Unit 3 wheat flour products
65
Unit 3 Wheat flour products Wheat bread Bread is one of the most common, convenient and inexpensive foods, with leavened forms now the most popular in many countries although flat breads remain very common in India and the Middle East the main ingredients are wheat flour, sugar, salt,yeast and water. The major production methods used today in wholesale bread production are the sponge and dough process, the straight dough method and the no-time dough method 1
description
Transcript of Unit 3 wheat flour products

Unit 3Wheat flour products
Wheat bread
Bread is one of the most common, convenient and inexpensive
foods, with leavened forms now the most popular in many countries
although flat breads remain very common in India and the Middle
East
the main ingredients are wheat flour, sugar, salt,yeast and water.
The major production methods used today in wholesale bread
production are the sponge and dough process, the straight dough
method and the no-time dough method 1

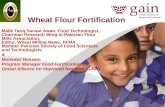
sponge and dough process
Bread preparation according to this process is described by
the process production line shown in Figure 1.
In the first stage, a portion of flour is mixed with water and
yeast and fermented for a certain period of time to produce a
sponge.
Subsequently, the balance of water and flour is added along
with other formula ingredients to the fermented sponge,
mixed to a fully developed dough, which is divided into pieces
to yield bread loaves of desired weights after baking. 2

The dough pieces are then rounded, given a relaxation
period by passing them on a belt, sheeted and shaped
into elongated dough pieces
placed into baking pans
transferred for proofing where they are proofed to
desired heights
baked
cooled
sliced
wrapped3

The packaged breads are distributed through retail
outlets and stores.
Their expected shelf life is about 4 days after baking in
stores and an additional 5 days in the home.
Although the bread is still edible and safe even after that
storage time, it becomes stale and thus loses its
customer acceptance due to organoleptic and
physicochemical crumb changes.
4

Fig 1 Flow chart of bread production by the sponge and dough process.
5

B. Straight Dough Method Breads made using this method are generally produced in
retail operations.
The doughs for breads and various small bakery products
are prepared in a single step by incorporating all formula
ingredients at the mixer.
The dough is mixed to a full gluten development and then
fermented to maturity without or with degassing by
punching during the fermentation step.
Then the fully fermented dough is divided and machined in
the same manner as in the sponge and dough process.6

C. No-Time Dough Process
This method is essentially a straight dough method
where the dough mixing is effected mainly mechanically
by the action of high-energy input of special mixers.
The mixing step can be further enhanced by addition of
reducing agents (L-cysteine, inactive dry yeast
preparations containing glutathione) or various
proteolytic enzymes.
The reaction of reducing agents has to be controlled by
the addition of suitable leaves of oxidants. 7

The fully mixed doughs are given short or no fermentation, then are divided, rounded, molded, proofed, and baked.
This method is especially suited for frozen dough manufacturing and retail bakeries.
8

Bread Production Equipment
The commercial production line detailing the equipment
used in the sponge and dough process is shown in Figure 1.
The mixer is generally a high-speed horizontal, which is
applied for both sponge and dough mixing.
The proofing room is a chamber with temperature and
humidity controls.
The divider is a device that divides the fermented dough
into dough pieces of desired weight. 9

The divided dough pieces are then rounded in a rounder.
The rounded dough is briefly relaxed in a overhead proofer, then
sheeted and molded by means of a molder into elongated dough
pieces, which are deposited into pans and transferred into a proof box.
The fully expanded (proofed) doughs are
baked in a tunnel oven
depanned
cooled
Sliced
packaged..
10

Types of Breads and Typical Formulas
A .White Pan Bread
The major type of bread manufactured in the United
States is white pan bread.
This type of bread is a standardized product and is
federally regulated in respect to its moisture content
(38% maximum) and enrichment.
11

White hearth breads are produced with or without lactic
acid fermentation, called sour by the trade.
The main difference between pan and hearth bread is in
the baking step:
hearth breads are baked on an open hearth
but pan in baking pans.
The type of heat transfer during hearth-baking leads to
formation of a solid, crisp, flavorful crust and other
attributes associated with this type of bread. 12

