

Trabajo operaciones 3, tamaño de planta
58
INTEGRANTES: NATALIA DÍAZ CRISTIAN F ARÍAS FERNANDO GUTIÉRREZ LISSETTE LATÍN ROBERT RIQUELME 1 Tamaño de Planta y escala de producción m
-
Upload
pucv-cristian-farias-r -
Category
Education
-
view
11.229 -
download
1
description
Tamaño de planta y volumen de producción desde una mirada de la administración de operaciones
Transcript of Trabajo operaciones 3, tamaño de planta
INTEGRANTES:NATALIA DÍAZ
CRISTIAN FARÍAS
FERNANDO GUTIÉRREZ
LISSETTE LATÍN
ROBERT RIQUELME
1
Tamaño de Planta y escala de producción
m
1. Concepto capacidad de producción.
2. Conceptos relevantes sobre la Planeación de
la Capacidad.
3. Planeación de la Capacidad.
4. Escala de producción.
5. Planeación de la capacidad de servicio.
6. Conclusiones.
7. Bibliografía.
2
m
Contenidos
INTRODUCCIÓN
En el presente trabajo, los autores pretenden introducir el concepto de
tamaño de planta (o capacidad) y escala de producción (o volumen),
vista desde un enfoque de la administración de las operaciones.
El tema central lo veremos bajo dos concepciones para ser más precisos
al definir cada concepto, distinguiendo entre:
Capacidad para manufactura
Capacidad para prestación de servicios.
Sin embargo, comenzaremos con una definición global de capacidad y
escala de producción para ir abordando paulatinamente el tema.
C
ató
lica
m
m
1. CONCEPTO DE CAPACIDAD
Tras la selección de un proceso de producción, es necesario
determinar la capacidad, y ésta es la “salida” o número de unidades
que puede tener, recibir, almacenar o producir una instalación en
un periodo determinado. Es decir, es el más alto nivel de
producción que una compañía puede sostener razonablemente,
con horarios realistas para su personal o con el equipo o tecnología
que posee.
C
ató
lica
m
m
1. CONCEPTO DE CAPACIDAD
La capacidad afecta a una porción considerable del costo fijo.
También determina si se cumplirá la demanda o si las instalaciones
estarán ociosas. Si la planta es demasiado grande, partes de ella
estarán ociosas y agregaran costos a la producción o a los clientes,
al contrario si la planta es demasiado pequeña se perderán clientes
y quizás el mercado completo.
Por lo tanto es crucial determinar el tamaño de las instalaciones,
con el objetivo de alcanzar una utilización alta y un rendimiento
sobre la inversión elevada.
C
ató
lica
m
m

1. CONCEPTO DE CAPACIDAD
C
ató
lica
m
m

1.1. D ISEÑO Y CAPACIDAD EFECTIVA
Capacidad Diseñada es la salida teórica máxima de un sistema en un
periodo determinado de tiempo. En general se expresa como una tasa.
Capacidad Efectiva es la capacidad que una empresa espera alcanzar
dadas las restricciones de operación existentes. A menudo la capacidad
efectiva es menor que la capacidad diseñada debido a que las
empresas, por lo general, operan con mayor eficiencia cuando no
tienen que agotar sus recursos hasta el límite
C
ató
lica
m
m
1.1. D ISEÑO Y CAPACIDAD EFECTIVA
Utilización
Eficiencia Salida Real / Capacidad Efectiva
Salida Real / Capacidad Diseñada=
=
Medidas del desempeño del sistema
1. La utilización es simplemente el porcentaje de la capacidad
diseñada que se logra en realidad.
2. la eficiencia es el porcentaje de capacidad efectiva que se
alcanza en realidad.
C
ató
lica
m
m
1.2. CAPACIDAD Y ESTRATEGIA
Las decisiones sobre la capacidad deben estar integradas en la misión y
la estrategia de la compañía. Las inversiones no deben realizarse como
gastos aislados, sino como parte de un plan estratégico de la compañía.
Deben ser parte de un plan coordinado para colocar a la empresa en
una posición ventajosa.
Los cambios en la capacidad tendrán implicaciones en las ventas y el
flujo de efectivo, justo como afectan la calidad, la cadena de suministro,
los recursos humanos y el mantenimiento. Todos deben ser tomados en
cuenta ante cualquier cambio de capacidad.
C
ató
lica
m
m
1.3. CONSIDERACIONES SOBRE LA
CAPACIDAD
1. Pronosticar la demanda con precisión: Esencial para la decisión de la
capacidad. Cualquiera que sea el producto es necesario determinar
las perspectivas y el ciclo de vida del los productos existentes. Se
debe saber qué productos se están agregando y cuáles se están
descontinuando, así como sus volúmenes esperados.
2. Comprender la tecnología y los incrementos en la capacidad: las
decisiones sobre tecnología se apoyan con análisis de costos,
recursos humanos necesarios, calidad y confiabilidad. La tecnología
puede dictar el incremento de la capacidad. No obstante, los
administradores de operaciones son los responsables de la tecnología
y los incrementos correctos en la capacidad.
C
ató
lica
m
m

1.3. CONSIDERACIONES SOBRE LA
CAPACIDAD
3. Encontrar el nivel de operación óptima (Volumen): La Tecnología y
los incrementos en la capacidad suelen dictar el tamaño óptimo de
las instalaciones. Este aspecto se conoce como economías y
deseconomías de escala.
4. Construir para el Cambio: los edificios y el equipo se diseñan
teniendo en mente las modificaciones necesarias para adaptarse a
los cambios futuros en el producto, la mezcla de productos y los
procesos. Los administradores de operaciones integran la flexibilidad
a las instalaciones y el equipo.
