thuc tap nha may cao su
59
Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng LỜI NÓI ĐẦU Ngày nay, vật liệu polyme đang thay thế dần một cách có hiệu quả các vật liệu truyền thống nhờ các tính năng rất ưu việt của chúng như độ bền dẻo, độ dai, độ đàn hồi, độ chống ma sát cao ... nhờ các tính chất đặc biệt này mà chúng dể định hình, gia công thành sản phẩm.Ở nước ta, mặc dù xuất hiện khá trể nhưng ngành polyme phát triển rất nhanh và là một trong nhữnh ngành công nghiệp mũi nhọn của nước ta. Hiện nay, sản phẩm polyme chưa đáp ứng hết được nhu cầu tiêu dùng, nhưng nó góp phần không nhỏ vào sự phát triển ngành công nghiệp của đất nước. Để nắm bắt và tìm hiểu thực tế nhằm củng cố và nâng cao và củng cố thêm kiến thức đã học từ lý thuyết, Trường đã bố trí chúng em đi thực tập tại hai địa điểm: Công ty cổ phần Nhựa Đà Nẵng Công ty cổ phần Cao su Đà Nẵng Sau đợt thực tập này giúp chúng em có sự định hướng tốt trong học tập và nghiên cứu cũng như các thao tác vận hành máy móc của công nhân. Thời gian thực tập có giới hạn, nhưng nhờ sự giúp đỡ của các thầy cô, cán bộ kỹ thuật, công nhân nhà máy cùng với sự nổ lực của bản thân đã giúp em hiểu rõ nội dung của đợt thực tập này.Tuy nhiên, do khả năng còn hạn chế nên SVTH: Đinh Ngọc Duy Trang: 1
-
Upload
minhhuan0101 -
Category
Documents
-
view
827 -
download
4
Transcript of thuc tap nha may cao su

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
LỜI NÓI ĐẦU
Ngày nay, vật liệu polyme đang thay thế dần một cách có hiệu quả các vật liệu
truyền thống nhờ các tính năng rất ưu việt của chúng như độ bền dẻo, độ dai, độ đàn
hồi, độ chống ma sát cao ... nhờ các tính chất đặc biệt này mà chúng dể định hình, gia
công thành sản phẩm.Ở nước ta, mặc dù xuất hiện khá trể nhưng ngành polyme phát
triển rất nhanh và là một trong nhữnh ngành công nghiệp mũi nhọn của nước ta.
Hiện nay, sản phẩm polyme chưa đáp ứng hết được nhu cầu tiêu dùng, nhưng nó
góp phần không nhỏ vào sự phát triển ngành công nghiệp của đất nước.
Để nắm bắt và tìm hiểu thực tế nhằm củng cố và nâng cao và củng cố thêm kiến
thức đã học từ lý thuyết, Trường đã bố trí chúng em đi thực tập tại hai địa điểm:
Công ty cổ phần Nhựa Đà Nẵng
Công ty cổ phần Cao su Đà Nẵng
Sau đợt thực tập này giúp chúng em có sự định hướng tốt trong học tập và nghiên cứu
cũng như các thao tác vận hành máy móc của công nhân.
Thời gian thực tập có giới hạn, nhưng nhờ sự giúp đỡ của các thầy cô, cán bộ kỹ
thuật, công nhân nhà máy cùng với sự nổ lực của bản thân đã giúp em hiểu rõ nội dung
của đợt thực tập này.Tuy nhiên, do khả năng còn hạn chế nên còn nhiều thiếu sót, mong
các thầy cô thông cảm và đóng góp những ý kiến quí báu để em rút kinh nghiệm cho
lần thực tập sau.
Cuối cùng, em xin chân thành cảm ơn các thầy cô cùng cán bộ kỹ thuật và công
nhân Nhà máy nhựa và Cao su Đà Nẵng đã giúp đỡ em hoàn thành nhiệm vụ trong đợt
thực tập này.
Đà Nẵng, ngày 02 tháng 06 năm 2007
SVTH: Đinh Ngọc Duy Trang: 1

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
PHẦN I:
TỔNG QUAN VỀ CÔNG TY CAO SU ĐÀ NẴNGông ty cổ phần Cao su Đà Nẵng, tên giao dịch DRC (DANANG RUBBER COMPANY), là công ty trực thuộc Tổng Công ty Hoá chất Việt Nam và là một trong những công ty cổ phần cao su lớn trong nước.Sản phẩm của công ty đa
dạng về chủng loại, nhiều về số lượng và tốt về chất lượng.Chính vì những yếu tố đó nên sản phẩm của công ty cổ phần cao su Đà Nẵng đã có mặt cả trong và ngoài nước.
CĐể việc quản lý các hoạt động sản xuất và công tác phục vụ sản xuất tốt, công ty đã chia ra 6 xí nghiệp với các nhiệm vụ khác nhau:
* Xí nghiệp săm, lốp ô tô: chuyên sản xuất các loại săm, lốp ô tô.* Xí nghiệp săm, lốp xe đạp - xe máy: chuyên sản xuất các loại săm, lốp xe đạp -
xe máy.*Xí nghiệp đắp lốp ô tô: chuyên đắp lại các loại lốp ô tô đã bị mòn sau thời gian
sử dụng.* Xí nghiệp cán luyện: làm nhiệm vụ luyện cao su ban đầu thành cao su bán
thành phẩm để cung cấp cho các xí nghiệp săm, lốp ô tô; xí nghiệp săm, lốp xe đạp - xe máy; xí nghiệp đắp lốp ô tô.
* Xí nghiệp cơ khí: nhiệm vụ làm mới và sửa chữa về mặt cơ khí của các thiết bị trong tất cả các xí nghiệp trong công ty.
* Xí nghiệp năng lượng: làm nhiệm vụ cung cấp năng lượng ở tất cả các dạng cho tất cả các xí nghiệp của công ty.
Tất cả các xí nghiệp nêu trên mỗi xí nghiệp đều có cơ cấu tổ chức, một chức năng riêng, nhiệm vụ cụ thể riêng nhưng các chức năng và nhiệm vụ đó có chung mục đích là tạo ra sản phẩm cho công ty.
Sau thời gian thực tập, em đã học hỏi được rất nhiều kinh nghiệm tổ chức quản lý của nhà máy cũng như vốn kiến thức thực tế bổ sung cho những gì học được ở trường.Mặc dù vậy, trong bảng báo cáo này, em cũng không tránh được những sai xót. Chính vì vậy, em kính mong thầy cô hướng dẫn và chỉ bảo thêm để em có thể hoàn thiện mình hơn.
SVTH: Đinh Ngọc Duy Trang: 2

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
PHẦN II
Chương 1
XÍ NGHIỆP SĂM LỐP XE ĐẠP - XE MÁY
I. GIỚI THIỆU VỀ XÍ NGHIỆP XE ĐẠP - XE MÁY: Xí nghiệp Săm, Lốp Xe đạp - Xe máy là một trong những xí nghiệp thành viên của công ty cao su ĐN, trực tiếp sản xuất ra sản phẩm cho công ty.Sản phẩm của xí nghiệp là săm và lốp xe đạp, xe máy các loại, đa dạng về chủng loại và tốt về chất lượng. Chính vì những yếu tố đó mà sản phẩm của xí nghiệp luôn được người tiêu dùng trong và ngoài nước đón nhận Để sản phẩm có thể chiếm được thị trường thì phải có chất lượng tốt.Muốn có được chất lượng sản phẩm tốt là nhờ có điều kiện sản xuất tốt, cụ thể là các dây chuyền sản xuất hiện đại và công nghệ cao.Từ đó, sản phẩm của xí nghiệp được tạo ra sẽ đáp ứng nhu cầu đòi hỏi ngày càng cao của người tiêu dùng.
II. THIẾT BỊ VÀ CHỨC NĂNG CỦA TỪNG THIẾT BỊ:
1. Thiết bị ở nhà lốp:
1.1. Máy luyện: Trong xí nghiệp có nhiều chủng loại máy luyện với nhiệm vụ chung là luyện cao
su bán thành phẩm để cung cấp cho quá trình sản xuất săm-lốp xe đạp, xe máy.- Máy luyện Trung Quốc Ф 450: có 2 máy (XLH-01, 02), mỗi máy dùng động
cơ 3 pha có công suất P = 5,5KW, chạy với tốc độ N = 980 vòng/phút.Máy luyện 450 có nhiệm vụ luyện su bán thành phẩm cung cấp cho máy cán hình xe máy và ép đùn mặt lốp xe máy.
-Máy luyện Ф 300: có 3 máy, dùng động cơ điện 3 pha, máy XLH-07 có công suất P = 30 kw, chạy với tốc độ N = 1455 vòng/phút; máy XLH-09 có công suất P = 22KW, có tốc độ N = 1464 vòng/phút. Trong đó, 2 máy có nhiệm vụ luyện su bán thành phẩm cung cấp cho máy cán hình màu (nhà lốp) và 1 máy có nhiệm vụ luyện su bán thành phẩm cung cấp cho máy ép đùn săm xe đạp (nhà săm).
-Máy luyện Campuchia Ф 250: có 1 máy, dùng động cơ điện 3 pha công suất P = =8,5kw, chạy với tốc độ N = 970 vòng/ phút.Máy này có nhiệm vụ chủ yếu luyện su bán thành phẩm màu cung cấp cho máy cán hình màu.
- Máy luyện Ф 345: có 3 máy, dùng động cơ điện 3 pha công suất P = 45kw, chạy với tốc độ N = 1400 vòng/ phút. Máy này có nhiệm vụ chủ yếu luyện su bán thành phẩm cung cấp cho máy ép đùn săm xe đạp (nhà săm).
-Máy luyện Ф 400: có 1 máy, dùng động cơ điện 3 pha công suất P = 25kw, chạy với tốc độ N = 1400 vòng/ phút. Máy này có nhiệm vụ chủ yếu luyện su bán thành phẩm cung cấp cho máy ép đùn săm xe máy (nhà săm).
- Máy luyện Ф560: có 2 máy, dùng động cơ điện 3 pha công suất P = 60kw, chạy với tốc độ N = 980 vòng/ phút. Máy này có nhiệm vụ chủ yếu luyện su bán thành phẩm cung cấp cho máy cán tráng (nhà lốp).
SVTH: Đinh Ngọc Duy Trang: 3

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
1.2. Máy cán tráng:Có 1 máy, làm nhiệm vụ cán su sau khi luyện lên vải để cung cấp cho 3 máy cắt
vải (XCV-01, XCV - 02, XCV - 03) và máy xé vải phin.Máy cán tráng dùng 2 động cơ: + Động cơ chính công suất P = 40kw, chạy với tốc độ N = 1400 vòng/phút.
+ Động cơ quay cự ly công suất P =1,5kw, chạy với tốc độ N = 1440 vòng/phút.
1.3. Máy xé vải phin (XXP-01): Động cơ chính có công suất P = 1.1kw.Máy có nhiệm vụ xé vải đã qua cán tráng
cung cấp cho bộ phận bọc vải phin lốp xe đạp và bọc nối tanh hon đa, tanh bagác.
1.4. Hệ thống tanh xe máy: Có nhiệm vụ tạo ra tanh xe máy cung cấp cho máy thành hình xe máy.Máy dùng 3 động cơ:
* Động cơ cắt tanh: công suất P = 1,5kw* Động cơ đùn tanh: công suất P = 7,5kw, tốc độ N = 1450 vòng/phút.* Động cơ kéo trống: công suất P = 4,5kw, tốc độ N = 1450 vòng/phút.
1.5. Hệ thống tanh xe đạp leo núi: Có nhiệm vụ tạo ra tanh xe đạp leo núi cung cấp cho máy thành hình xe đạp leo
núi. Máy dùng 3 động cơ:* Động cơ cắt tanh: công suất P = 2,2kw, tốc độ N = 1400 vòng/phút.* Động cơ đùn tanh: công suất P = 5,5kw, tốc độ N = 1740 vòng/phút.* Động cơ kéo trống: công suất P = 3,7kw, tốc độ N = 1730 vòng/phút.
1.6. Hệ thống tanh xe đạp: Gồm các bộ phận: cắt tanh, uốn tanh, hàn tanh và ủ tanh.Hệ thống tanh xe đạp có nhiệm vụ cung cấp tanh cho bộ phận thành hình lốp xe đạp.Trong đo, bộ phận uốn tanh dùng động cơ công suất P = 1,5kw, tốc độ động cơ N = 1450 vòng/phút. Bộ phận hàn tanh,ủ tanh dùng biến thế hàn. Ngoài ra, bộ ly hợp của động cơ đùn tanh và động cơ quay trống có công suất P = 2W, Ura = 35V, tốc độ N = 1800 vòng/phút.
1.7. Máy cắt vải (XCV - 01, 02, 03): Mỗi máy dùng 3 động cơ điện có công suất khác nhau với các nhiệm vụ khác
nhau cụ thể:+Động cơ chính: công suất P = 1.5kw, tốc độ N = 1450 vòng/phút.
+Động cơ dao: công suất P = 0.75kw, tốc độ N = 2850 vòng/phút.Động cơ có nhiệm vụ quay dao, hành trình của xe dao sử dụng khí nén và được giới hạn bằng hai sensor tác động theo khoảng cánh, việc nâng, hạ dao nhờ vào ben sử dụng khí nén.
+ Động cơ phụ: công suất P = 3kw, tốc độ động cơ N = 1450 vòng/phút.Trong 2 máy cắt vải thì máy XCV - 02,03 có nhiệm vụ cắt vải sau khi được qua cán tráng để cung cấp vải mành xe đạp cho bộ phận thành hình lốp xe đạp, vải mành này được dùng làm mặt trong của lốp xe đạp, xe đạp leo núi. Máy XCV - 01 có chủ yếu có nhiệm vụ cắt vải sau khi qua cán tráng để cung cấp vải mành xe máy cho bộ phận thành hình lốp xe máy.
SVTH: Đinh Ngọc Duy Trang: 4

