Figura 5.8, la cual consta tanto de
movimientos con corte a velocidad programada como de movimientos rápidos.
(a) (b)
Figura 5.7. Materia prima para el Molde: a) modelo octree, y b) materia prima y modelo.
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 634.796 s
Diámetro 10.0 mm Colisiones 0 s
Radio de esquina 0 mm Pasadas de desbaste 0.047 s
Longitud 75.0 mm Generación de código 5.235 s
Velocidad y avance Tiempo total 640.078 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 3165
Error en dirección
de maquinado -
Longitud de la trayectoria 55 473 mm
Tiempo aproximado de
maquinado 4hr 37min
21s Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.3. Información para el modelo del Molde: a) parámetros del desbaste, b) resultados de la
generación de trayectorias.

Capítulo 5. Análisis y evaluación del sistema
104
Figura 5.8. Trayectorias de desbaste para el Molde.
Acabado
Para las trayectorias de acabado se utilizaron los parámetros presentados en la Tabla 5.4a. El
número de segmentos en la trayectoria fue de 27 276 con una longitud total de 42 492 mm, el
tiempo de maquinado aproximado para fabricar la pieza fue de 3hr 32min 27s. El tiempo total
que tardó el sistema en el cálculo de las trayectorias fue de de 590.859 s distribuidos de acuerdo a
la Tabla 5.4b. El resultado de las trayectorias se muestra en la Figura 5.9.
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 567.5 s
Diámetro 3.175 mm Colisiones 0 s
Radio de esquina 1.5875 mm Pasadas de desbaste 0 s
Longitud 75.0 mm Generación de código 23.359 s
Velocidad y avance Tiempo total 590.859 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 27 276
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 42 492 mm
Tiempo aproximado de
maquinado 3hr 32min
27s Paso lateral 0.25 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.4. Información para el modelo del Molde: a) parámetros del acabado, y b) resultados de
la generación de trayectorias.

Capítulo 5. Análisis y evaluación del sistema
105
Figura 5.9. Trayectorias de acabado para el Molde.
5.1.3 Modelo 3: Camión El tercer modelo probado fue un camión, Figura 5.10, con un bounding box de 123 x 62 x 62
mm. Este modelo es más complejo que los anteriores ya que contiene una gran variedad de
características geométricas tales como formas salientes (cantilever), cavidades, paredes delgadas
y detalles pequeños.
Figura 5.10. Modelo 3: Camión.
Desbaste
La materia prima corresponde a una forma aproximada por cubos (modelo octree), Figura 5.11,
con un bounding box de 156 x 92 x 73 mm. Se utilizaron los parámetros de maquinado mostrados
en la Tabla 5.5a para generar las trayectorias de desbaste. Los resultados muestran que la
trayectoria está compuesta de 2 919 segmentos con una longitud total de 56 670 mm, y que se

Capítulo 5. Análisis y evaluación del sistema
106
requiere un tiempo aproximado de 4hr 43min 20s para recorrerla a la velocidad de avance
programada. El tiempo total de ejecución fue de 421.515 s distribuido de acuerdo a la Tabla 5.5b.
Finalmente, la trayectoria de desbaste se muestra en la Figura 5.12.
Figura 5.11. Materia prima para el Camión.
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 410.375 s
Diámetro 10.0 mm Colisiones 0 s
Radio de esquina 0 mm Pasadas de desbaste 0.047 s
Longitud 75.0 mm Generación de código 11.093 s
Velocidad y avance Tiempo total 421.515 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 2 919
Error en dirección
de maquinado -
Longitud de la trayectoria 56 670 mm
Tiempo aproximado de
maquinado 4hr 43min
20s Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.5. Información para el modelo del Camión: a) parámetros de las trayectorias de
maquinado, b) resultados de la generación de las trayectorias para desbaste.

Capítulo 5. Análisis y evaluación del sistema
107
Figura 5.12. Trayectorias de desbaste para el modelo del Camión.
Acabado
Para el acabado se utilizaron los parámetros mostrados en la Tabla 5.6a. El número de segmentos
de la trayectoria fue de 22 770 con una longitud total de 30 341 mm, y un tiempo aproximado de
maquinado de 2hr 31min 42s. Para generar las trayectorias el sistema se tardó un tiempo total de
1 167.453 s distribuidos de acuerdo a la Tabla 5.6b. La trayectoria para acabado se presenta en la
Figura 5.13.
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 1 150.593 s
Diámetro 6.35 mm Colisiones 0 s
Radio de esquina 3.175 mm Pasadas de desbaste 0 s
Longitud 75.0 mm Generación de código 16.86 s
Velocidad y avance Tiempo total 1 167.453 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 22 770
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 30 341 mm
Tiempo aproximado de
maquinado 2hr 31min
42s Paso lateral 0.5 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.6. Información para el modelo del Camión: a) parámetros del acabado, y b) resultados de
la generación de trayectorias.

Capítulo 5. Análisis y evaluación del sistema
108
Figura 5.13. Trayectorias de acabado para el modelo del Camión.
5.1.4 Modelo 4: Sello El cuarto modelo probado fue un sello el cual tiene un bounding box de 110 x 130 x 95 mm,
Figura 5.14. El objetivo de utilizar este modelo es demostrar la capacidad del sistema para
generar trayectorias libres de colisiones entre el portaherramientas y la pieza de trabajo. El
modelo se eligió por tener una altura mayor a la longitud típica de una herramienta, lo cual obliga
a re-calcular las posiciones que presenten colisiones.
Figura 5.14. Modelo 4: Sello.
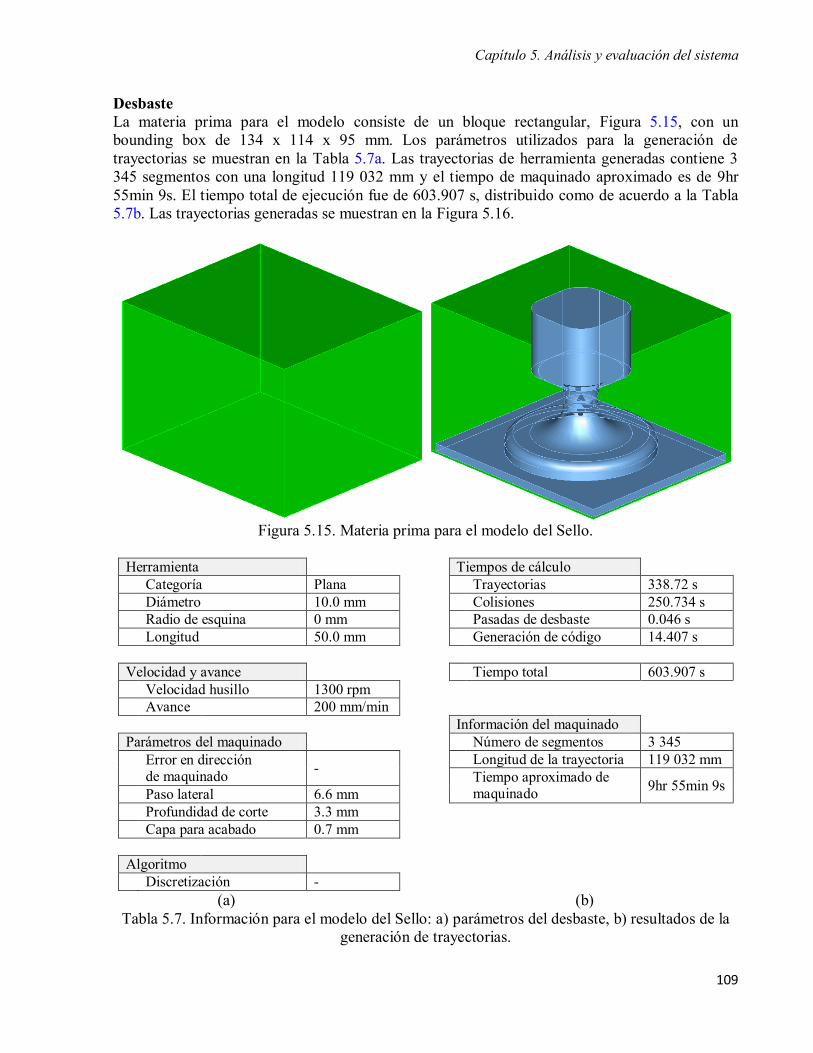
Capítulo 5. Análisis y evaluación del sistema
109
Desbaste
La materia prima para el modelo consiste de un bloque rectangular, Figura 5.15, con un
bounding box de 134 x 114 x 95 mm. Los parámetros utilizados para la generación de
trayectorias se muestran en la Tabla 5.7a. Las trayectorias de herramienta generadas contiene 3
345 segmentos con una longitud 119 032 mm y el tiempo de maquinado aproximado es de 9hr
55min 9s. El tiempo total de ejecución fue de 603.907 s, distribuido como de acuerdo a la Tabla
5.7b. Las trayectorias generadas se muestran en la Figura 5.16.
Figura 5.15. Materia prima para el modelo del Sello.
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 338.72 s
Diámetro 10.0 mm Colisiones 250.734 s
Radio de esquina 0 mm Pasadas de desbaste 0.046 s
Longitud 50.0 mm Generación de código 14.407 s
Velocidad y avance Tiempo total 603.907 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 3 345
Error en dirección de maquinado
- Longitud de la trayectoria 119 032 mm
Tiempo aproximado de maquinado
9hr 55min 9s Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.7. Información para el modelo del Sello: a) parámetros del desbaste, b) resultados de la
generación de trayectorias.

