
Underground Preconcentration by Ore Sorting and Coarse...
8
1 NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012 INTRODUCTION Ore sorting and coarse gravity concentration are two of the oldest processing methods employed in the mining industry to beneficiate ores. With the rise of fine processing technologies they have suffered a loss in popularity. With the orebodies now being of higher complexity and lower grades, coupled with increased commercial and environmental pressures, an opportunity to revive these techniques to improve overall mine profitability has arisen. Direct smelting of ores to produce metals was once common practice, however, declining head grades and orebodies that are increasingly difficult to mine has given rise to the need to concentrate the ore prior to this final stage of processing. With the advent of the flotation process and CIL/CIP in the early 20th century, there has been a push towards fine (<150 µm) processing for many gold and base metal ores. Reducing the whole of the ore to a fine size is energy intensive, so decreasing the amount of material that needs to be taken to a fine size can lead to major energy savings. Adding an additional preconcentration step and rejecting waste material prior to final size reduction can lead to major savings. A graphical representation of these steps in flow sheet development can be seen in Figure 1. Traditionally, most of the ore processing operations at any mine site are conducted in processing facilities located on the surface. Given this paradigm it is surprising to note that it is not uncommon for the first stage of processing in mining operations to be conducted underground. There are, however, exceptions to this rule (see Dominy et al, 2009; Klein et al, 2003; Ilgner, 2001). Primary crushing and screening of ore is commonly conducted underground in many modern operations to assist with ore transportation to the surface, so why should adding a coarse separation stage underground be a major leap of faith? Advances in the robustness and modularisation of processing technology (Hughes and Cormack, 2008; Dominy et al, 2009) over recent years have made it possible not only for separation processes to be conducted underground but for the processing plant to fit into conventional development spaces without the need for additional excavations. They are also capable of being moved as the drive advances to maximising the benefits of preconcentration. This paper outlines how underground preconcentration using ore sorting and coarse gravity processing can be used to maximum benefit in the context of a narrow-vein mining scenario. It also details the steps required at the mine development stage to assess the suitability of these technologies. 1. MAusIMM, Technology Leader – Flotation, Outotec, Units 6 and 7, 305 Montague Road, W est End Qld 4101. Email: [email protected] 2. MAusIMM, Product Manager – Mining, Steinert Australia, 14 Longstaff Road, Bayswater Vic 3153. Email: [email protected] 3. Process Engineer, Gekko Systems, 320 Learmonth Road, Ballarat Vic 3121. Email: [email protected] Underground Preconcentration by Ore Sorting and Coarse Gravity Separation B Murphy 1 , J van Zyl 2 and G Domingo 3 ABSTRACT In a narrow vein mining scenario, employing preconcentration technology underground not only results in reduced transport and handling costs but may allow alternative mining methods to be implemented, improving overall productivity. Using processing technology underground is not a new concept with underground crushing and screening operations being quite widely utilised. With advances in processing technology over recent years, there are now a number of robust processing methodologies in existence that are capable of performing separation of ore and waste at a relatively coarse size. Many of these technologies are readily adaptable to the underground environment and if employed could result in a number of cost and productivity benefits. Assessment of the ore’s suitability for preconcentration technology is the first step in harnessing these potential savings. This paper discusses how coarse ore sorting and gravity separation could be employed underground in a narrow-vein scenario and details the test work that is required at the front-end of a project to see if this potential exists. FIG 1 - Evolution of ore processing.
Transcript of Underground Preconcentration by Ore Sorting and Coarse...
1NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
INTRODUCTIONOre sorting and coarse gravity concentration are two of the oldest processing methods employed in the mining industry to beneficiate ores. With the rise of fine processing technologies they have suffered a loss in popularity. With the orebodies now being of higher complexity and lower grades, coupled with increased commercial and environmental pressures, an opportunity to revive these techniques to improve overall mine profitability has arisen.
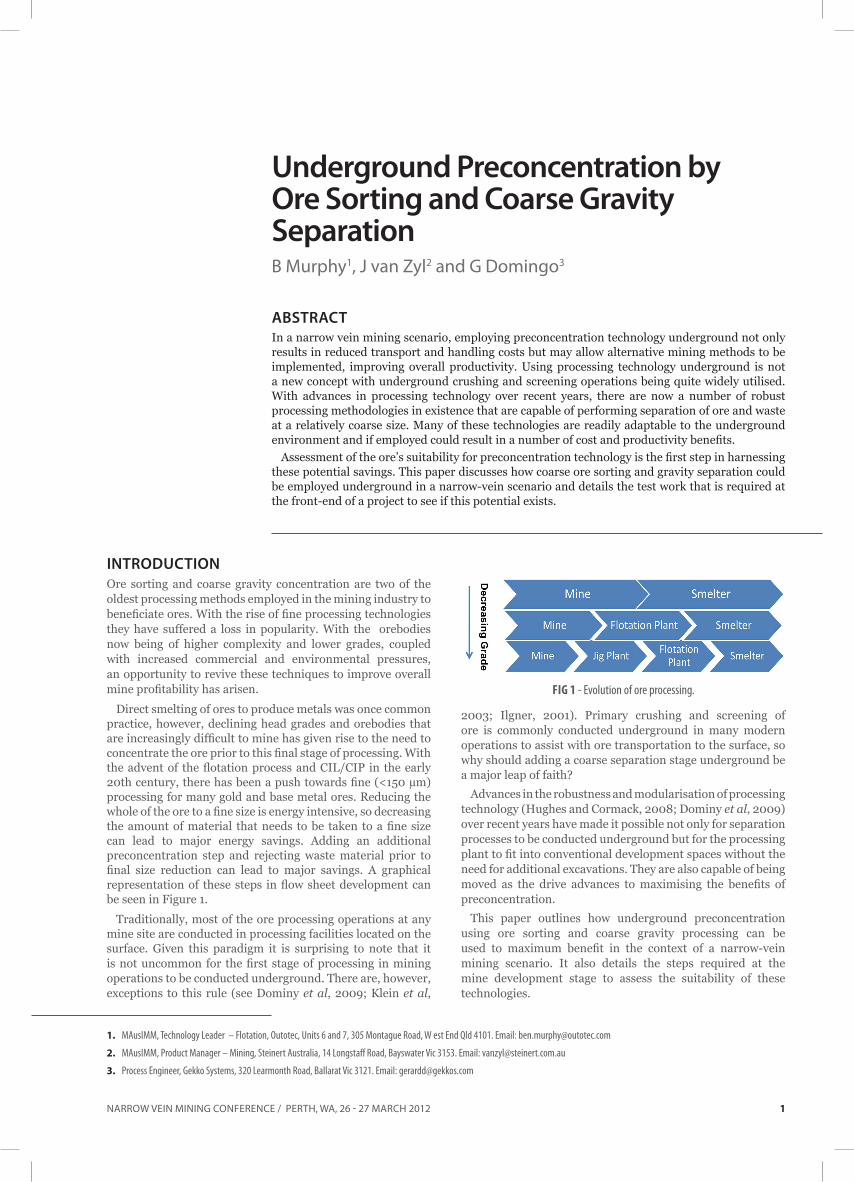
Direct smelting of ores to produce metals was once common practice, however, declining head grades and orebodies that are increasingly difficult to mine has given rise to the need to concentrate the ore prior to this final stage of processing. With the advent of the flotation process and CIL/CIP in the early 20th century, there has been a push towards fine (<150 µm) processing for many gold and base metal ores. Reducing the whole of the ore to a fine size is energy intensive, so decreasing the amount of material that needs to be taken to a fine size can lead to major energy savings. Adding an additional preconcentration step and rejecting waste material prior to final size reduction can lead to major savings. A graphical representation of these steps in flow sheet development can be seen in Figure 1.
