Toyota Kata Case Study -...
39
Toyota Kata – Case Study
Transcript of Toyota Kata Case Study -...

Toyota Kata – Case Study

Contents
Cloyes Company Background
Continuous Improvement Journey
Why Kata?
Kata Implementation
Kata Results
Future Plans
Lessons Learned
2

MESH NAPERVILLE IL
CLOYES GEAR OEM Sales/Engineering
Royal Oak, MI
CLOYES GEAR PARIS AR
CLOYES GEAR SUBIACO AR
FT. SMITH FT. SMITH AR
OEM PM PRODUCTS
OEM KITTING
CLOYES MEXICO AGU. MEXICO
DISTRIBUTION CENTER
ROLLER, TRANSMISSION & IT CHAIN
OEM SUPPORT DISTRIBUTION CENTER
MANUFACTURING HEADQUARTERS
FORT SMITH, ARKANSAS
OEM MACHINED PRODUCTS
Company Structure A) ROYAL OAK MI – ENGINEERING & SALES
B) NAPERVILLE IL – AFTERMARKET CHAIN
C) PARIS AR – MACHINING
C) SUBIACO AR – POWDERED METAL
C) FT. SMITH AR – HEADQUARTERS &
DISTRIBUTION
D) AGUASCALIENTES MEX - DISTRIBUTION
C
A B
D
900+
employees
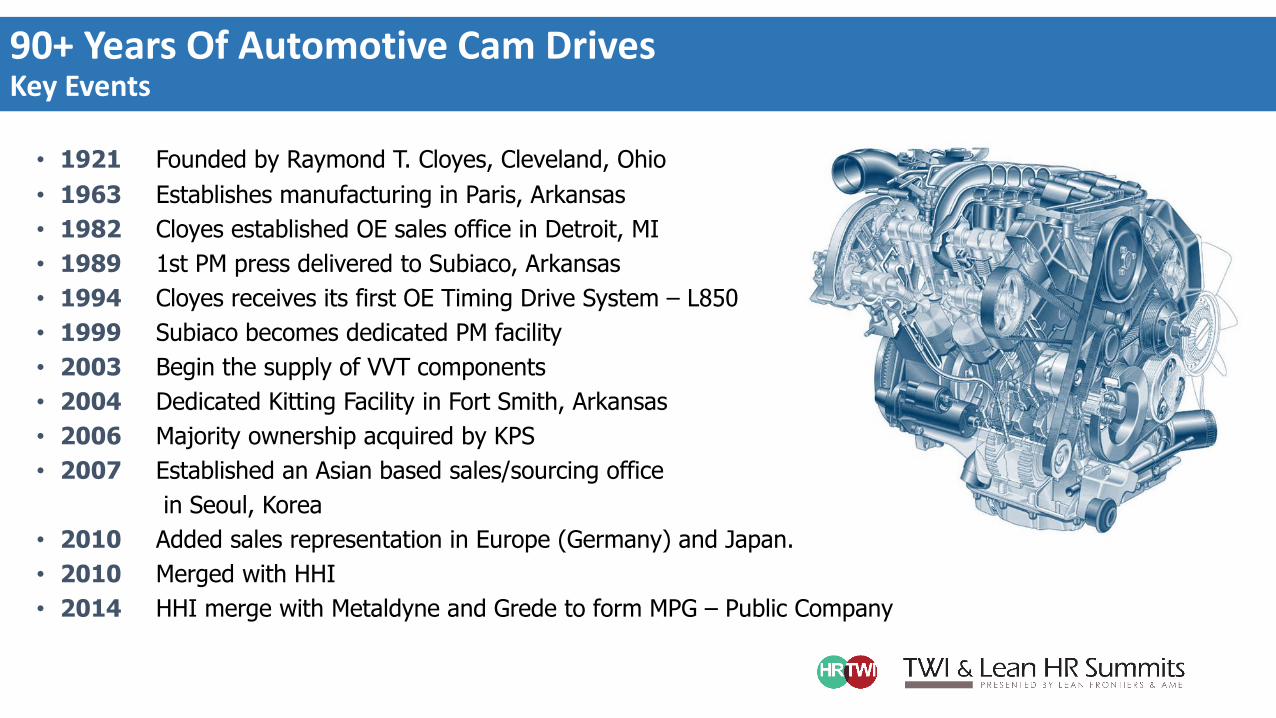
90+ Years Of Automotive Cam Drives Key Events
• 1921 Founded by Raymond T. Cloyes, Cleveland, Ohio
• 1963 Establishes manufacturing in Paris, Arkansas
• 1982 Cloyes established OE sales office in Detroit, MI
• 1989 1st PM press delivered to Subiaco, Arkansas
• 1994 Cloyes receives its first OE Timing Drive System – L850
• 1999 Subiaco becomes dedicated PM facility
• 2003 Begin the supply of VVT components
• 2004 Dedicated Kitting Facility in Fort Smith, Arkansas
• 2006 Majority ownership acquired by KPS
• 2007 Established an Asian based sales/sourcing office
in Seoul, Korea
• 2010 Added sales representation in Europe (Germany) and Japan.
• 2010 Merged with HHI
• 2014 HHI merge with Metaldyne and Grede to form MPG – Public Company

Advanced Machining and Assembly
Aluminum Die Casting
Forging and Related Machining
Iron Casting and Related Machining
Powder Metal and Related Machining
Administrative/Sales/Engineering
Warehouse
Premier Asset Base Positions MPG for Global Growth
Highly Valuable Global Manufacturing Footprint
U.S.
Mexico
Brazil
England
Spain
France
Czech Republic
Germany
China
India
South Korea
61 locations
Ability to meet anticipated growth by adding select equipment
Combined manufacturing, technical and commercial footprint across four continents
Serves customers’ global Powertrain manufacturing needs
Geographic Footprint Advantages
Luxembourg
Japan


