Thesis-Deformation Behaviours of Coarse-grained and Nanocrystalline Mg-5wt Al Alloys

of 215
description
Deformation
Transcript of Thesis-Deformation Behaviours of Coarse-grained and Nanocrystalline Mg-5wt Al Alloys
-
Deformation Behaviours of Coarse-Grained and
Nanocrystalline Mg-5wt% Al Alloys
Hui Diao
Submitted for the Degree of Doctor of Philosophy in
The Faculty of Built Environment and Engineering,
Queensland University of Technology
Brisbane, Australia
2011
-
I
Keywords
nanocrystalline Mg alloy, texture, dislocation, twinning, strength, strain rate
sensitivity, strain hardening, strain softening, grain boundary sliding, Hall-Petch
relationship, inverse Hall-Petch, size effect
-
II
Abstract
Magnesium alloys have been of growing interest to various engineering
applications, such as the automobile, aerospace, communication and computer
industries due to their low density, high specific strength, good machineability
and availability as compared with other structural materials. However, most Mg
alloys suffer from poor plasticity due to their Hexagonal Close Packed structure.
Grain refinement has been proved to be an effective method to enhance the
strength and alter the ductility of the materials. Several methods have been
proposed to produce materials with nanocrystalline grain structures. So far, most
of the research work on nanocrystalline materials has been carried out on Face-
Centered Cubic and Body-Centered Cubic metals. However, there has been little
investigation of nanocrystalline Mg alloys.
In this study, bulk coarse-grained and nanocrystalline Mg alloys were
fabricated by a mechanical alloying method. The mixed powder of Mg chips and
Al powder was mechanically milled under argon atmosphere for different
durations of 0 hours (MA0), 10 hours (MA10), 20 hours (MA20), 30 hours
(MA30) and 40 hours (MA40), followed by compaction and sintering. Then the
sintered billets were hot-extruded into metallic rods with a 7 mm diameter. The
obtained Mg alloys have a nominal composition of Mg5wt% Al, with grain
sizes ranging from 13 m down to 50 nm, depending on the milling durations.
The microstructure characterization and evolution after deformation were
carried out by means of Optical microscopy, X-Ray Diffraction, Scanning
Electron Microscopy, Transmission Electron Microscopy, Scanning Probe
Microscopy and Neutron Diffraction techniques.
Nanoindentaion, compression and micro-compression tests on micro-pillars
were used to study the size effects on the mechanical behaviour of the Mg alloys.
Two kinds of size effects on the mechanical behaviours and deformation
mechanisms were investigated: grain size effect and sample size effect.
-
III
The nanoindentation tests were composed of constant strain rate, constant
loading rate and indentation creep tests. The normally reported indentation size
effect in single crystal and coarse-grained crystals was observed in both the
coarse-grained and nanocrystalline Mg alloys. Since the indentation size effect
is correlated to the Geometrically Necessary Dislocations under the indenter to
accommodate the plastic deformation, the good agreement between the
experimental results and the Indentation Size Effect model indicated that, in the
current nanocrystalline MA20 and MA30, the dislocation plasticity was still the
dominant deformation mechanism. Significant hardness enhancement with
decreasing grain size, down to 58 nm, was found in the nanocrystalline Mg
alloys. Further reduction of grain size would lead to a drop in the hardness
values. The failure of grain refinement strengthening with the relatively high
strain rate sensitivity of nanocrystalline Mg alloys suggested a change in the
deformation mechanism. Indentation creep tests showed that the stress exponent
was dependent on the loading rate during the loading section of the indentation,
which was related to the dislocation structures before the creep starts.
The influence of grain size on the mechanical behaviour and strength of
extruded coarse-grained and nanocrystalline Mg alloys were investigated using
uniaxial compression tests. The macroscopic response of the Mg alloys transited
from strain hardening to strain softening behaviour, with grain size reduced
from 13 m to 50 nm. The strain hardening was related to the twinning induced
hardening and dislocation hardening effect, while the strain softening was
attributed to the localized deformation in the nanocrystalline grains. The
tensioncompression yield asymmetry was noticed in the nanocrystalline region,
demonstrating the twinning effect in the ultra-fine-grained and nanocrystalline
region. The relationship < failed in the nanocrystalline Mg alloys; this was attributed to the twofold effect of grain size on twinning.
The nanocrystalline Mg alloys were found to exhibit increased strain rate
sensitivity with decreasing grain size, with strain rate ranging from 0.0001/s to
0.01/s. Strain rate sensitivity of coarse-grained MA0 was increased by more than
10 times in MA40. The Hall-Petch relationship broke down at a critical grain
-
IV
size in the nanocrystalline region. The breakdown of the Hall-Petch relationship
and the increased strain rate sensitivity were due to the localized dislocation
activities (generalization and annihilation at grain boundaries) and the more
significant contribution from grain boundary mediated mechanisms.
In the micro-compression tests, the sample size effects on the mechanical
behaviours were studied on MA0, MA20 and MA40 micro-pillars. In contrast to
the bulk samples under compression, the stress-strain curves of MA0 and MA20
micro-pillars were characterized with a number of discrete strain burst events
separated by nearly elastic strain segments. Unlike MA0 and MA20, the stress-
strain curves of MA40 micro-pillars were smooth, without obvious strain bursts.
The deformation mechanisms of the MA0 and MA20 micro-pillars under micro-
compression tests were considered to be initially dominated by deformation
twinning, followed by dislocation mechanisms. For MA40 pillars, the
deformation mechanisms were believed to be localized dislocation activities and
grain boundary related mechanisms. The strain hardening behaviours of the
micro-pillars suggested that the grain boundaries in the nanocrystalline micro-
pillars would reduce the source (nucleation sources for twins/dislocations)
starvation hardening effect. The power law relationship of the yield strength on
pillar dimensions in MA0, MA20 supported the fact that the twinning
mechanism was correlated to the pre-existing defects, which can promote the
nucleation of the twins.
Then, we provided a latitudinal comparison of the results and conclusions
derived from the different techniques used for testing the coarse-grained and
nanocrystalline Mg alloy; this helps to better understand the deformation
mechanisms of the Mg alloys as a whole.
At the end, we summarized the thesis and highlighted the conclusions,
contributions, innovations and outcomes of the research. Finally, it outlined
recommendations for future work.