Traditionally, most of the ore processing operations at any mine site are conducted in processing facilities located on the surface. Given this paradigm it is surprising to note that it is not uncommon for the first stage of processing in mining operations to be conducted underground. There are, however, exceptions to this rule (see Dominy et al, 2009; Klein et al,
2003; Ilgner, 2001). Primary crushing and screening of ore is commonly conducted underground in many modern operations to assist with ore transportation to the surface, so why should adding a coarse separation stage underground be a major leap of faith?
Advances in the robustness and modularisation of processing technology (Hughes and Cormack, 2008; Dominy et al, 2009) over recent years have made it possible not only for separation processes to be conducted underground but for the processing plant to fit into conventional development spaces without the need for additional excavations. They are also capable of being moved as the drive advances to maximising the benefits of preconcentration.
This paper outlines how underground preconcentration using ore sorting and coarse gravity processing can be used to maximum benefit in the context of a narrow-vein mining scenario. It also details the steps required at the mine development stage to assess the suitability of these technologies.
1. MAusIMM, Technology Leader – Flotation, Outotec, Units 6 and 7, 305 Montague Road, W est End Qld 4101. Email: [email protected]
2. MAusIMM, Product Manager – Mining, Steinert Australia, 14 Longstaff Road, Bayswater Vic 3153. Email: [email protected]
3. Process Engineer, Gekko Systems, 320 Learmonth Road, Ballarat Vic 3121. Email: [email protected]
Underground Preconcentration by Ore Sorting and Coarse Gravity SeparationB Murphy1, J van Zyl2 and G Domingo3
ABSTRACTIn a narrow vein mining scenario, employing preconcentration technology underground not only results in reduced transport and handling costs but may allow alternative mining methods to be implemented, improving overall productivity. Using processing technology underground is not a new concept with underground crushing and screening operations being quite widely utilised. With advances in processing technology over recent years, there are now a number of robust processing methodologies in existence that are capable of performing separation of ore and waste at a relatively coarse size. Many of these technologies are readily adaptable to the underground environment and if employed could result in a number of cost and productivity benefits.
Assessment of the ore’s suitability for preconcentration technology is the first step in harnessing these potential savings. This paper discusses how coarse ore sorting and gravity separation could be employed underground in a narrow-vein scenario and details the test work that is required at the front-end of a project to see if this potential exists.
FIG 1 - Evolution of ore processing.
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
B MURPHY, J VAN ZYL AND G DOMINGO
2
PRECONCENTRATIONPreconcentration is a process where waste material is rejected allowing down-stream processing to be undertaken on a smaller, richer stream of material. Eliminating waste material at the coarsest size possible maximises these benefits. As orebodies become more and more complex, the infrastructure and operating cost associated with fine whole ore processing becomes prohibitive rendering some projects unviable. Adoption of a preconcentration process that can be conducted at a coarse size thus reducing the amount of material that needs to be taken to a subsequent fine processing stage may tip the balance in favour of project going ahead or even extend the life of an established operation.
Benefits of preconcentration have been reported widely across the literature including Gray et al (2011), Denysschen and Wagner (2009), Bearman (2007) and Klein et al (2003). These benefits include: reducing cut-off grade, increasing mining rate, reducing overall plant footprint, extending mine life, reducing processing costs and reducing energy usage. The benefit obtainable depends in large on the nature of the ore, particularly on its ability to be effectively separated from the gangue minerals present at a coarse size.
PRECONCENTRATION IN A NARROW-VEIN SCENARIOThere are a number of advantages to performing preconcentration underground in a narrow-vein mining situation. These include: • Reduction in total comminution energy requirements
(lower carbon footprint) as some of the waste is removed at a coarser size early in the process route.
• Reduction in tramming and hauling costs both underground and prior to surface processing, due to lower tonnage being moved. Part of these savings will be in the energy required during transport. Others will be from reduced wear and tear on equipment.
• The ability to benefit from use of alternative ore transportation technologies such as hydraulic hoisting (Francis, Turner and Larder, 2005).
• Ability to change to more productive bulk mining techniques, as waste can be rejected earlier on (with obvious impacts on mine life and cut-off grade).
• Improvement in mine call factor, due to smaller stockpiles and potentially fewer stockpiles on route to plant.
• Potential for improved ground control and decrease in rock-bursts, due to the production of an improved backfill (Bamber et al, 2004).
• Potential for improved backfill availability, due to less reliance on surface plant and shorter supply lines (Thomas, 2006).