C
ató
lica
m
m
1.4. Manejo de La Demanda.
En lugar de manejar la capacidad en forma estratégica, los
administradores pueden manejar la demanda de manera táctica.
1. La demanda excede a la capacidad. Cuando la demanda excede
a la capacidad, la empresa quizá reprima la demanda real y la
capacidad disponible.
2. La capacidad excede a la demanda. Cuando la capacidad excede
a la demanda, quizá la empresa desee estimular la demanda
mediante reducciones de precio o actividades enérgicas de
marketing, pero también puede adaptarse al mercado a través
de cambios en el producto.
C
ató
lica
m
m
1.4. Manejo de La Demanda.
1. Ajustes para la demanda estacional. Un patrón de temporada o
cíclico de demanda representa otro reto para la capacidad. En
estos casos la administración encuentra útil ofrecer productos
con patrones para el otro.
2. Tácticas para el equilibrio entre capacidad y demanda:
1. Cambios en el personal
2. Ajustes al equipo y los procesos, que incluyen compra demaquinaria adicional, o vender o rentar el equipo existente.
3. Mejoras en los métodos para incrementar la producción.
4. Rediseño de los productos para facilitar más producción.
C
ató
lica
m
m
2. CONCEPTOS RELEVANTES SOBRE
PLANEACIÓN DE LA CAPACIDAD.
C
ató
lica
m
m
2.1. Mejor nivel operativo.
El término “capacidad” implica la existencia de una tasa de producción
factible para la compañía, el problema es que dicho término no hace
alusión al tiempo en que esta tasa es capaz de mantenerse o
sostenerse en el tiempo
Como respuesta a lo anterior surge en concepto de mejor nivel
operativo, entendiendo a este concepto como “el nivel de capacidad
para el cual se ha diseñado el proceso productivo” y por consiguiente
es el volumen de producción en el cual el costo unitario es mínimo.
C
ató
lica
m
m
2.2. Tasa de utilización de la capacidad.
La tasa de utilización de la capacidad es importante ya que nos revela
“cuán cerca se está de alcanzar el mejor nivel operativo o la capacidad
diseñada”. Esta tasa se expresa como porcentaje y exige que el
numerador y el denominador sean medidos en las mismas unidades y
periodos de tiempo.
Tasa de utilización de la capacidad = Capacidad UtilizadaMejor nivel operativo.
C
ató
lica
m
m
2.2. Tasa de utilización de la capacidad.
Ejemplo:
Una empresa que se dedica a la fabricación de bolsos deportivos quieredeterminar que tan cerca esta de alcanzar su mejor nivel operativo.
Luego de un detallado y extenso estudio ha determinado que sus costosunitarios mínimos (mejor nivel operativo) se logra al producir 600 mochilas /hora.
Por otra parte, las últimas mediciones han estimado que la capacidadutilizada actualmente es de 400 mochilas / hora.
¿Cuan cerca está la empresa de alcanzar su mejor nivel operativo?
Así, La tasa de utilización de la capacidad = (400/600)*100 = 66,6%
Por lo tanto, la empresa está utilizando su capacidad en un 66.6%, por lo que debería aumentar su producción en un 33.3% para alcanzar su mejor nivel operativo y alcanzar los costos unitarios mínimos.
C
ató
lica
m
m
2.3. Economías y deseconomías de escala.
Se entiende por economías de escala a la noción de que a medida que
una planta crece e incrementa su volumen de producción, el costo
promedio por unidad de producción se reduce.
Las plantas también logran eficiencia cuando crece lo suficiente para
utilizar plenamente los recursos dedicados a tareas. Recursos tales
como manejo de materiales, equipos de computación y personal
administrativo de apoyo.
C
ató
lica
m
m
2.3. Economías y deseconomías de escala.
Consideraciones:
1. las plantas no deben crecer de manera ilimitada, existe un punto en el cual
el tamaño de la planta se vuelve demasiado grande y las des-economías de
escala se convierten en un problema.
2. Otros factores hace relación con la localización que se refiere al costo de
transportar materias primas y productos acabados hacia y desde la planta.
Servicios: Cercano a los clientes
Manufactura: Cercano a los proveedores.
3. Otro punto relevante es el tamaño previsto de los mercados objetivos lo
que indicará en gran medida el tamaño de la planta.
C
ató
lica
m
m
2.4. CURVA DE EXPERIENCIA.
La curva de experiencia es un concepto que se refiere que a
medida que las plantas producen más artículos obtienen
experiencia en los mejores métodos de producción, lo cual reduce
los costos de dicha área de producción. Cada vez que la producción
acumulada de una planta se duplica, sus costos de producción se
reducen en un porcentaje específico, esta relación depende de la
naturaleza de la empresa.
C
ató
lica
m
m
2.5. Efecto de las economías de escala y
las curvas de experiencia en conjunto.
Una planta más grande no solo gana con las economías de escala, sino
que también producirá más, lo cual le dará ventajas también en la curva
de experiencia. Frecuentemente las compañías utilizan esta doble ventaja
como estrategia competitiva. Estas compañías suelen competir
agresivamente por precios, construyendo inicialmente una gran planta
con considerables economías de escala y utilizando luego la curva de
experiencia, logrando así menores costos y llevándolos a un precio menor.
Dos criterios que deben cumplirse:
1. El producto debe ser un satisfactor de necesidades para los clientes.
2. La demanda debe ser lo suficientemente grande para soportar el volumen.
C
ató
lica
m
m
2.6. Capacidad Focalizada.
Una firma no debe esperar sobresalir en todos los aspectos del desempeño
de la fábrica. Este concepto sostiene que una fábrica funciona mejor cuando
se enfoca en una serie limitada de objetivos de producción.