-
V
Table of Contents
KEYWORDS ...........................................................................................................................I
ABSTRACT ........................................................................................................................... II
TABLE OF CONTENTS...................................................................................................... V
LIST OF TABLES ............................................................................................................... IX
LIST OF FIGURES .............................................................................................................. X
LIST OF ABBREVIATIONS ........................................................................................... XV
LIST OF PUBLICATIONS.............................................................................................. XVI
AUTHORSHIP ............................................................................................................... XVIII
ACKNOWLEDGEMENTS.............................................................................................. XIX
1 INTRODUCTION ............................................................................................................... 1
1.1 MOTIVATION .................................................................................................................. 1 1.2 RESEARCH PROBLEM ..................................................................................................... 3 1.3 RESEARCH METHODOLOGY ........................................................................................... 4
1.3.1 Experimental Testing ............................................................................................. 4 1.3.2 Theoretical Analysis .............................................................................................. 4
1.4 SCOPE OF THE THESIS ..................................................................................................... 5
2 LITERATURE REVIEW................................................................................................... 8
2.1 MG AND MG ALLOYS ..................................................................................................... 8 2.1.1 Texture Formation ................................................................................................. 8 2.1.2 Deformation Systems in Mg .................................................................................. 9
2.1.2.1 Dislocation Slip ............................................................................................................ 9 2.1.2.2 Twinning .................................................................................................................... 12
2.1.3 Texture Effect on Plastic Deformation ................................................................ 15 2.1.3.1 Texture Effect on Deformation Mechanism ............................................................... 15 2.1.3.2 TensionCompression Yield Asymmetry ................................................................... 15
2.1.4 Twinning-Detwinning In Cyclic Loading ........................................................... 19 2.1.5 Properties of NC Mg-5Al Alloys ......................................................................... 21
2.2 NANOCRYSTALLINE MATERIALS .................................................................................. 22 2.2.1 Categories and Synthesis ..................................................................................... 22 2.2.2 Mechanical Testing on NC Materials .................................................................. 25
2.2.2.1 Tensile Tests ............................................................................................................... 25
-
VI
2.2.2.2 Compression Tests ......................................................................................................26 2.2.2.3 Indentation Tests.........................................................................................................27
2.2.3 Mechanical Properties of NC Material ................................................................ 27 2.2.3.1 Strength ......................................................................................................................27 2.2.3.2 Inverse Hall-Patch Effect ............................................................................................31 2.2.3.3 Strain Hardening/Strain Softening ..............................................................................34 2.2.3.4 Strain Rate Sensitivity (SRS) ......................................................................................37
2.2.4 Deformation Mechanism of NC Material ............................................................ 41 2.2.4.1 Pile-Up Breakdown ....................................................................................................41 2.2.4.2 Grain Boundary as Sources and Sinks for Dislocations ..............................................43
2.2.4.2.1 Molecular Dynamics Simulations.......................................................................44 2.2.4.2.2 TEM Observations .............................................................................................45
2.2.4.3 Deformation Twinning ...............................................................................................46 2.2.4.4 Grain Boundary Sliding ..............................................................................................49
2.2.4.4.1 Grain Boundary Sliding Model ..........................................................................49 2.2.4.4.2 Experimental Observations and Molecular Dynamics Simulations ....................49
2.3 SUMMARY .................................................................................................................... 54
3 MICROSTRUCTURE CHARACTERIZATION OF MG-5WT% AL ALLOYS ...... 55
3.1 MATERIALS .................................................................................................................. 55 3.2 METHODOLOGY OF MICROANALYSIS ........................................................................... 55
3.2.1 Sample Preparation .............................................................................................. 55 3.2.2 X-Ray Diffraction (XRD) .................................................................................... 56 3.2.3 Scanning Electron Microscopy (SEM) ................................................................ 56 3.2.4 Transmission Electron Microscopy (TEM) ......................................................... 57 3.2.5 Neutron Diffraction ............................................................................................. 57
3.3 RESULTS AND DISCUSSIONS ......................................................................................... 58 3.3.1 X-Ray Diffraction Spectrum................................................................................ 58 3.3.2 SEM ..................................................................................................................... 60 3.3.3 Optical and TEM Observation ............................................................................. 61 3.3.4 Neutron Diffraction ............................................................................................. 65
3.4 SUMMARY .................................................................................................................... 67
4 INDENTATION TESTS ................................................................................................... 68
4.1 INTRODUCTION ............................................................................................................. 68 4.2 THEORY........................................................................................................................ 68
4.2.1 Hardness .............................................................................................................. 68 4.2.2 Modulus ............................................................................................................... 69 4.2.3 Strain Rate ........................................................................................................... 69
4.3 SPECIMEN PREPARATION .............................................................................................. 70
-
VII
