
TRUNG TÂM ADVANCE CAD -...
96
Transcript of TRUNG TÂM ADVANCE CAD -...


TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
1
TRẦN YẾN GROUP ©
Mục lục 1. Những điều cơ bản .......................................................................................................... 3
1.1 Màn hình hiển thị .................................................................................................... 5
1.1.1 Giao diện điều khiển .......................................................................................... 5
1.2 Các kiểu vận hành (Operation Modes) ...................................................................... 6
1.2.1 Vận hành bằng tay (Manual Operation) .............................................................. 6
1.2.2 Điều khiển quá trình cắt (Tùy chọn).......................................................................... 6
1. 2. 3 Vận hành MDI ...................................................................................................... 6
1. 2. 4 Vận hành theo chu kì ............................................................................................. 6
1. 4 Thao tác lập trình ...................................................................................................... 11
1. 4 1 Tạo chương trình mới. .......................................................................................... 11
1.4.2 Chọn chương trình hiện có. .................................................................................... 11
1.4.3 Nhập tên chương trình ........................................................................................... 11
1. 4. 4 Sao chép chương trình ......................................................................................... 13
1.4.5 Xóa chương trình ................................................................................................. 13
1. 5 Tọa độ làm việc (Work Coordinate) ............................................................................ 14
1. 6 Offset Tool (Offset dao) .............................................................................................. 14
1. 7 Hiệu chỉnh (Setting) ................................................................................................... 15
1. 8 Nhập/ xuất dữ liệu (data in/output) ............................................................................. 16
1. 9 Lập trình tuyệt đối / gia số (Absolute / Incremental Programming ) ............................. 16
1. 9. 1 Lập trình tuyệt đối (G90) ...................................................................................... 16
1. 9. 2 Lập trình gia số (G91) .......................................................................................... 16
2. 1 Thiết lập ban đầu ....................................................................................................... 18
2. 1. 1 Xác định của Blank Mẫu ...................................................................................... 18
2. 2 Thiết lập dao .............................................................................................................. 21
2. 3 Nhập mã MSF ............................................................................................................ 23
2. 4 Compensation (Bù trừ) ............................................................................................... 24
2.5 Lines .......................................................................................................................... 27
2. 8 Lập trình theo biên dạng (CONTOUR PROGRAMMING) ......................................... 33
2. 8. 1 START ................................................................................................................ 34
2. 8. 4 Chamfer .............................................................................................................. 44
2. 8. 5 Round ................................................................................................................. 45
2. 8. 6 End ..................................................................................................................... 46
2. 8. 7 Tangent............................................................................................................... 48
2. 8. 8 Recalculation....................................................................................................... 49
2. 8. 9 Contact selection .................................................................................................. 49
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
2
TRẦN YẾN GROUP ©
3 Lập trình chu trình gia công .............................................................................................. 52
3.1 KHOAN (Drilling) ...................................................................................................... 53
3. 1. 1 chu trình khoan (không có thời gian dừng) G81 ........................................................ 54
3. 1. 2 Chu trình khoan (có thời gian dừng) G82 .............................................................. 57
3. 1. 4 Chu trình khoan (Khoét) tốc độ cao G73 .............................................................. 67
3. 2 Chu trình khoan (Boring) ........................................................................................... 71
3.3 TAPPING ................................................................................................................... 74
3.3.1 Chu trình tạo ta rô (Tapping Cycle) G84 .................................................................. 74
3.3.2 Chu trình tạo ta rô răng trái (Left-handed Tapping Cycle) G74 ................................. 78
3.3.3.Chu trình tạo ta rô cứng (Rigid Tapping Cycle) G84 ................................................. 81
3.3.4.Chu trình tạo ta rô cứng răng trái (Left-Handed Rigid Tapping Cycle) G74 ................ 85
4. HOLE PATTERN ............................................................................................................ 89
4.1.1 Single Point (G200) ............................................................................................... 90
4.1.2 Line (G201) ........................................................................................................... 91
4.1.3 Grid (G202) .......................................................................................................... 96
4.1.6 Arc (G205).......................................................................................................... 102
5. FACING ........................................................................................................................ 106
5.1. Square Surface (G210); Có 2 kiểu là phay thô và phay tinh ........................................... 107
5.2. Circle Surface (G211); .............................................................................................. 110
5.3. Contour Side (G223) ................................................................................................ 113
5.3.1 Contour Side roughing (G223)............................................................................. 113
6.SIDE CUTTING ............................................................................................................. 121
6.1 General Rules ........................................................................................................... 121
6.2 Square Side (G220) ................................................................................................... 123
6.3. Circle Side (G211); ................................................................................................... 131
6.4. Track Side (G211); ................................................................................................... 135
6.5. One Side (G211); ...................................................................................................... 139
7.POCKETING ................................................................................................................. 146
7.1 General Rules ........................................................................................................... 146
7.1.1 Lựa chọn bằng phím chức năng ........................................................................... 146
7.2 Square pocket (G230) ................................................................................................ 148
7.2.1 Pocket roughing (G230) ...................................................................................... 148
7.2.2 Movement in Square Pocket ................................................................................ 153
7.3. Circle Pocket (G231); ............................................................................................... 155
7.4. Track Side (G211); ................................................................................................... 158
7.4..1 Track Side rough; .............................................................................................. 158
7.4.2 Movement in Pocket Track ................................................................................. 162
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
3
TRẦN YẾN GROUP ©
7.5. Groove Pocket (G211); ............................................................................................. 162
7.5.1 Groove Pocket roughing; .................................................................................... 162
7.5.2 Movement in Pocket Track ................................................................................. 166
7.6. Cotour Pocket (G211); ............................................................................................. 166
7.6.1 Contour Pocket roughing; ................................................................................... 166
7.6.2 Movements in Counter Pocket ............................................................................. 171
7.7. Cotour Groove (G211);............................................................................................. 174
7.7.1 Contour Groove roughing; .................................................................................. 174
7.7.2 Movements in Counter Pocket ............................................................................. 178
8 Advanced Programing ..................................................................................................... 181
8.1 Finishing/Chamfer/Pre-Hole...................................................................................... 181
8.2.1 Prepare Finishing Menu ...................................................................................... 182
8.2.2 Usage of Copy Function ...................................................................................... 184
8.3 Side Finishing/Chamfer ............................................................................................. 186
8.3.1 Prepare Finishing/ Chamfer Menu ...................................................................... 186
8.3.2 Other Finishing/ Chamfer Menu ......................................................................... 189
8.4 Pocket Finishing/Chamfer ......................................................................................... 190
8.4.1 Prepare Finish/Chamfer menu ............................................................................ 190
8.4.2 Other Pocket Finishing/ Chamfer ........................................................................ 193
1. Những điều cơ bản Sổ tay ‘Manual guide M’ là hướng dẫn lập trình ngắn gọn, xúc tích dành cho
phần mềm của GE Fanuc CNN Controls, System 16i-M, 18i-M và 21i-M. Để có thêm nhiều thông tin hữu ích hơn, vui lòng tham khảo tài liệu ‘FANUC MANUAL GUIDE for Milling,Operator’s Manual’, B-63424EN/01
Ý nghĩa những kí hiệu được sử dụng:
Lưu ý quan tọng
Cảnh báo: Nguy hiểm cho người vận hành máy
Các chức năng của máy công cụ CNC phải được thao tác bởi người đã
qua đào tạo về máy công cụ
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
4
TRẦN YẾN GROUP ©
Tìm hiểu các chương có liên quan trong sổ tay ‘Operator’s Manual’, để biết thêm thông tin chi tiết
Thông tin trong sổ tay hướng dẫn này là dựa trên các phiên bản phần mềm hiện tại
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
5
TRẦN YẾN GROUP ©
1.1 Màn hình hiển thị 1.1.1 Giao diện điều khiển
‘Manual Guide M’ chỉ có 1 màn hình hiển thị tất các các hoạt động liên quan đến máy
Thanh tiêu đề (Title area) luôn được hiển thị Thanh trạng thái (CNC status area) luôn luôn hiển thị các thông tin trạng thái của máy CNC như:
- Chế độ - Báo hiệu - Trạng thái khởi động hoặc dừng khẩn cấp
- Thời gian hiện tại
Cửa sổ trạng thái hiển thị các thông tin như:
- Vị trí máy ở thời điểm hiện tại
- Khoảng cách di chuyển ở thời điểm hiện tại và chuyển động tiếp theo - Lượng ăn dao và chế độ điều khiển bằng tay - Tốc độ và chế độ quay trục chính
- Chương trình và số thứ tự - Các lệnh hiện tại của chương trình điều khiển(MSTF)
Cửa sổ minh họa hiển thị vẽ mô phỏng bằng đồ thị như:
- Bước chạy dao của chương trình mã ISO được nhập vào máy - Bước chạy dao điều khiển quá trình cắt - Hình ảnh trực quan của mô phỏng gia công
- Mô phỏng bước chạy dao của gia công
Cửa sổ tự động mở (pop-up window) là một cửa sổ được tự động bật ở 1 góc màn hình để hiển thị:
- Hệ tọa độ làm việc - Gía trị offset dao - List chương trình
- Dữ liệu chi tiết của chương trình và hình minh họa
Key-in Buffer
- Nhập vào dữ liệu dạng số và chú thích được hiển thị
Các phím chức năng; Sau khi nhấn các phím chức năng, sẽ hiển thị
-Menu các kiểu gia công
- Menu mục dữ liệu
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
6
TRẦN YẾN GROUP ©
- Menu kiểu teach-in
- Thao tác vận hành quan trọng
- Menu các cửa sổ tự động (pop-up window)
Những phím chức năng dưới đây được đặc biệt sử dụng để
-Most Left Soft - Key [<]: trở về trang trước đó
-Most Right Soft – Key [>]: qua trang tiếp theo
1.2 Các kiểu vận hành (Operation Modes) ‘Manual Guide M’ có khả năng chuyển đổi chế độ vận hành các kiểu khác
nhau:
1.2.1 Vận hành bằng tay (Manual Operation) Sử dụng sổ tay ‘Manual Guide M’ dành cho các loại máy tiêu chuẩn thông thường như các thao tác vận hành để phay và khoan, di chuyển trục bằng vô lăng dịch chuyển bàn xe dao, không phải qua điều khiển CNC
1.2.2 Điều khiển quá trình cắt (Tùy chọn) Chế độ này cho phép người vận hành di chuyển các trục bằng vô lăng dẫn
hướng tùy thuộc vào tùy chọn ví dụ như di chuyển dốc hoặc hình cung Sau khi cắt phôi gia công với những chức năng như được kể trên, tất cả
cá thao tác di chuyển và thao tác khác như mở trục chính, mở nước làm mát, vv, có thể được đưa vào chương trình gia công như là một khối chương trình, từng bước. các khối chương trình có thể được sử dụng sau
này cho tái gia công.
1. 2. 3 Vận hành MDI 'Manual Guide M' cho phép người vận hành nhập tất cả các Lệnh CNC vào
trong MDI Mode, riêng rẽ hoặc trong suốt chế độ lập trình 'Manual Guide M'.
1. 2. 4 Vận hành theo chu kì Rất nhiều chu kỳ tiên tiến có sẵn trong 'Manual Guide M' dùng để chuẩn
bị chương trình gia công trong một thời gian rất ngắn. Lựa chọn chế độ vận hành theo chu kì bằng phím chức năngvới ký tự. Sử hỗ trợ đồ họa tốt trong cửa sổ kỹ thuật cho phép nhập dữ liệu dễ dàng cho:
- Khoan - Xử lí bề mặt (dạt mặt đầu)
- Cắt biên
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
7
TRẦN YẾN GROUP ©
- Móc lỗ
Sử dụng các phím chức năng có sẵn. Tất cả các chức năng và các hoạt động được sắp xếp trong các phím chức năng. Bằng cách nhấn các phím này, các chức năng sẽ được kích hoạt.
EDIT Làm hay chỉnh sửa một chương trình.
MEM Vận hành gia công
MDI chế độ nhập dữ liệu đầu vào bằng tay
HANDLE Vận hành bằng tay với chế độ JOG hoặc Handle
CHECK Kiểm tra một chương trình bằng hình minh họa
LIST hiển thị danh sách chương trình để lựa chọn, sao chép
hoặc xóa một chương trình
WRK CO thiết lập hệ tọa độ làm việc.
OFFSET thiết lập offset dao
SETTNG thiết lập cửa sổ minh họa
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
8
TRẦN YẾN GROUP ©
1. 3 Sơ đồ khối vận hành (Operation Flowchart)
Để chuẩn bị một chương trình mới hoặc chỉnh sửa một chương trình đã có, xin vui lòng xem sơ đồ khối.
1. Chọn LIST (Select LISt)
Trong trường hợp thực hiện một chương trình mới, đầu vào không hiện số chương trình. Trong trường hợp chỉnh sửa một chương
trình đã có sẵn, chọn số chương trình mong muốn bằng dấu nháy trên màn hình.