Capítulo 5. Análisis y evaluación del sistema
110
Figura 5.16. Trayectorias de desbaste para el modelo del Sello.
Acabado
Para la generación de las trayectorias de acabado se utilizaron los parámetros presentados en la
Tabla 5.8a. El número de segmentos fue de 6 478 con una longitud total de 27 265 mm. El
tiempo de maquinado aproximado fue de 2hr 16min 19s. El tiempo total de ejecución fue de 1
735.6 s distribuidos de acuerdo a la Tabla 5.8b. Las trayectorias de acabado se muestran en la
Figura 5.17, en donde se puede observar claramente como el algoritmo de colisiones re-calcula
las posiciones que presentan colisión, elevando dicha posición hasta que estén libres. En la Figura
5.17a se muestra la vista isométrica del modelo y las trayectorias, y en la Figura 5.17b se muestra
la vista lateral, donde se observa que las posiciones re-calculadas se encuentran lejos del modelo.
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 295.891 s
Diámetro 3.175 mm Colisiones 1 426.015 s
Radio de esquina 1.5875 mm Pasadas de desbaste 0 s
Longitud 50.0 mm Generación de código 13.656 s
Velocidad y avance Tiempo total 1 735.562 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 6 478
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 27 265 mm
Tiempo aproximado de
maquinado 2hr 16min
19s Paso lateral 1 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.8. Información para el modelo del Sello: a) parámetros del maquinado, b) resultados de la
generación de trayectorias.
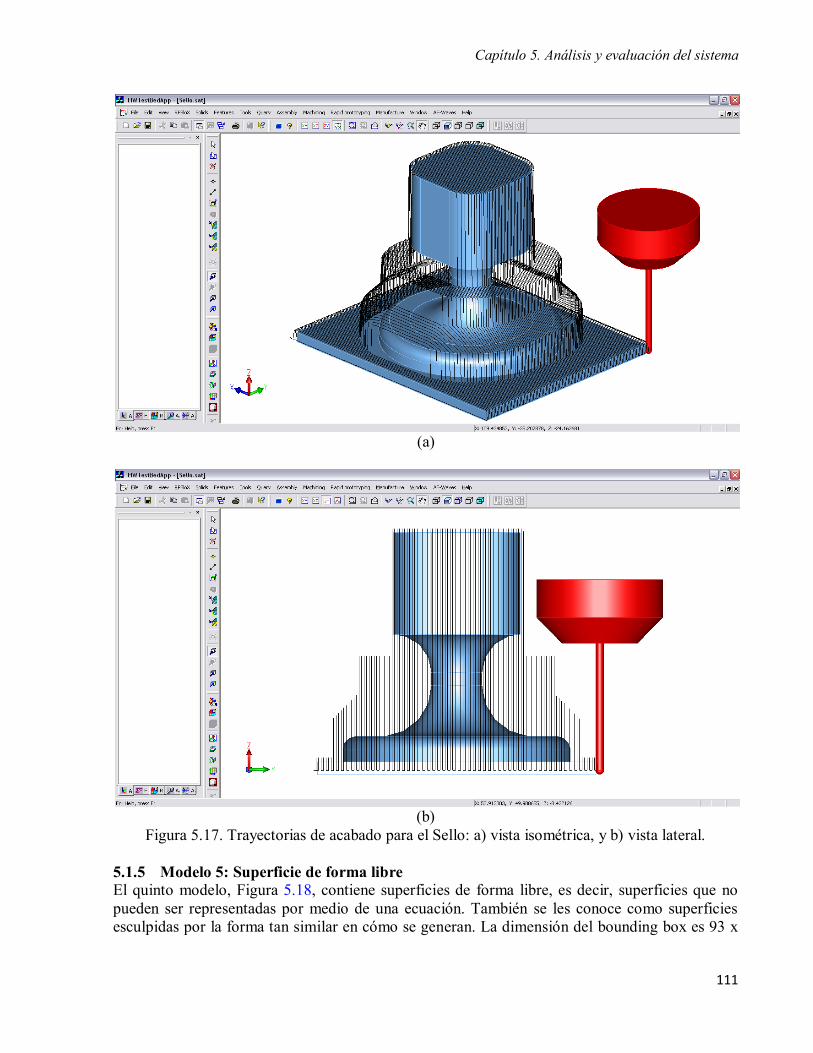
Capítulo 5. Análisis y evaluación del sistema
111
(a)
(b)
Figura 5.17. Trayectorias de acabado para el Sello: a) vista isométrica, y b) vista lateral.
5.1.5 Modelo 5: Superficie de forma libre El quinto modelo, Figura 5.18, contiene superficies de forma libre, es decir, superficies que no
pueden ser representadas por medio de una ecuación. También se les conoce como superficies
esculpidas por la forma tan similar en cómo se generan. La dimensión del bounding box es 93 x

Capítulo 5. Análisis y evaluación del sistema
112
80 x 42 mm y el objetivo de utilizar este modelo fue probar la habilidad del sistema para generar
las trayectorias en componentes con superficies de forma libre.
Figura 5.18. Modelo 5: Superficie de forma libre.
Desbaste
La materia prima consiste de un bloque de forma rectangular, Figura 5.19, con un bounding box
de 95 x 81 x 43 mm. Los parámetros para el desbaste se presentan en la Tabla 5.9a. El resultado
muestra que el desbaste está compuesto por 3 473 segmentos con una longitud total de 30 308
mm, además el tiempo de maquinado aproximado es de 2hr 31m 32s. La ejecución del proceso
completo fue de 198.92 s, distribuido de acuerdo a la Tabla 5.9b. La trayectoria final para el
desbaste se muestra en la Figura 5.20.
Figura 5.19. Materia prima para el modelo de superficie de forma libre.

Capítulo 5. Análisis y evaluación del sistema
113
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 195.175 s
Diámetro 10.0 mm Colisiones 0 s
Radio de esquina 0 mm Pasadas de desbaste 0.32 s
Longitud 75.0 mm Generación de código 3.125 s
Velocidad y avance Tiempo total 198.922 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 3 473
Error en dirección
de maquinado -
Longitud de la trayectoria 30 308 mm
Tiempo aproximado de
maquinado 2hr 31m
32s Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.9. Información para el modelo de superficie de forma libre: a) parámetros del desbaste, y
b) resultados de la generación de trayectorias.
Figura 5.20. Trayectorias de desbaste para el modelo de superficie de forma libre.
Acabado
Para la generación de las trayectorias de acabado se utilizaron los parámetros presentados en la
Tabla 5.10a. El número de segmentos fue de 33 882 y una longitud total de 24 625 mm. El
maquinado real tardaría 2hr 3min 7s. Finalmente el tiempo total de ejecución fue de 1089.61 s
distribuidos de acuerdo a la Tabla 5.10b.

Capítulo 5. Análisis y evaluación del sistema
114
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 1 086.57 s
Diámetro 6.35 mm Colisiones 0 s
Radio de esquina 3.175 mm Pasadas de desbaste 0 s
Longitud 75.0 mm Generación de código 3.453 s
Velocidad y avance Tiempo total 1 089.61 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 33 882
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 24 625 mm
Tiempo aproximado de
maquinado 2hr 3min 7s
Paso lateral 0.5 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.10. Información para el modelo de superficie de forma libre: a) parámetros del acabado,
y b) resultados de la generación de trayectorias.
Figura 5.21. Trayectorias de acabado para el modelo de superficie de forma libre.
5.1.6 Modelo 6: Trial
El último modelo utilizado fue el Trial, Figura 5.22, el cual tiene una dimensión del bounding
box de 120 x 40 x 30 mm. Este modelo fue seleccionado porque permite evaluar el sistema en
superficies curvas (esfera), superficies cilíndricas, paredes verticales y planos inclinados.
Capítulo 5. Análisis y evaluación del sistema
115
Figura 5.22. Modelo 6: Trial.
El modelo Trial también se maquinó para validar las trayectorias generadas por el sistema. Para
realizar el maquinado se utilizó una máquina CNC de la marca LEADWELL modelo MCV-550S
con un sistema de control Fanuc. El sistema utilizado es aproximadamente de los años 80, como
se puede observar en la Figura 5.23.
Figura 5.23. Sistema de fresado CNC utilizado para el maquinado del modelo Trial.
Desbaste
Para el modelo Trial se utilizó una materia prima de forma rectangular con un bounding box de
140 x 50 x 30 mm. En la Figura 5.24 se muestra la materia prima virtual y real utilizada para el
maquinado. El material utilizado para el maquinado real fue una resina comercial debido a que se
puede maquinar a altas velocidades sin que el equipo o herramienta sufran algún daño.

