Understanding apiicp653 reading 2 650 selected reading
116
Understanding APIICP653 Reading 2 APIST650-Selected Reading BOK Referred Sections 2016 exam My Pre-exam Self Study Notes 27 th October 2015 Charlie Chong/ Fion Zhang
-
Upload
charlie-chong -
Category
Documents
-
view
238 -
download
10
description
Understanding apiicp653 reading 2 650 selected reading
Transcript of Understanding apiicp653 reading 2 650 selected reading

Understanding APIICP653 Reading 2APIST650-Selected ReadingBOK Referred Sections 2016 examMy Pre-exam Self Study Notes27th October 2015
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
Oil Terminal

Charlie Chong/ Fion Zhang
Petroleum Tank

Charlie Chong/ Fion Zhang
Petroleum Tanks

API 653 Exam Administration -- Publications Effectivity Sheet FOR: November 2015, March 2016 and July 2016
Listed below are the effective editions of the publications required for this exam for the date(s) shown above.
API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, Second Edition, April 2011
Charlie Chong/ Fion Zhang

API 653 Exam Administration -- Publications Effectivity Sheet FOR: November 2015, March 2016 and July 2016 Listed below are the effective editions of the publications required for this exam for the date(s) shown above. API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, Second Edition, April 2011
Charlie Chong/ Fion Zhang

ATTENTION: Only the following sections / mechanisms from RP 571 are included on the exam:
Section 3, Definitions Par. 4.2.7 Brittle Fracture 4.2.16 Mechanical Fatigue 4.3.2 Atmospheric Corrosion 4.3.3 Corrosion Under insulation (CUI) 4.3.8 Microbiologically Induced Corrosion (MIC) 4.3.9 Soil Corrosion 4.3.10 Caustic Corrosion 4.5.1 Chloride Stress Corrosion Cracking (Cl-SCC) 4.5.3 Caustic Stress Corrosion Cracking (Caustic Embrittlement) 5.1.1.10 Sour Water Corrosion (Acidic) 5.1.1.11 Sulfuric Acid Corrosion
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
• API Recommended Practice 575, Inspection of Atmospheric and Low-Pressure Storage Tanks, Third Edition, April 2014
• API Recommended Practice 577 – Welding Inspection and Metallurgy, Second Edition, December 2013
• API Standard 650, Welded Tanks for Oil Storage, Twelfth Edition, March 2013 with Addendum 1 (September 2014), Errata 1 (July 2013), andErrata 2 (December 2014).
• API Recommended Practice 651, Cathodic Protection of AbovegroundPetroleum Storage Tanks, Fourth Edition, September 2014.
• API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms, Fourth Edition, September 2014
• API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, Fifth Edition, November 2014.

Charlie Chong/ Fion Zhang
• American Society of Mechanical Engineers (ASME), Boiler and Pressure Vessel Code, 2013 Edition i. ASME Section V, Nondestructive Examination, Articles 1, 2, 6, 7 and
23 (section SE-797 only) ii. Section IX, Welding and Brazing Qualifications (Welding Only)
See end of this study note for API Official BOK

http://greekhouseoffonts.com/Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
The Magical Book of Tank Inspection ICP

Charlie Chong/ Fion Zhang

闭门练功
Charlie C
hong/ Fion Zhang

Charlie Chong/ Fion Zhang
API650-2013 BOKSearch Keyword “650”

Charlie Chong/ Fion Zhang
REFERENCE PUBLICATIONS: A. API Publications • API Recommended Practice 571, Damage Mechanisms Affecting
Equipment in Refining Industry • API Recommended Practice 575, Inspection of Atmospheric and Low-
Pressure Storage Tanks • API Recommended Practice 577, Welding Inspection and Metallurgy• API Standard 650, Welded Steel Tanks for Oil Storage• API Recommended Practice 651, Cathodic Protection of Aboveground
Petroleum Storage Tanks • API Recommended Practice 652, Lining of Aboveground Petroleum
Storage Tank Bottoms • API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction

Charlie Chong/ Fion Zhang
I. CALCULATIONS & TABULAR EVALUATIONS FOR EVALUATING THICKNESS MEASUREMENTS, WELD SIZES, AND TANK INTEGRITY(NOTE: Paragraph references for all formulas and calculations listed here should be checked for accuracy to the edition, addenda, or supplement for the examination you plan to take per the Publication Effectivity Sheet in the API Examination Application.)
NOTE: Candidates are expected to be able to understand SI units (metric system) and the US customary units (inches, feet, PSI, etc.) and to use both system formulas.

Charlie Chong/ Fion Zhang
A. Calculation questions will be oriented toward existing tanks, not new tanks. API Authorized AST Inspectors should be able to check andperform calculations included in the following categories:
2. JOINT EFFICIENCIES The inspector must be able to determine the joint efficiency, "E", of a tank
weld. Inspector should be able to determine: a) Joint Types (API-653 Section 4, Table 4-2)b) Type and extent of radiography performed (API 653, Table 4-2, Section 12;
API 650, Section 8.1, Figure 8-1) c) Joint efficiency by reading API-653, Table 4-2
Determining joint efficiency may be part of a minimum thickness or maximum fill height problem since joint efficiency, "E", is used in the formulas for determining required thickness. (API-653, 4.3.3.1)

Charlie Chong/ Fion Zhang
4. WELD SIZES FOR SHELL & ROOF OPENINGS The inspector should be familiar with determining the sizes and spacing of welds for shell openings to the extent of being able to use the information in the following Figures and Tables: a) API-650, Figures 5-7a, 5-7b, 5-8, 5-9, 5-12, 5-14, 5-16, 5-17, 5-19, 5-20, 5-
21b) API-650, Tables 5-6, 5-7, 5-9 c) API-653, Figures 9-1, 9-2, 9-4, 9-5

Charlie Chong/ Fion Zhang
8. IMPACT TESTING The inspector should understand the importance of tank materials having
adequate toughness. The inspector should be able to determine: a) Tank design metal temperature (API-650, 4.2.9.3 & Figure 4-2) b) Material Group Number for a plate (API-650, Tables 4-3a and 4-3b) c) If impact testing is required (API-650, Figure 4-1a and 4-1b) d) If impact test values are acceptable (API-650, Table 4-4a and 4-4b)

Charlie Chong/ Fion Zhang
10. RECONSTRUCTED TANK SHELL - MINIMUM THICKNESS The inspector should be able to determine the minimum thickness of the shell of a reconstructed tank. The inspector should be able to: a) Determine “Sd”, allowable stress for design condition (API-650, table 5-2,
API-653, 8.4.2) b) Determine “St”, allowable stress for hydrostatic test condition (API-650,
Table 5-2, API-653, 8.4.3) c) Calculate “td”, design shell thickness (API-650, 5.6.3.2, for tanks of 200
foot diameter and smaller) d) Calculate “tt”, hydrostatic test shell thickness (API-650, 5.6.3.2)

Charlie Chong/ Fion Zhang
II. WELDING ON ATMOSPHERIC ABOVEGROUND STORAGE TANKSASME Section IX, Welding and Brazing Qualifications (NOTE: Candidates should be familiar with the basic requirements for welding qualifications for procedures and welding personnel contained in ASME Section IX. Brazing is NOT covered on the examination. )
A. The inspector should have the knowledge and skills required to review a Procedure Qualification Record and a Welding Procedure Specification or to answer questions requiring the same level of knowledge and skill. Questions covering the specific rules of Section IX will be limited in complexity and scope to the SMAW and SAW welding processes.

Charlie Chong/ Fion Zhang
A. The inspector should have the knowledge and skills required to review a Procedure Qualification Record and a Welding Procedure Specification or to answer questions requiring the same level of knowledge and skill. Questions covering the specific rules of Section IX will be limited in complexity and scope to the SMAW and SAW welding processes.
1. Questions will be based on: a) No more than one process b) Filler metals limited to one c) Essential, non-essential, variables only will be covered d) Number, type, and results of mechanical tests e) Base metals limited to P1 f) Additional essential variables required by API-650 or API-653

Charlie Chong/ Fion Zhang
C. API-650 and API-653: General welding requirements: 1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector
should be familiar with and understand the general rules for welding in API-650, Section 9 and other rules for welding in API-650 such as those for:
a) typical joints and definitions b) weld sizes c) restrictions on joints d) maximum allowable reinforcement e) inspection requirements

Charlie Chong/ Fion Zhang
III. NONDESTRUCTIVE EXAMINATION ASME Section V, Nondestructive Examination NOTE: The examination will cover only the main body of each referenced Article, except as noted:
F. API-650 and API-653: General nondestructive examination requirements: 1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector
should be familiar with and understand the general rules for NDE in API-650, Section 8.
2. API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction: The inspector should be familiar with and understand the general rules for NDE in API-653, Section 12

Charlie Chong/ Fion Zhang
IV. PRACTICAL KNOWLEDGE - GENERALB. Typical code requirements that candidates will NOT be expected to know
for purposes of this certification examination. 1. Required thickness calculations for wind, earthquake, and small internal
pressures2. Nozzle calculations for external loads; 3. Flange calculations; 4. Brazing requirements; 5. Calculating venting requirements (API 650 5.8.5); 6. Ladder, stairway, and other structural type calculations; 7. NDE requirements for eddy current, and motion radiography per ASME
Section V, Article 9 8. Technical interpretations of API & ASME Codes and Standards 9. Welding process requirements other than shielded metal arc welding
(SMAW) and submerged arc welding (SAW)

Charlie Chong/ Fion Zhang
10. API 650, Annex D 11. API 650, Annex E 12. API 650, Annex F 13. API 650, Annex G Except for G1. 14. API 650 Annex I Except for 1.1 and 1.2 15. API 650, Annex J 16. API 650, Annex K 17. API 650, Annex L 18. API 650, Annex M Except for M1. 19. API 650 Annex O Except for O1 & O2 20. API 650, Annex P. 21. API 650, Annex R 22. API 650, Annex S Except for S1 23. API 650, Annex SC 24. API 650, Annex T. 25. API 650, Annex V. 26. API 650, Annex W. 27. API 650, Annex X 28. API 650, Annex Y

Charlie Chong/ Fion Zhang
V. PRACTICAL KNOWLEDGE - SPECIFIC A. Each reference publication relative to study for the examination is listed below. A list of topics, which may be covered, is listed for each publication. Some topics may be listed under more than one publication. For example; ASME Section IX is the basic document for welding requirements as referenced by API-650 and API-653. The referencing API documents contain additional welding requirements and exceptions or additions to those contained in ASME Section IX. Therefore, welding requirements may be listed under all three documents and all three documents may be listed under the general heading of “Welding on Tanks”.