Powdered Metal Subiaco, Arkansas
177,000 sq. ft. facility
~420 Employees
Sales
2013 - $51.0 million 2014 - $53.8 million 2015 - $54.9 million
Products – Focused High Volume Automotive
Transfer case components VVT components Timing drive components Water pump sprockets Balance shaft sprockets Compressor valve plates
7
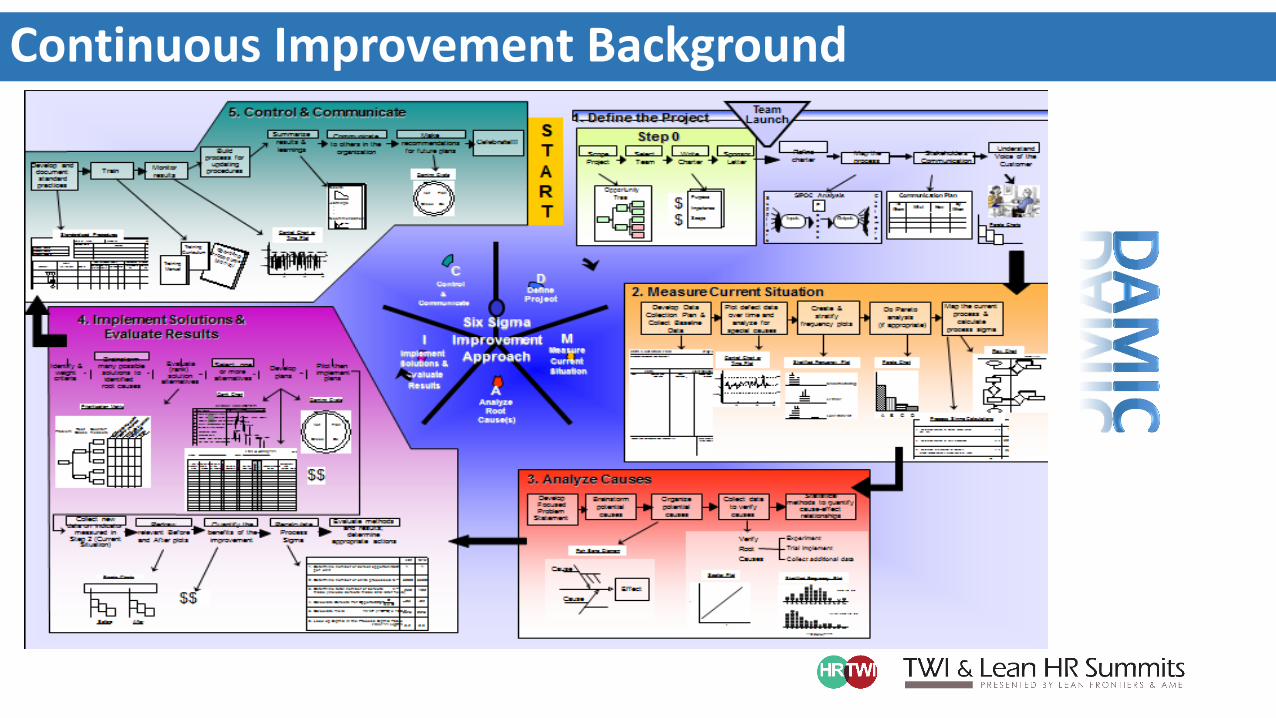
Continuous Improvement Background
CI Journey – Skills Development
• Six-Sigma Green Belt/Black Belt Training: • 2009 – 2016 3 MBB / 12 Black Belts / 24 GBs
• CI projects, Kaizens, Self-direct teams, Go-dos • 100+ Lean driven activities per year
• Leadership & Mentor training • John Maxwell, 21 irrefutable laws
Six Sigma Training is used to identify key employee skills for leadership or technical development & succession planning. It is considered a pre-requisite for advancement.
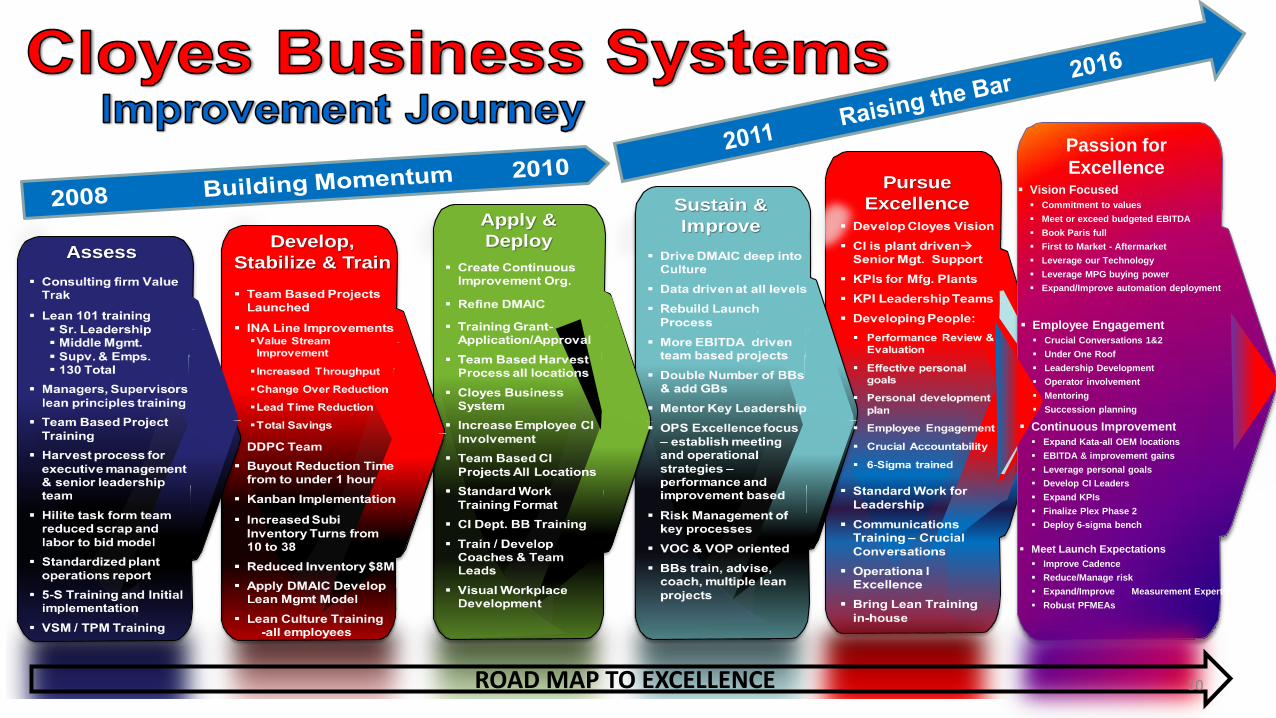
Pursue
ExcellenceSustain &
ImproveApply &
DeployDevelop,
Stabilize & TrainAssess
ROAD MAP TO EXCELLENCE
Passion for
Excellence Vision Focused
Commitment to values
Meet or exceed budgeted EBITDA
Book Paris full
First to Market - Aftermarket
Leverage our Technology
Leverage MPG buying power
Expand/Improve automation deployment
Continuous Improvement
Expand Kata-all OEM locations
EBITDA & improvement gains
Leverage personal goals
Develop CI Leaders
Expand KPIs
Finalize Plex Phase 2
Deploy 6-sigma bench
Meet Launch Expectations
Improve Cadence
Reduce/Manage risk
Expand/Improve Measurement Expertise
Robust PFMEAs
Employee Engagement
Crucial Conversations 1&2
Under One Roof
Leadership Development
Operator involvement
Mentoring
Succession planning
10
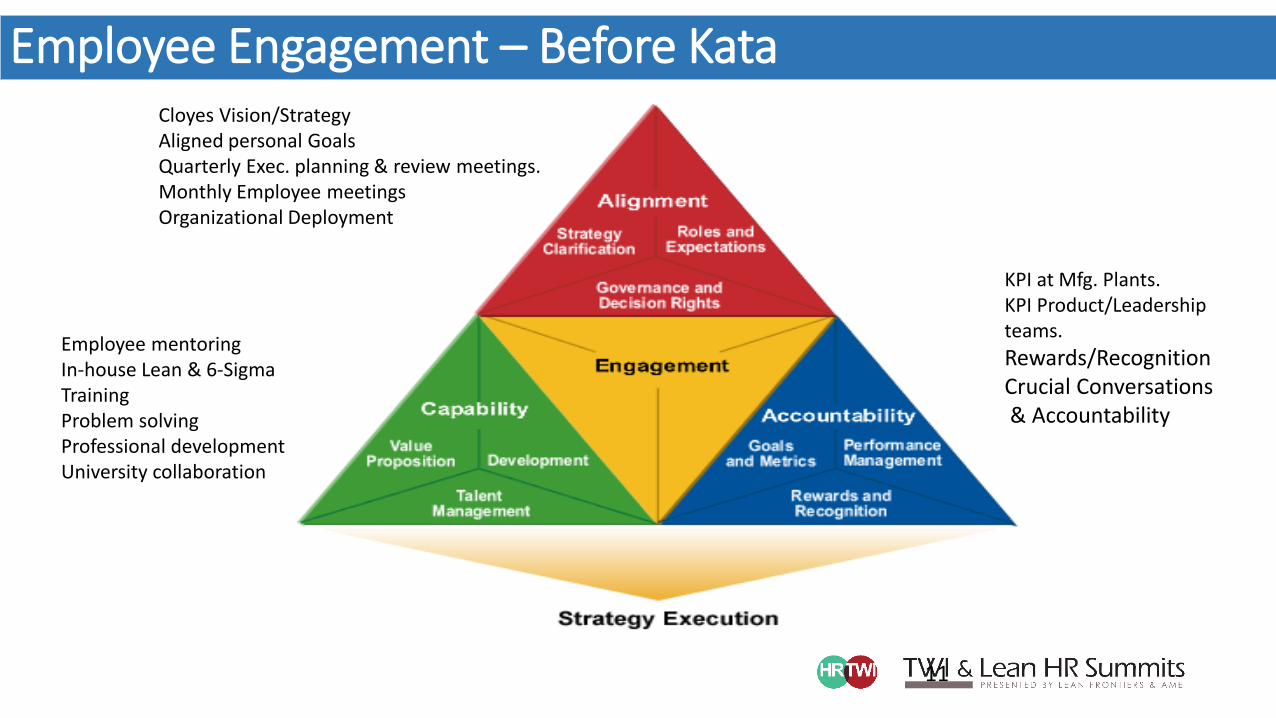
Employee Engagement – Before Kata
11
Cloyes Vision/Strategy Aligned personal Goals Quarterly Exec. planning & review meetings. Monthly Employee meetings Organizational Deployment
KPI at Mfg. Plants. KPI Product/Leadership teams.
Rewards/Recognition Crucial Conversations & Accountability
Employee mentoring In-house Lean & 6-Sigma Training Problem solving Professional development University collaboration