2. Chọn INIT (elect INIT)
Trong trường hợp cần thực hiện mô phỏng đồ họa, trong menu
này, định kích thước trống cho các phôi được thiết lập. Nếu không thì
không cần thiết.
3. Chọn TOOL (Select TOOL)
Phải tiến hành lựa chọn để xác định công cụ (dao) sẽ được sử
dụng cho các hoạt động tiếp theo.
4. Chọn MSF (Select MSF)
Phải tiến hành lựa chọn để xác định tốc độ quay và chiều quay quay trục chính, mà sẽ được sử dụng cho các hoạt động tiếp theo.
5. Chọn COMP (Select COMP)
Phải tiến hành lựa chọn để kích hoạt lượng offset dao , mà sẽ được sử dụng cho các hoạt động tiếp theo.
6. Chọn CYCLE (Select CYCLE)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
9
TRẦN YẾN GROUP ©
Một số chu kỳ có sẵn. Một số chu kỳ
cần chu kỳ bổ sung, giống như mô hình khoan hoặc cắt theo biên dạng hoặc móc lỗ.
7. Program END/NO
Trong trường hợp có nhiều hơn thì một công cụ sẽ được sử dụng, tiếp tục nhập dữ liệu để xác định công cụ mới và tất cả các hoạt động cần thiết
khác.
8. Kiểm tra đồ họa
Trong trường hợp không có công cụ (dao) được sử dụng thêm
nữa, có nghĩa là chương trình kết thúc, tiến hành kiểm tra đồ họa hoặc thực hiện chương trình gia công.
9. Thực hiện chương trình gia công
Chương trình có thể được sử dụng để chạy / thực hiện chương
trình gia công.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
10
TRẦN YẾN GROUP ©
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
11
TRẦN YẾN GROUP ©
1. 4 Thao tác lập trình Bất kỳ chương trình có thể được thao tác. chọn phím chức năng LIST
, để hiển thị màn hình bên cạnh.
1. 4 1 Tạo chương trình mới. Nếu một chương trình mới được tạo ra, chương trình mới đó phải được
nhập số chương trình (program No.). Chương trình hiện có được hiển thị trong cửa sổ pop-up. 'Manual Guide M' có thể sử dụng bất kỳ số chương trình nằm giữa 0 và 9999 (đối với chữ số).
1.4.2 Chọn chương trình hiện có. Di chuyển con trỏ trên Program Dicrectory đến số chương trình (program
No.). hoặc nhập chính xác số chương trình (program No.), sau đó nhấn
phím 'SELECT' . các chương trình được lựa chọn sẽ hiển thị
trong cửa sổ chương trình.
1.4.3 Nhập tên chương trình TE6n chương trình tối đa 12 kí tự, có thể sử dụng một số kí hiệu, ngoại trừ “)”, “(“, “;” , “,”
Thông tin dữ liệu tự động khởi tạo
Program No. USED / FREE 3 / 122 Có nghĩa là 3 chương trình đã được sử dụng, còn có thể nhập thên được 122 chương trình nữa. Memory area USED / FREE 900 / 3000 Có nghĩa là 900 kí tự đã được lưu, còn có thể lưu thên 3000 kí tự khác nữa. 122 chương trình khác có thể được chương trình đầu vào
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
12
TRẦN YẾN GROUP ©
Lưu ý:
Không có sự khác biệt giữa các loại tập tin, như
Chương trình chính
Bất kỳ số chương trình nào cũng có thể được sử dụng.
Chương trình thường kết thúc với M30
Chương trình con
Bất kỳ số chương trình có thể được sử dụng.
Chương trình con được gọi bằng M98 P **** (No.)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
13
TRẦN YẾN GROUP ©
Chương trình con thường kết thúc với M99
Chương trình macro
Bất kỳ số chương trình nào cũng có thể được sử dụng.
Chương trình macro được gọi bởi G65 P **** (No.)
Chương trình macro được gọi là G66 P **** (No.)
CHương trình macro thường kết thúc với M99
1. 4. 4 Sao chép chương trình Một chương trình hoàn chỉnh có thể được sao chép. Chọn chương trình cần sao chép trong Program Directory, nhấn COPY sau đó nhập số chương trình mới, sau đó nhấn phím chức năng "EXEC"
Nếu muốn trở lại menu trước đó trước khi EXEC, nhấn phím chức năng
CANCEL.
1.4.5 Xóa chương trình Để xóa một chương trình trong vùng nhớ, chọn chương trình cần được xóa trong Program Directory, nhấn DELETE sau đó nhấn phím chức
năng "EXEC". Chương trình này sẽ bị xóa trong vùng nhớ.
Nếu muốn trở lại menu trước đó trước khi EXEC, nhấn phím chức năng CANCEL.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
14
TRẦN YẾN GROUP ©
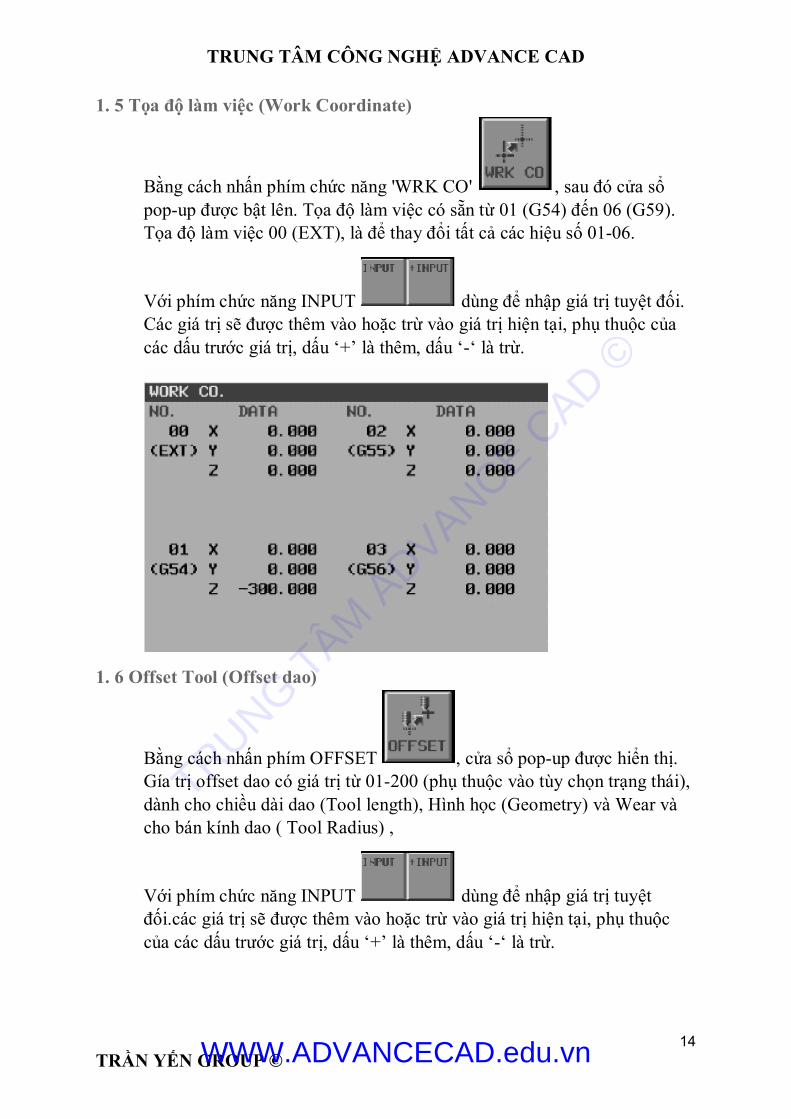
1. 5 Tọa độ làm việc (Work Coordinate)
Bằng cách nhấn phím chức năng 'WRK CO' , sau đó cửa sổ
pop-up được bật lên. Tọa độ làm việc có sẵn từ 01 (G54) đến 06 (G59). Tọa độ làm việc 00 (EXT), là để thay đổi tất cả các hiệu số 01-06.
Với phím chức năng INPUT dùng để nhập giá trị tuyệt đối. Các giá trị sẽ được thêm vào hoặc trừ vào giá trị hiện tại, phụ thuộc của
các dấu trước giá trị, dấu ‘+’ là thêm, dấu ‘-‘ là trừ.
1. 6 Offset Tool (Offset dao)
Bằng cách nhấn phím OFFSET , cửa sổ pop-up được hiển thị. Gía trị offset dao có giá trị từ 01-200 (phụ thuộc vào tùy chọn trạng thái),
dành cho chiều dài dao (Tool length), Hình học (Geometry) và Wear và cho bán kính dao ( Tool Radius) ,
Với phím chức năng INPUT dùng để nhập giá trị tuyệt đối.các giá trị sẽ được thêm vào hoặc trừ vào giá trị hiện tại, phụ thuộc
của các dấu trước giá trị, dấu ‘+’ là thêm, dấu ‘-‘ là trừ.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
15
TRẦN YẾN GROUP ©
1. 7 Hiệu chỉnh (Setting)
Bằng cách nhấn phím SETTING , cửa sổ pop-up được bật hiển thị dữ liệu sơ đồ công việc,
Những dữ liệu được xác định tự động bằng cách thiết lập menu INITIAL
SET.Thường thì người vận hành không cần quan tâm đến nó
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
16
TRẦN YẾN GROUP ©
1. 8 Nhập/ xuất dữ liệu (data in/output) Nhập xuất dữ liệu chương trình có thể được thực hiện như hoạt động
CNC bình thường mà thôi.
1. 9 Lập trình tuyệt đối / gia số (Absolute / Incremental Programming )
1. 9. 1 Lập trình tuyệt đối (G90) Tất cả các giá trị vị trí lập trình của X, Y, Z liên quan đến việc lựa chọn vị trí Zero (điểm O) của hệ tọa độ làm việc. trong ví dụ bên dưới điểm O là góc dưới bên trái của phôi.
Ví dụ với G90
Vị trí 1 = X10 Y10
Vị trí 2 = X30 Y20
Vị trí 3 = X50 Y30
1. 9. 2 Lập trình gia số (G91) Tất cả các giá trị vị trí lập trình của X, Y và Z có liên quan đến vị trí trước đó. Trong ví dụ bên dưới nó được giả định, rằng vị trí trước đó là ở góc dưới bên trái của phôi.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
17
TRẦN YẾN GROUP ©
Ví dụ với G91
Vị trí 1 = X10 Y10
Vị trí 2 = X20 Y10
Vị trí 3 = X20 Y10
Lưu ý quan trọng
Có thể nhập trực tiếp G90 hay G91 trong khu vực chương trình hoặc
trong menu Drilling Cycles , trong màn hình dữ liệu Detail
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
18
TRẦN YẾN GROUP ©
2 Chi tiết của Menu
2. 1 Thiết lập ban đầu
• Bước đầu tiên là chèn tọa độ làm việc thiết lập số G54 đến G59 (mặc định là G54).
• Sau đó, các hình thức trống phải được xác định.
• Dữ liệu chỉ cần thiết cho hoạt hình đồ họa.
• Đầu vào có thể được bỏ qua, nếu không có yêu cầu hình ảnh động.
2. 1. 1 Xác định của Blank Mẫu
Chọn phím chức năng INIT .Có hai cách khác nhau, để xác định Blank From, chọn phím DETAIL : LEFT CORNER hoặc CENTER
Nếu gốc tọa độ làm việc Zero là ở góc trái trong mặt phẳng XY và Z ở trên, nhưng ở bên trái và bên phải trục (X) là 10 mm vật liệu bị cắt, trên
và dưới trục (Y) là 15 mm vật liệu bị cắt và trên trục (Z) là 10 mm vật liệu bị cắt, dữ liệu phải được nhập dưới đây tuân thử theo bản vẽ:
Gốc tọa độ làm việc Zero ở góc trái
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
19
TRẦN YẾN GROUP ©
Work X-Coordinate X = -10.0 (minus 10) Work Y-Coordinate Y = -15.0 (minus 15) Work Z-Coordinate Z = 10.0 (0 plus 10) Work X-Width X = 170 (150 + 10 + 10) Work Y-Width Y = 130 (100 + 15 + 15) Work Z-Width Z = 60 (50 + 10)
Gốc tọa độ làm việc Zero tại Trung tâm
Trong trường hợp gốc tọa độ làm việc Zero ở trung tâm, chỉ dùng cho phôi đối xứng, dữ liệu đầu vào phải là:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
20
TRẦN YẾN GROUP ©
Work X-Coordinate X = 0.0 Work Y-Coordinate Y = 0.0 Work Z-Coordinate Z = 10.0 (0 plus 10)
Work X-Width X = 170 (150 + 10 + 10) Work Y-Width Y = 130 (100 + 15 + 15) Work Z-Width Z = 60 (50 +10)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
21
TRẦN YẾN GROUP ©
2. 2 Thiết lập dao Trước khi gia công, phải xác định dao. Mọi loại dao để có thể được sử
dụng. Sau khi nhấn phím chức năng , cửa sổ pop-up hiển thị như sau:
Tool no: Nhập số thứ tự dao sử dụng
Cutter offset No.:Nhập bán kính offset dao sử dụng Radius Offet No. (D-Code), chỉ dùng trong trường hợp dao phay tinh hoặc phay
bề mặt
Length offset No.: nhập chiều dài offet dao sử dụng (Length offset
No) (H.Code), cần thiết cho mọi loại dao
Animate Tool Radius: Nhập bán kính dao để minh họa đồ thị
Lưu ý:
Nếu chiều dài offset dao không được xác định, không có chiều dài offset dao được kích hoạt trong Tool Change Macro. Trong trường
hợp này Menu "Compensation" phải được sử dụng, để gọi Tool Length Offset riêng
Bằng cách nhấn phím chức năng DETAIL cửa sổ pop-up hiển thị như sau:
Next Tools Nếu máy được trang bị nhiều dao, cho phép lựa chọn lại dao kế tiếp đến vị trí chờ, dao kế tiếp này có thể được xác định
trong mục này.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
22
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu, nhấn phím "INSERT". sau đó cửa sổ pop-up được đóng lại và dữ liệu được nhập vào hiển thị trong
Program Window.
