TM240 - gongkong
35
梯形图(LAD) TM240
Transcript of TM240 - gongkong

梯形图(LAD)TM240


梯形图(LAD) TM��0 �
前提
培训模块: TM��0 – Automation Studio 基础
TM��� – Automation Studio 在线通信
TM��� – Automation Studio 诊断
软件: 无
硬件: 无
简介

梯形图(LAD) TM��0�
目录
�・介绍………………………………………………………………………………………� �.� 目的……………………………………………………………………………��・梯形图……………………………………………………………………………………� �.� 梯形图历史……………………………………………………………………� �.� 概述……………………………………………………………………………� �.� 特征……………………………………………………………………………� �.� 可能性…………………………………………………………………………��・LAD的基本元件…………………………………………………………………………� �.� 网络……………………………………………………………………………��・LAD的符号……………………………………………………………………………� �.� 触点……………………………………………………………………………� �.� 线圈…………………………………………………………………………���・逻辑运算………………………………………………………………………………���・控制程序流程…………………………………………………………………………���・使用功能块……………………………………………………………………………���・功率流程………………………………………………………………………………���・问题和练习……………………………………………………………………………���0・小结…………………………………………………………………………………�0

梯形图(LAD) TM��0 �
简介
1、介绍
梯形图编程语言常常被称为继电器的梯形逻辑控制语言。它是目前一种很流行的
针对控制系统程序设计的图形化编程语言。许多制造商用梯形图编程语言来设计
他们的系统。
图. � 介绍
在下面的章节中,你将会了解到梯形图的历史、优点以及如何使用它编程。
我们将会通过一些例子来更好地解释现有的每个功能。

梯形图(LAD) TM��0�
1.1 目的
了解梯形图编程的种种可能性。
学习梯形图的基本原理和逻辑编程的符号。
使用程序流程控制元素灵活地编写梯形图程序。
图. � 综述
简介

梯形图(LAD) TM��0 �
2.、梯形图
2.1 梯形图的历史
PLC(Programmable Logic Controller可编程逻辑控制器)最初的概念是����年左
右在美国发展起来的。PLC的概念是以具有微处理器芯片的可编程硬件来代替硬
件接线而发展起来的。
PLC是以梯形图为基础。梯形图是一种用来表示基于继电器电路的逻辑控制系统
的示意图。
当时,这个概念就变成了一种通过相对少的培训就可以迅速地建立和编写一个简
单的逻辑控制系统的快速方法。对于简单的逻辑控制问题,梯形图是理想的解决
方式而且容易掌握和使用,这些可能是PLC在工业控制中获得巨大成功的主要原
因。
很多制造商的编程系统都是基于梯形图,但是由于缺少一些开放的标准,使每个
用户的系统会有些许的不同。许多制造商经常会加些“特殊操作”来增加功能。
到�0年代初,PLC的制造商已经有成千上万个,并且每个制造商都有自己的编
程系统和一套编程指令。尽管为不同系统所编的程序相似,但是每个程序的构成
方式和所使用的编程指令都是不同的。
硬件的特性似乎总是突然出现,这种情况下用户只能依赖特定的制造商。
International Electrotechnical Commission (IEC) 在����年建立了一个工
作组,用来创建一个PLC的公共标准。这个工作组决定建立一个新标准
(IEC�����),由五个独立的部分组成。
第三部分“PLC的编程语言”是在����年建立的,它包含PLC软件的说明书。
第三部分还包括PLC的配置、编程和数据存储。
IEC�����-�解决了大多数针对传统PLC编程的问题。它为编写一般的PLC程序
提供了一个框架而不需要制造商的特殊培训。大多数的PLC和工业控制系统制造
商现在已经采用了这个标准。
梯形图