How Do We Improve Improvement Execution & Speed?
• Concerns:
• CI Culture & engagement strongest in Executive Group to middle management.
• Operators want more CI involvement, but can’t get it on a consistent basis.
• Many hours/$ invested in Frontline Supervision training with minimal results in effectiveness beyond the basics (OJT, shop rules, “doing what we are directed to do to improve” , etc.).
• Threats: • Sustaining improvements
• Lose employee confidence/trust---morale erodes.
• Performance and KPIs ‘hit the lid”
12
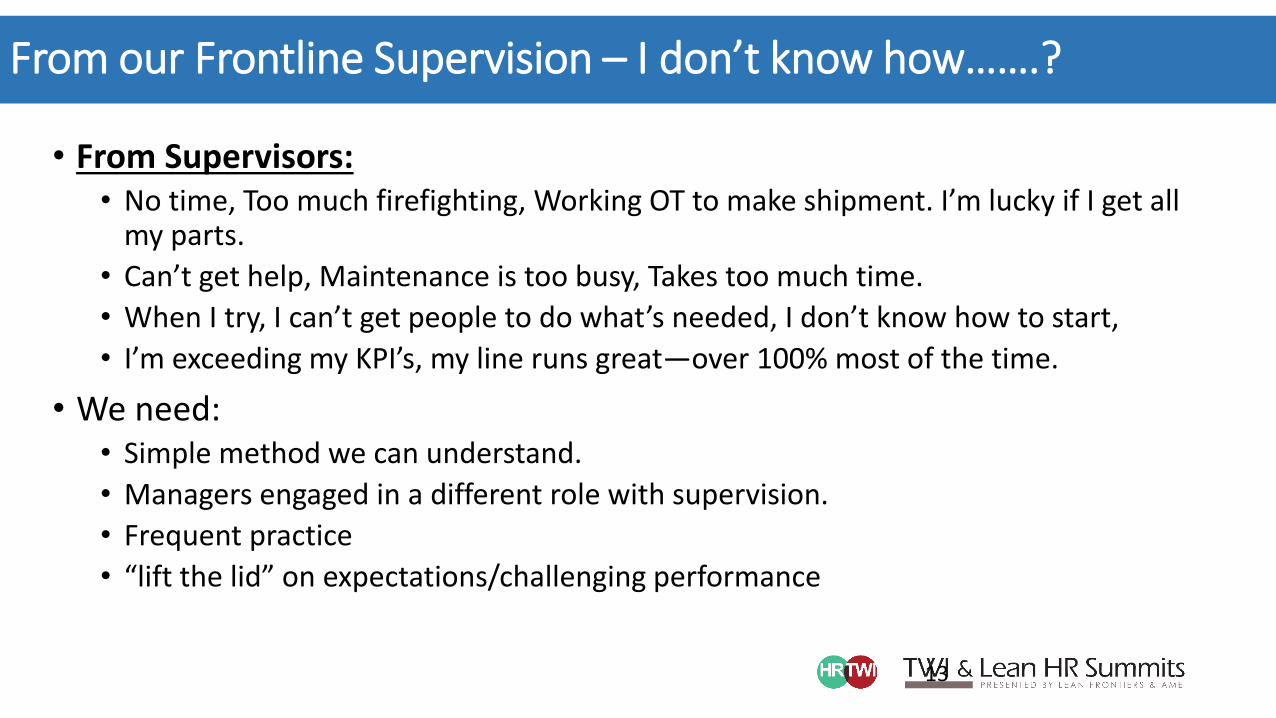
From our Frontline Supervision – I don’t know how…….?
• From Supervisors: • No time, Too much firefighting, Working OT to make shipment. I’m lucky if I get all
my parts.
• Can’t get help, Maintenance is too busy, Takes too much time.
• When I try, I can’t get people to do what’s needed, I don’t know how to start,
• I’m exceeding my KPI’s, my line runs great—over 100% most of the time.
• We need: • Simple method we can understand.
• Managers engaged in a different role with supervision.
• Frequent practice
• “lift the lid” on expectations/challenging performance
13

