
Troubleshooting - chemwide.co.krMF(mineral filler), GF(glass fiber), CF(carbon fiber) × CNT(Carbon...
6
Transcript of Troubleshooting - chemwide.co.krMF(mineral filler), GF(glass fiber), CF(carbon fiber) × CNT(Carbon...

LG POLYMER JOURNAL | 2014 WINTER. 25
●
사출기술팀
Troubleshooting.?
01 개요
전세계적으로가볍고친환경적이며비용효율적인고
성능의신소재에대한수요가늘고있다. 이에따라엔지
니어링 플라스틱이 주목받으며 금속을 대체하고자 하는
움직임이커지고있다. 엔지니어링플라스틱은공업재료
로 사용되는 강도 높고 가벼운 고성능 플라스틱을 말한
다. 강철보다강도가높고고온(100℃)에도견딜수있으
며, 전기를 통하게 할 수도 있고, 알루미늄보다 가벼워,
금속부품을대체하는소재로사용범위가급속히확대되
고있다. 특히친환경자동차와항공기, 전자기기부품의
소재로활용되고있다.
이와 같은 고성능의 플라스틱에는 물성 향상을 위해
MF(mineral filler), GF(glass fiber), CF(carbon fiber)
및 CNT(Carbon nanotube) 등의무기충전재가복합화
되어있다. 일반적으로충전재의함량이높을수록물성은
좋아지지만, 제품외관품질은반대로떨어진다.
사출성형을통해대량생산이가능하고복잡한형상을
쉽게제작할수있기때문에엔지니어링플라스틱도일반
플라스틱과 마찬가지로 사출공정을 통해 제품으로 제작
된다. 그 과정에서 제팅(jetting), 충전재 들뜸(filler
floating), 광택편차(gloss differences) 등의외관문제
가빈번하게발생하는데, 이러한단점이극복되어야엔지
니어링플라스틱제품확대가가능할것이다. 이번호에
서는무기충전재강화소재에서빈번하게발생하는외관
불량중특히제팅(jetting)에대해살펴보고개선방안을
찾고자하였다.
02 사출성형 제품의 외관 불량
사출성형공정에서알려진불량의종류에는외관불량,
치수불량, 강도(물성) 불량등이있다. 그중외관불량의
종류에는 short shot, mold flash(burr), sink mark,
flow mark, silver streak, cloudy Surface, weld line,
bubble, black streak/brown striation, crazing/crack,
jetting, warpage 등여러가지가있으며, 이를해결하는
데에는수많은원인분석과개선시도가필요하다.
무기필러강화소재의제팅개선을통한기술지원
03 사출공정에서 발생하는 제팅의 원인
제팅(jetting)이란게이트를통과하는용융수지의속도
가너무빨라서제품말단까지도달하면서뱀의형상처럼
고화되는현상을말한다(그림 1). 주로제품에비해크기
가작은게이트를가진구조, 사이트게이트구조에서많
이 나타난다. 제팅은 다음 식과 같이 수지의 extrudate
swell, 게이트지름과관련이있다[1].
d : extrudate swell
h : mold thickness
B : extrudate (or die) swell ratio d/D
D : gate diameter
★Extrudate swell B is tested in 180℃ silicon oil
for 10 minutes.
Troubleshooting.?
LG POLYMER JOURNAL | 2014 WINTER. 26
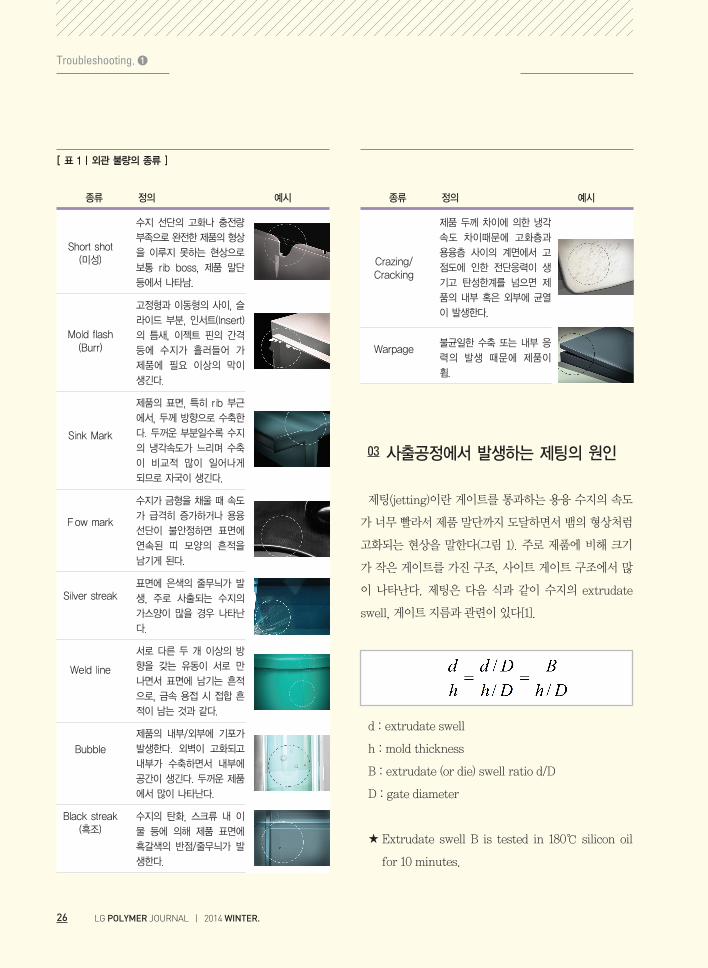
[ 표 1 | 외관불량의종류 ]
종류 정의 예시 종류 정의 예시
수지 선단의 고화나 충전량
부족으로완전한제품의형상
을 이루지 못하는 현상으로
보통 rib boss, 제품 말단
등에서나타남.
고정형과 이동형의 사이, 슬
라이드 부분, 인서트(Insert)
의 틈새, 이젝트 핀의 간격
등에 수지가 흘러들어 가
제품에 필요 이상의 막이
생긴다.
제품의 표면, 특히 rib 부근
에서, 두께 방향으로 수축한
다. 두꺼운 부분일수록 수지
의 냉각속도가 느리며 수축
이 비교적 많이 일어나게
되므로자국이생긴다.
수지가금형을채울때속도
가 급격히 증가하거나 용융
선단이 불안정하면 표면에
연속된 띠 모양의 흔적을
남기게된다.
표면에 은색의 줄무늬가 발
생, 주로 사출되는 수지의
가스양이 많을 경우 나타난
다.
서로 다른 두 개 이상의 방
향을 갖는 유동이 서로 만
나면서 표면에 남기는 흔적
으로, 금속 용접 시 접합 흔
적이남는것과같다.
제품의 내부/외부에 기포가
발생한다. 외벽이 고화되고
내부가 수축하면서 내부에
공간이 생긴다. 두꺼운 제품
에서많이나타난다.
수지의 탄화, 스크류 내 이
물 등에 의해 제품 표면에
흑갈색의 반점/줄무늬가 발
생한다.
제품 두께 차이에 의한 냉각
속도 차이때문에 고화층과
용융층 사이의 계면에서 고
점도에 인한 전단응력이 생
기고 탄성한계를 넘으면 제
품의 내부 혹은 외부에 균열
이발생한다.
불균일한 수축 또는 내부 응
력의 발생 때문에 제품이
휨.
Short shot(미성)
Mold flash(Burr)
Sink Mark
Flow mark
Silver streak
Weld line
Bubble
Black streak(흑조)
Crazing/Cracking
Warpage