Functions of Bread IngredientsFlour-Structure.
1. Protein (gliadin and glutenin) and water form viscoelastic material, called gluten.
Gluten retains gas formed by sugar fermentation and contributes to structure of dough and bread.
2. Starch + water + heat forms a viscous paste that sets to a gel after baking.
During bread storage the starch crystallizes (retrogrades and contributes to firming (major part of staling) of breads.
3. Protein content for bread flour: 11.13%, 14% moisture basis.
13

Water-Hydration
1. Combines (hydrates) protein to form gluten.
2. Hydrates flour gums (pentosans) and mill-damaged
starch granules.
3. Solvent, dispersing agent, and medium for chemical and
biochemical reactions
4. Aids dough mobility.
14

Yeast-Leavening
1. Produces carbon dioxide, ethanol by fermentation of
fermentable sugars.
2. Conditions dough biochemically.
3. Forms flavor precursors (by-products of alcoholic
fermentation).
4. Rate of fermentation is controlled by temperature,
nutrient supply, water level, pH, sugar concentration,
salt, and level and type of yeast.15

Salt-Flavor Enhancer
1. Helps control fermentation.
2. Toughens dough by interaction with gluten.
Sugar-Energy Source for Yeast
1. Fermentable carbohydrates (fermentation).
2. Flavorresidual sugars (sweeteners), fermentation by-
products, Maillard-type compounds during baking.
16

3. Crust colorresults of caramelization (sugars and heat)
and nonenzymatic browning (reducing sugar plus amino
group of proteins, amino acids, etc.).
4. Extends shelf life by increasing hygroscopicity due to
presence of residual sugars and tenderizing the crumb.
17

Shortening-Lubrication
1. Ease of gas cell expansion in doughs.
2. Lubricates slicing blades during bread slicing.
3. Extends shelf life.
4. Tenderizes crust.
18

Dairy products-Nutrition and Crust Color Enhancement
1. Protein (high in lysine) and calcium.
2. Flavor enhancement.
3. Crust color (browning reaction and caramelization).
4. Buffering effect in doughs and liquid ferments
19

Enrichment-Nutrition
1. Standards of Identity require the following levels per 454 gram of bread:
Fe = 12.5 mg Niacin = 15.0 mg Ca (optional ingredient) = 600 mg Riboflavin - 1.1 mg Thiamine = 1.8 mg
20

Wheat gluten- Enhancement of Flour Strength
1. Increases dough strength (1% gluten increases protein content by 0.6%).
2. Increases water absorption [1% added gluten (flour basis) enhances absorption by 1.5% (flour basis)].
3. Improves dough mixing of fermentation tolerance. 4. Increases bread loaf volume. 5. Especially used in formulation of specialty breads.
21

Stability of Bakery Foods
A. Staling Bakery foods are perishablethey undergo
physicochemical, sensory, and microbial changes as indicated in Table 30. The generic term for this is ''staling."
It is advisable to follow the staling process with sensory tests, since flavor changes unrelated to firming often occur during storage.
In a simplified manner, starch gelatinizes during baking and amylose is leached out. Upon cooling the amylose component crystalizes and determines the fresh firmness of bread; amylopectin retrogradation proceeds slowly and causes firming during storage.
22

The process is heat-reversible because retrograded
amylopectin can be reverted to its amorphous state,
which reduces firmness.
23

Cookies
Cookies have great commercial appeal because they
are characterized by a formula high in sugar and
shortening and low in water.
In general, cookies are produced using soft wheat
flour that has a relatively weak gluten strength.
The weak gluten and the relatively high quantities of
fat and sugar in the dough allow plasticity and
cohesiveness without the formation of a strong
gluten network. 24

Minimal gluten development is also controlled by carrying
out the mixing process in two or even three stages.
The mixing step is critical to obtaining a dough of correct
consistency at the end of mixing.
Depending of the formulation, cookie dough tends to become
larger and wider as it bakes rather than shrinking like cracker
dough.
Control of this increase in size, known as spread, is a
continuous problem in process control.
A common way to classify cookies is by the way the dough is
placed on the baking band. 25

Pasta Pasta is a generic term used in reference to the whole
range of products commonly known as spaghetti, macaroni, and noodles.
Raw Materials for Pasta Products The pasta products macaroni, spaghetti, vermicelli, and
noodles are manufactured primarily from semolina, durum granulars, and flour produced from the milling of durum wheat.
These are the preferred raw materials for the production of superior quality pasta products.
26