G301 T_ D_ H_ R_ (N_); Setting of Tool Data (Tool Change Motion)
Lưu ý:
Mã G301 tự động tạo ra một Tool Change Sequence, có thể
là khác nhau cho mỗi máy. Vui lòng tham khảo hướng dẫn sử dụng, được viết bởi Machine Tool Builder.
Example: Tool Change Macro O9001; Số thứ tự Macro G91 G28 Z0; Reference return in Z G28 X0 Z0; Reference return in X/Y T_ M6; Mã T-Code, Tool change command D_; Radius offset No. T_; Gọi dao tiếp theo G10 L91 R_; Graphic setting M99; Kết thúc chương trình macro
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
23
TRẦN YẾN GROUP ©
2. 3 Nhập mã MSF Menu này cho phép xác định lệnh M được xem như là chức năng phụ:
Mã M có thể sử dụng hiển thị ở phía bên phải của trình đơn pop-up.
S-Code, như tốc độ trục chính
F-Code như chức năng ăn dao, ví dụ Single Operation,
Sau khi nhấn phím chức năng "MSF" , cửa sổ pop-up hiển thị
như sau:
Trong trường hợp nhập vào "M98", đó là lệnh gọi chương trình
con,
Mục bổ sung
Chương trình con Subprogram P = Được mở ra, nhập vào số
chương trình con ( Sub Program No.)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
24
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu, nhấn "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào là hiển thị trong cửa sổ chương
trình (Program Window).
2. 4 Compensation (Bù trừ) Menu này được sử dụng, để kích hoạt bán kính dao ( Tool Radius) và bù trừ chiều dài dao (Tool Length) . Trong trường hợp sử dụng chu kỳ, chỉ
bù trừ chiều dài dao được sử dụng.
Trong trường hợp vận hành 1 thao tác, như Line, Arc Lockwise hoặc Arc
Counter Clockwise, menu này có thể được sử dụng, để kích hoạt bù trừ chiều và bán kính dao.
Sau khi nhấn phím chức năng "COMP" , cửa sổ pop-up hiển thị
như sau:
Cutter Comp:. Dùng phím để chọn phương bù trừ:
G41 bên trái từ phôi
G42 bên phải từ phôi
G40 Hủy bỏ bù trừ
Length Comp:. Dùng phím để chọn chiều dài bù trừ:
G43 Tăng (thường sử dụng)
G44 Giảm, thông thường không được sử dụng
G49 Hủy bỏ bù trừ.
(thường là không cần thiết).
Rapid / Cut; Dùng phím để chọn kiểu di chuyển:
Nhanh (G00)
Ăn dao (G01)
End point X: Nhập vì trí kết thúc theo trục X
End point Y: Nhập vì trí kết thúc theo trục Y
End point Z: Nhập vì trí kết thúc theo trục Z
Feed Rate: Nhập lượng ăn dao khi di chuyển
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
25
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu, nhấn "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào là hiển thị trong cửa sổ chương
trình (Program Window).
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
26
TRẦN YẾN GROUP ©
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
27
TRẦN YẾN GROUP ©
2.5 Lines Menu này cho phép người vận hành để xác định dữ liệu cho cắt theo
đường "Line", chẳng hạn như Định vị nhanh (G00) hoặc nội suy tuyến tính định vị với lượng ăn dao(G01).
Sau khi nhấn phím chức năng "LINE" , cửa sổ pop-up hiển thị như sau:
ABS / INC lập trình tuyệt đối hoặc tương đối G90 / G91 bằng
cách chọn các phím
Rapid / Cut: Chọn chuyển động Rapid (nhanh) hoặc Cut (G60 hiếm
khi được sử dụng)
End point X: Nhập vì trí kết thúc theo trục X
End point Y: Nhập vì trí kết thúc theo trục Y
End point Z: Nhập vì trí kết thúc theo trục Z
Ref Post Return Trong trường hợp trở lại tham khảo, chọn phím G28
hay G30
Sau khi nhập tất cả các dữ liệu, nhấn "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào là hiển thị trong cửa sổ chương trình (Program Window). TRUNG T
ÂM A
DVANCE CAD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
28
TRẦN YẾN GROUP ©
TRUNG T
ÂM A
DVANCE CAD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
29
TRẦN YẾN GROUP ©
2. 6 Gia công theo chiều kim đồng hồ
Menu này cho phép người vận hành để xác định thông số cho cắt theo vòng tròn cùng chiều kim đồng hồ.
Sau khi nhấn phím "ARC", cửa sổ pop-up hiển thị như sau:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
30
TRẦN YẾN GROUP ©
Plane selection : Một vòng cung có thể được cắt trong 3 mặt phẳng khác nhau là XY,XZ và YZ.
Trong mặt phẳng XY- (G17)
Trong mặt phẳng ZX- (G18)
Trong mặt phẳng YZ- (G19)
End point X: Nhập vì trí kết thúc theo trục X
End point Y: Nhập vì trí kết thúc theo trục Y
End point Z: Nhập vì trí kết thúc theo trục Z
Radius: Nhập bán kính vòng cung, hoặc
Center Distance- I: Xác định khoảng cách tương đối từ điểm bắt
đầu vòng cung đến điểm trung tâm theo trục X (G17)
Center Distance- j: Xác định khoảng cách tương đối từ điểm bắt đầu vòng cung đến điểm trung tâm theo trục Y (G17)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
31
TRẦN YẾN GROUP ©
Feed Rate: Nhập lượng ăn dao khi di chuyển
Gia công vòng tròn 360 độ
Trong trường hợp đường gia công là vòng tròn hoàn chình, 360 độ, thì
chỉ cần nhập dữ liệu vào. Hãy xem ví dụ bên cạnh, tâm của vòng tròn được xác định từ điểm Start chỉ bởi I + *** (ví dụ bên trái) hoặc J-*** (ví
dụ bên phải).
Sau khi nhập tất cả các dữ liệu, nhấn "INSERT". Sau đó, cửa sổ
pop-up được đóng lại và dữ liệu nhập vào là hiển thị trong cửa sổ chương trình (Program Window).
2. 7 Gia công ngược chiều kim đồng hồ
Menu này cho phép người vận hành để xác định thông số cho cắt theo vòng tròn ngược chiều kim đồng hồ.
Sau khi nhấn phím "ARC", cửa sổ pop-up hiển thị như sau:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
32
TRẦN YẾN GROUP ©
Plane selection : Một vòng cung có thể được cắt trong 3 mặt phẳng khác nhau là XY,XZ và YZ.
Trong mặt phẳng XY- (G17)
Trong mặt phẳng ZX- (G18)
Trong mặt phẳng YZ- (G19)
End point X: Nhập vì trí kết thúc theo trục X
End point Y: Nhập vì trí kết thúc theo trục Y
End point Z: Nhập vì trí kết thúc theo trục Z
Radius: Nhập bán kính vòng cung, hoặc
Center Distance- I: Xác định khoảng cách tương đối từ điểm bắt
đầu vòng cung đến điểm trung tâm theo trục X (G17)
Center Distance- j: Xác định khoảng cách tương đối từ điểm bắt đầu vòng cung đến điểm trung tâm theo trục Y (G17)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
33
TRẦN YẾN GROUP ©
Feed Rate: Nhập lượng ăn dao khi di chuyển
Gia công vòng tròn 360 độ
Trong trường hợp đường gia công là vòng tròn hoàn chình, 360 độ, thì
chỉ cần nhập dữ liệu vào. Hãy xem ví dụ bên cạnh, tâm của vòng tròn được xác định từ điểm Start chỉ bởi I + *** (ví dụ bên trái) hoặc J-*** (ví
dụ bên phải).
Sau khi nhập tất cả các dữ liệu, nhấn "INSERT". Sau đó, cửa sổ
pop-up được đóng lại và dữ liệu nhập vào là hiển thị trong cửa sổ chương trình (Program Window).
2. 8 Lập trình theo biên dạng (CONTOUR PROGRAMMING) Menu này cho phép người vận hành xác định thông số cho gia công
biên dạng tự do . Chức năng này có thể được sử dụng kết hợp với:
CONTOUR SIDE hoặc
CONTOUR POCKET hoặc
CONTOUR GROOVE
Trước tiên phải xác định được một trong những menu CONTOUR
được đề cập ở trên!
Thông tin chi tiết cho những menu được nói trên sẽ trình bày sau trong các chương
• Contour Side
• Contour Pocket
• Contour Groove
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
34
TRẦN YẾN GROUP ©
Sau khi nhấn phím mềm CONTOUR, những phím mềm dưới đây
được hiển thị
Dữ liệu biên dạng có thể được sử dụng ngay cả trong chương trình con riêng biệt. Trong trường hợp này hồ sơ dữ liệu của biên dạng có thể được gọi bằng lệnh M98 P **** từ Menus Contour khác.
Một vài biên dạng tương tự kể trên có thể được sử dụng cho gia
công ‘Contour Pocket', cho 'Contour Side' hoặc gia công 'Contour Groove'.
Lưu ý:
Điểm bắt đầu ‘Start Point’ của đường biên dạng được thiếp lập
trong các menu a.m ở phần ’Detail Set’ như:
APPROACH lúc đầu
ESCAPE ở cuối
Có ba cách khác nhau để đặt điểm Approach hoặc Escape:
1. Tiếp tuyến với đường tròn
2. Tiếp xúc với đường thẳng
3. Đường thẳng bình thường
2. 8. 1 START Vị trí này phải là một điểm tượng trưng của chính nó.
Phương pháp tiếp cận đến thời điểm này được quản lý từ một trong những menu sau
Contour Inside / Outside or Contour Pocket or Contour Groove
Bằng nhấn phím chức năng‘DETAIL’ ,một cửa sổ pop-up được hiển thị
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
35
TRẦN YẾN GROUP ©
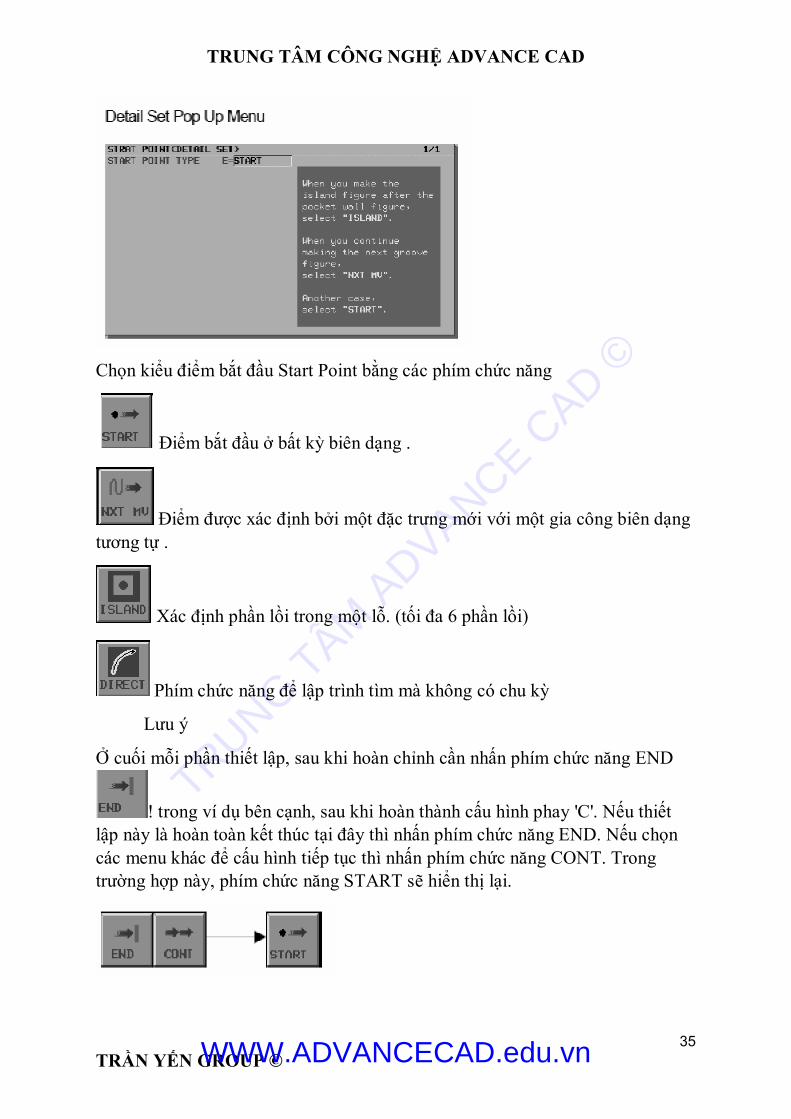
Chọn kiểu điểm bắt đầu Start Point bằng các phím chức năng
Điểm bắt đầu ở bất kỳ biên dạng .