4.4 EXPERIMENT ................................................................................................................ 70 4.5 RESULTS AND DISCUSSION ........................................................................................... 72
4.5.1 Indentation Size Effect ........................................................................................ 72 4.5.2 Strain Rate Effect ................................................................................................ 82 4.5.3 Hall-Petch Relationship ....................................................................................... 87 4.5.4 Time Dependent Deformation ............................................................................. 88
4.6 SUMMARY .................................................................................................................... 98
5 COMPRESSION TESTS ............................................................................................... 100
5.1 INTRODUCTION........................................................................................................... 100 5.2 EXPERIMENT .............................................................................................................. 101
5.2.1 Sample Preparation ............................................................................................ 101 5.2.2 Compression Tests............................................................................................. 101
5.3 EXPERIMENTAL RESULTS ........................................................................................... 102 5.3.1 Mechanical Properties ....................................................................................... 102 5.3.2 Fracture and Microstructure Evolution .............................................................. 104
5.4 DISCUSSION ............................................................................................................... 107 5.4.1 Macroscopic Yielding ....................................................................................... 107 5.4.2 Tensile/Compression Asymmetry ..................................................................... 115 5.4.3 Hall-Petch Relationship ..................................................................................... 117 5.4.4 Strain Rate Sensitivity ....................................................................................... 120
5.5 SUMMARY .................................................................................................................. 126
6 MICRO-PILLAR TESTS............................................................................................... 129
6.1 INTRODUCTION........................................................................................................... 129 6.2 EXPERIMENT .............................................................................................................. 134
6.2.1 Sample Preparation ............................................................................................ 134 6.2.2 Micro-Compression Tests.................................................................................. 137
6.3 RESULTS AND DISCUSSION ......................................................................................... 137 6.3.1 MA0: Coarse-Grained Micro-Pillars ................................................................. 139 6.3.2 MA20: Nanocrystallline Micro-Pillars .............................................................. 146 6.3.3 MA40: Nanocrystalline Micro-Pillars ............................................................... 150 6.3.4 Sample Size Effect on Strength ......................................................................... 153
6.4 SUMMARY .................................................................................................................. 156
7 DEFORMATION MECHANISMS OF MG-5WT% AL ALLOYS ........................... 158
7.1 LATTICE ORIENTATION .............................................................................................. 158 7.2 MECHANICAL PROPERTIES AND DEFORMATION MECHANISMS .................................. 159
7.2.1 Mechanical Properties ....................................................................................... 159
-
VIII
7.2.1.1 H-P Relationship.......................................................................................................159 7.2.1.2 Strain Rate Sensitivity ..............................................................................................160
7.2.2 Deformation Mechanisms .................................................................................. 162 7.2.2.1 Loading Conditions and Grain Size Effect ...............................................................162
7.2.2.1.1 Nanoindentation ...............................................................................................163 7.2.2.1.2 Compression Tests ...........................................................................................163
7.2.2.2 Sample Size Effect ....................................................................................................164
8 CONCLUSIONS ............................................................................................................. 167
8.1 SUMMARY .................................................................................................................. 167 8.2 INNOVATION OF THIS RESEARCH ............................................................................... 167 8.3 MAIN CONCLUSIONS .................................................................................................. 168 8.4 RECOMMENDATIONS FOR FUTURE WORK .................................................................. 173
REFERENCE ..................................................................................................................... 175
-
IX
List of Tables
Table 2-1 Independent modes of slip systems in HCP materials [28] ................ 11
Table 2-2 Compressive yield strength of nc Cu and Pd synthesized by IGC [64] ............................................................................................................................ 30
Table 2-3 Comparison of HallPetch slopes for slip and twinning [147] .......... 47
Table 3-1 Average grain size of the unmilled and nc Mg alloys ........................ 64
Table 4-1 Characteristic values of MA0, MA20 and MA30 .............................. 78Table 4-2 CRSS for some deformation modes in magnesium and its alloys .... 79
Table 4-3 Parameters of indentation creep tests of MA20 and MA40 ............... 96Table 4-4 Steady state stress exponent of indentation creep of MA20 and MA40 at different loading rate ...................................................................................... 98
Table 5-1 Yield Strength (MPa) of coarse-grained and nc Mg-5%Al Alloys in compression tests .............................................................................................. 104
Table 5-2 Schmid factor of the various slip and twinning systems in Mg for uniaxial compression along < 1120 > and < 2113 > direction [201] .......... 109Table 5-3 H-P slopes of wrought Mg-xAl-yZn Alloys tests in tension and compression ...................................................................................................... 118
Table 6-1 Fitting parameters of the power law relationship between the strength and the diameter of the micro-pillars ............................................................... 154
Table 7-1 SRS and activation volume values obtained from Indentation and Compression tests ............................................................................................. 161
-
X
List of Figures
Figure 2-1 Schematic diagram showing the formation of basal texture in (a) extruded magnesium and (b) ECAE process [25] ................................................ 9
Figure 2-2 Deformation systems of magnesium, (a) basal slip and (b) prismatic slip, (c) pyramidal ( 2) slip and (d) {1012} twinning [27] ............................... 10Figure 2-3 {10 1 1} twins observed in AZ31 rolled sheets during tensile deformation at room temperature [30] ............................................................... 13
Figure 2-4 EBSD map of AM30 after 8% straining [37] ................................... 14
Figure 2-5 True strain vs. true stress curves for specimens subjected to uniaxial compression [27] ................................................................................................ 16
