プロセス管理による医療機関での品質管理 - JPMA...2016/03/31 · プロセス管理による医療機関での品質管理 ノイエス株式会社 SMO事業本部
![Page 1: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/1.jpg)
[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室 ○藤井重孝、和田幸隆、井上愼一、武田大、植田靖宏、川井英司、岡大介、
前川宗則、田口智将、張政、石神隆寛、下河原薫 荒井第701研究室 室田元晴、奥井利明、高橋洋一、樋口徹 1.研究開発の目的
スラリー床水素化分解プロセスは、原料油(常圧または減圧残渣油)の比重、アスファルテン分、
残炭分、金属分などのいずれにも制限がなく、また従来の熱分解法では問題となる副生コークスの
量も少なく、大幅な残渣減及び高い油収率が達成できる、理想的なプロセスである。このことは、
非在来型原料油を有効にアップグレーディング出来ることを意味し、エネルギーセキュリティ確保
の観点からも非常に意味のあるプロセスであると言える。また、将来的には重油の需要は減少が見
込まれ、かつ中間留分の内、特に軽油の需要が世界的に伸びることが予想されており、いわゆる“製
油所のボトムレス”や“石油のノーブルユース”は石油処理の理想的な姿であると言えよう。この
ような状況の中、㈱神戸製鋼所は 1970 年代から開発を開始した褐炭液化技術(BCL プロセス)を基
に、重質油アップグレーディングプロセスに応用した SPH(Slurry Phase Hydrocracking)プロセ
スを開発、8件の特許を出願した(平成 21 年度から千代田化工建設㈱と共同開発中)。
SPH プロセスは、AR(Atmospheric Residue:常圧残渣油)または VR(Vacuum Residue:減圧残渣
油)等の原料油を、天然リモナイトを触媒として、スラリー床型反応器で水素化分解するプロセス
であり、以下の特長を有する。
・ 安価な天然リモナイトを水素化分解触媒とし、また油収率(C5-525℃留分)が高く経済的で
ある。
・ 高分解プロセスであり、残渣(+525℃)収率が熱分解プロセスや沸騰床型プロセスに比べ大幅
に少ない。また、副生コークスも熱分解プロセスに比べ少ない。
・ 水素化分解反応
器の下流に、水
素化処理反応器
を一体的にプロ
セス内に組むこ
とにより、製油
所製品性状レベ
ルの、ガソリン、
灯軽油の生産が
可能である。ま
た、用役費や設
備費を減少でき、
経済的である。
しかしながら、SPH
プロセスの開発段階
は、連続式の BSU(ベ
ンチスケールユニッ
ト:装置能力
3bbl/day(荒井 701
研究室所有))での水素化分解試験レ
ベルであり、実証化(パイロットプラ
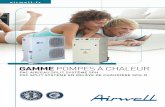
ント)や商業化に向けては、プロセス競争力確保のため、図1.1に示すように、「性能向上」「連
続運転阻害要因の排除」「経済性の向上」といった課題があり、これらについて本研究開発を通し
て解決していく。
図1.1 SPH プロセスの課題と開発目標
![Page 2: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/2.jpg)
2. 研究開発の内容 2.1 5Lガス流通式オートクレーブ反応装置による水素化分解実験
(荒井第 701 研究室)
VGO留分を添加またはリサイクル(VGO/R)することによる中間留分(沸点171-343℃)収率向上の可
能性を検討するため、内容積5L(㍑)のガス流通式オートクレーブ(以下、5L 流通 AC)を用いて水
素化分解実験を行った。本 5L 流通 AC では、反応器(Reactor)に原料(VR)と触媒(インドネシア産
リモナイト、主成分:α-FeO(OH))を仕込み、水素ガスを連続的に供給しながら所定の一定圧力下
で水素化分解実験が可能であり、Once-through(O/T)モードと BTM Recycle(B/R)モードで実験を行
った。
2.2 BSU による水素化分解実験
スケールアップされた連続式の装置で反応成績を確認することは、プロセス開発上非常に重要で
ある。そこで、荒井 701 研究室の所有する BSU を用いて、2.1項の 5L 流通 AC 実験と同種の原料
油及び触媒の連続水素化分解試験を行った。なお本年度は、本開発でのプロセス性能上での目標で
ある以下の 2Run、
・ ボトム分解率 95%以上、油収率 85wt%VR 以上の達成を目標にした運転(Run-2)
・ 中間留分収率 50wt%VR を目標とした VGO/R を併用する運転(Run-3)
をそれぞれ、平成 25 年 7 月及び 10 月に行った。
2.3 廃触媒処理技術の検討-残渣の空気処理試験-
硫化鉄を主成分とする SPH プロセスの残渣(スラッジ)は、製鉄原料、FeV 原料、セメント・キ
ルン燃料、舗装用アスファルト原料等に適用できる可能性を有している。今回、製鉄原料への適用
性を検討する一環として、残渣を高温で空気処理(硫化鉄→酸化鉄)し、その基礎的な反応特性を
把握した。
2.4 ガス流通式オートクレーブ反応装置の水素化分解実験(鶴見第 701 研究室)
本年度は、以下の水素化分解反応データを取得する目的でガス流通式オートクレーブ反応装置を
用いた水素化分解実験を昨年度から継続して行った。
• 水素化分解反応モデル用データの取得・整備
• 水素化分解反応モデルの構築
• 反応速度定数の算出 など
上記の水素化分解反応実験を、O/T モードと B/R モードにつき、反応圧力、反応温度、反応時間、
触媒添加量、リサイクル比(B/R モード)といった反応条件を変えて行った。なお、実験に供した
原料油(VR)は前述の2.1項と同じものを使用した。
2.5 水素化分解反応モデリング
ボトムリサイクル油の分解を含む SPH プロセスにおいて、プロセスの最適化を図るにはその分
解モデリングを構築し、ボトムリサイクル油の分解率・液収率を最大限に高める必要がある。AC試験における反応モデルを提案しチューニングを実施する事で、先ずは本プロセスの水素化分解反
応モデリングのベースを作成した。また、本プロセスの最適な物質収支を得るリサイクル計算を出
来るようにする事を目的として、このベースモデルを基に、ボトムリサイクル油の試験結果からボ
トムリサイクル反応モデリングを構築した。 2.6 水素化分解油の水素化処理試験
SPH プロセスでは、水素化分解反応工程の後流にてその生成油(水素化分解油:ナフサから VGO
留分)を、その高い圧力を有効利用して、In-line にて水素化処理(HT:Hydorotreating)し、安
定化、脱硫、VGO のマイルドハイドロクラッキング(以下 MHC)等を用途(SPH の適用先)に応じて
行うことを、特長の一つとしている。本年度は、前記の1.3.2項で述べた BSU による VR 水素
化分解実験の生成油を原料として、平成 25 年 11 月と平成 26 年 2 月の二回、それぞれ約 30 日間の
期間、市販触媒を用いた水素化処理試験を、それぞれ下表に示す項目を目的として行った。
![Page 3: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/3.jpg)
回目*) 通油期間 原料油:水素化分解油
(BSU 運転 Run No.)