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
1.8. Máy đùn mặt lốp xe máy (XEĐ-01): Su bán thành phẩm sau khi luyện được đưa qua máy đùn mặt lốp tạo ra mặt lốp
của lốp xe máy để cung cấp cho bộ phận thành hình lốp xe máy. Ép đùn xe máy sủ dụng 2 động cơ 3, gồm: +Động cơ chính: công suất P = 75kw, tốc độ N =1450 vòng/phút.Động cơ chính làm nhiệm vụ qua đầu đùn và tốc độ có thể thay đổi được nhờ vào bộ phận dùng thay đổi tốc độ tốc độ động cơ.
+Động cơ băng tải: công suất P = 1.5 kw, tốc độ N =1450 vòng/phút.Động cơ làm nhiệm vụ quay hệ thống băng tải, để đưa mặt lốp sau khi đùn qua hệ thống làm mát băng nước, làm khô nước và cắt thành những đoạn có chiều dài bằng chu vi của lốp.
1.9. Máy ép đùn mặt lốp 2 màu: Su bán thành phẩm sau khi luyện được đưa qua máy ép đùn mặt lốp 2 màu tạo ra
mặt lốp của lốp xe đạp để cung cấp cho bộ phận thành hình lốp xe đạp.Máy này sử dụng 3 động cơ 3, gồm:
+Động cơ chính: có công suất P = 55 kw, tốc độ N = 980 vòng/phút. Có nhiệm vụ đùn su đen.
+Động cơ quay bánh răng: có công suất P = 22kw, tốc độ N = 970 vòng/phút.Nhiệm vụ đùn su màu. Hai động cơ trên làm nhiệm vụ quay 2 đầu đùn và tốc độ có thể thay đổi được nhờ vào bộ phận dùng thay đổi tốc độ tốc độ động cơ
+ Động cơ bơm dầu: công suất P = 0,75W, tốc độ N = 910 vòng/phút.Động cơ làm nhiệm vụ bơm dầu cho hệ thống đùn mặt lốp 2 màu.
1.10. Một số máy thành hình.
1.10.1. Máy cán mặt lốp 5 trục (XCL - 01):Có nhiệm vụ cán su bán thành phẩm sau khi đã được nhiệt luyện thành hình
dạng ban đầu của mặt ngoài của lốp xe đạp. Su sau khi cán đưa qua băng tải để làm mát và đưa đến bộ phận quấn mặt lốp lên lốp xe đạp đã được thành hình.Máy cán mặt lốp 5 trục sử dụng 2 động cơ điện 3 pha:
+ Động cơ chính: công suất P = 7,5kw, tốc độ N = 1450 vòng/phút. Động cơ chính có nhiệm vụ tạo chuyển động quay cho các trục cán để thực hiện quá trình cán, chuyển động của động cơ được truyền cho các trục thông qua hộp giảm tốc.
+ Động cơ băng tải: có nhiệm vụ truyền chuyển động cho băng tải để băng tải thực hiện công việc chuyển su sau khi ra khỏi hệ thống làm mát đến bộ phận quấn mặt lốp xe đạp.Công suất của động cơ P = 2 kw.
1.10.2. Máy cán hình (XCL - 03): Máy có 4 trục chuyển động nhờ động cơ chính có công suất P = 7.5kw, tốc độ
động cơ N = 1450 vòng/phút, thông qua hộp giảm tốc. Máy có nhiệm vụ cán su bán thành phẩm sau khi luyện để tạo ra mặt lốp xe leo núi cung cấp cho các máy thành hình leo núi.
SVTH: Đinh Ngọc Duy Trang: 5

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
1.10.3. Máy cán mặt lốp màu (XCL - 0.): Máy cũng cấu tạo gồm 4 trục cán chuyển động nhờ vào động cơ có công suất P
=11kw, tốc độ động cơ N = 1450 vòng/phút. Nhiệm vụ cung cấp su có hình dạng mặt ngoài của lốp cho bộ phận quấn mặt lốp tạo ra hình dáng ban đầu cho chiếc lốp xe đạp.
1.10.4 Máy cán hình mới (XCL - 04): Có cùng nhiệm vụ như máy cán hình 5 trục.Máy sử dụng động cơ có công suất
P = 22kw, tốc độ N = 1760 vòng/phút.
1.10.5 Máy thành hình lốp xe máy (XTM-01, 02, 03, 04): Có nhiệm vụ sử dụng tanh xe máy từ hệ thống tanh xe máy, vải mành xe máy
được cắt từ máy cắt vải và su sau khi qua hệ thống cán mặt lốp sẽ tạo thành hình dạng của chiếc lốp xe máy cung cấp cho bộ phận lưu hoá. Mỗi máy sử dụng 3 động cơ:
+Động cơ chính: công suất P =2,2kw làm nhiệm vụ quay trống.+Động cơ cấp vải: công suất P = 0,75 kw, làm nhiệm vụ cấp vải cho thành hình.
Riêng XTM-04 dùng động cơ công suất P = 0,75kw, tốc độ động cơ N = 1450 vòng/phút, XTM-02 dùng động cơ công suất P = 0,37kw, tốc độ động cơ N = 1390 vòng/phút
+Động cơ cà lốp: công suất P = 0.75kw làm nhiệm vụ cà mặt lốp.Hoạt động của máy thành hình xe máy ngoài động cơ còn sử dụng hệ thống van khí nén cho các việc như bung trống, hạ trống; gấp vải; nâng, hạ cơ cấu cà lốp; nâng, hạ cơ cấu dẫn hướng cho vòng tanh. Máy thành hình hoạt động có hai chế độ tay, tự động. Ở chế độ tay, tất cả các hoạt động của máy được thực hiện thông qua các công tắc và nút ấn, còn ở chế độ tự động thì các hoạt động của máy được điều khiển bằng bộ điều khiển lập trình PLC (các máy dùng bộ điều khiển lập trình họ FXn của hãng Mitsubishi).
1.10.6. Máy thành hình lốp bagác min (XTĐ-05): Có nhiệm vụ thành hình nên lốp xe bagác để cung cấp cho bộ phận lưu
hóa.Dùng 3 động cơ, động cơ chính có công suất P = 1,4kw, tốc độ động cơ N = 1450 vòng/phút
1.10.7. Máy thành hình lốp xe đạp: Gồm có 7 máy, có nhiệm vụ sử dụng tanh xe đạp do bộ phận làm tanh xe đạp
cung cấp cùng với vải mành xe đạp do máy cắt vải cung cấp để thành hình chiếc lốp xe đạp sau đó quấn su và chuyển sang bộ phận lưu hoá. Mỗi máy thành hình lốp xe đạp sử dụng 2 động cơ:
+ Động cơ chính: công suất P = 0.75 kw, có nhiệm vụ quay trống cùng với hệ thống đặt vòng tanh, gấp vải được điều khiển bằng hệ thống van khí nén để thực hiện công việc thành hình nên lốp xe đạp.
+Động cơ cấp vải: có công suất P = 0.75kw, chạy tốc độ N = 1450 vòng/phút +Động cơ có nhiệm vụ cung cấp vải trong quá thành hình lốp xe đạp. Động cơ
được điều khiển chạy nhờ tín hiệu từ BK hay sensor. Giống như máy thành hình xe máy, hoạt động của máy thành hình lốp xe đạp cũng có hai chế độ tay, tự động và cũng được điều khiển bằng bộ điều khiển lập trình khác với thành hình xe máy ở thành hình xe đạp không có bộ phận cà lốp.
SVTH: Đinh Ngọc Duy Trang: 6

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
1.10.8. Máy thành hình lốp leo núi: Gồm có 8 máy, có nhiệm vụ dùng tanh, vải mành, su đã qua cán mặt lốp để tạo
nên hình dạng của chiếc lốp leo núi cung cấp cho bộ phận lưu hoá. Mỗi máy có 3 động cơ công suất P=1,5kw, trong đo, một động cơ làm nhiệm vụ quay trống thành hình, 2 động cơ làm nhiệm vụ cấp vải. Riêng XTĐ-16, động cơ cấp vải có công suất P = 0,37kw, tốc độ N = 1390 vòng/phút. Hoạt động của máy có hai chế độ tay, tự động. Ở chế độ tay dược diều khiển bằng các nút ấn và công tắt, ở chế độ tự động hoạt động của máy được điều khiển bằng bộ điều khiển lập trình loại SEPLC.
1.11.1. Máy lưu hoá:a) Máy lưu hoá lốp xe xuất khẩu :
Gồm có 9 máy, chia làm hai cụm, cụm thứ nhất gồm có 5 máy dùng động cơ công suất P =11 kw, chạy với tốc độ N=1450 vòng/phút, động cơ có nhiệm vụ bơm cung cấp dầu cho việc ép khuôn trong qua trình lưu hoá.Cụm thứ 2 có 4 máy dùng động cơ bơm dầu có công suất P = 7,5kw, chạy tốc độ N = 1750 vòng/phút.
b) Máy lưu hoá lốp xe máy: Gồm 11 máy chia làm việc với 2 cụm thuỷ lực.Mỗi cụm dùng động cơ bơm dầu
có công suất P = 4,5kw, tốc độ N = 1450 vòng/phút. Trong đó, các máy XLL-50, 51, 52 mới đưa vào hoạt động sử dụng động cơ có công suất P = 15kw, tốc độ N = 965 vòng/phút.
c) Máy lưu hoá lốp xe đạp: Có 21 máy chia ra làm 10 cụm thuỷ lực, mỗi cụm thuỷ lực dùng 1 động cơ bơm dầu có công suất P = 4,5 kw, chạy với tốc độ N =1450 vòng/phút.
1.11.2. Máy lưu hóa chân van: Sử dụng động cơ bơm dầu có công suất P = 4,5kw, chạy với tốc độ N =1450
vòng/phút. Nhiệm vụ là cung cấp chân van cho bộ phận săm xe máy.
1.11.3. Máy lưu hóa cốt hơi: Có 5 máy, 3 máy đặt tại xí nghiệp XĐ-XM sử động cơ bơm dầu có công suất P =
=4,5kw, chạy với tốc độ N =1450 vòng/phút và 2 máy đặt tại xí nghiệp ô tô.Nhiệm vụ là cung cấp cốt hơi cho bộ phạn lưu hóa lốp các loại.
1.11.4. Máy nén cao áp: Có 2 máy, mỗi máy dùng động cơ có công suất P = 5.5kw, chạy với tốc độ N =
=855 vòng/phút.Hai máy nén cao áp có nhiệm vụ cung cấp khí nén cho các máy lưu hoá, máy cà lốp.Trong quá trình lưu hoá khí nén dược đưa vào để cùng với khuôn tạo nên hoa lốp. Ngoài ra còn có 3 máy nén puma mỗi máy sử dụng một động cơ có công suất P = 7,5kw, chạy với tốc độ N = 1450 vòng/phút. Hiện 3 máy đang làm việc ở 3 khu vực: một ở khu vực làm tanh, cắt vải; 1 máy ở khu vực thành hình lốp xe đạp, xe máy; một ở khu vực thành hình lốp leo núi. Trong nhà lốp của xí nghiệp còn sử dụng 3 máy nén nhỏ, mỗi máy dùng mọt động cơ có công suất P = 2,2kw, chạy với tốc độ N = 1430 vòng/phút.
SVTH: Đinh Ngọc Duy Trang: 7

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2. Thiết bị ở nhà săm:
2.1 . Máy luyện Trung Quốc Ф 400: - Động cơ chính có công suất P = 45kw, chạy với tốc độ N = 980vòng/phút.Làm
nhiệm vụ quay 2 trục luyện.- Động cơ bơm dầu có công suất P = 0.25kw, chạy với tốc độ N = 1450
vòng/phút. Máy luyện Trung Quốc Ф400 có nhiệm vụ luyện su sau khi luyện lọc để cung cấp cho 2 máy: đùn săm xe đạp và đùn săm xe máy.
2.2. Máy luyện Ф345: Có 3 máy làm nhiệm vụ luyện và cung cấp su cho 2 máy đùn săm xe đạp, xe
máy thông qua hệ thống băng chuyền. Trong đó có 2 máy tham gia trực tiếp cung cấp su cho 2 máy đùn săm, máy thứ 3 làm nhiệm vụ luyên su cung cấp cho máy luyện lọc. Mỗi máy sử dụng 2 động cơ: động cơ chính và động cơ phanh. Động cơ chính có công suất P = 45kw, tốc độ N = 1450 vòng/phút.
2.3. Máy luyện lọc Ф135: Hai máy, có nhiệm vụ lọc su để cung cấp cho các máy luyện
2.4. Máy đùn săm xe máy: Gồm 2 động cơ, động cơ chính làm nhiệm vụ quay trục của đầu đùn, có công
suất P = 37kw, tốc độ N = 1760 vòng/phút và động cơ băng tải có nhiệm vụ quay băng tải để đưa săm sau khi ra khỏi đầu đùn qua hệ thống làm mát , sấy khô, thổi bột và cắt săm thành từng đoạn có chiều dài bằng chu vi của săm có công suất P = 0,75kw, tốc độ N = 3420.
Ngoài ra, còn có các động cơ:- Động cơ dùng phùn bột cho mặt trong của lốp có công suất P = 0,18kw,
tốc độ N = 1650 vòng/phút.- Động cơ bơm chân không cho hệ thống dán chân van có công suất P =
=2,2kw, tốc độ N = 1730 vòng/phút.- Động cơ dùng cho băng tải sau khi đã qua cắt và dán chân van có công
suất P = 3,7kw, tốc độ N = 1730 vòng/phút.- 2 động cơ thổi khô săm:
+Công suất P = 0,75kw, tốc độ N = 2850 vòng/phút.+Tốc độ N = 2850 vòng/phút
Săm được cắt bằng dao cắt làm việc tự động điều khiển dao cắt nhờ vào sensor, dao cắt có nhiệt độ khoảng 1800C được nung với điện áp 200 - 220V từ biến áp từ ngẫu bên ngoài
2.5 Máy đùn săm xe đạp: Động cơ đùn có công suất P = 30 kw, tốc độ động cơ N = 1450 vòng/phút có
nhiệm vụ nhận su từ máy luyện Ф345 thông qua hệ thống băng tải để đùn ra săm, săm sau khi ra khỏi đầu đùn được đưa vào ống nhôm và cắt thành từng đoạn có chiều dài bằng chu vi của săm rồi đưa qua hệ thống làm mát sau khi ra khỏi hệ thống làm mát săm được đưa qua máy vuốt săm.
SVTH: Đinh Ngọc Duy Trang: 8

