ULB 2009-2010 Nuclear Fuel Cycle Nuclear Fuel reprocessing Sellafield - UK.
57
ULB 2009-2010 Nuclear Fuel Cycle Nuclear Fuel reprocessing Nuclear Fuel reprocessing Sellafield - UK
-
Upload
preston-mills -
Category
Documents
-
view
236 -
download
2
Transcript of ULB 2009-2010 Nuclear Fuel Cycle Nuclear Fuel reprocessing Sellafield - UK.

ULB 2009-2010Nuclear Fuel Cycle
Nuclear Fuel reprocessingNuclear Fuel reprocessing
Sellafield - UK

ULB 2009-2010Nuclear Fuel Cycle
Nuclear fuel reprocessingNuclear fuel reprocessing
1. Why reprocess?
2. Basic principles
3. Description of PUREX process
4. Industrial status

ULB 2009-2010Nuclear Fuel Cycle
Reprocessing objectivesReprocessing objectives
Recycling of fissile materials (U, Pu),
Reduction of U needs)
Reduction of high level waste volumes
Reduction of radiotoxicity and heat from the waste
ULB 2009-2010Nuclear Fuel Cycle
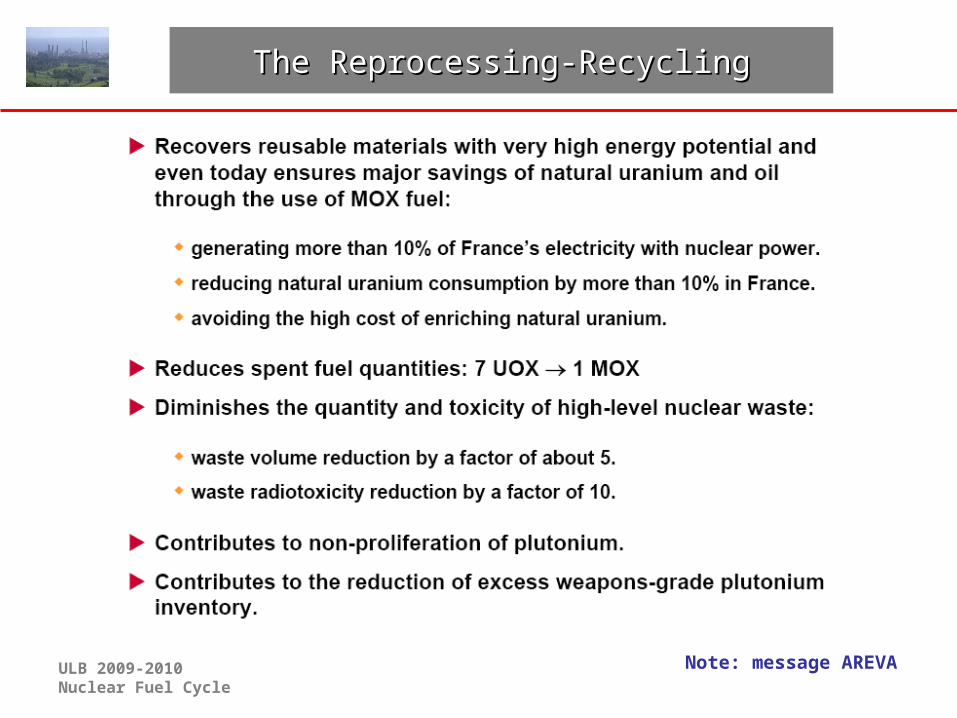
The Reprocessing-RecyclingThe Reprocessing-Recycling
Note: message AREVA

ULB 2009-2010Nuclear Fuel Cycle
Fissile materials recyclingFissile materials recycling
Spent UOX fuel (33 GWj/t, cooling 3 years)Spent UOX fuel (33 GWj/t, cooling 3 years)

ULB 2009-2010Nuclear Fuel Cycle
Element Amount (kg/tHM) U 955 Pu 10 Minor actinides 1 Np 0.4 Am 0.3 Cm 0.03 Fission products 34 Rare gases (Kr, Xe) 5 Alkali metals (Cs,Rb) 4 Alkaline-earth metals (Ba, Sr) 2 Rare earths (Y,Ln) 10 Zirconium 4 Molybdenum 3 Noble metals (Ru,Rh,Pd) 4 Technetium 1 Chalcogenides 0.5 Halides (I,Br) 0.2
Spent fuel compositionSpent fuel composition