Figure 2-6 Tension and compression yield stresses and CYS/TYS at different lo ad an gles for grain size o f 8 . 9 m ( is th e angle between loading axes, i.e. longitudinal axis of the specimen, and extrusion direction) [46] ....................... 17
Figure 2-7 Tensile and compressive yield strength vs. inverse square root of average grain size for extruded bars from ZM21 [8] ......................................... 18
Figure 2-8 EBSD map of in situ observation (a) compressive strain ~0.5% (b) unloading from compression (c) loading reverses from compression to tension at tensile strain ~0.7% (d) unloading from tension [50] ......................................... 20
Figure 2-9 Classification schema for nanostructured materials according to their chemical composition and the dimensionality (shape) of the crystallites (structural elements) [54] ................................................................................... 22
Figure 2-10 Inverse H-P trend for Cu and Pd as shown by Chokshi et al. [108] 32
Figure 2-11 H-P plot for bulk nickel electrodeposits [68] .................................. 32
Figure 2-12 H-P plot of hardness H vs d for laser-deposited nc Zn [112] ......... 33Figure 2-13 (a) Tensile test specimens are machine cut from the nc metal, prepared by powder metallurgy (b) Comparison of stress and strain for nc and coarse-grained copper [114] ............................................................................... 34
Figure 2-14 True stressstrain curves obtained by (a) tensile tests and (b) compressive tests [115] ...................................................................................... 35
Figure 2-15 True stresstrue plastic strain curves after room temperature compression tests of both UFG-Al and mc-Al (coarse-grained) at a strain rate of 210-4 s [116] ..................................................................................................... 36
Figure 2-16 Typical stress-strain curves obtained for the consolidated iron under quasistatic (14 10-4 s-1) and high-strain rate (36 103 s-1) uniaxial compression for all of the grain sizes [117] ....................................................... 37
Figure 2-17 SRS of nc and coarse-grained Cu from various literature data [119-125] ..................................................................................................................... 38
Figure 2-18 Double logarithmic plot of normalized stress vs. strain rate to
-
XI
determine m for consolidated Fe with different grain sizes (80 nm20 m) [117] ............................................................................................................................ 39
Figure 2-19 Plot of normalized flow stress vs. strain rate to determine m for ECAP Fe, ECAP Ta, and consolidated nc V, in comparison with their annealed, coarse-grained counterparts [126] ...................................................................... 40
Figure 2-20 Pile-up model with a locked dislocation of strength mb [136] ....... 42
Figure 2-21 Exact and approximate comparison of the Pande et al. model with H-P [136] ............................................................................................................ 43
Figure 2-22 Full dislocation in nc-Al nucleated near a triple junction [137] ..... 44Figure 2-23 The percentage of grains containing at least one obvious twin (using Optical Microscopy) plotted against the second differential of stress with strain (measured at strains between 0.05 and 0.15) [40] .............................................. 48
Figure 2-24 A section of the grain boundary between Grains 1 and 14 Displacement vectors are shown indicating the change in position between two levels of strain during plastic deformation. Atomic shuffling between the grains can be observed [150] ......................................................................................... 50
Figure 2-25 TEM observations of deformation processes in nc Ni3Al during in-situ tensile test at 750 C. Images are individual frames extracted from a real-time video: (a)(c) a continuous change in contrast of separated grains (d) rapid change in contrast of group of grains with visible formation of sliding surfaces (marked by arrows) (e) same image as in (d) with highlighting of recognizable grain boundaries, forming the cooperative sliding surfaces [151] ..................... 52
Figure 2-26 High resolution TEM micrographs of nc Pd showing a mesoscopic shear plane extending over several grain boundaries (arrowed) [152] .............. 53
Figure 3-1 Representative XRD patterns of sintered and extruded a) MA0 b) MA10 c) MA20 d) MA30 and e) MA40 ............................................................ 59
Figure 3-2 SEM pictures of the polished samples showing smooth surface at (a) low magnification and (b) high magnification ................................................... 60
Figure 3-3 (a) Optical microstructures of MA0 and TEM images of (b) MA10 (c) MA20 (d) MA30 and (e) MA40 ......................................................................... 62
Figure 3-4 Histograms showing the grain size distribution for (a) MA10 (b) MA20 (c) MA30 and (d) MA40 ......................................................................... 64
Figure 3-5 Pole figures and inverse pole figures of a) coarse-grained MA0 b) MA10 c) MA20 d) MA30 and e) MA40 ............................................................ 66
Figure 3-6 Schematic diagram showing basal texture in the extruded bar, with basal plane (Brown) parallel to the extrusion direction (longitudinal axis of samples) - Z axis ................................................................................................. 67Figure 4-1 Indentation samples ......................................................................... 70
Figure 4-2 One Indent imprint of MA30 after indentation tests ........................ 73
Figure 4-3 Loadingunloading curves of MA0, MA20 and MA30 under the
-
XII
constant strain rate of 0.1/s ................................................................................. 73
Figure 4-4 Hardness vs Displacement diagram showing the decline trend of the hardness value in the initial stage of the indentation tests ................................. 74
Figure 4-5 GNDs created by a rigid conical indentation. The dislocation structure is idealized as circular dislocation loops [170] ................................... 75
Figure 4-6 Depth dependence of hardness of MA0, MA20 and MA30 under constant strain rate of 0.1/s ................................................................................. 78
Figure 4-7 (a) Scanning Probe Microscopy image of an imprint of MA30 with peak load of 200 mN, (b) the cross-section view of the indent of the imprint ... 80
Figure 4-8 Relative position between the indenter and the basal pole of the textured grains .................................................................................................... 81
Figure 4-9 Optical microscopy pictures of imprints of a) MA0 b) MA10 c) MA20 d) MA30 and e) MA40 at various loading rates ..................................... 82
Figure 4-10 Load vs displacement curves of (a) MA0 (b) MA10 (c) MA20 (d) MA30 (e) MA40 under various loading rates .................................................... 84
Figure 4-11 Hardness vs Loading rate behaviour for the Mg-5wt% Al Alloy under maximum load of 200 mN ....................................................................... 85
Figure 4-12 Youngs Modulus vs displacement chart showing the growing tendency of the E values with the increasing milling hours ............................... 86
Figure 4-13 Activation Volume and m values of Mg alloys with various grain sizes .................................................................................................................... 86
Figure 4-14 Hardness of coarse-grained and nc Mg-5wt% Al as a function of d-1/2 ...................................................................................................................... 87Figure 4-15 Loading schedules for the creep tests under different loading rates 89
Figure 4-16 Load versus Displacement curves for indentation creep tests on (a) MA20 (b) MA40 ................................................................................................ 90
Figure 4-17 Topographical (top) and gradient (bottom) in-situ Scanning Probe Microscopy images of the surface of sample MA20 before and after indenting with loading rate of a) 0.05 mN/s b) 1 mN/s and c) 20 mN/s ............................ 92