梯形图(LAD) TM��0�
2.2 概要
梯形图(LAD)是一种用图形编程的方法,它用符号表示电路,它选择的符号与
在电路设备中用的符号很相似。
所以一名从来没有见过PLC的电工也可以读懂LAD编程语言。用LAD中的图形符
号(触点和线圈)和连线能创建所需要的逻辑。
LAD简单易读,虽然LAD清楚简单,但却是个功能强大的编程工具,能用来编写
其它很多语言编写的程序。
B&R的LAD编程也采用了IEC �����-�标准。
2.3 特点
梯形图有以下特点:
• 图形化编程语言
• 与接线图相似
• 编程简单清楚
• 容易使用
• 易查错
• 符合IEC �����-�标准
2.4 可能性
Automation Studio中的LAD编程语言可以提供以下可能性:• 使用数字量的输入/输出和内部的布尔变量
• 使用模拟量的输入/输出
• 使用功能块
• 程序流程控制(跳转、退出)
• 诊断工具
梯形图

梯形图(LAD) TM��0 �
3、LAD的基本元件
想象左边有一个垂直的电源线叫“母线”,可以不断地提供动力。右边分支出来
的线叫“指令线”。
图. � 梯形图基本元件
通向右边指令的条件随指令线一起储存。 右边的指令何时执行和怎样执行由这些条件的逻辑组合来决定。在最右边的元件
叫做线圈(例如:指示灯、电动机、继电器等)
LAD本身由两部分组成,左边的部分控制逻辑条件,右边的部分由指令组成。当
条件满足时,执行指令。
图. � 逻辑条件和指令
LAD的基本元件

梯形图(LAD) TM��0�
3.1 网络
网络是表示特殊功能的电路。它包括元件、分支和块。网络表现的是一个完整的
功能,它是LAD的基本单位。
一个完整的LAD程序由这样几个网络组成。
网络从左边的垂直线(母线)开始,如果两个或多个电路连到垂直线(母线)
上,那么它们属于同一个网络。
在一个网络中最多可以有�0行和�0列。一个完整的网络大小只受PC存储器大小
的限制。
图. � 梯形图网络
LAD的基本元件

梯形图(LAD) TM��0 �
4、LAD符号
4.1 触点
触点是许多的LAD符号中的一个,可以放在第一列,也可以与其它符号连接在一
起,但不能放在右边;这个位置是为线圈保留的。触点可以连接功能块的数字量
输入/输出。
在一个网络中,连接触点可以分配给一个或多个线圈。每一个触点都有一个变量
名,这些变量名在变量声明窗口中已经定义或将要定义。每个触点,无论是输
入、输出或内部变量,在整个程序中只要需要满足特定条件都可以使用。
触点之间的连接取决于所需的控制逻辑。它们可以用串联、并联或者串并联结构
中来控制给定输出(线圈)。只有布尔类型的变量可以分配给触点。
LAD的符号
触点类型 符号
常开触点
常闭触点
上升沿
下降沿
脉冲沿

梯形图(LAD) TM��0�0
4.1.1 什么是常开常闭触点?
在工业环境中,我们经常听到常开和常闭这两个术语,它们经常和触点、输入、
输出等一起运用。(对于输入、输出、触点的所有组合都具有相同的含义)。
常闭触点当按下后不导电。常开触点按下后才会导电。
如果选择一个常闭触点,铃声会一直响,除非有人去按铃的开关,这时才能打开
触点切断电路。
如果用常开触点,这个过程是相反的。
图. � 常开和常闭触点
比如在机器的安全门上用常闭触点。如果门开了,触点会断开并且切断供电电
路,这样可以防止事故发生。
常开和常闭触点也可以用在输出和传感器的控制上。
LAD的符号

梯形图(LAD) TM��0 ��
4.1.2 常开触点
4.1.3 常闭触点
LAD的符号
Inp Outp
图. � 输入输出间的关系
该符号用于连接数字变量(布尔型)。
如果没有按下触点,电路不导通,逻辑
状态是FALSE(0)。 当 按 下 触 点 后 , 物 理 状 态 转 换 到
“ON”,指令为TRUE(�)。
Inp Outp
图. � 输入输出间的关系
该符号是一个变量(布尔)状态的取
反。
用于当输入信号不需要置位而输出信号
需要置位的情况下。 当输入置为TRUE时,输出的状态是
FALSE。