Capítulo 5. Análisis y evaluación del sistema
116
(a)
(b)
Figura 5.24. Materia prima para el modelo Trial: a) materia prima virtual, y b) materia prima real.
Los parámetros para el desbaste son los mostrados en la Tabla 5.11a. La herramienta real
utilizada para esta operación se muestra en la Figura 5.25.
Herramienta Tiempos de cálculo
Categoría Plana Trayectorias 133.868 s
Diámetro 10.0 mm Colisiones 0 s
Radio de esquina 0 mm Pasadas de desbaste 0.1 s
Longitud 75.0 mm Generación de código 1.032 s
Velocidad y avance Tiempo total 135 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 1 579
Error en dirección de maquinado
- Longitud de la trayectoria 17 797 mm
Tiempo aproximado de maquinado
1hr 25min 54s Paso lateral 6.6 mm
Profundidad de corte 3.3 mm
Capa para acabado 0.7 mm
Algoritmo
Discretización -
(a) (b)
Tabla 5.11. Información para el modelo Trial: a) parámetros del desbaste, b) resultados de la
generación de trayectorias.

Capítulo 5. Análisis y evaluación del sistema
117
Figura 5.25. Herramientas de corte plana para desbaste, 10mm.
Las trayectoria generada para el desbaste se muestra en la Figura 5.26, la cual está compuesta por
1 579 segmentos con una longitud total de 17 797 mm y un tiempo de maquinado aproximado de
1hr 25min 54s. El tiempo total de ejecución fue de 135 s, distribuidos de acuerdo a la Tabla
5.11b.
Figura 5.26. Trayectorias de desbaste para el modelo Trial.
Con la trayectoria generada en el sistema mostrada en la Figura 5.26 se realizó el maquinado real
de la pieza utilizando el código CNC generado. En la Figura 5.27 se muestran algunas fotografías
en secuencia tomadas durante el maquinado de desbaste. Cabe mencionar que por razones de
seguridad, el maquinado se realizó utilizando solo movimiento a velocidad programada (G1) con
el fin de actuar rápidamente en caso de algún error. Este ajuste no afecta para nada las

Capítulo 5. Análisis y evaluación del sistema
118
trayectorias, solamente que donde se ejecuta un movimiento rápido se sustituye por un
movimiento a velocidad programada.
(a) (b)
(c) (d)
(e) (f)
Figura 5.27. Maquinado de desbaste: a) materia prima, b) después de 3 capas de maquinado, c)
después de 4 capas de maquinado, d) después de penúltima capa de acabado, e) y f) después de la
remoción del efecto escalera, última capa de maquinado.
Acabado
Para el acabado se utilizaron los parámetros mostrados en la Tabla 5.12a. El número de
segmentos fue de 14 779 con una longitud total de 24 457 mm. De acuerdo al sistema, el tiempo

Capítulo 5. Análisis y evaluación del sistema
119
aproximado que tardará en maquinarse la pieza será de 2hr 2min 17s. El tiempo total de ejecución
fue de 950.05 s distribuidos de acuerdo a la Tabla 5.12b. La herramienta utilizada para el
maquinado real de acabado se muestra en la Figura 5.28.
Herramienta Tiempos de cálculo
Categoría Esférica Trayectorias 948.922 s
Diámetro 6.35 mm Colisiones 0 s
Radio de esquina 3.175 mm Pasadas de desbaste 0 s
Longitud 75.0 mm Generación de código 1.125 s
Velocidad y avance Tiempo total 950.047 s
Velocidad husillo 1300 rpm
Avance 200 mm/min
Información del maquinado
Parámetros del maquinado Número de segmentos 14 779
Error en dirección
de maquinado 0.05 mm
Longitud de la trayectoria 24 457 mm
Tiempo aproximado de
maquinado 2hr 2min
17s Paso lateral 0.4 mm
Profundidad de corte -
Capa para acabado -
Algoritmo
Discretización -
(a) (b)
Tabla 5.12. Información para el modelo Trial: a) parámetros del acabado, y b) resultados de la
generación de trayectorias.
Figura 5.28. Herramienta de punta de bola para acabado, 6.35mm.
Las trayectorias de acabado se muestran en la Figura 5.29. El código generado a partir de esta
trayectoria fue utilizado para el maquinado real de acabado. Cabe mencionar que el código que se
genera es para ser utilizado directamente en máquinas con control Fanuc, por lo que no se generó
ningún error al correr el maquinado en el sistema CNC. La secuencia del maquinado de acabado
se muestra a través de las fotografías mostradas en la Figura 5.30.

Capítulo 5. Análisis y evaluación del sistema
120
Figura 5.29. Trayectorias de acabado para el modelo Trial.
(a) (b)
(c) (d)

Capítulo 5. Análisis y evaluación del sistema
121
(e) (f)
(g) (h)
Figura 5.30. Etapas durante el maquinado de acabado: a) y b) después de un cuarto de modelo
maquinado, c) y d) después de la mitad del modelo maquinado, e) y f) después de tres cuarto de
modelo maquinado, g) y h) modelo completamente maquinado.
Medición
Finalmente para validar el maquinado y las tolerancias establecidas durante la generación de las
trayectorias, se realizó la medición geométrica de la pieza maquinada. La Figura 5.31 muestra la
máquina de medición por coordenadas (MMC) de la marca ZEISS modelo Vista 1620-14 DCC
utilizada para realizar dichas mediciones.
Figura 5.31. Máquina de medición por coordenadas.

Capítulo 5. Análisis y evaluación del sistema
122
Para comparar las dimensiones finales de la pieza maquinada con las del modelo CAD original,
se realizó la Tabla 5.13, donde la primera columna representa la característica a medir (Figura
5.32), la segunda la dimensión teórica obtenida directamente del modelo virtual, la tercera
contiene las dimensiones obtenidas de la medición, y la última muestra el error entre lo teórico y
lo real. Recordando que la tolerancia especificada fue de 0.05mm, se puede observar que la altura
del cilindro es el menor error debido a que en el maquinado de planos horizontales se puede
controlar mejor el error. En el caso del diámetro interior, diámetro exterior y diámetro de la
esfera, el error es un poco mayor al doble de la tolerancia especificada error, lo cual se puede
explicar teniendo en cuenta que la tolerancia fue de 0.05 mm para la superficie; sin embargo, en
las características mencionadas son dos lados maquinados los que se midieron, es decir, la
tolerancia de 0.05 mm por cada lado, lo cual lleva a que el error máximo esperado sería del doble
de este valor (0.1 mm). Finalmente el error en la distancia entre el centro de la esfera y el cilindro
es muy bajo debido a que la superficie está cubierta por un error casi constante, por lo tanto los
centros se mantienen muy cerca de las posiciones del modelo virtual.
Característica Dimensión teórica Dimensión real Error
Altura cilindro (h) 15.000 mm 15.0652 mm 0.0652 mm
Diámetro interior cilindro ( 20.000 mm 20.1348 mm 0.1348 mm
Diámetro exterior cilindro ( ) 30.000 mm 29.8736 mm 0.1264 mm
Diámetro esfera ( 30.000 mm 29.8790 mm 0.1210 mm
Ángulo entre planos ( ) 159.4439º 159.5207º 0.0768º
Distancia cilindro-esfera ( ) 40.000 mm 40.0220 mm 0.0220 mm
Tabla 5.13. Análisis de dimensiones medidas y reales.
Figura 5.32. Características medidas en el modelo Trial.
En resumen el máximo error medido en el modelo fue de 0.1348 mm, considerando dos
superficies maquinadas. Si el error se divide entre dos se obtiene un error de 0.0674 mm para
cada una de las superficies maquinadas. La tolerancia especificada fue de 0.05 mm para el
modelo, por lo cual el error de maquinado final se obtiene de la diferencia del máximo error
obtenido para la superficie (0.0674 mm) y la tolerancia especificada (0.05 mm), dando como
resultado un error final de 0.0174 mm. Este error se puede explicar considerando la suma del
error generado durante el cálculo de las trayectorias de herramienta, el error debido a la
antigüedad de la máquina CNC (cuya precisión no está garantizada debido a factores como el

Capítulo 5. Análisis y evaluación del sistema
123
desgaste de los elementos mecánicos) y del error generado durante la medición debido a la
cantidad de datos sensados, capacidad de la maquina MMC y la habilidad del operador. En la
Figura 5.32 se pueden observar diferentes posiciones para la toma de datos a partir de los cuales
se obtuvieron las medidas de interés.
Figura 5.33. Registro de datos en la máquina de medición por coordenadas (MMC).
5.2 Discusión
La generación de trayectorias de herramienta para el maquinado de modelos 3D a partir de
formas aproximadas y rectangulares fue posible. La habilidad y desempeño del sistema se probó
mediante la generación de trayectorias de herramienta para seis modelos de geometría y
complejidad variable. Los resultados obtenidos se resumen en la Tabla 5.14 y se discuten en las
siguientes secciones.
5.2.1 Trayectorias de herramienta
Los resultados de las trayectorias de herramienta muestran que la discretización se realizó de
manera adecuada de acuerdo a la calidad de la aproximación de la superficie especificada. La
distancia entre planos de discretización fue de 0.1 mm para todos los modelos, lo que significa
que para modelos con cambios de dirección suaves como el modelo de superficie de forma libre
(Spline), las trayectorias se generan con el error dentro de la tolerancia programada debido a que
la mayor pendiente es menor a 60 grados y la herramienta remueve material con la parte esférica,
Figura 5.34a. Sin embargo, para modelos con superficies verticales como el Gehaeuse, Trial y
Truck, el máximo error con el que se generan las trayectorias es el valor del paso entre planos,
como se muestra en la Figura 5.34b, donde se observa que esta zona es maquinada por el cuerpo
de la herramienta y no por la parte esférica de corte, teniendo una máxima penetración igual al
valor de la distancia entre planos de discretización.