Kata Deployment 2015
Acknowledgements
15
http://www-personal.umich.edu/~mrother/Homepage.html

Vision Next
Target Condition
Current Condition Obstacles Challenge
CONNECTING STRATEGY & EXECUTION
By Mike Rother 16
Execution Strategy
Leaders establish the organizationʼs strategic concept (the “rallying point” or overall direction)
Managers develop people by coached practice of the Improvement Kata in the direction of the challenge
The role of Challenge in an organization
1 week – 3 months
Successive T/Cs to achieve the
Challenge
Distant
Often General “Principles”
1-3 years
Concrete Hard Metrics

Iterate Toward the Target
Condition T C
C C
Establish the Next Target
Condition Target
Condition
Grasp the Current
Condition
Understand the
Direction
Coach Learner
Kata Structure
LEARNER
© Mike Rother / Improvement Kata Handbook Direction 17
COACH
These are specific PRACTICE ROUTINES to acquire / develop the SCIENTIFIC pattern of
thinking and acting
The COACHING KATA is a practice routine for learning
how to teach the Improvement Kata pattern
The practice routines in this are used to learn the SCIENTIFIC thinking pattern of the Improvement Kata through application practice.

18
CLOYES SUBIACO KATA DEPLOYMENT DEC NOV OCT SEP AUG JUN MAY APR MAR JUL
- VSM - BUZZ - BOOT CAMP #1
- #1 IK/CK - #2 IK/CK - KATA OF KATA CLOYES AG MEMBERS
TEACH 3 SUBJECTS IN BUZZ / BOOT CAMP #2
CLOYES AG MEMBERS TEACH ADDITIONAL
SUBJECTS IN BUZZ / BOOT CAMP #3
CLOYES AG MEMBERS TEACH ALLSUBJECTS IN BUZZ / BOOT
CAMP #4
TOTAL IK / CK: - #1 - #2
- VSM - BUZZ - BOOT CAMP #2
- #3 IK/CK - #4 IK/CK
TOTAL IK / CK: - #1 - #2 - #3 - #4
- VSM - BUZZ - BOOT CAMP #3
- #5 IK/CK - #6 IK/CK
TOTAL IK / CK: - #1 - #2 - #3 - #4 - #5 - #6
- VSM - BUZZ - BOOT CAMP #4
- #7 IK/CK - #8 IK/CK
TOTAL IK / CK: - #1 - #2 - #3 - #4 - #5 - #6 - #7 - #8 - #9
9 KATA DELPOYED IN 9 MONTHS

Team Structure
19
Advance Group:
John Brandt VP Quality/CI
Ronnie Adkison Dir HR
Brad Nelms Dir Engineering
Randy Blaschke Plant Mgr.
Glen Inman Plant Quality Mgr.
William Childs M.E. Manager
Leroy Ramsey Mfg. Mgr.
Brandon Brown W3 Group
Bill Kraus AR Economic Dev. Commission
Sprocket Machine Line 2
Bubba Cooper – Mfg. Mgr.
William Child – Mfg. Eng.
Glen Inman – Quality Mgr.
Line leaders – all 3 shifts
Operators
Sprocket Machine Line 1
Leroy Ramsey – Mfg. Mgr.
Kent Bauer – Mfg. Spv.
Jon Gentry – Asst. Plant Mgr.
Line Leaders – all 3 shifts
Operators