Charlie Chong/ Fion Zhang
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction and the related portions of API Standard 650, Welded Steel Tanks for Oil Storage (NOTE: all of API-653 is applicable to the examination unless specifically excluded.)
3. The inspector should have an understanding of the requirements for performing repairs and alterations such as:
a) definitions of repairs and alterations b) repairs to foundations, shell plates, welds, tank bottoms, nozzles & penetrations, roofs, seals c) knowledge of the repair/alteration material and toughness requirements d) use of unidentified materials for repairs/alterations e) hot tap requirements and procedures f) inspection and NDE requirements for repairs and alterations g) hydrostatic and leak testing requirements h) lap welded patch plates (API-653, 9-3) i) new bottoms supported by grillage API-650, Annex I, excluding calculations)

Charlie Chong/ Fion Zhang
The Reading

Charlie Chong/ Fion Zhang
A. Calculation questions will be oriented toward existing tanks, not new tanks. API Authorized AST Inspectors should be able to check andperform calculations included in the following categories:
2. JOINT EFFICIENCIES The inspector must be able to determine the joint efficiency, "E", of a tank
weld. Inspector should be able to determine: a) Joint Types (API-653 Section 4, Table 4-2)b) Type and extent of radiography performed (API 653, Table 4-2, Section 12;
API 650, Section 8.1, Figure 8-1) c) Joint efficiency by reading API-653, Table 4-2
Determining joint efficiency may be part of a minimum thickness or maximum fill height problem since joint efficiency, "E", is used in the formulas for determining required thickness. (API-653, 4.3.3.1)

Charlie Chong/ Fion Zhang
SECTION 8—METHODS OF EXAMINING JOINTSNOTE In this standard, the term inspector, as used in Sections V and VIII of the ASME Code, shall be interpreted to mean the Purchaser’s inspector.8.1 Radiographic MethodFor the purposes of this paragraph, plates shall be considered of the same thickness when the difference in their specified or design thickness does not exceed 3 mm (1/8 in.).

Charlie Chong/ Fion Zhang
8.1.1 ApplicationRadiographic examination is required for shell butt-welds (see 8.1.2.2, 8.1.2.3, and 8.1.2.4), annular-plate butt-welds (see 8.1.2.9), and flush-type connections with butt-welds (see 5.7.8.11).
Radiographic examination is not required for the following: roof-plate welds, bottom-plate welds, welds joining the top angle to either the roof or shell, welds joining the shell plate to the bottom plate, welds in nozzle and manway necks made from plate, or appurtenance welds to the tank. (?)
Comments:RT mandatory on;■ Annular plate butt-weld■ Shell-to-shell butt-weld
welds in nozzle and manway necks made from plate? 0RT?
Insert plate’s welds? 100RT? (see 8.1.2.2 (d))

Charlie Chong/ Fion Zhang
8.1.2 Number and Location of Radiographs8.1.2.1 Except when omitted under the provisions of A.3.4, radiographs shall be taken as specified in 8.1.2 through 8.1.9.
8.1.2.2 The following requirements apply to vertical joints.a) For butt-welded joints in which the thinner shell plate is less than or equal
to 10 mm (3/8 in.) thick, one spot radiograph shall be taken in the first 3 m (10 ft) of completed vertical joint of each type and thickness welded by each welder or welding operator. The spot radiographs taken in the vertical joints of the lowest course may be used to meet the requirements of Note 3 in Figure 8.1 for individual joints. Thereafter, without regard to the number of welders or welding operators, one additional spot radiograph shall be taken in each additional 30 m (100 ft) (approximately) and any remaining major fraction of vertical joint of the same type and thickness. At least 25 % of the selected spots shall be at junctions of vertical and horizontal joints, with a minimum of two such intersections per tank. In addition to the foregoing requirements, one random spotradiograph shall be taken in each vertical joint in the lowest course (see the top panel of Figure 8.1).

Charlie Chong/ Fion Zhang
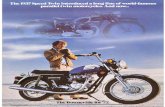
Figure 8.1—Radiographic Requirements for Tank Shells (1/4)

Charlie Chong/ Fion Zhang
Figure 8.1—Radiographic Requirements for Tank Shells (2/4)
≦10mm?

Charlie Chong/ Fion Zhang
Figure 8.1—Radiographic Requirements for Tank Shells (3/4)

Charlie Chong/ Fion Zhang
Figure 8.1—Radiographic Requirements for Tank Shells (4/4)
Notes:1. Vertical spot radiograph in accordance with 8.1.2.2, Item a: one in the first
3 m (10 ft) and one in each 30 m (100 ft) thereafter, 25 % of which shall be at intersections.
2. Horizontal spot radiograph in accordance with 8.1.2.3: one in the first 3 m (10 ft) and one in each 60 m (200 ft) thereafter.
3. Vertical spot radiograph in each vertical seam in the lowest course (see 8.1.2.2, Item b). Spot radiographs that satisfy the requirements of Note 1 for the lowest course may be used to satisfy this requirement.
4. Spot radiographs of all intersections over 10 mm (3/8 in.) (see 8.1.2.2, Item b).
5. Spot radiograph of bottom of each vertical seam in lowest shell course over 10 mm (3/8 in.) (see 8.1.2.2, Item b).
6. Complete radiograph of each vertical seam over 25 mm (1 in.). The complete radiograph may include the spot radiographs of the intersections if the film has a minimum width of 100 mm (4 in.) (see 8.1.2.2, Item c).

Charlie Chong/ Fion Zhang
6. Complete radiograph of each vertical seam over 25 mm (1 in.). The complete radiograph may include the spot radiographs of the intersections if the film has a minimum width of 100 mm (4 in.) (see 8.1.2.2, Item c).
≧4 in.
The complete radiograph may include the spot radiographs of the intersections (4)*
Film (6)

Charlie Chong/ Fion Zhang
b) For butt-welded joints in which the thinner shell plate is greater than 10 mm (3/8 in.) but less than or equal to 25 mm (1 in.) in thickness, spot radiographs shall be taken according to Item a. In addition, all junctions of vertical and horizontal joints in plates in this thickness range shall be radiographed; each film shall clearly show not less than 75 mm (3 in.) of vertical weld and 50 mm (2 in.) of weld length on each side of the vertical intersection. In the lowest course, two spot radiographs shall be taken in each vertical joint: one of the radiographs shall be as close to the bottom as is practicable, and the other shall be taken at random (see the center panel of Figure 8.1).
c) Vertical joints in which the shell plates are greater than 25 mm (1 in.) thick shall be fully radiographed. All junctions of vertical and horizontal joints in this thickness range shall be radiographed; each film shall clearly show not less than 75 mm (3 in.) of vertical weld and 50 mm (2 in.) of weld length on each side of the vertical intersection (see the bottom panel of Figure 8.1).

Charlie Chong/ Fion Zhang
c) Vertical joints in which the shell plates are greater than 25 mm (1 in.) thick shall be fully radiographed. All junctions of vertical and horizontal joints in this thickness range shall be radiographed; each film shall clearly show not less than 75 mm (3 in.) of vertical weld and 50 mm (2 in.) of weld length on each side of the vertical intersection (see the bottom panel of Figure 8.1).
Film (4)
3 in.
4 in.

Charlie Chong/ Fion Zhang
d) The butt-weld around the periphery of an insert plate that extends less than the adjacent shell course height and that contains shell openings (i.e. nozzle, manway, flush-type cleanout, flush type shell-connection) and their reinforcing elements shall be completely radiographed.
e) The butt-weld around the periphery of an insert plate which extends to match the adjacent shell course height shall have the vertical and the horizontal butt joints and the intersections of vertical and horizontal weld joints radiographed using the same rules that apply to the weld joints in adjacent shell plates in the same shell course.
e?d?
d?

Charlie Chong/ Fion Zhang
8.1.2.3 One spot radiograph shall be taken in the first 3 m (10 ft) of completed horizontal butt joint of the same type and thickness (based on the thickness of the thinner plate at the joint) without regard to the number of welders or welding operators. Thereafter, one radiograph shall be taken in each additional 60 m (200 ft) (approximately) and any remaining major fraction of horizontal joint of the same type and thickness. These radiographs are in addition to the radiographs of junctions of vertical joints required by Item c of 8.1.2.2 (see Figure 8.1).
8.1.2.4 The number of spot radiographs required herein shall be applicable on a per tank basis, irrespective of the number of tanks being erected concurrently or continuously at any location.
8.1.2.5 It is recognized that in many cases the same welder or welding operator does not weld both sides of a butt joint. If two welders or welding operators weld opposite sides of a butt joint it is permissible to examine their work with one spot radiograph. If the radiograph is rejected, additional spot radiographs shall be taken (?) to determine whether one or both of the welders or welding operators are at fault.

Charlie Chong/ Fion Zhang
8.1.2.6 An equal number of spot radiographs shall be taken from the work of each welder or welding operator in proportion to the length of joints welded.
8.1.2.7 As welding progresses, radiographs shall be taken as soon as it is practicable. The locations where spot radiographs are to be taken may be determined by the Purchaser’s inspector.
8.1.2.8 Each radiograph shall clearly show a minimum of 150 mm (6 in.) of weld length. The film shall be centered on the weld and shall be of sufficient width to permit adequate space for the location of identification marks and an image quality indicator (IQI) penetrometer
minimum diagnostic length of 6 in.
Actual length shall ≧ 6 in. to include sufficient overlapped

Charlie Chong/ Fion Zhang
8.1.2.9 When bottom annular plates are required by 5.5.1, or by M.4.1, the radial joints shall be radiographed as follows:
(a)For double-welded butt joints, one spot radiograph shall be taken on 10 % of the radial joints; (?)
(b)For single-welded butt joints with permanent or removable back-up bar, one spot radiograph shall be taken on 50 % of the radial joints. (?)
Extra care must be exercised in the interpretation of radiographs of single-welded joints that have a permanent back-up bar. In some cases, additional exposures taken at an angle may determine whether questionable indications are acceptable. The minimum radiographic length of each radial joint shall be 150 mm (6 in.). Locations of radiographs shall preferably be at the outer edge of the joint where the shell plate and annular plate join.

Charlie Chong/ Fion Zhang
8.1.3 Technique8.1.3.1 Except as modified in this section, the radiographic examinationmethod employed shall be in accordance with Section V, Article 2, of the ASME Code.
8.1.3.2 Personnel who perform and evaluate radiographic examinations according to this section shall be qualified and certified by the Manufacturer as meeting the requirements of certification as generally outlined in Level II or Level III of ASNT SNT-TC-1A (including applicable supplements). Level-I personnel may be used if they are given written acceptance/rejection procedures prepared by Level-II or Level-III personnel. These written procedures shall contain the applicable requirements of Section V, Article 2, of the ASME Code. In addition, all Level-I personnel shall be under the direct supervision of Level-II or Level-III personnel.

Charlie Chong/ Fion Zhang
8.1.3.3 The requirements of T-285 in Section V, Article 2, of the ASME Code are to be used only as a guide. Final acceptance of radiographs shall be based on whether the prescribed penetrameter image and the specified hole can be seen.
8.1.3.4 The finished surface of the weld reinforcement at the location of the radiograph shall either be flush with the plate or have a reasonably uniform crown not to exceed the following values:

Charlie Chong/ Fion Zhang
8.1.4 Submission of RadiographsBefore any welds are repaired, the radiographs shall be submitted to the inspector with any information requested by the inspector regarding the radiographic technique used.
8.1.5 Radiographic StandardsWelds examined by radiography shall be judged as acceptable or unacceptable by the standards of Paragraph UW-51(b) in Section VIII of the ASME Code.

Charlie Chong/ Fion Zhang
8.1.6 Determination of Limits of Defective WeldingWhen a section of weld is shown by a radiograph to be unacceptable under the provisions of 8.1.5 or the limits of the deficient welding are not defined by the radiograph, two spots adjacent to the section shall be examined by radiography; however, if the original radiograph shows at least 75 mm (3 in.) of acceptable weld between the defect and any one edge of the film, an additional radiograph need not be taken of the weld on that side of the defect.
If the weld at either of the adjacent sections fails to comply with the requirements of 8.1.5, additional spots shall be examined until the limits of unacceptable welding are determined, or the erector may replace all of the welding performed by the welder or welding operator on that joint. If the welding is replaced, the inspector shall have the option of requiring that one radiograph be taken at any selected location on any other joint on which the same welder or welding operator has welded. If any of these additional spots fail to comply with the requirements of 8.1.5, the limits of unacceptable welding shall be determined as specified for the initial section.