Aspectos del desempeño de las fábricas
Costos
Calidad
Flexibilidad
Introducción de nuevos productos
Confiabilidad
Tiempos cortos de producción
Bajos niveles de inversión
C
ató
lica
m
m
El Nuevo foco sugiere que las firmas se destaquen en todo aspecto,
es decir, el tratar de hacer todo bien, esto genera una contradicción
con la capacidad focalizada. Entonces, ¿Cómo manejar estas
contradicciones?, una buena forma de manejarlas es determinar lo
siguiente:
La empresa cuenta, o no, con toda las tecnologías necesariaspara dominar múltiples objetivos.
Si la firma no contase con la tecnología necesaria, la decisiónsería tomar un enfoque estrecho.
La industria en la que se desempeña la firma no exige el utilizartoda la gama total de las capacidades para poder competir.
C
ató
lica
m
m
2.6. Capacidad Focalizada.
Ejemplo:
Una micro-empresa que produce alfajores tradicionales de alcayota,
podría eventualmente no contar con toda la tecnología para poder
desempeñarse óptimamente en todos los aspectos de desempeño de la
fábrica, por lo cual, la especialización debería ser más estrecha. Además,
la industria de los alfajores artesanales sólo exige algunos de los
aspectos para lograr ser competitivos. Considerando lo anterior, una
buena decisión sería enfocarse en calidad, confiabilidad y flexibilidad.
C
ató
lica
m
m
2.6. Capacidad Focalizada.

2.7. Flexibilidad de la capacidad
Se entiende como la habilidad de incrementar o disminuir rápidamente
los niveles de producción, o de cambiar la capacidad de producción de
un producto o servicio a otro, esta flexibilidad se logra a través de:
1. Plantas flexibles: El máximo ejemplo son las plantas de tiempo de
cambio cero, las cuales utilizando equipo movible, paredes
desmontables y servicios de fácil acceso y re-dirigibles pueden
adaptarse a cambios en tiempo real.
2. Procesos flexibles: Se componen de sistemas de fabricación flexibles
y por equipos sencillos y fáciles de instalar. Permiten cambiar
rápidamente y a bajo costo de una línea de productos a otra
C
ató
lica
m
m

2.7. Flexibilidad de la capacidad
3. Trabajadores flexibles: Tienen múltiples habilidades y la capacidad
para cambiar con facilidad de un tipo de tarea a otro. Este tipo de
trabajadores requieren mayor capacitación y requieren de apoyo
de gerentes y administradores para facilitar cambios rápidos en sus
asignaciones de trabajo.
Ejemplo: un ejecutivo de banca empresas, podría atender ante una
eventualidad a un cliente de banca personas, para esto, dicho trabajador
debió necesitar de mayor capacitación y necesitara el apoyo de sus
superiores ante consultas frente a otorgamiento de créditos u otros.
C
ató
lica
m
m
3. PLANEACIÓN DE LA
CAPACIDAD.
La planeación de la capacidad es la primera actividad de administración
de las operaciones que debe realizarse. Una vez determinada, se
procede a realizar la planeación de localización y tecnología del
proceso. Una correcta asignación de capacidad es de vital importancia
ya que muestra excesos o faltas de capacidad en la planta o servicio, lo
que debe ser regulado ya sea por una expansión, reubicación,
reordenamiento de procesos o un cierre, entre otras opciones,
dependiendo del caso en que se encuentre la empresa. (Adam y Ebert)
En general, las planeaciones de capacidad y la de localización se
realizan en forma conjunta y simultanea.
C
ató
lica
m
m
3. PLANEACIÓN DE LA
CAPACIDAD.
Actividades para poder realizar una efectiva planeación de capacidad:(Adam y Ebert)
1. Evaluación de la capacidad existente.
2. Estimaciones de futuras necesidades de capacidad en un horizontede tiempo determinado.
3. Identificación de diferentes modos de modificar la capacidad.
4. Evaluación financiera, económica y tecnológica de cada alternativade capacidad.
5. Selección de la alternativa de capacidad que mejor se adecúe a losobjetivos estratégicos de la empresa.
Estas actividades son la norma general a seguir.
C
ató
lica
m
m
3.1. Requerimientos de Capacidad
Requerimientos a corto plazo
Se utilizan estimaciones de demanda con un plazo de 12 meses a futuro. Conesta información se comparan las capacidades existentes con la capacidadfutura requerida, además de detectar cuándo será necesario hacer el ajuste.
Requerimientos a largo plazo
Estos tienen incorporados la variable incertidumbre, por lo que es algo másdifícil determinarlos. Se deben tomar en cuenta riesgos, cambios en laspreferencias, cambios en las tecnologías, cambios en el mercado objetivo, etc.Los requerimientos de capacidad a largo plazo dependen de los planes demercadotecnia, el desarrollo de productos y sus ciclos de vida, además de losobjetivos estratégicos de la organización. Otra variable de la que depende lacapacidad en el largo plazo, es la tecnología, la que puede cambiar inclusocuando los productos de la organización permanecen iguales.
C
ató
lica
m
m
3.1. Requerimientos de Capacidad
Para estos requerimientos de capacidad, existen alternativas para
modificar la capacidad:
1. Respuestas a corto plazo:
La capacidad a corto plazo es prácticamente fija, pero esto dependerá de
dos variables:
si el proceso hace uso intensivo de capital o de mando de obra.
si el producto es o no acumulable en inventario.
C
ató
lica
m
m
3.1. Requerimientos de Capacidad
2. Respuestas a largo plazo
a) Expansión: deben ser considerados los costos y los beneficios
derivados de ésta. La ventaja es que al construir ahora la expansión,
se están evitando posibles mayores costos de construcción producto
de una inflación acelerada.
