
TNC 4xx TNC 320 - araxe.comaraxe.com/docs/CN/programmation/Qparams/ParamQ_cours.pdf · Utilisation...
48
TNC 4xx iTNC 530 TNC 320
Transcript of TNC 4xx TNC 320 - araxe.comaraxe.com/docs/CN/programmation/Qparams/ParamQ_cours.pdf · Utilisation...

TNC 4xxiTNC 530TNC 320

Utilisation des paramètres Q dans les programmes
Programmation paramétrée HEIDENHAIN 1.1
Programmation de familles de pièces
Programmation de formes mathématiques en 2D (ellipse, parabole, sinusoïde, etc…
Programmation de formes 3D complexes(cylindre, cône, tronc de cône, sphère, etc…
Données paramétrables
Programmation paramétrée HEIDENHAIN 1.1
Positionnements :
• Coordonnées de X, Y, Z, IV, V (ex. L X +Q… Y +Q…)
• Avance F (ex. F Q…)
• Rayon polaire PR
• Angle polaire PA (ex. LP PR +Q… PA +Q…)
Centre cercle ou pôle :
• Coordonnées X, Y, Z, IV, V (ex. CC X +Q…Y +Q…)
Définition d’outil (TOOL DEF) :
• Numéro d’outil
• Rayon d’outil R
• Longueur d’outil L (ex. TOOL DEF +Q… R +Q… L +Q…)
Appel d’outil (TOOL CALL) :
• Numéro d’outil
• Vitesse de rotation S
• Avance F
• Valeurs Delta DL, DR, DR2 (ex. TOOL CALL +Q… Z S +Q… F +Q… DL +Q…DR +Q… DR2 +Q…)
Arrondi d’angle RND ou chanfrein CHF :
• Rayon d’arrondi R et avance F (ex. RND R +Q… F +Q…)
• Longueur chanfrein et avance F (ex. CHF +Q… F +Q…)
Définition de cycles fixes :
• Distance d’approche, passe, profondeur, temporisation, saut de bride, coordonnée surface pièce
• Longueur, largeur de rainure et poche circulaire
• Avances de plongée et travail
• Décalages d’origine (Cycle 7 POINT ZERO)
• Rotation du système de coordonnées (Cycle 10 ROTATION)
• Facteur d’échelle (Cycles 11 et 26)
• Plan d’usinage (Cycle 19)
• Initialisation de point de réf. (Cycle 247)
• Tolérance (Cycle 32)
• Fonctions PLANE
Flexk (à partir du Soft 280 476 xx):
• Coordonnées du point final
• Rayon d’un cercle
• Centre d’un cercle, etc…

Groupes de fonctions paramétrées
Programmation paramétrée HEIDENHAIN 1.1-1
Ces fonctions sont accessibles en édition de programme avec la touche
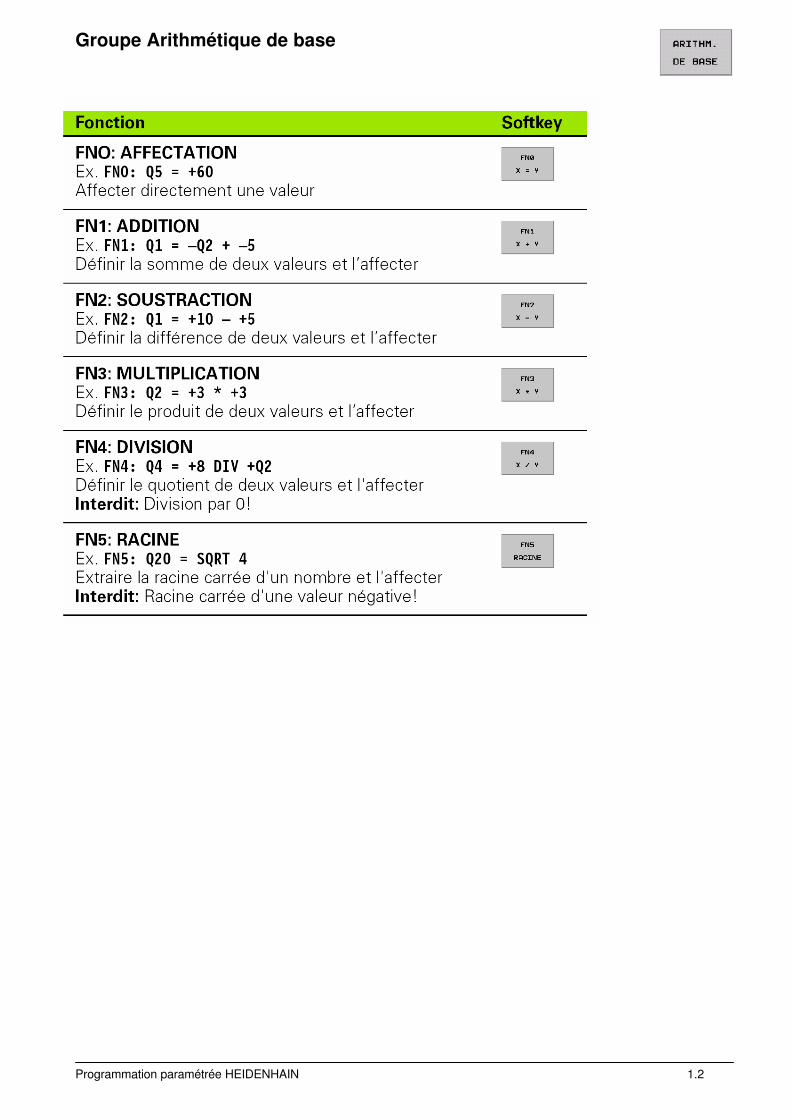
Groupe Arithmétique de base
Programmation paramétrée HEIDENHAIN 1.2

Programmation des fonctions arithmétiques
Programmation paramétrée HEIDENHAIN 1.3

Groupe Trigonométrie
Programmation paramétrée HEIDENHAIN 1.4
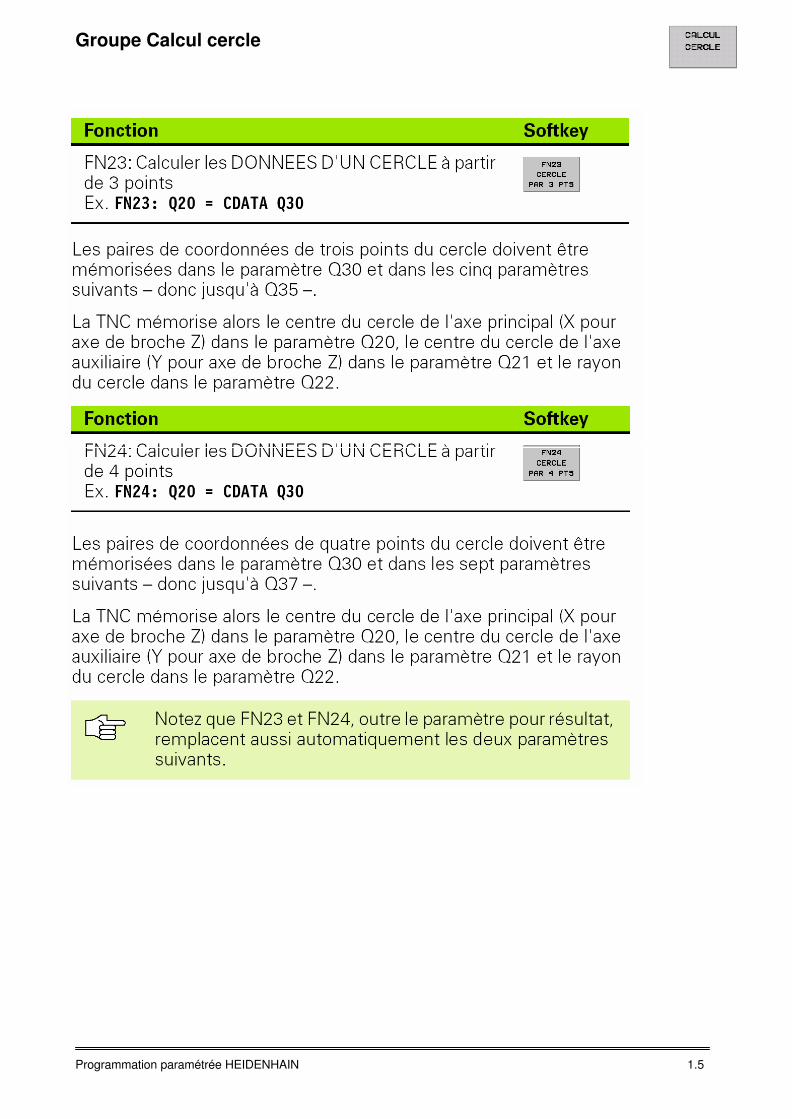
Groupe Calcul cercle
Programmation paramétrée HEIDENHAIN 1.5

