Torch Height Control (THC) Manual - FlashCut CNC · 1 Torch Height Control (THC) Manual Torch to...
10
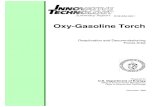
1 Torch Height Control (THC) Manual Torch to Isolation Box Cable Isolation Box to Controller Cable Ohmic Sensor Cable (Optional) The Ohmic Sensor Cable is 25 feet long. One end has female quick connect and the other has a male quick connect. DB-15 (male) Color 1 + Varc Violet 2 - Varc Blue 5 + Start White 6 “OK to start” Red 7 Ohmic sensor Blue (outside) 13 - Start Gray 14 “OK to start” Yellow Minifit Function Color DB 25 4 Ground Black 19 6 Output A- Blue 23 9 Ground/Shield Heat Tube NA 10 Input A White 1 12 Input B Gray 2 13 +5V Red 6 15 Output A+ Violet 10 18 Analog In Yellow 3 Cable Wiring
Transcript of Torch Height Control (THC) Manual - FlashCut CNC · 1 Torch Height Control (THC) Manual Torch to...

1
Torch Height Control (THC) Manual
Torch to Isolation Box Cable Isolation Box to Controller Cable
Ohmic Sensor Cable (Optional)
The Ohmic Sensor Cable is 25 feet long. One
end has female quick connect and the other
has a male quick connect.
DB-15 (male) Color
1 + Varc Violet
2 - Varc Blue
5 + Start White
6 “OK to start” Red
7 Ohmic sensor Blue (outside)
13 - Start Gray
14 “OK to start” Yellow
Minifit Function Color DB 25
4 Ground Black 19
6 Output A- Blue 23
9 Ground/Shield Heat Tube NA
10 Input A White 1
12 Input B Gray 2
13 +5V Red 6
15 Output A+ Violet 10
18 Analog In Yellow 3
Cable Wiring

2
Plug in THC Cables
1) Set up the Torch Height Control Box (Also called the Isolation Box)
Plug in the DB 15 on the “torch to Isolation Box cable” to the
Isolation box.
Plug in the DB 25 on the “Isolation Box to Controller” to the Isolation
Box.
Plug in the Ohmic Sensor Cable (Optional) male quick connect to the
DB 15 female quick connect.
Mount the Isolation Box to the Torch Power Supply
2) Plug the connector from the “torch to Isolation Box cable” into your torch
power supply.
Setting Up the THC Assembly
DB 15 DB 25
ISOLATION
BOX

3
3) Plug in the Mini Fit Molex connector in the Mini I/O slot on the controller
4) Make sure that the Ohmic Sensor Cable is connected to the torch (Optional)

4
Preparing Plasma Table for Use
1) Verify that you meet all electrical power requirements, which are defined
by the torch.
2) Verify that the air compressor is set up correctly.
Is it powerful enough for your needs?
Do you need and air filter or air dryer?
Does it keep pressure at the recommended range? If not, you may
need an additional regulator.
3) Verify that everything is hooked up correctly to the power supply and to
the torch.
4) Verify that the power supply settings are correct, which are material
dependent. On many torches you can change the amperage, air pressure,
and type of cut.
5) It is recommended that an initial test piece is cut when the torch is initially
set up to verify that the torch is working properly with our software. The
test cut can be cutting a short line along an incline.

5
Configuring Flashcut Software to Use THC (Version 4)
1) Install Flashcut Version 4 on your computer
2) Save the CustomVars.txt file to the C drive under ProgramData>FlashCut CNC>FlashCut
CNC 4. The picture below shows what the file looks like. Do not change this file.
3) In the configuration screen under Torch Height Control make sure that “Use Torch Height
Control” is checked. Make sure that the “touch-Off at start” is checked if you are using the
Ohmic Sensor. Refer to the picture below for the recommended settings.
Torch Height Control: References the voltage difference from the tip of the torch to the metal being cut to adjust height Arc Voltage Divisor: ? Pierce Height: The initial height of the torch from the material during pierce Cut Height: Constant height of torch during cut Lock Out Factor: % of the programmed feed rate which turns off THC. This feature may improve cuts around corners. Lock Out Hysteresis: After THC has been locked out, this is the amount (feed rate) that needs to change before THC is initiated again. Touch-Off at Start: The torch will touch the metal as a reference first before piercing when using an Ohmic clip. Feed Rate: The feed rate at which the torch seeks the material for “Touch-Off”. Monitor Input Line: The input line of the Ohmic Sensor Sensing Limit (Z Prog Coord): The distance the torch will move before stopping when seeking the material.

6
4) In the configuration I/O Output screen make plasma output line 1.
5) Configure the input line screen as shown below regarding the “Ohmic Sensor” and “OK to Start”.
Input 19: Function= Control, Description= Ohmic Sensor, Wiring= NC, Debounce= 0.003
Input 20: Function=Control, Description= OK to Start, Wiring= NO, Debounce= 0.001
Configure “debounce during motion” to 115, and “debounce when idle” to 0.250

7
6) Make two M-Codes to Control Output Lines
a) M-50: Description= Torch On, Program Line First Action= M-Cd, Delay= 0.5, Ln1= 1
b) M-51: Description= Torch Off, Program Line First Action= M-Cd, Delay= 0, Ln= 0
Make two M-Codes to Execute Macros. Copy the pictures below. a) M-80: Description= Start ATHC b) M-81: Description= Stop ATHC
M-81 M-80

8
7) Edit the M-Code Execution screen as shown below
8) If you want to use cutter compensation, then make tools in the “tool library” with the proper
kerf diameter depending upon the settings and material you are cutting. Ignore this step if
cutter compensation is not being used.
9) You should be ready to cut!

9
Z-Axis Lifter Features
Features:
Fast
Anti-Backlash
Robust (Works with torch or router)
Adjustable torch position
Magnetic Breakaway attached to input line sensing for superior torch protection
and safety
This picture shows the input line hooked up to the magnetic breakaway

10
This picture shows the functionality of the magnetic breakaway.


