La desventaja principal es que una expansión conlleva una alta
inversión financiera que la organización puede no estar preparada
para afrontar. Por otra parte, puede suceder que los pronósticos de
demanda resulten erróneos y la empresa cuente con una
sobrecapacidad construida.
C
ató
lica
m
m
3.1. Requerimientos de Capacidad
C
ató
lica
m
m
Co
sto
s U
nit
ario
Pro
med
io(D
óla
res
po
r cu
arto
s p
or
No
che)
Número de Cuartos
25 7550
Economías de Escala
Deseconomías de Escala
Estructura de Costo para un Hotel en la Orilla de la Carretera
Hotel con 25 Cuartos
Hotel con 50 Cuartos
Hotel con 75 Cuartos
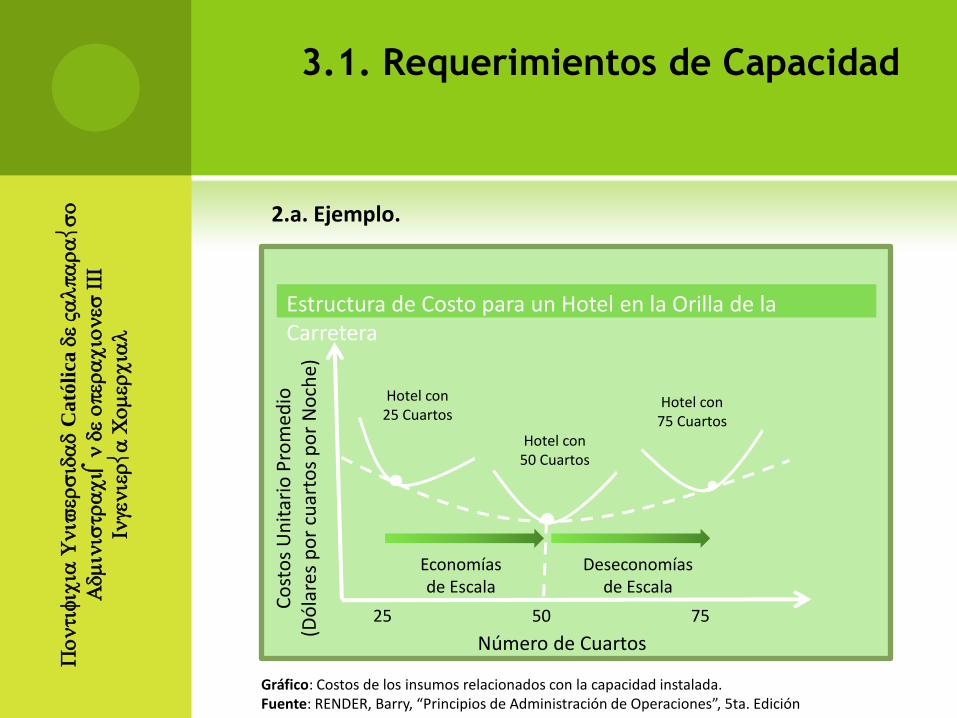
2.a. Ejemplo.
Gráfico: Costos de los insumos relacionados con la capacidad instalada. Fuente: RENDER, Barry, “Principios de Administración de Operaciones”, 5ta. Edición
3.1. Requerimientos de Capacidad
2. Respuestas a largo plazo
b) Contracción y capacidad constate: la disminución permanente de la
capacidad o el cierre siempre ocurren como último recurso, esto
debido a la gran inversión de capital, esfuerzo y habilidades humanas
en las que se ha incurrido debido a la obtención de la tecnología. Un
remedio a este problema es el traslado de tecnología a otros productos
o servicios. Esto es logrado con estudios que determinan cómo la
capacidad existente puede ser adaptada para ser utilizada por otros
productos.
C
ató
lica
m
m
3.1. Requerimientos de Capacidad
C
ató
lica
m
m
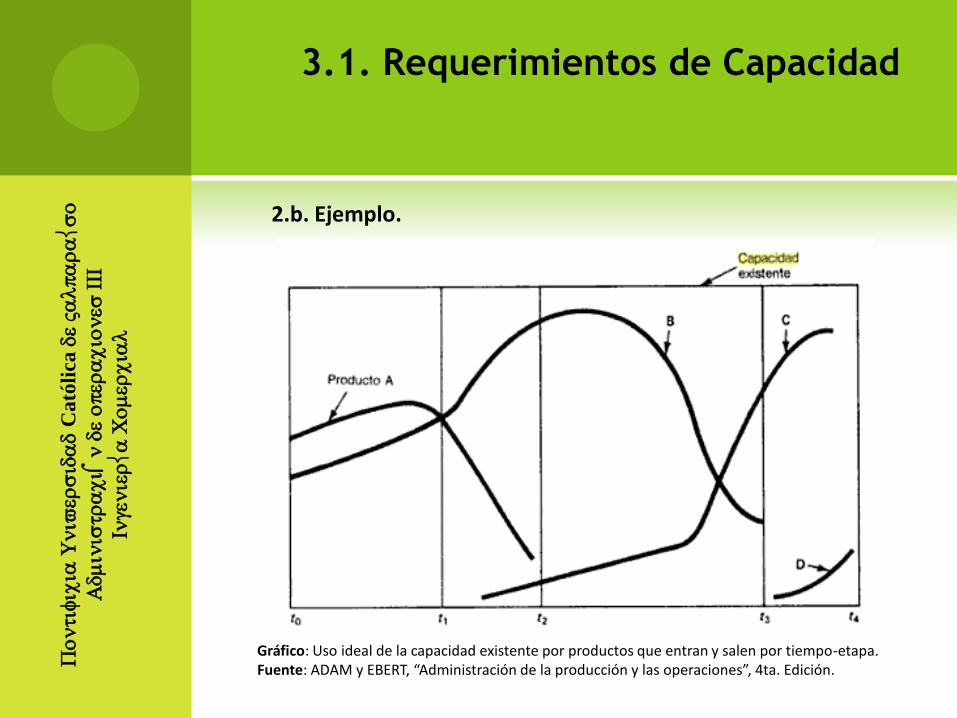
2.b. Ejemplo.