Groupe Sauts
Programmation paramétrée HEIDENHAIN 1.6
Abréviations et expressions utilisées
IF (anglais) siEQU (angl. equal) égal àNE (angl. not equal) différent deGT (angl. greater than) supérieur àLT (angl. less than) inférieur à
GOTO (angl. goto) aller à

Groupe Fonctions spéciales
Programmation paramétrée HEIDENHAIN 1.7

Groupe Formule
Programmation paramétrée HEIDENHAIN 1.9

Groupe Formule
Programmation FLEXK HEIDENHAIN 1.10

Tableau des paramètres Q
Programmation paramétrée HEIDENHAIN 1.10-1
N° de paramètre Affectation Initialisé par
Q0…Q99 Libres Programmeur
Q100…Q107 Données externes Automate
Q108 Rayon d’outil actif C.N.
Q109 Axe d’outil
Q110 Fonction M broche
Q111 Marche/arrêt arrosage
Q112 Facteur de recouvrement
Q113 Cotation PGM
Q114 Longueur d’outil actif
Q115 Cote X après palpage
Q116 Cote Y après palpage
Q117 Cote Z après palpage
Q118 Cote axe IV après palpage
Q119 Cote axe V après palpage
Q120 Angle axe A (inclinaison)
Q121 Angle axe B (inclinaison)
Q122 Angle axe C (inclinaison)
Q123…Q199 Fonctions spéciales C.N.
Q200…Q399 Paramètres cycles fixes C.N.
Q400…Q1999 Libres Programmeur

Structure d’un programme paramétré
Programmation paramétrée HEIDENHAIN 1.11
Définition des variables
Calculs
Usinage
Incrémentation
Fin de l’usinage ? (Condition)
LBL
LBL
NON OUI
OU
FIN
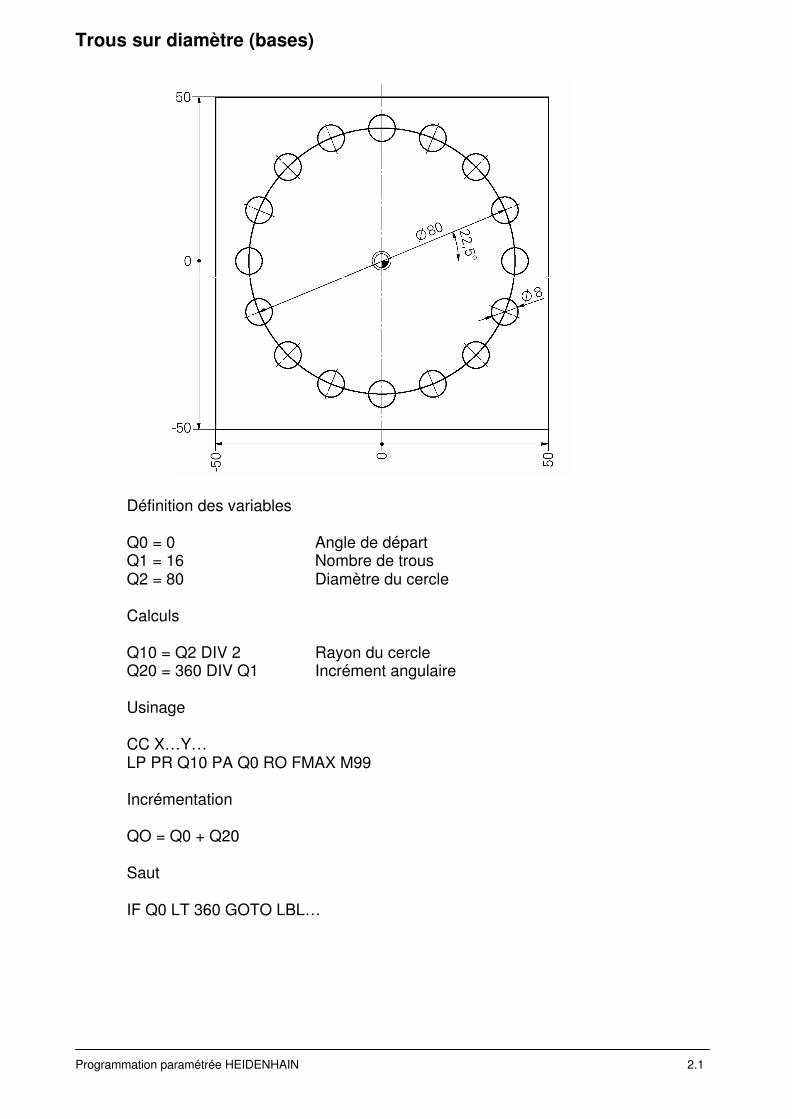
Trous sur diamètre (bases)
Programmation paramétrée HEIDENHAIN 2.1
Définition des variables
Q0 = 0 Angle de départQ1 = 16 Nombre de trousQ2 = 80 Diamètre du cercle
Calculs
Q10 = Q2 DIV 2 Rayon du cercleQ20 = 360 DIV Q1 Incrément angulaire
Usinage
CC X…Y…LP PR Q10 PA Q0 RO FMAX M99
Incrémentation
QO = Q0 + Q20
Saut
IF Q0 LT 360 GOTO LBL…