Figure 4-18 Topographical (top) and gradient (bottom) in-situ Scanning Probe Microscopy images of the surface of sample MA40 before and after indenting with loading rate of a) 0.05 mN/s b) 1 mN/s and c) 20 mN/s ............................ 93
Figure 4-19 Creep displacement during load hold in (a) MA20 and (b) MA40 (The starting points were aligned to facilitate comparison.) .............................. 94
Figure 4-20 Experimental and fitted creep curves in (a) MA20 and (b) MA40 . 96
Figure 4-21 Ln(Strain Rate)-Ln(Stress) plot of the indentation Creep of (a) MA20 and (b) MA40 .......................................................................................... 97
Figure 5-1 Cylinder compression samples with 5mm diameter and 10mm length .......................................................................................................................... 101
-
XIII
Figure 5-2 True Stress-True Strain curves of coarse-grained and nc Mg-5wt% Al alloys at strain rate of (a) 0.0001/s (b) 0.0005/s (c) 0.001/s and (d) 0.01/s ...... 103
Figure 5-3 Fractured samples after compression tests at strain rate of 0.001/s of (a) MA0 (b) MA10 (c) MA20 (d) MA30 and (e) MA40 ................................. 105
Figure 5-4 (a) Optical microscopy and (b) (c) TEM images of MA0 after deformation (d) before and (e) after deformation of MA20 and (f) before and (g) after deformation of MA40, respectively ......................................................... 107
Figure 5-5 (a) Schematic diagram of the compression tests on textured Mg alloys, in which the loading direction is parallel to the z-axis, and the c-axis of the grains lies in the x-y plane (b) Schematic diagram of Schmid Factor Calculation ........................................................................................................ 108
Figure 5-6 Strain hardening rates of MA0 at different strain rates .................. 110
Figure 5-7 Consideres criterion of MA0, MA10, MA20, MA30 and MA40 at strain rate of (a) 0.0001/s (b) 0.0005/s (c) 0.001/s and (d) 0.01/s, respectively 113
Figure 5-8 Critical radius for twin embryo, rc, as a function of local shear stress 130 .................................................................................................................... 115 Figure 5-9 Grain size dependence of the yield strength of Mg alloys under compression and tensile tests ........................................................................... 116
Figure 5-10 Deformed MA40 sample showing good ductility at strain rate of 0.0001/s ............................................................................................................ 120
Figure 5-11 Critical grain sizes for the transition to inverse H-P relationship . 120
Figure 5-12 True stress-true strain curves of (a) MA0 (b) MA10 (c) MA20 (d) MA30 and (e) MA40 at different strain rates ................................................... 123
Figure 5-13 Relationship between log and log , where the SRS (m) value can be obtained from the slope of the curves .......................................................... 124
Figure 5-14 SRS and activation volume depending on grain size ................... 125
Figure 6-1 Micro-pillars of MA0 with diameter of (a) 3.5 m (b) 12 m and (c) 16 m ................................................................................................................ 135
Figure 6-2 Micro-pillars of MA20 with diameter of (a) 3.5 m (b) 7.5 m and (c) 10 m .......................................................................................................... 135
Figure 6-3 Micro-pillars of MA40 with diameter of (a) 3.5 m (b) 7.5 m and (c) 15 m .......................................................................................................... 136
Figure 6-4 Force-Displacement curves of (a) MA0 (b) MA20 and (c) MA40 pillars ................................................................................................................ 138
Figure 6-5 Compression true stress-true strain curves of MA0 pillars and bulk sample ............................................................................................................... 139
Figure 6-6 Enlarged partial view of true stress-true strain curves of MA0 pillars (a) 3.5 m (b) 12 m and (c) 16 m ..................................................... 140
Figure 6-7 Strain hardening rate values of MA0 micro-pillars and bulk sample
-
XIV
.......................................................................................................................... 142
Figure 6-8 MA0 pillars with diameter of (a) 3.5m (b) 12m and (c) 16 m after micro-compression tests ........................................................................... 145
Figure 6-9 Compression true stress-true strain curves of MA20 pillars and bulk sample ............................................................................................................... 146
Figure 6-10 Strain bursts in the stress-strain curves of MA20 pillars of (a) 3.5 m and (b) 10 m diameter .............................................................................. 147
Figure 6-11 Strain hardening rate values of MA20 micro-pillars and bulk sample .......................................................................................................................... 148
Figure 6-12 MA20 Micro-pillars with diameter of (a) 3.5m (b) 7.5m and (c) 10m after micro-compression tests ................................................................ 150
Figure 6-13 Compression true stress-true strain curves of MA40 pillars and bulk sample ............................................................................................................... 151
Figure 6-14 Strain hardening rate values of MA40 micro-pillars and bulk sample .......................................................................................................................... 151
Figure 6-15 MA40 Micro-pillars with diameter of (a) 3.5 m (b) 7.5 m and (c) 15 m after micro-compression tests ............................................................... 153
Figure 6-16 Logarithmic plot of true stress at 3% true strain for all pillars tested. The solid lines represent best fit power law functions. .................................... 154
Figure 7-1 Schematic diagram showing the relative position of the sample longitudinal axis and the basal planes of the HCP lattice ................................. 159
Figure 7-2 Hardness and strength of coarse-grained and nc Mg-5% Al as a function of under compression and indentation tests ................................. 160Figure 7-3 Loading conditions of samples under (a) indentation test and (b) uniaxial compression and micro-pillar compression test ................................. 162
-
XV
List of Abbreviations
BCC Body-Centered Cubic
CRSS Critical Resolved Shear Stress
ECAE Equal Channel Angular Extrusion
FCC Face-Centered Cubic
FIB Focused Ion Beam
GND(s) Geometrically Necessary Dislocation(s)
HCP Hexagonal Close Packed
H-P Hall-Petch
ISE Indentation Size Effect
nc Nanocrystalline
SEM Scanning Electron Microscopy
SPM Scanning Probe Microscopy
SRS Strain Rate Sensitivity
TEM Transmission Electron Microscopy
UFG(Ms) Ultra-Fine-Grained (Materials)
XRD X-Ray Diffraction
CYS Compression Yield Strength
TYS Tensile Yield Strength
-
XVI
List of Publications
Journal Publications
1. H. Diao, C. Yan, J.M. Bell. Grain and Sample Size Effects on
Deformation of Coarse-Grained and Nanocrystalline Mg Alloy Micro-
Pillars. (In Preparation)
2. H. Diao, C. Yan, J.M. Bell, L. Lu. Deformation Behaviour of Ultra Fine
Grained and Nanocrystalline Mg- 5wt%Al Alloy under Compression.
(Submitted to Materials Science & Engineering)
3. H. Diao, C. Yan, J.M. Bell, L. Lu, G.P. Zhang, S. Kabra, K.-D. Liss,
M.W. Chen. Compressive Behaviour of Nanocrystallilne Mg-5wt%Al
Alloys. Modern Physics Letters B, In Press. Accepted 20 October, 2010
4. S.T. Deng, H. Diao, Y.L. Chen, C. Yan, H.F. Zhang, A.M. Wang and Z.Q.
Hu. Metallic Glass Fibers Reinforced Zr-based Bulk Metallic Glass.
Scripta Materialia. 64 (2011) 8588.
5. H. Diao, C.Q. Wang, L. Wang. Bonding of aluminum alloy by hot-
dipping tin coating. Advanced Materials Research. 32 (2008) 93-98.
Conference Publications
6. H. Diao, C. Yan, J.M. Bell and L. Lu. Hall-Petch Relationship and
Strain Rate Sensitivity of Nanocrystalline Mg- 5wt% Al Alloy.
Conference on Engineering, Designing and Developing the Built
Environment for Sustainable Wellbeing. 27th-29th April 2011, Brisbane,
Australia.