Gráfico: Uso ideal de la capacidad existente por productos que entran y salen por tiempo-etapa.Fuente: ADAM y EBERT, “Administración de la producción y las operaciones”, 4ta. Edición.
3.2. ÁRBOL DE DECISIÓN.
Existen tres métodos de decisión sobre capacidad; modelos deprogramación lineal, modelos de simulación por computadora yárboles de decisión. Sin embargo, sólo este último sirve para laplaneación de capacidad de largo plazo.
Según Adam y Ebert, el análisis de árboles toma en cuenta las siguientes etapas:
1. Elaboración del diagrama del árbol
1. Identificar todas las decisiones (y sus alternativas) a ser realizadas y el orden en que se deben realizar.
2. Identificar los eventos probables de ocurrir como resultado de la toma de una determinada decisión.
3. Desarrollar un diagrama de árbol que muestre la secuencia de las decisiones y eventos probables.
C
ató
lica
m
m
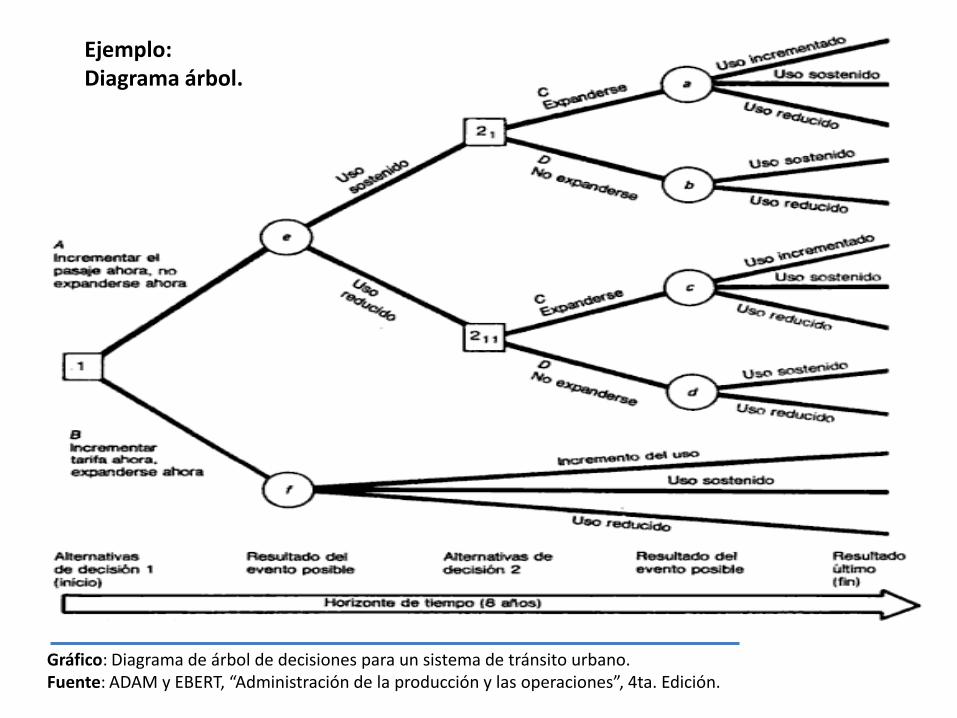
Ejemplo:Diagrama árbol.
Gráfico: Diagrama de árbol de decisiones para un sistema de tránsito urbano.Fuente: ADAM y EBERT, “Administración de la producción y las operaciones”, 4ta. Edición.
3.2. ÁRBOL DE DECISIÓN.
2. Estimación
Obtener la probabilidad de ocurrencia de cada evento probable.
Obtener estimación de los posibles resultados (y acciones) financieros.
Las estimaciones de probabilidad son requeridas cuando aparecen
eventos posibles en el diagrama. Las probabilidades que se
desprenden de un evento deben sumar 1.0, ya que sólo uno de los
eventos puede dar a lugar. Además deben ser incluidos los costos
derivados de los eventos.
C
ató
lica
m
m
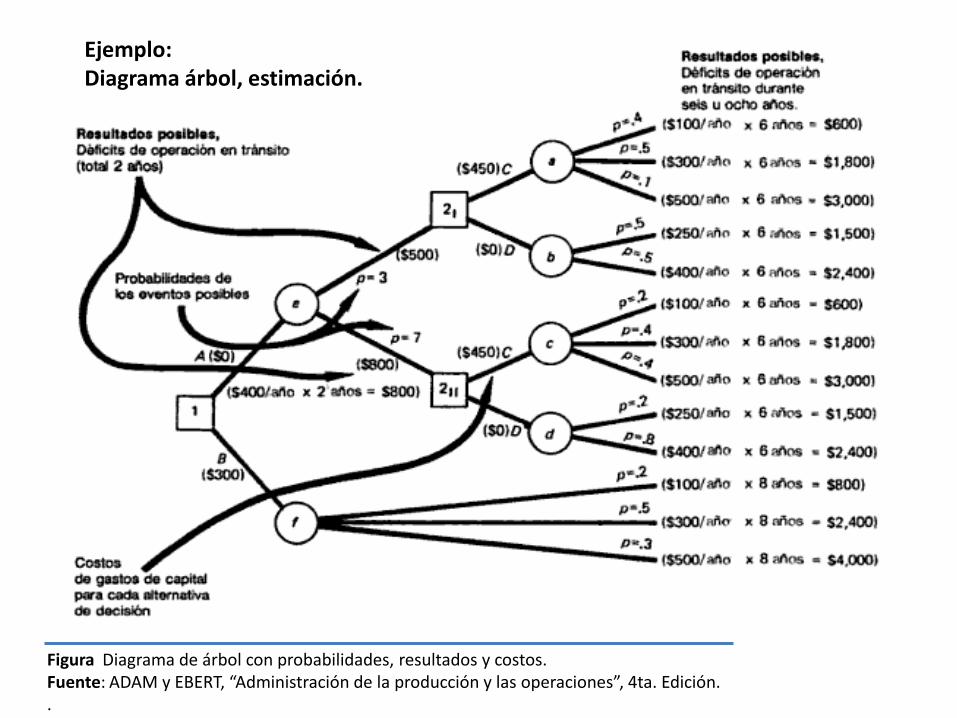
Figura Diagrama de árbol con probabilidades, resultados y costos.Fuente: ADAM y EBERT, “Administración de la producción y las operaciones”, 4ta. Edición..