Charlie Chong/ Fion Zhang
if the original radiograph shows at least 75 mm (3 in.) of acceptable weld between the defect and any one edge of the film, an additional radiograph need not be taken of the weld on that side of the defect.
http://www.sentinelltd.co.nz/Sentinel
3 in.?

Charlie Chong/ Fion Zhang
8.1.7 Repair of Defective Welds8.1.7.1 Defects in welds shall be repaired by chipping or melting out the defects from one side or both sides of the joint, as required, and rewelding. Only the cutting out of defective joints that is necessary to correct the defects is required.
8.1.7.2 All repaired welds in joints shall be checked by repeating the original examination procedure and by repeating one of the testing methods of 7.3, subject to the approval of the Purchaser.

Charlie Chong/ Fion Zhang
8.1.8 Record of Radiographic Examination8.1.8.1 The Manufacturer shall prepare a radiograph map showing the final location of all radiographs taken along with the film identification marks.
8.1.8.2 After the structure is completed, the films shall be the property of the Purchaser unless otherwise agreed upon by the Purchaser and the Manufacturer.

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
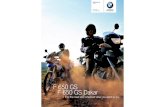
4. WELD SIZES FOR SHELL & ROOF OPENINGS The inspector should be familiar with determining the sizes and spacing of welds for shell openings to the extent of being able to use the information in the following Figures and Tables: a) API-650, Figures 5-7a, 5-7b, 5-8, 5-9, 5-12, 5-14, 5-16, 5-17, 5-19, 5-20, 5-
21b) API-650, Tables 5-6, 5-7, 5-9 c) API-653, Figures 9-1, 9-2, 9-4, 9-5

Figure 5.7a—Shell Manhole
500 mm (20 in.) manhole: 645 mm (253/8 in.) OD 508 mm (20 in.) ID 3 mm (1/8 in.) thickness600 mm (24 in.) manhole: 746 mm (293/8 in.) OD 610 mm (24 in.) ID 3 mm (1/8 in.) thickness750 mm (30 in.) manhole: 899 mm (353/8 in.) OD 762 mm (30 in.) ID 3 mm (1/8 in.) thickness900 mm (36 in.) manhole: 1051 mm (413/8 in.) OD 914 mm (36 in.) ID 3 mm (1/8 in.) thickness
Gasket (see Note 1):
Reinforcing padshall be shapedto suit tankcurvature
Rounded corners(150 mm [6 in.] minimum radius)
Arc dimension = W/2 500 mm (20 in.) and 600 mm (24 in.) manhole: 750 mm (30 in.)750 mm (30 in.) manhole: 900 mm (36 in.)
900 mm (36 in.) manhole: 1050 mm (42 in.)(Increase as necessary for weld clearance)
t
T
Seedetails
125 mm (5") minimum32 mm (11/4 in.)
500 mm (20 in.) and 600 mm (24 in.) shell manholes: twenty-eight 20 mm-diameter (3/4 in.) bolts in 23 mm (7/8 in.) holes750 mm (30 in.) and 900 mm (36 in.) shell manholes: forty-two 20 mm-diameter (3/4 in.) bolts in 23 mm (7/8 in.) holes(Bolt holes shall straddle the flange vertical centerline.)
(See Figure 5-7b)
Alternativecircular shape
(see Note 8)
1
1
230 mm(9 in.)
10 mm-diameter(3/8 in.) rod
75 mm(3")
150 mm(6 in.)
OD
DR
DO/2 (see
Note 8)
CL CL
Db DP
Dc
6 mm (1/4 in.)
C L
One 6 mm (1/4 in.) telltalehole in reinforcing plate,
on horizontalcenterline
L
Sym
met
rical
abo
ut
DR/2 (see
Note 8)L
SeeFigure5-7b
(SeeNote 7)
See Note 2
(seeNote 4)
Roundedcorner Manhole OD
Uniform, smooth surface
tn 6 mm(1/4 in.)
Detail a
See Note 2
tn (seeNote 4)
t f (see Note 3)
Manhole ODRounded
corners
SeeNote 5
Detail bt f (see Note 3)
tc
t f
tn
(seeNote 8)
NOTES1. Gasket material shall be specified by the Purchaser. See 5.7.5.4. 2. The gasketed face shall be machine-finished to provide a minimum
gasket-bearing width of 19 mm (3/4 in.).3. See Table 5.3a and Table 5.3b.4. See Table 5.4a and Table 5.4b.5. The size of the weld shall equal the thickness of the thinner member
joined.6. The shell nozzles shown in Figure 5.8 may be substituted for
manholes.
7. The minimum centerline elevations allowed by Table 5.6a, Table 5.6b, and Figure 5.6 may be used when approved by the Pur-chaser.
8. For dimensions for OD, DR, Do, L, and W, see Table 5.6a and Table 5.6b, Columns 2, 4, 5, and 6. For Dimension DP see Table 5.7a and Table 5.7b, Column 3.
9. At the option of the Manufacturer, the manhole ID may be set to the OD dimension listed in Table 5.6a and Table 5.6b, Column 2. Reinforcement area and weld spacing must meet 5.7.2 and 5.7.3 requirements respectively.
•

DO (m
in)
L and W or D
O(see Tables 5-6a and 5-6b)
Shell joint or outer periphery
of insert plate
(See
Note 2)
CL
J JNeck bevel should be about 10 degrees
Round and grind corner
(See Tables 5-7a and 5-7b)
(See Tables 5-6a, 5-6b, 5-7a, and 5-7b)
CL
T + t(min)
Shell
(See
Note 2)
DO (m
in) (See Note 3)A
t (min)
45º
1/3 (T + t) min
(See
Note 2)
1/3 (t +T) min
(See Tables 5-7a and 5-7b)
T + t(min)
A
Bottom
45º
[10 mm (3/8 in.) maximum][10 mm (3/8 in.) maximum]
Radiograph(see 8.1.2.2,
Item d)
T + t(min)
1:4bevel
Alternativebevel
Radiograph(see 8.1.2.2,
Item d)
45º
CL
CL
A
Radiograph(see 8.1.2.2,Item d and e)
t t
1.5 mm (1/16 in.)1.5 mm (1/16 in.)
t1:4 bevel
1:4 bevel
(See Tables 5-6a,
5-6b, 5-7a, and 5-7b)
(See N
ote 1)
Manufacturer’s standard
(15 degrees minim
um,
35 degrees maxim
um)
T t
A
Round corner if weld <T(See Tables 5-7a and 5-7b) (See Tables 5-7a and 5-7b)
A[10 mm (3/8 in.) maximum]
JJ
(See N
ote 1)
Manufacturer’s standard
(15 degrees minim
um,
35 degrees maxim
um)
L and W (Tables 5-6a and 5-6b) or D
O
T t
T or t[40 mm (11/2 in.) maximum]
A
1.5 mm (1/16 in.)
T or t[40 mm (11/2 in.) maximum]
1.5 mm(1/16 in.)
Round corner if weld <T
(See Tables5-6a, 5-6b, 5-7a, and 5-7b)
Round and grind
Neck bevel should beabout 10 degrees
(See Tables 5-7a and 5-7b)
Manhole or Nozzle Nozzle
Insert-type Reinforcement for Manholes and Nozzles
Alternativeneck detail
tn
tn
tn
1.5 mm (1/16 in.)
Nozzle
Nozzle
Notes:1. See Table 5.7a and Table 5.7b, Column 3, for the shell cutout, which shall
not be less than the outside diameter of the neck plus 13 mm (1/2) in.2. See 5.7.3 for minimum spacing of welds at opening connections.3. The weld size shall be either A (from Table 5.7a and Table 5.7b, based on t)
or tn (minimum neck thickness from Table 5.4a, Table 5.4b, Table 5.6a, Table 5.6b, Table 5.7a and Table 5.7b), whichever is greater.
4. Other permissible insert details are shown in Figure 5.8 of API Standard 620. The reinforcement area shall conform to 5.7.2.
5. Dimensions and weld sizes that are not shown are the same as those given in Figure 5.7a and Table 5.4a through Table 5.8b.
6. Details of welding bevels may vary from those shown if agreed to by the Purchaser.
•
Figure 5.7b—Details of Shell Manholes and Nozzles

Figure 5.8—Shell Nozzles (see Tables 5.6a, 5.6b, 5.7a, 5.7b, 5.8a, and 5.8b)
Reinforcing Plate
Regular-type Flanged Nozzles, NPS 3 or Larger(Bolt holes shall straddle flange centerlines)
Diamond Circular
Single Flange Special Flange
Detail B
One 6 mm (1/4 in.) telltale holein reinforcing plate,
on horizontal centerline
Bend reinforcing plate toradius of tank shell
Alternative shapefor low-type nozzles
See Detail A or B forbottom edge
(See Figure 5-7b) (See Figure 5-7b)(See Figure 5-7b)
(See Figure 5-7b)
Arc distance
11
Tank bottom
Victaulic grooveor threads
(See Note 1) (See Note 1)
(See Note 1)
(See Note 5)60º
t /2 [6 mm (1/4 in.) minimum]
C
Chip
DO
DP
DRD
P
W
L
D
R
DR/2
DR/2
J Jt
TQ
OD
BB
HN
OD
J Jt
TQ Q
J t
TQ
OD
B
Nozzle CL
Double Flange
T Tt t
L
Detail ALow-type Flanged Nozzles, NPS 3 or Larger
(Bolt holes shall straddle flange centerlines)
NOTES1. See 5.1.5.7 for information on the size of welds.2. See 5.8.9 for information on the couplings used in shell nozzles.3. Nozzles NPS 3 or larger require reinforcement.
4. Details of welding bevels may vary from those shown if agreed to by the Purchaser.
5. Shop weld not attached to bottom plate.6. See 5.7.6.2 for information on supplying nozzles flush or with an
internal projection.
•

Figure 5.8—Shell Nozzles (continued)
Dimension A = size of fillet weld A(see Note 1)
Shell Shell Shell ShellHN C
Bottom Bottom Bottom Bottom
t
Type A Type B Type C Type D
45º
CL
A
t
J
0
t t10 mm (3/8 in.) maximum
10 mm (3/8 in.) maximum
11/4 tmin(see Note 8) 11/4 tmin
(see Note 8)
(see Note 7)
A(see Note 7) 1.5 mm (1/16 in.)
Couplings and Flanged Fittings, NPS 3/4 Through NPS 2 (see Note 3)
A
Low
type
Reg
ular
NOTES (continued)7. See Table 5.7a and Table 5. 7b, Column 6.8. tmin shall be 19 mm (3/4 in.) or the thickness of either part joined by the fillet weld, whichever is less.9. The construction details apply to unreinforced threaded, non-threaded, and flanged nozzles.
14

Figure 5.9—Minimum Spacing of Welds and Extent of Related Radiographic Examination
Toe of weld
Toe of weld
Reinforcing plateReinforcing plate
Penetration Without Reinforcing Plate
Penetration With Reinforcing Plate
Toe of weld
Minimum spacing shall be 8 times theshell thickness or 1/2 the radius of theopening, whichever is less
of butt-weldedshell joint
CL
See 5.7.3E
xten
t of r
adio
grap
hy
1.5D
P1.
5DP
Ext
ent o
f rad
iogr
aphy
1.5D
P1.
5DP
Minimum spacing shall be 8 times theshell thickness
of butt-weldedshell joint
CLSee 5.7.3
Minimum spacing shall be 8 times theshell thickness or 1/2 the radius of the
opening, whichever is less
Ext
ent o
f rad
iogr
aphy1.5D
P1.
5DP
Detail a Detail b
Detail c Detail d Detail e
of butt-weldedshell joint
CL
Note: Dp = diameter of opening.