7. H. Diao, C. Yan, J. Bell, L. Lu, and G.P. Zhang. Indentation Size Effect
and Strain Rate Sensitivity of Nanocrystalline Mg-Al Alloys. 5th World
Congress on Engineering Asset Management. 25th-27th October 2010,
Brisbane, Australia
8. H. Diao, C. Yan, J. Bell, L. Lu, and G.P. Zhang. Deformation Behaviour
-
XVII
of Nanocrystalline Mg-Al Alloys during Nanoindentation. International
Nanoelectronics Conference 2010. 3rd- 8th January 2010, Hong Kong,
China.
9. H. Diao, C. Yan, J. Bell. Compressive Behaviour of Nanocrystalline Mg-
Al Alloy. International Conference on Materials and AustCeram 2009,
1st-3rd July, 2009, Gold Coast, Australia.
-
XVIII
Authorship
The work contained in this thesis has not been submitted for a degree or
diploma in any higher education institution. To the best of my knowledge and
understanding, the thesis contains no material previously published or written by
any other person except where due reference is made.
Hui Diao
-
XIX
Acknowledgements
I would like to take this opportunity to express my thanks to those without
whose help and support this research and thesis would not have been completed
successfully.
First and foremost, I would like to express my sincere gratitude and deep
appreciation to my supervisors, Professor Cheng Yan and Professor John Bell,
for their motivation, guidance, inspiration and support throughout the project.
They have always guided me in the right direction with constructive suggestions,
and have provided assistance in many ways. Their patience and encouragement
which helped me through the hard times are highly appreciated.
As a recipient of a Queensland University of Technology (QUT) Tuition Fee
Waiver Scholarship and a Built Environment and Engineering (BEE) Living
Allowance Scholarship, I would like to thank QUT, BEE and my supervisor,
Professor Cheng Yan, for their financial support to the project.
I am grateful to Professor Lu Li from the National University of Singapore
for fabrication of the bulk Mg-Al alloys for the project. I would also like to
thank Dr Klaus Dieter Liss and Dr Suarabh Kabra from the Australian Nuclear
Science and Technology Organization, Donald McAuley from Struers Company,
Professor Mingwei Chen from Tohoku University and Professor Guangping
Zhang from the Institute of Metal Research, Chinese Academy of Sciences for
their help with some of the experiments.
My sincere thanks and gratitude go to all the staff at BEEs mechanical
testing laboratory, as well as everybody at the BEE Workshop for their technical
support. Also, a big thank you goes to all the staff members at the Analytical
Electron Microscopy Facility, Faculty of Science for their instrumental
assistance, and to all the fellow members in our research group for their
friendship and support.
Finally, my special thanks go to my parents for their unconditional love,
support and belief in me always. I would not have been here without their
-
XX
always being there for me. A huge thank you goes to my extremely supportive
partner, Philip, for his understanding, encouragement and confidence in me
through the PhD journey. I would also like to thank my dearest friends, Hao
Wang and Lidi Gong for their precious and valuable friendship.
-
Chapter 1 Introduction
1
1 Introduction
1.1 Motivation
Magnesium alloys have been of growing interest as light-weight structural
materials due to their low density and high specific strength. However, most Mg
alloys suffer from poor plasticity due to their Hexagonal Closed Packed (HCP)
structure. Recent study shows that grain refinement would help to improve the
strength/ductility of Mg alloys. Yamashita et al. [1] reported that the effects of
grain size on elongation-to-failure of Mg0.9% Al alloy increased up to 15%
when grain size was reduced from 400 to 17 m. Mukai et al. [2] also
demonstrated that the ductility in WE43 magnesium alloy (1.5 m) could be
enhanced by the grain refinement even at a dynamic strain rate of 1.1103 s1.
Kubota et al. [3] reported a good combination of high strength and high ductility
of fine grained Mg alloys at room temperature as a result of grain refinement.
Even superplastic behaviour was observed at high strain rates ( 101s1) or low temperatures ( 473 K) [3].
Several methods, such as mechanical alloying and severe plastic deformation,
have shown the effectiveness of grain size refinement down to nanometer level
[4-6]. Since nanocrystalline (nc) alloys possess significantly large volume
fraction of grain boundaries, they have been demonstrated to manifest very
different properties in comparison to their traditional coarse-grained
counterparts [7].
While most of the investigations on the deformation behaviour of nc metals
have been focused on Face-Centered Cubic (FCC) and Body-Centered Cubic
(BCC) metals, little work has been done on HCP metals. Up to date, the research
has been mainly focused on the deformation behaviour of coarse-grained Mg
alloys [8-10]. A number of studies on nc Mg alloys have also been reported, but
the main concern is with the hydrogen storage capability of the material [11].
-
Chapter 1 Introduction
2
The application of grain refinement as a powerful tool to design
microstructures with superior properties and performance has long been the
focus of metallurgical research [12]. Nanostructured materials have attracted
large scientific interest in the past decade [13]. The relatively smaller grain size
and higher volume fraction of grain boundaries contribute to the unique
mechanical properties of the nc materials, namely, increased strength/hardness
and reduced ductility. This has been the incentive for widespread research in this
area, but the underlying correlation between the microstructural characteristics
of nc materials and their mechanical properties are not well established. Precise
characterization of the mechanical properties of the nc materials is required for
proper design and structure miniaturization.
In the last two decades, Microelectromechanical Systems research has
received tremendous attention and registered prodigious growth. Rapid
advancement in microfabrication technologies, coupled with the drive toward
miniaturization of existing systems, has resulted in the development of
innovative Microelectromechanical Systems and Microfluidic Systems for use
in novel applications spread across diverse technological disciplines [14]. The
better understanding of the deformation mechanism is helpful for the design and
fabrication of the miniaturized structures with dimensions on the micrometre
scale.
Due to the lack of understanding of material behaviour at small scales, the
engineering industries are facing difficulty in materials selection and optimal
design. The applications of structures are limited by the fact that the deformation
and failure mechanisms and associated reliability problems have not been well
understood and are, to a large extent, still unknown. The metallic materials are
often subject to two kinds of constraints: microstructural constraint as a result of
reduced grain size to nanometer scale, and/or sample size constraint introduced
by physical dimensions. However, the effects of these constraints on
deformation and failure mechanisms in nc alloys are still not well understood.
Further advances in system design and structure miniaturization require a more
-
Chapter 1 Introduction
3
complete understanding of the physics underlying performance and reliability
for optimal design and reliability evaluation [15].