Exercice : Trous sur diamètre
Programmation paramétrée HEIDENHAIN 2.2

Schéma : Trous sur diamètre
Programmation paramétrée HEIDENHAIN 2.3
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
Cycle de perçage CYCL DEF 200 PERCAGE
Définition des Q0 = … Angle 1er trou
variables Q1 = … Nombre de trous
Q2 = … Diamètre du cercle
Calculs Q10 = … Rayon du cercle
Q20 = … Incrément angulaire
LBL …
Usinage CC X…Y… Pôle coordonnées polaires
LP PR Q…PA Q… R0 FMAX M99 Positionnement, perçage
Incrémentation Q0 = Q0 + Q…
Saut conditionnel FN 12 : IF Q0 LT … GOTO LBL…
Dégagement, fin L Z… R0 FMAX M2
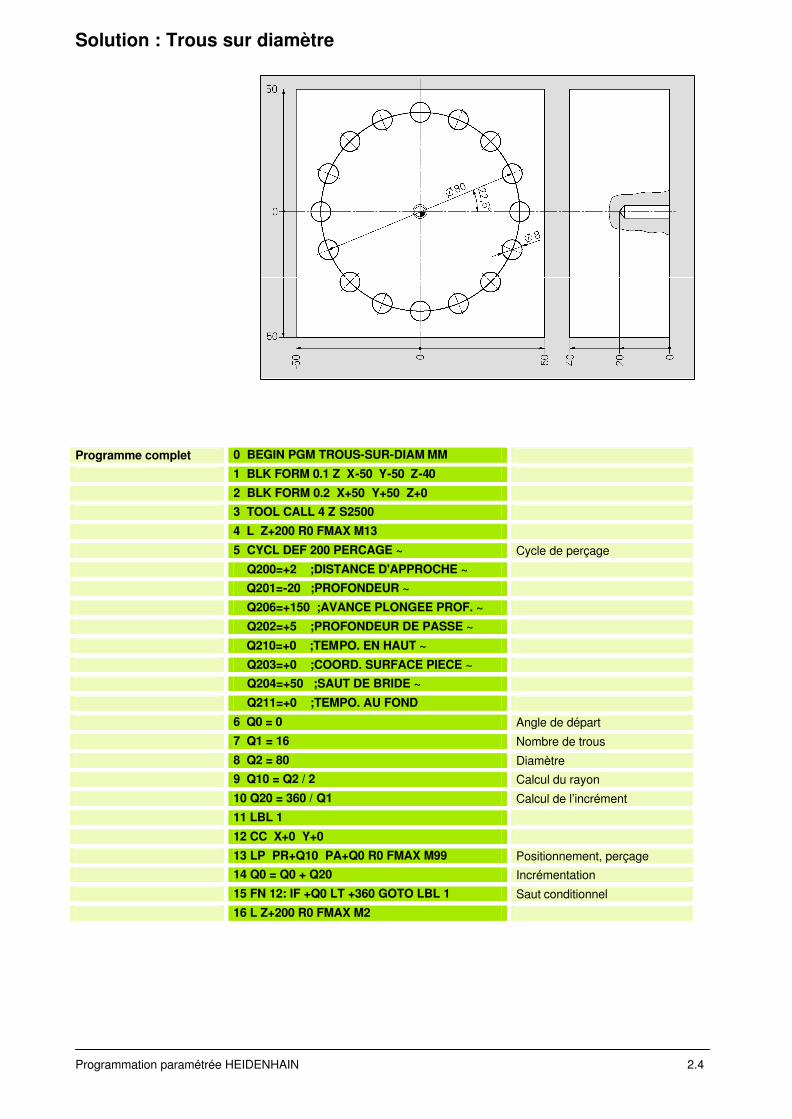
Solution : Trous sur diamètre
Programmation paramétrée HEIDENHAIN 2.4
Programme complet 0 BEGIN PGM TROUS-SUR-DIAM MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-40
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 4 Z S2500
4 L Z+200 R0 FMAX M13
5 CYCL DEF 200 PERCAGE ~ Cycle de perçage
Q200=+2 ;DISTANCE D'APPROCHE ~
Q201=-20 ;PROFONDEUR ~
Q206=+150 ;AVANCE PLONGEE PROF. ~
Q202=+5 ;PROFONDEUR DE PASSE ~
Q210=+0 ;TEMPO. EN HAUT ~
Q203=+0 ;COORD. SURFACE PIECE ~
Q204=+50 ;SAUT DE BRIDE ~
Q211=+0 ;TEMPO. AU FOND
6 Q0 = 0 Angle de départ
7 Q1 = 16 Nombre de trous
8 Q2 = 80 Diamètre
9 Q10 = Q2 / 2 Calcul du rayon
10 Q20 = 360 / Q1 Calcul de l’incrément
11 LBL 1
12 CC X+0 Y+0
13 LP PR+Q10 PA+Q0 R0 FMAX M99 Positionnement, perçage
14 Q0 = Q0 + Q20 Incrémentation
15 FN 12: IF +Q0 LT +360 GOTO LBL 1 Saut conditionnel
16 L Z+200 R0 FMAX M2
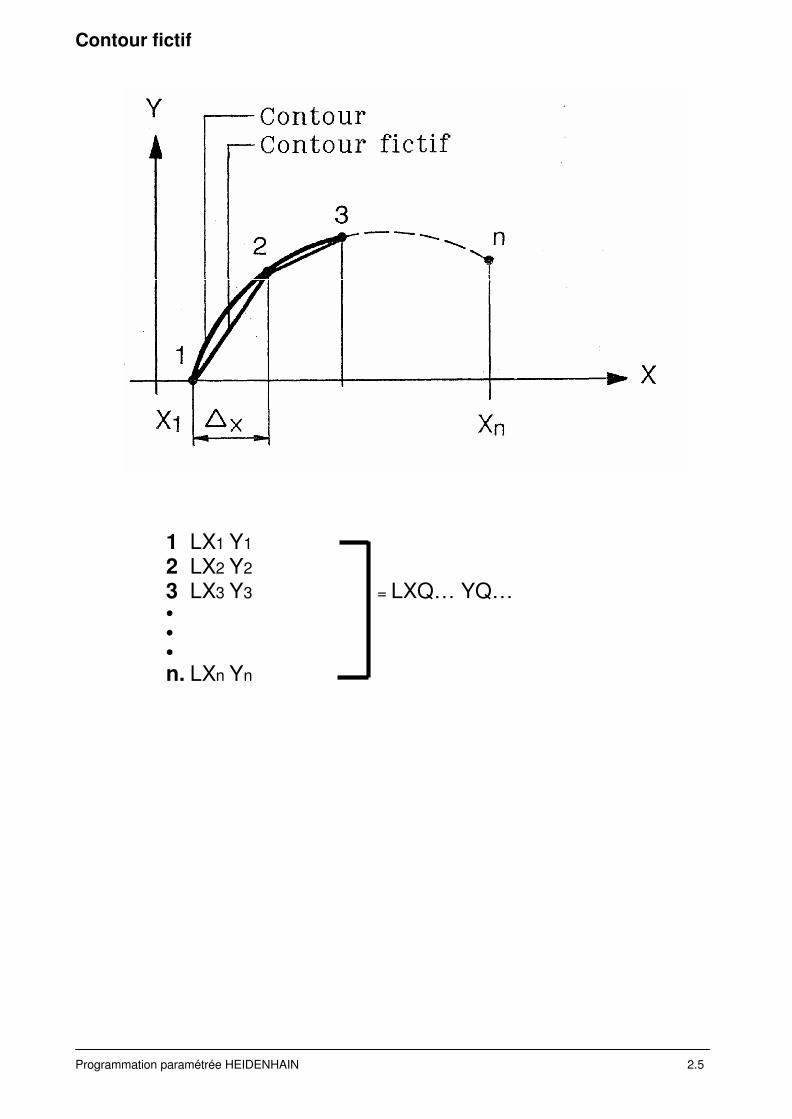
Contour fictif
Programmation paramétrée HEIDENHAIN 2.5
1 LX1 Y1
2 LX2 Y2
3 LX3 Y3 = LXQ… YQ…•
•
•
n. LXn Yn

Ellipse (bases)
Programmation FLEXK HEIDENHAIN 2.6
Calcul du point P :
Px = a * COS •Py = b * SIN •
a et b étant les demi-axes de l’ellipse
Par incrémentations successives de l’angle de départ • , le recalcul de l’équation donnera, à chaque pas, dans Q30 et Q40 une nouvelle position en X et Y située sur le contour de l’ellipse