ULB 2009-2010Nuclear Fuel Cycle
La radiotoxicité des déchetsLa radiotoxicité des déchets

ULB 2009-2010Nuclear Fuel Cycle
Arguments against reprocessingArguments against reprocessing
Technological difficulty and large investments
Large, generally export, reprocessing costs
Accumulation of Pu: recycling need
Nuclear proliferation need
Transports of nuclear materials

ULB 2009-2010Nuclear Fuel Cycle
Le retraitement du combustible irradiéLe retraitement du combustible irradié
1. Why reprocess?
2. Basic principles
3. Description of PUREX process
4. Industrial status

ULB 2009-2010Nuclear Fuel Cycle
Reprocessing functionsReprocessing functions
1. Separation from spent fuel of U, Pu, and Fission Products (FP)+ Minor Actinides (MA)
2. Purification of U and Pu, to be re-used
3. Concentration of FP + MA for final geological disposal

ULB 2009-2010Nuclear Fuel Cycle
Developed by Oak Ridge National laboratory (ORNL) and Knolls Atomic Power Laboratory (KAPL) from 1949 to 1960
Solvent extraction based on TBP
Targeted for separation of U and Pu
Used on an industrial scale in Savannah River & Hanford (USA, past), La Hague (F), Sellafield (UK), Rokkashamura (J)
PUREX: Plutonium Uranium Refining by PUREX: Plutonium Uranium Refining by EXtractionEXtraction
ULB 2009-2010Nuclear Fuel Cycle
UP3 La Hague plant

ULB 2009-2010Nuclear Fuel Cycle
Nitric acidNitric acid
Due to various oxidation states of N, allows the change of actinides valences
Not too corrosive, formation of soluble metal nitrates
Stability in nitric acid medium:
UVI
NpV and NpVI
PuIV and PuVI
AmIII
Recycling of vapours in nitric acid
(2NO+O2 N2O4 +H2O)

ULB 2009-2010Nuclear Fuel Cycle
U chemical propertiesU chemical properties
Electronic configuration: [Rn]5f3 6d1 7s2
6 extractible valence electrons: U metal oxidises easily in humid or hot air
Complex chemistry (5f electrons): oxidation levels III to VI
Level VI most stable (uranyle UO22+ in solution)
Uranyle nitrate solubility in various organic compounds

ULB 2009-2010Nuclear Fuel Cycle
Plutonium chemical propertiesPlutonium chemical properties
Electronic configuration: [Rn]5f6 6d0 7s2
Reuslts from neutronic irradiation of U
Mix of several isotopes: 238, 239, 240, 241, 242
Oxydation levels III to VII
Levels III and IV in industrial processes
Final reprocessing product: PuO2

ULB 2009-2010Nuclear Fuel Cycle
Physico-chemical aspects (1)Physico-chemical aspects (1)
Fuel rods/assemblies mechanical shearing (3-4 cm slices)
Fuel dissolution in boiling nitric acid (2h)
UO2 + 4HNO3 → UO2 (NO3)2 + 2NO2 + 2H2O
UO2 + 3HNO3 → UO2 (NO3)2 + 0,5NO2 + 0,5 NO + 1,5H2O
Nitrates: Pu (NO3)4, PF (NO3)3, MA(NO3)3
Structural materials conditioning (high activity solid waste)
Nitrous vapours treatment
Volatile and gaseous FP treatment
ULB 2009-2010Nuclear Fuel Cycle
Physico-chemical aspects (2)Physico-chemical aspects (2)
TBP: organic compound forming complexes with metal (M) nitrates, not soluble in water
Maqx-
+ xNO3aq- + y TBPorg [M(NO3)x y TBP]org
Formation of complexe controled by concentration in ions NO3-
Increase NO3- favours extraction of M in organic phase
Decrease NO3- favours re-extraction of M in aqueous phase