• Reduction in surface footprint of processing facilities.Ultimately, the benefit of underground preconcentration is
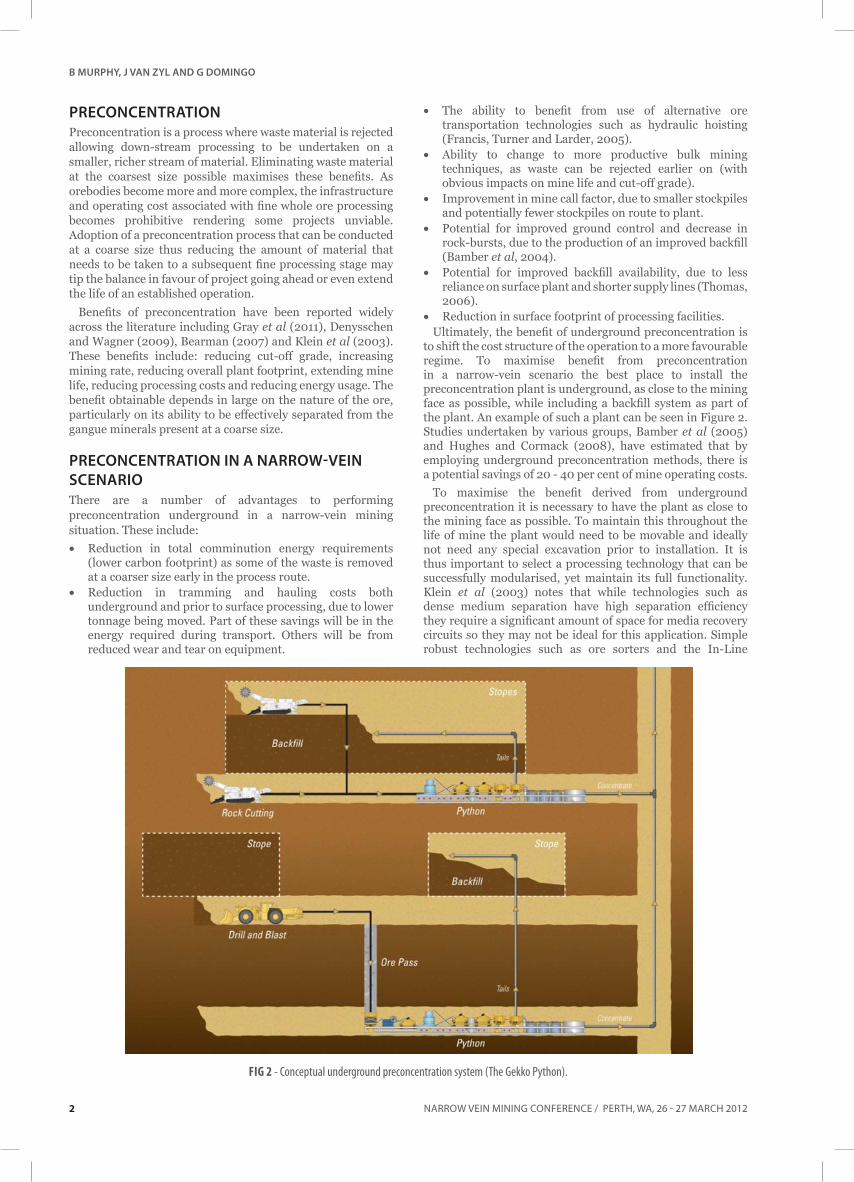
to shift the cost structure of the operation to a more favourable regime. To maximise benefit from preconcentration in a narrow-vein scenario the best place to install the preconcentration plant is underground, as close to the mining face as possible, while including a backfill system as part of the plant. An example of such a plant can be seen in Figure 2. Studies undertaken by various groups, Bamber et al (2005) and Hughes and Cormack (2008), have estimated that by employing underground preconcentration methods, there is a potential savings of 20 - 40 per cent of mine operating costs.
To maximise the benefit derived from underground preconcentration it is necessary to have the plant as close to the mining face as possible. To maintain this throughout the life of mine the plant would need to be movable and ideally not need any special excavation prior to installation. It is thus important to select a processing technology that can be successfully modularised, yet maintain its full functionality. Klein et al (2003) notes that while technologies such as dense medium separation have high separation efficiency they require a significant amount of space for media recovery circuits so they may not be ideal for this application. Simple robust technologies such as ore sorters and the In-Line
FIG 2 - Conceptual underground preconcentration system (The Gekko Python).
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
UNDERGROUND PRECONCENTRATION BY ORE SORTING AND COARSE GRAVITY SEPARATION
3
Pressure Jig (IPJ) are robust and require little external infrastructure to operate, which makes them ideal for underground preconcentration.
Lloyd (1979) notes that due to increasing underground costs, as mines go deeper there may be merit sacrificing some process efficiency (eg recovery loss) to reduce the more significant costs associated with mining and haulage. Alternatively if the economics of the project are recovery dependant it may be possible to combine technologies to maintain efficiencies by harnessing the best separation properties of these technologies. Sorting followed by coarse gravity separation are two technologies that could be potentially applied in this scenario. Another example is in Gekko’s modular underground processing plant which utilises coarse gravity separation and coarse flotation technology to maximise valuable recovery. The complementary nature of these technologies can be seen in Hughes, Donaldson, and Murphy (2010) where the IPJ performs gravity separation on the material in the circulating load of a fine crushing circuit and any material that is too fine for efficient separation by the IPJ is scavenged by flotation.
Even if the ore should prove amenable to preconcentration a number of challenges still exist in combining mining and underground processing operations. Many of these issues relate to the integrating of the processing facilities into the mine development and production schedules. Studies have been conducted by Klein et al (2003), Morin, Bamber and Scoble (2004) and Bamber et al (2005) addressing many of these issues by simulation of the integrated process. Lane, Fountain and LaBrooy (2008) make the observation that if wet processing methods are to be employed, the availability and management of water underground could be a major issue in some mines. None of the issues highlighted are insurmountable, especially when the potential payback of underground preconcentration is considered. It should be noted that these challenges will all require an interdisciplinary approach by mining, metallurgical and geological personnel to reach a successful resolution.
PRECONCENTRATION TECHNOLOGY AND TESTINGUltimately the mineralogy of an ore determines the potential for preconcentration and the suitability of a processing technology. There are a number of technologies that are suitable for coarse preconcentration including: dense medium separation, jigging, ore sorting, coarse flotation, magnetic separation and size separation. As pointed out by Klein et al (2003) the mineralogy of the ore determines the potential for preconcentration as well as the most suitable processing technology. Examination and testing of an ore for its potential for coarse preconcentration is essential for identifying the optimal mine-to-mill flow sheet. It should be noted that coarse preconcentration techniques may not be suitable for all ores.
Ideally, the first step of any metallurgical test work regime is to look at the ore and see if there are any obvious properties that can be exploited. The potential for cross disciplinary cooperation to add benefit to the project exists, as typically the best source of information on whether or not there is potential for coarse preconcentration is the project geologist. Discussing the different ore domains and the occurrence of the valuables (and indeed gangue) in these might highlight not only potential for coarse processing but may also point to the most likely route. For instance, if gold is being targeted and it is situated in a quartz vein that is located in a shale host rock, a sorting application to reject any of the shale hanging wall or foot wall mined from the quartz may have potential to provide an upgrade at a coarse size. The likely next step
would be to assess if sufficient liberation exists to allow clean separation of the quartz and dolomite after a coarse crush.
The current trend in metallurgical testing routes involve grinding the ore fine (<150 µm) before testing beings. Once this has been undertaken the sample suitable for preconcentration is gone and the opportunity to test beneficiation processes at a coarse size is lost. It is thus essential that the early round of metallurgical testing includes some assessment of the ore’s ability to be preconcentrated prior to the ore being crushed and ground down to finer sizes. Even if the sample is limited performing size-by-grade analysis (after visual inspection) on the ore at various crush sizes may show that there is sufficient liberation to justify further coarse separation test work. Another issue is getting sufficient sample at a coarse size to be representative of the domains of the orebody that are going to be treated. It is advisable that the sample size and the grade of minerals that are being chased be considered to ensure that sampling theory is adhered to. Once again working closely with the project’s geologists is essential to ensuring that the maximum value and information can be extracted from limited samples.