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2.6 Máy vuốt săm: Động cơ có công suất P = 3HP chạy tốc độ 1450 vòng/phút.Làm nhiệm vụ làm sạch săm sau khi đùn để cho vào lưu hoá.
2.7. Thùng lưu hoá săm xe đạp: Có nhiệm vụ lưu hoá săm sau khi đã được vuốt
2.8. Máy rút lõi săm:Có 2 máy, một máy có công suất P = 4HP, một máy có công suất P = 3HP và
đều chạy với tốc độ N = 1450 vòng/phút săm sau khi lưu hoá được đưa qua bộ phận rút lõi để lấy săm ra khỏi lõi.
2.9. Máy đột lỗ chân van: Làm nhiệm vụ đột lỗ chân van của săm xe đạp.
2.10. Máy mài đầu săm: Làm nhiệm vụ mài hai đầu của săm để nối săm thành săm hoàn chỉnh
2.11. Máy hút chân không: Gồm có 6 máy hút chân không săm xe đạp và 2 máy hút chân không săm xe
máy, có nhiệm vụ hút chân không cho săm, chân không được tạo ra nhờ một động cơ bơm nước tuần hoàn.Việc hút được điều khiển bằng hệ thống van điện từ.
2.12. Máy đóng dấu: Có 2 máy, làm nhiệm vụ đóng dấu cho săm xe đạp, hoạt động của máy do 1 một ben khí nén cùng với van điện từ khí nén điều khiển.
2.13. Máy lưu hoá săm xe máy: Gồm 20 máy, mỗi máy gồm có 2 ben: một ben làm nhiệm vụ nâng hạ khuông,
một ben làm nhiệm vụ khoá khuông.Hệ thống van điện từ khí nén điều khiển hoạt động của 2 ben cùng 1 van màng để cung cấp nhiệt cho quá trình lưu hoá, tín hiệu để điều khiển cho các van điện từ lấy từ hai BK: BK nâng hạ khuông, BK khoá khuông và được xử lý qua thiết bị đếm thời gian số (Logo). Ngoài ra để cung cấp khí nén cho các thiết bị dùng khí nén của nhà săm, ở nhà săm còn sử dụng 2 máy nén puma mỗi máy dùng một động cơ 3 pha có công suất P = =7.5kw, chạy với tốc độ N = 1450 vòng/phút cùng với 4 máy nén nhỏ (pony) mỗi máy sử dụng một động cơ điện 3 pha có công suất P = 2,2kw, chạy với tốc độ N =1430 vòng/ phút.
2.14. Máy lưu hoá săm 4 tầng xe máy: Sử dụng động cơ có công suất P = 5,5kw, chạy với tốc độ N = 945 vòng/
phút.Có nhiệm vụ bơm dầu áp lực để nâng, ép khuôn trong quá trình lưu hóa.
SVTH: Đinh Ngọc Duy Trang: 9

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
III. BẢO DƯỠNG THIẾT BỊ:
1. Bảo dưỡng máy cắt vải (XCV - 01, 02):-Châm thêm dầu vào hộp tốc độ (6 tháng 1 lần)-Bôi trơn dây dẫn hướng, xi lanh, dao cắt (mỗi ca)-Kiểm tra siết lại toàn bộ các bu lông ghép khung máy, bu lông ghép gối đỡ
(hàng tháng).-Vô mỡ các gối đỡ, gối đỡ vải (hàng tuần).-Thay các tấm bố thắng gối đỡ vải (6 tháng).-Vệ sinh các bộ lọc tách khí nén (hàng tháng).-Châm thêm dầu vào bộ lọc khí nén (mỗi ca) .-Kiểm tra toàn bộ cơ cấu an toàn (mỗi ca).
2. Bão dưỡng máy luyện Trung Quốc Ф 250 :-Cho mỡ vào ụ cấp mỡ (mỗi ca).-Vô mỡ bánh răng gối trục (hàng tuần).-Hộp giảm tốc: - Kiểm tra châm dầu (hàng tuần).
-Vệ sinh thay dầu mới (hàng năm).-Kiểm tra siết các bu lông đai ốc lắp ghép (hàng tháng).-Vệ sinh tủ điện, hộp đấu dây, vô mỡ động cơ (hàng tháng).
3. Bão dưỡng máy luyện Trung Quốc Ф 450 :-Kiểm tra châm thêm dầu bôi trơn gối trục (hàng tuần).-Kiểm tra châm thêm dầu 2 bộ bánh răng (hàng tuần).-Hộp giảm tốc: - Kiểm tra châm thêm dầu (hàng tuần). - Vệ sinh thay dầu mới (hành năm).-Kiểm tra siết chặt các bu lông đai ốc (hàng tháng).-Vệ sinh tủ điện hộp đấu dây (hàng tháng).-Kiểm tra vô mỡ động cơ (6 tháng lần).
4. Bảo dưỡng máy luyện răng Ф 560:-Vệ sinh tủ điện hộp đấu dây (hàng tháng).-Kiểm tra siết chặt các bu lông đai ốc lắp ghép (hàng tháng).-Kiểm tra vệ sinh đường mỡ bôi trơn gối trục (hàng tháng).-Kiểm tra vô mỡ các cặp bánh răng, gối, vòng bi (hàng tuần).-Kiểm tra châm dầu bộ phanh an toàn (hang tuần).-Kiểm tra vô mỡ động cơ (6 tháng).-Hộp giảm tốc: - Châm thêm dầu EP140 (hàng tuần).
- Thay dầu mới EP140 (hàng năm).
5. Bảo dưỡng máy cán mặt lốp 2màu :-Vô mỡ gối trục (hàng ngày).-Vô mỡ bánh răng (hàng tuần).-Hộp giảm tốc: - Châm thêm dầu (hàng tuần).
- Thay dầu mới (hàng năm ).-Siết các bu lông đai ốc lắp ghép (hàng tháng).-Vệ sinh tủ điệm hộp đấu dây (hàng tháng).
SVTH: Đinh Ngọc Duy Trang: 10

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
6. Bảo dưỡng máy thành hình lốp xe máy:-Kiểm tra bộ lọc khí nén, xả nước, châm dầu (hàng tuần).-Kiểm tra cơ cấu khí, các bu lông gá trống thành hình (hàng tháng).-Kiểm tra dầu hộp giảm tốc, vô mỡ động cơ và các vị trí có vú bơm mỡ (6tháng
lần).
7. Bảo dưỡng máy thành hình lốp xe đạp :-Kiểm tra các bộ lọc khí nén, xả nước, châm dầu (mỗi tuần).-Kiểm tra các cơ cấu khí, các bu lông gá trống thành hình (hàng tháng).-Kiểm tra hộp giảm tốc, vô mỡ động cơ và các vị trí có vú bơm mỡ (6 tháng lần). -Vệ sinh tủ điện hộp đấu dây (hàng tháng).-Kiểm tra siết chặt các bu lông đai ốc lắp ghép (hàng năm).
8. Bảo dưỡng máy thành hình lốp leo núi:-Kiểm tra các nút an toàn, nút dừng sụ cố (mỗi ca).-Bơm dầu, mỡ vào các gối và các bộ phận trượt (hàng tuần).-Kiểm tra bảo dưỡng đồng hồ chỉ thị áp lực khí nén, dầu (6 tháng lần).-Kiểm tra siết chặt toàn bộ bu lông lắp ghép, bu lông móng (6 tháng lần).-Kiểm tra vệ sinh đường ống nén của máy (6 thang lần).-Thay dầu hộ giảm tốc của máy (3000 giờ lần).
9. Bảo dưỡng máy lưu hoá lốp xe đạp, xe máy:-Kiểm tra châm thêm dầu thuỷ lực (hàng tuần).-Vệ sinh thay dầu thuỷ lực (hàng năm).-Kiểm tra siết chặt các bu lông lắp ghép, treo khuôn (hàng tháng).-Vệ sinh động cơ tủ điện hộp đấu dây, kiểm tra dây mát (hàng tháng).-Vô mỡ bi động cơ (6 tháng lần).
10. Bảo dưỡng máy ép lưu hoá 2x400x600:-Kiểm tra siết chặt các bu lông đai ốc lắp ghép (hàng tháng).-Kiểm tra vệ sinh hệ thống trạm dầu thuỷ lực (hàng tuần).-Vệ sinh, thay dầu thuỷ lực (12 hàng lần).-Vệ sinh tủ điện hộp đấu dây (hàng tháng).
11. Bảo dưỡng máy nén các loại:-Kéo xã thử van an toàn (hàng tháng).-Canh chỉnh đồng hồ áp lực (6 tháng lần).-Canh chỉnh độ căng dây đai (3 tháng lần).-Thay dầu bôi trơn máy (6 tháng).
12. Bảo dưỡng máy cán tráng 3 trục:-Châm thêm dầu bôi trơn (mỗi ca).-Hộp giảm tốc: - Kiểm tra châm dầu (hàng tuần).
- Kiểm tra thay dầu mới (hàng năm).-Kiểm tra siết chặt các bu lông, đai ốc lắp ghép (hàng tháng).-Vệ sinh tủ điện hộp đấu dây, động cơ (hàng tháng).-Vệ sinh vô mỡ bi động cơ (hàng tháng).
SVTH: Đinh Ngọc Duy Trang: 11

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
13. Bảo dưỡng hệ thống đùn săm xe máy:-Kiểm tra cơ cấu an toàn (mỗi ca).-Châm thêm dầu vào các hộp giảm tốc (hàng tháng).-Kiểm tra thay dầu hộp giảm tốc (hàng năm).-Kiểm tra bảo dưỡng, vệ sinh các đường ống nhiệt, nước làm mát, khoang làm
mát (3 tháng lần).-Kiểm tra hệ thống điện, động cơ điện (3 tháng lần).
14. Bảo dưỡng máy luyện Trung Quốc Ф 400:-Vệ sinh tủ điện, hộp đấu dây động cơ (hàng tháng).-Kiểm tra siết chặt các bu lông, đai ốc lắp ghép (hàng tháng).-Kiểm tra châm thêm dầu bôi trơn gối trục (hàng tháng).-Kiểm tra vô mỡ các vòng bi (hàng tuần). -Kiểm tra châm thêm dầu phanh an toàn (hàng tuần).-Hộp giảm tốc: - Kiểm tra châm dầu (hàng tuần).
- Kiểm tra thay dầu mới (hàng năm).
15. Bảo dưỡng máy luyện Ф 345:-Kiểm tra châm thêm dầu bôi trơn gối trục (hàng tuần).-Kiểm tra châm thêm dầu 2 bộ bánh răng (hàng tuần).-Hộp giảm tốc: - Kiểm tra châm thêm dầu (hàng tuần).
- Vệ sinh thay dầu mới (hành năm).-Kiểm tra siết chặt các bu lông đai ốc (hàng tháng).-Vệ sinh tủ điện hộp đấu dây (hàng tháng).-Kiểm tra vô mỡ động cơ (6 tháng lần).
16. Bảo dưỡng thùng lưu hoá săm xe đạp :-Kiểm tra chống xì thùng lưu hoá (hàng tháng).-Vệ sinh trong và ngoài thùng lưu hoá (hàng tuần).-Kiểm tra dây nối đất an toàn (hàng ngày).
17. Bảo dưỡng máy cắt nối đầu săm TXS - LNJ - 360:-Bôi tơn các cơ cấu trục (mỗi ca).-Vệ sinh dầu thuỷ lực (hàng năm).-Kiểm tra thay thế các van tiết lưu, van giảm áp (6 tháng).-Kiểm tra bảo dưỡng các van an toàn (6 tháng).-Kiểm tra các cơ cấu an toàn (hàng năm).
18. Bảo dưỡng máy lưu hoá săm xe máy:-Châm dầu HLP 32 vào khe trượt pittong dưới (hàng tuần).-Bơm mỡ vào những vị trí có lỗ bơm mỡ (hàng tháng).-Châm dầu HLP 32 và xả nước các bộ lọc khí nén (hàng tuần).-Kiểm tra cơ cấu an toàn (hàng tháng).
SVTH: Đinh Ngọc Duy Trang: 12