Exercice : Ellipse
Programmation FLEXK HEIDENHAIN 2.7

Schéma : Ellipse
Programmation FLEXK HEIDENHAIN 2.8
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
CYCL DEF 7.0 POINT ZERO Décalage d’origine
L X…Y… R0 FMAX Approche
L Z-… RO F… Plongée
Définition des Q0 = … Angle de départ
variables Q1 = … Demi-axe X
Q2 = … Demi-axe Y
Q3 = … Incrément angulaire
LBL …
Calculs Q30 = Q… COS Q… Calcul de X
Q40 = Q… SIN Q… Calcul de Y
Usinage L X Q30 Y Q40 RL F…
Incrémentation Q0 = Q0 - Q…
Saut conditionnel FN 11 : IF Q0 GT … GOTO LBL…
L X… Y… R0 F… Sortie de contour
CYCL DEF 7.0 POINT ZERO Annulation du décalage
Dégagement, fin L Z… R0 FMAX M2
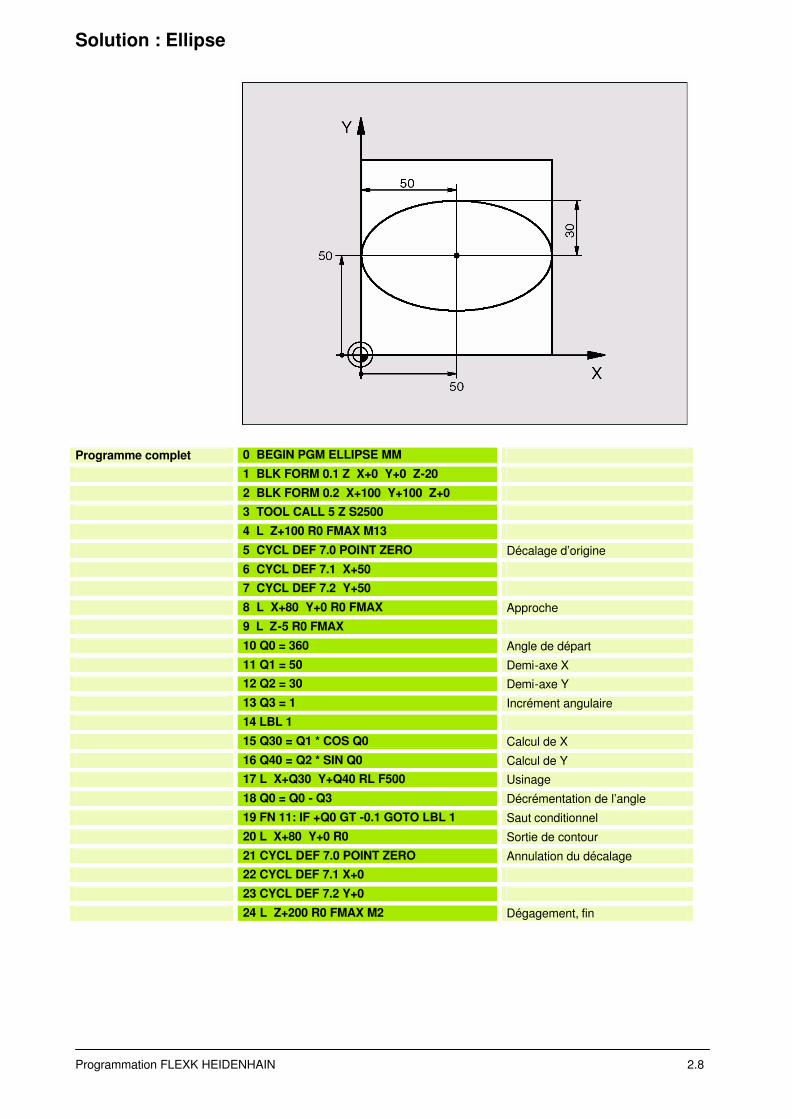
Solution : Ellipse
Programmation FLEXK HEIDENHAIN 2.8
Programme complet 0 BEGIN PGM ELLIPSE MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S2500
4 L Z+100 R0 FMAX M13
5 CYCL DEF 7.0 POINT ZERO Décalage d’origine
6 CYCL DEF 7.1 X+50
7 CYCL DEF 7.2 Y+50
8 L X+80 Y+0 R0 FMAX Approche
9 L Z-5 R0 FMAX
10 Q0 = 360 Angle de départ
11 Q1 = 50 Demi-axe X
12 Q2 = 30 Demi-axe Y
13 Q3 = 1 Incrément angulaire
14 LBL 1
15 Q30 = Q1 * COS Q0 Calcul de X
16 Q40 = Q2 * SIN Q0 Calcul de Y
17 L X+Q30 Y+Q40 RL F500 Usinage
18 Q0 = Q0 - Q3 Décrémentation de l’angle
19 FN 11: IF +Q0 GT -0.1 GOTO LBL 1 Saut conditionnel
20 L X+80 Y+0 R0 Sortie de contour
21 CYCL DEF 7.0 POINT ZERO Annulation du décalage
22 CYCL DEF 7.1 X+0
23 CYCL DEF 7.2 Y+0
24 L Z+200 R0 FMAX M2 Dégagement, fin

Parabole (bases)
Programmation paramétrée HEIDENHAIN 1.22
Equation de la parabole :
Y = ax² + bx + c

Exercice : Parabole
Programmation paramétrée HEIDENHAIN 1.23
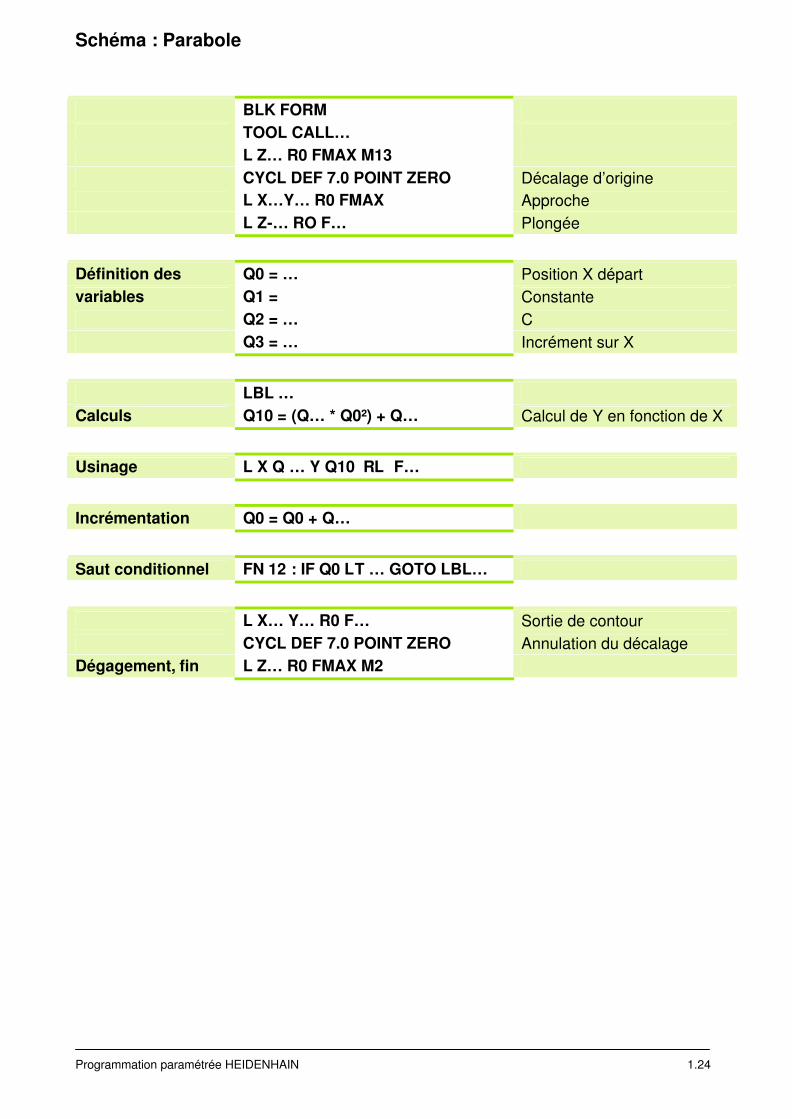
Schéma : Parabole
Programmation paramétrée HEIDENHAIN 1.24
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
CYCL DEF 7.0 POINT ZERO Décalage d’origine
L X…Y… R0 FMAX Approche
L Z-… RO F… Plongée
Définition des Q0 = … Position X départ
variables Q1 = Constante
Q2 = … C
Q3 = … Incrément sur X
LBL …
Calculs Q10 = (Q… * Q0²) + Q… Calcul de Y en fonction de X
Usinage L X Q … Y Q10 RL F…
Incrémentation Q0 = Q0 + Q…
Saut conditionnel FN 12 : IF Q0 LT … GOTO LBL…
L X… Y… R0 F… Sortie de contour
CYCL DEF 7.0 POINT ZERO Annulation du décalage
Dégagement, fin L Z… R0 FMAX M2