To a lesser extent, farina and flour from common wheats are also used.
In addition, pasta can be processed from blends of various nondurum materials with durum semolina or flour.
However, blended products usually suffer a deficiency with respect to some quality attributes such as color or cooking quality.
The degree to which blending is practiced is usually dependent on wheat availability and price, competitive pricing, and consumer acceptance in a given market.
27

SemolinaSemolina is derived from the Italian word semola and the
French equivalent semoule. Pasta products are manufactured principally from the
three main milled products of durum wheat, namely semolina, durum granulars, and durum flour.
Farina and flour from common wheat are also used, but to a lesser extent in the United States than elsewhere.
For the production of good-quality pasta, the particle size of the semolina should not be too coarse nor too fine.
Semolina milling is unique in that the objective of the process is to prepare granular middlings with a minimum of flour production.
28

Water Water used in pasta products should be pure, have no
off-flavors, and be suitable for drinking. Since pasta can be processed below pasteurization
temperatures, the bacterial count of the water is directly related to the bacterial count of the finished product.
Consequently, only pure water of low total plate count should be used under these circumstances.
29

The recent advent of high-temperature and ultra-high-
temperature drying and microwave drying of pasta has
resulted in lower levels of microbial counts in pasta
products than previously experienced with conventional
temperature drying.
30

Pasta Production
A. Extrusion
Process of shaping items by forcing them through a die
In the continuous press, water is added to semolina to
give a dough moisture content of approximately 31%.
Uniform water/semolina mixing is carried out in a
counter rotating mixing chamber with vacuum applied
prior to extrusion.
31

Counter rotating mixing shafts limit balling of the dough,
and the applied vacuum reduces formation of small air
bubbles in the dough and limits oxidation of the
xanthophyll/lutein pigments.
The presence of air bubbles in pasta gives it a chalky
appearance and reduces its mechanical strength.
Pigment oxidation reduces the attractive yellow
appearance of the pasta and its subsequent consumer
appeal.32

The heart of the continuous press is the extrusion auger, which kneads the dough into a homogeneous mass prior to extrusion through a die.
Auger speed and temperature control of the dough contributes to the quality of pasta products.
Most modern presses are equipped with sharp-edged augers having a uniform pitch over this entire length.
The auger fits within a grooved extrusion barrel, which helps the dough move forward and reduces friction between the auger and the inside of the barrel during the extrusion process.
Extruder barrels are normally equipped with water-cooled jackets to hold the pasta temperature near 40°C during the extrusion process. 33

Figure 2 pasta production line.
34

B. Drying
Another critical step in pasta processing is drying.
Moist pasta from the extruder needs to be dried from
31% to approximately 12% moisture so that the product
will be hard, retain its shape, and store without spoiling.
Regardless of dryer design and temperature-humidity-
airflow control, problems can arise if the pasta is not dried
carefully .
If pasta is dried too rapidly, moisture gradients will occur,
which can cause the product to crack or check. 35

Checking can occur either during the drying cycle or as long as several weeks after the product has been packaged.
If large stresses are present due to improper drying, any change in relative humidity can result in a checked product.
It is essential that a pasta product be dried using a drying cycle tailored to meet that product's requirements.
36

Prior to 1974, conventional or low-temperature drying
(LTD) of pasta utilized drying times of approximately 16
hours for long goods and 8 hours for short goods.
High-temperature drying (HTD) was introduced into
commercial drying lines in 1974.
HTD raised drying temperatures from 55 to 75°C, which
resulted in shorter drying times (10 hours for long goods,
4.5 hours for short goods), lower bacterial counts, and
improved end-product quality37

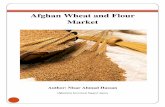
More recently the evolution of pasta-drying technology has increased drying temperatures from 75 to 100°C and above.
These drying cycles are referred to as very-high-
temperature drying (VHTD) or ultra-high-temperature
drying (UHTD). The advantages of VHTD include significantly reduced
drying times (5.5 hours for long goods, 2.5 hours for short goods), improved end-product quality (Table 10), and reduced investment and operating costs.
A typical VHTD profile is shown in Figure 3.
38