梯形图(LAD) TM��0��
4.1.4 上升沿触发
4.1.5 下降沿触发
4.1.6 上升沿和下降沿
该符号用于形成一个数字信号的上升沿或下降沿触发。
该触点对于上升沿和下降沿的作用是相同的。
LAD的符号
Inp Outp
图. � 输入输出间的关系
该符号用来形成一个数字信号的上升
沿。
当变量值从FALSE切换到TRUE时,即
一个上升沿触发,触点在循环中返回
TRUE。这可以用来置位/复位状态或者
对上升沿进行计数。
Inp Outp
图. �0 输入输出间的关系
该符号用于形成一个数字信号的下降
沿。
当变量值从TRUE切换到FALSE时,触
点在循环中返回TRUE。这可以用来置
位/复位输出。
Inp Outp
图. �� 输入输出间的关系
该符号用于形成一个数字信号的下降
沿。
当变量值从TRUE切换到FALSE时,触
点在循环中返回TRUE。这可以用来置
位/复位输出。

梯形图(LAD) TM��0 ��
4.2 线圈
线圈是LAD的基本元件之一,总是作为输出放在LAD的右边。线圈可以连接在触
点的右边或功能块的输出上。一个LAD中至少有一个线圈,也可以有几个并联线
圈。
每个线圈都可以用作数字量输出或内部变量,并在以后的程序中作为其它网络的
输入。
当程序运行时,触点总是被访问;如果检测到连续的逻辑那么触点置为TRUE。只有布尔变量可以分配给线圈。
4.2.1 线圈
LAD的符号
触点类型 符号
线圈
常闭线圈
置位线圈
复位线圈
上升沿
下降沿
上升沿和下降沿
Inp Outp
图. �� 输入输出间关系
该符号存储数字量状态(TRUE(�),
FALSE(0))。 如果信号连续,线圈导通。

梯形图(LAD) TM��0��
LAD的符号
4.2.2 常闭线圈
4.2.3 置位线圈
4.2.4 复位线圈
Inp Outp
图. �� 输入输出间关系
该符号以相反的形式存储数字量状态
(TRUE(�),FALSE(0))。 如果信号连续,线圈断开;否则,线圈
导通。
Inp Outp
图. �� 输入输出间关系
如果检测到连续的逻辑信号,则该线圈
将一个变量置位为TRUE。 这个状态一直保持直到变量被重新复
位,因此该线圈经常用于条件置位。
Inp Outp
图. �� 输入输出间关系
如果检测到连续的逻辑信号,则该线圈
将一个变量置为FALSE。