Solution : Parabole
Programmation paramétrée HEIDENHAIN 1.25
Programme complet 0 BEGIN PGM PARABOLE MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S2500
4 L Z+100 R0 FMAX M13
5 CYCL DEF 7.0 POINT ZERO Décalage d’origine
6 CYCL DEF 7.1 X+50
7 L X-80 Y+80 R0 FMAX Approche
8 L Z-20 R0 FMAX
9 Q0 = - 50 X départ
10 Q1 = 0.025 Constante
11 Q2 = 10 Décalage en Y de la courbe
12 Q3 = 0.5 Incrément en X
13 LBL 1
14 Q10 = ( Q1 * SQ Q0 ) + Q2 Calcul de Y
15 L X+Q0 Y+Q10 RR F500 Usinage
16 Q0 = Q0 + Q3 Incrémentation
17 FN 12: IF +Q0 LT +50.1 GOTO LBL 1 Saut conditionnel
18 L X+80 Y+80 R0 Sortie de contour
19 CYCL DEF 7.0 POINT ZERO Annulation du décalage
20 CYCL DEF 7.1 X+0
21 L Z+200 R0 FMAX M2 Dégagement, fin
22 END PGM PARABOLE MM

Sinusoïde : Bases
Programmation paramétrée HEIDENHAIN 1.26
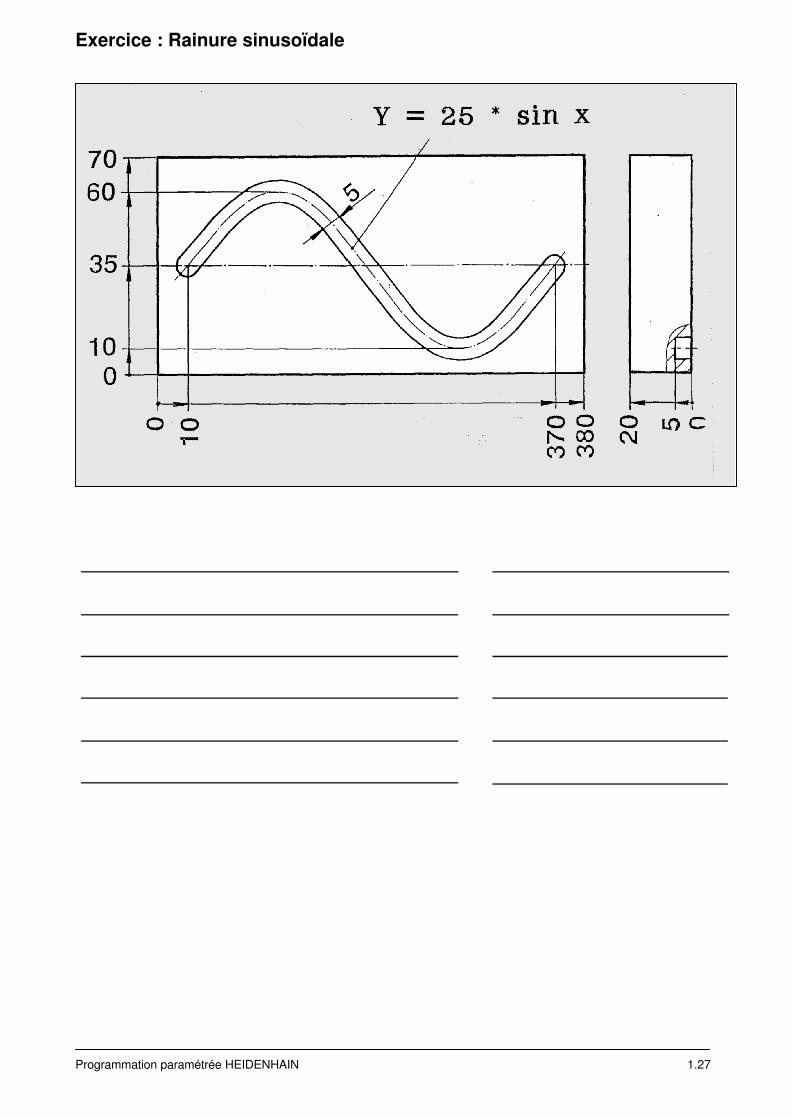
Exercice : Rainure sinusoïdale
Programmation paramétrée HEIDENHAIN 1.27

Schéma : Rainure sinusoïdale
Programmation paramétrée HEIDENHAIN 1.28
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
CYCL DEF 7.0 POINT ZERO Décalage d’origine
L X…Y… R0 FMAX Approche
L Z-… RO F… Plongée
Définition des Q0 = … Amplitude
variables Q1 = Valeur X départ
Q2 = … Incrément sur X
LBL …
Calculs Q10 = Q… * SIN Q… Calcul de Y en fonction de X
Usinage L X Q … Y Q10 R0 F…
Incrémentation Q1 = Q1 + Q…
Saut conditionnel FN 12 : IF Q0 LT … GOTO LBL…
CYCL DEF 7.0 POINT ZERO Annulation du décalage
Dégagement, fin L Z… R0 FMAX M2
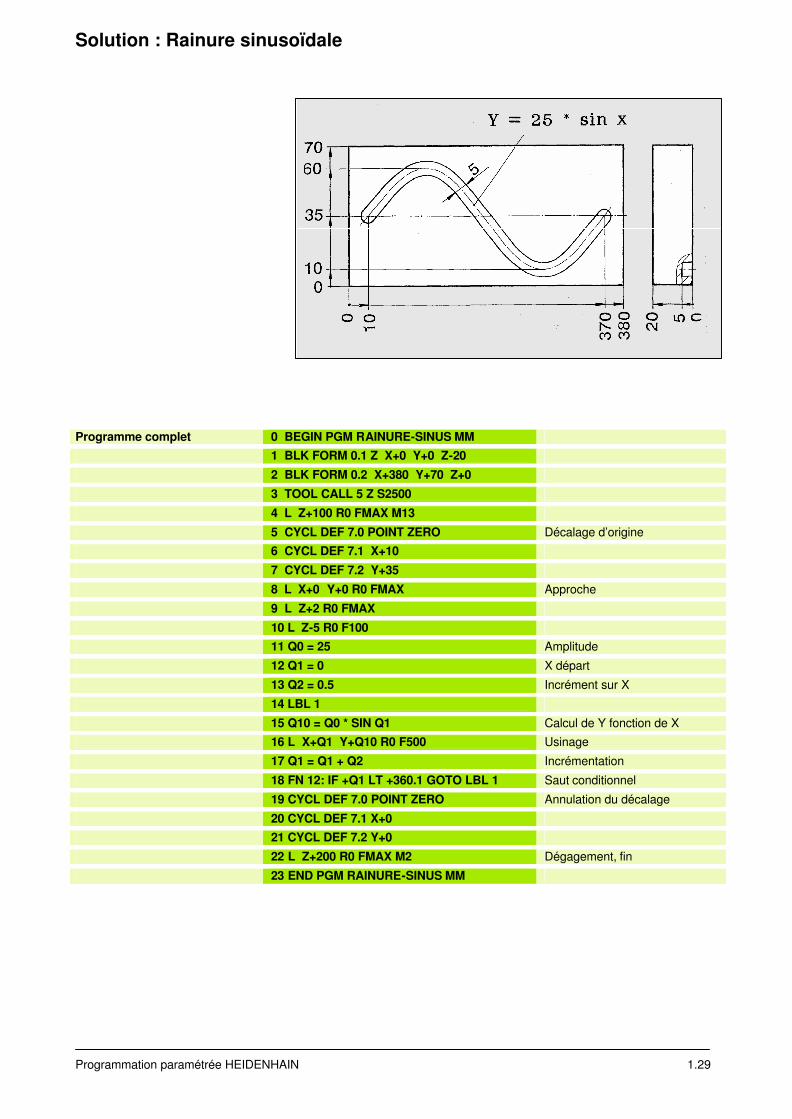
Solution : Rainure sinusoïdale
Programmation paramétrée HEIDENHAIN 1.29
Programme complet 0 BEGIN PGM RAINURE-SINUS MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+380 Y+70 Z+0
3 TOOL CALL 5 Z S2500
4 L Z+100 R0 FMAX M13
5 CYCL DEF 7.0 POINT ZERO Décalage d’origine
6 CYCL DEF 7.1 X+10
7 CYCL DEF 7.2 Y+35
8 L X+0 Y+0 R0 FMAX Approche
9 L Z+2 R0 FMAX
10 L Z-5 R0 F100
11 Q0 = 25 Amplitude
12 Q1 = 0 X départ
13 Q2 = 0.5 Incrément sur X
14 LBL 1
15 Q10 = Q0 * SIN Q1 Calcul de Y fonction de X
16 L X+Q1 Y+Q10 R0 F500 Usinage
17 Q1 = Q1 + Q2 Incrémentation
18 FN 12: IF +Q1 LT +360.1 GOTO LBL 1 Saut conditionnel
19 CYCL DEF 7.0 POINT ZERO Annulation du décalage
20 CYCL DEF 7.1 X+0
21 CYCL DEF 7.2 Y+0
22 L Z+200 R0 FMAX M2 Dégagement, fin
23 END PGM RAINURE-SINUS MM