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
IV. SỰ CỐ THIẾT BỊ: Do máy móc thiết của xí nghiệp nhiều, làm việc liên tục 24/24 nên việc xảy ra các hỏng hóc là không thể tránh khỏi mặt dù đã được kiểm tra bảo dưỡng định kỳ.Thiết bị của xí nghiệp nhiều về số lượng và chủng loại.Do vậy, sự cố của thiết bị cũng rất đa dạng. Sự cố được chia ra làm hai dạng chính: sự cố về mặt cơ khí và sự cố về mặt điện. Về mặt cơ khí do đa số thiết bị làm việc với chuyển động quay nên phải làm việc trên với hệ thống bi, bạc với cường độ làm việc liên tục thì các thiết bị này bị mài mòn là không thể tránh khỏi, khi chúng bị mài mòn đến giới hạn không cho phép thì coi như đã bị hỏng và cần phải thay thế. Về mặt điện sự cố cũng rất đa dạng ở các máy có thể có những sự cố về mạch động lực hoặc sự cố xảy ra ở mạch điều khiển.Sự cố ở mạch động lực là những sự cố xảy ra ở các động cơ, aptômat, khởi động từ.Ở các động cơ do chuyển động của động cơ là chuyển động quay trên các vòng bi, nên sự cố của động cơ thường bắt nguồn từ sự cố về cơ khí của các vòng bi, việc mài mòn của các vòng bi quá giới hạn cho phép mà không được thay các vòng bi thì sẽ dẫn đến hỏng các cuộn dây của động cơ.Ở mạch điều khiển do thiết bị nhiều về số lượng và đa dạng về chủng loại cho nên sự cố ở mạch điều khiển cũng rất đa dạng. Quá trình sản xuất yêu cầu phải có áp lực để cung cấp cho một số thiết bị làm nhiệm vụ tạo lực để ép.Áp lực có hai loại: áp lực dầu và áp lực khí.Để điều khiển áp lực có hệ thống van điện từ khí nén, dầu với số lượng nhiều thường và có những sự cố hỏng pin hút. Ngoài những sự cố trên còn rất nhiều sự cố khác, nói chung sự cố rất đa dạng nó phụ thuộc vào từng loại thiết bị nên khó có thể kể hết.
SVTH: Đinh Ngọc Duy Trang: 13

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Chương 2
GIỚI THIỆU DÂY CHUYỀN SẢN XUẤT
SĂM, LỐP XE ĐẠP - XE MÁY
I. DÂY CHUYỀN SẢN XUẤT XE MÁY:*Yêu cầu chung: Lốp xe máy dùng cho các loại xe có tốc độ tương đối cao, tải trọng khá lớn.Do đó yêu cầu kỹ thuật của lốp là không bị đảo trong quá trình sử dụng, lớp chịu mài mòn, va đập, chịu biến dạng tốt.
1. Quy trình sản xuất:
2. Thuyết minh dây chuyền: Quá trình sản xuất lốp xe máy được thực hiện theo trình tự sau: nguyên liệu cung cấp cho xí nghiệp xe đạp, xe máy là su bán thành phẩm do xí nghiệp cán luyện cung cấp, BTP sau khi về xí nghiệp xe đạp, xe máy đưa qua máy luyện để thực hiện quá trình nhiệt luyện. Su sau khi nhiệt luyện sẽ được đưa qua một trong hai công doạn: qua máy cán tráng hoặc qua đùn mặt lốp. Sau khi qua máy cán tráng nhận được bán thành phẩm vải đã được cán su, vải nay sẽ được đưa qua máy cắt vải mành xe máy để cắt thành những đoạn vải có kích thước của chiếc lốp để sử dụng làm mặt trong của lốp. Một phần su sau khi nhiệt luyện được đưa qua đùn mặt lốp, sau khi qua khỏi máy đùn mặt lốp bán thành phẩm sẽ cho những đoạn su có chiều dài bằng chu vi của chiếc lốp và có hình dạng ban đầu của mặt ngoài chiếc lốp. Ngoài ra để tạo thành chiếc lốp còn có một thành phần nữa đó là tanh, tanh xe máy được tạo ra từ hệ thống tanh xe máy.Tanh có nhiệm vụ đảm bảo phần chiệu lực cho viền chiếc lốp khi lắp vào vành khi sử dụng. Các thành phần: vải mành, su đã được đùn mặt lốp, tanh xe máy sẽ được đưa qua bộ phận thành hình lốp xe máy, sau khi qua giai đoạn thành hình sẽ nhận được hình dáng ban đầu của chiếc lốp.Để có được chiếc lốp hoàn chỉnh thì sau khi thành hình sẽ được đưa qua giai đoạn lưu hoá, ở giai đoạn này có nhiệm vụ làm cho chín su đồng thời tạo nên nhữnh hoa văn trên chiếc lốp.Lưu hoá là giai doạn cuối cùng để tạo ra một chiếc lốp. Để có thể đưa ra thị trường lốp phải được qua bộ phận kiểm tra chất lượng gọi là KCS để công nhận lốp đạt chất lượng
SVTH: Đinh Ngọc Duy Trang: 14
SBTP Luyện
Cán tráng Cắt vải
Đùn mặt lốp
HThống tanh xe máy
THLXM Lưu hóa

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
3. Các công đoạn sản xuất:
i. Gia công vải mành:Vải mành sử dụng cho lốp xe máy là vải polyamid, thường dùng vải có kí hiệu
840D/2 * Yêu cầu kỹ thuật của vải:+ Tấm dày vải tráng cao su: 0.9 – 1.0 mm + Không bị nhăn, gấp, trắng vải + Cao su tráng vải không bị tự lưu, bán lưu+ Phải đảm bảo các yêu cầu về nhiệt độ, trục cán tráng, hệ thống làm mát, bộ
phận cuộn và nhả vải để vải tráng ra có chất lượng tốt.+ Vải tráng xong được kê lên giá, sau 6 - 8 giờ mới được sử dụng.+ Chú ý độ dẻo cao su đem tráng, trục dãn vải, vận tốc dài của máy để có tầm
dày theo yêu cầu. Sử dụng máy cán 3 trục để cán vải:
Thứ tự trục Tỷ tốc trục ( theo trục trên) Nhiệt độ trục ( 0C )Tráng vải Xát vải Tráng vải Xát vải
Trục trên 1 1 70 80 70 80Trục giữa 1,5 1,15 60 70 50 60Trục dưới 1,15 1 50 60 70 80
ii. Cắt vải:Vải được tráng cao su ở 2 mặt, được cắt theo khổ qui định (góc cắt khoảng 300
hay lớn hơn tuỳ theo qui định).Sau khi cắt xong được lót lên trên một lớp vải lót và cuốn thành cuộn.
iii. Mặt lốp:Được ép đùn trên máy ép đùn trục vít 115, mỗi qui cách lốp sử dụng một thước
đùn khác nhau Kích thước cơ bản của BTP mặt lốp:
Loại BTP mặt lốp a(mm) b(mm) c(mm) H(mm) h(mm)
2,2527 gai sợi2,2517gai thường2,50 172,75 163,00 183,00 19
495052818383
687074110120120
150150164190190190
4,95,25,86,58,68,6
1,91,91,92,12,42,4
iv. Yêu cầu kỹ thuật:- Cao su BTP mặt lốp không bị lẫn tạp chất, không bị xốp, bán lưu, kích thước
phải đồng đều và đạt theo yêu cầu - Xếp mặt lốp lên khay sạch, không được để chồng mặt lốp với nhau, sau 4 -6 h
mới được sử dụng để thành hình.
SVTH: Đinh Ngọc Duy Trang: 15

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
v. Vòng tanh:- Dây đồng được bọc su bằng cách cho qua một máy ép đùn, kết quả là cao su
bám quanh sợi dây đồng- Cắt tanh theo chiều dài qui định, quấn vào dưỡng tanh 2 - 4 vòng rồi đánh xoắn
2 đầu tanh theo bước xoắn qui định
4. Thành hình:Tuần tự theo các bước sau:
i. Cắt vải: Theo các thông số sau:
Chỉ tiêu 2,25-17 2,50-17 2,75-16 3.00-18 3,00-19Góc cắt vải(độ)Chiều rộng tấm 1 (mm)Chiều rộng tấm 2 (mm)Chiều dài vải (mm)BS trống
471902101390150
502102301390165
532402601340185
502502701480195
502402601580185
ii. Thành hình:- Dán 2 tấm vải đã cắt vào nhau, cuộn thành ống- Đưa tanh vào rãnh trống thành hình- Đưa trống, gấp vải, cà biên vải.Kết thúc bước này dùng xăng công nghệ quét
đều lên thân lốp và để khô mới đắp mặt lốp lên Đắp mặt lốp: mặt lốp được và canh sao cho tâm mặt lốp trùng với đèn tâm trên trống, không được quá thụng hoặc quá căng .Mặt lốp ngay tại mối nối phỉa cắt vát nghiêng một góc nghiêng 450 chồng mé phẳng.
- Cà mặt lốp: mặt lốp đã được cà không được nhăn, gấp.Lấy lốp đã cà ra khỏi mặt trống, kiểm tra châm bọng khí.
iii. Lưu hoá :- Nhiệt độ lưu hoá: 1700C- Áp suất: 13 - 15 kg/cm2
- Nhiệt lưu hoá: 7 - 8 kg/cm2
- Thời gian lưu hoá: 15 - 17 phút- Khí nén: 13 - 15 kg/cm2
Thao tác:Kiểm tra lốp thành hình và đóng dấu lưu hoá cá nhân vào lòng lốp Cho lốp vào bàn định hình qui định cho từng loại lốp, mở khí nén trong vòng 1
phút với áp lực P = 4 -6 kg/cm2Lấy lốp định hình ra và lận cốt hơi vào, đồng thời dùng tay nén cho lốp ôm đều
cốt hơi, không lệch .Cho lốp đã định hình vào khuôn lưu hoá, sao cho lỗ hộp hơi phải trùng với lỗ
bầu hơi nén trong khuôn.Bấm nút động cơ đóng máy lên.Khi các khuôn đều đóng hoàn toàn thì mở nén
vào từ từ cho đến khi cực đại, chỉ mở 1 lần.
SVTH: Đinh Ngọc Duy Trang: 16

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Đúng thời gian lưu hoá qui định , van nén tự động mở và khí nén tự động thoát ra đến lúc kim đồng hồ áp lực chỉ 0 kg/cm2, các khuôn bắt đầu mở ra , chờ đến khi các khuôn mở ra hoàn toàn dùng cây gỗ bấy lốp lên để lấy lốp ra khỏi khuôn
Tháo lốp xe khỏi cốt hơi và cho vào vành ổn định lốp trong 15' , áp lực khí nén P = 2,5 -3 kg/cm2
Kiểm tra ngoại quan, vệ sinh, cắt bavia lốp sau khi ổn định KCS nhập kho.
II. DÂY CHUYỀN SẢN XUẤT LỐP XE ĐẠP:
1.Thuyết minh dây chuyền: Quá trình sản xuất lốp xe đạp được thực hiện theo trình tự các bước sau su bán thành phẩm sau khi được chuyển từ xí nghiệp cán luyện về sẽ đưa vào máy luyện để thực hiện quá trình nhiệt luyện.Bán thành phẩm sau khi được nhiệt luyện được đưa qua hai bộ phận : Bộ phận thứ nhất: bộ phận cán mặt lốp thực hiện bằng các máy cán hình, bộ phận này có nhiệm vụ tạo ra su có hình dáng ban đầu mặt ngoài của lốp. Bộ phận thứ hai: có nhiệm vụ chính tạo ra vải mành để làm mặt trong của lốp. Su sau khi nhiệt luyện đưa qua máy cán tráng thực hiện quá trình tráng su lên vải , vải sau khi qua cán tráng được đưa qua hai bộ phận : bộ phận xé vải phin nhận vải sau khi cán tráng để thực hiện qua trình xé thành những cuộn vải có kích thước hẹp. Vải này được dung để quấn vào 2 biên của chiếc lốp. Bộ phận cắt vải nhận vải sau khi được cán tráng cắt thành những đoạn vải dùng làm mặt trong của lốp. Tanh xe đạp cũng là một trong những yếu tố đánh giá độ bền của lốp, tanh được tạo ra từ bộ phận làm tanh xe đạp. Tanh được làm qua các công đoạn: cắt tanh , uốn tanh, hàn tanh và ủ tanh Vải cùng với tanh xe đạp đưa qua bộ phận thành hình để tạo ra hình dáng ban đầu của chiếc lốp bằng các máy thành hình. Sau khi ra khỏi máy thành hình, hình dáng của lốp chỉ có vải và tanh sẽ được đưa qua bộ phận quấn vải, quấn vải có nhiệm vụ làm tăng độ bền cho biên của lốp. Sau khi quấn vải chuyển sang bộ phận đắp su,bộ phận này có nhiệm vụ đắp su sau khi qua máy cán hình để làm mặt ngoài của lốp,bộ phân lưu hoá thực hiện công đoạn cuối cùng để tạo nên chiếc lốp hoàn chỉnh.
SVTH: Đinh Ngọc Duy Trang: 17
BTP Luyện
Cấu hình
Cán tráng
Xé vải phin
Cắt vải
Tanh xe đạp
THXĐ
Quấn vải phin
Đắp mặt lốp
Lưu hóa