Capítulo 5. Análisis y evaluación del sistema
124
Proceso Operación
Modelo
Gehaeuse Molde Camión Sello
Superficie
forma
libre
Trial
Bounding box
(mm) - 122x45x35 114x106x27 123x62x62 110x130x95 93x80x42 120x40x30
No. Planos de
discretización 450 1 060 620 1 300 800 400
Paso lateral
(mm)
Desbaste 6.6 6.6 6.6 6.6 6.6 6.6
Acabado 0.5 0.5 0.5 1 0.5 0.4
No. Planos de
cálculo de
trayectorias
Desbaste 7 17 10 20 13 7
Acabado 90 212 124 130 160 100
Diámetro
herramienta
(mm)
Desbaste 10 10 10 10 10 10
Acabado 6.35 3.175 6.35 3.175 6.35 6.35
Trayectorias (s) Desbaste 266.594 634.796 410.375 338.72 195.125 133.868
Acabado 802.656 567.5 1 150.5 295.891 1 086.57 948.622
Colisiones (s) Desbaste 0 0 0 250.734 0 0
Acabado 0 0 0 1 426.01 0 0
Pasadas (s) Desbaste 0.016 0.047 0.047 0.046 0.32 0.1
Acabado 0 0 0 0 0 0
Generación de
código (s)
Desbaste 9.562 5.235 11.093 14.407 3.125 1.032
Acabado 2.797 23.359 16.86 13.656 3.453 1.125
Tiempo total (s) Desbaste 276.172 640.078 421.515 603.907 198.922 135
Acabado 805.453 590.859 1 167.45 1 735.56 1 089.61 950.047
No. Segmentos Desbaste 1 348 3 165 2 919 3 345 3 473 1579
Acabado 8 218 27 276 22 770 6 478 33 882 14 779
Longitud de
trayectoria (mm)
Desbaste 20 844 55 473 56 670 119 032 30 308 17 797
Acabado 26 396 42 492 30 341 27 265 24 625 24 457
Tiempo
promedio por
plano de
trayectoria (s)
Desbaste 38.08 37.34 41.035 16.936 15.01 19.124
Acabado 8.9184 2.677 9.278 2.276 6.80 9.48
Tabla 5.14. Resumen de resultados obtenidos de las pruebas.
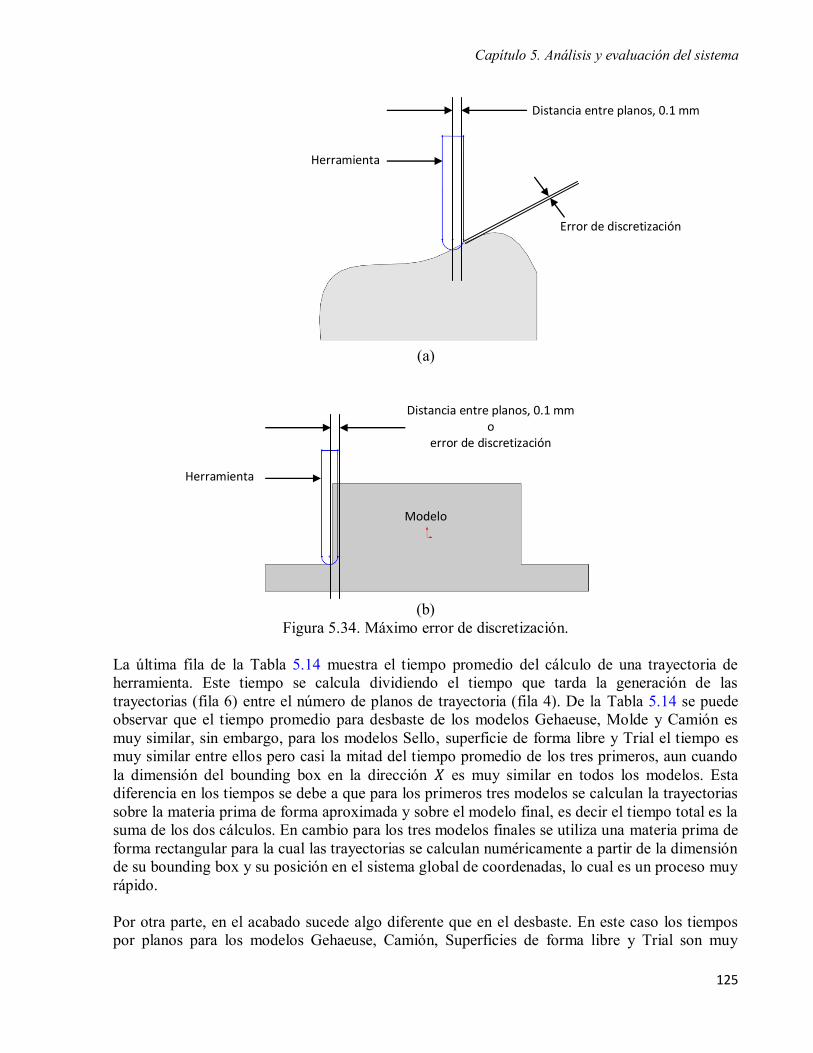
Capítulo 5. Análisis y evaluación del sistema
125
(a)
(b)
Figura 5.34. Máximo error de discretización.
La última fila de la Tabla 5.14 muestra el tiempo promedio del cálculo de una trayectoria de
herramienta. Este tiempo se calcula dividiendo el tiempo que tarda la generación de las
trayectorias (fila 6) entre el número de planos de trayectoria (fila 4). De la Tabla 5.14 se puede
observar que el tiempo promedio para desbaste de los modelos Gehaeuse, Molde y Camión es
muy similar, sin embargo, para los modelos Sello, superficie de forma libre y Trial el tiempo es
muy similar entre ellos pero casi la mitad del tiempo promedio de los tres primeros, aun cuando
la dimensión del bounding box en la dirección es muy similar en todos los modelos. Esta
diferencia en los tiempos se debe a que para los primeros tres modelos se calculan la trayectorias
sobre la materia prima de forma aproximada y sobre el modelo final, es decir el tiempo total es la
suma de los dos cálculos. En cambio para los tres modelos finales se utiliza una materia prima de
forma rectangular para la cual las trayectorias se calculan numéricamente a partir de la dimensión
de su bounding box y su posición en el sistema global de coordenadas, lo cual es un proceso muy
rápido.
Por otra parte, en el acabado sucede algo diferente que en el desbaste. En este caso los tiempos
por planos para los modelos Gehaeuse, Camión, Superficies de forma libre y Trial son muy
Distancia entre planos, 0.1 mm
Herramienta
Error de discretización
Modelo
Distancia entre planos, 0.1 mm o
error de discretización
Herramienta
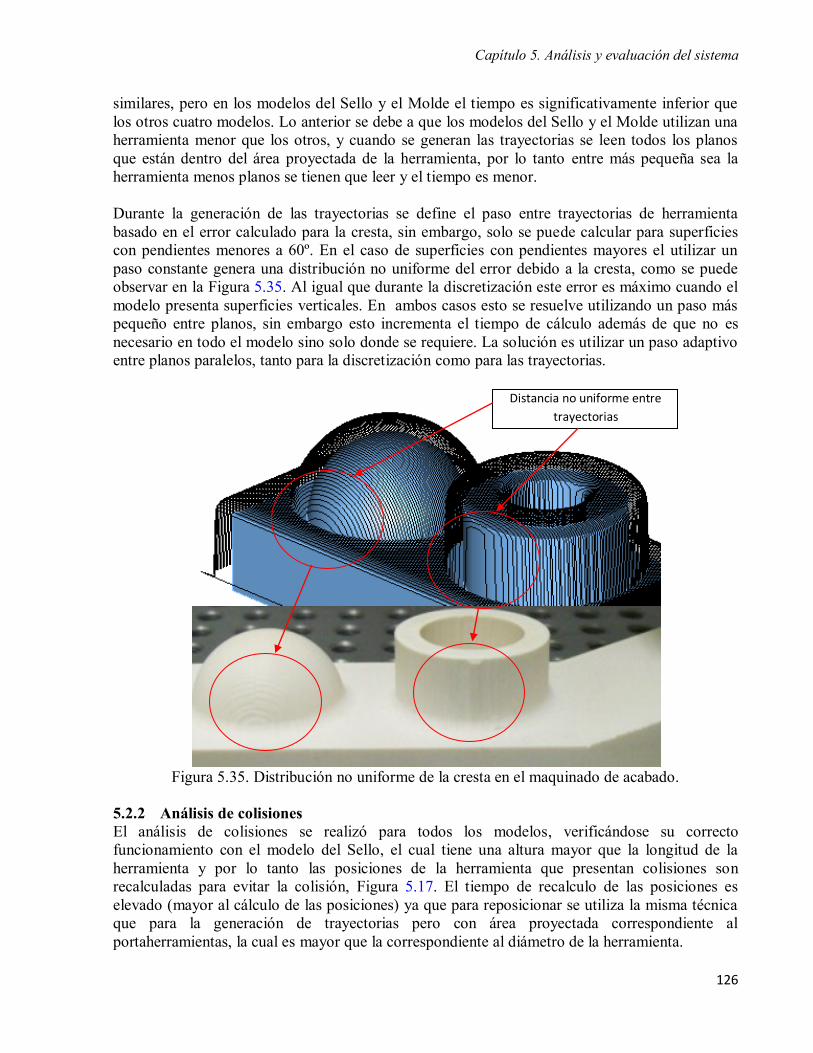
Capítulo 5. Análisis y evaluación del sistema
126
similares, pero en los modelos del Sello y el Molde el tiempo es significativamente inferior que
los otros cuatro modelos. Lo anterior se debe a que los modelos del Sello y el Molde utilizan una
herramienta menor que los otros, y cuando se generan las trayectorias se leen todos los planos
que están dentro del área proyectada de la herramienta, por lo tanto entre más pequeña sea la
herramienta menos planos se tienen que leer y el tiempo es menor.
Durante la generación de las trayectorias se define el paso entre trayectorias de herramienta
basado en el error calculado para la cresta, sin embargo, solo se puede calcular para superficies
con pendientes menores a 60º. En el caso de superficies con pendientes mayores el utilizar un
paso constante genera una distribución no uniforme del error debido a la cresta, como se puede
observar en la Figura 5.35. Al igual que durante la discretización este error es máximo cuando el
modelo presenta superficies verticales. En ambos casos esto se resuelve utilizando un paso más
pequeño entre planos, sin embargo esto incrementa el tiempo de cálculo además de que no es
necesario en todo el modelo sino solo donde se requiere. La solución es utilizar un paso adaptivo
entre planos paralelos, tanto para la discretización como para las trayectorias.
Figura 5.35. Distribución no uniforme de la cresta en el maquinado de acabado.
5.2.2 Análisis de colisiones
El análisis de colisiones se realizó para todos los modelos, verificándose su correcto
funcionamiento con el modelo del Sello, el cual tiene una altura mayor que la longitud de la
herramienta y por lo tanto las posiciones de la herramienta que presentan colisiones son
recalculadas para evitar la colisión, Figura 5.17. El tiempo de recalculo de las posiciones es
elevado (mayor al cálculo de las posiciones) ya que para reposicionar se utiliza la misma técnica
que para la generación de trayectorias pero con área proyectada correspondiente al
portaherramientas, la cual es mayor que la correspondiente al diámetro de la herramienta.
Distancia no uniforme entre
trayectorias
Capítulo 5. Análisis y evaluación del sistema
127
5.2.3 Generación de pasadas de herramienta (desbaste)
Las pasadas de desbaste calculadas para la herramienta funcionaron de manera correcta en todos
los modelos; en ninguno caso se presentaron trayectorias que interfirieran con el material de la
pieza final. Además de esto, se logró eliminar el efecto escalera que se obtiene como resultado
del maquinado en capas, incluyendo como pasada de desbaste final la trayectoria que se calcula
inicialmente para el desbaste y a partir de la cual se calculan las pasadas. Aunque se define una
capa de acabado de un valor definido, dicha capa no es constante debido a factores como las
distancia entre trayectorias paralelas y paso en la dirección de maquinado, dejando una especie de
marcas en surcos; sin embargo se mantiene la condición de no remover material que forma parte
de la pieza final.
Por otro lado, se puede observar en los resultados de la Tabla 5.14 que el tiempo de cálculo de las
pasadas de desbaste es muy bajo comparado con las demás funciones. Esto se debe a que el
algoritmo es completamente numérico y está basado en la intersección de líneas. El tiempo
máximo para la generación de las pasadas correspondió al modelo con superficie de forma libre
debido a que contiene el mayor número de segmentos.
5.2.4 Código de maquinado
El código de maquinado generado utiliza solo interpolación lineal con movimientos a velocidad
programada (G01) y movimientos con velocidad máxima (G00). En los modelos utilizados el
código de maquinado se generó de manera correcta, verificándose mediante el maquinado real
del modelo Trial. El código generado está escrito para controles Fanuc. Para el modelo Trial
solamente se utilizaron movimientos con velocidad programada (G01), esto con el fin de actuar
rápidamente en caso de algún error del programa o código CNC durante la ejecución.
El código de maquinado generado en el sistema es genérico para máquinas CNC con control
Fanuc, por lo que es necesario realizar algunos ajustes al código según la máquina utilizada. Uno
de estos ajustes fue el cambio de la posición de la herramienta, ya que por default está
programado para utilizar la herramienta ubicada en la posición 1, H1, y en el caso particular de la
máquina utilizada la herramienta se colocó en la posición número 6 (H6), y previamente se le
asociaron los valores de compensación del radio y longitud de la herramienta a dicha posición.
Otro ajuste fue la configuración del cero pieza o coordenadas de trabajo para que coincidiera con
el utilizado en el programa propuesto, dichas coordenadas de trabajo se ubicaron en la posición
G57. Originalmente el código utiliza la posición de coordenadas de trabajo por el código G58,
por lo que se cambio por el G57 que es donde se guardaron las coordenadas de trabajo. Tanto la
velocidad de avance como el giro del husillo también se modificaron de acuerdo a la experiencia
de las personas que auxiliaron en el proceso de maquinado.
El tiempo estimado por el sistema para el maquinado de desbaste fue de 1hr 25min 54s y el
tiempo real de maquinado fue 47 min, prácticamente la mitad del tiempo estimado. Una de las
principales razones de esta diferencia es porque el tiempo estimado se calcula en base a una
velocidad de avance constante, sin embargo durante el maquinado la velocidad de avance se fue
modificando por medio del control manual del avance de acuerdo a experiencia de las personas
que auxiliaron en el maquinado. Por otro lado, el tiempo estimado de maquinado para el acabado
fue de 2hr 2min 17s, y el tiempo real de este maquinado fue 3hr 7min. A diferencia del desbaste,
en el acabado el tiempo real fue mayor al calculado. En esta operación la velocidad de avance no
se modificó manualmente, es decir, se utilizó la programada. En el caso particular del acabado la
Capítulo 5. Análisis y evaluación del sistema
128
esfera y las aristas del cilindro del modelo maquinado (Trial) están aproximadas por una gran
cantidad de segmentos lineales, por lo que el control de la máquina CNC tiene que calcular la
velocidad de los motores en cada dirección para que el movimiento resultante se ejecute a la
velocidad programada. Además, la máquina CNC se acelera y desacelera en cada segmento,
tardando más tiempo del calculado.
Finalmente la pieza maquinada se midió en una máquina de medición por coordenadas y se
obtuvo que el máximo error obtenido en el modelo fue de 0.0174 mm considerando la tolerancia
especificada. Las principales causas de este error pueden ser: el error de cálculo en la generación
de las trayectorias de la herramienta; la antigüedad de la máquina CNC y por consecuencia el
desgaste de los elementos mecánicos; el error generado durante la medición debido a la cantidad
de datos sensados, la capacidad de la máquina MMC y la habilidad del operador de la máquina.

