TRANSFORMAÇÃO DE VAGÃO TRADICIONAL DE … · embarcado e ligar/desligar os faróis auxiliares...
11
TRANSFORMAÇÃO DE VAGÃO TRADICIONAL DE LASTRO DE BRITA EM VAGÃO AUTOMÁTICO DE ACIONAMENTO HIDRÁULICO
Transcript of TRANSFORMAÇÃO DE VAGÃO TRADICIONAL DE … · embarcado e ligar/desligar os faróis auxiliares...

TRANSFORMAÇÃO DE VAGÃO TRADICIONAL DE LASTRO DE BRITA EM VAGÃO AUTOMÁTICO DE ACIONAMENTO HIDRÁULICO

RESUMO:
A modernização do vagão Hopper de brita do sistema de Metrô englobou a mudança de sua estrutura de acionamento das comportas antigas, operadas manualmente, através de volantes e inclusão de unidade vibratória com penei-ras, para permitir a seleção e o reaproveitamento da brita ainda em condições de uso na superestrutura da via permanente ferroviária. O uso do vagão permi-tiu um acréscimo de 14% na produtividade da operação de troca de lastro.
1. Histórico
Como componente da superestrutura da via permanente, o lastro de pedras britadas tem como finalidade garantir a estabilidade da linha, possibilitar a rápi-da drenagem das águas pluviais e garantir a segurança no tráfego de trens, que é fator primordial nas empresas de transporte de passageiros, principal-mente em linhas de Metrô, onde velocidade e aceleração são fatores de crucial importância. A vida útil do lastro é influenciada pelas cargas por eixo dos veículos, velocida-des de tráfego e a periodicidade com que a manutenção é praticada. O traba-lho de substituição de lastro pode ser feito de forma manual utilizando um grande número de operários, com um tempo enorme de serviço para um único trecho de via ou utilizando uma máquina auto-propulsora denominada des-guarnecedora de lastro, que devido ao seu sistema operacional com esteiras horizontais, não é aplicável a ferrovias onde a energia elétrica de tração dos trens é transmitida através de um trilho condutor chamado de terceiro trilho. No caso dos Metrôs, ferrovias pequenas que operam dentro dos grandes cen-tros urbanos, diferentemente das ferrovias com catenárias, o trilho condutor energia elétricas para os motores dos trens, ficam sempre adjacente aos trilhos de rolamento, Desse modo o tratamento do lastro tornou-se um problema de difícil solução o que levou a equipe de Estruturas da Gerência de Engenharia de Manutenção a estudar e promover profundas melhorias em um vagão, tor-nando-o totalmente automatizado, para o caso do tratamento do lastro velho e reposição de lastro novo.
2. Tratamento do lastro
2.1. A operação tradicional de troca do lastro de brita A operação de troca de brita é realizada no período noturno, após a operação comercial, visto que as linhas principais são formadas por duas vias que ficam em tráfego constante, não possibilitando a liberação de trechos para serviços de manutenção durante o dia. O período disponível para a manutenção é de aproximadamente 3 horas diárias, o que exige alta eficiência em todas as eta-pas do processo. O processo é composto basicamente por três fases: Des-guarnecimento1, reguarnecimento2 e socaria3.
1 Desguarnecimento: Processo de retirada da brita da via
2 Reguarnecimento: Processo onde a brita é recolocada na via para recompor o lastro ferroviário
3 Socaria: Processo onde a brita é empurrada para baixo dos dormentes e compactada para elevar a resis-
tência mecânica do lastro à passagem do trem.

Figura 1 Distribuição das etapas para a operação de troca de brita
A modernização do vagão Hopper de brita é parte do processo de otimização da operação de troca de lastro, que visa elevar a capacidade horária de troca de brita. O comboio utilizado no serviço é formado por uma esteira transportadora incli-nada, vagão Hopper, trackmobile ou caminhão de linha e vagão plataforma com placas laterais, para o acondicionamento de brita retirada da via e sem condição de ser reutilizada.
Desguarnecimento: O desguarnecimento é realizado manualmente, a-través de operadores que, utilizando garfos metálicos, também chama-dos de gadanhos, retiram a brita do leito da via e a lançam sobre a moe-ga da esteira de brita, que por sua vez encaminha a brita para o vagão plataforma. Essa brita é descartada.
Reguarnecimento: O vagão plataforma, carregado de brita nova é esta-cionado sobre o trecho desguarnecido, e então os operários lançam com os garfos a brita nova sobre o trecho.
Socaria semi-mecanizada: Após o deslocamento do vagão plataforma, é realizada a socaria semi-mecanizada no trecho, através de “pés de pa-to” acoplados a moto-vibradores.
O processo completo possui rendimento aproximado de 3,07m³/h com a utiliza-ção de um efetivo de 10 pessoas.
2.1.1. O Vagão Hopper de brita, tradicional