梯形图(LAD) TM��0 ��
LAD的符号
4.2.5 正向跳变线圈
4.2.6 反向跳变线圈
�.�.� 正向和负向跳变线圈
Inp Outp
图. �� 输入输出间关系
如果信号连续,该线圈将一个变量在一
次循环中置为TRUE。 在其它循环过程中,既使信号连续,输
出仍为FALSE。
Inp Outp
图. �� 输入输出的关系
如果信号不连续,该线圈将一个变量在
一次循环中置为TRUE。 在其它循环过程中,即使信号不连续,
变量值仍为FALSE。
Inp Outp
图. �� 输入输出间关系
这个线圈结合了上升沿和下降沿输出的
功能。
梯形图(LAD) TM��0��
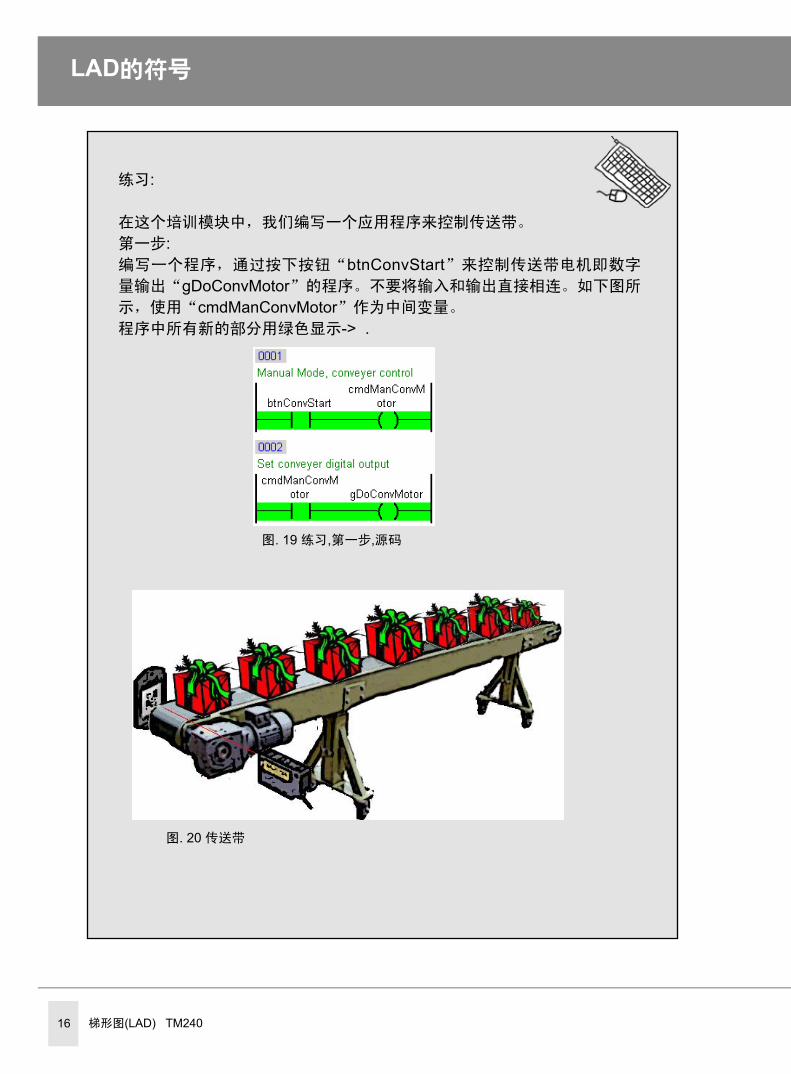
练习:
在这个培训模块中,我们编写一个应用程序来控制传送带。
第一步:编写一个程序,通过按下按钮“btnConvStart”来控制传送带电机即数字
量输出“gDoConvMotor”的程序。不要将输入和输出直接相连。如下图所
示,使用“cmdManConvMotor”作为中间变量。
程序中所有新的部分用绿色显示-> .
图. �� 练习,第一步,源码
图. �0 传送带
LAD的符号

梯形图(LAD) TM��0 ��
逻辑运算
5、逻辑运算
5.1.1 与(AND)操作
逻辑运算表:
5.1.2 或(OR)操作
逻辑运算表:
图. �� 串联块
如果将两个或者多个触点以串联形式连
接,那么就形成了逻辑AND操作。 当所有的条件都满足时,输出置为
TRUE。
触点 � 触点 � 输出
0 0 00 � 0� 0 0� � �
图. �� 并联块
并联块相当于OR操作。
并联分支中只要一个分支为TRUE,输
出的结果即为TRUE。
触点 � 触点 � 输出
0 0 00 � 0� 0 0� � �

梯形图(LAD) TM��0��
逻辑运算
5.1.3 异或(XOR)操作
逻辑运算表:
5.1.4 分支
图. �� 异或
XOR操作是逻辑AND和OR操作的结
合。如果两个输入中一个为TRUE,
那么输出为TRUE。如果两输入都为
TRUE,那么输出为FALSE。
触点 � 触点 � 输出
0 0 00 � 0� 0 0� � �
图. �� 分支
在网络中,分支中指连接其它两行或多
行的垂直线。

梯形图(LAD) TM��0 ��
逻辑运算
5.1.5 合并
合并线:与分支线平行的另一条垂直线,它把分支电路合并成一个闭合的电路
(形成一个并联块)。
图. �� 合并线
信号垂直线可以是分支线也可以是合并线,如下图所示
图. �� 分支线和合并线