ULB 2009-2010Nuclear Fuel Cycle
(C(C44HH99))33POPO44 or PO(OC or PO(OC44HH99))33
Low solubility in aqueous phase
Affinity for U VI and Pu IV (selectivity)
Good chemical resistance to radiolysis
Density: 0.973 gcm-3 ; if 30% diluted: 0.83 gcm-3
TBP = tri-butyl phosphateTBP = tri-butyl phosphate
Twin free oxigen electrons
ULB 2009-2010Nuclear Fuel Cycle
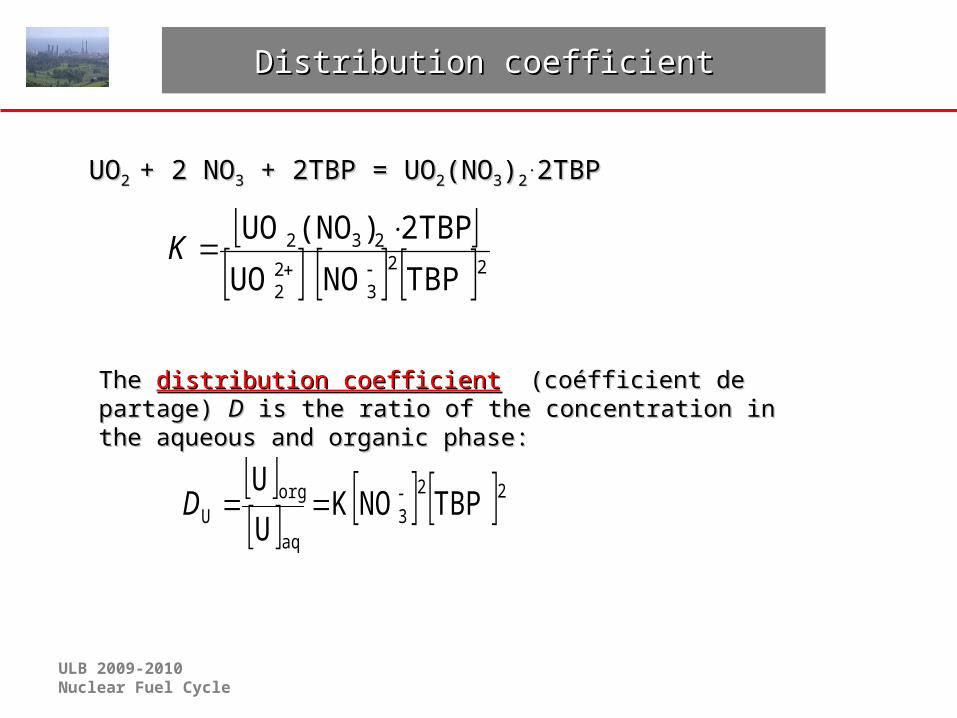
UOUO2 2 + 2 NO+ 2 NO33 + 2TBP = UO + 2TBP = UO22(NO(NO33))22..2TBP2TBP
The The distribution coefficientdistribution coefficient (coéfficient de partage) (coéfficient de partage) DD is the ratio is the ratio of the concentration in the aqueous and organic phase: of the concentration in the aqueous and organic phase:
22
322
232
TBPNOUO
2TBP)(NOUO
K
22
3aq
orgU TBPNOK
U
U D
Distribution coefficient Distribution coefficient