Spirale d’Archimède (Bases)
Programmation paramétrée HEIDENHAIN 1.30
La loi de variation du rayon est linéaire en fonction de l’angle.
Calcul de l’incrément sur le rayon pour 1°:
Rayon de départ360
Accroissement du rayon pour n°:
Rayon de départ x n360
Q0 = Angle de départQ1 = Incrément angulaire (ex. 1°)Q2 = Rayon de départ

Exercice : Spirale
Programmation paramétrée HEIDENHAIN 1.31
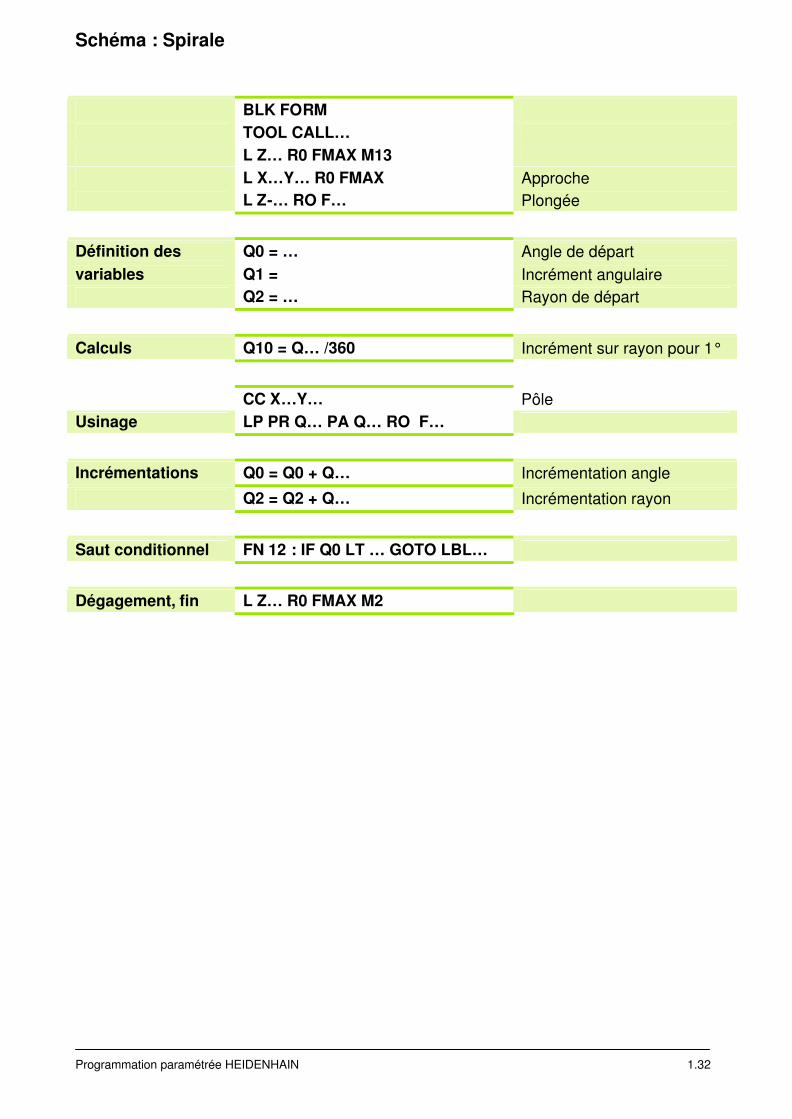
Schéma : Spirale
Programmation paramétrée HEIDENHAIN 1.32
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
L X…Y… R0 FMAX Approche
L Z-… RO F… Plongée
Définition des Q0 = … Angle de départ
variables Q1 = Incrément angulaire
Q2 = … Rayon de départ
Calculs Q10 = Q… /360 Incrément sur rayon pour 1°
CC X…Y… Pôle
Usinage LP PR Q… PA Q… RO F…
Incrémentations Q0 = Q0 + Q… Incrémentation angle
Q2 = Q2 + Q… Incrémentation rayon
Saut conditionnel FN 12 : IF Q0 LT … GOTO LBL…
Dégagement, fin L Z… R0 FMAX M2

Solution : Spirale
Programmation paramétrée HEIDENHAIN 1.33
Programme complet{ 0 BEGIN PGM SPIRALE MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S2500
4 L Z+100 R0 FMAX M13
5 L X+50 Y+65 R0 FMAX Approche
6 L Z+2 R0 FMAX
7 L Z-20 R0 F100
8 Q0 = 90 Angle de départ
9 Q1 = 1 Incrément angulaire
10 Q2 = 15 Rayon de départ
11 Q10 = Q2 / 360 Incrément sur rayon pour 1°
12 LBL 1
13 CC X+50 Y+50 Pôle
14 LP PR+Q2 PA+Q0 R0 F500 Usinage
15 Q0 = Q0 + Q1 Incrémentation de l’angle
16 Q2 = Q2 + Q10 Incrémenation du rayon
17 FN 12: IF +Q0 LT +810.1 GOTO LBL 1 Saut conditionnel
18 L Z+200 R0 FMAX M2 Dégagement, fin
19 END PGM SPIRALE MM

Exercice : Came
Programmation paramétrée HEIDENHAIN 1.34

Schéma : Came
Programmation paramétrée HEIDENHAIN 1.35
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
L X…Y… R0 FMAX Approche
L Z-… RO F… Plongée
Définition des Q1 = … Rayon de départ
variables Q2 = … Rayon d’arrivée
(secteur 0-71°) Q3 = … Angle de départ
Q4 = … Angle final
Q5 = … Nombre d’incréments
Q6 = … Angle final conditionnel
CALL LBL … Usinage secteur 0-71°
CP PA… DR+/- Usinage secteur 71-90°
Nouvelle définition Q1 = … Rayon de départ
des variables Q2 = … Rayon d’arrivée
(secteur 90-230°) Q3 = … Angle de départ
Q4 = … Angle final
Q5 = … Nombre d’incréments
Q6 = … Angle final conditionnel
CALL LBL … Usinage secteur 90-230°
CP PA …DR+/- Usinage secteur 230-0°
L X…Y… R0 Sortie de contour
Dégagement, fin L Z… R0 FMAX M2 Fin PGM principal

Schéma : Came
Programmation paramétrée HEIDENHAIN 2.0
Sous-programme LBL …
Q10 = … Incrément sur le rayon
Q20 = … Incrément sur l’angle
LBL …
CC X…Y… Pôle
LP PR Q …PA Q… Usinage
Q1 = … Incrémentation du rayon
Q3 = … Incrémentation de l’angle
FN 12 : IF Q… LT Q… GOTO LBL…
Fin du S/PGM LBL 0
END PGM …

Solution : Came
Programmation paramétrée HEIDENHAIN 2.0
Programme complet 0 BEGIN PGM CAME MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 5 Z S2500
4 L Z+100 R0 FMAX M13
5 L X+60 Y+0 R0 FMAX
6 L Z-5 R0 FMAX
7 Q1 = 33
8 Q2 = 40
9 Q3 = 0
10 Q4 = 71
11 Q5 = 100
12 Q6 = 71.1
13 CALL LBL 1
14 CC X+0 Y+0
15 CP PA+90 DR+
16 Q1 = 40
17 Q2 = 33
18 Q3 = 90
19 Q4 = 230
20 Q5 = 200
21 Q6 = 230.5
22 CALL LBL 1
23 CP PA+0 DR+
24 L X+60 Y+0 R0
25 L Z+200 R0 FMAX M2
26 LBL 1
27 Q10 = ( Q2 - Q1 ) / Q5
28 Q20 = ( Q4 - Q3 ) / Q5
29 LBL 2
30 CC X+0 Y+0
31 LP PR+Q1 PA+Q3 RR F500
32 Q1 = Q1 + Q10
33 Q3 = Q3 + Q20
34 FN 12: IF +Q3 LT +Q6 GOTO LBL 2
35 LBL 0
36 END PGM CAME MM

FN 14 : Erreur
Programmation paramétrée HEIDENHAIN 2.1

Q110 : Etat de la broche
Programmation paramétrée HEIDENHAIN 2.2
La valeur contenue dans la variable Q110 dépend de la dernière fonction M programmée pour la broche.