梯形图(LAD) TM��0�0
逻辑运算
练习:
第二部分:我们已经能通过一个按钮来控制传送带。现在我们要加入一些新功能。
启动传送带:• 如果传送带的终端传感器“gDiLoadConvEnd”没有检测到原料。
• 如果传送带的终端传感器检测到原料并且机器通过数字量输入
“gDiMachAskMat”需要更多的原料。
停止传送带:• 如果传送带的终端传感器检测到原料并且机器不需要更多的原料。
那么你的程序可以这样编写:
图. �� 练习,第二部分,源代码

梯形图(LAD) TM��0 ��
6、程序流程的控制
6.1.1 条件跳转
条件跳转是指利用一个条件跳转到以某个符号命名的网络中去。 如果条件为TRUE就跳转。跳转标志必须是唯一的,并且必须每个跳转都有一个
跳转标志。 条件跳转用来跳过程序中的网络,这样可以有效的控制程序流程。因为跳过了不
需要的网络,所以程序的运行时间也减少了。
图. �� 跳转
图. �� 条件跳转
6.1.2 返回
返回指令用来终止某个点的LAD程序,系统不再执行之后的网络。
图. �0 返回
控制程序流程
梯形图(LAD) TM��0��
控制程序流程
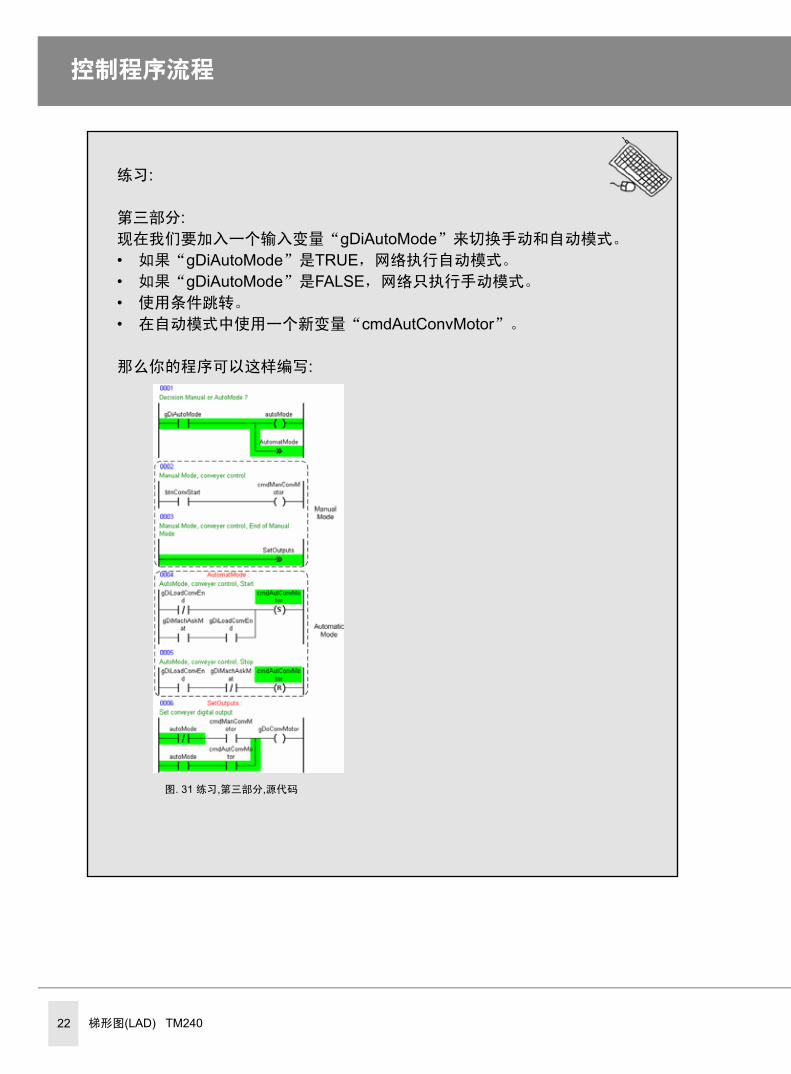
练习:
第三部分:现在我们要加入一个输入变量“gDiAutoMode”来切换手动和自动模式。
• 如果“gDiAutoMode”是TRUE,网络执行自动模式。
• 如果“gDiAutoMode”是FALSE,网络只执行手动模式。
• 使用条件跳转。
• 在自动模式中使用一个新变量“cmdAutConvMotor”。
那么你的程序可以这样编写:
图. �� 练习,第三部分,源代码