Figure 5.12—Flush-Type Cleanout Fittings (see Tables 5.9a, 5.9b, 5.10a, 5.10b, 5.11a, and 5.11b)
Shell plate at cleanout fitting = td
See Detail b
Equal spaces
Nearest horizontal weld
125 mm(5 in.)
One telltale 6 mm (1/4 in.) hole in reinforcingplate at aboutmid-height
r2
Reinforcing plate = td
Shell plateof lowestshellcourse = t
(See Note 1)
6 mm(1/4 in.) 6 mm
(1/4 in.)
6 mm(1/4 in.)
6 mm (1/4")
6 mm(1/4 in.)
6 mm(1/4 in.)
6 mm(1/4 in.)
5 mm(3/16 in.)
5 mm(3/16 in.)
5 mm (3/16 in.)
gB
B
300 mm (12 in.) min
150 mm(6 in.) min
W/2 arc dimensions
Flange bolt-holediameter = boltdiameter (see Tables 5-9aand 5-9b) + 3 mm (1/8 in.)
b/2
f2
r1 L
A
A
f3e
eEqual spacesf3 6 mm (1/4 in.)
See Detail a
td
See Detail bfor top and sides
tc
tb
h
Bottomplate
e
Section A-A
Grind radius on cornerwhen weld is less than td
td[40 mm
(11/2 in.) max]
tdtd
tc
td[19 mm (3/4 in.) max]
td
Neck bevel shall beapproximately 10 degrees
f3
(SeeNote 1)
Cover plate
Versine
Detail aSection B-B
tdtd
tb
(See Note 1)
Full-filletweld
td + td + 250 mm (10 in.)(see Note 2)
32 mm(11/4 in.) min
DD 90 degrees ± 30 degrees
32 mm (11/4 in.) min125 mm (5 in.) min
Section C-C
Section D-D
32 mm(11/4
in.) min
75 mm (3 in.) radius
10 mm (3/8 in.) thick175 mm (5 in.)
38 mm (11/2")
38 mm (11/2")
38 mm(11/2")
50 mm(2 in.)
or
Full-penetrationweld
(See Note 3)
75 mm(3 in.)
CC
Roundand grind
Detail b
Lifting Lug
Notch as required to provide flush joint under shell ring (see Section D-D)
375 mm(15 in.) min
(See Note 5)
(See Note 5)
(See Note 5)
Notes:1. Thickness of thinner plate joined (13 mm [1/2 in.] maximum).2. When an annular plate is provided, the reinforcing plate shall be
regarded as a segment of the annular plate and shall be the same width as the annular plate.
3. When the difference between the thickness of the annular ring and that of the bottom reinforcing plate is less than 6 mm (1/4 in.), the radial joint between the annular ring and the bottom reinforcing plate
may be butt-welded with a weld joint suitable for complete penetration and fusion.
4. Gasket material shall be specified by the Purchaser. The gasket mate-rial shall meet service requirements based on product stored, design metal temperature, maximum design temperature and fire resistance.
5. The thickness (td) of the shell plate at the cleanout opening, the reinforcing plate, and the neck plate, shall be equal to or greater than the thickness (t) of the shell plate of the lowest shell course.
•

Figure 5.14—Flush-type Shell Connection
tn = 16 mm (5/8 in.) min
One 6 mm (1/4") telltalehole in reinforcing plateat about mid-height
Section B-B
Section A-A
B
h
50 mm (2 in.) min
150 mm(6 in.) min
W/2 arc dimensions
150 mm (6 in.) min
L
375 mm (15 in.) min
C
C
Shell or insert plate inflush connection = td
Reinforcing plate = td
B
75 mm(3 in.)
Bottom reinforcing plate
Shell plate oflowest shellcourse = t
See Section C-C(Figure 5-11 —continued)
Centerline of connection
tb
tdtd
32 mm (11/4 in.) min
Bottom reinforcing plate
A
A
Butt-weldNozzle transition to
circular flange
Butt-weld
75 mm(3 in.) radius
125 mm (5 in.) min
Full-fillet weld
All joints approximately90 degrees
Bottom plate
Bottom transition plate for minimumarc dimension of W + 1500 mm (60 in.)
2td + 250 mm (10 in.)
(See Note 2)
Centerlineof connection
600 mm(24 in.) min
32 mm (11/4 in.) min
Notch as required to provideflush joint
Full-penetrationweld
5 mm(3/16 in.)
6 mm(1/4 in.)
r2
r1
b/2
300 mm(12 in.) min

Figure 5.16—Roof Manholes (see Table 5.13a and Table 5.13b)
150 mm (6 in.)
150 mm (6 in.)
A
16-mm (5/8-in.) diameter bolts in 20-mm (3/4 in.)diameter holes (see Table 5-13a and Table 5-13bfor number of bolts; bolt holes shall straddle centerlines)
A
6 mm (1/4 in.) cover plate
DB 16 mm (5/8 in.)diameter rod
DC
DP
DR
ID
6 mm (1/4 in.)
6 mm (1/4 in.)
6 mm (1/4 in.)
Axis alwaysvertical
or 150 mm (6 in.) min
6 mm (1/4 in.)cover plate
IDDP
Roof plate
Section A-A—Roof Manhole With Reinforcing Plate
Base For Roof Manhole Without Reinforcing Plate
Alternative Neck-to-Roof-Plate Joint
Roof plate
6 mm (1/4 in.)
6 mm (1/4 in.)
6 mm (1/4 in.)
6 mm(1/4 in.)
6 mm (1/4 in.)
5 mm (3/16 in.)
5 mm (3/16 in.)
150 mm(6 in.)
75 mm (3 in.)
Reinforcing plate
1.5 mm (1/16 in.)thick gasket
Alternative Flange Detail

Figure 5.17—Rectangular Roof Openings with Flanged Covers
Typical
75 mm (3 in.) typical
45º
Grind flush
Section A-A, Typical
AA
125 mm (5 in.)typical
Neck 6 mm (1/4 in.) thick min.
16 mm (5/8 in.) diameter rod,4 places
Except for handles, coverplate not shown.
1800 mm(6 ft) max
900 mm (3 ft) max
B B
Typical
1.5 mm (1/16 in.) thick gasket
Cover 5 mm (3/16 in.) thick minimum
5 mm (3/16 in.) galv. wirerope lanyard
250 mm(10 in.) max
Note 1
6 mm (1/4 in.) reinforcing plate, when required. See Note 4.
38 mm (1.5 in.) x 38 mm (1.5 in.) x 6 mm (1/4 in.) tab
Section B-B
Note 3
75 mm(3 in.)
150 mm(6 in.)
5 mm (3/16 in.) typical 100 mm (4 in.) minimum75 mm (3 in.) x 10 mm (3/8 in.)bar flange
Roof plate
Notes:1. Weld size shall be the smaller of the plate thicknesses being joined.2. Cover may be either parallel to roof or horizontal. Opening may be oriented as desired.3. Bolts shall be 16-mm (5/8-in.) diameter in 20-mm (3/4-in.) holes, which shall be equally spaced and shall not exceed 125-mm (5 in.) on center.4. When required, provide 6-mm (1/4-in.) reinforcing plate. Width at least 1/2 smallest opening dimension. Round outside corners with 75 mm (3 in.) radius, minimum. Seams shall be square groove butt-welded.
•

Figure 5.19—Flanged Roof Nozzles (see Table 5.14a and Table 5.14b)
Figure 5.20—Threaded Roof Nozzles (see Table 5.15a and Table 5.15b)
Figure 5.21—Drawoff Sump (see Table 5.16a and Table 5.16b)
DR
Axis alwaysvertical
AlternativeNeck-to-Roof-Plate
Joint
Roof plate
Base for Nozzle without Reinforcing Plate
Axis alwaysvertical
Roof plate6 mm(1/4 in.)
6 mm (1/4 in.)6 mm
(1/4 in.)5 mm
(3/16 in.)
DP
DP
Plain or raised-faceslip-on welding, welding-neck,or plate ring flange
(See note)
Standard-weight line pipe
HR
Nozzle with Reinforcing Plate
Note: When the roof nozzle is used for venting, the neck shall be trimmed flush with the roofline.
6 mm (1/4 in.) 6 mm (1/4 in.)
6 mm (1/4 in.)5 mm (3/16 in.)
Roof plate
Nozzle without Reinforcing Plate
Axis alwaysvertical
Roof plate
DP
(See note)
Nozzle with Reinforcing Plate
DRDP
Axis always vertical
Pipe coupling
Note: See 5.8.9 for requirements for threaded connections. When the roof nozzle is used for venting, the neck shall be trimmed flush with the roofline.
Full fillet
Full fillet
Full filletDetail a1 Detail a2
Detail b Detail c
Detail a4
Detail a3
C
B 1 pipediameter (min)
100 mm (4 in.)Sand cushion A
t
t
t
Tank bottom
See Detailb, c, or d
Tank shell
Nozzle neck
Tack-weldbackup barto flange60
6 mm (1/4 in.)6 mm (1/4 in.)
6 mm(1/4 in.)
6 mm(1/4 in.)
6 mm(1/4 in.)
6 mm(1/4 in.)
8 mm (5/16 in.)
8 mm (5/16 in.)
8 mm(5/16 in.)
Internal pipe
Detail d
Full fillet weld
NOTE The erection procedure shall be performed by one of the following methods or by an alternate design approved by a Storage Tank Engineer:
a) For sumps being placed in the foundation before bottom placement, the sump shall be placed in position with at least 100 mm (4 in.) of thoroughly compacted sand, or other suitable fill material, around the sump. The sump then shall be welded to the bottom.
b) For sumps being placed in the foundation after bottom placement, sufficient bottom plate shall be removed to allow for the sump to be placed in position with at least 100 mm (4 in.) of thoroughly compacted sand, or other suitable fill material, around the sump. The sump shall then be welded to the bottom.