Cycle de perçage spécial avec PGM CALL (Cycle 12)
Programmation paramétrée HEIDENHAIN 2.3
Un programme d’usinage (par ex. un cycle de perçage spécial paramétré) peut être appelé à partir d’un programme quelconque et être considéré comme un cycle d’usinage
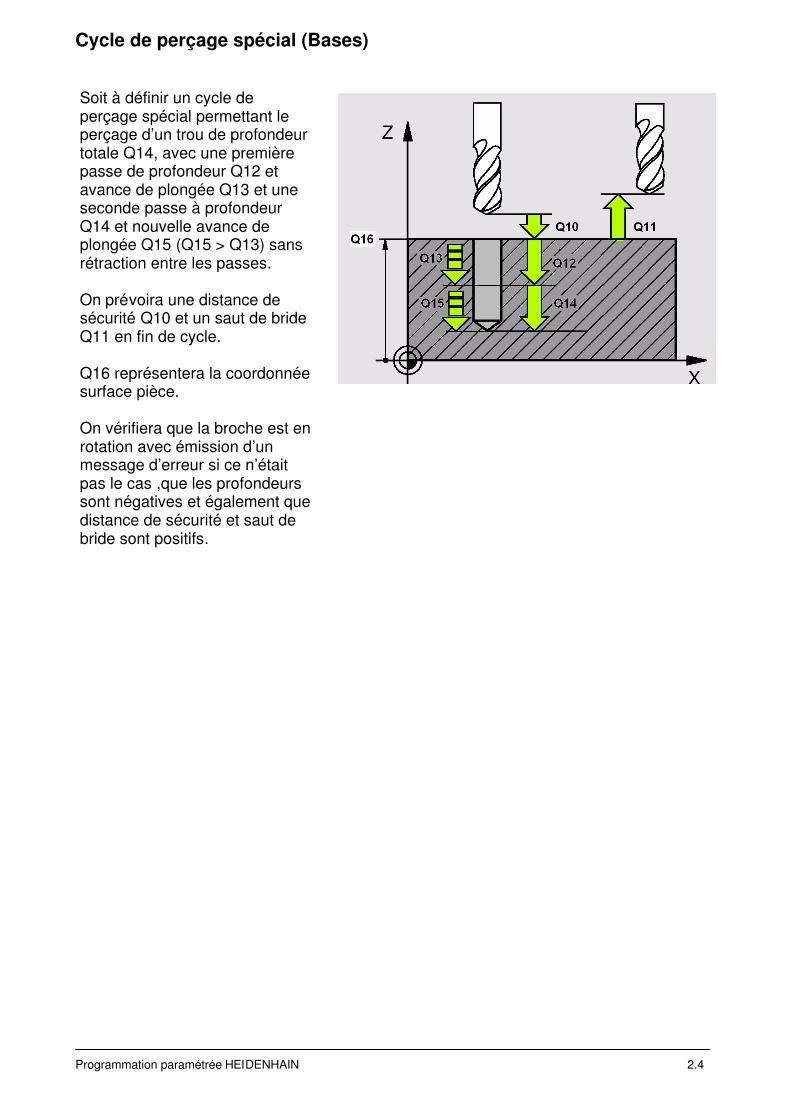
Cycle de perçage spécial (Bases)
Programmation paramétrée HEIDENHAIN 2.4
Soit à définir un cycle de perçage spécial permettant le perçage d’un trou de profondeur totale Q14, avec une première passe de profondeur Q12 et avance de plongée Q13 et une seconde passe à profondeur Q14 et nouvelle avance de plongée Q15 (Q15 > Q13) sansrétraction entre les passes.
On prévoira une distance de sécurité Q10 et un saut de brideQ11 en fin de cycle.
Q16 représentera la coordonnée surface pièce.
On vérifiera que la broche est en rotation avec émission d’un message d’erreur si ce n’était pas le cas ,que les profondeurs sont négatives et également que distance de sécurité et saut de bride sont positifs.

Schéma : Cycle de perçage spécial
Programmation paramétrée HEIDENHAIN 2.5
BEGIN PGM PERCAGE MM
Tests IF Q10 LT… GOTO LBL… Vérification Q10 positif
IF Q11 LT… GOTO LBL… Vérification Q11 positif
IF Q12 GT… GOTO LBL… Vérification Q12 négatif
IF Q14 GT… GOTO LBL… Vérification Q14 négatif
IF Q110 NE… GOTO LBL… Vérification broche
IF Q110 EQU… GOTO LBL… Broche O.K.
Vérification signe LBL…
FN 14 ERROR =… Signe erroné
Vérification broche LBL…
FN 14 : ERROR=… Broche ?
LBL…
Usinage CYCL DEF 7.0. POINT ZERO Décalage Z
L Z+Q… Approche à dist. de sécurité
L Z+Q… R0 FQ… 1ère passe
L Z+Q… R0 FQ… 2ème passe
IF Q11 GT Q…GOTO LBL… Saut de bride, si…
L Z+Q… Retour à dist. de sécurité, si …
IF…EQ…GOTO LBL… Saut inconditionnel
LBL… LBL saut de bride
L Z+Q…
LBL…
CYCL DEF 7.0. POINT ZERO Annulation
END PGM PERCAGE MM Fin

Solution : Perçage spécial
Programmation paramétrée HEIDENHAIN 2.6
Programme complet 0 BEGIN PGM PERCAGE MM
1 FN 12: IF +Q10 LT +0.01 GOTO LBL 65 Vérification Q10 positif
2 FN 12: IF +Q11 LT +0.01 GOTO LBL 65 Vérification Q11 positif
3 FN 11: IF +Q12 GT +0 GOTO LBL 65 Vérification Q12 négatif
4 FN 11: IF +Q14 GT +0 GOTO LBL 65 Vérification Q14 négatif
5 FN 10: IF +Q110 NE +0 GOTO LBL 254 Etat de la broche
6 FN 9: IF +Q110 EQU +0 GOTO LBL 99
7 LBL 65
8 FN 14: ERROR= 1012 Signe erroné
9 LBL 254
10 FN 14: ERROR= 1000 Broche?
11 LBL 99
12 CYCL DEF 7.0 POINT ZERO Décalage d’origine
13 CYCL DEF 7.1 Z+Q16
14 L Z+Q10 R0 FMAX Approche à distance de sécurité
15 L Z+Q12 R0 FQ13 1ère passe
16 L Z+Q14 R0 FQ15 2ème passe
17 FN 11: IF +Q11 GT +Q10 GOTO LBL 100 Saut de bride ou
18 L Z+Q10 R0 FMAX Retour à distance de sécurité
19 FN 9: IF +0 EQU +0 GOTO LBL 101 Saut inconditionnel en fin de PGM
20 LBL 100
21 L Z+Q11 R0 FMAX
22 LBL 101
23 CYCL DEF 7.0 POINT ZERO Annulation
24 CYCL DEF 7.1 Z+0
25 END PGM PERCAGE MM Fin