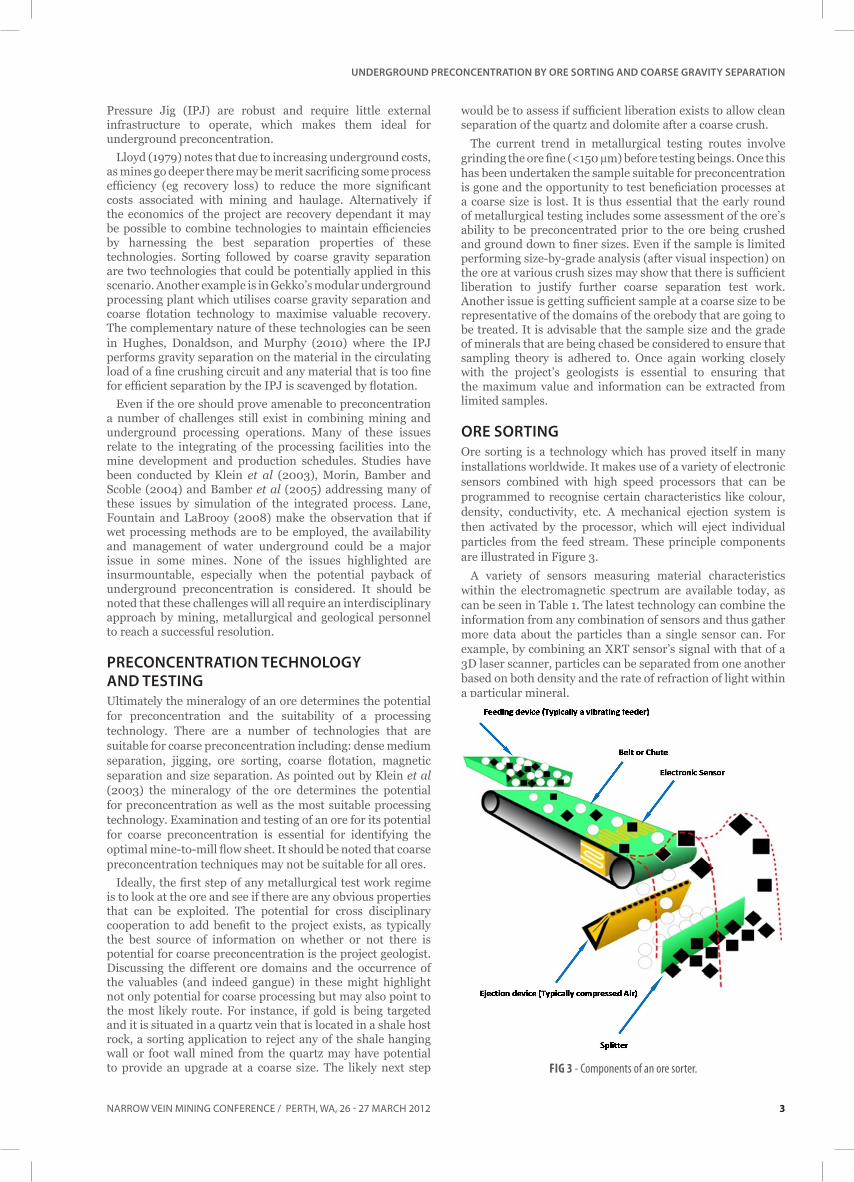
ORE SORTINGOre sorting is a technology which has proved itself in many installations worldwide. It makes use of a variety of electronic sensors combined with high speed processors that can be programmed to recognise certain characteristics like colour, density, conductivity, etc. A mechanical ejection system is then activated by the processor, which will eject individual particles from the feed stream. These principle components are illustrated in Figure 3.
A variety of sensors measuring material characteristics within the electromagnetic spectrum are available today, as can be seen in Table 1. The latest technology can combine the information from any combination of sensors and thus gather more data about the particles than a single sensor can. For example, by combining an XRT sensor’s signal with that of a 3D laser scanner, particles can be separated from one another based on both density and the rate of refraction of light within a particular mineral.
FIG 3 - Components of an ore sorter.
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
B MURPHY, J VAN ZYL AND G DOMINGO
4
X-RAY TRANSMISSIONX-ray Transmission (XRT) is probably one of the most versatile types of sensors; it can be widely used in narrow vein mining applications where there is a difference in density between the vein and the host rock. It measures amount of X-ray radiation absorbed within individual particles and negates the effect of particle size by measuring the radiation at two different energy levels.
OPTICAL (COLOUR OR LASER)Optical material recognition has been around for quite some time but the latest advances open up a wide variety of new applications.
By combining 3D laser object positioning systems with CCD colour cameras, it is possible to separate particles based on colour without the necessity for a non-reflective background, which was practically only achievable by having particles in freefall in front of a black background as in earlier systems. This means that particles can now be sensed and recognised while travelling on a belt at much higher speed and separated with greater accuracy.