Fig.3 long cut pasta moisture curve. M-moisture and t-drying time
39

C. Packaging
There are thousands of different sizes, shapes, and types
of packages in which pasta products may be sold .
However, they all perform the same basic functions, such
as keeping the product free from contamination,
protecting it from damage during shipment and storage,
and displaying the product favorably and with consumer
appeal.
40

Factors Influencing Pasta Quality A. Pasta Processed from Semolina/Farina
Although durum wheat semolina is the raw material of
choice for the production of pasta products, almost any
type of wheat may be used for producing pasta products
Studies have shown that the mill streams of durum were
more yellow than those obtained from bread wheats
and that they gave lower absorptions, which is an
advantage in pasta processing since less water has to be
removed in drying. 41

It was also shown that pasta processed from durum
wheat granular mill streams (GMS) with other bread
wheat GMS produces a better pasta product in
appearance and cooked properties than pasta processed
from the GMS of bread wheats alone.
Wyland and D'Appolonia studied the influence of drying
temperature and farina blending on pasta quality.
42

Blends were prepared that contained the durum
semolina and 0.5, 10, 20, 40, 60, and 100% of each class
of hard red spring (HRS) and hard red winter (HRW)
wheat farina.
Temperatures of 40, 60, 70, and 80°C were used in
drying the spaghetti after extrusion.
Results showed that increasing drying temperature
improved spaghetti color, increased cooked firmness,
and decreased cooking loss and cooked weight values. 43

Increasing the proportion of HRS and HRW wheat farina
in the farina-semolina blends brought about a decrease
in cooking loss, cooked weight, and spaghetti color.
Drying at the higher temperatures improved cooked
firmness.
Wyland and D'Appolonia concluded that a good quality
pasta product can be obtained by incorporating a certain
percentage of farina with semolina and that the quality
of these products can be improved with high-
temperature drying.44

Some countries such as Italy, France, and Greece place
restrictions on the addition of common wheat to durum
wheat pasta.
To monitor compliance with these restrictions, methods
have been developed to detect the presence of common
wheats in durum wheat products.
Sarwar and McDonald reported that sterol palmitate
content can be used to detect pasta adulteration, while
Barnwell et al. utilized reversed-phase high-performance
liquid chromatography for this purpose. 45

B. Pasta Processed from Sprout-Damaged Grain
Germination (sprouting) of grain before harvesting can
be a problem when rain and cool weather prevent or
slow down normal harvesting operations.
Pasta manufacturers are particularly sensitive to using
semolina milled from sprouted durum wheat in their
pasta-processing operations since it can affect end-
product quality.
46

Several studies have been conducted of the problems of
sprouting in terms of pasta quality.
Some general conclusions from those studies indicate
that test weight, kernel distribution, protein content,
milling performance, pasta color, and cooking quality
were not adversely affected by increasing sprout damage
(decreasing Falling Numbers).
The only major adverse effect appeared to be higher
semolina speck counts and spaghetti shelf stability. 47

It was also noted that sprout damage levels of 4.0% or
higher (Falling Numbers of 120 or less) resulted in pasta
products having high potential for checking and cracking
in storage.
Commercial manufacturers of spaghetti are concerned
not only with the problems mentioned above but also
with the tendency of spaghetti processed from sprout-
damage grain to stretch and fall off the rods during
drying. 48

Because of such concerns a number of U.S.
Research results indicate that pasta can be processed
utilizing semolina with Falling Numbers of 250 without
any apparent problems, so commercial manufacturer's
use of semolina with values of 350 and higher provides a
large margin of safety.
49

C. Protein Quantity Versus Quality and Impact on Pasta Cooking Quality
The cooking characteristics of pasta products are the
ultimate tests in determining its quality.
In general, cooked pasta should be neither ''mushy" nor
"rubbery.“
It should retain its shape during cooking and be firm to
the bite (al dente).
Cooking time is important in terms of relative speed of
cooking and tolerance to overcooking. 50

Three major components of cooking quality assessment
include cooked weight, cooking loss, and cooked
firmness (texture).
Cooked weight (expansion volume) is a measure of the
water-absorbing capacity of the pasta during cooking and
should be three times the weight of the dry material.
Cooking loss is the percent solids lost to the cooking
water.
51