Figura 2 - Vagão Hopper de brita antes da modernização vendo-se na cabeceira um volante de
acionamento das comportas
Figura 3 – Esteira transportadora inclinada acoplada a vagão plataforma
O vagão Hopper de brita, adquirido em leilão de patrimônios baixados da Rede Ferroviária Federal – RFFSA possuía dois compartimentos individuais, cujo objetivo era de armazenar e descarregar brita na via. A descarga era feita atra-vés de comportas localizadas na parte inferior do veículo, acionadas mecani-camente através de um sistema de volantes e correntes. O vagão caiu em de-suso em função da dificuldade de ser operado, visto que, quando carregado de brita, o acionamento mecânico de abertura e fechamento das comportas de-mandava grande esforço humano e baixa velocidade de trabalho, além da difi-culdade de descarregar parcialmente um reservatório, gerando excesso de bri-ta na via.
2.2. A nova operação de troca de lastro com a modernização do vagão Hopper de brita

Figura 3 - Vagão Hopper modernizado vendo na parte superior a peneira de brita e a direita o
conjunto moto gerador hidráulico, para acionamento automático da comportas Para a otimização do processo de troca de brita, foi necessário aperfeiçoar os três processos citados em 2.1: Desguarnecimento, reguarnecimento e socaria. Para a otimização dos processos de desguarnecimento e reguarnecimento, é que foi desenvolvida a modernização do vagão Hopper de brita, como descrito abaixo.
Desguarnecimento: Das duas células originais do vagão Hopper, uma foi destinada exclusivamente à brita rejeitada após o peneiramento e a outra à brita a ser utilizada para o reguarnecimento. Isto tornou possível a reutilização de brita retirada da via ainda em condições de uso e assim o vagão plataforma, que fazia parte do comboio, pode ser disponibiliza-do para outras utilizações pelo Departamento de Manutenção.
Peneira vibratória: Sobre o vagão de brita, foi instalado um sistema composto por duas peneiras, uma de malha máxima (2 ½” – 63,5mm) e outra de malha mínima de(1/2”- 12,7mm) da faixa granulométrica utilizá-vel para lastro ferroviário. Com isso, a brita retirada da via é lançada com a esteira transportadora sobre as peneiras onde é peneirada e se-lecionada para o compartimento de descarte ou de reutilização, confor-me sua granulometria. Essa medida permitiu uma redução na aquisição e consumo de brita na ordem de 50%

Figura 4 – Detalhe da Peneira Vibratória instalada na parte superior do vagão Hopper, vendo-se
em primeiro plano a malha que retém brita acima da faixa e em segundo plano a malha de 12,7mm.
Acionamento das comportas: O acionamento mecânico, das compor-tas, por meio de volantes operados pelo homem, foi substituído por um sistema de dois pistões hidráulicos por comportas, que são controlados remotamente para abertura e fechamento. Essa mudança está permitin-do a redução dos tempos de abertura e fechamento, substancial redu-ção do esforço físico ao operar o sistema e viabilizou a execução de descargas parcial do reservatório de brita reaproveitáveis. Com o contro-le remoto, o próprio operador pode controlar visualmente a quantidade de brita descarregada. No painel de controle remoto o operador tem a possibilidade de, além de comandar o acionamento das comportas, também operar as esteiras vibratórias, ligar/desligar o motor gerador embarcado e ligar/desligar os faróis auxiliares que permite toda a fun-cionalidade do vagão Hopper de brita.
Produtividade: O vagão Hopper modernizado está permitindo um ex-pressivo aumento da produtividade do processo de reguarnecimento de brita, o que está gerando individualmente um aumento da produtividade no processo de troca de lastro na ordem de 14%

Figura 5 - Produtividade da operação de reguarnecimento
Figura 6 - Comparativo do volume de lastro trocado para 3 horas de trabalho com os processos
antigo e atual

Figura 7 – Painel de controle remoto embarcado para acionamento de todos os sistemas do vagão
Figura 8 - Detalhe de um dos reservatórios de brita e das peneiras