Table 5.6a—Dimensions for Shell Nozzles (SI)Dimensions in millimeters
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6 Column 7 Column 8 Column 9c
NPS(Size of Nozzle)
Outside Diameter of
PipeOD
Nominal Thickness of Flanged Nozzle Pipe
Walla
tn
Diameter of Hole in
Reinforcing Plate
DR
Length of Side of
Reinforcing Plateb or Diameter
L = Do
Width of Reinforcing
PlateW
Minimum Distance
from Shell-to-Flange
FaceJ
Minimum Distance from Bottom of Tank to Center
of Nozzle
Regular Typed
HN
Low TypeC
Flanged Fittings
60 1524.0 e 1528 3068 3703 400 1641 1534
54 1371.6 e 1375 2763 3341 400 1488 1382
52 1320.8 e 1324 2661 3214 400 1437 1331
50 1270.0 e 1274 2560 3093 400 1387 1280
48 1219.2 e 1222 2455 2970 400 1334 1230
46 1168.4 e 1172 2355 2845 400 1284 1180
44 1117.6 e 1121 2255 2725 375 1234 1125
42 1066.8 e 1070 2155 2605 375 1184 1075
40 1016.0 e 1019 2050 2485 375 1131 1025
38 965.2 e 968 1950 2355 350 1081 975
36 914.4 e 918 1850 2235 350 1031 925
34 863.6 e 867 1745 2115 325 979 875
32 812.8 e 816 1645 1995 325 929 820
30 762.0 e 765 1545 1865 300 879 770

28 711.2 e 714 1440 1745 300 826 720
26 660.4 e 664 1340 1625 300 776 670
24 609.6 12.7 613 1255 1525 300 734 630
22 558.8 12.7 562 1155 1405 275 684 580
20 508.0 12.7 511 1055 1285 275 634 525
18 457.2 12.7 460 950 1160 250 581 475
16 406.4 12.7 410 850 1035 250 531 425
14 355.6 12.7 359 750 915 250 481 375
12 323.8 12.7 327 685 840 225 449 345
10 273.0 12.7 276 585 720 225 399 290
8 219.1 12.7 222 485 590 200 349 240
6 168.3 10.97 171 400 495 200 306 200
4 114.3 8.56 117 305 385 175 259 150
3 88.9 7.62 92 265 345 175 239 135
2f 60.3 5.54 63 — — 150 175 h
11/2f 48.3 5.08 51 — — 150 150 h
1f 33.4 6.35 — — — 150 150 h
3/4f 26.7 5.54 — — — 150 150 h
Threaded and Socket-Welded Couplings
3g 108.0 Coupling 111.1 285 360 — 245 145
2f 76.2 Coupling 79.4 — — — 175 h
11/2f 63.5 Coupling 66.7 — — — 150 h
1f 44.5 Coupling 47.6 — — — 150 h
3/4f 35.0 Coupling 38.1 — — — 150 h
a For extra-strong pipe, see ASTM A53M or A106M for other wall thicknesses; however, piping material must conform to 4.5.b The width of the shell plate shall be sufficient to contain the reinforcing plate and to provide clearance from the girth joint of the shell course.c Low type reinforced nozzles shall not be located lower than the minimum distance shown in Column 9. The minimum distance from the bottom
shown in Column 9 complies with spacing rules of 5.7.3 and Figure 5.6.d Regular type reinforced nozzles shall not be located lower than the minimum distance HN shown in Column 8 when shell thickness is equal to
or less than 12.5 mm. Greater distances may be required for shells thicker than 12.5 mm to meet the minimum weld spacing of 5.7.3 and Figure 5.6.
e See Table 5.7a, Column 2.f Flanged nozzles and couplings in pipe sizes NPS 2 or smaller do not require reinforcing plates. DR will be the diameter of the hole in the shell
plate, and Weld A will be as specified in Table 5.7a, Column 6. Reinforcing plates may be used if the construction details comply with reinforced nozzle details.
g A coupling in an NPS 3 requires reinforcement.h See 5.7.3 and Figure 5.6.
NOTE See Figure 5.8.
Table 5.6a—Dimensions for Shell Nozzles (SI) (Continued)Dimensions in millimeters
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6 Column 7 Column 8 Column 9c
NPS(Size of Nozzle)
Outside Diameter of
PipeOD
Nominal Thickness of Flanged Nozzle Pipe
Walla
tn
Diameter of Hole in
Reinforcing Plate
DR
Length of Side of
Reinforcing Plateb or Diameter
L = Do
Width of Reinforcing
PlateW
Minimum Distance
from Shell-to-Flange
FaceJ
Minimum Distance from Bottom of Tank to Center
of Nozzle
Regular Typed
HN
Low TypeC
●

Table 5.7a—Dimensions for Shell Nozzles: Pipe, Plate, and Welding Schedules (SI)
Dimensions in millimeters
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6
Thickness of Shell and Reinforcing
Platea
t and T
Minimum Pipe Wall Thickness of Flanged Nozzlesb
tn
Maximum Diameter of Hole
in Shell Plate(Dp) Equals
Outside Diameter of Pipe Plus
Size of FilletWeld B
Size of Fillet Weld A
Nozzles Larger Than NPS 2
NPS 3/4 to 2 Nozzles
5 12.7 16 5 6 6
6 12.7 16 6 6 6
8 12.7 16 8 6 6
10 12.7 16 10 6 6
11 12.7 16 11 6 6
13 12.7 16 13 6 8
14 12.7 20 14 6 8

b) The portion lying within the shell-plate thickness.
c) The portion extending inward from the inside surface of the tank shell plate to the distance specified in Item a.
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6
Thickness of Shell and Reinforcing
Platea
t and T
Minimum Pipe Wall Thickness of Flanged Nozzlesb
tn
Maximum Diameter of Hole
in Shell Plate(Dp) Equals
Outside Diameter of Pipe Plus
Size of FilletWeld B
Size of Fillet Weld A
Nozzles Larger Than NPS 2
NPS 3/4 to 2 Nozzles
16 12.7 20 16 8 8
17 12.7 20 18 8 8
20 12.7 20 20 8 8
21 12.7 20 21 10 8
22 12.7 20 22 10 8
24 12.7 20 24 10 8
25 12.7 20 25 11 8
27 14 20 27 11 8
28 14 20 28 11 8
30 16 20 30 13 8
32 16 20 32 13 8
33 18 20 33 13 8
35 18 20 35 14 8
36 20 20 36 14 8
38 20 20 38 14 8
40 21 20 40 14 8
41 21 20 40 16 8
43 22 20 40 16 8
45 22 20 40 16 8
a If a shell plate thicker than required is used for the product and hydrostatic loading (see 5.6), the excess shell-plate thickness, within a vertical distance both above and below the centerline of the hole in the tank shell plate equal to the vertical dimension of the hole in the tank shell plate, may be considered as reinforcement, and the thickness T of the nozzle reinforcing plate may be decreased accordingly. In such cases, the reinforcement and the attachment welding shall conform to the design limits for reinforcement of shell openings specified in 5.7.2.
b This column applies to flanged nozzles NPS 26 and larger. See 4.5 for piping materials.
NOTE See Figure 5.8.
Table 5.7a—Dimensions for Shell Nozzles: Pipe, Plate, and Welding Schedules (SI) (Continued)
Dimensions in millimeters

Table 5.9a—Dimensions for Flush-Type Cleanout Fittings (SI)Dimensions in millimeters
Column 1
Column 2
Column 3
Column 4
Column 5
Column 6
Column 7
Column 8
Column 9
Column 10
Column 11
Height of Opening
h
Width of Opening
b
Arc Width of Shell
Reinforcing Plate
W
Upper Corner Radius
of Opening
r1
Upper Corner
Radius of Shell
Reinforcing Plate
r2
Edge Distanceof Bolts
e
Flange Widtha (Except
at Bottom)
f3
Bottom Flange Width
f2
Special Bolt
Spacingb
g
Numberof
Bolts
Diameterof
Bolts
203 406 1170 100 360 32 102 89 83 22 20
610 610 1830 300 740 38 102 95 89 36 20
914 1219 2700 610 1040 38 114 121 108 46 24
1219c 1219 3200 610 1310 38 114 127 114 52 24
a For neck thicknesses greater than 40 mm, increase f3 as necessary to provide a 1.5 mm clearance between the required neck-to-flange weld and the head of the bolt.
b Refers to spacing at the lower corners of the cleanout-fitting flange.
c Only for Group I, II, III, or IIIA shell materials (see 5.7.7.2).
NOTE See Figure 5.12.
Table 5.9b—Dimensions for Flush-Type Cleanout Fittings (USC)Dimensions in inches
Column 1
Column 2
Column 3
Column 4
Column 5
Column 6
Column 7
Column 8
Column 9
Column 10
Column 11
Height of
Openingh
Width of Opening
b
Arc Width of Shell
Reinforcing Plate
W
Upper Corner Radius
of Opening
r1
Upper Corner
Radius of Shell
Reinforcing Plate
r2
Edge Distanceof Bolts
e
Flange Widtha (Except
at Bottom)
f3
Bottom Flange Width
f2
Special Bolt
Spacingb
g
Numberof
Bolts
Diameterof
Bolts
8 16 46 4 14 11/4 4 31/2 31/4 22 3/4
24 24 72 12 29 11/2 4 33/4 31/2 36 3/4
36 48 106 24 41 11/2 41/2 43/4 41/4 46 1
48c 48 125 24 511/2 11/2 41/2 5 41/2 52 1
a For neck thicknesses greater than 19/16 in., increase f3 as necessary to provide a 1/16 in. clearance between the required neck-to-flange weld and the head of the bolt.
b Refers to spacing at the lower corners of the cleanout-fitting flange.
c Only for Group I, II, III, or IIIA shell materials (see 5.7.7.2).
NOTE See Figure 5.12.
●
●

Charlie Chong/ Fion Zhang
8. IMPACT TESTING The inspector should understand the importance of tank materials having
adequate toughness. The inspector should be able to determine: a) Tank design metal temperature (API-650, 4.2.9.3 & Figure 4-2) b) Material Group Number for a plate (API-650, Tables 4-3a and 4-3b) c) If impact testing is required (API-650, Figure 4-1a and 4-1b) d) If impact test values are acceptable (API-650, Table 4-4a and 4-4b)

Charlie Chong/ Fion Zhang
4.2.9 Impact Testing of Plates4.2.9.1 When required by the Purchaser or by 4.2.10, a set of Charpy V-notch impact specimens shall be taken from plates after heat treatment (if the plates have been heat treated), and the specimens shall fulfill the stated energy requirements. Test coupons shall be obtained adjacent to a tension-test coupon. Each full-size impact specimen shall have its central axis as close to the plane of one-quarter plate thickness as the plate thickness will permit.
4.2.9.2 When it is necessary to prepare test specimens from separate coupons or when plates are furnished by the plate producer in a hot-rolled condition with subsequent heat treatment by the fabricator, the procedure shall conform to ASTM A20.

Charlie Chong/ Fion Zhang
4.2.9.3 An impact test shall be performed on three specimens taken from a single test coupon or test location. The average value of the specimens (with no more than one specimen value being less than the specified minimum value) shall comply with the specified minimum value. If more than one value is less than the specified minimum value, or if one value is less than two-thirds the specified minimum value, three additional specimens shall be tested, and each of these must have a value greater than or equal to the specified minimum value.

Charlie Chong/ Fion Zhang
Figure 4.1a—Minimum Permissible Design Metal Temperature for Materials Used in Tank Shells without Impact Testing (SI)

Charlie Chong/ Fion Zhang
NOTE 1The Group II and Group V lines coincide at thicknesses less than 13 mm.NOTE 2The Group III and Group IIIA lines coincide at thicknesses less than 13 mm.NOTE 3The materials in each group are listed in Table 4.4a and Table 4.4b.NOTE 4Deleted.NOTE 5Use the Group IIA and Group VIA curves for pipe and flanges (see 4.5.4.2 and 4.5.4.3).NOTE 6Linear equations provided in Table 4.3a can be used to calculate Design Metal Temperature (DMT) for each API material group and the thickness range.