Conclusiones
129
Conclusiones
Con el presente trabajo de tesis se logró desarrollar un sistema para la generación automática de
trayectorias de herramienta para el maquinado de piezas o componentes a partir de materia prima
con forma regular o con forma aproximada a la final (near net shape). Varios algoritmos para la
generación de trayectorias, tanto para maquinado de desbaste como maquinado de acabado,
fueron propuestos y evaluados, identificándose ventajas y desventajas de cada uno de ellos.
También se desarrolló el algoritmo para la generación del código CNC correspondiente a las
trayectorias de herramienta. La implementación de todos los algoritmos se realizó en la
plataforma HWTesBedApp, la cual está hecha en el lenguaje Visual C++ y utiliza ACIS® como
modelador geométrico. Para probar el sistema y evaluar su desempeño se seleccionaron seis
modelos de forma y complejidad variable, uno de los cuales se llevó hasta el maquinado real en
un sistema CNC. Los resultados demostraron que el sistema desarrollado es efectivo y por lo
tanto puede ser utilizado para la manufactura CNC de componentes a partir de formas regulares o
aproximadas de materia prima. Es importante mencionar que aun cuando el sistema desarrollado
considera la generación del código CNC, las trayectorias de maquinado pueden ser exportadas
para su uso en cualquier otra aplicación tal como prototipado rápido o sistemas robóticos.
Algunas de las conclusiones más relevantes de este trabajo se resumen a continuación:
a) Generación de trayectorias de herramienta
Se presentaron y desarrollaron tres métodos para el cálculo de las trayectorias de herramienta, los
cuales fueron:
1. Offset del modelo CAD
2. Posicionamiento por iteración
3. Discretización de la superficie
De la implementación y análisis de los tres métodos, se obtuvo que los dos primeros solo
funcionan para piezas sencillas, además de presentar la desventaja de tener un tiempo de
procesamiento muy elevado cuando el número de posiciones es grande. Esto se debe
principalmente a que ambos métodos están basados en operaciones booleanas. De la misma
manera, también presentan el inconveniente de solo poder ser utilizados con herramienta de punta
de bola. Ambos métodos resultaron ser opciones poco eficientes para el cálculo de las
trayectorias.
El tercer método está basado en la discretización de la superficie del modelo por medio de
puntos, a partir de los cuales se realiza el cálculo de las posiciones de la herramienta así como el
análisis de colisiones. Con este método el tiempo de cálculo para gran cantidad de posiciones es
bajo comparado con los dos primeros métodos. Además se logró la flexibilidad de utilizar tres
tipos de herramientas, punta de bola, plana y filete, con solamente cambiar un parámetro. La
funcionalidad del algoritmo se demostró mediante el cálculo de trayectorias tanto de desbaste
como de acabado de seis modelos diferentes. Los resultados se validaron mediante el maquinado
real de un componente utilizando las trayectorias calculadas con este método.