SUBIACO KATA DEPLOYMENT
21
VALUE STREAM MAPPING
BUZZ ELECTRONICS WORKSHOP
KATA BOOT CAMP
MARCH 2015 BILL KRAUS – EXTERNAL KATA COACH/INSTRUCTOR
BRANDON BROWN– EXTERNAL MASTER KATA COACH
22
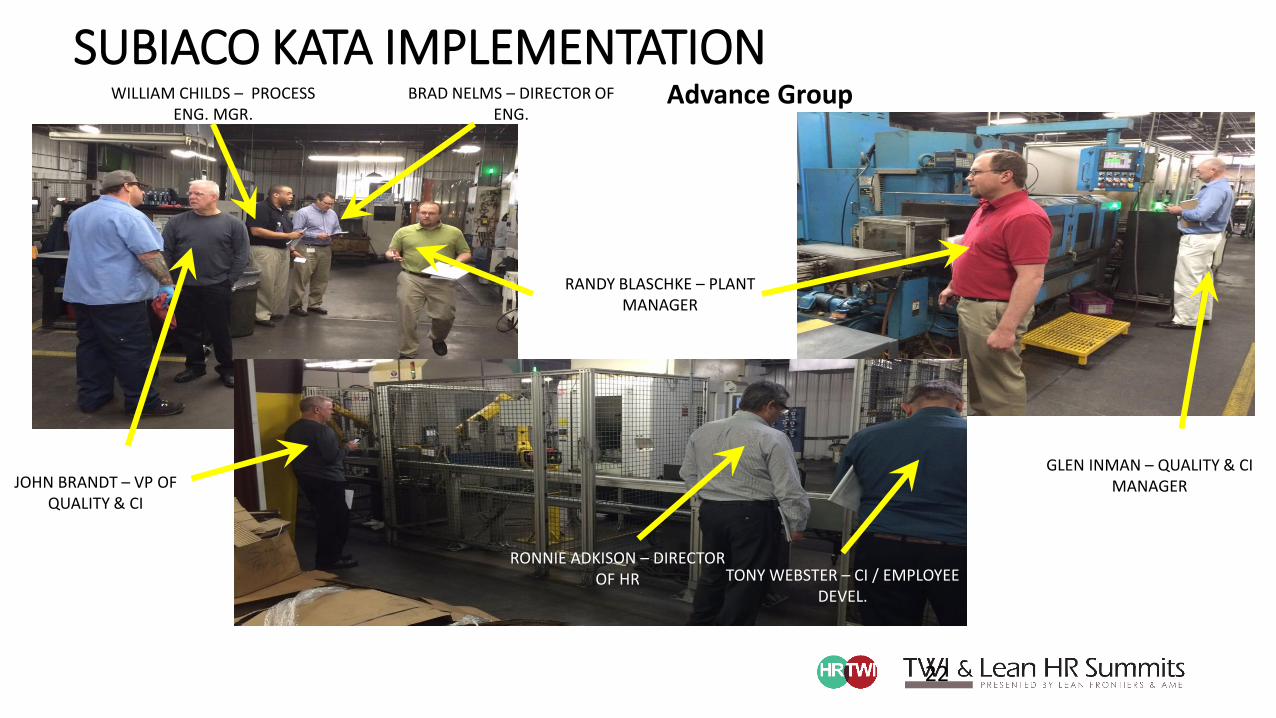
SUBIACO KATA IMPLEMENTATION
JOHN BRANDT – VP OF QUALITY & CI
RANDY BLASCHKE – PLANT MANAGER
RONNIE ADKISON – DIRECTOR OF HR TONY WEBSTER – CI / EMPLOYEE
DEVEL.
BRAD NELMS – DIRECTOR OF ENG.
WILLIAM CHILDS – PROCESS ENG. MGR.
GLEN INMAN – QUALITY & CI MANAGER
Advance Group
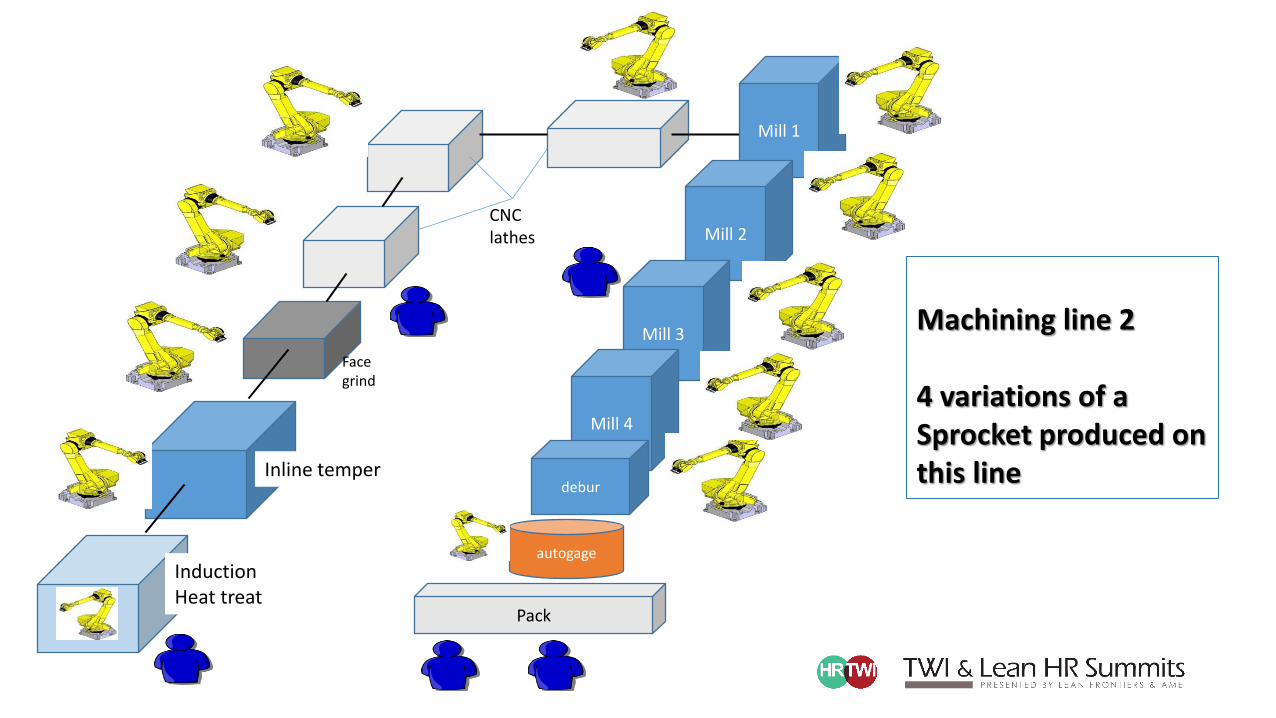
Induction Heat treat
Inline temper
Mill 1
Mill 2
Mill 3
Mill 4
autogage
Pack
debur
Machining line 2 4 variations of a Sprocket produced on this line
Face grind
CNC lathes