Charlie Chong/ Fion Zhang
Figure 4.2—Isothermal Lines of Lowest One-Day Mean Temperatures (°F)

Charlie Chong/ Fion Zhang
Table 4.3a—Linear Equations for Figure 4.1a (SI)

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
10. RECONSTRUCTED TANK SHELL - MINIMUM THICKNESS The inspector should be able to determine the minimum thickness of the shell of a reconstructed tank. The inspector should be able to: a) Determine “Sd”, allowable stress for design condition (API-650, table 5-2,
API-653, 8.4.2) b) Determine “St”, allowable stress for hydrostatic test condition (API-650,
Table 5-2, API-653, 8.4.3) c) Calculate “td”, design shell thickness (API-650, 5.6.3.2, for tanks of 200
foot diameter and smaller) d) Calculate “tt”, hydrostatic test shell thickness (API-650, 5.6.3.2)

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
5.6.3.2 The required minimum thickness of shell plates shall be the greater of the values computed by the following formulas:

Charlie Chong/ Fion Zhang
td is the design shell thickness, in inches;tt is the hydrostatic test shell thickness, in inches;D is the nominal tank diameter, in ft (see 5.6.1.1, Note 1);H is the design liquid level, in ft:
is the height from the bottom of the course under consideration to the top of the shell including the top angle, if any; to the bottom of any overflow that limits the tank filling height; or to any other level specified by the Purchaser, restricted by an internal floating roof, or controlled to allow for seismic wave action,
G is the design specific gravity of the liquid to be stored, as specified by the Purchaser;
CA is the corrosion allowance, in inches, as specified by the Purchaser (see 5.3.2);
Sd is the allowable stress for the design condition, in lbf/in.2 (see 5.6.2.1);St is the allowable stress for the hydrostatic test condition, in lbf/in.2
(see 5.6.2.2).

Charlie Chong/ Fion Zhang
A. The inspector should have the knowledge and skills required to review a Procedure Qualification Record and a Welding Procedure Specification or to answer questions requiring the same level of knowledge and skill. Questions covering the specific rules of Section IX will be limited in complexity and scope to the SMAW and SAW welding processes.
1. Questions will be based on: a) No more than one process b) Filler metals limited to one c) Essential, non-essential, variables only will be covered d) Number, type, and results of mechanical tests e) Base metals limited to P1 f) Additional essential variables required by API-650 or API-653

Charlie Chong/ Fion Zhang
9.2 Qualification of Welding Procedures9.2.1 General Requirements9.2.1.1 The erection Manufacturer and the fabrication Manufacturer if other than the erection Manufacturer, shall prepare welding procedure specifications and shall perform tests documented by procedure qualification records to support the specifications, as required by Section IX of the ASME Code and any additional provisions of this standard. If the Manufacturer is part of an organization that has, to the Purchaser’s satisfaction, established effective operational control of the qualification of welding procedures and of welder performance for two or more companies of different names, then separate welding procedure qualifications are not required, provided all other requirements of 9.2, 9.3, and Section IX of the ASME Code are met. Welding procedures for ladder and platform assemblies, handrails, stairways, and other miscellaneous assemblies, but not their attachments to the tank, shall comply with either AWS D1.1, AWS D1.6, or Section IX of the ASME Code, including the use of standard WPSs.

Charlie Chong/ Fion Zhang
9.2.1.2 The welding procedures used shall produce weldments with the mechanical properties required by the design.
9.2.1.3 Material specifications listed in Section 4 of this standard but not included in Table QW-422 of Section IX of the ASME Code shall be considered as P-No. 1 material with group numbers assigned as follows according to the minimum tensile strength specified:
a) less than 485 MPa (70 ksi)- Group 1; b) equal to or greater than 485 MPa (70 ksi) but less than 550 MPa (80 ksi)-
Group 2; c) equal to or greater than 550 MPa (80 ksi)—Group 3.
Separate welding procedures and performance qualifications shall be conducted for A841M/A841 material.

Charlie Chong/ Fion Zhang
9.2.1.4 Welding variables (including supplementary essential variables when impact tests are required by 9.2.2), as defined by QW-250 of Section IX of the ASME Code, shall be used to determine the welding procedure specifications and the procedure qualification records to be instituted. In addition, when impact tests of the heat-affected zone are required, the heat-treated condition of the base material shall be a supplementary essential variable. Plates produced by the controlled-rolled process are not to be considered as having received any heat treatment. If a protective coating has been applied to weld edge preparations, the coating shall be included as an essential variable of the welding procedure specification, as required by 7.2.1.9.

Charlie Chong/ Fion Zhang
9.2.2 Impact Tests9.2.2.1 Impact tests for the qualification of welding procedures shall comply with the applicable provisions of 4.2.9 and shall be made at or below the design metal temperature.

Charlie Chong/ Fion Zhang
9.2.2.2 When impact testing of a material is required by 4.2.9, 4.2.10, or 4.5.4 impact tests of the heat-affected zone shall be made for all machine, automatic, and semiautomatic welding procedures.
9.2.2.3 For all materials to be used at a design metal temperature below 10°C (50°F), the qualification of the welding procedure for vertical joints shall include impact tests of the weld metal. If vertical joints are to be made by a machine, automatic, or semiautomatic process, impact tests of the heat-affected zone shall also be made.
9.2.2.4 When the design metal temperature is below -7°C (20°F), impact tests of the weld metal shall be made for all procedures used for welding the components listed in 4.2.10.1, for welding attachments to these components, and for fabricating shell nozzles and manholes from pipe and forgings listed in 4.5.

Charlie Chong/ Fion Zhang
9.2.2.5 Impact tests shall show minimum values for acceptance inaccordance with 4.2.9.3 and the following:
a) for P-No. 1, Group 1, materials- 0 J (15 ft-lbf), average of three specimens;b) for P-No. 1, Group 2, materials- 27 J (20 ft-lbf), average of three specimens; c) for P-No. 1, Group 3, materials- 34 J (25 ft-lbf), average of three specimens.
For shell plates thicker than 40 mm (1½ in.), these values shall be increased by 7J (5 ft-lbf) for each 13 mm ( ½ in.) over 40 mm (1½ in.)

Charlie Chong/ Fion Zhang
9.2.2.6 Weld-metal impact specimens shall be taken across the weld with one face substantially parallel to and within 1.5 mm (1/16 in.) of the surface of the material. The notch shall be cut normal to the original material surface and with the weld metal entirely within the fracture zone.
9.2.2.7 Heat-affected-zone impact specimens shall be taken across the weld and as near the surface of the material as is practicable. Each specimen shall be etched to locate the heat-affected zone, and the notch shall be cut approximately normal to the original material surface and with as much heat-affected-zone material as possible included in the fracture zone.
9.2.2.8 Production welding shall conform to the qualified welding procedure, but production-weld test plates need not be made.

Charlie Chong/ Fion Zhang
C. API-650 and API-653: General welding requirements: 1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector
should be familiar with and understand the general rules for welding in API-650, Section 9 and other rules for welding in API-650 such as those for:
a) typical joints and definitions b) weld sizes c) restrictions on joints d) maximum allowable reinforcement e) inspection requirements

Charlie Chong/ Fion Zhang
III. NONDESTRUCTIVE EXAMINATION ASME Section V, Nondestructive Examination NOTE: The examination will cover only the main body of each referenced Article, except as noted:
F. API-650 and API-653: General nondestructive examination requirements: 1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector
should be familiar with and understand the general rules for NDE in API-650, Section 8.
2. API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction: The inspector should be familiar with and understand the general rules for NDE in API-653, Section 12

Charlie Chong/ Fion Zhang
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction and the related portions of API Standard 650, Welded Steel Tanks for Oil Storage (NOTE: all of API-653 is applicable to the examination unless specifically excluded.)
3. The inspector should have an understanding of the requirements for performing repairs and alterations such as:
a) definitions of repairs and alterations b) repairs to foundations, shell plates, welds, tank bottoms, nozzles & penetrations, roofs, seals c) knowledge of the repair/alteration material and toughness requirements d) use of unidentified materials for repairs/alterations e) hot tap requirements and procedures f) inspection and NDE requirements for repairs and alterations g) hydrostatic and leak testing requirements h) lap welded patch plates (API-653, 9-3) i) new bottoms supported by grillage API-650, Annex I, excluding calculations)

Charlie Chong/ Fion Zhang
API-653 ABOVEGROUND STORAGE TANK INSPECTOR-BOK

05/15
Page 1 of 12
653_BOK_2015
BODY OF KNOWLEDGE
API-653 ABOVEGROUND STORAGE TANK INSPECTOR CERTIFICATION EXAMINATION
November 2015, March 2016 and July 2016 (Replaces October 2013)
API Authorized Aboveground Storage Tank Inspectors must have a broad knowledge base relating to tank
inspection and repair of aboveground storage tanks. The API Aboveground Storage Tank Inspector Certification
Examination is designed to identify individuals who have satisfied the minimum qualifications specified in API
Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction.
Questions may be taken from anywhere within each document in this Body of Knowledge (BOK), unless
specifically excluded herein.
In the event that specific sections of a document are listed as excluded– all other sections within that document are
included.
In some cases specific paragraphs or sections, such as the example shown below, are included as an aid to the
candidate. This is not intended to exclude other paragraphs.
For example: In the “Corrosion Rate and Inspection Intervals” section of this BOK (Section A, sub-section 1), it
states:
The Inspector must be able to calculate:
a) Metal Loss (including corrosion averaging - API-653, Section 4)
This means that the metal loss calculation will be found in Section 4. It does not mean that other sections in that
document are excluded.
The examination consists of two parts. The closed-book part tests the candidate on knowledge and tasks requiring
everyday working knowledge of API Standard 653 and the applicable reference documents. The open-book portion
of the examination requires the use of more detailed information that the inspector is expected to be able to find in
the documents, but would not normally be committed to memory.
REFERENCE PUBLICATIONS:
A. API Publications
API Recommended Practice 571, Damage Mechanisms Affecting Equipment in Refining Industry
API Recommended Practice 575, Inspection of Atmospheric and Low-Pressure Storage Tanks
API Recommended Practice 577, Welding Inspection and Metallurgy
API Standard 650, Welded Steel Tanks for Oil Storage
API Recommended Practice 651, Cathodic Protection of Aboveground Petroleum Storage Tanks
API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction
B. ASME Publications
American Society of Mechanical Engineers (ASME) Boiler & Pressure Vessel Code:
Section V, Nondestructive Examination
Section IX, Welding and Brazing Qualifications
Note: Refer to the Publications Effectivity Sheet in the application package for a list of which editions, addenda, and
supplements of the reference publications are effective for your exam.