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2. Gia công nguyên vật liệu bán thành phẩm:
2.1. Mặt lốp xe đạp:Bán thành phẩm cao su hỗn luyện mặt lốp xe đạp qua kiểm tra nhanh được đem
nhiệt luyện và đem vào máy cán hình để cán ra bán thành phẩm mặt lốp xe đạp có kích
thước
a (mm) = 28 1
b = 41 1
c = 104 1
h = 1.05 0.05
H = 3.2 0.05
Chiều dài mặt lốp xe đạp = 1860 10 mm
* Yêu cầu kỹ thuật:
-Bán thành phẩm phải láng mặt, không có tạp chất, không có bột khí.
-Kích thước đúng tiêu chuẩn kỹ thuật
-Biên không xơ rách.
-Tính chất cơ lý đảm bảo theo TCVN 1597-86.
2.2 Vải mành:Cao su dùng để tráng vải mành
Tráng một mặt, tầm dày vải sau khi tráng 0.5 - 0.55mm
*Yêu cầu kỹ thuật:
-Tầm dày theo đúng tiêu chuẩn kỹ thuật
-Mặt vải bóng láng
-Bám dính giữa cao su vải tốt.
-Không rách nát, không dính tạp chất.
-Không nhăn hoặc gấp vải.
2.3 Vải phin:-Cao su dùng để sát viền tanh
-Sát hai mặt tầm dày 0.3 - 0.35mm.
*Yêu cầu kỹ thuật:
-Không để trắng vải.
-Không dập trắng vải.
-Không để vải dính vào nhau.
2.4 Tanh:-Chiều dài cắt tanh 1840 0.5 mm.
-Sau khi hàn, ủ phải làm sạch bavia.
SVTH: Đinh Ngọc Duy Trang: 18

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
-Tanh trước khi đưa vào sản xuất phải sạch, nếu ủ phải xử lý theo yêu cầu kỹ
thuật.
-Đảm bảo kích thước theo yêu cầu.
-Tanh phải qua kiểm tra chu vi mới đưa vào sản xuất.
3. Thành hình:
3.1 Xé vải:-Vải đã ổn định rồi mới đem xé.
-Khổ rộng vải xé = 144 1 mm.
-Trong khi xé luôn điều chỉnh khổ vải, điều chỉnh vải lót để không xảy ra tình
trạng vải lót bị hụt, vải mành dính vào nhau.
3.2 Cắt vải và cuộn vải:-Chiều rộng = 144 1 mm
- Chiều dài = 2860 10 mm
-Góc cắt = 450 1
-Sau khi cắt xong tiến hành cuốn vải vào ống cuốn vải để cung cấp cho ống
thành hình.
3.3 Thành hình:-Trước khi thành hình phải kiểm tra động cơ, bộ truyền động, áp lực khí nén
căng tanh, các trống... đạt yêu cầu mới tiến hành thao tác.
*Thao tác thành hình kiểu ống:
-Vải mành được cắt trên máy cắt vải nằm.
-Lắp cuộn vải lên máy thành hình sao cho bề mặt vải có cao su nhiều quay lên
trên và kéo đầu mí về phía trống thành hình.
+Bước 1: Nhắp công tắc hnàh trình để dán trống lần 1.
+Bước 2: dán vải .
Dùng nam châm kẹp vải lên trống thành hình và canh biên vải theo vạch đèn bên
trê trống, nhắp bàn đạp để quấn vải lên trống, tách vải và dán mí.
+Bước 3: đặt hai vòng tanh, nhắp công tắc thành hình để đặt hai vòng tanh. Đặt
hai vòng tanh sát mép của hai dưỡng tanh.
+Bước 4: dãn trống lần hai và gấp vải.
+Bước 5: nhắp công tăvs hành trình để tháo lốp ra khỏi trống.
3.4 Bọc và cà vải phin:-Thân lốp sau khi thành hình và kiểm tra đạt yêu cầu được chuyển sang công
đoạn bọc gót lốp.
SVTH: Đinh Ngọc Duy Trang: 19

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
-Dùng vải phin đã xé từng cuộn nhỏ, khổ vải 20mm 1 để bọc quanh gót lốp
(màu của vải phải trùng với màu của cao su gót lốp) và phải bọc đều về hai phía của
thân lốp.
-Dùng tay vuốt cho vải phin ôm sát vào gót tanh.
-Thân lốp sau khi bọc vải phin được chuyển qua cà trên máy làm cho vải phin
dính chặt vào vải mành.
3.5 Đấp và cà mặt lốp:-Trước khi đắp mặt lốp phải kiểm tra mặt lốp theo đúng yêu cầu kỹ thuật, kiểm
tra lốp thành hình.
-Khi đắp mặt lốp phải tiến hành nhẹ nhàng, không kéo căng làm biến dạng mặt
lốp, không đắp lệch.
-Đầu nối cắt vát và chồng mí 3-5mm.
-Đầu nối cao su mặt lốp không trùng với đầu nối vải.
-Một lốp không không quá hai chỗ nối mặt lốp, khoảng cách giữ hai mối nối >=
200mm.
-Đắp mặt lốp xong nối bavia hai bên.
-Cho lốp qua máy cà ít nhất bốn lần.
-Cà xong nếu thấy lốp có bọng khí phải xử lý bằng cách lấy kim châm.
3.6 Lưu hoá:Nhiệt độ 1420C
Áp suất khí nén 8 - 9 kg/cm2
Thời gian 8 phút
Nếu nhiệt độ tăng 0,5 thì giảm thời gian lưu hóa xuống 1 phút
Nếu nhiệt độ giảm 0,5 thì tăng thời gian lưu hoá lên 1 phút
Trước khi lưu hóa và trong quá trình làm việc phải kiểm tra cốt hơi, ti, hộp hơi,
joint hộp hơi, hệ thống van và ống dẫn
Kiểm tra lốp thành hình trước khi cho vào khuôn lưu hoá để kiểm tra khuyết tật
và xử lý kịp thời để không xảy ra hư hỏng sản phẩm
SVTH: Đinh Ngọc Duy Trang: 20

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
III.QUY TRÌNH CÔNG NGHỆ SẢN XUẤT SĂM XE MÁY:
1.Dây chuyền công nghệ:
2. Chuẩn bị bán thành phẩm:
2.1 Hỗn luyện và lọc cao su săm: -Cao su BTP được nhiệt luyện trên máy luyện 345, mỗi mẻ luyện tối đa 25 kg;
cự ly trục máy 6 8 mm , sau đó được dao cắt cắt thành từng dải dài nhỏ có bề rộng khoảng 5 cm.
-Sau đó được chuyển sang công đoạn lọc trên máy ép đùn, cao su sau khi qua máy lọc có dạng sợi, đem để nguội 2 - 3 giờ , chuyển sang máy luyện hở 400 để thêm S và xúc tiến, luyện ở nhiệt độ 70 800C. Sau khi luyện xong để ổn định trong vòng 24 giờ, đem kiểm tra nhanh và phải đạt các tiêu chuẩn sau:
+ Độ cứng shore A: 50 55+ Tỷ trọng : 1,2 1,25+ Độ dẻo William : 0,3 0,4+ Điều kiện thử mẫu: 15' x 1420C
SVTH: Đinh Ngọc Duy Trang: 21
Cao su chân van Cao su BTP không SChân van
Xuất tâm
Chân van bán lưu
Thành hình
Lọc
Cho S + hóa chất
Kiểm tra nhanh
Ép đùn
Cắt định dài
Nối đầu
Lưu hóa
KCS
Nhập kho
Dán chân van
Làm sạch
Keo A
Keo B

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2.2 Ép đùn:Cao su sau khi luyện trên máy 400 được cho vào máy luyện cắt dải săm cao
su được cắt thành từng dải nạp liệu cho máy ép đùnSăm được đùn trên máy ép đùn 115, đạt kích thước sau :+ Bề rộng (1/2 chu vi): 58 60 mm+ Tầm dày : 1,3 1,4 mm+ Chiều dài cắt: 1500 10 mm+ Nhiệt độ đầu đùn: 80 900C+ Nhiệt độ cao su: 70 800C
*Yêu cầu:Tuyệt đối giữ vệ sinh công nghệ, không để cao su dính bẩn, cát sạn… Khu vực
nhiệt luyện, các khay đựng săm, van để cao su phải vệ sinh sạch sẽĐiều chỉnh tốc độ của đầu máy và tốc độ của băng tải phải phù hợp để săm đùn
ra có kích thước qui định, săm không bị dãn hoặc dồn gấp Điều chỉnh áp lực phun bọt talc không yếu để săm dính, không mạnh quá làm
biến hình sămKhi đùn nếu phát hiện tạp chất bị tự lưu cục bộ phải cắt bỏ các phần nàyỐng săm sau khi đùn phải được làm mát tốt, nếu không đủ điều kiện làm mát
săm và thân máy thì không tiến hành đún sămTrong khi đùn phải sử dụng hợp lý van nước làm lạnh ở đầu máy để giữ nhiệt đọ
đầu máy ổn định.
2.3 Gia công chân van:a. Chuẩn bị nguyên vật liệu:b. Cao su chân van: hỗn luyện không S. S được cho vào khi nhiệt luyện cao su
BTP. Cao su đã có S chỉ sử dụng 3-5 ngày tuỳ theo nhiệt độ môi trường. c. Van: yêu cầu không bị cong, dập ren, không dính dầu mỡ. Mài sạch đế van
trên đá mài để tăng bám dính.d. Keo: gồm hai loại keo pha theo đơn pha chế.
*Yêu cầu:Dụng cụ để pha sơn phải sạch sẽ, loại nào để riêng loại ấy.Lượng keo đã pha dung môi không để quá một ngàyKeo được bảo quản trong điều kiện thấp hơn 30oC, thoáng mát, tránh tiếp xúc
với hoá chất, ánh sáng, lửa.e. Thành hình:Cao su chân van được cắt thành từng miếng theo kích thước
Miếng lót trên: 25x25x3 mm, đục lổ 6 ngay giữaMiếng lót đáy: 15x15x3 mm
Bôi keo lên đế van theo thứ tự:Keo A để khô trong 20-30phút
Keo B để khô trong 20-30phútDùng chổi quét keo đều lên đế van, không quá dày, không để keo đọng lại một
chổ.Dán cao su chân van lên thân van theo thứ tự:+Miếng lót trên đưa vào phía trên của đế van+Đưa đinh vào lổ nhỏ ở đáy van
SVTH: Đinh Ngọc Duy Trang: 22

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Dán miếng lót vào đáy vanBóp nhẹ cho hai miếng lót dính vào van và dính vào nhauf. Lưu hoá:Gia nhiệt khuônĐưa van đã thành hình vào khuôn, ép nhẹ 30 giây, đóng mạnhThời gian bán lưu 7 phút 4kg/cm2 nếu bé hơn 3.7kg/cm2 không lưu hoáCắt hết bavia, loại bỏ thiết bị khuyết tật, lấy đinh ở lổ đáy ra
3. Thành hình săm:
Loại bỏ những van bị khuyết tật, mài nhám phần cao su chân vanKeo: dùng cao su S- pha xăng, tỉ lệ 1:8Loại bỏ những săm khuyết tật, vạch định dài săm.Dùng mũi đột đục lổ chân
van ở 1420 1mm
Thao tác cắt nối đầu săm:Áp lực khí nén phải đạt 6kg/cm2Vệ sinh sạch sẽ dao, bàn kẹpGia nhiệt hai lưỡi dao đạt 140-160oCSau khi nối xong phải kiểm tra mối nốiSau mỗi lần cắt phải làm sạch dao cắt
Quét keo lên đáy dưới cao su chân van và cao su quanh lổ vanDán van lên săm, lổ van phải trùng với lổ đục trên sămCà nhẹ cao su đế van, các mép cao su không được hởĐưa hai miếng xốp vào đầu săm BTP , để lên khay
4.Lưu hoá:- Vặn ti vào van săm, không được lỏng- Đưa vào trống định hình, dùng khí nén bơm nhẹ cho săm vừa căng tròn đều,
cắt hết khí nén, dùng parafin bịt kín đầu ti không cho khí thoát ra - Đưa săm vào khuôn lưu hoá, đưa đầu ti van qua lổ trên khuôn và gắn vào hơi
qua lổ joint, vuốt nhẹ cho săm lọt đều vào khuôn.- Ấn nuốt đóng khuôn.- Mở nhiệt từ từ , không mạnh quá làm biến hình săm- Thời gian lưu hoá 10phút x 4kg/cm2
Nếu hơi tăng 0,5kg/cm2 thì thời gian lưu hoá giảm 3 phút- Sau khi lấy săm ra, bôi silicon loãng trên săm và treo lên giá- Sau vài chu kỳ lưu hoá, bôi silicon cho khuôn để tăng độ bóng cho sản phẩm
SVTH: Đinh Ngọc Duy Trang: 23