24
SUBIACO KATA DEPLOYMENT – Line 2
MARCH 2015
Description Condition Comment
Labor Variance - $ 3,751 Not meeting std.
Scrap 2.85% Not meeting budget
Line rate 220 units / hour Won’t meet customer demand
Overtime Yes Running most Saturdays
Expedites Yes 2 so far in 2015
Condition at Start:

Sprocket Machine Line 2 Kata
Started 3/2015 and ongoing
Key Goals & Measureables
• Improve daily out put By ~ 30% to 2K in 8 • Reduce scrap to 2%. • Eliminate Saturday work • Build favorable labor variance • Build Coaching capability to proficient level
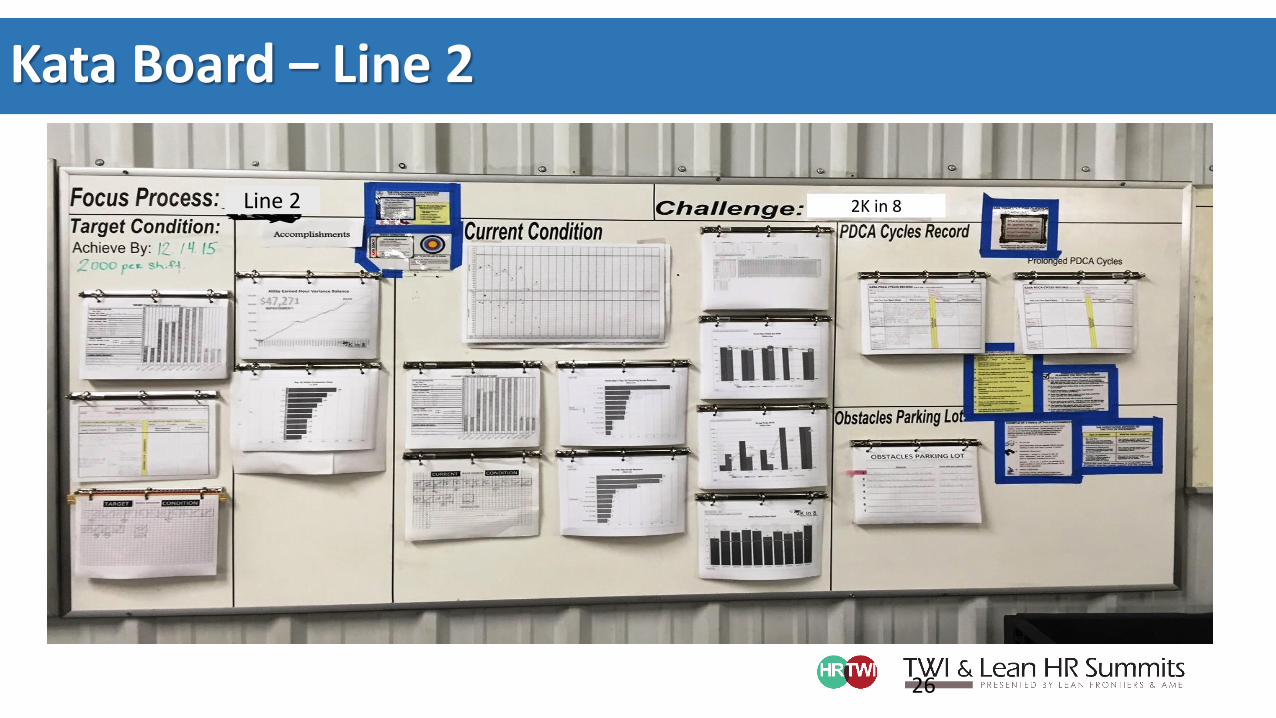
Kata Board – Line 2
26
2K in 8 Line 2
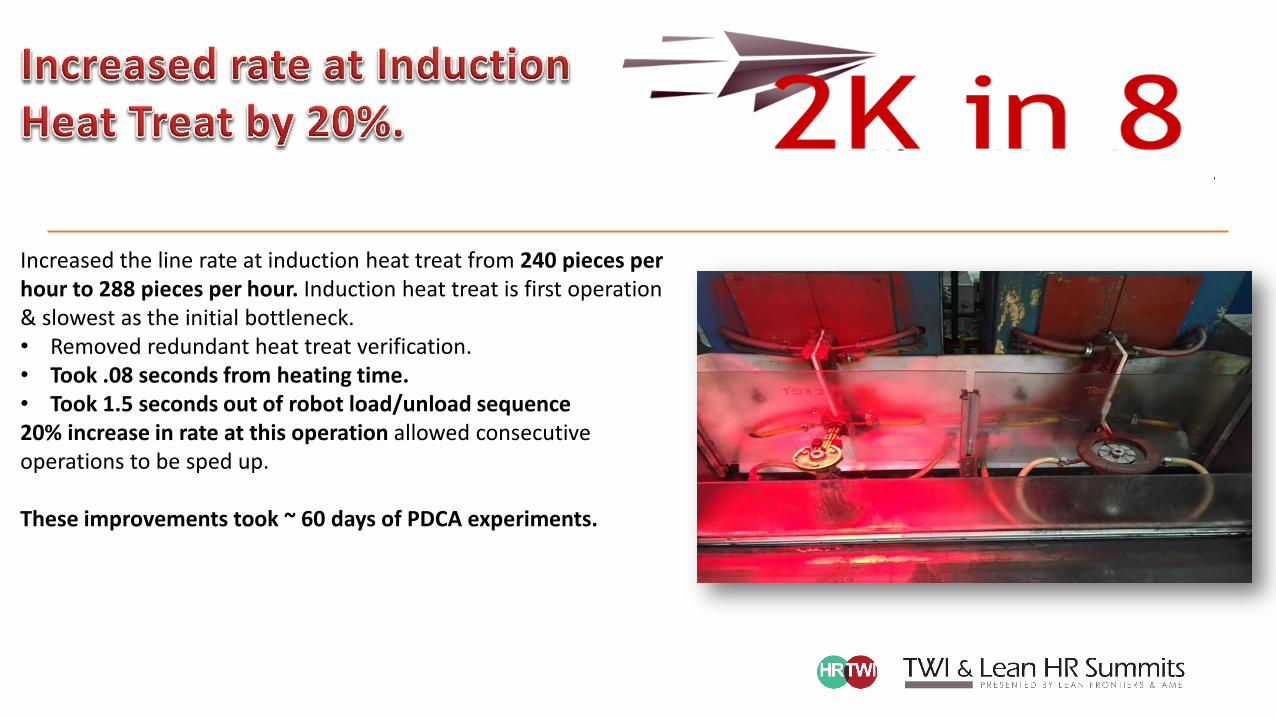
Increased the line rate at induction heat treat from 240 pieces per hour to 288 pieces per hour. Induction heat treat is first operation & slowest as the initial bottleneck. • Removed redundant heat treat verification. • Took .08 seconds from heating time. • Took 1.5 seconds out of robot load/unload sequence 20% increase in rate at this operation allowed consecutive operations to be sped up. These improvements took ~ 60 days of PDCA experiments.