目的
1 11 月 23 日~
12 月 27 日
Run-2 水素化分解油から、サルファーフリ
ーの灯軽油を得るための水素化脱硫
試験
2 2 月 9 日~
3 月 7 日
Run-3 水素化分解油中の VGO 留分の MHC(灯
軽油収率の増加を目的)とサルファ
ーフリーの灯軽油を得るための水素
化処理試験
*)3.6項の記述では、第 1回目の試験を HT-1、第 2回目の試験を HT-2 と称する。
2.7 ペトロリオミクス技術との連携(B/R の機構解明に向けて)
ペトロリオミクス技術との連携に関しては、BTM Recycle(B/R)の機構(効果)解明の検討を実施し
た。昨年度に実施した高温 XRD による分析の結果、リサイクル BTM 溶液中の VGO やマルテン(Ma)成
分はアスファルテン(As)の凝集緩和に寄与していないことが明らかとなったため、観点を変えて、
反応の原料である VR とリサイクル BTM 溶液が相互に影響し合って反応が進むのか、それともそれ
ぞれが独立に反応し分解していくのかを確認する為、5L 流通 AC によるリサイクル BTM 溶液単独反
応実験(*1)を追加し、生成物性状につき下記①と②の比較を行った。
① B/R モード(VR と BTM 溶液を混合し反応)AC 実験の生成物性状(以下、”BR あり”と記す)
② O/T モード(VR 単独反応)AC 実験の生成物性状と BTM 溶液単独反応 AC 実験の生成物性状を加算
(以下、”BR なし”、または”O/T×O/T”と記す)
(*1):リサイクル BTM 溶液単独実験:O/T モードで生成された BTM 溶液(+380℃)を、VR を加えず
に単独で水素化分解反応させた実験
2.8 機器設計:反応塔設計への流動シミュレーション適用について
平成 24 年度までに、SPH プロセスで採用される高温高圧スラリー床反応器に対する CFD
(Computational Fluid Dynamics:三次元流動解析)モデルの構築及び適用性検証がなされ、構築
したモデルは反応器設計に十分な予測精度を持つことが確認されている。本年度は、構築した CFD
モデルを用いて実証装置反応塔の試計算を実施した。また、昨年度までは CFD ソフトウエアに ANSYS
社の FLUENT を用いていたが、計算速度の向上と、今後、実証装置、商業装置の設計へ適用した際
の計算効率化を目的に、フリーソフトである OpenFOAM の本業務に対する適用性も検証した。
3. 研究開発の結果
3.1 5Lガス流通式オートクレーブ反応装置による水素化分解実験(荒井第 701 研究室)
5L 流通 AC を用いた B/R モー
ドの実験は、O/T モードで生成
した BTM 溶液(P 液中の+380℃
留分)を原料 VR や触媒と混合
して反応させることで実施す
るが、VGO/R の実験は、B/R モ
ードの実験において別途調製
したVGO留分を BTM溶液に混合
する方法で行った。
O/T モードの実験は、温度、
圧力、反応時間は Base 条件、
リモナイト触媒添加量は 2wt%
on Feedstock(VR) as Fe(以下、
wt%VR as Fe)の条件で行った。
図3.1 VGO/R 試験結果
![Page 4: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/4.jpg)
B/Rモードの実験においては、添加するBTM溶液中BTM量(以下、BTM Recycle ratio又はB/R ratio)
を 50wt% on VR(以下、wt%VR)とし、VGO/R 量 0,30,50wt%VR の 3 条件の実験を行った。なお、B/R モ
ードの反応条件は、新規触媒添加量を 1wt%VR as Fe にした以外は、O/T モードと同じ条件である。
なお、O/T モードの実験において触媒添加量を 2wt%VR as Fe とした理由は(標準は 1wt%VR as Fe)、
B/R 時の全 Fe 供給量が 5.1-5.8wt%VR as Fe と、BSU 連続反応実験における Fe 供給量と同等のレベ
ルで評価できるようにしようとしたためである。B/R 実験における収率計算結果を図3.1に示す。
VGO/R を実施しない場合の中間留分(171-343℃留分)収率は 27.08wt%VR、VGO(343-525℃留分)
収率 31.57wt%VR であり、VGO/R 量の増加とともに中間留分収率が増加、VGO 収率が減少した。また、
ナフサ(C5-171℃留分)収率はほぼ一定であり、C1-C4 収率は若干増加する傾向が認められた。こ
れらの結果より、添加した VGO が軽質化し中間留分の収率向上に有効であることが分かったので、
BSU 実験においてその効果を確認することとした。また、AC 実験で VGO/R=30wt%VR の条件にて中間
留分の収率が約 10wt% VR 向上したことから本条件を参考に BSU 実験での VGO/R 量を決定する事と
した。
3.2 BSU による水素化分解実験
BSU のブロックフロー図を、図3.2-1に示す。BSU は、原料調製槽、予熱器、反応器(3基、
完全混合槽)、気液分離器、減圧フラッシャー等から構成され、原料、触媒、及び水素を供給しな
がら、高温、高圧下で水素化分解を行わせるものであり、減圧フラッシャー(V-321)から重質反応
生成物(BTM 溶液)を系外に抜き出しながら、同生成物を連続的に反応器へリサイクルする、所謂 BTM
Recycle の機能を持つ。
本年度は前述したように、以下の 2Run を行った。
・ ボトム分解率 95%以上、油収率 85wt%VR 以上の達成を目標にした運転(Run-2)
・ 中間留分収率 50wt%VR を目標とした VGO/R を併用する運転(Run-3)
3.2.1 Run-2 の運転経緯及び収率結果
Run-2 の運転経緯としては、まず B/R 運転用 BTM 溶液を V-321 に貯める為の O/T 運転(Run-2-1)