Điểm được xác định bởi một đặc trưng mới với một gia công biên dạng
tương tự .
Xác định phần lồi trong một lỗ. (tối đa 6 phần lồi)
Phím chức năng để lập trình tìm mà không có chu kỳ
Lưu ý
Ở cuối mỗi phần thiết lập, sau khi hoàn chỉnh cần nhấn phím chức năng END
! trong ví dụ bên cạnh, sau khi hoàn thành cấu hình phay 'C'. Nếu thiết lập này là hoàn toàn kết thúc tại đây thì nhấn phím chức năng END. Nếu chọn
các menu khác để cấu hình tiếp tục thì nhấn phím chức năng CONT. Trong trường hợp này, phím chức năng START sẽ hiển thị lại.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
36
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ
chương trình Program Window.
Bất kì phần nào cũng phải được thiết lập riếng biệt. Đầu tiên nhấn phím END
sau đó nhấn phím CONT. Lựa chọn phím START, để nhập vào vị trí bắt đầu của quá trình thiết lập đặc tính đối tượng tiếp theo.
Các vị trí thoát Escape Positon theo phương Z giữa bất kỳ ký tự (Rãnh) phải được nhập vào.
G100 X-60. Y25. E3. R2.
G100 = Mã để bắt đầu
X / Y = Bắt đầu vị trí XY
E3 = Lựa chọn bước tiếp theo NEXT MOVE
R2 = vị trí thoát trong Z
Lưu ý:
Trong trường hợp lựa chọn Start, = E1 =
Trong trường hợp lựa chọn Island, = E2
Trong trường hợp của lựa chọn Next Move, = E3
Trong trường hợp lựa chọn Direct, = E4
G106 P1: Kết thúc thiếp thập
G106 P2: Tiếp tục với một thiết lập khác
2. 8. 1. 1 Ví dụ về CONTOUR GROOVE
Để cắt các đối tượng theo biên dạng rãnh 'CONTOUR GROOVE bằng cách sử
dụng phay mặt đầu, làm như sau:
Hãy làm theo sơ đồ bên. TRUNG T
ÂM A
DVANCE CAD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
37
TRẦN YẾN GROUP ©
1. Sau khi nhập dữ liệu cho Menu Tool và Menu MSB và Menu COMP
2. Chọn menu POCKET và sau đó
3. Chọn menu C-GROV.
4. Nhập dữ liệu vào menu C-GROV
5. Chọn phím chức năng START ]
6. Nhập dữ liệu cho tọa độ bắt đầu theo phương XY, Chọn kiểu điểm bắt đầu (start point) là START
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
38
TRẦN YẾN GROUP ©
7. Thiết lập đặc tính xác định bằng cách sử dụng các phím chức năng
8. Nhấn phím chức năng END
9. Nhấn phím chức năng CONT
10. Nhấn phím chức năng START
11. Nhập dữ liệu cho tọa độ bắt đầu theo phương XY, Chọn kiểu điểm bắt đầu (start point) là NXT MV
Công cụ đầu vào vị trí lùi dao, để chuyển sang con số tiếp theo
12. Thiết lập đặc tính xác định bằng cách sử dụng các phím chức năng
13. Nhấn phím chức năng END
14. Nhấn phím chức năng CONT
15. Lặp lại từ bước số 10 đến 14, để thiết lập các đặc tính cho đến khi 'E' được xác định. Đặc tính cuối cùng 'E' được định nghĩa
16. Nhấn phím chức năng END
17. Nhấn phím chức năng CONT để kết thúc đơn C-GROV hoàn toàn.
2. 8. 2 Line
Xác định gia công đường thẳng theo một hướng bất kì. Bằng nhấn phím chức
năng "LINE" , cửa sổ pop-up hiển thị như sau:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
39
TRẦN YẾN GROUP ©
Dirention:
Để lựa chọn “Line Direction”, dùng các phím chức năng có sẵn :
End Point X
Đây là vị trí điểm cuối của đường theo trục X
End Point Y
Đây là vị trí điểm cuối của đường theo trục y
Length
Đây là chiều dài tương đối của đường
Angle
Góc nhìn có thể được xác định, dựa trên trục X, CW hoặc CCW
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
40
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ
chương trình Program Window.
Cả hai mục End Position và Icremental phải được nhập hết
G101 = Mã cho Line
X / Y = vị trí kết thúc của đường
Q2 = ?
B1 = Đường thẳng ngay
L10 = chiều dài tương đối của đường thẳng
Lưu ý:
Nếu một đường thẳng không thể được xác định rõ ràng bởi các menu thông thường, có thể dùng menu “DETAIL” để thêm vào các dữ liệu bổ xung.
Bằng cách nhấn phím chức năng "DETAIL" , cửa sổ pop-up được
hiển thị:
Components ANG-X
Components ANG-Y
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
41
TRẦN YẾN GROUP ©
Nếu tọa độ theo phược X - Y hoặc Angle (góc) không thể xác định một đường thẳng nghiêng, có thể thay thế bằng cách nhập hai thành phần
Components ANG-X Components ANG-Y
Trong trường hợp này CNC tính toán góc của đường thẳng, sử dụng
components X và Y một góc ba.
AUX Point X
AUX Point Y
Điểm này có thể là một điểm phụ, bên ngoài biên dạng chính nó, nhưng có liên hệ với các đường xác định.
AUX distance
Đây là khoảng cách giữa các điểm AUX và đường xác định.
Par. / Ver. (Parallel /Vertical)
Chỉ định, nếu đường đó song song hoặc dọc theo các yếu tố, nó đã được xác định trong một khối trước đó.
Ref.Block No.
Tất cả các yếu tố biên dạng đã xác định được đánh số tự động trong màn hình đồ họa trong suốt quá trịnh nhập dữ liệu.
2. 8. 3 Cycles
Một vòng tròn theo bất kỳ hướng nào, chiều kim đồng hồ (CW) hoặc ngược chiều kim đồng hồ (CCW) đều có thể được xác định.
Sau khi nhấn phím chức năng "CW" hoặc "CCW" , một
trong những cửa sổ pop-up hiển thị như sau:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
42
TRẦN YẾN GROUP ©
(CW hoặc CCW là về cơ bản đều như nhau)
Radius
Xác định bán kính của vòng tròn
Center point X
Center point Y
Xác định tâm của vòng tròn theo phương X / Y.
Đây là điểm tâm trong hệ tọa độ tuyệt đối, có liên quan đến vị trí điểm O của hệ tọa độ làm việc.
End Point X
End Point Y
Xác định điểm cuối cùng của vòng tròn.
Đây là điểm tâm trong hệ tọa độ tuyệt đối, có liên quan đến vị trí điểm O của hệ tọa độ làm việc.
Angle
Xác định góc giữa điểm đầu và điểm cuối
Trong trường hợp một vòng tròn với 90 độ, nhập vào 90,
Trong trường hợp một vòng tròn hoàn chỉnh, nhập vào 360.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
43
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ
chương trình Program Window.
G102 X ... Y ... R ... tôi ... J ... Q ... E ... K ...
G102 = Mã cho Circle CW cùng chiều kim đồng hồ
(G103 = Mã cho Circle CCW ngược chiều kim đồng hồ
X / Y = vị trí cuối cùng của vòng tròn theo phương X / Y
R = Bán kính của vòng tròn
I / J = Trung tâm của vòng tròn trong X / Y
Q = CW / CCW
E =?
K = Góc
Nếu một đường tròn không thể được xác định rõ ràng bởi các menu thông thường, có thể dùng menu “DETAIL” để thêm vào các dữ liệu bổ xung. Bằng
cách nhấn phím chức năng "DETAIL" , cửa sổ pop-up được hiển thị:
Coord. Length
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
44
TRẦN YẾN GROUP ©
Cũng giống như nhập một dữ liệu phụ, dữ liệu Coordinate Length cũng có thể được nhập
Đây là đoạn thẳng giữa điểm đầu và điểm cuối của đường tròn
Tangent Angle
Nhập góc nghiêng của đường thẳng, đó là tiếp tuyến với đường tròn được xác định, vào điểm đầu và điểm cuối của cung tròn .
2. 8. 4 Chamfer Gia công vát góc là một phần của thiết lập, có thể đưa vào giữa hai yếu tố
biên dạng khác nhau.
Sau khi nhấn phím chức năng "CHAMF" , cửa sổ pop-up
được hiển thị:
Chamfer vát góc giữa:
Line / Line (đường/ đường)
Cicle / Cicle (hình tròn/ hình tròn)
Line / Cicle (đường/ hình tròn)
Cicle / Line (hình tròn/ đường)
Chamfer
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
45
TRẦN YẾN GROUP ©
Nhập giá trị vát góc Chamfer mong muốn
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ chương trình Program Window.
G104 X ... Y ... I ...;
G104 = Mã cho Chamfer
X / Y = vị trí cuối cùng theo phương X / Y
Điểm cuối này được tính toán tự động, sau khi nhập
yếu tố biên dạng tiếp theo.
I = giá trị cát góc Chamfer
Lưu ý:
Các thể nhập giá trị vát góc ở tất cả các góc.
2. 8. 5 Round Gia công bo là một phần của thiết lập, có thể đưa vào giữa hai yếu tố biên
dạng khác nhau.
Sau khi nhấn phím chức năng "ROUND" , cửa sổ pop-up được hiển thị:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
46
TRẦN YẾN GROUP ©
Bo tròn giữa:
Line / Line (đường/ đường)
Cicle / Cicle (hình tròn/ hình tròn)
Line / Cicle (đường/ hình tròn)
Cicle / Line (hình tròn/ đường)
Round
Nhập giá trị bo tròn Round mong muốn
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ
chương trình Program Window.
G105 X ... Y ... I ...;
G105 = Mã cho Chamfer
X / Y = vị trí cuối cùng theo phương X / Y
Điểm cuối này được tính toán tự động, sau khi nhập yếu tố biên dạng tiếp theo.
I = giá trị bo tròn Chamfer
Lưu ý:
Các thể nhập giá trị bo tròn Round ở tất cả các góc.
2. 8. 6 End Dùng phím END, khi cấu hình các phần chính hoặc biên dạng hoàn tất
Sau khi nhấn phím chức năng "END" , cửa sổ pop-up được hiển
thị:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
47
TRẦN YẾN GROUP ©
Có hai lựa chọn khi dùng menu End
END
Nhập dữ liệu biên dạng được hoàn tất. Ngay cả khi muốn tiếp tục thiết lập các đặc tính khác, cũng phải nhấn 'ENd' để kết thúc thiết lập hiện tại!
CONT
Tiếp tục nhập dữ liệu biên dạng, chọn một kiểu khác để thiết lập: Island hoặc Next moment (Tiếp theo hình)
Sau khi nhập tất cả các dữ liệu, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ chương trình Program Window.
G106 P ...;
G106 = G-Mã số cho Contour End
P = 1 kết thúc
= 2 tiếp tục
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
48
TRẦN YẾN GROUP ©
2. 8. 7 Tangent Lệnh này được sử dụng, nếu các yếu tố biên dạng tiếp theo tiếp tuyến với
các biên dạng đượng thiết lập trước đó. một trong các Contour Elements phải là một vòng cung.
Sau khi nhấn phím chức năng "TANGENT" , không có cửa sổ pop-up được hiển thị
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
49
TRẦN YẾN GROUP ©
2. 8. 8 Recalculation Cứ sau khi một đặc tính mới được thêm vào cuối của một loạt các các yếu tố
được thiết lập trước đó, một thiết lập tính toán mới được thực hiện tự động, sau khi nhấn "Insert".
Trong một số trường hợp, nó là cần thiết để sử dụng phím chức năng
để tính toán lại một số chỉnh sửa.
2. 8. 9 Contact selection Nếu nhập kết quả của một thiết lập, hai hoặc nhiều điểm liên hệ đã có
sẵn, trạng thái này được hiển thị trên màn hình và các điểm được đánh số.
Kiểm tra các điểm địa chỉ liên lạc và nhập số xác định
Sau khi nhập tất cả các dữ liệu, nhấn phím "INSERT". Sau đó, cửa sổ pop-up được đóng lại và dữ liệu nhập vào được hiển thị trong cửa sổ chương trình Program Window.
.
(G101,,, 105) X ... Y ... *** P ...