Ejemplo:Diagrama árbol, estimación.
3. Evaluación y selección
Finalmente, se calculan los valores esperados para todas las accionesposibles. Éstos se calculan de derecha a izquierda del diagrama deárbol.
Es posible determinar el mejor curso de acción para el problemabasándose en el menor costo esperado total.
3.2. ÁRBOL DE DECISIÓN.
C
ató
lica
m
m
4.ESCALA DE PRODUCCIÓN
DE PLANTA
“El volumen es la velocidad real de producción durante cierto periodo
de tiempo” (Roger G. Schroeder). Este concepto es relevante, dado
que se suele confundir la velocidad de producción y el volumen. Éste
por sí mismo, no es capaz de determinar el potencial de la
organización para producir y si coincide con la capacidad, es sólo una
estadística de volumen y no una constante que se debe dar.
C
ató
lica
m
m
4.ESCALA DE PRODUCCIÓN
DE PLANTA
El volumen de producción debe ser medido en unidades de producción por periodo de tiempo,
Litros de bebida al año
Barriles de cerveza al mes
Toneladas de cobre al año
Número de pacientes atendidos por día
Metros cúbicos de agua al mes
C
ató
lica
m
m
En momentos extraordinarios, se podrían tomar decisiones coyunturalesreferentes a aumentos del volumen que no necesariamente perduraránen el tiempo, sino que son más que nada estacionales, Tales como:
1. Aumento de la capacidad planta efectiva: esto debiese hacerseprevio análisis exhaustivo. ¿Realmente la compañía necesitaaumentar su capacidad permanentemente?. Ya que requiere muchotiempo y costos económicos que podrían hacer a esta alternativainviable y donde además se debe considerar que el aumento dedemanda puede ser sólo temporal, por lo que no sería necesario nióptimo.
2. Aumento de los recursos de la planta: Otra decisión pasa por elaumentar los recursos para poder satisfacer la demanda extra sinaumentar la capacidad efectiva de la planta y en la medida de que lasinstalaciones así lo permitan
4.ESCALA DE PRODUCCIÓN
DE PLANTA
C
ató
lica
m
m
3. Externalización: otra alternativa sería comprar el producto o serviciorequerido extraordinariamente a un tercero para poder cumplir conlos nuevos requerimientos del mercado.
Caso contrario, cuando existen tiempos muertos en la producción dadauna reducción en la demanda temporal, la empresa podría tomarcaminos de decisión respecto a aquello también como:
1. Reducir la capacidad efectiva de la planta.
2. Reducir los recursos de la planta.
3. Arrendar recursos.
4.ESCALA DE PRODUCCIÓN
DE PLANTA
C
ató
lica
m
m

El volumen de producción de una firma no es una variable al azar, sino que se encuentra relacionado y determinado por las siguientes variables:
1. Capacidad.
2. Demanda.
3. Costos.
4. Comportamiento de la competencia.
4.ESCALA DE PRODUCCIÓN
DE PLANTA
C
ató
lica
m
m

5. PLANEACIÓN DE LA
CAPACIDAD DE SERVICIO.
C
ató
lica
m
m
5. PLANEACIÓN DE LA
CAPACIDAD DE SERVICIO.
Comparando con la capacidad en manufactura, lacapacidad del servicio depende más del tiempo y dela ubicación. Está sujeta a fluctuaciones de lademanda más volubles y su utilización tiene unimpacto directo en la calidad del servicio
C
ató
lica
m
m

Tiempo: A diferencia de los bienes, la capacidad tiene que estardisponible para producir un servicio en el momento en que se requiere.
Ubicación: En general la ubicación es un tema de costo-oportunidad, endonde se busca facilitar el acceso a los clientes.
Volubilidad de la demanda: La volubilidad de la demanda puede ser explicada por tres aspectos:
Los servicios no pueden ser almacenados.
Los clientes interactúan directamente con el sistema deproducción.
La demanda se ve directamente afectada por elcomportamiento del cliente.
5. PLANEACIÓN DE LA
CAPACIDAD DE SERVICIO.
C
ató
lica
m
m
La planeación de los niveles de capacidad para los servicios debe teneren cuenta la relación diaria entre la utilización del servicio y la calidaddel mismo.
Según Haywood-Farmer y Nollet, distinguen tres puntos críticos entretasa de llegada de clientes y prestación de servicio:
El mejor punto operacional es cerca del 70% de la capacidad máxima.
En la zona crítica los clientes son procesados por el sistema, pero la calidad disminuye.
Por encima de la zona crítica las filas aumentan y es posible que los clientes nunca sean atendidos.
5.1. UTILIZACIÓN DE LA CAPACIDAD Y CALIDAD
DEL SERVICIO.