を 73 時間実施後、B/R 運転
(Run-2-2)を 22 時間実施した。本
Run 期間中に計算した概略の BTM
収率は 15wt%VR と推定された為、
反応成績目標に近づけるべく、
Make-up 触媒量を 0.7 から 1.0
wt%VR as Fe に増加させ、かつ見
掛滞留時間を増加させる運転
(Run-2-3)を実施する事とした。
さらに本Run期間中に計算した概
略 BTM 収率は 7wt%VR と判断され
たため、反応成績目標達成の為、
反 応 温 度 を 増 加 さ せ る 運 転
(Run-2-4)を実施した。本 Run に
おいては100時間以上の連続運転
を目指すこととし、結果的には
121 時間まで運転を継続し終了し
た。Run-2-4 においては、24 時間
毎に収率を計算した。24 時間から 113 時間の間の 24 時間毎の収率とそれらの平均値を図3.2-
2に示す。本収率計算結果は、図3.2-1に示す Gas、 D-301、D-322、 D-321 の各流量とガス
クロや蒸留分析値から各成分量を算出し計算したものである。Run-2-4 の BTM 分解率、油収率は時
間毎に 3~4wt%程度のばらつきはあるものの、経時的に反応性が低下するという傾向も無く、安定
した運転が継続できたものと判断された。平均値としての BTM 分解率は 94.5wt%、油収率は
83.5wt%VR であり、ほぼ目標を達成する値が得られた。また、中間留分収率(沸点 171-343℃留分)
図3.2-2 BSU 水素化分解実験 Run-2-4 の収率計算結果
![Page 5: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/5.jpg)
Feedstock Preparation
Pre-heater
VR
Hydrogen
Catalyst
HC Reactors High Press. V/L Separator
Low Press. V/L Separator
Vacuum Flasher
Gas
Naphtha KeroseneDiesel
V/L Sepa.
DieselVGO
BTM Solution (BTM, VGO, used catalyst)
BTM Recycle (via P-221(*))
(D-301)
(D-322)
(D-321)
(V-241)
(V-242)
(V-321)
R221
R222
R223
Continuous Stirred Tank Reactor(CSTR)
(*): B/R用Plunger Pump
図3.2-1 BSU のブロックフロー図
![Page 6: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/6.jpg)
39.9wt%VR(平均値)で、目標の 50wt%VR に向けて約 10wt%VR の上積みが必要と考えられ、その
ためには3.1項に記した 5L 流通 AC 試験結果より VGO/R を 30wt%VR 実施すれば良いものと判断
した
3.2.2 Run-3 の運転経緯及び収率結果
まず、B/R 運転用 BTM 溶液を
V-321 に貯める為の O/T 運転
(Run-3-1)を実施した(合計 44
時間)。運転期間中に確認した概
略 BTM 収率は 17wt%VR であり、
当初予測した 22wt%VR より反応
が進みすぎていると考えられた
ため、当初計画反応温度を低く、
かつ反応時間を短く設定し B/R
運転(Run-3-2)を次いで 30 時間
実施した。本 Run 期間中に計算
した概略のBTM収率は7wt%VRと
推定された為、反応成績目標に
近づけるべく、見掛滞留時間を
増加させる運転(Run-3-3)を実
施する事とした。Run-3-3 では、
B/R 用送液ポンプ(P-221)の送液
不良が発生したため B/R ratio
が当初の目標値よりも低下してしまい、概略 BTM 収率は 7wt%VR と Run-3-2 と同程度の値となっ
た。時間的な制約もあったため、本実験を次 Run の VGO/R を併用する運転(Run-3-4)の比較対象
実験と位置づけ、51 時間の運転後、Run-3-4(VGO/R を併用する運転)に移行した。Run-3-3 およ
び Run-3-4 の収率を Run-2-4(平均)の結果とともに図3.2-3に示す。VGO/R を実施しなかっ
た Run-3-3 の中間留分収率は 35.1wt%VR、油収率は 83.1wt%VR、BTM 分解率は 92.3wt%であった。
一方、Run-3-4 において VGO/R(343-525℃留分を 29.7wt%VR リサイクル)を実施したことにより、
中間留分収率は 7.8wt%VR 増加し 42.9wt%VR となった。5L 流通 AC 実験結果から、343-525℃の VGO
を 30wt%VR リサイクルすることにより中間留分収率が 10wt%VR 向上すると予測していたが、BSU
の場合、添加した VGO の一部がナフサに分解したことによりナフサ収率が増加し、中間留分収率
の増加量が減少したものと推定された。また、VGO/R を実施しなかった(通常の B/R のみの)
Run-3-3 の中間留分収率は Run-2-4 と同じ 40wt%VR 程度得られるものと予測していたが、反応温
度、リサイクルされる触媒量や B/R 量が Run-2-4 に比べ温和な条件となったため(図3.2-3
に記載)、Run-2-4 よりも低い値になったものと推定された。
これらの結果より、Run-2-4 と同条件で実験を行えば中間留分収率が約 40wt%VR となり、さら
に VGO/R 量を 38wt%onVR 程度に設定すれば中間留分が 10wt%onVR 増加し(38/30×7.8≒10)、目
標の 50wt%onVR 達成は可能と考えられた。
3.3 廃触媒処理技術の検討-残渣の空気処理試験