G101 cho G105 = Mã cho thiết lập biên dạng
X / Y = Tọa độ X / Y
*** = Một số bổ sung khác
P = Số điểm liên kết
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
50
TRẦN YẾN GROUP ©
2. 8. 10 Sử dụng phím Symbol
Trong menu Contour các phím Symbol được sử dụng, để xác định cấu hình biên dạng. Những menu lập trình biên dạng có sẵn sau đây:
• lập trình trực tiếp đường biên dạng không dùng đường tròn
• Lập trình cắt theo biên dạng Side Cutting, menu Contour con
• lập trình phay lỗ, menu CONTR con hoặc menu C-GROV con
Trong menu Side Cuting, Inside and Ouside, điểm bắt đầu Start point mà một
điểm theo phương XY điểm thiết lập cuối cùng. Phương pháp xác định menu SIDE
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
51
TRẦN YẾN GROUP ©
Có 3 cách Aproach / Escape khác nhau:
• Approach: tiếp tuyến dọc vòng tròn
• Escape: tiếp tuyến dọc vòng tròn
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
52
TRẦN YẾN GROUP ©
3 Lập trình chu trình gia công Lựa chọn bởi Soft-Key
Để chọn một chu trình gia công, có thể được sử dụng các phím chức
năng.
Xin vui lòng xem cấu trúc phím chức năng ở hình bên.
Sau khi chọn phím chức năng 'CYCLE', tất cả các nhóm chu trình gia
công được hiển thị, như
HOLE như một số các thao tác khoan như khoan, khoét, doa vv, dùng cho bước pattern tiếp theo
PATTERN sao chép lỗ khoan thành mô hình trên đường dây, hình
vuông, hình tròn, vv cần xác định được lỗ trước rồi mới sang bước này
Face để xử lí về mặt, như mặt vuông hoặc mặt hình tròn.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
53
TRẦN YẾN GROUP ©
SIDE là thao tác cắt theo đường biên, cho bên trong hoặc bên ngoài của hình vuông, hình tròn, vv
POCKET cho thao tác móc lỗ như hình vuông, hình tròn, biên dạng
Sau khi chọn một trong những nhóm chu trình gia công “Group of Cycles", thì chọn một kiểu gia công cụ thể, ví dụ:
Khoan lỗ không có thời gian dừng
hoặc
Khoan lỗ theo mãng tròn
hoặc
Cắt theo đường biên, hoặc biên dạng
3.1 KHOAN (Drilling)
Lưu ý quan trọng
Các thông số chuẩn bị dao và tốc độ quay trục chình phải được thiết lập trươc đó trong menu TOOL và MSF
Có một số chu trình khoan có sẵn:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
54
TRẦN YẾN GROUP ©
3. 1. 1 chu trình khoan (không có thời gian dừng) G81 Chu kỳ này được sử dụng để khoan bình thường. Qúa trình khoan được thực hiện từ phía trên cùng của lỗ. Sau đó khoan thẳng xuống đáy lỗ đi qua nhanh chóng.
Bằng cách nhấn [NO DWL], các mục sau đây là hiển thị.
Z POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí đáy lỗ theo trục Z trong trường hợp G91 (cộng dồn)
- Khoảng cách từ điểm R để dưới cùng của lỗ
R POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí điểm R theo trục Z trong trường hợp G91 (cộng dồn)
Trong trường hợp G91 (tươn đối)
- Khoảng cách từ mức ban đầu đến điểm R
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
55
TRẦN YẾN GROUP ©
Feed Rate
- Lượng ăn vật liệu của chu trình khoan
-
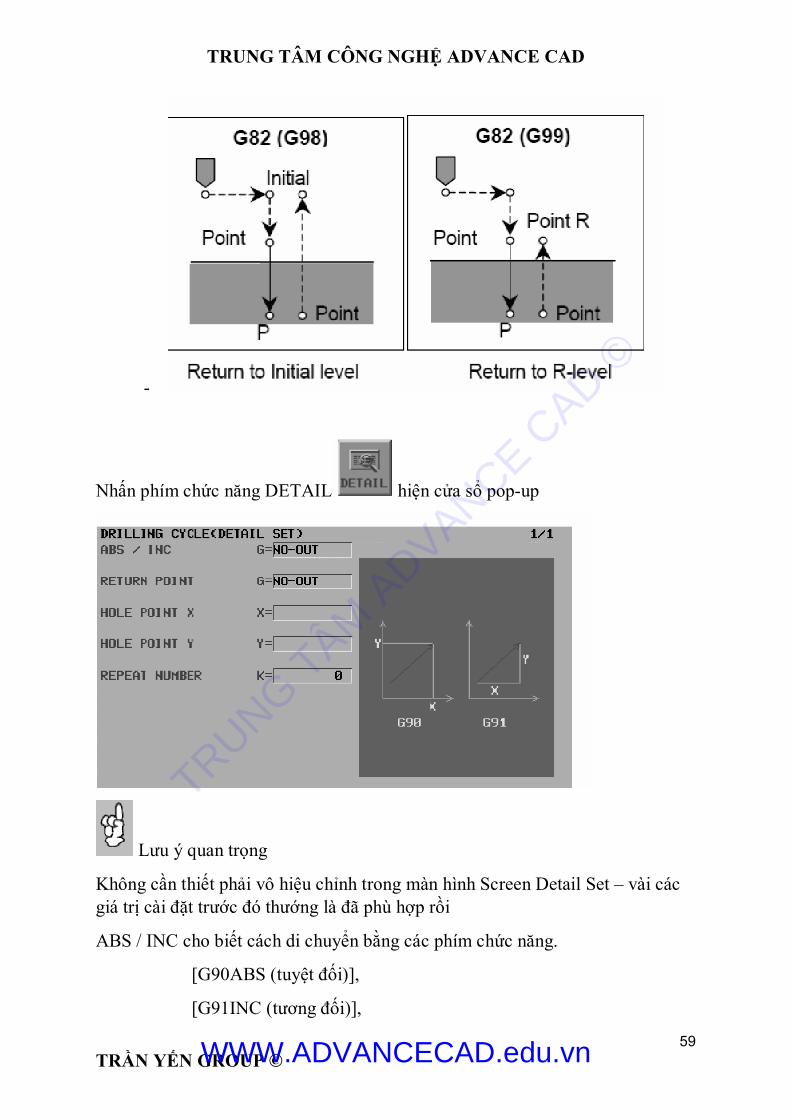
Nhấn phím chức năng DETAIL hiện cửa sổ pop-up
Lưu ý quan trọng
Không cần thiết phải vô hiệu chỉnh trong màn hình Screen Detail Set – vài các
giá trị cài đặt trước đó thướng là đã phù hợp rồi
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
56
TRẦN YẾN GROUP ©
ABS / INC cho biết cách di chuyển bằng các phím chức năng.
[G90ABS (tuyệt đối)],
[G91INC (tương đối)],
[NO OUT] là thiết lập như trước!
RETURN POINT cho biết vị trí điểm trở lại bằng các phím chức năng.
[I-LVL (G98)], [R-LVL (G99)],
[NO-OUT] là cài sẵn
HOLE POINT XY số liệu tọa độ của lỗ. Nó được sử dụng trong trường hợp không sử dụng MENU HOLE PATTERN
REPEAT NO. Số lần lặp lại. Nó được sử dụng trong trường hợp sử dụng MENU HOLE PATTERN
Lưu ý quan trọng
NO OUT có nghĩa là giữ nguyên dữ liệu trước đó, ví dụ G90 hoặc 91 sẽ không
thay đổi. Nếu chọn 1 trong hai G90 hoặc G91 thì nó sẽ không thay đổi trừ khi ta định dạng lại 1 lần nữa
3. 1. 1. 1 Bước di chuyển
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
57
TRẦN YẾN GROUP ©
Sau khi định vị dọc theo trục X và Y, đi qua thiết lập điểm R để thực hiện khoan từ điểm R để điểm Z.
Công cụ này sau đó được rút lại trong đi qua nhanh chóng.
Sau khi nhập tất cả các dữ liệu vào, nhấn"INSERT". Sau đó, cửa sổ pop-up được đóng lại vả dữ liệu đã được nhập vào sẽ hiển thị trong cửa sổ chương
trình Program Window.
Để mở cửa sổ pop-up để xem lại những dữ liệu trước đó từ cửa sổ chương
trình Program Window, vui lòng nhấn phím chức năng "ALTER" hoặc "ALTER" trên MDI .
3. 1. 2 Chu trình khoan (có thời gian dừng) G82 Chu kỳ này được sử dụng để khoan bình thường. Qúa trình khoan được thực
hiện từ phía trên cùng của lỗ. Sau đó khoan thẳng xuống đáy lỗ đi qua nhanh chóng.
Bằng cách nhấn [DWEL], các mục sau đây là hiển thị.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
58
TRẦN YẾN GROUP ©
Z POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí đáy lỗ theo trục Z trong trường hợp G91 (cộng dồn)
- Khoảng cách từ điểm R để dưới cùng của lỗ
R POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí điểm R theo trục Z trong trường hợp G91 (cộng dồn)
Trong trường hợp G91 (tươn đối)
- Khoảng cách từ mức ban đầu đến điểm R
DWELL TIME
Khoảng thời gian dừng trên lỗ
Feed Rate
- Lượng ăn vật liệu của chu trình khoan
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
59
TRẦN YẾN GROUP ©
-
Nhấn phím chức năng DETAIL hiện cửa sổ pop-up
Lưu ý quan trọng
Không cần thiết phải vô hiệu chỉnh trong màn hình Screen Detail Set – vài các giá trị cài đặt trước đó thướng là đã phù hợp rồi
ABS / INC cho biết cách di chuyển bằng các phím chức năng.
[G90ABS (tuyệt đối)],
[G91INC (tương đối)],
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
60
TRẦN YẾN GROUP ©
[NO OUT] là thiết lập như trước!
RETURN POINT cho biết vị trí điểm trở lại bằng các phím chức năng.
[I-LVL (G98)], [R-LVL (G99)],
[NO-OUT] là cài sẵn
HOLE POINT XY số liệu tọa độ của lỗ. Nó được sử dụng trong trường hợp không sử dụng MENU HOLE PATTERN
REPEAT NO. Số lần lặp lại. Nó được sử dụng trong trường hợp sử dụng MENU HOLE PATTERN
Lưu ý quan trọng
NO OUT có nghĩa là giữ nguyên dữ liệu trước đó, ví dụ G90 hoặc 91 sẽ không
thay đổi. Nếu chọn 1 trong hai G90 hoặc G91 thì nó sẽ không thay đổi trừ khi ta định dạng lại 1 lần nữa
3. 1. 2. 1 Bước di chuyển
Sau khi định vị dọc theo trục X và Y, đi qua thiết lập điểm R để thiệc hiện khoan từ điểm R để điểm Z.
Công cụ này sau đó được rút lại trong đi qua nhanh chóng.
Sau khi nhập tất cả các dữ liệu vào, nhấn"INSERT". Sau đó, cửa sổ pop-up được đóng lại vả dữ liệu đã được nhập vào sẽ hiển thị trong cửa sổ chương
trình Program Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
61
TRẦN YẾN GROUP ©
3. 1. 3 Chu trình khoan (Khoét) G83
Chu kỳ này thực hiện khoan khoét. nó thực hiện khoan vật liệu liên tục đến dưới cùng của mỗ để loại bỏ phần thừa khỏi lỗ.
Chức năng phát hiện mô-men xoắn quá tải trong quá trình khoan sẽ phát tín hiệu nếu gặp sự cố.
Khoan được tiếp tục lại sau khi trục chính quay và l tỷ lệ ượng ăn dao được thay đổi.
Bằng cách nhấn nút [PECK] , các mục sau đây được hiển thị
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
62
TRẦN YẾN GROUP ©
Z POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí đáy lỗ theo trục Z trong trường hợp G91 (cộng dồn)
- Khoảng cách từ điểm R đến dưới cùng của lỗ
R POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí điểm R theo trục Z trong trường hợp G91 (cộng dồn)
Trong trường hợp G91 (tươn đối)
- Khoảng cách từ mức ban đầu đến điểm R
PITCH SÂU
Chiều sâu cắt cho mỗi bước 'Q'
DWELL TIME
Khoảng thời gian dừng trên lỗ
Feed Rate
- Lượng ăn vật liệu của chu trình khoan
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
63
TRẦN YẾN GROUP ©
Nhấn phím chức năng DETAIL hiện cửa sổ pop-up
Lưu ý quan trọng
Không cần thiết phải vô hiệu chỉnh trong màn hình Screen Detail Set – vài các giá trị cài đặt trước đó thướng là đã phù hợp rồi
ABS / INC cho biết cách di chuyển bằng các phím chức năng.
[G90ABS (tuyệt đối)],
[G91INC (tương đối)],
[NO OUT] là thiết lập như trước!
RETURN POINT cho biết vị trí điểm trở lại bằng các phím chức năng.