梯形图(LAD) TM��0 ��
7、使用功能块
在Automation Studio中,LAD编辑器可以使用功能块。
如果插入一个功能块,可以用连接触点作为输入逻辑条件,驱动功能块的逻辑。
一个功能块可以有一个或多个线圈作为输出,用来存储功能块的状态或结果。如
果不论何时都要启动功能块,那么可以用垂直线连接功能块。
图. �� 梯形图中的功能块
使用功能块

梯形图(LAD) TM��0��
使用功能块
练习:
第四部分:在自动模式下计量传送带的原料数。使用STANDARD库中的CTU功能块。
图. �� 练习,第三部分,源代码

梯形图(LAD) TM��0 ��
功率流程
8、率流程
如果一个网络中的逻辑是连续的,那么输出是TRUE。功率从网络左边流向右
边。除非发生跳转或返回,否则网络是一个接一个地执行。
图. �� 逻辑连续
在这个网络中可能有几种不同的逻辑连续。
图. �� 第一个连续路径

梯形图(LAD) TM��0��
功率流程
图. �� 第二个连续路径
图. ��第三个连续路径
与硬件继电器逻辑不同,在PLC逻辑中下图所示的反向功率流程是不可能的。
如果逻辑需要执行反向流程,用户必须用顺序功率流程编写所有的连接元件。
图. �� 不可能实现反向连续路径

梯形图(LAD) TM��0 ��
问题和练习
9、问题和练习
9.1 问题
为什么梯形图如此广泛的应用? 它是如何发展的?• 它是作为代替硬件继电器逻辑的可编程逻辑而发展起来的。
什么时候应该用LAD?
• 它对于操作和逻辑控制任务是非常理想的编程工具。
什么是网络?
• 一个网络至少包括一个触点和一个线圈(输入和输出)。如果两行之间没有连
接,那么它们属于不同的网络。网络按它们的编写顺序执行。
什么是LAD中的触点?
• 触点的主要用途是形成一个逻辑条件来控制输出(线圈)。
什么是LAD中的线圈?
• 线圈接收由逻辑条件得出的结果值。

梯形图(LAD) TM��0��
问题和练习
9.2 练习
任务: 混凝土填充系统Concrete filling system
在一个水泥混合设备中, 水泥通过一个传送带传输到车辆中。
启动On 按钮开始填充。只有在传送带运行 �秒并且在传送带的底端有车
辆(diTruck)时可以通过电磁阀(doValve)来激活水压。
当达到车辆所允许的最大载重量时(diPressure)关闭电磁阀。但是,传送
带需要继续运行�秒。
但按下Off 按钮(btnOff)整个系统立即停止。如果传送带断裂(diConveyorMotorProtection),需要立即关闭电磁阀和传送带(doConveyor)。如果电
磁阀损坏(diValveProtection),需要立即关闭电磁阀,但传送带仍然空载运行
�秒。

梯形图(LAD) TM��0 ��
问题和练习
梯形图如下:
梯形图(LAD) TM��0�0
小结
10、小结
目前用LAD编程仍然十分流行,开发LAD是用来编写逻辑开关以便代替硬件的继
电器逻辑。
图. �� 小结
使用模拟量信号和功能块可以创建功能强大的梯形图应用程序。附加的程序流程
控制原件扩展了LAD的功能范围。 在Automation Studio中,程序的运行顺序可以用功率流程来跟踪,通过颜色显
示出当前传导电流的线状态。