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
IV. CÔNG NGHỆ SẢN XUẤT SĂM XE ĐẠP:1. Dây chuyền công nghệ:
2.Thuyết minh dây chuyền: Quá trình sản xuất săm xe đạp được thực hiện theo trình tự : bán thành phẩm vào trong ruột săm một cái lõi rồi cho qua hệ thống làm mát, sau khi ra khõi hệ được chuyển từ xí nghiệp cán luyện được cho vào máy luyện để thực hiện quá trình nhiệt luyện, sau khi nhiệt luyện su được đưa qua máy đùn 135 để tiến hành việc đùn săm, săm sau khi ra khỏi đầu đùn cho thống làm mát săm được đưa qua máy vuốt săm, sau đó cho vào thùng để lưu hoá, lưu hoá xong săm được chuyển qua bộ phận rút lõi, săm sau khi được rút lõi chuyển sang bộ phận cắt đầu săm để có được săm có cùng chiều dài, bộ phận tiếp theo đột lổ chân van, mài đầu săm, nối săm, thử săm và hút chân không .
3. Gia công vật liệu :
3.1 Cao su bán thành phẩm :RS không có lưu huỳnh.
*Yêu cầu kỹ thuật:
-Cao su loại 1 không có tạp chất, phải loại bỏ các chất bẩn, cát dính vào cao su trước khi sơ, hỗn luyện.
-Hoá chất phải sàng sấy kỹ.
-Cao su sơ hỗn luyện xong phải giữ gìn tránh dính bẫn.
3.2 Đệm chân van :
-Dùng cao su săm chế tạo.
-Kích thước: dày = 1 1.2 mm
rộng = 2.5 1 mm
dài = 37 1 mm
*Yêu cầu kỹ thuật:
-Không dính tạp chất.
-Sau khi đục xong quét keo và x ếp lên khay.
-Khi dán phải ngay ngắn, đúng giữa ống săm.
SVTH: Đinh Ngọc Duy Trang: 24
BTP` Luyện Đùn săm Làm mát Vuốt săm Lưu hóa Rút lõi
Cắt đầu săm
Đục lỗ van
Maøi ñaàu saêm
Sấy săm Hút chân không
Nối săm

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
3.2 Ép đùn:3.2.1 Lọc :
-Cao su hỗn luyện không có lưu huỳnh đưa vào máy ép đùn để lọc, loại trừ các
tạp chất.
-Trước khi lọc được nhiệt luyện và cắt thành dải dài, rộng 50-70mm.
-Nhiệt độ thân máy 80-900C.3.2.2 Nhiệt luyện cho lưu huỳnh :
-Cao su sau khi lọc được nhiệt luyện cho lưu huỳnh theo đơn pha chế.
-Khi cho lưu huỳnh phải rãi đều để đảm bảo S phân tán đều trong cao su.
-Khi nhiệt luyện phải đảm bảo nhiệt độ 70-800C, cao quá dễ gây tự lưu khi đùn.3.2.3 Đùn :
-Kiểm tra máy đem đùn trước khi làm việc, kiểm tra băng tải, khuôn mẫu.
-Cho bột talk đã sấy khô vào bình phun.
-Lắp đầu máy, khuôn mẫu, gia nhiệt 20-30 phút.
-Chuẩn bị lõi nhôm, đệm chana van, dây buộc, cao su để đùn.
-Kiểm tra dàn tải nguội, kiểm tra lõi nhôm, không đạt phảii xử lý.* Yêu cầu kỹ thuật:
-Nhiệt độ cao su đưa vào =70-800C-Nhiệt độ đầu máy = 70-800C.
-Nhiệt độ thân máy = 60-700C.
-Trong quá trình làm việc phải thường xuyên theo dõi đồng hồ ampe kế, nếu
>50A phải dừng máy để kiểm tra.
-Điều chỉnh tốc độ băng tải phù hợp với tốc độ đùn để săm ép ra không bị nhăn
hoặc kéo dãn.
-Kiểm tra tầm dày săm ép ra tránh tình trạng săm dày mỏng không đều
-Cao su nạp liệu liên tục, vừa phải.
-Áp suất khí nén phun bột talc vừa phải, lớn quá gây phồng săm.
-Buộc dây không chặt quá, không lỏng quá.
-Trường hợp dừng máy đột ngột phải dùng tay quay bánh đà lấy hết su trong
thân máy và đầu máy ra.
3.2.4 Vuốt :
-Trước khi vuốt phải kiểm tra máy vuốt, cho máy chạy không tải.
-Kiểm tra joint máy vuốt.
-Kiểm tra nước xà phòng, chuẩn bị dây buộc.
3.3 Lưu hoá:* Điều kiện lưu hoá:
SVTH: Đinh Ngọc Duy Trang: 25

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
-Tăng nhiệt độ (0 - 3 Kg/cm2) = 5 phút.
-Tăng nhiệt độ lên 4 Kg/cm2.
-Thời gian lưu hoá chính = 20 phút.
-Hạ nhiệt độ xả nước ngưng = 5 phút.
Nếu t0 < 3.5 kg/cm2 thì không được lưu hoá.
3.4 Rút lõi:Khi rút lõi không mở khí nén nhiều quá, động tác rút lõi phải dứt khoát và liên
tục tránh biến dạng săm.
3.5 Gia công thành phẩm:1.Cắt định dài = 1950 10 mm.
2. Đục lỗ chân van = chính giữa miệng đệm chân van .
3.Mài.
-Chiều rộng chỗ mài 25 - 30 mm.
-Đảm bảo mài đều, không mài sót, không rách đầu săm.
-Mài xong phải giữ sạch, không để đầu mài dính bẫn.
4.Nối đầu:
-Chuẩn bị keo theo đơn pha chế.
-Dùng vòi khí nén thổi sạch hai đầu săm.
-Quét keo đều tay, không dày hoặc mỏng quá.
-Không để dính bẩn vào đầu săm để bôi keo.
-Khi nối đầu không xoắn săm, mối nối không nhăn, không gấp, không
bong.
-Chiều dài mối nối phải đạt 25 - 30 mm.
5.Sấy:
Sấy trong buồng sấy khoảng 15 phút, nhiệt độ 400C.
6.Hút chân không:
Dùng máy hút chân không hút hết khí trong săm ra.
7.Lắp van:
Không được làm rách miếng đệm chân van.
8.Bơm khí:
-Áp lực bơm vừa phải để săm căng tròn đều, treo lên giá không gãy.
-Không bơm căng quá gây phông săm.
-Để 24 giờ sau mới kiểm lại những săm không đạt yêu cầu.
SVTH: Đinh Ngọc Duy Trang: 26

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Chương 3
DÂY CHUYỀN SẢN XUẤT LỐP – SĂM Ô TÔ
1. CÔNG NGHỆ SẢN XUẤT LỐP Ô TÔ1.1 Cấu tạo:
Lốp ôtô bao gồm những phần cơ bản sau:
-Lớp vải mành: giúp lốp có độ cứng, độ uốn, đàn hồi và tạo hình dạng ngoài của
lốp. Số lốp vải của lốp tuỳ thuộc vào tải trọng qui cáhc lốp.
-Mặt lốp: là phần cao su tiếp xúc với mặt đường, chịu mài mòn, va đập trực tiếp,
chịu xé rách, chống nứt, toả nhiệt tốt.
-Hông lốp: là phần cao su ở hai bên hông lốp, chịu đàn hồi tốt, chịu uốn khúc và
toả nhiệt tốt.
-Tanh: tuỳ thuộc mỗi loại lốp, lốp có thể có 1 - 2 vòng tanh dây thép, giúp lốp
bám chặt vành.
1.2 Sơ đồ dây chuyền công nghệ:
SVTH: Đinh Ngọc Duy Trang: 27
Vải Cao su bán thành phẩm Tanh
Ép đùn mặt lốp Ép đùn cao su Tam giác
Cán tráng
Cắt vải
Dán ống Thành hình
Lưu hoá
KCS
Kho
Ép bọc tanh

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
1.3 Công đoạn sản xuất:1.3.1 Ép đùn mặt lốp và hông lốp :1.3.1.1 Đối với dây chuyền ép đùn mặt lốp cấp liệu nóng :
- Cao su sau khi qua máy luyện thô và luyện tinh đạt độ dẻo xuất thành dải qua băng
chuyền và được cấp vào phểu máy ép đùn 200
+Cao su hông lốp được cấp vào máy ép đùn 200 từ phía dưới.
+Cao su mặt chạy được cấp vào máy ép đùn 200 phía trên.
Tăng dần tốc độ máy ép đùn (không vượt quá qui định), kiểm tra kích thước mặt lốp ép
đùn ra xem có đạt theo kế hoạch chất lượng hay không, điều chỉnh tốc độ băng tải phù
hợp tránh kéo căng hay làm co mặt lốp.
Sau khi qua hết dàn làm mát, mặt lốp được cắt định dài và thổi khô nước trước
khi cân kiểm tra trọng lượng, xếp lên giá và ghi nhãn mặt lốp.
Chú ý:
-Điều chỉnh hai máy ép đùn để tốc độ cao su ra phù hợp nhau, điều chỉnh hướng để cao su mặt chạy ở đầu đùn trên dán khớp với cao su hông lốp được đùn ở đầu dưới, sau khi dán mặt lốp được qua bộ phận cà để ép chặt mặt chạy và hông lốp lại với nhau bằng hệ thống cà dán, qua con lăn ghi kí hiệu mặt lốp và cà đĩa trước khi qua hệ thống làm mát.
1.3.1.2 Đối với dây chuyền ép đùn nguội ba thành phần của Đức :
-Gọi chương trình của qui cách cần chạy.
-Công nhân vận hành bộ phận cấp liệu tiến hành cấp liệu vào máy đùn, chú ý
phải cắt đầu cao su thành một góc nhọn để dễ nạp vào phểu.
-Tiến hành cho chạy lần lượt các máy đùn 200 (đùn cao su mặt chạy), 150 (đùn đế
lốp), 120 (đùn hông lốp), cho cao su ra khỏi đầu máy, kiểm tra cao su ra phải đạt độ
dẻo và cắt sát phần cao su đùn ra ở ba đầu.
-Lắp hộp oveelap và thước vào đầu đóng ngâm và tiến hành đùn mặt lốp. Tăng
dần tốc độ máy ép đùn (không vượt quá qui định) kiểm tra kích thước mặt lốp ép đùn ra
xem có đạt theo kế hoạch chất lượng hay không, điều chinht tốc độ băng tải, tốc độ các
máy đùn cho phù hợp vớiml đùn ra, tránh trường hợp kéo căng hay làm co mặt lốp. Mặt
lốp sau khi ra khỏi đầu đùn qua bộ phận kẻ chỉ mực in tên qui cách ngày tháng sản
xuất, qua hệ thống cân liên tục để kiểm tra trọng lượng 0.5m mặt lốp, qua hệ thống cán
su tăng dính phía dưới mặt lốp, qua hệ thống làm lạnh, thổi khô và cắt định dài. Cuối
cùng mặt lốp cân từng chiếc để kiểm tra trọng lượng và được xếp lên giá.
* Yêu cầu kỹ thuật:
SVTH: Đinh Ngọc Duy Trang: 28

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
-Đạt các thông số về kích thước và yêu cầu chất lượng.
-Mặt lốp không bị bán lưu hay nổi hạt, không có tạp chất.
-Mắt cắt không bị xốp, không bị bọng khí
-Hai biên không bị rách, nhăn hoặc gấp.
-Không còn đọng nước.
1.3.2 Cán tráng vải :
-Vải mành dùng cho lốp ôtôgồm có ba loại: tầng trong, tầng ngoài và lớp hoãn
xung.
-Điều kiện kỹ thuật khi tráng vải cũng giống như đối với các yêu cầu tráng vải
khác.
Loại vải Phạm vi sử dụng Khổ vải
V1D21890 Tầng trong 1.3m
V2D21890 Tầng ngoài 1.3m
V1D21260 Tầng trong (lốp nhỏ) 1.25m
840D2V3 Hoãn xung 1.3m
840D2BTP Bọc tanh 1.3m
840D1 Bọc gót 1.3m
1.3.3 Tanh
-Được ép bọc trên máy ép đùn tanh.-Số sơi trên mỗi tầng và số tầng của mỗi sợi tanh tuỳ theo thiết kế.
-Sau khi đủ số tầng; cắt tanh bằng dao cắt, buộc đầu bằng dây thép nhỏ rồi dán
cao su tam giác (là cao su gót tanh được ép đùn riêng để có hình dạng tam giác với kích
thước yêu cầu)
-Bọc vải bọc tanh trên máy dán vải (loại vải bạt 8*8 hay vải mành)
-Vòng tanh gia công xong không bị vặn, tróc cao su, tróc sợi tanh, kết cấu trong
các lốp phải đúng theo yêu cầu.
1.3.4 Cắt vải:
-Là quá trình định dài ống vải và góc độ của các lớp vải mành theo thiết kế,
chiều dài cắt vải sẽ là chiều rộng ống vải mành.
1.3.5 Dán ống vải và cao su cách ly:
-Dán cao su DD lên tầng 1.
-Ống vải có thể 2 hay 4 tầng vải hay nhiều hơn * số lớp vải phải là số chẵn, góc
đọ giữa 2 tầng chéo nhau.
-Dán xong mỗi tầng phải cà kỹ, châm bọt khí.
-Nối đầu mỗi tầng 1-3 sợi chồng mí.
SVTH: Đinh Ngọc Duy Trang: 29