[I-LVL (G98)], [R-LVL (G99)],
[NO-OUT] là cài sẵn
HOLE POINT XY số liệu tọa độ của lỗ. Nó được sử dụng trong trường hợp không sử dụng MENU HOLE PATTERN
TRAVEL SPEED tốc độ quay thuận hoặc nghịch để khoét (chỉ dùng cho lỗ khoét nhỏ)
DWELL TIME thời gian dừng trên lỗ (chỉ dùng cho lỗ khoét nhỏ)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
64
TRẦN YẾN GROUP ©
REPEAT NO. Số lần lặp lại. Nó được sử dụng trong trường hợp sử dụng MENU HOLE PATTERN
Lưu ý quan trọng
NO OUT có nghĩa là giữ nguyên dữ liệu trước đó, ví dụ G90 hoặc 91 sẽ không
thay đổi. Nếu chọn 1 trong hai G90 hoặc G91 thì nó sẽ không thay đổi trừ khi ta định dạng lại 1 lần nữa
3. 1. 3. 1 Bước di chuyển
Sau khi định vị dọc theo trục X và Y, đi qua thiết lập điểm R để thiệc hiện khoan từ điểm R để điểm Z.
Công cụ này sau đó được rút lại trong đi qua nhanh chóng.
Sau khi nhập tất cả các dữ liệu vào, nhấn"INSERT". Sau đó, cửa sổ pop-up được đóng lại vả dữ liệu đã được nhập vào sẽ hiển thị trong cửa sổ chương
trình Program Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
65
TRẦN YẾN GROUP ©
Lưu ý quan trọng
"Q" đại diện cho chiều sâu cắt cho mỗi lần ăn dao. Nó luôn luôn phải
được quy định như một giá trị tương đối.
Trong quá trình cắt thứ hai và sau đó nguồn cấp dữ liệu, chi chuyển
nhanh đến điểm "d" trước khi tới điểm cuối cùng kết thúc quá trình khoan, và quá trình khoan được thực hiện một lần nữa. "D" được thiết lập trong tham số
(No.5115).
TRUNG T
ÂM A
DVANCE CAD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
66
TRẦN YẾN GROUP ©
3. 1. 3. 2 Chu trình khoét lỗ nhỏ
Đây là trường hợp đặc biệt khi sử dụng của chu trình khoan khoét ‘peck drilling cycle’.
Chọn chế độ Chu trình khoét lỗ nhỏ ‘peck drilling cycle’, khi mã M được qui định có tham số là 5163. Mã M này phải được nhập trước khi chu kỳ G83
được chỉ định. Chế độ đặc biệt có thể được hủy bỏ, khi G80 được quy định hoặc khi reset thiết lập.
Sau khi nhập tất cả các dữ liệu đầu vào, nhấn "INSERT" , sau đó, cửa sổ pop-up được đóng lại và dữ liệu đã nhập vào hiển thị trong cửa sổ chương trình.
"Δ" là một độ hở ban đầu khi dao này được rút lại để điểm R và độ hở từ đáy lỗ trong lần khoan thứ hai hoặc sau đó (tham số No.5174).
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
67
TRẦN YẾN GROUP ©
3. 1. 4 Chu trình khoan (Khoét) tốc độ cao G73 Chu kỳ này thực hiện khoan khoét tốc độ cao. nó thực hiện khoan vật liệu
liên tục đến dưới cùng của mỗ để loại bỏ phần thừa khỏi lỗ.
Bằng cách nhấn nút [PECK] , các mục sau
đây được hiển thị
Z POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí đáy lỗ theo trục Z trong trường hợp G91 (cộng dồn)
- Khoảng cách từ điểm R đến dưới cùng của lỗ
R POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí điểm R theo trục Z trong trường hợp G91 (cộng dồn)
Trong trường hợp G91 (tương đối)
- Khoảng cách từ mức ban đầu đến điểm R
PITCH SÂU
Chiều sâu cắt cho mỗi bước 'Q'
Feed Rate
o Lượng ăn vật liệu của chu trình khoan
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
68
TRẦN YẾN GROUP ©
Nhấn phím chức năng DETAIL hiện cửa sổ pop-up
Lưu ý quan trọng
Không cần thiết phải vô hiệu chỉnh trong màn hình Screen Detail Set – vài các giá trị cài đặt trước đó thướng là đã phù hợp rồi
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
69
TRẦN YẾN GROUP ©
ABS / INC cho biết cách di chuyển bằng các phím chức năng.
[G90ABS (tuyệt đối)],
[G91INC (tương đối)],
[NO OUT] là thiết lập như trước!
RETURN POINT cho biết vị trí điểm trở lại bằng các phím chức năng.
[I-LVL (G98)], [R-LVL (G99)],
[NO-OUT] là cài sẵn
HOLE POINT XY số liệu tọa độ của lỗ. Nó được sử dụng trong trường hợp không sử dụng MENU HOLE PATTERN
TRAVEL SPEED tốc độ quay thuận hoặc nghịch để khoét (chỉ dùng cho lỗ
khoét nhỏ)
DWELL TIME thời gian dừng trên lỗ (chỉ dùng cho lỗ khoét nhỏ)
REPEAT NO. Số lần lặp lại. Nó được sử dụng trong trường hợp sử dụng MENU HOLE PATTERN
Lưu ý quan trọng
NO OUT có nghĩa là giữ nguyên dữ liệu trước đó, ví dụ G90 hoặc 91 sẽ không
thay đổi. Nếu chọn 1 trong hai G90 hoặc G91 thì nó sẽ không thay đổi trừ khi ta định dạng lại 1 lần nữa
4. 1. 3. 1 Bước di chuyển
Chu trình khoét tốc độ cao thực hiện ăn dao liên tục dọc theo trục Z. Khi chu kỳ này được sử dụng, phôi thừa có thể bị phá vỡ và loại bỏ khỏi lỗ dễ dàng, một giá trị nhỏ hơn có thể được thiết lập để rút (lùi) dao. Điều này cho phép,
khoan được thực hiện hiệu quả. Thiết lập độ hở "d" bằng tham số No.5114.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
70
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu vào, nhấn"INSERT". Sau đó, cửa sổ pop-up được đóng lại vả dữ liệu đã được nhập vào sẽ hiển thị trong cửa sổ chương
trình Program Window.
Lưu ý quan trọng
"Q" đại diện cho chiều sâu cắt cho mỗi lần ăn dao. Nó luôn luôn phải được quy định như một giá trị tương đối.
Trong quá trình cắt thứ hai và sau đó nguồn cấp dữ liệu, chi chuyển nhanh đến điểm "d" trước khi tới điểm cuối cùng kết thúc quá trình khoan, và
quá trình khoan được thực hiện một lần nữa. "D" được thiết lập trong tham số (No.5115).
pop-up được đóng lại và dữ liệu đã nhập vào hiển thị trong cửa sổ chương trình.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
71
TRẦN YẾN GROUP ©
3. 2 Chu trình khoan (Boring)
Lưu ý quan trọng
Dữ liệu chuẩn bị dao và tốc độ vòng quay phải được xác định trước trong menu TOOL và MSF
Những chu trình khoan Boring có sẵn như
Chu trình này sử dụng để khoan lỗi với sự ăn dao nhỏ dần lại Bằng cách
nhấn nút [PECK] , các mục sau đây được hiển thị
Z POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí đáy lỗ theo trục Z
Trong trường hợp G91 (cộng dồn)
- Khoảng cách từ điểm R đến dưới cùng của lỗ
R POINT DISTANCE
Trong trường hợp G90 (tuyệt đối = Default)
- Vị trí điểm R theo trục Z
Trong trường hợp G91 (tương đối)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
72
TRẦN YẾN GROUP ©
- Khoảng cách từ mức ban đầu đến điểm R
Feed Rate
o Lượng ăn vật liệu của chu trình khoan
Nhấn phím chức năng DETAIL hiện cửa sổ pop-up
Lưu ý quan trọng
Không cần thiết phải vô hiệu chỉnh trong màn hình Screen Detail Set – vài các giá trị cài đặt trước đó thướng là đã phù hợp rồi
ABS / INC cho biết cách di chuyển bằng các phím chức năng.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
73
TRẦN YẾN GROUP ©
[G90ABS (tuyệt đối)],
[G91INC (tương đối)],
[NO OUT] là thiết lập như trước!
RETURN POINT cho biết vị trí điểm trở lại bằng các phím chức năng.
[I-LVL (G98)], [R-LVL (G99)],
[NO-OUT] là thiết lập như trước
HOLE POINT XY số liệu tọa độ của lỗ. Nó được sử dụng trong trường hợp
không sử dụng MENU HOLE PATTERN
TRAVEL SPEED tốc độ quay thuận hoặc nghịch để khoét (chỉ dùng cho lỗ
khoét nhỏ)
DWELL TIME thời gian dừng trên lỗ (chỉ dùng cho lỗ khoét nhỏ)
REPEAT NO. Số lần lặp lại. Nó được sử dụng trong trường hợp sử dụng
MENU HOLE PATTERN
Lưu ý quan trọng
NO OUT có nghĩa là giữ nguyên dữ liệu trước đó, ví dụ G90 hoặc 91 sẽ không thay đổi. Nếu chọn 1 trong hai G90 hoặc G91 thì nó sẽ không thay đổi trừ khi ta định dạng lại 1 lần nữa
Bước di chuyển
Sau khi nhập tất cả các dữ liệu vào, nhấn"INSERT". Sau đó, cửa sổ pop-
up được đóng lại vả dữ liệu đã được nhập vào sẽ hiển thị trong cửa sổ chương trình Program Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
74
TRẦN YẾN GROUP ©
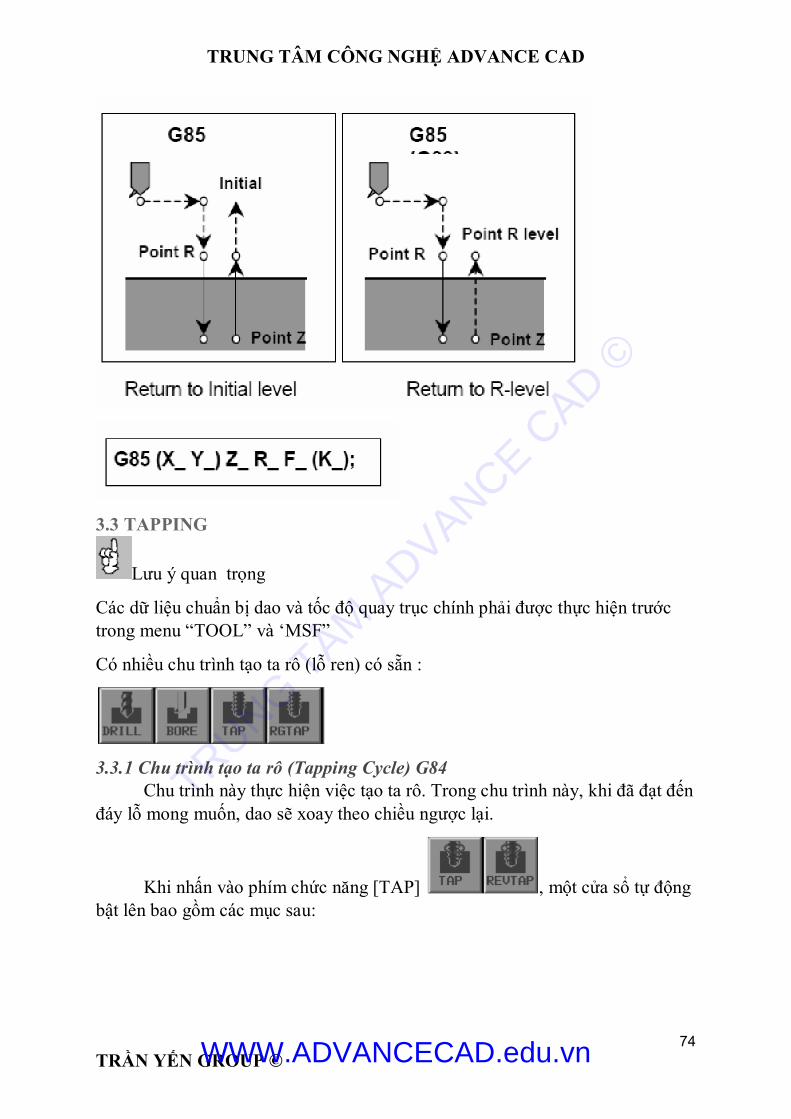
3.3 TAPPING
Lưu ý quan trọng
Các dữ liệu chuẩn bị dao và tốc độ quay trục chính phải được thực hiện trước trong menu “TOOL” và ‘MSF”
Có nhiều chu trình tạo ta rô (lỗ ren) có sẵn :
3.3.1 Chu trình tạo ta rô (Tapping Cycle) G84 Chu trình này thực hiện việc tạo ta rô. Trong chu trình này, khi đã đạt đến
đáy lỗ mong muốn, dao sẽ xoay theo chiều ngược lại.