28 Losing Money
Results Through 2015
Improvement / Coaching KATA Line 2
Metric Improvement
Line rate per hour 220 units to 285 units
+29.5%
Scrap % 2.85% to 2.0%
Average Pieces Packed/24hr 4,123 pcs to 5969 pcs
+45%
Units/Labor Hr. 33 units to 47
+30%
Labor cost vs. bid $3,751 in red (labor loss) vs. $45,800 above
bid. Kata knowledge Beginner to Proficient
Overtime None since June 2015
Line 2

Hone
Pack
Autogage
Soft debur & Pre-heat
Induction Heat treat
Inline temper
Final deburr
Grinders
Autogage
Parts cooling zone
Sprocket Machining line 2
4 variations of parts run on the line

30
SUBIACO KATA DEPLOYMENT Sprocket Machine Line 1
MARCH 2015
Description Condition Comment
Labor Variance + $ 1,680 One of the better performing lines
Scrap 2.93% Not meeting budget
Line rate 268 units / hour Matches customer demand
Overtime Yes Running occasional Saturday
Expedites No
More Volume Opportunity Customer wants Cloyes to take on ~ 5K more parts/week
Must have another grinder & maybe a new heat treat
Condition at Start:

Sprocket Machine Line 1 Kata
• Started 3/2015 and ongoing
• Improve daily out put By ~ 25% to 8K in a day or 40 in 5! • Reduce scrap to 1%. • Work no more than 1 Saturday a month • No new capital • Get more customer business • Build coaching capability to the proficient level
Key Goals:

Now the team is focused on the start of the process. What was always one of the fastest areas has become one of the slower areas with all of the improvements made down stream. The in-line temper is the issue---how do we increase throughput without risking poor temper results? • Multiple PDCA’s –
• Max’d furnace temp alone won’t work. • Tighter load pattern not enough • Team attacked heat loss by getting more robust
exit door and setting height just a smidge higher than parts.
Now we have a shot at 8,500/day! ~ 52 PDCAs conducted to get to improved condition

33
Results Through 2015
Improvement / Coaching KATA Machining Line 2
Metric Improvement Line rate per hour 268 units to 379 units (26%)
Scrap % 2.93% to 0.5%
Average pieces Packed/24hr 5,400pcs to 7,792 pcs
Efficiency 105.7% to 147.3% (39.3%)
Kata Knowledge Novice to Proficient
Overtime No OT since 8/2015
Fill open Capacity Sales is negotiating to add 4K/week for 2016
which w/b $1 million more sales annually.
Line 2
Transformational Thinking & Behavior
• Line 1 before Kata challenge of 40K in 5: • To increase output significantly we must:
• “have another grinder”, “spend more capital”, “ AG won’t keep up” “more space”, “already over 100%”, “tooth width relief” “scrap improvement from press.”
• Line 2 before Kata challenge of 2K in 8: • To increase output significantly we will need “A new/bigger heat treat machine”, “more capital”,
“rearrange line”, new deburr unit.
• Comments after: “love kata, simpler, doesn’t take too much time, fun, never would have believed we could hit these numbers, happened faster than I thought, my people have more pride, we’re a closer
team”
Kata enables us to move “beyond our current threshold of knowledge and establish a new threshold.”
14