残渣の空気処理試結果を原料の組成とともに表3.3に示す。 Base 条件で行った空気処理(Run-1)では、脱硫率、脱炭素率がそれぞれ 69.0wt%、77.1wt%で
あり、十分に反応が進んでいなかったが、時間を 30 分延長することにより(Run-2) 脱硫率、脱
炭素率がそれぞれ 96.8wt%、98.4wt%まで向上した。この時の残渣の鉄化合物の形態はγ-Fe2O3
が 67.5wt%、α-Fe2O3 が 31.5wt%、Fe7S8 が 1wt%であった。さらに温度を 100℃増加させた処理
(Run-3)では、脱硫率、脱炭素率がさらに向上するとともに、Fe7S8 が完全に消失し、鉄化合物
の形態はγ-Fe2O3 が 33.5wt%、α-Fe2O3 が 66.5wt%となった。これらの結果より、本残渣を空気
処理により完全に酸化鉄の形態にするには Run-3 の条件が必要であることがわかった。今後は自
図3.2-3 BSU 水素化分解実験 Run-3 の収率計算結果
![Page 7: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/7.jpg)
主研究にて、得られた酸化鉄の製
鉄原料への適用、残渣の製鉄原料
以外の用途への適用性について
検討を行う予定である。
3.4 ガス流通式オートクレー
ブ反応装置の水素化分解実験(鶴
見第 701 研究室)
3.4.1 O/T の水素化分解実
験結果
ガス流通式オートクレーブ反
応装置による O/T 運転では、原
料油は減圧残渣油(VR2011)を
用い、触媒はブラジル産のリモ
ナイトを平均粒子径が1μm以下
になるまで油中粉砕した触媒ス
ラリーを実験に供した。O/T 運転における反応速度データを取得する目的で、反応温度、反応
時間、反応圧力、および触媒添加量を変えた実験を実施し、物質収支の取れたデータとしてま
とめた。
(1)O/T 運転における水素化分解反応に与える反応温度の影響
反応温度が高くなることで、VR 分解率(525℃+ Conversion)は高くなり、分解が進むことで
分解油(C5-525℃)が増加した。VGO(343-525℃)留分はベース反応温度マイナス 5℃が最大値
となり、それ以上では VGO(343-525℃)の分解も進むため減少した。一方、化学水素消費量は
脱硫も進むこともあり反応温度に比例し増加した。また、溶剤不溶分収率については、ベース温
度以下で C7I_org の分解が進む一方、ベース温度以上で TI_org、THFI_org 両収率の増加が顕著
となり重質化が進むことが分かった。
(2)O/T 運転における水素化分解反応に与える反応時間の影響
ベース反応温度で反応時間の影響を見るため反応時間をベース値の 0.25 倍、0.5 倍、1倍(ベ
ース)及び 1.5 倍と変えて実験を実施した。装置的にパルス的な昇温・降温ができないため、設
定温度までの昇温時間、および降温時間を考慮して、反応温度と活性化エネルギーから補正反応
時間(θcorr)を算出した。一例を示すと、設定時間ベース比 0.5 倍の実験では、補正反応時間
(θcorr)は設定の時間より実質 1.5 倍の時間と長くなっている。反応時間が長くなることで、
VR 分解率、水素消費量は高くなっていくが、VGO 留分はベース比 1.2 倍までは VGO 生成と分解が
バランスし、それ以上の反応時間になると VGO 分解が進み減少した。また、軽油留分である
171-343℃留分はベース比 1.2 倍以上と時間が長くなっても分解油収率はあまり上がらないこと
が分かった。
(3)O/T 運転における水素化分解反応に与える反応圧力の影響
反応圧力をベース値の 0.8 倍から 1.5 倍まで高圧化することで VR 分解率は抑制されるが、重
質化反応も抑制され溶剤不溶分の C7I_org、TI_org、THFI_org が減少し、コーク生成が抑えられ
ることが分かった。
(4)O/T 運転における水素化分解反応に与える触媒添加量の影響
原料油に対しベース値
の 0.1 倍、0.2 倍、0.5 倍、
1倍(ベース)及び 2倍と
触媒添加量を変えた実験を
行った。触媒効果を確認す
るため、触媒を添加しない
熱分解実験も併せて実施し
表3.3 原料の組成および空気処理試結果
図3.4-1 SPH 触媒のコーク生成抑制効果
![Page 8: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/8.jpg)
た。触媒添加量を増加させることで重質化反応が抑制され、溶剤不溶分は大きく減少した。特に
触媒量ベース比 0.5 倍までの効果が著しく、その後ベース値程度までは重質化反応の抑制効果が
見られるがそれ以上では添加効果は認められなかった。また、触媒効果の一例として、実験終了
後のオートクレーブの攪拌機周辺のコーク付着状況を比較して図3.4-1に示す。熱分解では、
TI(コーク)収率 16.6 wt%と非常に撹拌羽やバッフル上に多量のコークが沈着していた。触媒量
を増加させていくとコーク付着量も減少し、ベースの 0.2 倍以上の触媒添加でコーク付着は大き
く減少し、ベースの触媒量の SPH 水素化分解実験ではコーク付着は見られない。この結果から、
SPH 触媒により重質化反応、特に TI(コーク)生成が大きく抑制されていることを目視的にも確認
した。
3.4-2 B/R の水素化分解実験結果
ガス流通式オートクレーブ反応装置によるボトムリサイクル(B/R)を模擬した水素化分解実
験を反応温度、反応時間、リサイクル比を変えて行った。
(1)B/R 運転における水素化分解反応
ボトムリサイクルの水素化分解反応デー
タを得るためにBSU O/T運転から得られた
BSU-AR、BSU-VR の単味を反応時間および
反応温度を変えた反応実験を実施した。結
果、リサイクルボトムの反応性は、極端に
変わっているのが分かった。すなわち、VR