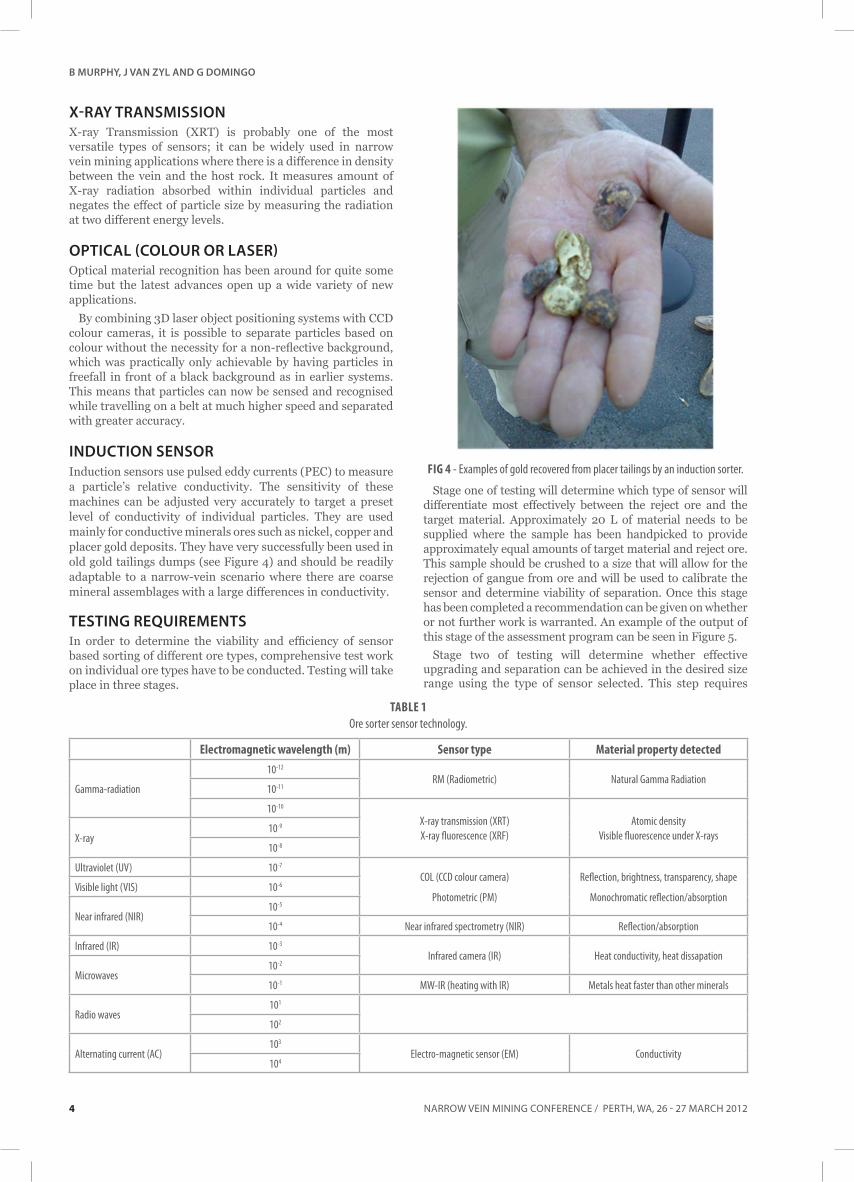
INDUCTION SENSORInduction sensors use pulsed eddy currents (PEC) to measure a particle’s relative conductivity. The sensitivity of these machines can be adjusted very accurately to target a preset level of conductivity of individual particles. They are used mainly for conductive minerals ores such as nickel, copper and placer gold deposits. They have very successfully been used in old gold tailings dumps (see Figure 4) and should be readily adaptable to a narrow-vein scenario where there are coarse mineral assemblages with a large differences in conductivity.
TESTING REQUIREMENTSIn order to determine the viability and efficiency of sensor based sorting of different ore types, comprehensive test work on individual ore types have to be conducted. Testing will take place in three stages.
Stage one of testing will determine which type of sensor will differentiate most effectively between the reject ore and the target material. Approximately 20 L of material needs to be supplied where the sample has been handpicked to provide approximately equal amounts of target material and reject ore. This sample should be crushed to a size that will allow for the rejection of gangue from ore and will be used to calibrate the sensor and determine viability of separation. Once this stage has been completed a recommendation can be given on whether or not further work is warranted. An example of the output of this stage of the assessment program can be seen in Figure 5.
Stage two of testing will determine whether effective upgrading and separation can be achieved in the desired size range using the type of sensor selected. This step requires
Electromagnetic wavelength (m) Sensor type Material property detected
Gamma-radiation
10-12
RM (Radiometric) Natural Gamma Radiation10-11
10-10
X-ray transmission (XRT) X-ray fluorescence (XRF)
Atomic density Visible fluorescence under X-raysX-ray
10-9
10-8
Ultraviolet (UV) 10-7
COL (CCD colour camera)
Photometric (PM)
Reflection, brightness, transparency, shape
Monochromatic reflection/absorptionVisible light (VIS) 10-6
Near infrared (NIR)10-5
10-4 Near infrared spectrometry (NIR) Reflection/absorption
Infrared (IR) 10-3
Infrared camera (IR) Heat conductivity, heat dissapation
Microwaves10-2
10-1 MW-IR (heating with IR) Metals heat faster than other minerals
Radio waves101
102
Alternating current (AC)103
Electro-magnetic sensor (EM) Conductivity104
TABLE 1Ore sorter sensor technology.
FIG 4 - Examples of gold recovered from placer tailings by an induction sorter.

NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
UNDERGROUND PRECONCENTRATION BY ORE SORTING AND COARSE GRAVITY SEPARATION
5
approximately 100 L of representative sample in the desired size range (to be determined beforehand by mineralogical analysis). Assay records are to be done before testing. Using the calibration setting determined in stage one, the sample will be subjected to separation by the selected sorter. The results will be photographed and product/reject streams will be assayed again.
The third and final stage of testing will determine the maximum feed capacity without compromising on separation/upgrading efficiency. Further sample, 200 - 1000 L of dry, representative sample is required and will be subjected to separation by the selected sensor at various feed rates to determine the maximum feed rate that will not affect separation efficiency. This testing is typically conducted on a pilot scale sorter.
COARSE GRAVITY SEPARATIONGravity preconcentration involves concentrating the valuable mineral or rejecting waste ore based on the differences in the specific gravity of the minerals present. Gravity processing is one of the oldest forms of minerals processing which has fallen out of favour in recent years with the push toward fine mineral processing technologies. There are numerous technologies in existence that are suitable concentration of minerals based on specific gravity differences at a relatively coarse (>1 mm) size, these include jigs, spirals and even medium separators.
The Gekko IPJ is a modern take on a tried and tested gravity separation device, more importantly its compact nature lends itself to modularisation and underground installation. Table 2 shows the size, throughput and power requirements of the IPJ. Traditionally jigs have been used to separate relatively coarse particles at relatively low specific gravity differences. A jig operates by expanding a hindered settling bed of the material, so that heavier particles work their way toward the bottom of the leaving the lighter particles at the top of the bed. Fine tuning the separation is achieved by controlling the length and frequency of the mechanical pulsation stroke. The IPJ utilises through bed jigging where during the pulsation stroke the bed is lifted and then expands as the velocity decreases and the lower and heavier particles fall first until the whole bed is loosened. On the suction stroke the bed slowly closes again allowing heavier particles to fall through the spaces within the bed formed after the larger particles have stopped moving.
Examples where the IPJ has been utilised in a coarse gravity separation role are at Castlemaine Gold Fields (pyrite,
aresenopyrite, gold), Goldfield SA Kloof Python (arsenopyrite and gold) and Silver Standard’s Pirquitas Mine (lead, silver and tin minerals). These and other examples can be found in the literature (Gray et al, 2011; Dominy et al, 2009 and Hughes et al, 2008).
TESTING REQUIREMENTSDetermining whether an ore type is amenable to coarse gravity separation at a given size is the first step in determining if gravity preconcentration is an option for the ore. As mentioned previously, there are a number of different processing options for coarse gravity separation. Fortunately the testing requirements for all coarse gravity methods in the early stages of orebody development is focused on the characterisation of the ore rather than focusing on machine specific testing. Various methods exist for these characterisation tests, each having their own strengths and weaknesses. It is important that anyone embarking on a characterisation program has an appreciation of these and designs the program accordingly.