1.2 Research Problem
The research aims to investigate the deformation and failure behaviours of
extruded coarse-grained and nc Mg-5wt% Al alloys under compression load. By
detecting the mechanical properties of the nc materials under a series of
different loading conditions, the proposed research project analyzes the two
kinds of size effects, namely, grain size effect and sample size effect on
mechanical properties and deformation mechanisms of the coarse-grained and
nc Mg alloys. Based on experiment and microanalysis, further discussion will
explore the deformation and failure mechanisms of nc materials.
Innovative approaches in both concepts and methodologies will be used in
this study, including:
a. Mechanical testing on bulk nc alloys
Due to the difficulty of fabricating bulk nc materials, they are normally
produced in the form of thin films, synthesized by inert gas condensation or
electrodeposition technology. To some extent, the fact that the nc materials are
fabricated in the form of thin films greatly limits our understanding of the
deformation and failure mechanisms in these materials as only limited
mechanical tests can be carried out. In this thesis, bulk nc Mg alloys are adopted,
which allow the conventional mechanical testing to be performed.
b. Grain size and sample size effects
For coarse-grained and nc specimens under different physical dimension
constraints, the overall influence of grain refinement and sample size constraint
from the interfaces on mechanical behaviour will be investigated. In this project,
we will study the grain size effect and sample size effect separately, through
systematically changing the sample geometry dimensions and the grain sizes.
Possible interaction between the grain size and sample size effects, either by
competition or cooperation, will be investigated.
-
Chapter 1 Introduction
4
c. The strain rate effect
The nc materials are more rate sensitive than their coarse-grained
counterparts. A change in the strain rate sensitivity suggests a change in the
deformation mechanism; thus, the strain rate effect on the mechanical behaviour
of Mg-5wt% Al alloys with a grain size spectrum ranging from micrometer to
nanometer will be examined.
1.3 Research Methodology
1.3.1 Experimental Testing
Nanoindentation, compression and micro-compression tests are adopted as
the main testing methods to investigate the grain size effect and geometry
constrain effect on the mechanical behaviours and deformation mechanisms of
coarse-grained and nc Mg-5wt% Al alloys. All the experimental data will be
carefully collected with the help of the data acquisition instruments connected to
various testing machines.
X-Ray Diffraction (XRD) analysis will be carried out to detect the phase
composition and distribution. Scanning Electron Microscopy (SEM) and
Scanning Probe Microscopy (SPM) will be used to examine the deformation
around the indents. Optical Microscopy, Transmission Electron Microscopy
(TEM), and Focused Ion Beam (FIB) cross-sectional examination will enable
the examination of microstructural evolution and deformation mechanisms at the
nano- and micro-scale.
1.3.2 Theoretical Analysis
Geometrical constraint plays a major role in determining deformation and
failure behaviour of materials. Miniaturized and bulk samples will behave
differently due to the difference in geometric dimensions. If materials are
tailored to small components, the physical mechanism may begin to feel the
presence of the surface or an interface. Due to the lack of the three-dimensional
constraint and a high volume fraction of the surface area, layered and
-
Chapter 1 Introduction
5
miniaturized samples may not represent the mechanical behaviour of bulk form
samples. Detailed analysis will be conducted to gain a better understanding of
the effects of dimensional constraint on deformation mechanisms in these
miniaturized and bulk samples.
The effect of microstructural constraint induced by small grain size in nc Mg-
5wt% Al on mechanical properties and deformation mechanisms will be
evaluated. The dependence of yield strength, ductility and strain rate sensitivity
on grain size, and grain size effect on dislocation/twinning activities will be
discussed. In addition, the possible interactions with sample size effects, either
by competition or cooperation will be explored.
Based upon the analyses above, deformation and failure mechanisms of nc
material will be discussed. A better understanding of the effects of physical
dimensional constraint, grain size, strain rate and stress state can be gained
through these experimental and theoretical analyses. This understanding will
benefit materials fabrication, reliability evaluation and optimal design in
relevant industries.
1.4 Scope of the thesis
Chapter 2 provides a detailed review that is related to the aims and research
background of the project. This chapter covers two major topics: coarse-grained
Mg alloys and nc materials. For coarse-grained Mg alloys, the deformation
mechanisms of Mg alloys are discussed based on the twinning and slip systems
in Mg. Considering the fabrication process used to produce the Mg-5wt% Al,
the texture formation and its effect on deformation behaviours of Mg are
examined. Following the reviews of Mg, a detailed investigation of synthesis,
mechanical properties and deformation mechanisms of previous reported nc
materials is made.
Chapter 3 introduces the method used to fabricate the coarse-grained and nc
Mg-5wt% Al alloys, using mechanical alloying. Through milling for different
hours in the chamber, followed by the hot extrusion process, the grain size of the
-
Chapter 1 Introduction
6
materials is gradually decreased from the micrometre to nanometre region. The
microstructure characterizations of the Mg alloys are performed using Optical
Microscopy, XRD, SEM, TEM, Scanning Probe Microscopy and the neutron
diffraction technique. The Optical Microscopy and TEM observations reveal
that the grain size of the materials reduces from 13 m for MA0 to 50 nm after
being milled for 40 hours. XRD patterns confirm that the additional Al atoms
are homogeneously distributed and diffused into the Mg matrix, forming a solid
solution. The texture measurement from the neutron diffraction manifests the
basal texture, in which the (0002) basal planes of the grains are parallel to the
extrusion direction of the Mg rods.
Chapter 4 describes the nanoindentation tests on the Mg alloys. The existence
of Indentation Size Effect in nc Mg alloys, normally reported in single crystal
and coarse-grained crystals, is confirmed. The Indentation Size Effect in the nc
MA20 and MA30 suggests that the dislocation mechanisms are the dominant
mechanisms during nanoindentation test. The validity of Strain Rate Sensitivity
(SRS) and strength enhancement with grain refinement in the nc Mg alloys are
evaluated. The breakdown of the Hall-Petch (H-P) relationship in hardness in
MA40, together with the obviously increased SRS values, indicates more
significant grain boundary mediated mechanisms in nc grains. The rate
sensitivity of the indentation creep behaviour is related to the loading rate during
nanoindentation before the constant creep load holding, resulting in stress
exponent dependence on the loading rate. The possible underlying deformation
mechanisms for the coarse-grained and nc Mg alloys during nanoindentation
tests and indentation creep tests are discussed.