05/15
Page 2 of 12
653_BOK_2015
CALCULATIONS & TABULAR EVALUATIONS FOR EVALUATING THICKNESS MEASUREMENTS,
WELD SIZES, AND TANK INTEGRITY
(NOTE: Paragraph references for all formulas and calculations listed here should be checked for accuracy to the
edition, addenda, or supplement for the examination you plan to take per the Publication Effectivity Sheet in the API
Examination Application.)
NOTE: Candidates are expected to be able to understand SI units (metric system) and the US customary units (inches,
feet, PSI, etc.) and to use both system formulas.
A. Calculation questions will be oriented toward existing tanks, not new tanks. API Authorized AST Inspectors
should be able to check and perform calculations included in the following categories:
1. CORROSION RATES AND INSPECTION INTERVALS (API-575, Paragraph 7.2)
The Inspector should be able to take inspection data and determine the internal and external inspection intervals.
These calculations could be in either the “open book” or “closed book” portion of the exam. The Inspector must be
able to calculate:
a) Metal Loss (including corrosion averaging – (API-653, Section 4)
b) Corrosion Rates
c) Remaining Life
d) Remaining Corrosion Allowance
e) Inspection Interval (API-653, Section 6)
Remaining life (years) = t actual - t minimum
corrosion rate [inches (millimeters) per year]
Where:
t actual = the thickness, in inches (millimeters), recorded at the time of
inspection for a given location or component.
t minimum = minimum allowable thickness, in inches (millimeters), for a
given location or component.
Corrosion rate = t previous - t actual
years between t actual and t previous
t previous = the thickness, in inches (millimeters), recorded at the same
location as t actual measured during a previous inspection.
The formulas for performing the above calculations and rules for setting the inspection intervals may be "closed-
book" during the exam. The inspector should also be able to compensate for the corrosion allowance. (Add or
subtract based on requirements from the exam problem.)
2. JOINT EFFICIENCIES
The inspector must be able to determine the joint efficiency, "E", of a tank weld. Inspector should be able to
determine:
a) Joint Types (API-653 Section 4, Table 4-2)
b) Type and extent of radiography performed (API 653, Table 4-2, Section 12; API 650, Section 8.1, Figure 8-
1)
c) Joint efficiency by reading API-653, Table 4-2

05/15
Page 3 of 12
653_BOK_2015
Determining joint efficiency may be part of a minimum thickness or maximum fill height problem since joint
efficiency, "E", is used in the formulas for determining required thickness. (API-653, 4.3.3.1)
3. MAXIMUM FILL HEIGHT (HYDROSTATIC TESTING)
The inspector should be able to determine the maximum liquid height for a tank. To determine the height, the “t min”
formula in API-653 is rearranged as follows. This formula will be provided in the exam. The inspector is NOT
expected to derive this formula by using transposition.
a) Calculate the minimum allowable thickness per Section 4 of API 653 or the maximum fill height in the
localized corroded area per:
HS E t
D G
min
.2 6
b) Calculate the minimum allowable thickness per Section 4 of API 653 or the maximum fill height for an
entire shell course per:
HS E t
D G
min
.2 6+ 1
4. WELD SIZES FOR SHELL & ROOF OPENINGS
The inspector should be familiar with determining the sizes and spacing of welds for shell openings to the extent of
being able to use the information in the following Figures and Tables:
a) API-650, Figures 5-7a, 5-7b, 5-8, 5-9, 5-12, 5-14, 5-16, 5-17, 5-19, 5-20, 5-21
b) API-650, Tables 5-6, 5-7, 5-9
c) API-653, Figures 9-1, 9-2, 9-4, 9-5
5. HOT TAPPING
a) The Inspector should be familiar with the Hot Tapping requirements. (API-653, Paragraph 9.14)
b) The inspector should be able to calculate the minimum spacing between an existing nozzle and a new hot tap
nozzle. (API-653 Paragraph 9.14.3)
6. SETTLEMENT EVALUATION
The Inspector should be able to calculate the maximum allowed settlement for the following:
a) Edge Settlement (API-653 Annex B.2.3, fig. B-5)
b) Bottom Settlement Near the Tank Shell (API-653, Annex B.2.4, Figures B-6, B-7, B-9 B-10, B-11, B-12, B-
13)
c) Localized Bottom Settlement Remote from the Tank Shell (API-653, Annex B.2.5, Fig. B-8)
7. NUMBER OF SETTLEMENT POINTS
a) The inspector should be able to calculate the number of survey points for determining tank settlement. (API-
653 12.5.2, Annex B, Figure B-1, Figure B-2)

05/15
Page 4 of 12
653_BOK_2015
8. IMPACT TESTING
The inspector should understand the importance of tank materials having adequate toughness. The inspector should
be able to determine:
a) Tank design metal temperature (API-650, 4.2.9.3 & Figure 4-2)
b) Material Group Number for a plate (API-650, Tables 4-3a and 4-3b)
c) If impact testing is required (API-650, Figure 4-1a and 4-1b)
d) If impact test values are acceptable (API-650, Table 4-4a and 4-4b)
9. EXISTING TANK SHELL - MINIMUM THICKNESS
a) Calculate “S”, allowable stress (API-653, 4.3.3.1 & 4.3.4.1)
b) Determine “E”, Joint efficiency (API-653, 4.3.3.1, 4.3.4.1 & Tables 4-2 & 4-3)
c) Determine “H”, liquid height (API-653, 4.3.3.1 & 4.3.4.1)
d) Calculate- minimum acceptable thickness (API-653, 4.3.3.1 & 4.3.4.1)
e) Calculate the thickness required for continued service (API-653, 4.3.3.1 & 4.3.4.1)
10. RECONSTRUCTED TANK SHELL - MINIMUM THICKNESS
The inspector should be able to determine the minimum thickness of the shell of a reconstructed tank. The inspector
should be able to:
a) Determine “Sd”, allowable stress for design condition (API-650, table 5-2, API-653, 8.4.2)
b) Determine “St”, allowable stress for hydrostatic test condition (API-650, Table 5-2, API-653, 8.4.3)
c) Calculate “td”, design shell thickness (API-650, 5.6.3.2, for tanks of 200 foot diameter and smaller)
d) Calculate “tt”, hydrostatic test shell thickness (API-650, 5.6.3.2)
11. TANK SHELL - CORRODED AREA
The inspector should be able to determine if a tank shell corroded area is acceptable for continued service. The
inspector should be able to:
a) Select “t2”, minimum thickness exclusive of pits for a corroded area (API-653, 4.3.2.1.a & Figure 4-1)
b) Calculate “L”, critical length for a corroded area (API-653, 4.3.2.1.b & Figure 4-1)
c) Determine “t1”, average thickness for a corroded area (API-653, 4.3.2.1.c, 4.3.2.1.d, Figure 4-1)
d) Determine “t min” for the corroded area “H”, height and “E”, joint efficiency will be based on corroded area
(API-653, 4.3.3.1)
e) Determine if tmin is acceptable (API-653, 4.3.3.1.a & .b)
12. TANK SHELL - PITTING
The inspector should be able to evaluate a pitted area. The inspector should be able to:
a) Calculate maximum acceptable pit depth (API-653, 4.3.2.2.a)
b) Determine the maximum length of pits in any 8” vertical length (API-653, 4.3.2.2.b & Figure 4-2)
13. BOTTOM PLATE MINIMUM THICKNESS
The inspector should be able to determine if the bottom thickness is acceptable for continued service. The inspector
should be able to:

05/15
Page 5 of 12
653_BOK_2015
Calculate “MRT”, minimum remaining thickness at the next inspection. (API-653, 4.4.5.1)
Calculate “O”, maximum period of operation. These formulas will be provided in the exam.
14. REPLACEMENT PLATES
a) The inspector should be able to determine the minimum dimensions for a replacement plate. (API-653,
Figure 9-1)
15. LAP WELDED PATCH PLATES
Per API-653, Paragraph 9.3 the inspector should be able to determine:
a) The minimum thickness
b) The minimum weld size
c) The allowable size of the patch plate
B. Typical code calculations and requirements that candidates will NOT be expected to know for purposes of the
certification examination.
1. Required thickness calculations for wind, earthquake, and small internal pressures;
2. Nozzle calculations for external loads;
3. Flange calculations;
4. Brazing requirements;
5. Calculating venting requirements;
6. Ladder, stairway, and other structural type calculations;
7. Calculations for bottoms supported by grillage;
8. Variable point method calculations

05/15
Page 6 of 12
653_BOK_2015
II. WELDING ON ATMOSPHERIC ABOVEGROUND STORAGE TANKS
ASME Section IX, Welding and Brazing Qualifications
(NOTE: Candidates should be familiar with the basic requirements for welding qualifications for procedures and
welding personnel contained in ASME Section IX. Brazing is NOT covered on the examination. )
A. The inspector should have the knowledge and skills required to review a Procedure Qualification Record and a
Welding Procedure Specification or to answer questions requiring the same level of knowledge and skill.
Questions covering the specific rules of Section IX will be limited in complexity and scope to the SMAW and
SAW welding processes.
1. Questions will be based on:
a) No more than one process
b) Filler metals limited to one
c) Essential, non-essential, variables only will be covered
d) Number, type, and results of mechanical tests
e) Base metals limited to P1
f) Additional essential variables required by API-650 or API-653
2. The following are specifically excluded:
a) Dissimilar base metal joints
b) Supplemental powdered filler metals and consumable inserts
c) Special weld processes such as corrosion-resistant weld metal overlay, hard-facing overlay, and dissimilar
metal welds with buttering
d) Charpy impact requirements and supplementary essential variables
e) Any PQR and WPS included on the examination will not include heat treatment requirements.
B. The inspector should know that the WPS must reference the applicable PQR and that the PQR must be signed and
dated.
C. API-650 and API-653: General welding requirements:
1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector should be familiar with and
understand the general rules for welding in API-650, Section 9 and other rules for welding in API-650 such
as those for:
a) typical joints and definitions
b) weld sizes
c) restrictions on joints
d) maximum allowable reinforcement
e) inspection requirements
2. API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction: The inspector should be
familiar with and understand the general rules for welding in API-653, Section 11.

05/15
Page 7 of 12
653_BOK_2015
III. NONDESTRUCTIVE EXAMINATION
ASME Section V, Nondestructive Examination
NOTE: The examination will cover only the main body of each referenced Article, except as noted:
A. Article 1, General Requirements:
The inspector should be familiar with and understand:
1. The Scope of Section V,
2. Rules for use of Section V as a referenced Code,
3. Responsibilities of the Owner / User, and of subcontractors,
4. Calibration,
5. Definitions of “inspection” and “examination”,
6. Record keeping requirements.
B. Article 2, Radiographic Examination:
The inspector should be familiar with and understand:
1. The Scope of Article 2 and general requirements,
2. The rules for radiography as typically applied on butt welded AST horizontal and vertical seams such as, but
not limited to:
· required marking
· type, selection, number, and placement of IQIs,
· allowable density
· control of backscatter radiation
· location markers
3. Records
C. Article 6, Liquid Penetrant Examination, Including Mandatory Appendix II:
The inspector should be familiar with and understand:
1) The Scope of Article 6,
2) The general rules for applying and using the liquid penetrant method such as but not limited to:
a) procedures
b) contaminants
c) techniques
d) examination
e) interpretation
f) documentation
g) record keeping
D. Article 7, Magnetic Particle Examination (Yoke and Prod techniques only, excluding paragraphs T-765 and T-766):
The inspector should be familiar with and understand the general rules for applying and using the magnetic particle
method such as but not limited to:
1. The Scope of Article 7,
2. General requirements such as but not limited to requirements for:
a) procedures
b) techniques (Yoke and Prod only)

05/15
Page 8 of 12
653_BOK_2015
c) calibration
d) examination
e) interpretation
3. Documentation and record keeping
E. Article 23, Ultrasonic Standards, Section SE–797 only – Standard practice for measuring thickness by manual
ultrasonic pulse-echo contact method:
The inspector should be familiar with and understand;
1. The Scope of Article 23, Section SE-797,
2. The general rules for applying and using the Ultrasonic method
3. The specific procedures for Ultrasonic thickness measurement as contained in paragraph 7.
F. API-650 and API-653: General nondestructive examination requirements:
1. API Standard 650, Welded Steel Tanks for Oil Storage: The inspector should be familiar with and understand
the general rules for NDE in API-650, Section 8.
2. API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction: The inspector should be familiar
with and understand the general rules for NDE in API-653, Section 12
IV. PRACTICAL KNOWLEDGE - GENERAL
A. The following topics may be covered:
1. Organization and Certification Requirements.
2. Types and Definitions of Inspections.
3. Types Corrosion and Deterioration.
4. Materials and Fabrication Problems.
5. Welding.
6. Nondestructive Examination (NDE) Methods
7. Corrosion and Minimum Thickness Evaluation.
8. Estimated Remaining Life.
9. Inspection Interval Determination and Issues Affecting Intervals.
10. Inspecting Relief Devices.
11. Inspection Safety Practices.
12. Inspection Records and Reports.
13. Repairs / Alterations.
14. Disassembly and Reconstruction.
15. Hydro Testing,
16. Pneumatic Testing
More information relevant to each of these categories is contained in section “V. PRACTICAL KNOWLEDGE -
SPECIFIC” where each reference publication applicable for study for the examination has been listed with the relevant
topics that may be covered on the examination.
B. Typical code requirements that candidates will NOT be expected to know for purposes of this certification examination.
1. Required thickness calculations for wind, earthquake, and small internal pressures
2. Nozzle calculations for external loads;
3. Flange calculations;
4. Brazing requirements;
5. Calculating venting requirements (API 650 5.8.5);
6. Ladder, stairway, and other structural type calculations;