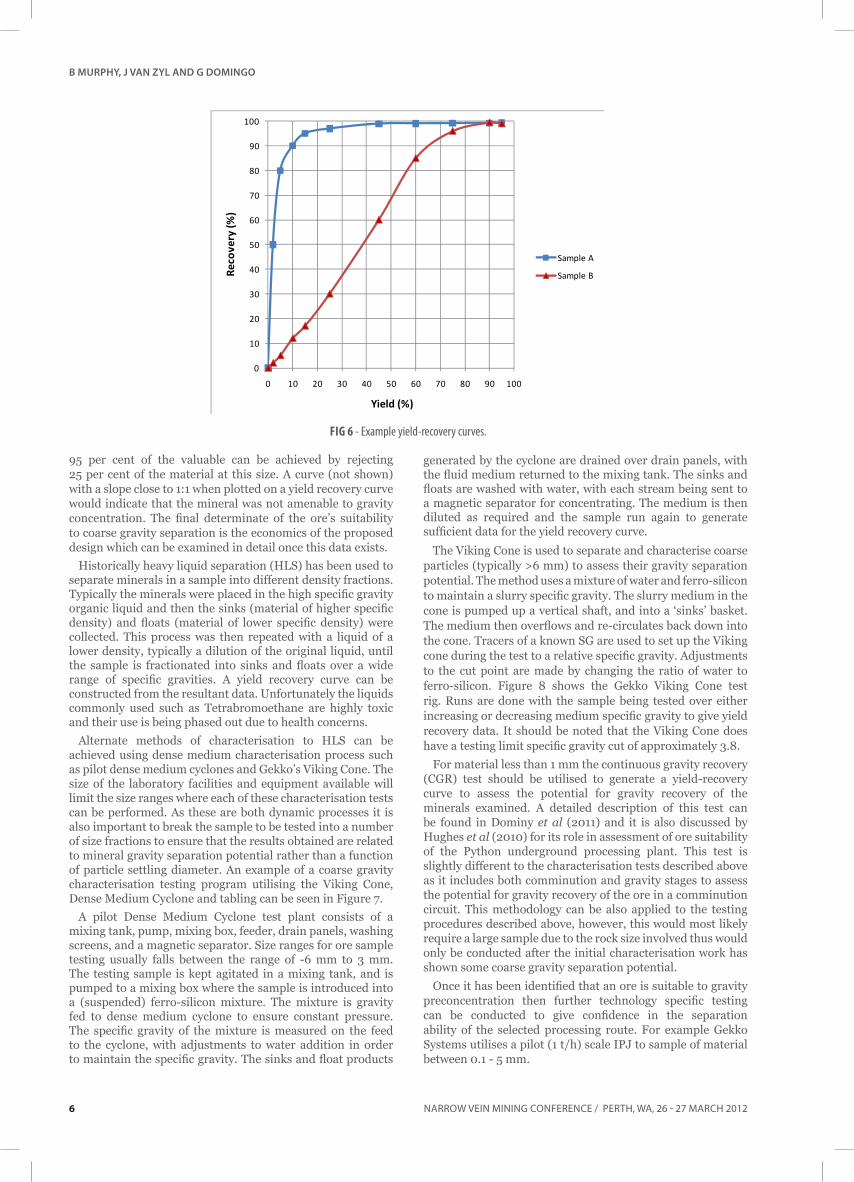
The result from the characterisation test work is typically presented in the form of a yield recovery curve, showing how much mineral can be concentrated into a given percentage of feed mass. An example of two typical yield recovery curves can be seen in Figure 6. Sample A is typical of an ore that has shown itself to be amenable to valuable mineral preconcentration. It has a very high recovery of valuable mineral (90 per cent) into a relatively small mass (10 per cent) at the given size. In contrast Sample B is for an ore that would allow gangue rejection to be performed where a recovery of greater than
FIG 5 - An example output from the initial testing phase. False colour image of five different handpicked ore samples, scanned with an X-ray transmission scanner. The items marked with a border were recognised as ‘wanted’ material by the applied algorithm.
IPJ1000 IPJ1500 IPJ2400Cone diameter mm 1400 1800 2500
Unit height mm 2105 2500 3200
Max operating pressure kPa 200 200 200
Maximum throughput t/h 25 50 100
Maximum particle size mm 15 22 22
Minimum hutch water addition t/h 10 15 25
Power (installed) kW 1.5 2.2 4
TABLE 2Specifications for different models of the Gekko In-Line Pressure Jig.
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
B MURPHY, J VAN ZYL AND G DOMINGO
6
95 per cent of the valuable can be achieved by rejecting 25 per cent of the material at this size. A curve (not shown) with a slope close to 1:1 when plotted on a yield recovery curve would indicate that the mineral was not amenable to gravity concentration. The final determinate of the ore’s suitability to coarse gravity separation is the economics of the proposed design which can be examined in detail once this data exists.
Historically heavy liquid separation (HLS) has been used to separate minerals in a sample into different density fractions. Typically the minerals were placed in the high specific gravity organic liquid and then the sinks (material of higher specific density) and floats (material of lower specific density) were collected. This process was then repeated with a liquid of a lower density, typically a dilution of the original liquid, until the sample is fractionated into sinks and floats over a wide range of specific gravities. A yield recovery curve can be constructed from the resultant data. Unfortunately the liquids commonly used such as Tetrabromoethane are highly toxic and their use is being phased out due to health concerns.