LG POLYMER JOURNAL | 2014 WINTER. 27
무기필러강화소재의제팅개선을통한기술지원
금형두께가수지의 extrudate swell 크기 d보다클경
우제팅이발생한다(d/h< 1). 또한, 금형두께가게이트지
름보다 (h/D ratio) 클 때에도 나타난다. 반대로,
extrudate swell이금형두께보다크거나같을때에는균
일한충전이이루어지며(d/h > 1), 금형크기와게이트지
름의 비율(h/D)이 낮을 때에도 균일한 충전이 가능하다
[1].
Jetting은일반수지뿐만아니라보강충전재가복합화
된수지의경우에더빈번하게발생하고, 외관및물성에
안좋은영향을미친다. 그원인은수지내충전재가수지
의 탄성에 영향을 미치기 때문이다. 그림 3은 GF(glass
fiber)가 복합화될 경우, 그렇지 않은 일반 소재보다
extrudate swell이급격히작아진다는사실을보여준다.
또한, B(h/D)가 1 이하일경우제팅이발생하는데, GF가
복합화된 수지의 경우 모두 1 이하를 나타낸다(그림 4).
Annealing을 할 경우에는 extrudate swell이 증가하는
것으로보아사출조건으로 annealing의효과를구현할
경우제팅이감소한다고예측할수있지만, 무기보강수
지는그효과가크지않다고보이기때문에런너및게이
트구조변화가동반되어야한다.
[ 그림 1 | 제팅(Jetting) ]
[ 그림 2 | 사각금형에서세로방향의충전 ]
(a) 제팅 (jetting) (b) 균일한충전[ 그림 3 | PS수지와 GF보강 PS수지의 Extrudate swell B=d/D과
annealing영향[2] ]
B
YW(sec -1)
- 0%- 20%- 40%
Extrudate Swell of Glass Fiber Filled Polystyrene
Annealed
PS 180℃ D= 0.081” L/D = 40
1,00010010100.8
2.4
2.2
2.0
1.8
1.6
1.4
1.2
1.0