分解率(525℃+ Conversion)は同一反応条
件で低く(一次反応として約 1/3 の反応速
度)、重質分の指標である溶剤不溶分は逆
に生成しにくくなっているのが分かった。
(図3.4-2に反応温度に対する
BSU-AR 及び BSU-VR の VR 分解率を示す。)
(2)ボトムリサイクル比の影響
Fresh Feed は VR2011、リサイクル油と
して BSU-AR(JPEC-2-1 D321)、または
BSU-VR を用い、リサイクル比を変えリサ
イクルモードを模擬したオートクレーブ
実験を実施した。結果、反応性(分解反応
性、中間留分収率、および重質化(溶剤不
溶分))はリサイクル比の逆数(1/RR)に
比例することから、フレッシュとリサイク
ル油、両者の反応性の加成性が成り立つこ
とが分かった。(例として図3.4-3に
リサイクル比の逆数に対する 171-343℃
プロダクト収率を示す。)
3.5 水素化分解反応モデリング
3.5.1 反応モデリングの提案
物質収支が取れる水素化分解反応モデルとする為に、下記の前提条件のベースモデルを作成し
た。
水素化分解反応は完全混合槽タイプとする
反応条件下において、水素化分解により生成する Kerosene 留分以下の軽質留分は
ベーパー層になるため、反応時間が短く、Kerosene からの分解反応は殆ど無いも
0
20
40
60
80
100
400 420 440 460 480 500
VR
Con
vers
ion
(w
t%on
[F+
R])
反応温度 ( ℃ )
BSU_AR
BSU_VR
反応時間: 60min.
反応圧力: 15MPaFresh Feed (VR2011)Base
Base
Base‐50℃ Base‐30℃ Base‐10℃ Base+10℃ Base+30℃ Base+50℃
図3.4-2 反応温度に対する VR 分解率
0
20
40
60
80
100
0 0.2 0.4 0.6 0.8 1
171-
343℃
プロダクト収
率(w
t%on
[F+R
])
1/RR ( - )
BSU_AR
BSU_VR
反応温度: 450℃
反応圧力: 15MPa
反応時間: 60min.
BaseBaseBase
図3.4-3 1/RR に対する 171-343℃プロダクト収率
![Page 9: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/9.jpg)
のとする。
ボトムリサイクル油の分解油収率向上に対する寄与度を勘案出来るように、HI-TS
から 525-HS、TI-THFS から HI-TS に戻る平衡反応を考慮する。
H2S、NH3 は、ここでは Gas 成分としてまとめて 1成分として取り扱うものとする。
上記条件を考慮した反応モデルを図3.5-1に示す。また、当該反応モデルの反応速度式(8
元連立微分方程式)をそれぞれ解き、前述の3.4にて行ったガス流通式オートクレーブ(AC)
水素化分解試験(O/T)結果についてチューニングを実施した結果を、例として C6(沸点 171-343℃
留分の重量収率)について、図3.5-2に示す。この図の横軸は AC 実験から得られる各反応
時間の収率を示し、縦軸は反応モデルから得られる推定収率を示している。AC の試験結果と推
算値は非常に良くフィッティングしており、提案した反応モデルにより試験の再現性を示すこと
が出来たと言える。
また、汎用シミュレーターを用いて上記水素化分解反応モデル C1~C8 に相当する代表仮想成
分を定義し、多段完全混合層モデルにてそれぞれの滞留時間毎に反応熱・各物性値を算出来るよ
うにした。
3.5.2 ボトムリサイクルを含む反応モデル構築
AC 試験結果及び反応モデル式からワンススルーの反応モデル式とボトムリサイクルの反応モ
デル式をそれぞれ定義する事で、図3.5-3のようなボトムリサイクルを含むモデルを構築し、
リサイクル計算が出来るようにした。
525℃-HS(C1)
C1-C4(C8)
C5-171℃(C7)
171℃-343℃(C6)
k15k16k17
k12
343℃-525℃(C5)
k56k57k58
k18
HI-TS(C2)
THFI(C4)
k26 k27
k28
TI-THFS(C3)k23 k34
k25
k21 k32
図3.5-1 水素化分解反応モデル 図3.5-2 C6 のチューニング結果
図3.5-3 ボトムリサイクルを含む反応モデル
![Page 10: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/10.jpg)
3.6 水素化分解油の水素化処理試験
HT-1(脱硫)/HT-2(MHC)ではそれぞれ市販の異なる Ni-Mo 系触媒を使用し、共通反応条件と
しては、反応圧力は水素化分解反応試験のベースと同じ値、水素油流量比は予想化学水素消費量
の 7倍程度で試験を行った。HT-1/HT-2 の各ステップの反応温度と LHSV(液空間速度)は以下の
通りとした。
表3.6-1 HT-1 での反応条件
Step Step1 Step2 Step3 Step4 Step5 Step6
反応温度 Base Base+15℃ Base+30℃ Base+45℃ Base+45℃ Base+15℃
LHSV Base Base Base Base Basex0.5 Base
表3.6-2 HT-2 での反応条件
Step Step1 Step2 Step3
反応温度 Base+45℃ Base+45℃ Base+45℃
LHSV(hr-1) Basex0.5 Basex0.3 Basex0.5
3.6.1 HT-1(脱硫)試験結果
図3.6-1から分かるように沸点 343℃-の留分の硫黄分が 10wtppm を下回るのは、
WAT=Base+45℃、LHSV=Basex0.5(Step5)
と、この程度(VGO 以下の軽い留分)
の蒸留性状の原料油を脱硫し、ULSK
(超低硫黄分灯油)及び ULSD(超低硫