C
ató
lica
m
m
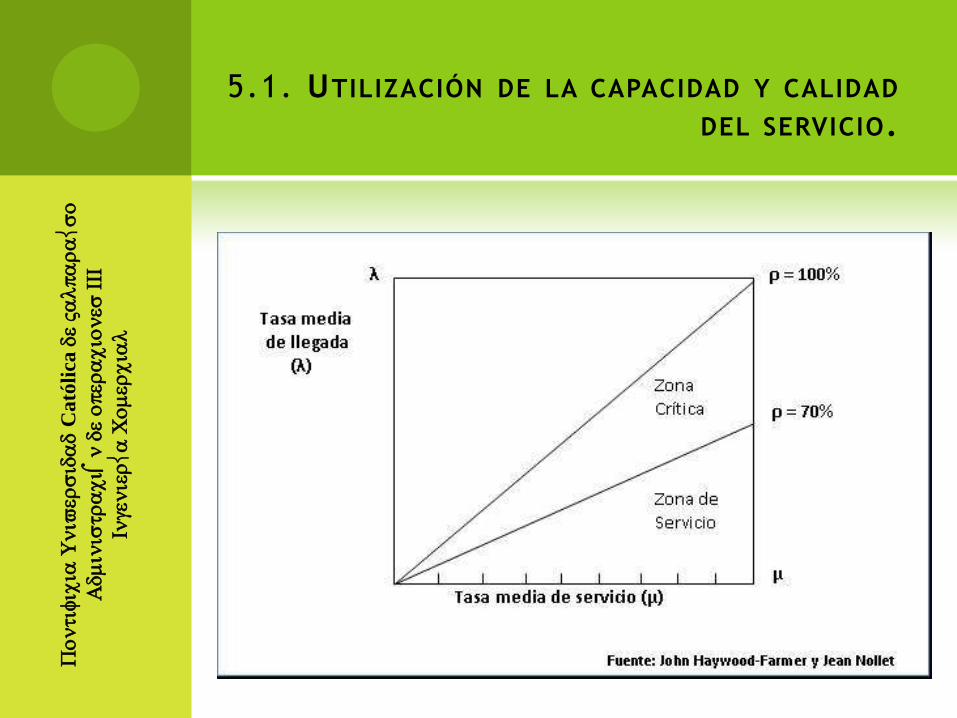
La planeación de los niveles de capacidad para los servicios debe teneren cuenta la relación diaria entre la utilización del servicio y la calidaddel mismo.
Según Haywood-Farmer y Nollet, distinguen tres puntos críticos entretasa de llegada de clientes y prestación de servicio:
El mejor punto operacional es cerca del 70% de la capacidad máxima.
En la zona crítica los clientes son procesados por el sistema, pero la calidad disminuye.
Por encima de la zona crítica las filas aumentan y es posible que los clientes nunca sean atendidos.
5.1. UTILIZACIÓN DE LA CAPACIDAD Y CALIDAD
DEL SERVICIO.
C
ató
lica
m
m
5.1. UTILIZACIÓN DE LA CAPACIDAD Y CALIDAD
DEL SERVICIO.
C
ató
lica
m
m
La tasa de utilización óptima depende específicamente del contexto,
distinguiéndose:
Tasas bajas: apropiadas cuando tanto el grado de incertidumbre
como lo que está en juego son muy altos. (Ej. Urgencia en
Hospitales).
Tasas altas: Los servicios relativamente predecibles, como los
trenes, pueden planear su utilización casi al 100%.
Sobrecapacidad: existe otro grupo que se ve favorecido con un
exceso de clientes, ya que esto les permite mejorar su imagen
como un servicio extremadamente demandado.
5.1. UTILIZACIÓN DE LA CAPACIDAD Y CALIDAD
DEL SERVICIO.
C
ató
lica
m
m
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
Muchos servicios comienzan con una unidad y crecen mediante la
adición de unidades similares en ubicaciones diferentes. Este
crecimiento puede pasar por cuatro etapas en su ciclo de vida1:
1. Etapa Empresarial.
2. Racionalización de multilocales.
3. Crecimiento.
4. Madurez.
C
ató
lica
m
m
1. Clasificación basada en un estudio realizado por Sasser, Olsen y Wyckoff
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
1. Etapa Empresarial. La expansión de la capacidad consiste en la
adición de equipo y personal en el sitio actual para satisfacer la
demanda creciente. Los temas de la planeación giran alrededor de:
El coso del equipo
Cómo la adición de equipo y de personal, en instalaciones ya estrechas, afectará la entrega del servicio.