Exercice : Ligne de trous
Programmation paramétrée HEIDENHAIN 2.7
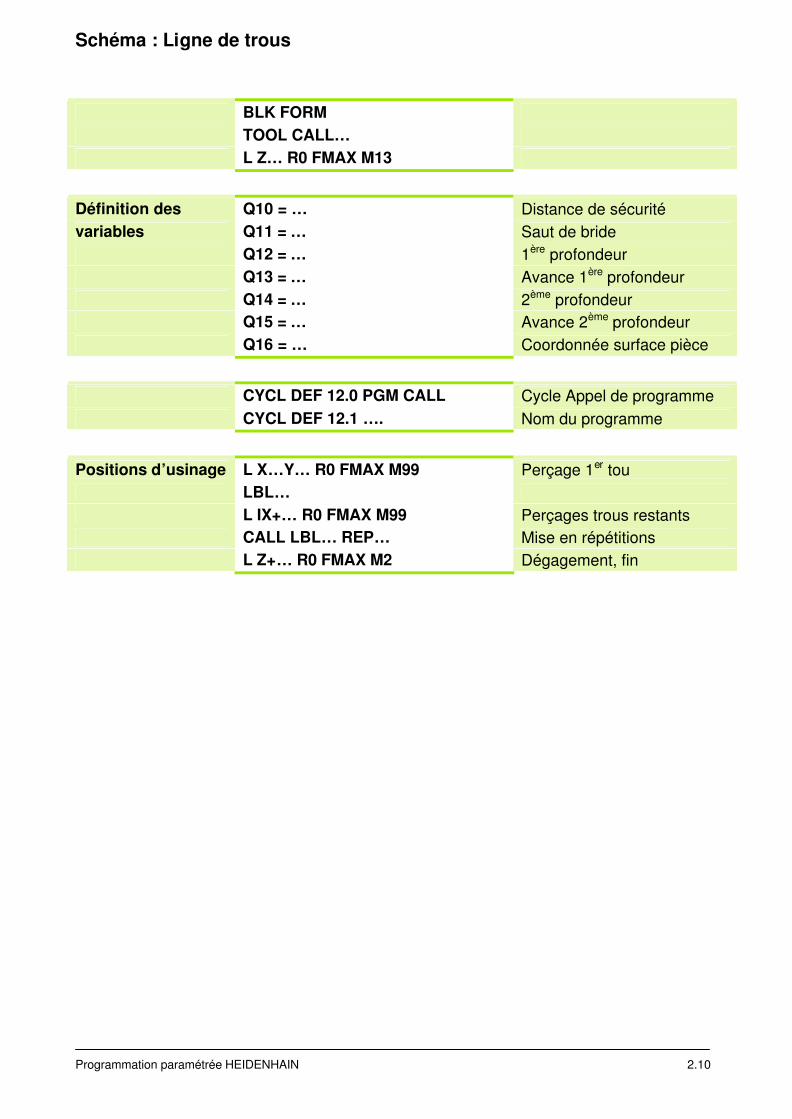
Schéma : Ligne de trous
Programmation paramétrée HEIDENHAIN 2.10
BLK FORM
TOOL CALL…
L Z… R0 FMAX M13
Définition des Q10 = … Distance de sécurité
variables Q11 = … Saut de bride
Q12 = … 1ère profondeur
Q13 = … Avance 1ère profondeur
Q14 = … 2ème profondeur
Q15 = … Avance 2ème profondeur
Q16 = … Coordonnée surface pièce
CYCL DEF 12.0 PGM CALL Cycle Appel de programme
CYCL DEF 12.1 …. Nom du programme
Positions d’usinage L X…Y… R0 FMAX M99 Perçage 1er tou
LBL…
L IX+… R0 FMAX M99 Perçages trous restants
CALL LBL… REP… Mise en répétitions
L Z+… R0 FMAX M2 Dégagement, fin
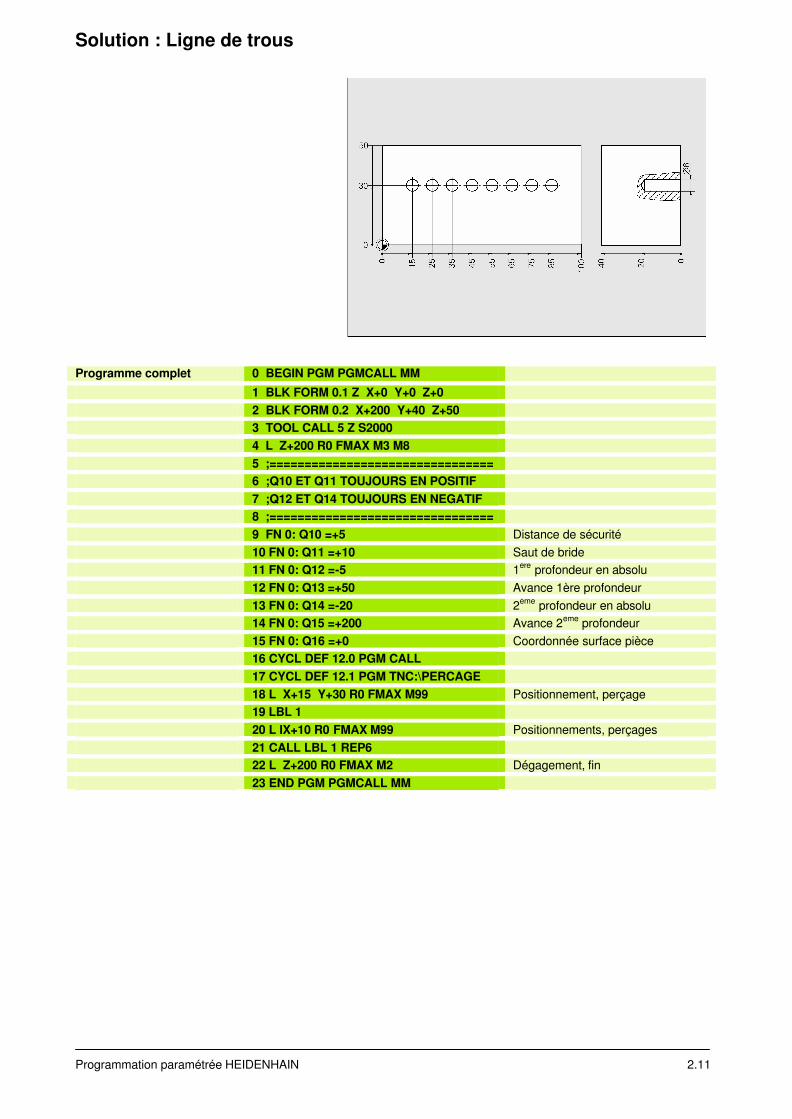
Solution : Ligne de trous
Programmation paramétrée HEIDENHAIN 2.11
Programme complet 0 BEGIN PGM PGMCALL MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+200 Y+40 Z+50
3 TOOL CALL 5 Z S2000
4 L Z+200 R0 FMAX M3 M8
5 ;================================
6 ;Q10 ET Q11 TOUJOURS EN POSITIF
7 ;Q12 ET Q14 TOUJOURS EN NEGATIF
8 ;================================
9 FN 0: Q10 =+5 Distance de sécurité
10 FN 0: Q11 =+10 Saut de bride
11 FN 0: Q12 =-5 1ère
profondeur en absolu
12 FN 0: Q13 =+50 Avance 1ère profondeur
13 FN 0: Q14 =-20 2ème
profondeur en absolu
14 FN 0: Q15 =+200 Avance 2ème
profondeur
15 FN 0: Q16 =+0 Coordonnée surface pièce
16 CYCL DEF 12.0 PGM CALL
17 CYCL DEF 12.1 PGM TNC:\PERCAGE
18 L X+15 Y+30 R0 FMAX M99 Positionnement, perçage
19 LBL 1
20 L IX+10 R0 FMAX M99 Positionnements, perçages
21 CALL LBL 1 REP6
22 L Z+200 R0 FMAX M2 Dégagement, fin
23 END PGM PGMCALL MM


