黄分軽油)を生産するには、かなりシ
ビアな条件が必要であることがわか
った。このようにシビアな反応条件が
必要な理由は、図示しないが、Step4
で TLP 中の窒素分が 150pwtppm 程度、
Setp5 で依然 70wtppm 程度と、その値
が高く、それが水素化や脱硫に大きな
影響を与えていることが推察された。
なお、Step5 における VGO 留分(343℃
+)の分解率は、23.5%に達した。また、同様にここでは図示しないが、Step1 から Step6 にかけ
ての Normalized WAT の推移により、触媒の失活進行は Step5 において非常に速く、ULSK/ULSD
の継続生産は、難しいことが推察された。それを可能にするには、
・ より適切な触媒調査
・ または、1段ではなく、まず C5~VGO までを脱硫し、その後フラッシャーで軽油留
分-と VGO に分け、軽油留分-を 2段目で脱硫し、よりマイルドな条件で ULSK/ULSD
を生産
する必要性が示唆された。
3.6-2 HT-2(MHC 及び脱硫)試験結果
本試験では、MHC(ターゲット VGO 留分の分解率 30%以上)を視野にいれ、かつ脱硫を行うこ
とも目的としたため、上述の HT-1 試験結果も勘案して、HT-1 使用触媒より高い脱窒素性能を持
つであろう、同メーカーの触媒 Eを用いた。なお、HT-1 よりも低い LHSV が必要なことが予想さ
れたため、HT-1 での触媒充填量 100cc に比し、HT-2 では 125cc の触媒が充填された。図3.6
-2から分かるように Step1の条件で、VGO の分解率が約 32%になっていることが分かる。この
ことにより、SPH プロセス全体としての中間留分収率は、最大約 8wt%onVR 上げることが可能と
なる。また、図3.6-3に示すように、C5+(TLP:Total Liquid Product)の硫黄分が Step1
![Page 11: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/11.jpg)
において 10wtppm 以下で安定してきており、ULSK/ULSD の生産ができていることを示している。
さらに、C5+(TLP)の窒素分は、HT-1 とは対照的に、いずれのステップにおいても低い(10wtppm
以下)値で推移していた(図示せず)。このことから、HT-2 触媒が高い脱窒素性能を有すること
により、高い脱硫性能を発揮し、かつ水素化も促進され、上述したように VGO 分解率の高さに寄
与していると考えた。
なお、ULSK/ULSD の生産が可能と推察される、処理油 C5+(TLP)の硫黄分 20wtppm は、規格化
したNormalized WATから、Base+25~35℃程度の反応温度で達成可能であることを示した。但し、
触媒劣化(失活)程度については、時間の制約上本試験においては十分な検討が出来なかったた
め、今後実施し、反応条件の最適化を行う必要がある。 3.7 ペトロリオミクス技術との連携(B/R の機構解明に向けて)
2.7項で述べた通り、5L 流通 AC によるリサイクル BTM 溶液単独反応実験の生成物性状につ
き下記①と②の比較を行った。
① ”BR あり”
② ”BRなし”、または”O/T
×O/T”
尚、生成物性状は、ペトロ
リオミクス研究室にて、タイ
プ別分離前処理法により、飽
和(Sa)、1 環芳香族(1A)、2 環
芳香族(2A)、3 環以上芳香族
(3A+)、極性レジン(PO)、多環
レジン(PA)、アスファルテン
(As)に分画された後、各分画
成分が FT-ICR-MS で分析され
るとともにその分子構造やヘ
テロ分子分布が解析された。 各分画成分の Double Bond
Equivalent(DBE)分布を図3.
7-1に示す。PA や 3a+等の
成分では、B/R 生成物の方が
(O/T×O/T)生成物に比べ相対
的に DBE が減少し、側鎖・架
橋切断が抑制され水素化(核
水添)が活発化しており、B/R により水素供与能が向上するものと考えられた。また、原料およ
び生成物の各成分の量を比較した結果、ボトム中の PO 成分が特に分解しにくいという知見が得
られた。
図3.6-2 HT-2:各 Step での VGO 分解率 図3.6-3 HT-2:各 Step での TLP 中の硫黄分
図3.7 水素化分解生成物の DBE プロット
![Page 12: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/12.jpg)
さらに、鶴見第 701 研究室のガス流通式オートクレーブで得られた水素化分解生成物の HI-TS
(n-Hexane Insoluble – Toluene Soluble)成分および TI-THFS(Toluene Insoluble - THF Soluble)
成分をFT-ICR-MSやFDで分析した結果、コア構造や分子量分布に関する有益な情報が得られた。
両成分ともコア構造の最大不飽和度は芳香族 11 環相当で、TI-THFS 成分は HI-TS 成分に比べ相
対的に不飽和度が高く、側鎖が短い、マルチコア構造の分子が大きい傾向にあることがわかった。
3.8 機器設計(水素化分解反応器への CFD 適用)
3.8.1 OpenFOAM の精度検証-NEDOL 反応塔の計算-
昨年度FLUENTで計算し混合拡散係数、温度分布に関する実測値との良好な一致を示したNEDOL
プロセス反応塔を対象に、FLUENTと同様のモデルをOpenFOAMで構築し、同様の計算を実施した。
NEDOL プロセス反応塔は本プロセス反応塔と同様の高温高圧スラリー床反応器であり、昨年度に
本プロセス反応塔設計への CFD 適用性検証目的のトレース計算を実施している。Cold Flow Case
及び Hot Flow のそれぞれを対象とした。図3.8-1に実測値及び FLUENT での計算結果、