ULB 2009-2010Nuclear Fuel Cycle
Distribution coefficientDistribution coefficient

ULB 2009-2010Nuclear Fuel Cycle
Extraction abilityExtraction ability
Class Ability to form complexes with TBP
Extraction ability
A) UO2+, PuO22+, Pu4+,
U4+, Zr4+, Ce4+, RuNO23+
Relatively high Very good to good
B) Pu3+, Y3+, Ce3+ Low Low to very low
C) Other FPs Very low to nil Almost nil
ULB 2009-2010Nuclear Fuel Cycle
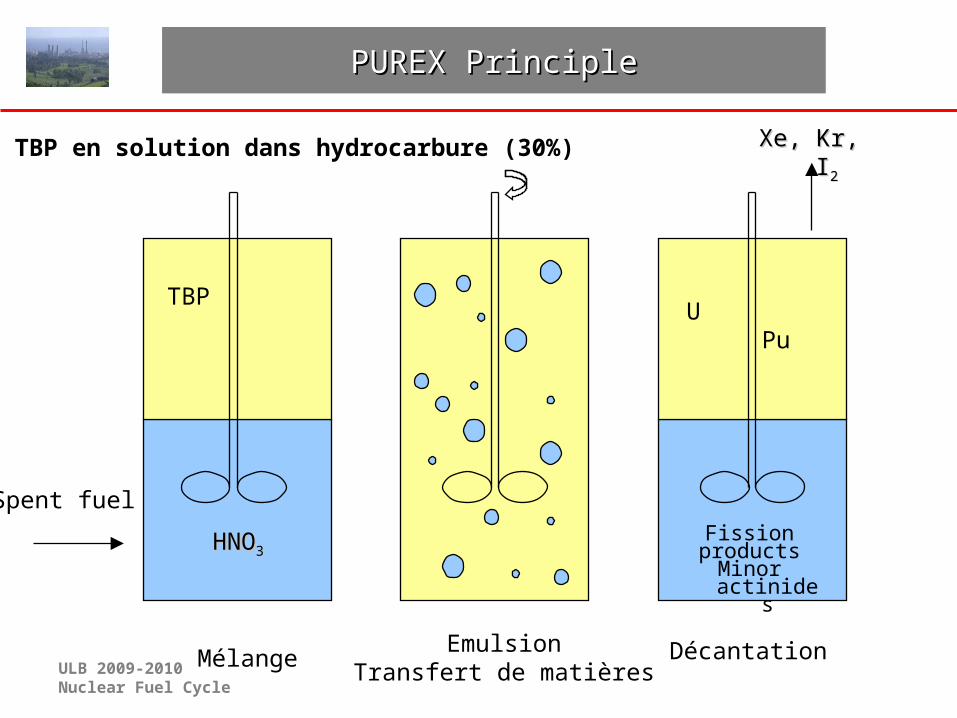
TBP
HNOHNO33
Spent fuel
U Pu
Fissionproducts
Minor actinides
Xe, Kr, IXe, Kr, I22
PUREX PrinciplePUREX Principle
TBP en solution dans hydrocarbure (30%)
EmulsionTransfert de matières
Mélange Décantation

ULB 2009-2010Nuclear Fuel Cycle
Separation U - PuSeparation U - Pu
Pu4+ extracted with U (class A)
Pu3+ class B : low ability to form complexes
Mixing of organic phase with aqueous solution, containing a selective Pu reductor (concentration NO3
- must be sufficient to keep
U in organic phase)
During emulsion of the phases, Pu is reducted and goes in the aqueous phase
-

ULB 2009-2010Nuclear Fuel Cycle
Purification U and PuPurification U and Pu
Impureties: FPs of class A
Extraction ability lower than U and Pu, depending on [U] and [nitric acid]
High [U]: mitigates FPextraction
High acidity: decreases Ru extractionincreases Zr, Sr extraction
Successive washing of organic phase
Concentration NO3- variable, but sufficient pour hinder the re-
extraction of U and Pu!

ULB 2009-2010Nuclear Fuel Cycle
TBP separation basic principlesTBP separation basic principles
• Sélectivity of TBP (UVI and PUIV)
• Importance of acidity: to extract UVI and PuIV: 2-3 mol/l
• To de-extract UVI: <0,02 mol/l
• Separation U-Pu: reduction PuIV to PuIII
• Separation U-Np: adjustment of the Np oxidation state to NpV
• Am is not extracted by TBP