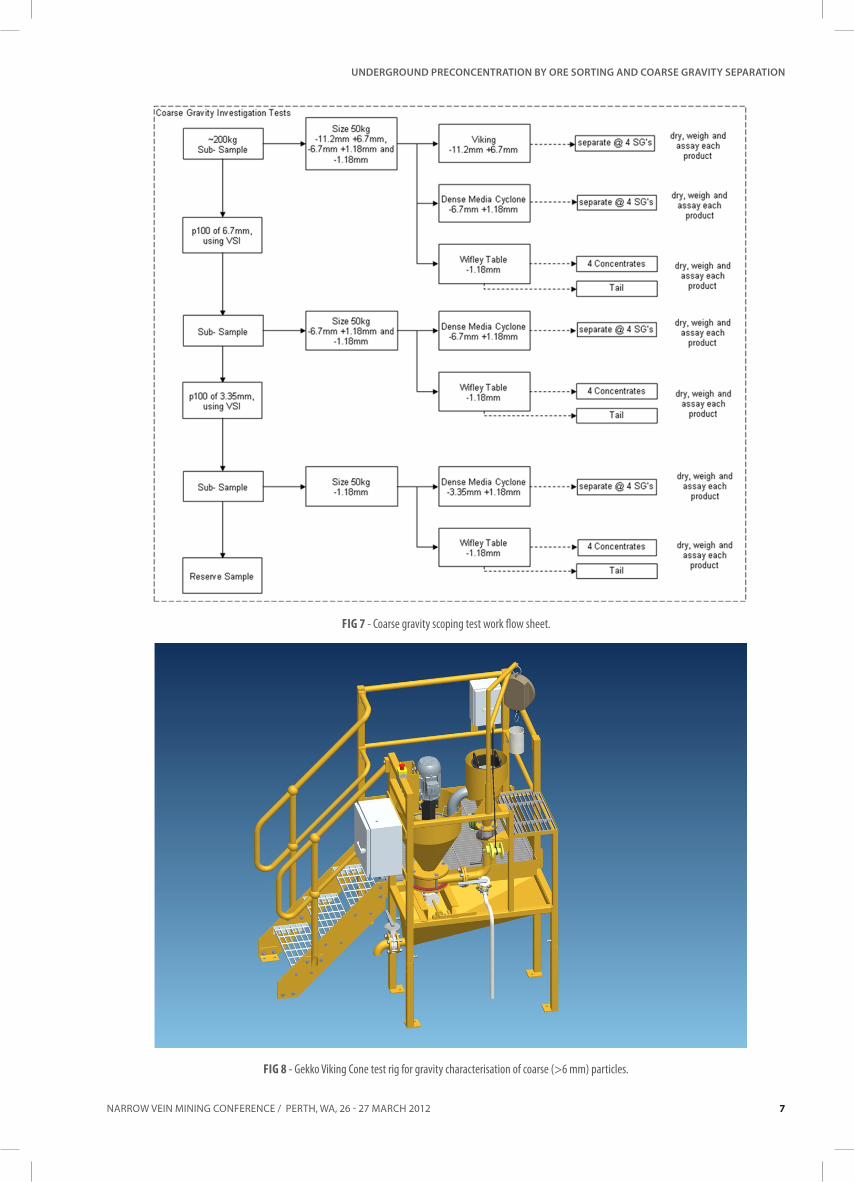
Alternate methods of characterisation to HLS can be achieved using dense medium characterisation process such as pilot dense medium cyclones and Gekko’s Viking Cone. The size of the laboratory facilities and equipment available will limit the size ranges where each of these characterisation tests can be performed. As these are both dynamic processes it is also important to break the sample to be tested into a number of size fractions to ensure that the results obtained are related to mineral gravity separation potential rather than a function of particle settling diameter. An example of a coarse gravity characterisation testing program utilising the Viking Cone, Dense Medium Cyclone and tabling can be seen in Figure 7.
A pilot Dense Medium Cyclone test plant consists of a mixing tank, pump, mixing box, feeder, drain panels, washing screens, and a magnetic separator. Size ranges for ore sample testing usually falls between the range of -6 mm to 3 mm. The testing sample is kept agitated in a mixing tank, and is pumped to a mixing box where the sample is introduced into a (suspended) ferro-silicon mixture. The mixture is gravity fed to dense medium cyclone to ensure constant pressure. The specific gravity of the mixture is measured on the feed to the cyclone, with adjustments to water addition in order to maintain the specific gravity. The sinks and float products
generated by the cyclone are drained over drain panels, with the fluid medium returned to the mixing tank. The sinks and floats are washed with water, with each stream being sent to a magnetic separator for concentrating. The medium is then diluted as required and the sample run again to generate sufficient data for the yield recovery curve.
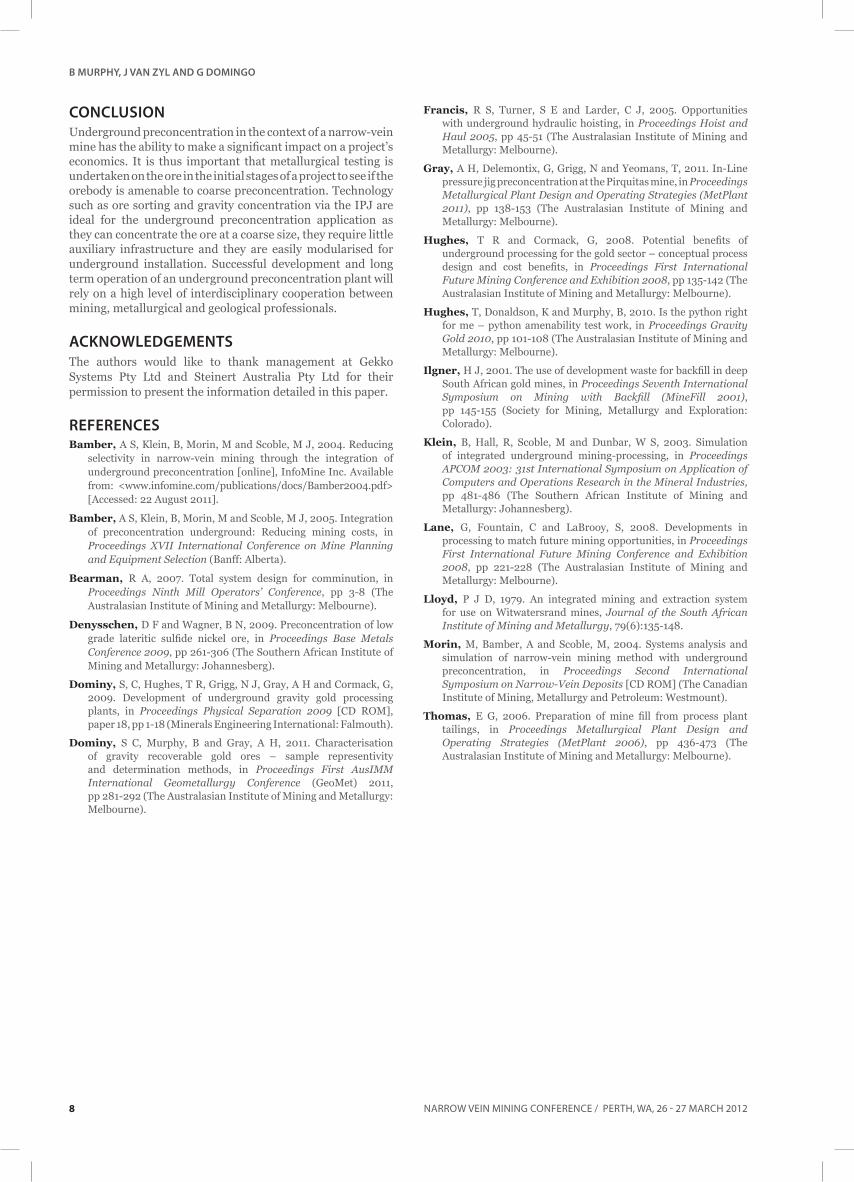
The Viking Cone is used to separate and characterise coarse particles (typically >6 mm) to assess their gravity separation potential. The method uses a mixture of water and ferro-silicon to maintain a slurry specific gravity. The slurry medium in the cone is pumped up a vertical shaft, and into a ‘sinks’ basket. The medium then overflows and re-circulates back down into the cone. Tracers of a known SG are used to set up the Viking cone during the test to a relative specific gravity. Adjustments to the cut point are made by changing the ratio of water to ferro-silicon. Figure 8 shows the Gekko Viking Cone test rig. Runs are done with the sample being tested over either increasing or decreasing medium specific gravity to give yield recovery data. It should be noted that the Viking Cone does have a testing limit specific gravity cut of approximately 3.8.