OpenFOAM での計算結果の比較を示す。Cold Flow, Hot Flow ともに FLUENT と同様の結果であり、
実測値と良い一致を示すことがわかる。以上の検証計算より、OpenFOAM は SPH 反応塔の計算に
十分適用可能であると言える。
図3.8-1 NEDOL 反応塔を対象のトレース計算
3.8.2 実証反応塔の試計算
SPH の実証装置規模の反応塔における塔内の混合状態と温度分布(塔上下の温度差)を概略把
握するため、実証装置規模の反応塔を対象に OpenFOAM による計算を実施した。
Hot Flow 時の計算結果として、ガスホールドアップ、スラリーベクトル図、温度分布の瞬時
値、温度分布の時間平均値を図3.8-2(1)及び(2)に示す。
なお、本稿で示した SPH 実証装置反応塔の CFD 計算では、水素ガスの消費と Hydro Carbon の
分解によるガス相の体積・質量変化は考慮していないが、今後の装置設計においては、反応モデ
ルの導入を計画している。
0
2
4
6
8
10
12
14
16
18
20
0 1 2 3 4 5
EΘ[‐]
Θ =t/τ[‐]
実験データ(Dm = 0.11)
Fluent(Dm = 0.111)
OpenFOAM(Dm = 0.116)
678
683
688
693
698
703
708
713
718
723
728
0 2 4 6 8 10
Temperature [K
]
Hight[m]
実験
OpenFOAM
Fluent
混合拡散係数の比較(Cold Flow Case)
反応器高さ方向の温度分布(Hot Flow:発熱量は槽内均一)
![Page 13: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/13.jpg)
4. まとめ 4.1 5Lガス流通式オートクレーブ反応装置による水素化分解実験(荒井第 701 研究室)
VGO 留分を添加またはリサイクル(VGO/R)することによる中間留分(沸点 171-343℃)収率向上
の可能性を検討するための水素化分解実験を行った。結果、添加した VGO が軽質化し中間留分の
収率向上に有効であることが分かり、その効果を BSU で確認することとした。
4.2 BSU による水素化分解実験
ボトム分解率 95wt%以上、油収率 85wt%VR 以上の達成を目標にした運転(Run-2)と、中間留分
収率 50wt%VR を目標とした VGO/R を併用する運転(Run-3)を行った。Run-2 においては、合計 121
時間の安定した連続運転を実施し、BTM 分解率は 94.5wt%、油収率は 83.5wt%VR と、ほぼ目標を
達成する値が得られた。中間留分収率(沸点 171-343℃留分)は 39.9wt%VR で、目標の 50wt%VR
に向けて約10wt%VRの上積みが必要と考えられ、5L流通ACの実験結果を参考にVGO/Rを 30wt%VR
実施すれば良いものと判断した。また、Run-3 において VGO/R を 30wt%VR 実施した結果、中間留
分収率は 7.8wt%VR 増加し 42.9wt%VR となり、BSU においても VGO/R が中間留分収率の向上に有
効であることが確認された。Run-2 に比べて VGO/R を実施しなかった実験の条件が温和になって
しまったため、Run-2 より中間留分収率が低くなったことや、VGO/R 量に対する中間留分収率向
上への寄与度が 5L 流通 AC より低いこと等が、目標の 50wt%VR に達成しなかった要因と推定され
た。反応条件を厳しくし、さらに適切な VGO/R 量を設定することで目標の 50wt%VR 達成は可能と
考えられた。
4.3 廃触媒処理技術の検討-残渣の空気処理試験
硫化鉄を主成分とする残渣(スラッジ)の、製鉄原料への適用性を検討する一環として、残渣
を高温で空気処理(硫化鉄→酸化鉄)し、その基礎的な反応特性を把握した結果、本残渣を空気
処理により完全に酸化鉄の形態にする条件が把握できた。今後、得られた酸化鉄の製鉄原料への
適用、残渣の製鉄原料以外の用途への適用性について検討を行う予定である。
4.4 ガス流通式オートクレーブ反応装置の水素化分解実験(鶴見第 701 研究室)
本年度は、主に反応モデル構築/反応速度定数算出のデータ整備を目的として、水素化分解試
験を行った。結果、O/T 運転における水素化分解反反応に与える、反応温度・反応時間・反応圧
図3.8-2(1) Hot Flow 計算結果(1) 図3.8-2(2) Hot Flow 計算結果(2) スラリー温度の瞬時値 スラリー温度の時間平均値ガスホールドアップ スラリーのベクトル図
![Page 14: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/14.jpg)
力・触媒添加量の影響を、VR 分解率、化学水素消費量、溶剤不溶分及びプロダクト収率の観点
から解析した。触媒添加量に関しては、増加させることで重質化反応が抑制され、溶剤不溶分は
大きく減少する。特に触媒量がベースの 0.5 倍までの効果が著しく、その後ベース値程度までは
重質化反応の抑制効果(特にコーク生成抑制)が見られるがそれ以上では添加効果は認められな
いことが分かった。
また、B/R 運転における反応速度データを取得する目的で、反応温度、反応時間、およびリサ
イクル比を変えた実験を実施し、物質収支のとれたデータとしてまとめた。さらに、ボトムリサ
イクルの水素化分解反応データを得るために BSU O/T 運転から得られた BSU-AR、 BSU-VR の単味
を反応時間および反応温度を変えた反応実験を実施した。結果、リサイクルボトムの反応性は、
極端に変わっているのが分かった。すなわち、VR 分解率は同一反応条件で低く(一次反応とし
て約 1/3 の反応速度)なるものの、重質分の指標である溶剤不溶分は逆に生成しにくくなってい