ULB 2009-2010Nuclear Fuel Cycle
Le retraitement du combustible irradiéLe retraitement du combustible irradié
1. Why reprocess?
2. Basic principles
3. Description of PUREX process
4. Industrial status
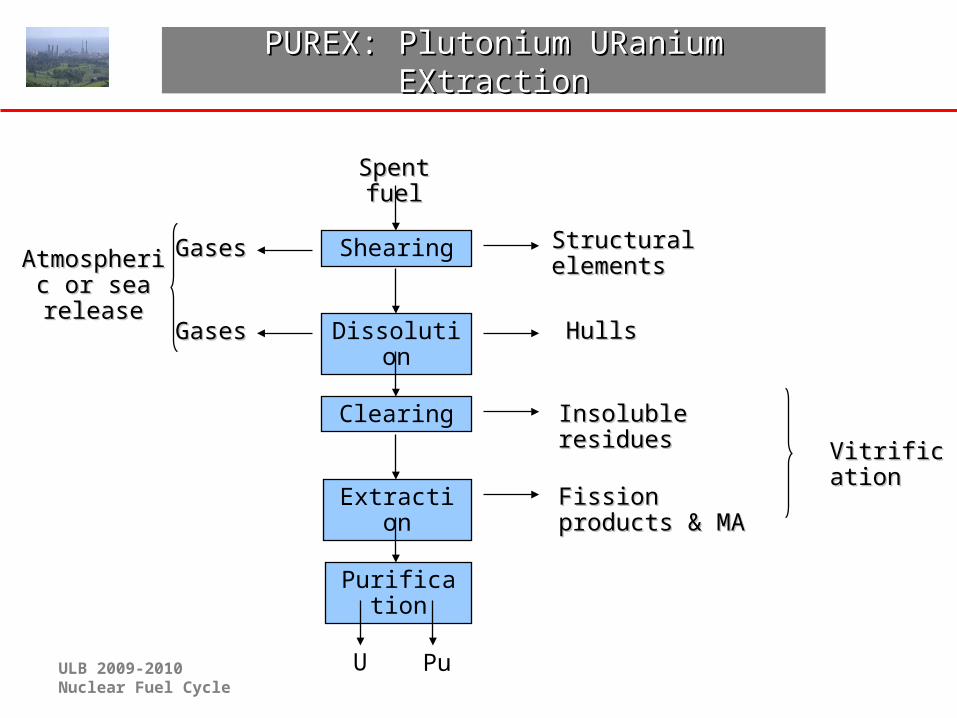
ULB 2009-2010Nuclear Fuel Cycle
Shearing
Dissolution
Clearing
Extraction
Purification
Spent fuelSpent fuel
U Pu
Structural Structural elementselements
HullsHulls
Fission products & Fission products & MAMA
Insoluble residuesInsoluble residues
VitrificationVitrification
GasesGases
GasesGasesAtmospheric Atmospheric or sea or sea releaserelease
PUREX: Plutonium URanium EXtractionPUREX: Plutonium URanium EXtraction

ULB 2009-2010Nuclear Fuel Cycle
http://www.ricin.com/nuke/bg/lahague.html
The La Hague reprocessing schemeThe La Hague reprocessing scheme

ULB 2009-2010Nuclear Fuel Cycle
29
Spent fuel assemblies storage pool at Sellafield Spent fuel assemblies storage pool at Sellafield (UK)(UK)

ULB 2009-2010Nuclear Fuel Cycle
Shearing of claddingShearing of cladding

ULB 2009-2010Nuclear Fuel Cycle
Rotatif DissolverRotatif Dissolver

ULB 2009-2010Nuclear Fuel Cycle
Caractéeristics of the dissolution solutionCaractéeristics of the dissolution solution
• Composition: U: 200 – 250 g/L Pu: 2 – 3 g/L FP: 80% of inventory MA: 100%
• Specific activity : 7,4 TBq/L (200Ci/L)
• Nitric acidity : 3 – 4 M
• Oxidation state of oxides: VI, PuIV, NpV, AmIII, CmIII