Khi nhấn vào phím chức năng [TAP] , một cửa sổ tự động bật lên bao gồm các mục sau:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
75
TRẦN YẾN GROUP ©
Z POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của đáy lỗ (điểm Z) theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính
bằng tọa độ bằng khoảng cách từ điểm R đến đáy lỗ (điểm Z)
R POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của điểm R theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính bằng khoảng cách từ điểm bắt đầu hạ mũi khoan (Initial level) đến điểm
R
FEED RATE
Lượng ăn dao khi khoan
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
76
TRẦN YẾN GROUP ©
Nhấn phím chức năng DETAIL , sẽ có một cửa sổ thiết lập chi tiết
DETAIL SET tự động bật lên hiển thị các thông tin sau đây
ABS/INC Định rõ cách di chuyển của mũi khoan bằng các phím chức
năng [G90ABS (absolute) di chuyển trong hệ tọa độ tuyệt đối]; [G91INC (incremental) di chuyển trong hệ tọa độ tương đối]; và NO OUT có là thiết lập như cũ
RETURN POINT Định rõ tọa độ của điểm lùi mũi khoan bằng các phím chức
năng [I-LVL (G98)]; [R-LVL (G91I)]; NO OUT là thiết lập như cũ
HOLE POINT XY Tọa độ của lỗ. Được sử dụng trong trường hợp không dùng menu Hole Pattern
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
77
TRẦN YẾN GROUP ©
REPEAT NO Số lần lặp lại. Được sử dụng trong trường hợp dung menu Hole Pattern
Lưu ý quan trọng
Không cần thiết phải thiết lập dữ liệu trong cửa sổ màn hình DETAIL SET. Thường thì các dữ liệu đã được thiết lập trước đó đã đủ tiêu huẩn và hợp lí
NO OUT có nghĩa là giữ nguyên kiểu dữ liệu, ví dụ G90/G91 hay G98/G99 sẽ không bị thay đỗi. Nếu G90/G91 hay G98/G99 được chọn bởi phím
chức năng, thì chương trình sẽ lưu sự lựa chọn này và chỉ thay đổi trở lại khi ta tái thiết lập G90/G91 hay G98/G99. Trừ trường hợp RESET, sẽ đưa về trạng
thái thiết lập mặc định ban đầu là G90 và G98
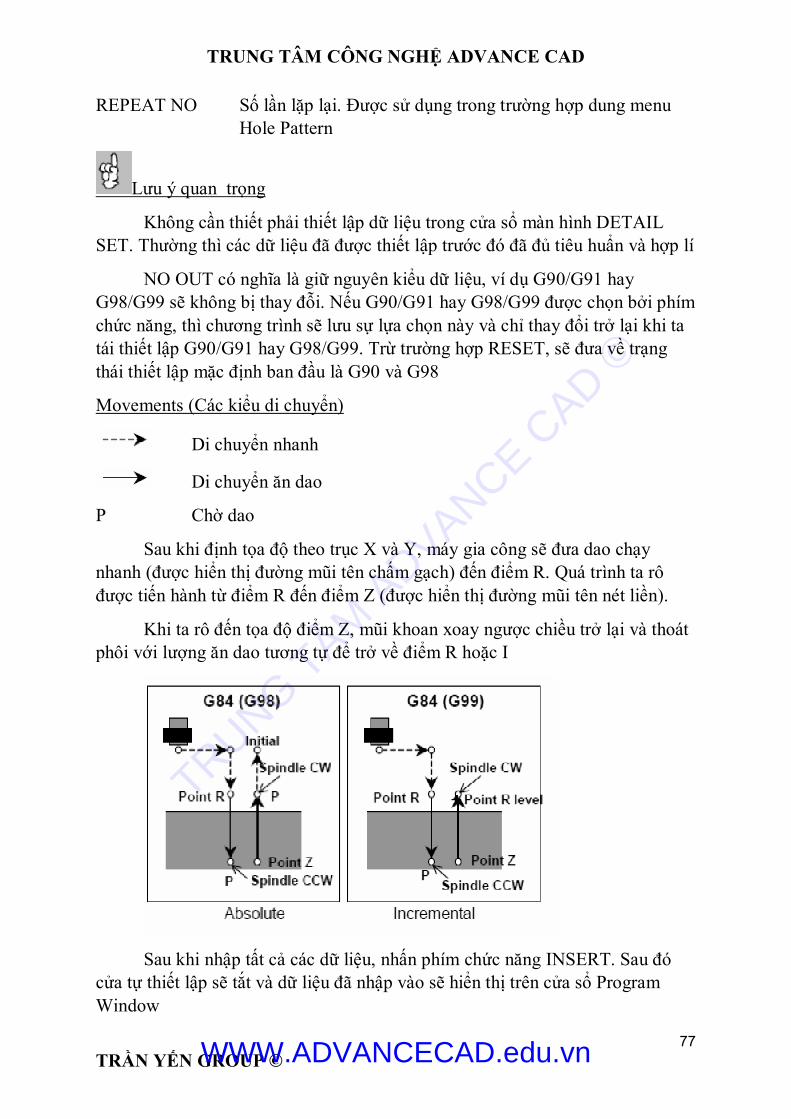
Movements (Các kiểu di chuyển)
Di chuyển nhanh
Di chuyển ăn dao
P Chờ dao
Sau khi định tọa độ theo trục X và Y, máy gia công sẽ đưa dao chạy nhanh (được hiển thị đường mũi tên chấm gạch) đến điểm R. Quá trình ta rô
được tiến hành từ điểm R đến điểm Z (được hiển thị đường mũi tên nét liền).
Khi ta rô đến tọa độ điểm Z, mũi khoan xoay ngược chiều trở lại và thoát phôi với lượng ăn dao tương tự để trở về điểm R hoặc I
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program
Window
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
78
TRẦN YẾN GROUP ©
3.3.2 Chu trình tạo ta rô răng trái (Left-handed Tapping Cycle) G74 Chu trình này thực hiện việc tạo ta rô răng trái. Trong chu trình này,
chiều quay ta rô ban đầu là ngược chiều kim đồng hồ, khi đã đạt đến đáy lỗ mong muốn, dao sẽ xoay theo chiều ngược lại (cùng chiều kim đồng hồ).
Khi nhấn vào phím chức năng [REVTAP] , một cửa sổ tự
động bật lên bao gồm các mục sau:
Z POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của đáy lỗ (điểm Z) theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính
bằng tọa độ bằng khoảng cách từ điểm R đến đáy lỗ (điểm Z)
R POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của điểm R theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính
bằng khoảng cách từ điểm bắt đầu hạ mũi khoan (Initial level) đến điểm R
FEED RATE
Lượng ăn dao khi khoan
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
79
TRẦN YẾN GROUP ©
Nhấn phím chức năng DETAIL , sẽ có một cửa sổ thiết lập chi tiết
DETAIL SET tự động bật lên hiển thị các thông tin sau đây:
ABS/INC Định rõ cách di chuyển của mũi khoan bằng các phím chức năng [G90ABS (absolute) di chuyển trong hệ tọa độ tuyệt
đối]; [G91INC (incremental) di chuyển trong hệ tọa độ tương đối]; và NO OUT có là thiết lập như cũ
RETURN POINT Định rõ tọa độ của điểm lùi mũi khoan bằng các phím chức năng [I-LVL (G98)]; [R-LVL (G91I)]; NO OUT là thiết lập
như cũ
HOLE POINT XY Tọa độ của lỗ. Được sử dụng trong trường hợp không dùng
menu Hole Pattern
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
80
TRẦN YẾN GROUP ©
REPEAT NO Số lần lặp lại. Được sử dụng trong trường hợp dung menu Hole Pattern
Lưu ý quan trọng
Không cần thiết phải thiết lập dữ liệu trong cửa sổ màn hình DETAIL SET. Thường thì các dữ liệu đã được thiết lập trước đó đã đủ tiêu huẩn và hợp lí
NO OUT có nghĩa là giữ nguyên kiểu dữ liệu, ví dụ G90/G91 hay G98/G99 sẽ không bị thay đỗi. Nếu G90/G91 hay G98/G99 được chọn bởi phím
chức năng, thì chương trình sẽ lưu sự lựa chọn này và chỉ thay đổi trở lại khi ta tái thiết lập G90/G91 hay G98/G99. Trừ trường hợp RESET, sẽ đưa về trạng
thái thiết lập mặc định ban đầu là G90 và G98
Movements (Các kiểu di chuyển)
Di chuyển nhanh
Di chuyển ăn dao
P Chờ dao
Sau khi định tọa độ theo trục X và Y, máy gia công sẽ đưa dao chạy nhanh (được hiển thị đường mũi tên chấm gạch) đến điểm R. Quá trình ta rô
xoay ngược chiều kim đồng hồ được tiến hành từ điểm R đến điểm Z (được hiển thị đường mũi tên nét liền).
Khi ta rô đến tọa độ điểm Z, mũi khoan xoay ngược chiều trở lại và thoát phôi với lượng ăn dao tương tự để trở về điểm R hoặc I
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
81
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program
Window
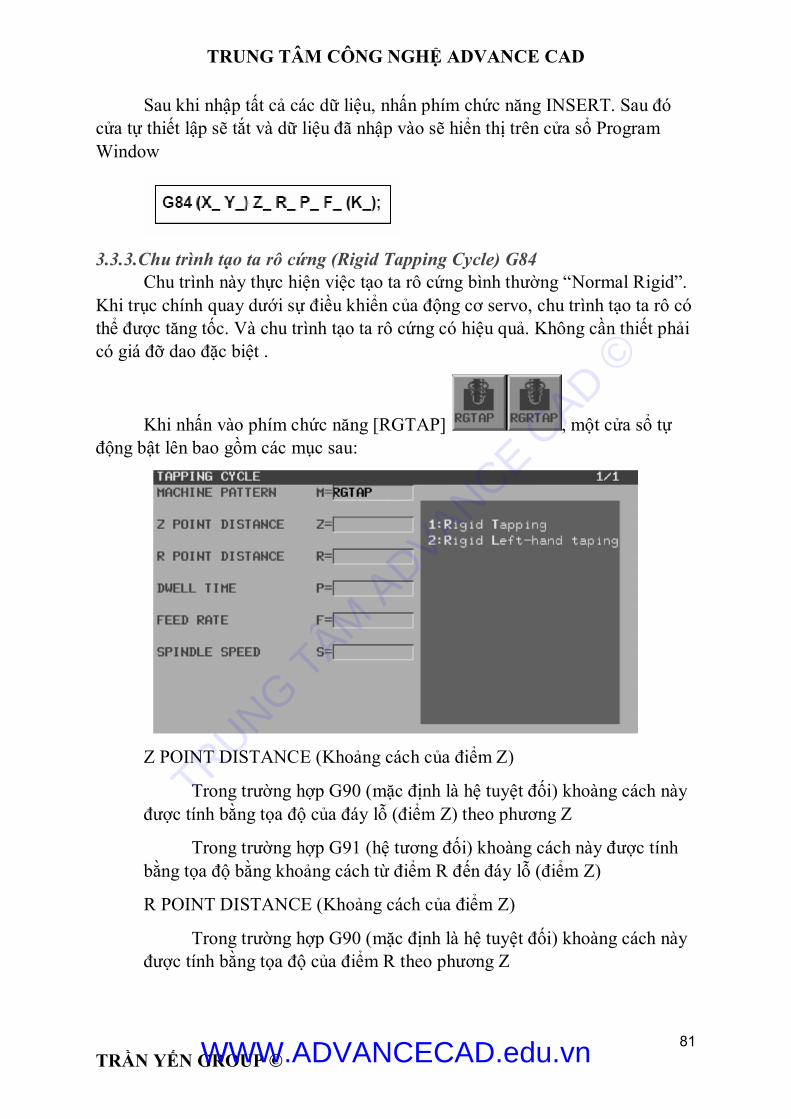
3.3.3.Chu trình tạo ta rô cứng (Rigid Tapping Cycle) G84 Chu trình này thực hiện việc tạo ta rô cứng bình thường “Normal Rigid”.
Khi trục chính quay dưới sự điều khiển của động cơ servo, chu trình tạo ta rô có thể được tăng tốc. Và chu trình tạo ta rô cứng có hiệu quả. Không cần thiết phải có giá đỡ dao đặc biệt .