梯形图(LAD) TM��0 ��
Notes
小结

梯形图(LAD) TM��0��
培训模块综述TM�00 – 贝加莱B&R 公司介绍** TM�00 – 图文显示的基础
TM�0� – 贝加莱B&R 产品系列** TM�0� – 贝加莱人机界面产品**TM��0 – Automation Studio™ 基础 TM��0 – ASiV 的基础
TM��� – Automation Studio™ 在线通信 TM��0 –ASiV 的维护*TM��� – 自动化对象(Target)** TM��0 – 图文显示的编程规则
TM��� – 自动化运行(Runtime)系统 TM��0 –ASiV报警系统
TM��0 – 维护信息* TM��0 –ASiV的国际化操作
TM��� – 自动化组件和出错信息查询* TM��0 –ASiV 的远程操作
TM��� – Automation Studio™ 诊断 TM��0 –ASiV 高级应用
TM��0 – 结构化软件编程 TM��� – 面向机器设备的Automation Studio™ * TM�00 – Automation Net PVITM��0 – 梯形图(LAD) TM�0� – PVI 通信*TM��� – 功能块图 (FBD)* TM��0 – PVI DLL 编程
TM��� – 连续功能图 (CFC)* TM��� – PVI的服务
TM��� – 顺序功能图 (SFC)* TM��� – PVIControl.NETTM��� – 指令表 (IL)* TM��0 – PVI 维护和诊断*TM��� – 结构文本 (ST) TM��0 – PVI OPCTM��� – Automation Basic (AB)* TM��� – ANSI C TM�00 – APROL 系统概念
TM��0 – 内存管理和数据存贮 TM�0� – APROL 工程设计基础
TM��0 – Automation Studio™ 函数库I TM��0 – APROL 安装,配置和恢复*TM��� – Automation Studio™ 函数库 II* TM��� – APROL运行(Runtime)系统*TM��� – 定时处理单元(TPU)* TM��� – APROL 操作员管理
TM��� – APROL XML 查询*TM�00 – 运动控制的基础 TM��� – APROL 审计追踪*TM�0� – 贝加莱B&R 运动控制产品** TM��0 – APROL 维护*TM�0� – 运动控制系统的计算* TM��0 – APROL 项目工程设计
TM��0 – ASiM 的基础 TM��0 – APROL 参数管理和配方
TM��0 – ASiM的基本功能 TM��0 – APROL 控制器配置和INA 通讯
TM��� – ASiM多轴运动功能 TM��0 – APROL 库设计
TM��� – ACOPOS ACP�0 软件 TM��� – APROL 通讯互联*TM��� – 电子凸轮 * TM��� – APROL 库指导手册
TM��� – ACOPOS 智能过程技术(SPT)* TM��0 – APROL Python编程*TM��0 – ACOPOS 控制理念和控制器设置 TM��0 – APROL 报表*TM��0 – 启动B&R 电机* TM��� – 启动第三方电机* ** 查看产品目录
TM��0 – CNC* * 即将出版
小结

Austria • Australia • Belgium • Belarus • Brazi l • Bulgaria • Canada • Chile • China • Croatia • Cyprus • Czech Republic Denmark • Egypt • Emirates • Finland • France • Germany • Greece • Hungary • India • Indonesia • Ireland • Israel • Italy • Korea Kyrgyzstan • Malaysia • Mexico • The Netherlands • Norway • Pakistan • Poland • Portugal • Romania • Russia • Singapore Slovakia • Slovenia • South Africa • Spain • Sweden • Switzerland • Thailand • Turkey • Ukraine • United Kingdom • USA
全球60个国家155个分支机构 www.br-automation.com/contact
全球总部Bernecker+Rainer Industrie-Elektronik Ges.m.b.H. B&R Straße 1A-5142 Eggelsberg 奥地利
Tel.:+43(0)7748/6586-0Fax:+43(0)7748/[email protected]
中国总部贝加莱工业自动化(上海)有限公司上海市田林路487号宝石园21号楼 Tel.:+86/(0)21/5464 4800 Fax:+86/(0)21/3367 5666info.cn@br-automation.comwww.br-automation.cnwww.br-education.com
TM24
0TR
E.2
5-C
HN
© 2
006
by B
&R
. All
right
s re
serv
ed.
All
trade
mar
ks p
rese
nted
are
the
prop
erty
of t
heir
resp
ectiv
e co
mpa
ny.
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
.