ULB 2009-2010Nuclear Fuel Cycle
Extraction cycles in a reprocessing plant (example)Extraction cycles in a reprocessing plant (example)
1. Decontamination – separation cycle
M Extraction in organic phase Acid washing of the organic phase Pu Separation (reducing re-extraction) U Re-extraction in aqueous phase
2. U purification cycles (2x)
New U extraction in organic phase Washing U re-extraction in aqueous phase
3. Pu purification cycles (2x)
Solution oxidation (Pu4+) New Pu extraction in organic phase Pu re-extraction in reducing aqueous phase
ULB 2009-2010Nuclear Fuel Cycle
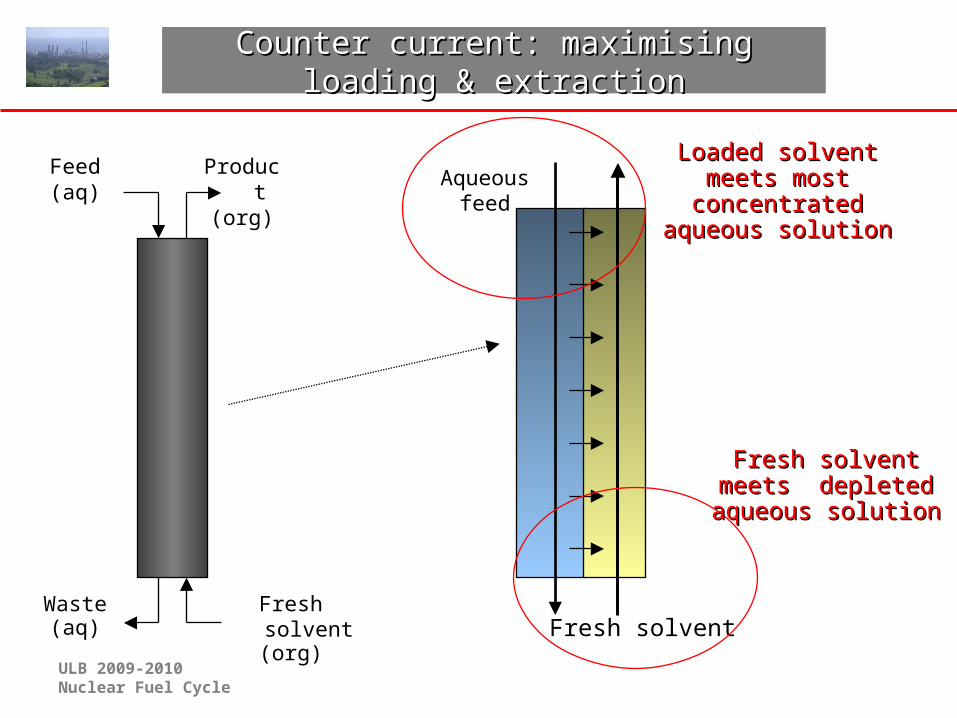
Feed(aq)
Product(org)
Waste(aq)
Fresh solvent(org) Fresh solvent
Aqueous feed
Loaded solvent Loaded solvent meets most meets most
concentrated concentrated aqueous solutionaqueous solution
Fresh solvent meets Fresh solvent meets depleted aqueous depleted aqueous
solutionsolution
Counter current: maximising loading & extractionCounter current: maximising loading & extraction

ULB 2009-2010Nuclear Fuel Cycle
FeedFeed(aq)(aq)
ProductProduct(org)(org)
WasteWaste(aq)(aq)
ccff ccpp
cw
Fresh solventFresh solvent(org)(org)
c = 0c = 0
1
i
n
orgnc
orgnc
org1c
orgic
org0c
org1-ic
org1-nc
aq0c
aq2c
aq1ic
aq1c
aqic
aqnc
Multi-stage extractionMulti-stage extraction

ULB 2009-2010Nuclear Fuel Cycle
Solvent extraction devicesSolvent extraction devices

ULB 2009-2010Nuclear Fuel Cycle
Solvent extraction devicesSolvent extraction devices

ULB 2009-2010Nuclear Fuel Cycle
Laboratory scale centrifugal contactors (ITU)Laboratory scale centrifugal contactors (ITU)

ULB 2009-2010Nuclear Fuel Cycle
Pulsed ColumnPulsed Column

ULB 2009-2010Nuclear Fuel Cycle
Solvent extraction devicesSolvent extraction devices

ULB 2009-2010Nuclear Fuel Cycle
Recovery rate and decontamination factorRecovery rate and decontamination factor
• Residual materials recovery rate: Pu:99,88%
• Decontamination factor: Impureties in inlet product divided by impureties in outlet product
• β, γ impurities: U: 1,5 106; Pu: 7 107
• Separation factor U-Pu: 106