るのが分かった。最後に、ボトムリサイクル比の影響を見る実験を行った。結果、反応性(分解
反応性、中間留分収率、および重質化(溶剤不溶分))はリサイクル比の逆数に比例することか
ら、フレッシュとリサイクル油、両者の反応性の加成性が成り立つことが分かった。
4.5 水素化反応モデリング
プロセスの最適化を図るため、水素化分解反応モデリングの構築を行った。前述の3.5.1
項で示したようなランピングモデルを提案し、その反応速度定数を、上記オートクレーブ反応装
置による水素化分解実験結果(O/T)とフィッティングしながら求めた。結果、実験値と計算値
の良い一致をみることが出来た。また、この反応モデルを考慮したリサイクルモデルを構築し、
リサイクル計算が出来るようにした。また、反応シミュレーター作成の一環として、汎用シミュ
レーターを用いて上記水素化分解反応モデルの各ランプに相当する代表仮想成分を定義し、多段
完全混合層モデルにてそれぞれの滞留時間毎に反応熱・各物性値を算出来るようにした。
4.6 水素化分解油の水素化処理試験
水素化分解油の脱硫性等反応性の把握のため、BSU 運転から生成された水素化分解油を原料油
として、市販 Ni-Mo 系触媒を用いた、固定床リアクターによる、二回(一回目;水素化脱硫試験、
二回目;マイルドハイドロクラッキング及び水素化脱硫試験)の水素化処理試験を行った。結果、
一回目の試験で用いた触媒では、脱窒素性が悪く、それが脱硫を阻害していることが推察され
Base+45℃というシビアな反応条件で、超低硫黄分灯油(ULSK)や超低硫黄分軽油(ULSD)を生
産可能なことが分かった。しかし、触媒失活も大きく、継続生産が難しいため、より最適な触媒
の調査や、2 段による水素化処理といった、水素化処理工程の最適化が必要なことが分かった。
二回目の試験においては、より脱窒素性能の高い同じメーカーの市販触媒(Ni-Mo 系)を用い、
マイルドハイドロクラッキング及び水素化脱硫試験を行った。結果 Base+25~35℃の Normalized
WAT(TLP の脱硫ターゲット 20wtppm)、LHSV:Basex0.5 の条件で VGO 分解率 30%以上と目標の数
値を達成出来た。また、同条件で ULSK/USLD が(今後検討の余地を残すものの)生産可能なこと
が分かった。
4.7 ペトロリオミクス技術との連携(B/R の機構解明に向けて)
BTM Recycle(B/R)の機構(効果)解明の一環として、5L 流通 AC の O/T モードのボトム溶液を再
度反応(O/T×O/T)させた生成物と、ボトム溶液に VR を混合して反応(B/R)させた生成物を、そ
れぞれタイプ別分離前処理法により各成分に分画し FT-ICR-MS で分析した。その結果、B/R 生成
物の方が(O/T×O/T)生成物に比べ相対的に DBE が減少し、側鎖・架橋切断が抑制され水素化(核
水添)が活発化しており、B/R により水素供与能が向上するものと考えられた。
4.8 機器設計(水素化分解器反応器への CFD 適用)
本年度は、構築した CFD モデルを用いて実証装置反応塔の試計算を実施したとともに、計算速
度の向上と、今後、実証装置、商業装置の設計へ適用した際の計算効率化を目的に、フリーソフ
トである OpenFOAM の本業務に対する適用性も検証した。結果、OpenFOAM の適用性に関しては、
![Page 15: [U2.1.1] 先進的超重質油改質(SPH)プロセスの …3...[U2.1.1] 先進的超重質油改質(SPH)プロセスの開発 (SPHプロセスグループ) 鶴見第701研究室](https://reader043.fdocuments.net/reader043/viewer/2022040915/5e8cfe5fdbff6d017137816d/html5/page/15.jpg)
NEDOL プロセス反応塔の Cold Flow 及び Hot Flow のトレース計算を実施した結果、実測値とよ
く一致し、OpenFOAM は SPH 反応塔の計算に十分適用可能であることが分かった。また、実証装
置規模の反応塔における塔内の混合状態と温度分布(塔上下の温度差)を概略把握するため、実
証装置規模の反応塔を対象に OpenFOAM による計算(試概念設計)を実施した。
4.9 達成度
本事業の予定に対する達成度を下表に進捗として記した。
4.10 今後の課題
本研究は本年度を持って終了するが、来年度以降はデモプラント実現に向けて残課題を含めて
以下の項目を中心に自主研究として取り組む予定である。
・脱灰(固液分離)工程の最適化
・廃触媒の処理方法の確立
・最適な VGO リサイクルの留分の特定
・ボトムリサイクルの機構解明(ペトロリオミクスとの協力)
項目 進捗 達成項目 今後について
(1)水素化分解反応モデルの開発(プロセス性能の向上含む)
100% ・AC/BSUによる基礎試験・連続試験→分解率95%、油収率85wt%、中間留分収率50wt%達成見込み・基本水素化分解反応モデルの構築・リサイクルモデルの構築
(2)水素化分解反応シミュレータの開発
100% ・反応シミュレータ構築(汎用プロセスシミュレータへの組み込み)
(3)プロセスフローの確立
90% ・水素化分解油の反応性確認・基本プロセスフローの構築
・固液分離操作の最適化・VGO/R留分範囲の最適化については本開発終了後自主研究にて行う
(4)触媒調査及び灰触媒処理方法の確立
90% ・触媒調査及び試験用サンプルの入手サンプル・入手サンプルの反応性試験・空気燃焼による製鉄原料適用検討
・廃触媒処理方法の確立
については本開発終了後自主研究にて行う
(5)機器設計 90% ・高温高圧セパレータのエントレ防止(概念設計)・スラリーハンドリングに関する知見取得(ポンプ・加熱炉・バルブ)・水素化分解反応器のCFD利用による試概念設計(DP)
・固液分離装置最適化・反応器CFDの商業基設計については本開発終了後自主研究にて行う