Conclusiones
130
b) Generación de pasadas de desbaste
La generación de pasadas de desbaste se basa en la intersección de segmentos de líneas rectas que
forma la trayectoria generada sobre el modelo y líneas horizontales que representan las pasadas.
El tiempo de procesamiento resultó muy bajo debido a que el proceso es completamente
numérico. Además de esto, se logró eliminar el efecto escalera que se obtiene como resultado del
maquinado en capas, incluyendo como pasada de desbaste final la trayectoria que se calcula
inicialmente para el desbaste y a partir de la cual se calculan las pasadas.
c) Análisis de colisiones
El algoritmo propuesto para el análisis de colisiones del portaherramientas se basa en
consideraciones geométricas simples, y no requiere operaciones booleanas las cuales tienen un
alto costo computacional. Al algoritmo se probó utilizando un modelo con una altura mayor a la
longitud de la herramienta. Los resultados mostraron que aquellas posiciones que presentan
colisión son recalculadas hasta obtener posiciones libres de colisiones. Sin embargo, el proceso
resulto más lento que la generación de posiciones de herramienta debido a que para cada posición
analizada se leen todos los puntos que estén dentro del área proyectada del diámetro del
portaherramientas.
d) Generación de código
A partir de las trayectorias de herramienta, desbaste y acabado, se logró la generación del código
CNC para el maquinado de las piezas. Para la validación de las trayectorias de herramienta y
código CNC, se realizo el maquinado real de un modelo a partir de una materia prima rectangular
y utilizando el programa CNC generado por el sistema desarrollado. De acuerdo a la máquina
CNC utilizada, se realizaron algunos ajustes al código generado: número de herramienta
utilizada, la selección adecuada del sistema de coordenadas, así como el cambio de formato
*.TXT y al formato *.NC. Con esto se demostró que el código CNC generado puede fácilmente
ser configurado para diferentes tipos de máquinas y controladores CNC.
e) Evaluación del sistema
El maquinado real de un modelo se realizó en un sistema CNC de tres ejes. Los resultados
obtenidos mostraron que las trayectorias se generan de manera correcta. Para verificar la calidad
de las trayectorias de herramienta generadas, se realizó la medición de la pieza utilizando una
Máquina de Medición por Coordenadas (MMC). Los resultados de dichas mediciones arrojaron
que el máximo error entre lo programado y lo real fue de 0.0174 mm. Se observó que en las
superficies que tienen una pendiente mayor a 60º el error se encuentra fuera de la tolerancia
especificada debido a la distribución no-uniforme de la cresta. Una posible solución a este
problema es seleccionar un paso entre trayectorias más pequeño para disminuir el error en dichas
superficies, sin embargo, en superficies con pendientes menores a 60º se incrementaría el
maquinado redundante volviéndose una solución ineficiente. Otra solución es utilizar un paso
adaptivo de acuerdo a la superficie donde se está generando la trayectoria. Finalmente es
importante mencionar que el error evaluado es el resultado de la suma de los errores a lo largo de
todos los procesos, que incluye la generación de trayectorias, el maquinado y los errores en la
medición.

Conclusiones
131
Trabajo futuro
Con el objetivo de mejorar la capacidad y desempeño en la generación de trayectorias de
herramienta, se identifican los siguientes puntos a desarrollar como trabajo futuro:
1) Optimización de los algoritmos para la generación de trayectorias. El algoritmo actual
tiene la desventaja de re-leer muchas veces los puntos para generar posiciones contiguas,
sobre todo cuando se utiliza un paso pequeño. Esto se traduce directamente en tiempo de
cómputo. El trabajo futuro considera la optimización de este algoritmo, a través de la
predicción de posiciones tomando en cuenta la forma de la superficie.
2) Adaptabilidad de la discretización y de las trayectorias en planos paralelos. Cuando se
presentan superficies con pendientes grandes, entre 60 y 90 grados, el error se maximiza
tanto para la discretización como para las trayectorias en la dirección perpendicular a la
del maquinado. Este problema puede disminuirse considerablemente o eliminarse
utilizando un algoritmo adaptivo en base al error generado en ambos casos.
3) Estrategias de maquinado en contornos. La estrategia de maquinado utilizada en este
trabajo fue zigzag bidireccional por ser la más sencilla de implementar; sin embargo, una
de las estrategias más utilizadas es la de contornos por tener un mejor desempeño. Por
tanto se considera su implementación como trabajo futuro.
4) Interpolación circular. Para disminuir el código de maquinado así como aumentar la
calidad de la superficie se pretende generar códigos de maquinado que utilicen además de
la interpolación lineal la interpolación circular.
5) En este trabajo solo se consideraron aspectos geométricos y cinemáticos del maquinado,
sin embargo, como trabajo futuro se considera el análisis de otros factores dinámicos y
mecánicos que afectan el acabado superficial y la precisión dimensional. Algunos de estos
factores son: desgaste de la herramienta y su compensación mediante la calibración
durante el proceso, vibraciones causadas durante el maquinado debido las fuerzas de corte
y longitud de la herramienta, dureza tanto del material de trabajo como de la herramienta
de corte, así como otros efectos dinámicos.