ULB 2009-2010Nuclear Fuel Cycle
42
Technological constraints of reprocessingTechnological constraints of reprocessing
• High activities
• Heat release
• Under-criticity to be guaranteed, verifications
• Corrosion resistance (stainless steels, zirconium)
• Maintenance of equipement
• Controls of materials fluxes
ULB 2009-2010Nuclear Fuel Cycle
U and Pu conditioningU and Pu conditioning
Aqueous solution of Uranyl nitrate [UO2 (NO3)2] at 250 – 300 g U / l
Denitration and transformation into UO3 or UO2 (fabrication plant)
Aqueous solution of Pu nitrate: [Pu (NO3)2] at 50-150 g Pu / l
Oxidation of Pu in Pu 4+, mixing to oxalic acid which precipitates Pu as oxalate
Calcination and storage of PuO2 or transport to MOX plant

ULB 2009-2010Nuclear Fuel Cycle
Plutonium Conversion : calcinationPlutonium Conversion : calcination

ULB 2009-2010Nuclear Fuel Cycle
High decontamination factors
High selectivity for U and Pu
Low cost
Easy scale up
Room temperature process
Radiolytic degradation of organic phase
TBP not incinerable yielding solid radioactive waste
Some fission products are not (fully) soluble (Zr, noble metals particles)
Pure plutonium produced
Advantages and disadvantages of PUREXAdvantages and disadvantages of PUREX

ULB 2009-2010Nuclear Fuel Cycle
Bitumen: e.g. for residues from evaporation or spent organic ion exchangers
Cement: for low radioactive waste
Glass: for high level liquid waste
Ceramics: alternatives for HLLW (not industrial)
Waste formsWaste forms

ULB 2009-2010Nuclear Fuel Cycle
Borosilicate glass matrix
HLW concentrate is calcined
Mixed with glass frit and heated at 1100 oC
Liquid poured in a stainless steel canister
Canister is welded shut
Vitrification of HLWVitrification of HLW

ULB 2009-2010Nuclear Fuel Cycle
Concentration (wt%)
R7/T7
(Cogema) Magnox (BNFL)
SiO2 47.2 47.2 B2O3 14.9 16.9 Al2O3 4.4 4.8 CaO 4.1 - MgO - 5.3 Na2O 10.6 8.4 Others 18.8 17.4
Silica is the main glass-forming component
Boron oxide reduces thermal expansion and improves chemical durability
Vitrification of HLWVitrification of HLW

ULB 2009-2010Nuclear Fuel Cycle
Vitrification of HLWVitrification of HLW

ULB 2009-2010Nuclear Fuel Cycle
Waste treatmentWaste treatment

ULB 2009-2010Nuclear Fuel Cycle
Le retraitement du combustible irradiéLe retraitement du combustible irradié
1. Why reprocess?
2. Basic principles
3. Description of PUREX process
4. Industrial status

ULB 2009-2010Nuclear Fuel Cycle
52
Reprocessing capacities in the worldReprocessing capacities in the world
LWR fuel: France, La Hague 1700
UK, Sellafield (THORP) 900
Russia, Ozersk (Mayak) 400
Japan 14
total approx 3000
Other nuclear fuels:
UK, Sellafield 1500
India 275
total approx 1750
Total civil capacity 4750
NEA 2004NEA 2004

ULB 2009-2010Nuclear Fuel Cycle
53
Rokkasho-Mura (Japan)Rokkasho-Mura (Japan)
ULB 2009-2010Nuclear Fuel Cycle
AREVA La Hague Reprocessing PlantsAREVA La Hague Reprocessing Plants

ULB 2009-2010Nuclear Fuel Cycle
55
UP3 plant in La Hague

ULB 2009-2010Nuclear Fuel Cycle
56
Marcoule R&D

ULB 2009-2010Nuclear Fuel Cycle
ConclusionConclusion
Reprocessing: strategic option
based on nitric dissolution, séparation by organic extraction
Reprocessing-Recycling strategy, in LWRs, but preferably in fast reactors
Technical and commercial success
3 main sites: FR, UK, JP
Thank you for your attention!