Khi nhấn vào phím chức năng [RGTAP] , một cửa sổ tự động bật lên bao gồm các mục sau:
Z POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này
được tính bằng tọa độ của đáy lỗ (điểm Z) theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính
bằng tọa độ bằng khoảng cách từ điểm R đến đáy lỗ (điểm Z)
R POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của điểm R theo phương Z
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
82
TRẦN YẾN GROUP ©
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính bằng khoảng cách từ điểm bắt đầu hạ mũi khoan (Initial level) đến điểm
R
DWELL TIME
Khoảng thời gian dừng ở đáy lỗ
FEED RATE
Lượng ăn dao khi khoan
SPINDLE SPEED
Trong trường hợp tạo ta rô cứng, tốc độ quay của trục chính và lượng ăn dao được đồng bộ hóa
Nhấn phím chức năng DETAIL , sẽ có một cửa sổ thiết lập chi tiết
DETAIL SET tự động bật lên hiển thị các thông tin sau đây:
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
83
TRẦN YẾN GROUP ©
ABS/INC Định rõ cách di chuyển của mũi khoan bằng các phím chức năng [G90ABS (absolute) di chuyển trong hệ tọa độ tuyệt đối]; [G91INC (incremental) di chuyển trong hệ tọa độ
tương đối]; và NO OUT có là thiết lập như cũ
RETURN POINT Định rõ tọa độ của điểm lùi mũi khoan bằng các phím chức năng [I-LVL (G98)]; [R-LVL (G91I)]; NO OUT là thiết lập như cũ
HOLE POINT XY Tọa độ của lỗ. Được sử dụng trong trường hợp không dùng menu Hole Pattern
PITCH DEEP Chỉ cần thiết nhập dữ liệu trong trường hợp chu trỉnh tạo ta
rô đặc biệt là Khoét ta rô cứng “Rigid Peck Tapping”
REPEAT NO Số lần lặp lại. Được sử dụng trong trường hợp dung menu
Hole Pattern
Lưu ý quan trọng
Không cần thiết phải thiết lập dữ liệu trong cửa sổ màn hình DETAIL SET. Thường thì các dữ liệu đã được thiết lập trước đó đã đủ tiêu huẩn và hợp lí
NO OUT có nghĩa là giữ nguyên kiểu dữ liệu, ví dụ G90/G91 hay
G98/G99 sẽ không bị thay đổi. Nếu G90/G91 hay G98/G99 được chọn bởi phím chức năng, thì chương trình sẽ lưu sự lựa chọn này và chỉ thay đổi trở lại khi ta tái thiết lập G90/G91 hay G98/G99. Trừ trường hợp RESET, sẽ đưa về trạng
thái thiết lập mặc định ban đầu là G90 và G98
Movements (Các kiểu di chuyển)
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
84
TRẦN YẾN GROUP ©
Di chuyển nhanh
Di chuyển ăn dao
P Chờ dao
Sau khi định tọa độ theo trục X và Y, máy gia công sẽ đưa dao chạy
nhanh (được hiển thị đường mũi tên chấm gạch) đến điểm R. Quá trình ta rô xoay theo chiều kim đồng hồ được tiến hành từ điểm R đến điểm Z (được hiển thị đường mũi tên nét liền).
Khi ta rô đến tọa độ điểm Z, mũi khoan xoay ngược chiều trở lại và thoát phôi với lượng ăn dao tương tự để trở về điểm R hoặc I
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó
cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
85
TRẦN YẾN GROUP ©
3.3.4.Chu trình tạo ta rô cứng răng trái (Left-Handed Rigid Tapping Cycle) G74
Chu trình này thực hiện việc tạo ta rô cứng răng trái “ Left-Handed Rigid Tapping ”. Khi trục chính quay dưới sự điều khiển của động cơ servo, chu trình
tạo ta rô có thể được tăng tốc. Và chu trình tạo ta rô cứng có hiệu quả. Không cần thiết phải có giá đỡ dao đặc biệt .
Khi nhấn vào phím chức năng [RGRTAP] , một cửa sổ tự động bật lên bao gồm các mục sau:
Z POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của đáy lỗ (điểm Z) theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính bằng tọa độ bằng khoảng cách từ điểm R đến đáy lỗ (điểm Z)
R POINT DISTANCE (Khoảng cách của điểm Z)
Trong trường hợp G90 (mặc định là hệ tuyệt đối) khoàng cách này được tính bằng tọa độ của điểm R theo phương Z
Trong trường hợp G91 (hệ tương đối) khoàng cách này được tính bằng khoảng cách từ điểm bắt đầu hạ mũi khoan (Initial level) đến điểm
R
DWELL TIME
Khoảng thời gian dừng ở đáy lỗ
FEED RATE
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
86
TRẦN YẾN GROUP ©
Lượng ăn dao khi khoan
SPINDLE SPEED
Trong trường hợp tạo ta rô cứng, tốc độ quay của trục chính và
lượng ăn dao được đồng bộ hóa
Nhấn phím chức năng DETAIL , sẽ có một cửa sổ thiết lập chi tiết DETAIL SET tự động bật lên hiển thị các thông tin sau đây:
ABS/INC Định rõ cách di chuyển của mũi khoan bằng các phím chức năng [G90ABS (absolute) di chuyển trong hệ tọa độ tuyệt
đối]; [G91INC (incremental) di chuyển trong hệ tọa độ tương đối]; và NO OUT có là thiết lập như cũ
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
87
TRẦN YẾN GROUP ©
RETURN POINT Định rõ tọa độ của điểm lùi mũi khoan bằng các phím chức năng [I-LVL (G98)]; [R-LVL (G91I)]; NO OUT là thiết lập
như cũ
HOLE POINT XY Tọa độ của lỗ. Được sử dụng trong trường hợp không dùng
menu Hole Pattern
PITCH DEEP Chỉ cần thiết nhập dữ liệu trong trường hợp chu trỉnh tạo ta rô đặc biệt là Khoét ta rô cứng “Rigid Peck Tapping”
REPEAT NO Số lần lặp lại. Được sử dụng trong trường hợp dung menu Hole Pattern
Lưu ý quan trọng
Không cần thiết phải thiết lập dữ liệu trong cửa sổ màn hình DETAIL SET. Thường thì các dữ liệu đã được thiết lập trước đó đã đủ tiêu huẩn và hợp lí
NO OUT có nghĩa là giữ nguyên kiểu dữ liệu, ví dụ G90/G91 hay G98/G99 sẽ không bị thay đỗi. Nếu G90/G91 hay G98/G99 được chọn bởi phím chức năng, thì chương trình sẽ lưu sự lựa chọn này và chỉ thay đổi trở lại khi ta
tái thiết lập G90/G91 hay G98/G99. Trừ trường hợp RESET, sẽ đưa về trạng thái thiết lập mặc định ban đầu là G90 và G98
Movements (Các kiểu di chuyển)
Di chuyển nhanh
Di chuyển ăn dao
P Chờ dao
Sau khi định tọa độ theo trục X và Y, máy gia công sẽ đưa dao chạy nhanh (được hiển thị đường mũi tên chấm gạch) đến điểm R. Quá trình ta rô
xoay ngược chiều kim đồng hồ được tiến hành từ điểm R đến điểm Z (được hiển thị đường mũi tên nét liền).
Khi ta rô đến tọa độ điểm Z, mũi khoan xoay ngược chiều trở lại và thoát phôi với lượng ăn dao tương tự để trở về điểm R hoặc I
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
88
TRẦN YẾN GROUP ©
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program
Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
89
TRẦN YẾN GROUP ©
4. HOLE PATTERN
Lưu ý quan trọng
Để biết thêm thông số kĩ thuật chi tiết, cũng như những hạn chế, vui lòng
tham khảo sổ tay vận hành Operator’s Manual dành cho máy CNC của hãng FANUC series 16/18/21i-MA
Hole pattern (có nghĩa là tạo sơ đồ lỗ) chỉ có hiệu quả cho chu trình khoan. Sau khi quá trình khoan được thực thiện, Hole pattern được sử dụng để định vị các lỗ tiếp theo
Có sẵn nhiều thao tác gia công thường xuyên sử dụng :
Để truy cập vào chế độ tạo sơ đồ lỗ thì nhấn phím chức năng CYCLE rồi nhấn PATTERN
Để chọn 1 kiểu tạo sơ đồ lỗ Hole Pattern, sử dụng phím chức năng.
Hãy nhìn cấu trúc các phím chức năng ở hình bên
Có nhiều kiểu tạo sơ đồ lỗ ví dụ như :
LINE Tạo sơ đồ lỗ theo đường thẳng với khoảng cách giữa các lỗ là như nhau
Tạo sơ đồ lỗ theo đường thẳng với khoảng cách giữa các lỗ là khác
nhau
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
90
TRẦN YẾN GROUP ©
ARC Tạo sơ đồ lỗ theo cung tròn với khoảng cách giữa các lỗ là như nhau
Tạo sơ đồ lỗ theo cung tròn với khoảng cách giữa các lỗ là khác nhau
4.1 HOLE PATTERN INPUT
Lưu ý quan trọng
Trước khi nhập dữ liệu tạo sơ đồ lỗ, trước tiên phải tiến hành 1 trong các chu trình khoan lỗ
4.1.1 Single Point (G200) Menu này dùng để xác định vị trí tùy ý của các lỗ. Không có giới hạn
việc xác định số thứ tự của điểm, bởi vì menu này có thể được gọi nhiều lần.
Sau khi nhấn phím chức năng , một cử sổ tự động bật lên hiển thị các thông tin như :
POINT X/Y Tọa độ của mỗi lỗ theo trục X và Y
POINT -2X/Y Nếu tọa độ 2 lỗ đầu tiên đã được nhập vào, có thể nhập tọa độ cho lỗ tiếp theo nữa, tối đa là 8 lỗ
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
91
TRẦN YẾN GROUP ©
PATTERN CONT Chọn phím này để tiếp tục nhập dữ liệu cho các sơ đồ
lỗ khác
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program Window.
4.1.2 Line (G201) Menu này dùng để xác định vị trí của các lỗ trong sơ đồ lỗ (với khoảng
cách giữa các lỗ là khác nhau) theo 1 đường thẳng bất kì.
Sau khi nhấn phím chức năng , một cử sổ tự động bật lên hiển thị các thông tin như :
Trong trường hợp tạo sơ đồ lỗ với khoảng cách các lỗ như nhau, thì nhấn
phím chức năng SAME
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
92
TRẦN YẾN GROUP ©
START POINT X/Y Tọa độ của lỗ đầu tiên theo trục X và Y
LINE ANGLE Góc giữa trục X và đường thẳng nằm ngang. Mặc định
ban đầu là 0
HOLES NUMBER Tổng số lỗ, bao gồm cả các lỗ sẽ bỏ qua không cần
khoan.
PITCH SPACE Khoảng cách giữa các lỗ
PATTERN CONT Chọn phím này để tiếp tục nhập dữ liệu cho các sơ đồ
lỗ khác
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó
cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program Window.
Nhấn phím chức năng DETAIL , một cửa sổ tự động bật lên hiển thị các thông tin như TRUNG T
ÂM A
DVANCE CAD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
93
TRẦN YẾN GROUP ©
LINE LENGTH Chiều dài của đường thẳng, đây là dữ liệu thay đổi cho PITCH SPACE trong thiết lập trước đó.
OMIT POINT -1/-2/-3/-4 Để xác định các lỗ sẽ được bỏ qua không khoan, thì nhập số thứ tự của các lỗ đó
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
94
TRẦN YẾN GROUP ©
Trong trường hợp tạo sơ đồ lỗ với khoảng cách các lỗ khác nhau, thì nhấn
phím chức năng DIFFER
START POINT X/Y Tọa độ của lỗ đầu tiên theo trục X và Y
LINE ANGLE Góc giữa trục X và đường thẳng nằm ngang. Mặc định ban đầu là 0
HOLES NUMBER Tổng số lỗ, bao gồm cả các lỗ sẽ bỏ qua không cần khoan.
PITCH SPACE -1 Khoảng cách giữa các lỗ 1&2
PITCH SPACE -2 Khoảng cách giữa các lỗ 2&3
PITCH SPACE -3 Khoảng cách giữa các lỗ 3&4
PATTERN CONT Chọn phím này để tiếp tục nhập dữ liệu cho các sơ đồ
lỗ khác
Lưu ý quan trọng
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
95
TRẦN YẾN GROUP ©
Nếu cần xác định nhiều hơn 4 lỗ, thì nhấn phím chức năng DETAIL, tiếp tục nhập 10 lỗ ở trang tiếp theo. Nếu cần xác định nhiều hơn 10 lỗ, nhấn phím chức
năng CONT, sẽ lại chuyển đến 1 menu tương tự vậy
Nhấn phím chức năng DETAIL , một cửa sổ tự động bật lên hiển
thị các thông tin như
PITCH SPACE -4 Khoảng cách giữa các lỗ 4&5
PITCH SPACE -5 Khoảng cách giữa các lỗ 5&6
PITCH SPACE -6 Khoảng cách giữa các lỗ 7&8
PITCH SPACE -7 Khoảng cách giữa các lỗ 9&10
PITCH SPACE -8 Khoảng cách giữa các lỗ 11&12
PITCH SPACE -9 Khoảng cách giữa các lỗ 13&14
PITCH SPACE -10 Khoảng cách giữa các lỗ 15&16
Sau khi nhập tất cả các dữ liệu, nhấn phím chức năng INSERT. Sau đó cửa tự thiết lập sẽ tắt và dữ liệu đã nhập vào sẽ hiển thị trên cửa sổ Program
Window.
TRUNG TÂM
ADVANCE C
AD ©
WWW.ADVANCECAD.edu.vn













![[Soan Thao VB]Soan thao thong bao](https://static.fdocuments.net/doc/165x107/5575b8b5d8b42a3b498b52ae/soan-thao-vbsoan-thao-thong-bao.jpg)