9
Line 1
Line 6
Line 5
Line 2
Line 3 Line 4
Kata lines 1 & 2 continue to Improve & perform at a high rate.
SUBIACO KATA’S PRESENT DAY – FEB 2016
All Kata Lines started in 2015 performing at a high rate!
$0 = the 100% attainment to standard – was raised for 2016 To reflect 2015 improvements
Line 1
Challenge Vision
Target Condition
Target Condition
Target Condition
Next Target
Condition
Next Target
Condition
Next Target
Condition
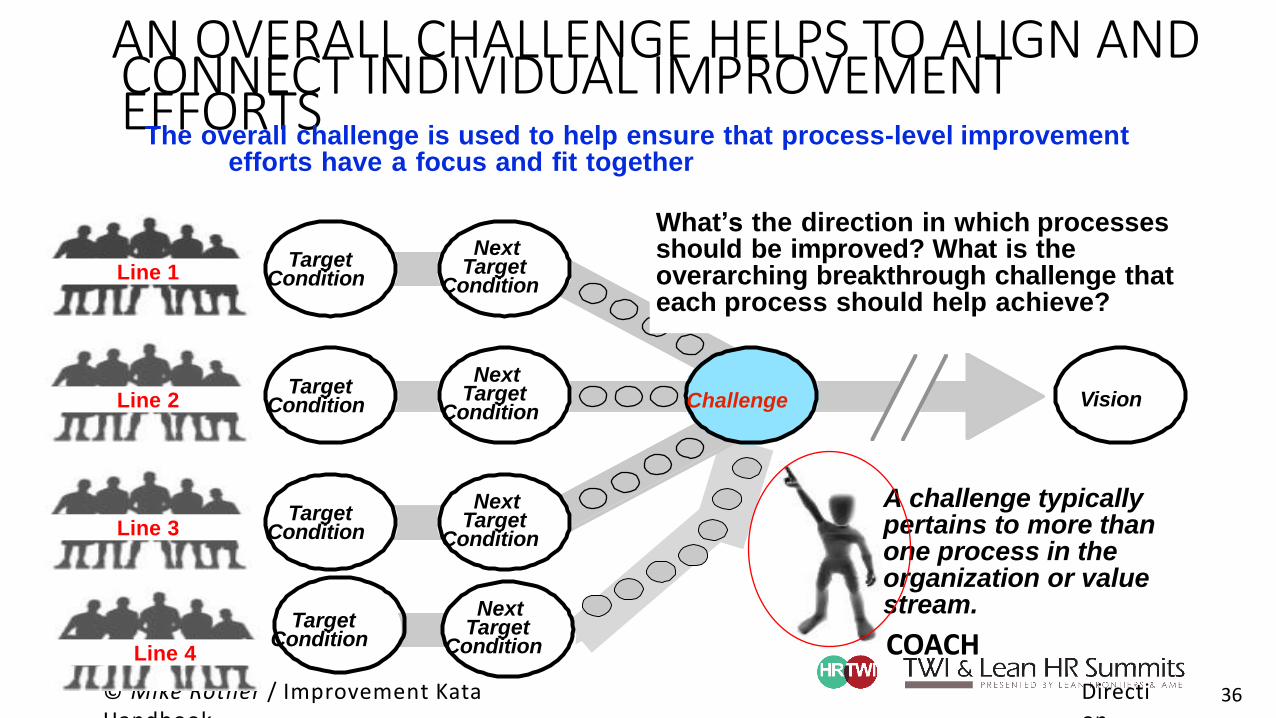
AN OVERALL CHALLENGE HELPS TO ALIGN AND CONNECT INDIVIDUAL IMPROVEMENT EFFORTS
The overall challenge is used to help ensure that process-level improvement efforts have a focus and fit together
A challenge typically pertains to more than one process in the organization or value stream.
Line 2
Line 3
Whatʼs the direction in which processes should be improved? What is the overarching breakthrough challenge that each process should help achieve?
© Mike Rother / Improvement Kata Handbook
Direction
36
Line 4
Target Condition
Next Target
Condition COACH
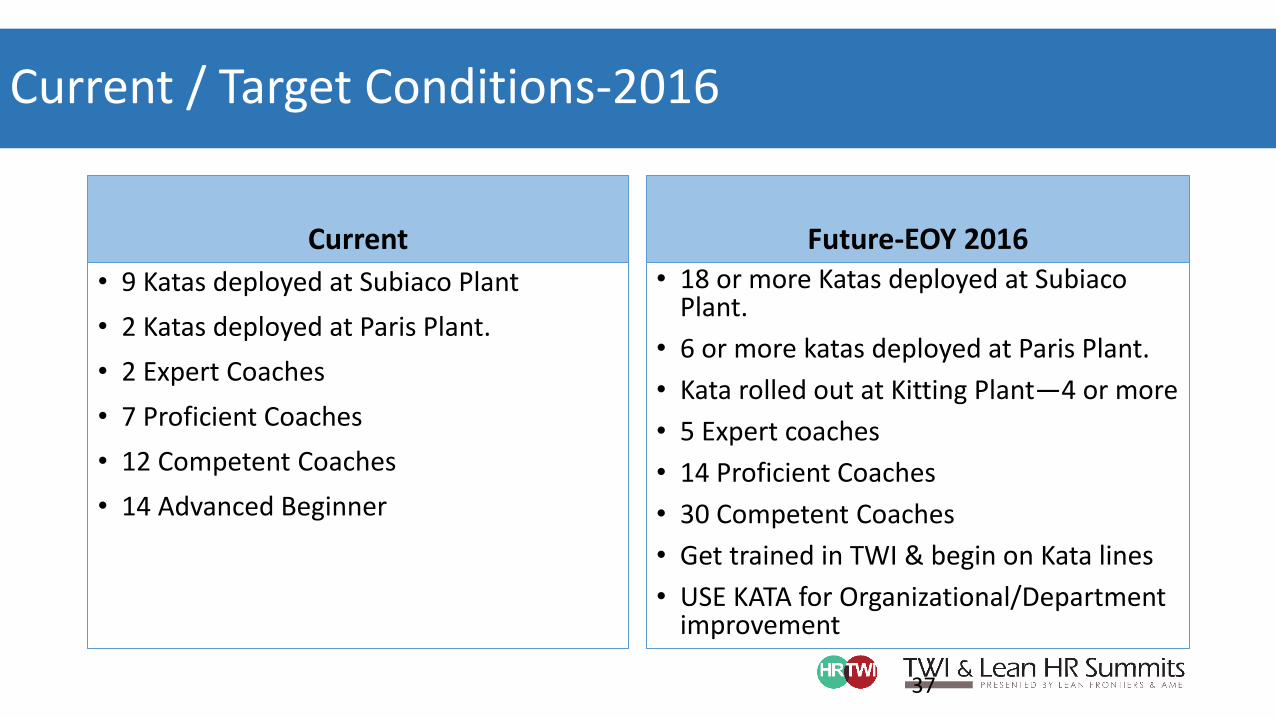
Current / Target Conditions-2016
Current
• 9 Katas deployed at Subiaco Plant
• 2 Katas deployed at Paris Plant.
• 2 Expert Coaches
• 7 Proficient Coaches
• 12 Competent Coaches
• 14 Advanced Beginner
Future-EOY 2016 • 18 or more Katas deployed at Subiaco
Plant.
• 6 or more katas deployed at Paris Plant.
• Kata rolled out at Kitting Plant—4 or more
• 5 Expert coaches
• 14 Proficient Coaches
• 30 Competent Coaches
• Get trained in TWI & begin on Kata lines
• USE KATA for Organizational/Department improvement
37
Some Lesson’s Learned 1. What would you do differently
1. Do the Buzz Workshop or simulation training over 2 days instead of 1.
2. Have new coaches participate in active Kata’s for 2 – 4 weeks prior to Buzz and Bootcamp.
3. Establish the “fully implemented Kata” vision earlier.
4. Include more operators in the Buzz workshops.
2. What would you do more of? 1. Get more Kata awareness and understanding on the back shifts earlier.
2. More training on elements of a good or true PDCA & more practice.
3. More training on establishing target conditions.
4. More in-depth Coach training
3. What 3 things do you like best about Kata? 1. It’ the true spirit of continually improving through daily, rapid PDCAs.
2. We get more ideas and input from our operators .
3. It’s Developmental—it’s a methodology that develops the learners ability to problem solve and not just to get results.
4. It allows a meaningful dialogue and relationship to develop between manager (coach) & supervisor (learner).
5. Its transferrable: It structured in a manner that it can be passed throughout an entire organization while staying consistent from line to line.
38

39
Thank You