Cooked firmness determines the chewing characteristics
of pasta.
Cooked weight and cooking loss are relatively easy to
measure, but objective measurements of firmness and
stickiness has been the subject of study over many years.
Objective firmness tests are now used routinely for
cooked spaghetti, since it was shown they have a high
positive correlation (r = 0.812) with taste panel scores. 52

Research has also shown there is a significant positive
correlation between cooking quality and protein quantity
and quality.
In general, results show that higher protein and stronger
gluten protein in semolina produces pasta with better
overall cooking quality and tolerance to extended
cooking than do lower-protein, weaker-gluten products.
Feillet et al. recently cited a number of publications
dealing with the relationship between protein
composition and cooking quality. 53

Because of the positive correlation between stronger
gluten and improved pasta cooking quality, considerable
research has been directed towards the development
and interpretation of prediction tests related to gluten
quality.
Dick reviewed some of the tests used to predict durum
wheat and pasta quality.
54

In his review, Dick discusses such prediction tests as the
mixograph, farinograph, wet gluten, sodium dodecyl
sulfate (SDS) sedimentation, electrophoresis, and
chromatography and their relevance to pasta quality.
D'Egidio et al. analyzed 50 samples of 10 Italian durum
varieties by various technological and chemical tests,
obtaining 26 variables; a study of their value in predicting
pasta cooking quality suggested manual evaluation and
alveograph W value were the most efficient.
55

Pasta Quality Evaluation No standard procedure exists
for the determination of pasta quality in terms of
appearance, color, and cooking quality.
Pasta quality is such a subjective matter that what is
acceptable in one country is not necessarily acceptable in
another.
Objective/subjective evaluation of pasta in laboratories
around the world evolved with the perceived needs of
the indigenous consumer. 56

Two examples reflect these differences.
In Italy the evaluation of pasta cooked stickiness,
firmness, and bulkiness is widely accepted and applied.
The test is performed on spaghetti of 1.60-1.65 mm or
1.70-1.75 mm diameter cooked under standard
conditions for 10-11 minutes according to the diameter.
57

At least three expert tasters assess the cooked product for:
1. Stickiness, which is the state of surface disintegration
of the cooked product, estimated by visual inspection,
with or without the aid of a standard reference pasta.
2. Firmness, which is the resistance of the cooked pasta
when chewed or flattened between the fingers or
sheared between the teeth.3. Bulkiness, which is the degree of adhesion of pasta
strands after cooking and is evaluated visually and manually. 58

By contrast, an evaluation procedure used in the United
States involves objective procedures that not only assess
the cooking quality of pasta but also that of the raw
materials used in the processing of the pasta.
Computer and statistical analysis of quality evaluation
data provides for overall quality rating within major and
minor fault parameters.
59

Major emphasis is placed on such quality traits as wheat
protein, semolina and spaghetti color, and spaghetti
cooked firmness.
Faults in any of these traits change the acceptability of
the sample quickly.
An advantage of this type of computer scoring system is
its flexibility for adjustment to meet changing quality
demands.
60

Conclusion
This topic provides an overview of factors that can
influence the processing and quality attributes of pasta
products.
Processing of pasta has evolved over many years from an
art to a highly sophisticated system of continuous raw
materials blending, mixing, extrusion, drying, and
packaging technology as we know it today.
61

In order to produce superior quality pasta, attention has
to be paid to the source and quality of raw materials
used; the quality of water mixed with the raw materials
to form the dough prior to extrusion; the quality of other
ingredients used in the dough mix; extrusion condition;
and drying conditions.
62

Taken in total, producing high-quality pasta is much
more complicated than it might first appear.
The roles played by the plant breeder, cereal chemist,
producer, miller, and grain market can have significant
influence on what the pasta manufacturers will use and
process in their plants.
This in turn will ultimately affect the consumer's
perception of the product as a desirable food.
63

Pasta companies have become interested in the
marketability of flavored pasta.
Ostrove pointed out that pasta products have become
more than simply a vehicle for sauces, but are available
in nearly every conceivable flavor and color as a
complement to any meat, fowl, or fish.
Dehydrated powders of vegetable flavors are generally
preferred because overall quality of the products tends
to be better. 64

Powders such as spinach, carrot, tomato, corn, broccoli,
and others as well as spices like saffron and flavors like
vanilla, mushroom, cayenne, and curry are becoming
more and more popular.
65