Las empresas utilizar dos estrategias para afrontar la demandaaltamente voluble:
Cultivar la habilidad de trasladar recursos. (Ej. L. multifacéticos)
Recurrir a la co-producción con el cliente. (Ej. Dispensador)
C
ató
lica
m
m
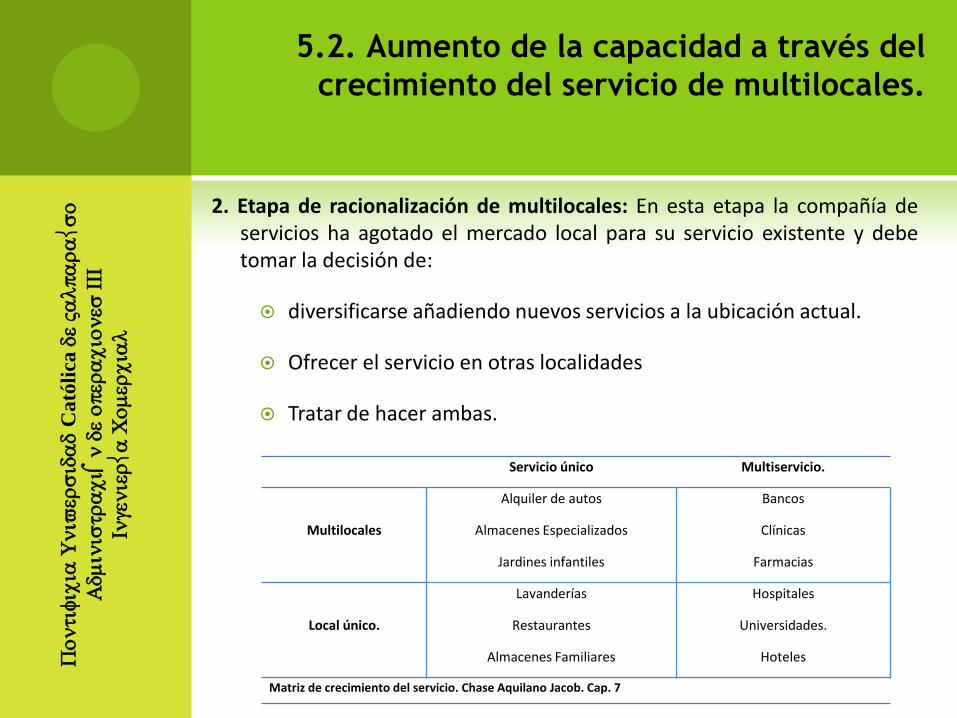
2. Etapa de racionalización de multilocales: En esta etapa la compañía deservicios ha agotado el mercado local para su servicio existente y debetomar la decisión de:
diversificarse añadiendo nuevos servicios a la ubicación actual.
Ofrecer el servicio en otras localidades
Tratar de hacer ambas.
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
C
ató
lica
m
m
Servicio único Multiservicio.
Alquiler de autos Bancos
Multilocales Almacenes Especializados Clínicas
Jardines infantiles Farmacias
Lavanderías Hospitales
Local único. Restaurantes Universidades.
Almacenes Familiares Hoteles
Matriz de crecimiento del servicio. Chase Aquilano Jacob. Cap. 7
2.1. Economías y desconomías a escala en multilocales
Economías.
Cuando la capacidad de un servicio en un lugar determinado seincrementa
Al añadir locales las economías a escala son más limitadas
Deseconomías
Añadir un local no aumenta el tamaño de planta.
Con muchos locales se torna inmanejable el control, agregandocomplejidad.
Economía de Alcance
Oferta de servicios relacionados (recursos comunes).
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
C
ató
lica
m
m
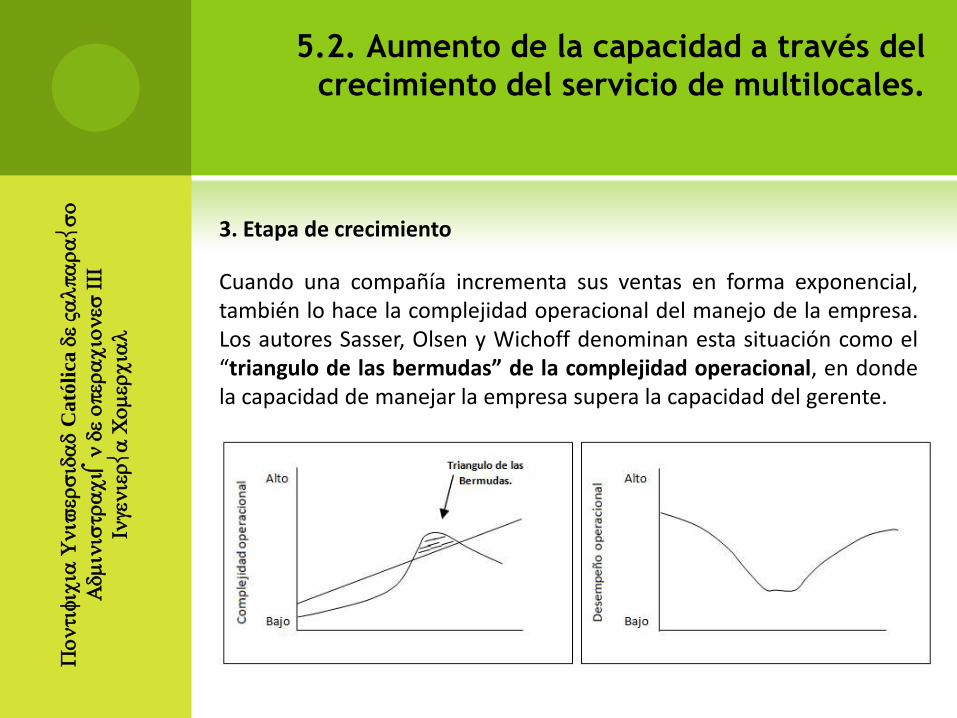
3. Etapa de crecimiento
Cuando una compañía incrementa sus ventas en forma exponencial,también lo hace la complejidad operacional del manejo de la empresa.Los autores Sasser, Olsen y Wichoff denominan esta situación como el“triangulo de las bermudas” de la complejidad operacional, en dondela capacidad de manejar la empresa supera la capacidad del gerente.
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
C
ató
lica
m
m
4. Etapa de madurez
Cuando la compañía ha aprovechado gran parte de su mercado
potencial, las eficiencias operacionales se vuelven particularmente
importantes en la medida que la competencia se basa en gran parte en
los precios. Los temas de capacidad se refieren principalmente a
remodelación y reemplazo. Sin embargo, en ocasiones también puede
ser necesario modificar el concepto de servicio, donde la capacidad
debe ser capaz de adaptarse.
5.2. Aumento de la capacidad a través del
crecimiento del servicio de multilocales.
C
ató
lica
m
m


