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
-Độ lệch cấp mỗi tầng phải đều nhau ở hai bên.
1.3.6 Thành hình:
Đây là khâu quan trọng quyết địng nhiều đến chất lượng sản phẩm, bỡi vì những khuyết tật bên trong lốp có liên quan đến những thao tác thành hình.
Những thao tác thành hình:
Bước 1: Bung ống 1
Bước 2: đặt vòng tanh và vén ống 1
Bước 3: cà vòng tanh ống 1
Bước 4: vào ống 2
Bước 5: cà ống 2 (cà dưới)
Bước 6: đặt vòng tanh và vén ống 2
Bước 7: cà vòng tanh ống 2
Bước 8: vào ống 3
Bước 9: cà ống 3 (cà dưới)
Bước 10: cà gót ống 3
Bước 11: Cà bọt gót ống 3
Bước 12: đắp mặt lốp
Bước 13: cà mặt lốp
Bước 14: cà hông lốp
Bước 15: giập trống xuống lốp
-Áp lực cà gót tanh: 4.2 Mpa
-Áp lực cà vòng tanh: 2.3 Mpa
-Áp lực cà mặt lốp: 5 Mpa
-Áp lực cà ống và hông lốp: 2.2 Mpa
1.3.7 Lưu hoá và hoàn thiện:
-Kiểm tra lại máy lưu hóa.
-Chuẩn bị các dung dịch bôi cách ly khuôn và gót lốp.
-Kiểm tra màng lưu hoá.
-Kiểm tra khuôn và dung dịch cách ly.
-Đưa lốp vào khuôn, tiến hành định hình lốp.
-Tiến hành lưu hoá.
-Nhiệt độ lưu hoá ,nước quá nhiệt có áp lực 25 2 kg /cm2 (160-1700C), nếu
các thông số này thay đổi thì thời gian lưu hoá cũng thay đổi.
-Sau khi lưu hoá xong, chuyển sang bộ phận ổn định lốp với áp lực khí nén 9 1
Kg/cm2 để giữ ổn định lốp đến nhiệt độ 60 - 700 Crồi đưa đi kiểm tra.
SVTH: Đinh Ngọc Duy Trang: 30

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2. CÔNG NGHỆ SẢN XUẤT SĂM ÔTÔ.
2.1 Dây chuyền công nghệ
2.2 Công đoạn sản xuất:
2.2.1 Luyện thô và luyện tinh:
2.2.1.1 Luyện thô:-Sử dụng máy luyện hở 660
-Khoảng cách lớn nhất giữa 2 khe hở là 15 mm.
-Cao su bán thành phẩm sau khi lọc được cho qua máy luyện 660, thêm lưu
huỳnh + xúc tiến + hoá chất tiến hành sơ luyện rồi đem kiểm tra nhanh, nếu đạt chuyển
sang luyện tinh.
-Thời gian luyện thô từ 6 -7 phút/mẽ.
-Nhiệt độ luyện
+Cao su thiên nhiên: 800C
+Cao su butyl > 800C
SVTH: Đinh Ngọc Duy Trang: 31
Cao su BTP
Luyện thô
Luyện tinh
Ép đùn
Nối ống
Dán van
Hút chân không
Định hình
Lưu hóa

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
2.2.1.2Luyện tinh:-Sử dụng máy luyện tinh 560
-Khe hở lớn nhât giữa hai trục là 10mm.
-Cao su từ máy luyện thô chuyển sang luyện trên máy luyện tinh tiếp tục luyện
rồi cấp cho máy ép đùn.
2.2.2 Ép đùn:
-Sử dụng máy ép đùn trục vít 115.
-Nhiệt độ thân máy 50-600C.
-Nhiệt độ đầu đùn 90-1000C.
-Săm sau khi ép đùn theo qui định được làm mát bằng nước và nhúng chất cách
ly sau đó cắt định dài theo qui định.
2.2.3 Nối ống:
-Săm sau khi cắt định dài được đem nối ống trên máy nối ống.
-Thao tác tương tự nối ống xe máy.
-Sau khi nối ống, đưa di dán van rồi hút chân không sau đó bơm khí định hình và
lưu hoá.
2.2.4 Lưu hoá:
2.2.4.1Lưu hoá săm cao su thiên nhiên:-Nhiệt độ khuôn lưu hoá = 143-1450C.
-Áp lực trong săm = 5.5-6 kg/cm2.
Qui cách
Chiều dài cắt
nối (
10mm)
Đường kính
dưỡng định
dài (
0.5mm)
Chu vi định
hình ( 1
mm)
Thời gian lưu
hoá
Thời gian
hút chân
không
7.50-16 1530 446.4 386 5 2
7.00-16 1522 446.4 358 5 2
6.50-16 1522 446.4 358 5 2
6.50-12 1116 325.2 287 5 2
5.00-12 1116 315.2 287 5 2
2.2.4.2 Lưu hoá săm cao su butyl:-Nhiệt độ săm lưu hoá = 175 - 1780C.
-Áp lực trong săm = 7.5 - 8 kg/cm2.
Qui cách Chiều dài Đường kính Chu vi định Thời gian Thời gian
SVTH: Đinh Ngọc Duy Trang: 32

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
cắt nối (
10mm)
dưỡng định
dài (
0.5mm)
hình ( 1
mm)
lưu hoá hút chân
không
12.00 - 20 1932 553.5 596 8 1
11.00 - 20 1905 550.5 590 8 1
10.00 - 20 1876 545.4 540 8 1
9.00 - 20 1868 545.4 510 8 1
8.25 - 20 1856 545.4 463 8 1
7.50 - 20 1852 545.4 445 8 1
12.00 - 18 1809 510 682 8 1
7.50 - 18 1623 474.7 434 8 1
8.25 - 16 1457 418 441 8 1
7.50 - 16 1448 418 413 7 1
6.5/7.0 - 16 1423 414 372 7 1
8.40 - 15 1436 414 450 7 1
6.00 - 14 1251 362 353 7 1
5.50 - 13 1157 336 317 7 1
5.0/6.0 - 12 1061 308.1 287 7 1
SVTH: Đinh Ngọc Duy Trang: 33

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Chương 4
XÍ NGHIỆP CÁN LUYỆN CAO SUI. SƠ LUYỆN:
Dưới tác dụng của lực cơ học và sự xãy ra các biến đổi hoá học đồng th?i làm giảm tính đàn hồi và tăng độ dẻo của cao su sống, thuận lợi cho quá trình hỗn luyện, cán tráng , ép xuất, lưu hoá.
* Ý nghĩa của quá trình sơ luyện:Khi gia công các bán thành phẩm (BTP) đều phải dựa vào tính mềm dẻo của cao su
và các nguyên vật liệu đem theo sử dụng.Vì vậy cao su phải có độ dẻo nhất định.Khi độ dẻo tăng tì sức bám dính tăng, BTP gia công dễ dàng, cao su dễ dàng, cao su
dễ tan trong dung môi.* Lý thuyết về sơ luyện:
Khi sơ luyện cao su sống đã xãy ra quá trình oxy hoá giữa O2 trong không khí với cao su, dẫn đến sự phá vỡ các phân tử cao su làm cho độ dẻo của nó tăng lên.
Khi sơ luyện cao su thiên nhiên bằng máy luyện hở, ta thấy hiệu quả tốt ở nhiệt độ thấp (50-60oC), ngược lại trên máy luyện kín thì hiệu quả tốt ở nhiệt độ cao (160-180oC).
Để tăng nhanh quá trình sơ luyện có thể dùng một số hoá chất như xúc tiến M,DM.
Nếu sơ luyện cao su sống thì sơ luyện phổ thông.Nếu sơ luyện có thêm xúc tiến là sơ luyện chủ liệu.Độ dẻo của cao su được phân ra các đoạn như sau:+ Đoạn 1: 0.230.34 +Đoạn 3: 0.450.54+ Đoạn 2: 0.350.44 +Đoạn 4: 0.55 trở lênI.1Sơ luyện trên máy luyện hở:
Sử dụng máy luyện hở: L600-5*Quy trình sơ luyện:+Phá vỡ cao su sống bằng cách cho cao su qua khe trục cự ly từ 3 -4 mm vài lần.+Làm dẻo cao su bằng cách ép thông với cự ly trục từ 1-1.5mm+Đảo chiều cao su để nâng hiệu quả sơ luyện.+Xuất tấm hoặc cuộn để nguội.Thường người ta cho qua nước muối axit hữu cơ
để các tấm cao su khỏi dính với nhau.Yêu cầu đối với cao su sau khi luyện hở xong:+Láng mặt, không sần sùi hoặc lẫn tạp chất.+Không được gấp mí để tránh đọng nước.+Tấm dày từ 8-12cm, rộng từ 200-600cm.+Có in dấu BTP lên trên bề mặtĐơn pha chế sơ luyện cao su bao gồm:+Cao su+Chất phòng lão
+Chất lưu +Chất độn+Chất lưu hoá
+Chất xúc tiến lưu hoá
SVTH: Đinh Ngọc Duy Trang: 34

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
+Chất làm mềm +Chất hoá dẻo
I.2 Sơ luyện trên máy luyện kín:
Ở nhiệt độ cao từ 160o-190oC trong máy luyện kín, cao su bị hoá dẻo không phải bằng tác dụng cơ học mà do sự oxy hoá làm đứt mạch phân tử cao su.Đây là phương pháp nhiệt sơ luyện được rút ngắn cho hiệu suất cao và thời gian sơ luyện được rút ngắn.
*Khi sơ luyện trên máy luyện kín cần luyện lưu ý:-Cao su được cắt nhỏ để nhiệt sơ luyện đều.-Trọng lượng mẻ luyện được tính theo thể tích làm việc của buồng luyện.-Nhiệt độ sơ luyện phải được khống chế ổn định đồng thời với sự quy định chặt
chẽ thời gian sơ luyện để tránh trường hợp cao su bị õy hoá làm mất tính năng cơ lý.-Có thể dùng xúc tiến M.Struktol A86 để rút ngắn thời gian sơ luyện và cho
cùng lúc với cao su.I.3 Các yếu tố ảnh hưởng đến quá trình sơ luyện:
Thời gian sơ luyện tăng: độ dẻo tăng nhanh ở 15-20 phút đầu sau đó chậm dần và hiệu quả sơ luyện kém (độ dẻo hầu như tăng không đáng kể).Vì vậy, muốn có đọ dẻo cao thì phải sơ luyện gián đoạn.
Nhiệt độ trục càng nhỏ thì hiệu quả sơ luyện càng tốt.Tỷ tốc máy: tỷ tốc của 2 trục càng lớn thì độ dẻo càn tăng nhanh, thời gian sơ
luyện giảm. Thường tỉ tốc của máy luyện hở là 1:1,08 - 1:1,17. Nếu tỉ tốc quá lớn thì cao su bị đốt nóng nhanh làm cho hiệu quả sơ luyện kém, không an toàn cho thiết bị.
Cự ly trụcĐường kính trục: trục lớn hiệu quả sơ luyện tốtTrọng lượng mỗi mẻ luyện: cần phải thích hợp với từng qui cách máyPhương pháp thao tác và trình độ kỹ thuật mỗi cá nhân Chất lượng cao su sống
II. HỖN LUYỆNHỗn luyện là quá trình trộn các chất phối hợp vào cao su sơ luyện, là quá trình
phân tán đều các chất phối hợp vào cao su để tạo thành một hỗn hợp cao su đồng nhất theo đơn pha chế.
Hỗn luyện là khâu quan trọng trong công nghệ sản xuất các sản phẩm cao su.Luyện đều là chỉ tiêu quan trọng của chất lượng cao su hỗn luyện.Nếu cao su và các chất phối hợp không được trộn đều thì không phát huy tác dụng của nó, ảnh hưởng đến tính năng sử dụng của nó.
II.1 Sự ảnh hưởng đến khả năng phân tán của các chất phối hợp:Cực tính của phân tử cao su sống và các chất phối hợp gần giống nhau thì dễ
phân tán, chênh lệch nhau tương đối lớn thì khó phân tán.Tính thấm ướt bề mặt hạt tương đối lớn, dễ bị cao su bao bọc thì dễ phân tán.Hình dạng hạt: hạt có kích thước cầu hoặc gần cầu thì dễ phân tán, hạt có hình
kim (MgCO3) thì khó phân tán.
II.2 Các yếu tố ảnh hương đến hiệu quả sơ luyện:
Tính thấm ướt bề mặt các chất phụ gia của cao su
SVTH: Đinh Ngọc Duy Trang: 35

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Tính vốn cục của các chất này trong quá trình hỗn luyệnĐộ dẻo của cao su luyện khi đưa vào hỗn luyệnĐộ mịn của các chất phụ gia, nhất là loại không tan trong cao suThứ tự cho các chất phụ gia vào trong hỗn hợpĐặc tính của các loại thiết bị hỗn luyện Khối lượnh của mẻ luyện Nhiệt độ và thời gian hỗn luyện.
* Yêu cầu mẻ luyện:
Các chất độn phụ gia phải phân tán thật đều trong hỗn hợp, không xãy ra tình trạng mẻ luyện bị tự lưu và thường là hỗn hợp không bị cắt xé nhiều quá làm ảnh hưởng đến tính năng của sản phẩm sau này nhất là các sản phẩm có tính năng cơ lý cao.
II.3 Hỗn luyện bằng máy luyện hở
II.3.1 Chuẩn bị:Tuyệt đối chấp hành các quy luật về ATLĐ và vệ sinh công nghiệp Chuẩn bị đầy đủ dụng cụ công nghệCao su sống phải đạt tiêu chuẩn khi sơ luyện, phân cấp và đem cánHoá chất phải được kiểm nghiệm, sàng, sấy, cân đúng theo đơn.Hoá chất lượng
ít cân vào thùng nhỏ, chất độn, làm mềm, thể lỏng cân vào bao lớn, lưu huỳnh, siêu xúc tiến cho vào gói riêng
II.3.2 Thao tác:
II.3.2.1Nguyên tắc:Nhiệt độ trục trước: 5560oCNhiệt độ trục sau: 5055oCCự ly trục: +Cán dẻo cao su sống: 3-4mm +Cho hoá chất : 8-10mm +Ep thông : 2-2.5mm +Xuất tấm :9-10mmTrọng lượng mủ cao su phụ thuộc đơn pha chếThời gian thao tác 15-50 phút.
II.3.2.2 Trình tự thao tác:Cho cao su lên trục cán dẻoCho cao su tái sinh nếu cóCho hoá chất hạt nhỏCho chất độn và chất làm mềm lỏngCho lưu huỳnh và siêu xúc tiếnÉp không ba lầnXuất tấmLàm lạnh trong bể nước có pha CaCO3Treo lên giá làm mátNhập kho *Chú ý:Trước khi cho hoá chất phải tắt máy hút bụi và các quạt thổi trực tiếp vào máy
SVTH: Đinh Ngọc Duy Trang: 36