Figura 9 - Detalhe de uma das comportas mostrando os pistões e dutos de acionamento hidráulico
Figura 10 – Detalhe de uma das cabeceiras do vagão com o motor gerador, a central hidráulica e
faróis auxiliares
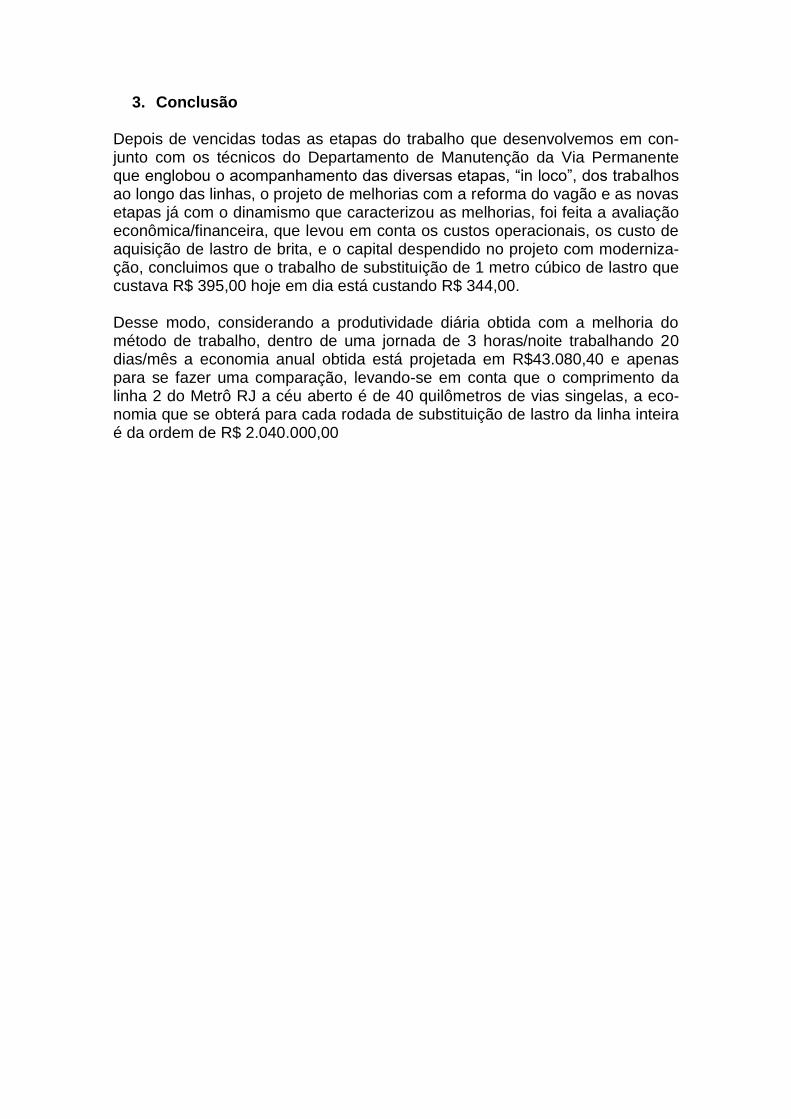
3. Conclusão
Depois de vencidas todas as etapas do trabalho que desenvolvemos em con-junto com os técnicos do Departamento de Manutenção da Via Permanente que englobou o acompanhamento das diversas etapas, “in loco”, dos trabalhos ao longo das linhas, o projeto de melhorias com a reforma do vagão e as novas etapas já com o dinamismo que caracterizou as melhorias, foi feita a avaliação econômica/financeira, que levou em conta os custos operacionais, os custo de aquisição de lastro de brita, e o capital despendido no projeto com moderniza-ção, concluimos que o trabalho de substituição de 1 metro cúbico de lastro que custava R$ 395,00 hoje em dia está custando R$ 344,00. Desse modo, considerando a produtividade diária obtida com a melhoria do método de trabalho, dentro de uma jornada de 3 horas/noite trabalhando 20 dias/mês a economia anual obtida está projetada em R$43.080,40 e apenas para se fazer uma comparação, levando-se em conta que o comprimento da linha 2 do Metrô RJ a céu aberto é de 40 quilômetros de vias singelas, a eco-nomia que se obterá para cada rodada de substituição de lastro da linha inteira é da ordem de R$ 2.040.000,00