04 제팅 현상의 개선
제팅현상의원인분석을통해수지의 extrudate swell
이일어나제품면을잘감쌀수있는성형조건및구조
에서불량이개선될수 있음을알수있었다. 이는다시
사출성형조건과몇가지런너구조변경을통해직접확
인할 수 있었다. GF보강 PC(Polycarbonate) 수지를
ENGEL 150Ton 사출기로성형하여제팅현상을구현하
였고(그림 5), 사출성형조건및런너구조를변경해보았
다.
사출공정에서제팅현상에가장큰영향을미치는조건
은금형온도와사출속도다. 사출속도가느릴수록, 그리고
금형온도가높을수록제팅이개선되었다. 특히사출속도
가느릴경우수지가 swelling할수있는시간적여유가
생기기때문에제팅이개선되는것으로보인다. 금형온도
의경우에는금형온도가높을수록금형면을감싸는수지
의 비율이 높아지기 때문에 제팅을 잘 가려주는 것으로
판단했다. 하지만사출속도의변화없이금형온도만높을
경우완전히잘가리지못하고자국이남는데, 사출속도
를동시에낮춰줄경우제팅을최소화할수있었다(그림
6~7).
런너구조에따라서도제팅현상에차이가있었는데, 런
너에구조물을설치하는것이그렇지않은것에비해양
호했고, 구조물모양또한원기둥보다사각기둥일때더
개선되었다. 그리고런너를 S자로만들고꺾이는부위마
다 cold slug well을제작한경우는더효과적이었다. 마
지막으로게이트앞제품면에구조물을설치했고, 이경
우가 S자런너의경우와마찬가지로개선효과가좋은것
을확인할수있다. 이러한런너구조에따른제팅현상
변화또한수지의 swell과연관이있어보인다. 게이트에
서빠져나오는수지의 swell이용이하도록무기충전재의
흐름을방해하는것이제팅을개선하는역할을하는것이
다(그림8).
Troubleshooting.?
LG POLYMER JOURNAL | 2014 WINTER. 28
[ 그림 4 | Aspect ratio(h/D)변화에따른보강, 비보강 HDPE, PS
의 B/(h/D)범위[2] ]
[ 그림 5 | 시편형상 (Side gate 10 mm x 1 mm) 및제팅구현 ]
B(h/
D)
Aspect ratio (h/D)
S : Polystyrene(PS)H : HDPEF : Glass Fiber Filled
Jetting and SimpleMold Filling
Simple Flow FrontJetting
H, S/F
SSS H H
H, S/F
1.0 1.25 1.5 2.00.6
0.8
1.0
1.2

LG POLYMER JOURNAL | 2014 WINTER. 29
무기필러강화소재의제팅개선을통한기술지원
[ 그림 6 | 금형온도에따른제팅현상변화 ]
# Melt temp. Mold temp. Injection speed
1 300 60 50
2 300 90 50
3 300 120 50
[ 그림 7 | 사출속도에따른제팅현상변화 ]
# Mold temp. Injection speed
1 60 110
2 60 70
3 60 30
4 120 5
[ 그림 8 | 런너구조에따른제팅현상변화 ]
Case 5 = Case 4 > Case 3 > Case 2 > Case 1 (Good > Poor)
Case 1Reference
Case 4S-shape runner
Case 5Pin on the part
Case 2Cylindrical pin onthe runner
Case 3Square pillar onthe runner

05 결론
본기사를통해게이트를빠져나온수지가금형면을잘
감쌀수있는지에따라제팅이발생함을알수있었다. 무
기물이 복합화된 수지는 swell 효과가 감소하기 때문에
제팅현상이쉽게나타나는데, 이는많은양의무기물을
포함하는엔지니어링플라스틱제품이제팅문제에자주
노출되는이유를설명해준다. 수지의 swelling을개선할
수없는경우에는런너, 게이트또는제품의구조를변화
시켜야한다. 따라서엔지니어링플라스틱제품을제작할
때에는 제팅 문제를 염두에 두고 런너와 게이트 설계가
이루어져야할것이다. 제팅현상에대한원인분석을통
하여개선안을찾았고이는실제제품불량을해결한사
례로이루어졌다. 앞으로엔지니어링플라스틱제품을위
한불량개선사례는더많아질것이며, 이는엔지니어링
플라스틱제품용도확대에큰영향을미칠것으로기대
된다.
Troubleshooting.?
LG POLYMER JOURNAL | 2014 WINTER. 30
● 참 .고 .문 .헌
[1] KUNIO ODA, JAMES L. WHITE, and EDWARD S. CLARK, JettingPhenomena in Injection Mold Fillling, POLYMER ENGINEERING ANDSCIENCE, AUGUST, 1976. Vol. 16, No.8
[2] YU CHAN, JAMES L. WHITE, and YASUSHI OYANAGI, Influence ofGlass Fibers on the extrusion and Injection Molding Characteristics ofPolyethylene and Polystyrene Melts, POLYMER ENGINEERING ANDSCIENCE, MARCH, 1978. Vol. 18, No.4


