Referencias
132
Referencias
[1] D.T. Pham, R.S. Gault, “A Comparison of Rapid Prototyping Technologies”, International
Journal of Machine, Tools and Manufacture 38 (1997), pp. 1257-1287.
[2] H. Medellín, “Assembly-Based Rapid Production of Near Net Shape Components through
Octree Decomposition of 3D Models”, Doctoral’s thesis, Heriot-Watt University,
Edinburgh, UK, December 2005.
[3] Mikell P. Groover, “Fundamentals of Modern Manufacturing”, John Wiley and Sons, Inc,
1997.
[4] H. Medellín, J. Corney, J.B.C. Davis, T. Lim, J.M.Ritchie, “Rapid Prototyping Through
Octree Decomposition of 3D Geometric Models”, ASME 2004 Design Engineering
Technical Conferences and Computers and Information in Engineering Conference,
September 28 – October 4, 2004, Salt Lake City, Utah, USA.
[5] Kalpakjian, Schmid, “Manufactura, ingeniería y tecnología”, Prentice Hall, 2002.
[6] John A. Shey, “Procesos de manufactura”, McGraw-Hill, 2002.
[7] Peter Smid, “CNC Programming Handbook ; A Comprehensive Guide to Practical CNC
Programming”, Industrial Press Inc., Second Edition, 2003.
[8] Rotating tools: Milling, SandVik Coromant, 2012.
[9] Zixian Zhang, Maria Savchenko, Ichiro Hagiwara, Bingyin Ren, “3-Axis NC Tool Path
Generation and Machining Simulation for Subdivision Surface of Complex Models”,
International Journal of CAD/CAM 10(2010), pp. 1-9.
[10] Heo, E.Y., D.W. Kim, B.H. Kim, D.K. Jang, F.F. Chen, “Efficient rough-cut plan for
machining an impeller with a 5-axis NC machine.” International Journal of Computer
Integrated Manufacturing, 21(2008), pp. 971-983.
[11] Chuang, L.C., H.T. Young. “Integrated rough machining methodology for centrifugal
impeller manufacturing.” International Journal of Advanced Manufacturing Technology,
34 (2007), pp. 1062-1071.
[12] Dong-Soo Kim, Cha-Soo Jun, Sehyung Park, “Tool path generation for clean-up
machining by a curve-based approach”, Computer-Aided Design 37 (2005), pp. 967–973
[13] Yongfu Ren, Hong Tzong Yau, Yuan-Shin Lee, “Clean-up tool path generation by
contraction tool method for machining complex polyhedral models”, Computers in
Industry 54(2004), pp. 17-33.
[14] Choi Y. K., “Tool path generation and 3D tolerance analysis for free-form surfaces,
Doctoral’s thesis, Texas A&M University, may 2004.
[15] Loney GC, Ozsoy TM. “NC machining of free form surfaces”, Computer-Aided Desing,
19(1987), pp. 85-90.
[16] Daniel C.H. Yang, J.J. Chuang, Z. Han, S. Ding.,”Boundary-conformed toolpath
generation for trimmed free-form surfaces via Coons reparametrization”, Journal of
Materials Processing Technology, 138(2003), pp. 138-144.
[17] Choi JH, Kim JW, Kim K., “CNC tool path planning for multi-patch sculptured surfaces”,
International Journal of Prodcution Research 38(2000), pp.1677-1687.
[18] Elber G. Cohen E., “ Toolpath generation for freeform surface models”, Computer-Aided
Design 26(1994), pp. 490-496.

Referencias
133
[19] Lee SG., Kim HC, Yng MY., “Mesh-based tool path generation for constant scallop-
height machining”, International Journal of Advanced Manufacturing Technology,
37(2008), pp.15-22.
[20] Bobrow JE. “NC machine tool path generation from CSG part representations”,
Computer-Aided Design 17(1985), pp. 69-76.
[21] Huang Y. Oliver JH. “Non-constant parameter NC tool path generation on sculptured
surfaces” International Journal of Advanced Manufacturing Technology 9(1994), pp.281-
290.
[22] Faux I., Pratt MJ. “Computational geometry for design and manufacture” Chichester, UK:
Ellis Horwood, 1980.
[23] Choi BK, “Compound surface modelling and machining”, Computer-Aided Design
20(1988), pp. 127-136.
[24] Hwang JS. “Interference-free toolpath generation in the NC machining of parametric
compound surfaces”, Computer-Aided Design 24(1992), pp. 667-676.
[25] Dong Z. Li H. Vickers GW., “Optimal rough machining of sculptured parts on a CNC
milling machine”, Transaction of the ASME, Journal of Engineering for Industry
115(1993), pp. 424-431.
[26] Lee YS., Choi BK, Chang TC., “Cut distribution and cutter selection for sculptured
surface cavity machining”, international Journal of Production Research 30(1992),
pp.1447-1470.
[27] Li H, Dong Z, Vickers GW., “Optimal toolpath pattern identification for single island,
sculptured part rough machining using fuzzy pattern analysis”, Computer-Aided Design
26(1994), pp.787-795.
[28] Han ZL., Yang DCH., “Iso-phote based tool path generation for machining free-form
surfaces”, Journal of Manufacturing Science and Engineering, ASME Transaction1
121(1999), pp. 656-664.
[29] Suresh, K. Yang, D.C.H., “Constant scallop-height machining on free-form surface”,
ASME journal of Engineering for Industry, 116(1994), pp. 253-259.
[30] Lin, R.S., Koren, Y., “Efficient tool-path planning for machining free-form surfaces,
Transaction of the ASME- Journal of Engineering for industry, 118(1996), pp. 20-28.
[31] Feng, H.Y., Li, H., “Constant scallop-height tool path generation for three-axis sculptured
surface machining”, Computer-Aided Design, 34(2002), pp. 647-654.
[32] Yoon, J.H., “Fast tool path generation by scallop-height method for ball-end milling of
sculptured surfaces”, International Journal of Production Research, 43(2005), pp. 4989-
4998.
[33] Choi B., Jerrard R., “Sculptured Surface Machining: Theory and Applications”, Kluwer
Academic Publishers, 1998.
[34] Tao Chen, Zhiliang Shi, “A tool path generation strategy for three-axis ball-end milling of
free-form surfaces”, Journal of Materials Processing Technology, 208(2008), pp. 259-263.
[35] Vivek Pal Singh, “Tool Path Planning for 3-axis NC-milling Lathe and 3-axis NC-vertical
Milling for Sculptured Surfaces Machining Using Triangular Mesh Offset”, Master’s
thesis, Mechanical Engineering Department, Thapar University Patiala, 2009.
[36] Kondo, T., Kishinami, T., Saito, K. “Machining system based on Inverse Offset Method",
Journal of Japan Society of Precision Engineering 54(1988), pp. 971-976.
[37] F. Eugenio López G., Rafael Colás O., Francisco Ramírez C., Klaus Rall, “Generación de
código de maquinado en 3D para modelos basados en mallas”, Ingenierías 4(2001), pp.
13-20.

Referencias
134
[38] Maqsood Ahmed Khan, “Piecewise Arc-Length parameterized NURBS Tool Paths
Generation for 3-Axis CNC Machining of Accurate, Smooth Sculptured Surfaces”,
Doctoral’s thesis, Concordia University Montreal Quebec, Canada, 2010.
[39] D.C.H. Yang, Z. Han, “Interference detection and optimal tool selection in 3-axis NC
machining of free-form surfaces” Computer-Aided Design 31 (1999), pp. 303-315.
[40] Wright P. K., Dornfeld D., Sundararajan V., Mishra D., “Tool Path Generation for Finish
Machining of Freeform Surfaces in the Cybercut Process Planning Pipeline”, Transactions
of the North American Mfg. Research Institution of SME 2004, 32 (2004), pp. 159-166.
[41] Kim B. H., Choi B. K., “Machining efficiency comparison direction-parallel tool path
with countour-parallel tool path”, Computer-Aided Design 34 (2002), pp. 89-95.
[42] Lasemi A., Xue D., Gu P., “Recent development in CNC machining of freeform surfaces:
A state-of-the-art review” Computer-Aided Design, 42 (2010), pp. 641-654.
[43] B. K. Choi, C. S. Jun, “Ball-end cutter interference avoidance in NC machining of
sculptured surface”, Computer-Aided Design, 21 (1989), pp. 371-378.
[44] Y. S. Suh and K. Lee, “NC milling tool path generation for arbitrary pockets defined by
sculptured surfaces”, Computer-Aided Design, 22 (1990), pp. 273-284.
[45] S. Ding, M. A. Mannan, A. N. Poo, D.C.H. Yang, Z. Han, “Adaptive iso-planar tool path
generation for machining of free-form surfaces”, Computer-Aided design 35 (2003), pp.
141-153.
[46] Lai J. Y., Wang D. J., “A strategy for finish cutting path generation of compund surfaces”,
Computers in Industry, 25 (1994), pp. 189-209.
[47] Frank, M., Joshi, S. B., Wysk, R. A., “CNC-RP: A Technique for Using CNC Machining
as a Rapid Prototyping Tool in Product/Process Development”, Proceedings of the 11th
Annual Industrial Engineering Research Conference, Orlando, Florida, May 2002, pp.19-
22.
[48] Dragan M., Milos G., Nikola S.,Zoran D., Sasa Z., Branko K., Ljubodrag T.,
“Reconfigurable Robotic Machining Sytem Controlled and Programmed in a Machine
Tool Manner”, Springer-Verlag London Limited 2010. September 2010..
[49] Choi Y. K., “Tool path generation and 3D tolerance analysis for free-form surfaces,
Doctoral’s thesis, Texas A&M University, may 2004.
[50] Kai Tang, Shuo-Yan Chou and Lin-Lin Chen, “An algorithm for reducing tool retraction
in zigzag pocket machining”, Computer-Aided Design 30 (1998), pp. 123-129.
[51] Misra, D., Sundararajan, V., Wright, P. K., “Zig-Zag Tool Path Generation for Sculptured
Surface Finishing”, Dimacs Series in Discrete Mathematics and Theoretical Computer
Science 67 (2005), pp. 265-280.
[52] Ren, Lan, Ajay Panackal Padathu, Ruan, Jianzhong, Sparks, Todd and Liou, Frank W.,
“Three dimensional die repair using a hybrid manufacturing system,” Proceedings of the
Seventeenth Annual Solid Freeform Fabrication Symposium, Austin, TX, August 14-16,
2006.
[53] F. Eugenio López G., Rafael Colás O., Francisco Ramírez C., Klaus Rall, “Generación de
código de maquinado en 3D para modelos basados en mallas”, Ingenierías 4 (2001), pp.
13-20.
[54] W.C. Tse, Y.H. Chen, “A robotic system for rapid prototyping”, proceedings 1997 IEEE
International Conference on Robotics and Automation, Albuquerque, New Mexico, April
1997.
[55] Circle through three points. Año de consulta 2012. http://shuisman.com/?p=361.