For material less than 1 mm the continuous gravity recovery (CGR) test should be utilised to generate a yield-recovery curve to assess the potential for gravity recovery of the minerals examined. A detailed description of this test can be found in Dominy et al (2011) and it is also discussed by Hughes et al (2010) for its role in assessment of ore suitability of the Python underground processing plant. This test is slightly different to the characterisation tests described above as it includes both comminution and gravity stages to assess the potential for gravity recovery of the ore in a comminution circuit. This methodology can be also applied to the testing procedures described above, however, this would most likely require a large sample due to the rock size involved thus would only be conducted after the initial characterisation work has shown some coarse gravity separation potential.
Once it has been identified that an ore is suitable to gravity preconcentration then further technology specific testing can be conducted to give confidence in the separation ability of the selected processing route. For example Gekko Systems utilises a pilot (1 t/h) scale IPJ to sample of material between 0.1 - 5 mm.
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Reco
very (%
)
Yield (%)
Sample A
Sample B
FIG 6 - Example yield-recovery curves.
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
UNDERGROUND PRECONCENTRATION BY ORE SORTING AND COARSE GRAVITY SEPARATION
7
FIG 7 - Coarse gravity scoping test work flow sheet.
FIG 8 - Gekko Viking Cone test rig for gravity characterisation of coarse (>6 mm) particles.
NARROW VEIN MINING CONFERENCE / PERTH, WA, 26 - 27 MARCH 2012
B MURPHY, J VAN ZYL AND G DOMINGO
8
CONCLUSIONUnderground preconcentration in the context of a narrow-vein mine has the ability to make a significant impact on a project’s economics. It is thus important that metallurgical testing is undertaken on the ore in the initial stages of a project to see if the orebody is amenable to coarse preconcentration. Technology such as ore sorting and gravity concentration via the IPJ are ideal for the underground preconcentration application as they can concentrate the ore at a coarse size, they require little auxiliary infrastructure and they are easily modularised for underground installation. Successful development and long term operation of an underground preconcentration plant will rely on a high level of interdisciplinary cooperation between mining, metallurgical and geological professionals.
ACKNOWLEDGEMENTSThe authors would like to thank management at Gekko Systems Pty Ltd and Steinert Australia Pty Ltd for their permission to present the information detailed in this paper.
REFERENCESBamber, A S, Klein, B, Morin, M and Scoble, M J, 2004. Reducing
selectivity in narrow-vein mining through the integration of underground preconcentration [online], InfoMine Inc. Available from: <www.infomine.com/publications/docs/Bamber2004.pdf> [Accessed: 22 August 2011].
Bamber, A S, Klein, B, Morin, M and Scoble, M J, 2005. Integration of preconcentration underground: Reducing mining costs, in Proceedings XVII International Conference on Mine Planning and Equipment Selection (Banff: Alberta).
Bearman, R A, 2007. Total system design for comminution, in Proceedings Ninth Mill Operators’ Conference, pp 3-8 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Denysschen, D F and Wagner, B N, 2009. Preconcentration of low grade lateritic sulfide nickel ore, in Proceedings Base Metals Conference 2009, pp 261-306 (The Southern African Institute of Mining and Metallurgy: Johannesberg).
Dominy, S, C, Hughes, T R, Grigg, N J, Gray, A H and Cormack, G, 2009. Development of underground gravity gold processing plants, in Proceedings Physical Separation 2009 [CD ROM], paper 18, pp 1-18 (Minerals Engineering International: Falmouth).
Dominy, S C, Murphy, B and Gray, A H, 2011. Characterisation of gravity recoverable gold ores – sample representivity and determination methods, in Proceedings First AusIMM International Geometallurgy Conference (GeoMet) 2011, pp 281-292 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Francis, R S, Turner, S E and Larder, C J, 2005. Opportunities with underground hydraulic hoisting, in Proceedings Hoist and Haul 2005, pp 45-51 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Gray, A H, Delemontix, G, Grigg, N and Yeomans, T, 2011. In-Line pressure jig preconcentration at the Pirquitas mine, in Proceedings Metallurgical Plant Design and Operating Strategies (MetPlant 2011), pp 138-153 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Hughes, T R and Cormack, G, 2008. Potential benefits of underground processing for the gold sector – conceptual process design and cost benefits, in Proceedings First International Future Mining Conference and Exhibition 2008, pp 135-142 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Hughes, T, Donaldson, K and Murphy, B, 2010. Is the python right for me – python amenability test work, in Proceedings Gravity Gold 2010, pp 101-108 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Ilgner, H J, 2001. The use of development waste for backfill in deep South African gold mines, in Proceedings Seventh International Symposium on Mining with Backfill (MineFill 2001), pp 145-155 (Society for Mining, Metallurgy and Exploration: Colorado).
Klein, B, Hall, R, Scoble, M and Dunbar, W S, 2003. Simulation of integrated underground mining-processing, in Proceedings APCOM 2003: 31st International Symposium on Application of Computers and Operations Research in the Mineral Industries, pp 481-486 (The Southern African Institute of Mining and Metallurgy: Johannesberg).
Lane, G, Fountain, C and LaBrooy, S, 2008. Developments in processing to match future mining opportunities, in Proceedings First International Future Mining Conference and Exhibition 2008, pp 221-228 (The Australasian Institute of Mining and Metallurgy: Melbourne).
Lloyd, P J D, 1979. An integrated mining and extraction system for use on Witwatersrand mines, Journal of the South African Institute of Mining and Metallurgy, 79(6):135-148.
Morin, M, Bamber, A and Scoble, M, 2004. Systems analysis and simulation of narrow-vein mining method with underground preconcentration, in Proceedings Second International Symposium on Narrow-Vein Deposits [CD ROM] (The Canadian Institute of Mining, Metallurgy and Petroleum: Westmount).
Thomas, E G, 2006. Preparation of mine fill from process plant tailings, in Proceedings Metallurgical Plant Design and Operating Strategies (MetPlant 2006), pp 436-473 (The Australasian Institute of Mining and Metallurgy: Melbourne).


