05/15
Page 9 of 12
653_BOK_2015
7. NDE requirements for eddy current, and motion radiography per ASME Section V, Article 9
8. Technical interpretations of API & ASME Codes and Standards
9. Welding process requirements other than shielded metal arc welding (SMAW) and submerged arc welding
(SAW)
10. API 650, Annex D
11. API 650, Annex E
12. API 650, Annex F
13. API 650, Annex G Except for G1.
14. API 650 Annex I Except for 1.1 and 1.2
15. API 650, Annex J
16. API 650, Annex K
17. API 650, Annex L
18. API 650, Annex M Except for M1.
19. API 650 Annex O Except for O1 & O2
20. API 650, Annex P.
21. API 650, Annex R
22. API 650, Annex S Except for S1
23. API 650, Annex SC
24. API 650, Annex T.
25. API 650, Annex V.
26. API 650, Annex W.
27. API 650, Annex X
28. API 650, Annex Y
V. PRACTICAL KNOWLEDGE - SPECIFIC
A. Each reference publication relative to study for the examination is listed below. A list of topics, which may be
covered, is listed for each publication. Some topics may be listed under more than one publication. For example;
ASME Section IX is the basic document for welding requirements as referenced by API-650 and API-653. The
referencing API documents contain additional welding requirements and exceptions or additions to those contained
in ASME Section IX. Therefore, welding requirements may be listed under all three documents and all three
documents may be listed under the general heading of “Welding on Tanks”.
API RP 571, Damage Mechanisms Affecting Fixed equipment in the Refining Industry
ATTN: Inspectors are not required to memorize the definitions of terms included in Section 3 (Definitions of Terms
and Abbreviations), but are expected to be familiar with the common terms and abbreviations and be able to find
definitions, if needed in the solution of a test question.
Test questions will be based on the following mechanisms only:
4.2.7 - Brittle Fracture
4.2.16 - Mechanical Fatigue
4.3.2 - Atmospheric Corrosion
4.3.3 - Corrosion Under Insulation (CUI)
4.3.8 - Microbiologically Induced Corrosion (MIC)
4.3.9 - Soil Corrosion
4.3.10 – Caustic Corrosion
4.5.1 - Chloride Stress Corrosion Cracking (Cl-SCC)
4.5.3 - Caustic Stress Corrosion Cracking (Caustic Embrittlement)
5.1.1.10- Sour Water Corrosion (Acidic)
5.1.11 - Sulfuric Acid Corrosion

05/15
Page 10 of 12
653_BOK_2015
API Recommended Practice 575, Inspection of Atmospheric and Low-Pressure Storage Tanks
NOTE: API RP-575 is a Recommended Practice and contains many general statements that are not strict requirements.
Some questions on the examination related to RP-575 may contain phrases such as “it is best to” or “an inspector would
normally” when information or statements from RP-575 are covered. In these cases it is important to be familiar with
the content of RP-575 and to be able to pick the best answer of those given. All of RP-575 is applicable to the
examination unless specifically excluded.
A. The inspector should have a practical understanding and be familiar with the information contained in RP-575
(excluding Annex C) as related to:
1. types of tanks covered
2. procedures to perform internal and external inspection
3. the types of external and internal inspections
4. procedures to determine suitability for continued service
5. evaluation change-of-service effects on suitability for continued service
6. evaluation and general condition of:
a) distortions, flaws, windgirders, stiffeners, welds, and nozzles
b) tank bottoms
c) tank foundations
d) causes of corrosion, leaks, cracks, and mechanical deterioration
e) auxiliary equipment.
f) anchor bolts, pipe connections, ground connections
g) insulation.
h) shells and roofs
API RP 577, Welding Inspection and Metallurgy
1. Definitions
2. Welding inspection
3. Welding processes
4. Welding procedure
5. Welding materials
6. Welder qualifications
7. Non-destructive examination
8. Metallurgy
9. Refinery and Petrochemical Plant Welding Issues
10. Terminology and symbols
11. Actions to address improperly made production welds
12. Welding procedure review
13. Guide to common filler metal selection
14. Example report of RT results
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction and the related portions of API
Standard 650, Welded Steel Tanks for Oil Storage
(NOTE: all of API-653 is applicable to the examination unless specifically excluded.)
A. Tank Inspection, NDE, and Testing
1. The inspector should have a practical understanding and be familiar with the information contained in API-
653 related to general inspection practices such as:

05/15
Page 11 of 12
653_BOK_2015
a) types of tanks covered
b) applicable inspection tasks for internal and external inspection (e.g., API Standard 653, Annex C,
Checklists for Tank Inspection).
c) safe working practices
d) thickness and dimensional measurements and tolerances
e) requirements of external and internal inspections
f) frequencies and intervals for external and internal inspection
g) alternatives to the required internal inspection intervals
h) NDE procedures and NDE personnel qualification requirements
i) types of roofs and seals and types of deterioration
j) reasons for inspection and causes of deterioration of storage tanks
k) procedures to check or test storage tanks for leaks
l) tools and equipment for tank inspection
m) failure assessment and deterioration of auxiliary equipment
n) suitability for continued service.
o) change-of-service effects on suitability for continued service
p) evaluation of tank bottom conditions
q) evaluate tank foundation conditions
r) risk of failure due to brittle fracture
s) evaluate the causes of corrosion, leaks, cracks, and mechanical deterioration.
t) evaluate the condition of anchor bolts, pipe connections, ground connections, and insulation
2. The inspector should have an understanding and be able to perform calculations related to: (See also
previous section on “CALCULATIONS FOR EVALUATING THICKNESS MEASUREMENTS AND
TANK INTEGRITY”)
a) actual and minimum required thickness for shell plates
b) maximum allowable fill height
c) required thickness for hydrotesting and for elevated temperatures
d) evaluation of corroded areas and pits on shell plates
e) t min, corrosion rate, inspection interval and remaining corrosion allowance
f) distortions, flaws, welds, and nozzles.
g) minimum thickness for tank bottoms and annular plate rings and shell rings
h) evaluate the effects of tank bottom settlement and acceptable limits
i) evaluate the condition of tank shells and roofs.
j) weld size at roof-to-shell and bottom-to-shell junctions per design requirements
3. The inspector should have an understanding of the requirements for performing repairs and alterations such
as:
a) definitions of repairs and alterations
b) repairs to foundations, shell plates, welds, tank bottoms, nozzles & penetrations, roofs, seals
c) knowledge of the repair/alteration material and toughness requirements
d) use of unidentified materials for repairs/alterations
e) hot tap requirements and procedures
f) inspection and NDE requirements for repairs and alterations
g) hydrostatic and leak testing requirements
h) lap welded patch plates (API-653, 9-3)
i) new bottoms supported by grillage API-650, Annex I, excluding calculations)

05/15
Page 12 of 12
653_BOK_2015
4. The inspector should have an understanding of the requirements for recording the inspection data and
records related to inspection, repairs, and alterations such as:
a) nameplate requirements
b) record-keeping requirements
c) reports for inspection, repair and alterations
API Recommended Practice 651, Cathodic Protection of Aboveground Petroleum Storage Tanks
NOTE: Only Sections 1, 2, 3, 4, 5, 6, 8, and 11 will be covered on the examination.
A. The inspector should have a practical understanding and be familiar with the information contained in RP-651
related to:
1. Corrosion of Aboveground Steel Storage Tanks
2. Determination of Need for Cathodic Protection
3. Methods of Cathodic Protection for Corrosion Control
4. Operation and Maintenance of Cathodic Protection Systems
B. Information contained in RP-651 which the inspector will not be examined on:
1. design of cathodic protection systems
2. sources, detection, and control of interference currents
API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms
A. The inspector should have a practical understanding and be familiar with the information contained in RP-652
related to:
1. types of tank bottom linings and advantage and disadvantages of each
2. considerations for recommending tank bottom linings
3. causes of tank bottom lining failures
4. types of tank bottom lining materials
5. surface preparation requirements for the installation of tank bottom linings
6. issues affecting the application of a tank bottom lining

Charlie Chong/ Fion Zhang
API-653 ABOVEGROUND STORAGE TANK Publications Effectivity Sheet

653_2015_53014
API 653 Exam Administration -- Publications Effectivity Sheet
FOR: November 2015, March 2016 and July 2016
Listed below are the effective editions of the publications required for this exam for the date(s) shown above.
Please be advised that API and ASME documents and publications are copyrighted materials. Reproducing
these documents without API permission is illegal.
API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry,
Second Edition, April 2011
ATTENTION: Only the following sections / mechanisms from RP 571 are included on the exam:
Section 3, Definitions
Par. 4.2.7 Brittle Fracture
4.2.16 Mechanical Fatigue
4.3.2 Atmospheric Corrosion
4.3.3 Corrosion Under insulation (CUI)
4.3.8 Microbiologically Induced Corrosion (MIC)
4.3.9 Soil Corrosion
4.3.10 Caustic Corrosion
4.5.1 Chloride Stress Corrosion Cracking (Cl-SCC)
4.5.3 Caustic Stress Corrosion Cracking (Caustic Embrittlement)
5.1.1.10 Sour Water Corrosion (Acidic)
5.1.1.11 Sulfuric Acid Corrosion
API Recommended Practice 575, Inspection of Atmospheric and Low-Pressure Storage Tanks, Third
Edition, April 2014
API Recommended Practice 577 – Welding Inspection and Metallurgy, Second Edition, December 2013
API Standard 650, Welded Tanks for Oil Storage, Twelfth Edition, March 2013 with Addendum 1
(September 2014), Errata 1 (July 2013), and Errata 2 (December 2014).
API Recommended Practice 651, Cathodic Protection of Aboveground Petroleum Storage Tanks, Fourth
Edition, September 2014.
API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms, Fourth
Edition, September 2014
API Standard 653, Tank Inspection, Repair, Alteration, and Reconstruction, Fifth Edition, November 2014.
American Society of Mechanical Engineers (ASME), Boiler and Pressure Vessel Code, 2013 Edition
i. ASME Section V, Nondestructive Examination, Articles 1, 2, 6, 7 and 23 (section SE-797 only)
ii. Section IX, Welding and Brazing Qualifications (Welding Only)
___________________________________________________________________________
Please ensure you obtain authorized documents from one of API’s redistributors:
Techstreet: www.techstreet.com; Phone: 1-800-699-9277
IHS Documents: www.global.ihs.com; Phone: 1-800-854-7179

http://independent.academia.edu/CharlieChong1http://www.yumpu.com/zh/browse/user/charliechonghttp://issuu.com/charlieccchong
Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang

Charlie Chong/ Fion Zhang
Good Luck!

Charlie Chong/ Fion Zhang
Good Luck!