Referencias
135
[56] D'Souza RM, Sequin C, Wright PK, “Automated tool sequence selection for 3-axis
machining of free-form pockets” Computer-Aided Design 36 (2004), pp. 595-605.
[57] Lee YS, Choi BK, Chang TC, “Cut distribution and cutter selection for sculptured surface
cavity machining”, International Journal of Production Research 30 (1992), pp. 1447
1470.
[58] Wang Y, Ma HJ, Gao CH, Xu HG, Zhou XH, “A computer aided tool selection system for
3D die/mould-cavity NC machining using both a heuristic and analytical approach”,
International Journal of Computer Integrated Manufacturing 18 (2005), pp. 686-701.
[59] Peter Smid, “Fanuc CNC Custom Macros: Programming Resourses for Fanuc Custom
Macros B Users”, Industrial Press, Inc. 2005.
[60] Francisco Cruz Teruel, “Control Numérico y Programación”, Alfaomega, 2007.
[61] Spatial Technology Inc., Three-Space, Ltd., and Applied Geometry Corp., 2425 5th Street
Building A, Boulder, CO 80301-5740. ACIS® Geometric Modeler, version7.0.
[62] SANDVIK, Coromant, Cutting tools from Sandvik Coromant, 2012.
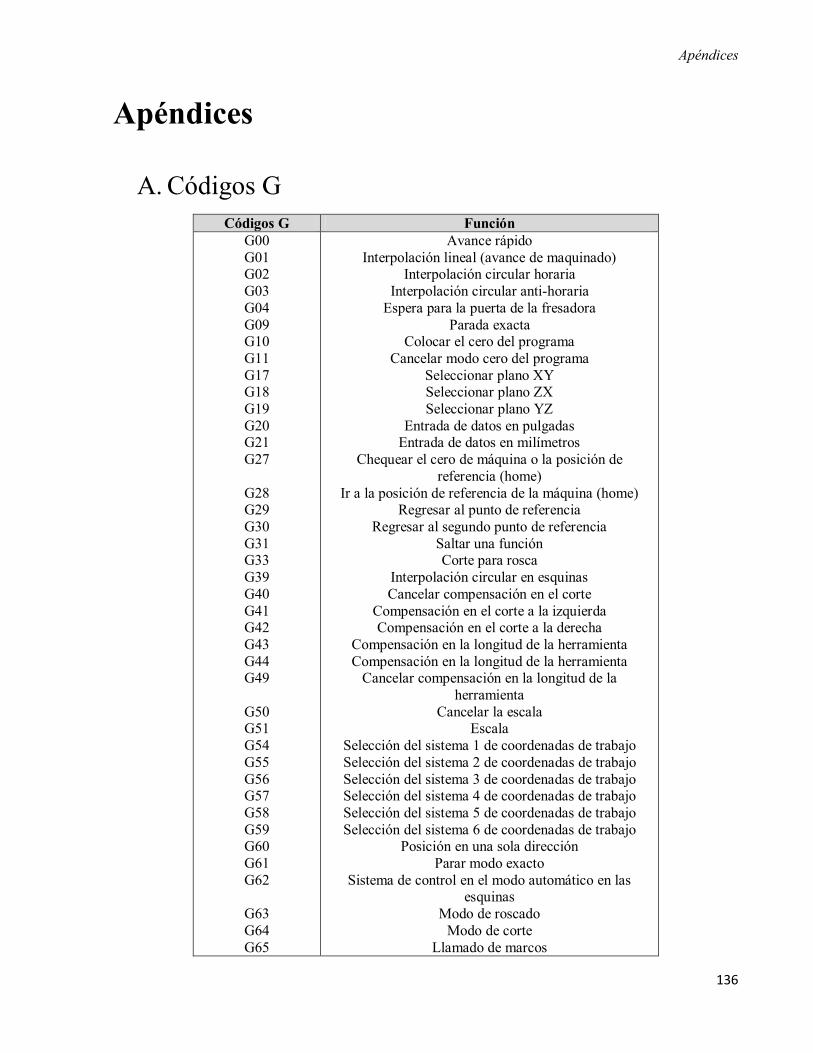
Apéndices
136
Apéndices
A. Códigos G
Códigos G Función
G00
G01 G02
G03
G04
G09 G10
G11
G17 G18
G19
G20 G21
G27
G28 G29
G30
G31 G33
G39
G40
G41 G42
G43
G44 G49
G50 G51
G54
G55
G56 G57
G58
G59 G60
G61
G62
G63
G64
G65
Avance rápido
Interpolación lineal (avance de maquinado) Interpolación circular horaria
Interpolación circular anti-horaria
Espera para la puerta de la fresadora
Parada exacta Colocar el cero del programa
Cancelar modo cero del programa
Seleccionar plano XY Seleccionar plano ZX
Seleccionar plano YZ
Entrada de datos en pulgadas Entrada de datos en milímetros
Chequear el cero de máquina o la posición de
referencia (home)
Ir a la posición de referencia de la máquina (home) Regresar al punto de referencia
Regresar al segundo punto de referencia
Saltar una función Corte para rosca
Interpolación circular en esquinas
Cancelar compensación en el corte
Compensación en el corte a la izquierda Compensación en el corte a la derecha
Compensación en la longitud de la herramienta
Compensación en la longitud de la herramienta Cancelar compensación en la longitud de la
herramienta
Cancelar la escala Escala
Selección del sistema 1 de coordenadas de trabajo
Selección del sistema 2 de coordenadas de trabajo
Selección del sistema 3 de coordenadas de trabajo Selección del sistema 4 de coordenadas de trabajo
Selección del sistema 5 de coordenadas de trabajo
Selección del sistema 6 de coordenadas de trabajo Posición en una sola dirección
Parar modo exacto
Sistema de control en el modo automático en las esquinas
Modo de roscado
Modo de corte
Llamado de marcos

Apéndices
137
G66
G67
G68
G69 G73
G74
G76 G80
G81
G82
G83 G84
G85
G86 G87
G88
G89 G90
G91
G92
G94 G95
G98
G99
Esperar señal
Esperar cancelación de la señal
Coordinar rotación
Cancelar coordinar rotación Avance rápido en el ciclo de perforado
Ciclo de perforado con velocidades de corte
Roscado Cancela el ciclo
Ciclo de perforado sencillo
Taladrado con tiempo de espera en el fondo
Profundidad del agujero en el ciclo de perforado Ciclo de roscado
Ciclo para ampliar agujeros
Ciclo para ampliar agujeros Regresar al ciclo de ampliar agujeros
Ciclo de ampliar agujeros
Ciclo de ampliar agujeros Coordenadas absolutas
Coordenadas increméntales
Desplazamiento hasta el origen del sistema
Velocidad de avance en mm / min Velocidad de avance en rev / min
Regresar al nivel inicial
Regresar al punto R

Apéndices
138
B. Códigos M
Códigos M Función
M00 M01
M02
M03
M04 M05
M06
M07 M08
M09
M10
M11 M13
M14
M15 M19
M20
M21 M22
M23
M27
M28 M29
M30
M31 M37
M38
M39 M40
M41
M48
M49 M62
M63
M64 M65
M66
M67
M68 M70
M71
M73 M76
Para el programa Parar opcionalmente
Reset programa
Encender Husillo horario
Encender husillo anti-horario Apagar el husillo
Cambio automático de herramienta
Refrigeración “B” on Refrigeración “A” on
Apagar refrigeración
Abrir Prensa
Cerrar prensa Husillo hacia delante y refrigerante encendido
Husillo hacia atrás y refrigerante encendido
Programa de entrada usando MIN P Orientación del husillo
ATC Coger herramienta
ATC Sacar herramienta ATC Bajar herramienta
ATC Subir herramienta
Reset el carrusel al bolsillo uno
Reset el carrusel en la posición del bolsillo Seleccionar DNC modo
Reset y Reactivar programa
Incrementar conteo de partes Abrir la puerta en una parada
Abrir puerta
Cerrar puerta Extender atrapado de partes
Retraer atrapado de partes
Mirar porcentaje de avance al 100%
Cancelar M48 Salida auxiliar 1 encendida
Salida auxiliar 2 encendida
Salida auxiliar 1 apagada Salida auxiliar 2 apagada
Esperar la salida auxiliar 1 encendida
Esperar la salida auxiliar 2 encendida
Lleva al robot a la posición Home Espejo en X encendido
Espejo en Y encendido
Espejo en IV encendido Esperar la salida auxiliar 1 apagada