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Sau khi cho hoá chất phải hết hoá chất rơi xuống khay và cho lên máyKhi cho lưu huỳnh không được cắt đảo đến khi S tan hết vào trong cao su Có thể cắt bớt một phần cao su và khi cho S phải cho hết vào máyĐối với chất làm mềm ở thể lỏng hoặc khối lượng nhiều thì cho từ từ vào để
tránh tình trạng dính vào ống trục.II.4 Hỗn luyện trên máy luyện kín:
II.4.1Chuẩn bị:Chuẩn bị, kiểm tra thiết bị và các điều kiện làm việc nếu đạt yêu cầu mới làm
việc
II.4.2 Thao tác:
II.4.2.1 Chuẩn bị nguyên vật liệuCao su sống đã sơ luyện theo từng đơn pha chếCác loại hoá chất đã tập trung về sàn máyKhởi động máy và chọn tốc độ làm việc thích hợp, cho máy chạy không tải 3-
5phú để theo dõi tình trạng máy
II.4.2.2 Thao tác trên máy luyện máy kín:Mở cửa nạp liệu, tiến hành nạp liệu theo thứ tự sau: +Cao su đã sơ luyện +Cho hoá chất hạt nhỏ +3/4 chất độn (30-40 giây) +Cho 1/4 chất độn còn lại và chất làm mềm ở thể lỏng (dầu) Thời gian luyện khoảng 200sĐóng cửa nạp liệu, hạ cửa trên xuống và đèn báo bắt đầu chu trình luyện sáng
lên.Sau khi xuất tấm, BTP để nguội khoảng 4h và chuyển sang luyện ở máy hở*Chú ý:Khi cho hoá chất tránh làm rơi bao bì hay thùng chứa vào máyNhiệt độ hỗn hợp khi tháo không được quá 110oC. Để đảm bảo nhiệt độ này thì
yêu cầu nhiệt độ buồng luyện trước khi nạp liệu phải dưới 50oC. Nếu không đạt cho máy nguội một lúc mới bắt đầu chu trình luyện tiếp theo
II.4.2.3 Thao tác trên máy luyện hở:(L660-5)Cho hỗn hợp qua khe trục máy 3-5 lần để làm nguộiCho bớt cao su ra khỏi trụcCho S và siêu xúc tiến vào hỗn cao su trên máyCho cao su thừa lên và cắt đảoCắt tấm, làm lạnh trong bể, làm mát trên giá , nhập kho6.Pha chất cách ly:Tỷ lệ: + 0,8kg/8 mẻ BTP nhập kho
+ 0,4kg/8 mẻ BTP giai đoạn chưa nhập khoChất cách ly cho vào bể chia làm 2 lần:+ lần1: đầu ca+ lần2: giữa ca
SVTH: Đinh Ngọc Duy Trang: 37

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
Phần 2: CÔNG TY NHỰA ĐÀ NẴNG
I. Sản Xuất Bao Xi Măng
Sơ đồ dây chuyền sản xuất vỏ bao cement (K.P.K) Công đọan tạo chỉ
-Phối liệu
+Chỉ thường: pp:100 kg
Trộn đều hỗn hợp gồm nhựa, phế xay, chất cải biến. Sau đó được bơm hút lên bộ
phận sấy nhựa (mỗi lần hút 45 giây).Giữ bô phận gia nhiệt cho phối liệu xuống
chuẩn bị đưa vào bộ phận ép đùn vít xoắn có bộ phận làm nguội cục bộ bằng nước
nhằm không cho nhựa đóng dính hay chống lại sự bó nhựa , phần này còn có tác
dụng là khi nhiệ độ tăng cao thì nước bốc hơi tạo áp lực góp phần đẩy nhựa . Thân
của máy ép đùn vít xoắn gồm có 1 xilanh hình trụ , bên trong có 1 vít xoắn nhằm
đẩy nhựa theo chuyển động cửa vít.
Nhiệt được chia thành 2 vùng chính;
+Vùng cấp liệu :235÷240C , làm nóng chảy và trộn đều phối liệu
+Vùng nhựa hoá 240÷245C.Tại đây phối liệu đã nóng chảy hoàn toàn , tiếp tục
được xoáy trong xilanh thành chuyển động thẳng , nhiệt độ 240C.Sau đó nhựa
được đẩy xuống đầu phun (gồm 5 phần có nhiệt độ tương đương nhau 220C) Tại
đây có các rãnh nhỏ để cho nhựa đi qua tạo thành màng mỏng theo yêu cầu.màng
mỏng tạo thành được qua thùng nước làm nguội , sau đó đưa qua giàn cuốn sơ bộ (
2 giàn).Tại đây có gắn những lưỡi dao để tạo sợi. Do sợi này còn to và dày nên
tiếp tục đưa qua bộ phận hấp sợi (t=140C) nhằm làm cho sợi mỏng ra và nhỏ hơn
SVTH: Đinh Ngọc Duy Trang: 38
Máy sản xuất chỉ
Máy dệt tròn
Máy cán tráng
Nguyên liệu PP Giấy KRAFT PP Dán
Chỉ PPMành dệt PP
Mành cán KP
Giấy KRAFT
Máy mayMáy ép kiện
Nhập kho
Kiện bao KPK
Bao KPK hoàn chỉnh
Máy in-ghép tạo
phôi
Gấp miệng
Mực in PP Dán

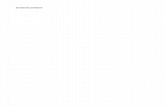
Hình 57 Đường cong áp lực của trục vít có đoạn thoát khí
Áp
lực
Quá trình ép
Quá trình giảm áp Quá trình ép
G/đoạn nén lần 2
G/đoạn thoát khí
G/đoạn nóng chảy
G/đoạn cấp liệu
G/đoạn nén lần 1
Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
được điều chỉnh theo yêu cầu nhờ bộ phận căng sợi . Sau đó đưa sang bộ phận
cuộn chỉ và bộ phận dệt tấm
*Cấu tạo máy tạo sợi (hình vẽ bên)
-Vải sau khi dệt căng dùng làm bạt , bao pp thường .Sản xuất bao xi măng thì vải
được tiếp tục đưa qua bộ phận cán tráng
*Bộ phận cán tráng : dùng keo dán pp cũng được đưa qua bộ phận sấy 150 C .
Đầu phun 7 cái 295C các vùng khác 220 , 235, 255, 280C .Giấy trước khi qua
trục ép được xử lý bề mặt bằng tia lửa điện (15÷16A, trên 1000 V)
Cấu tạo trục ép : 3 trụ, có bộ phận nước là nguội bên trong, 2 trục ép chính, 1
trục làm lạnh.Trục nhả vảo ,nhả giấy (50 kg).Lực ép 6÷7kg. Sau khi cán tráng thì
qua trục thu cuộn, sau đó đưa qua in → ghép dán → tạo bao
II. Sản Xuất ống Nhựa+Ống PVC cứng:
Nguyên liệu chính: PVC cứng, 1 số chất ổn định , chất chống bão hòa, chất tạo màu
+Ống HDPE (PE cao áp)
Nguyên liệu chính: PE cao áp với nhiều loại có tỷ trọng khác nhau
1. Dây chuyền đầu ống
2. Nguyên tắc hoạt động:
Nhựa sau khi được thêm chất độn , phụ gia được đưa vào máy đùn.Máy trục vớt có 5 vùng và nhiệt độ tăng từ phễu nạp liệu đến đầu đùn.Các vùng được duy trì nhiệt độ bởi điện trở dây dẫn .Nhựa sau khi ra khỏi đầu đùn được dẫn vào trong buồng áp lực có các rãnh để định hình ống, sau đó qua bộ phận tạo cỡ chân không, tiếp tục vào bể làm
SVTH: Đinh Ngọc Duy Trang: 39
Cooling tankSizing unit

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
nguội, cuối cùng ống đựoc nối với bộ phận xích kéo trên và dưới, tốc độ kéo phụ thuộc vào độ dày mỏng của ống và được đưa qua giá đỡ, khi đạt độ dài yêu cầu thì dùng dao để cắt
III. Sản Xuất Dép Nhựaa. Nguyên Liệu:
-Chất tạo bọt (parofor): 2÷3% -Stearat chì (chất ổn định) 0,5÷1% - Chất hóa dẻo DOP (đioctylphtatat) 50÷100% Để giảm giá thành thành sản phẩm người ta trộn thêm CaCO .Tạo quai dép thì dùng với thành phần trên, nhưng tạo đế dép thì không có chất tạo bọt, không dùng CaCO .
b. Nguyên Lý Làm việc:
Chế độ nhiệt Vùng 1 Vùng 2 Vùng 3 Đầu máyĐế 150C 160C 170C 180CQuai 70C 100C 160C 170C
Quá trình : quai ép trước đế, nguyên liệu được trộn đều , cho vào phễu tiếp liệu củ máy ép đùn. Tại công đoạn làm quai sau khi nhựa hóa đưa vào đầu khuôn để phun vào khuôn quay theo vòng tròn để đến đầu quay thứ hai để phun nhựa làm đế, trên khuôn tạo đế có có các lỗ thoát khí để tránh hiện tượng tạo bọt trong đế dép. Tùy theo loại dép mà người ta chỉnh vòng quay của bộ khuôn thích hợp .Bộ khuôn dép gồm 18 khuôn , một chu trình sản xuất được 9 đôi, khuôn hoạt động được nhờ vào bộ phận thích hợp .Bộ phận ép thủt lực bằng dầu làm dịch chuyển pittông
IV. Sản Xuất Túi Nhựa LTDa. Nguyên Liệu
HDPE: 70%LLDPE: 30%
Tùy theo yêu cầu sản xuất bao đục hay trong mà nên dùng bả hay không
b. Dây Chuyền Thổi Màng
c. Nguyên Lý Hoạt Động: Tương tự máng kéo sợi và ống nước, nhưng sử dụng đầu đùn van góc, sản phẩm màng mỏng được kéo lên theo phương thẳng đứng
Máng gồm 3 vùng:+Vùng 1: t=175C , vùng 2 và vùng 3 t=200C .Nhiệt độ tại đầu máy 195C .Từ đầu đùn thổi màng , chất dẻo được đùn ra ở dạng ống mỏng, sau đó thối nó tới kích thước mong muốn.Không khí dùng để thổi đựơc dẫn vào bằng ống thông qua lỗ đầu đùn.
V. Sản Xuất Can Tùy theo đơn đặt hàng mà nhà máy sản xuất các loại can có dung tích và mẫu mã khác nhau.
SVTH: Đinh Ngọc Duy Trang: 40

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
a. .Nguyên Liệu: -HDPE dẻo -Bột màu
b. Cấu Tạo
c. Nguyên Lý Làm Việc: Máy hoạt động theo phương pháp đùn thổi bằng khí nén Nguyên Liệu được đùn qua khe tạo ống nhựa hình tròn .Khi chiều dài ống nhựa bằng chiều dài khuôn thổi điều khiển bộ phận dịch chuyển ở khuôn thổi áp vào nhau, sau đó khí nén áp lực được thổi vào theo đường ống đi giữa đầu đùn vào lòng ống nhựa, nhờ áp lực khí thổi , ống nhựa được thổi theo hình khuôn và định
hình theo biến dạng của khoang rỗng trong khuôn mẫu tạo hình . ở đây , nhờ khuôn có hệ thống làm lạnh bằng nước nên sản phẩm được là nguội.Sau đó lấy sản phẩm ra khỏi khuôn và cắt bavia
*Các thông số kỹ thuật:-Nhiệt độ hóa dẻo chia thành 3 đoạn
đoạn 1: 170C , đoạn 2:150C , đoạn 3:140C -áp lực khí nén, 6÷8 kg/cm
SVTH: Đinh Ngọc Duy Trang: 41

Báo Cáo Thực Tập Công Nhân Công Ty Cổ Phần Cao Su Đà Nẵng
3.5.1 -Điều chỉnh hai máy ép đùn để tốc độ cao su ra phù hợp nh, điều chỉnh hướng để cao su mặt chạy ở đầu đùn trên dán khớp với cao su hông lốp được đùn ở đầu dưới, sau khi dán mặt lốp được qua bộ phận cà để ép chặt y vhông lốp lại với nhau bằng hệ thống cà dán, qua con lăn ghi kí hiệu mặt lốp và cà đĩa trước khi qua hệ thống làm mát.
3.5.1.1Đối dâchuyền đùn ép nguội ba thành phần của Đức
3.5.2Cán tráng vải
3.5.3
SVTH: Đinh Ngọc Duy Trang: 42

![[Thuc Tap SharePoint] - Bao Cao Thuc Tap - Tran Minh Ky - Nguyen Minh Thang](https://static.fdocuments.net/doc/165x107/55cf94f5550346f57ba599a4/thuc-tap-sharepoint-bao-cao-thuc-tap-tran-minh-ky-nguyen-minh-thang.jpg)