Chapter 5 details the uniaxial compression tests on Mg alloys. The influence
of grain size on mechanical behaviour and strength are investigated. For
materials with a grain size above 78 nm, the macroscopic yielding behaviour is
plastic deformation with significant strain hardening. With the grain size
reduced to below 58 nm, the strain hardening is replaced by strain softening in
the stress-strain curves. The strain hardening is attributed to dislocation
hardening effect and twinning induced hardening effect, which is ascribed to the
-
Chapter 1 Introduction
7
influence of twins on slip rather than to the stress of twinning activation. The
nucleation of twinning is suppressed with further decrease of grain size, and
pyramidal < c+a > slip becomes the dominant mechanism. Also, the small grain
size leads to more contribution from grain boundary sliding towards the total
plastic strain. Dislocation generation and annihilations at grain boundaries and
more significant grain boundary sliding mechanisms result in the strain
softening, the breakdown of H-P relationship and the increased SRS values.
Chapter 6 discusses the micro-compression tests on the micro-pillars that deal
with the twofold size effects from both the grain size effect and sample size
effect on the Mg alloy. The micro-compression stress-strain curves of the MA0
and MA20 micro-pillars are characterized with strain bursts connected by
sections of nearly elastic loading. The magnitude of the strain appears to be
random; no direct relationship is observed between strain bursts length and
dimensions of the micro-pillars. In contrast to the significant strain bursts in the
stress-strain curves that have been observed in the MA0 and MA20 micro-pillars,
the micro-compression curves of MA40 micro-pillars appear to be smooth,
without obvious strain bursts. The deformation mechanisms of the MA0 and
MA20 micro-pillars under micro-compression tests are considered to be initially
dominated by deformation twinning, followed by dislocation mechanisms. For
MA40 pillars, the deformation mechanism is believed to be localized dislocation
activities and grain boundary related mechanism. The grain boundaries reduce
the source starvation hardening effect in the nc micro-pillars. The power law
relationship of the yield strength on pillar dimensions in MA0, MA20 supports
the theory that the twinning mechanism is related to the pre-existing defects,
which can promote the nucleation of the twins.
Chapter 7 provides a comparison of the results and conclusions derived from
different testing technique of the coarse-grained and nc Mg alloy, which will
help to better understand the deformation mechanisms of the Mg alloys as a
whole.
Chapter 8 summarises the results and main conclusions of the thesis. It then
outlines further opportunities for future research in this area.
-
Chapter 2 Literature Review
8
2 Literature Review
This chapter presents the background research (to date) which is relevant to
the present research project. It explores two major topics:
1. Mg and Mg alloys - properties and mechanisms (if not specifically
specified as nc Mg, all Mg (alloys) in the following sections refer to
coarse-grained Mg ) and
2. nc materials - synthesis, mechanical properties and deformation
mechanisms.
2.1 Mg and Mg alloys
Weight-saving possibilities from the application of Mg in structural parts
have prompted intensive research, especially in the automotive and aerospace
industries. Mg has a density of 1.74 g cm-3, which is 35.6% and 61.3% lower
than that of Al and Ti, respectively [16]. Due to Mgs low density, high
strength-to-weight ratio and high specific stiffness at both ambient and elevated
temperatures, Mg and Mg alloys are attractive choices among these three light
weight metals.
To overcome the limitations of Mg such as low strength, low ductility and
poor corrosion resistance, it is often alloyed with various alloying elements such
as Al, Zn, Mn, Li, Y and rare earth materials [17]. Currently, most commercially
available Mg alloys are either die cast or hot worked to form parts and
components. Of all the Mg alloys, the AZ (MgAlZn) and AM (MgAl) series
are the most common. The addition of Al in these alloys serves principally as a
solid solution strengthening element to further improve their strength [18].
2.1.1 Texture Formation
The limited number of active deformation systems in HCP metals results in
the formation of a strong crystallographic texture upon mechanical processing,
such as extrusion, Equal Channel Angular Extrusion (ECAE) and rolling [19-23].
-
Chapter 2 Literature Review
9
The prevalent textures in rolled sheets and extruded rods of MgAl alloys
were already recognised in the 1930s [24]. The texture formations from direct
extrusion and the ECAE process are shown in Figure 2-1.
Figure 2-1 Schematic diagram showing the formation of basal texture in (a) extruded
magnesium and (b) ECAE process [25]
2.1.2 Deformation Systems in Mg
2.1.2.1 Dislocation Slip
In polycrystalline metals, the requirement of five independence slip systems
is necessary to be able to sustain a general homogeneous deformation without
generation of cracks; this is known as the von Mises-Taylor criterion [26]. In
Mg, three possible Burgers vectors can be active on various slip planes, basal
slip, prismatic slip and pyramidal slip [27], as shown in Figure 2-2. The main
deformation mode in magnesium and magnesium alloys is basal slip, i.e., slip on
the (0 0 0 1) plane with a Burgers vector. Prismatic slip {1100} and pyramidal slip (1) {1011} have also been observed; however, their critical resolved shear stress (CRSS) at room temperature is roughly a 100-
fold greater than for basal slip [19].
(b) (a)
-
Chapter 2 Literature Review
10
Figure 2-2 Deformation systems of magnesium, (a) basal slip and (b) prismatic
slip, (c) pyramidal ( 2) slip and (d) {1012} twinning [27]
Groves and Kelly investigated the independence modes of the slip systems in
HCP materials [28], and the results are shown in Table 2-1. Since pyramidal slip
systems with < a > Burgers vector is crystallographic equivalent to the
combination of basal and prismatic slip, a total number of four independent
modes are provided with < a > Burgers vector under the condition of cross-slip.
(b) (a)
(c) (d)
-
Chapter 2 Literature Review
11
Meanwhile, a slip system with < c+a > Burgers vector alone could offer five
independent modes that fulfil the Von Mises-Taylor criterion.
Table 2-1 Independent modes of slip systems in HCP materials [28]
Slip Systems Crystallographic Elements No. of Independent
modes
< a >
Basal Slip (0002) < 1120 > 2 Prismatic Slip (1100) < 1120 > 2
Pyramidal Slip ( 1) (110) < 1120 > 4 < c > (0)[0001]
< c+a > Pyramidal Slip ( 2) () < 1123 > 5
The CRSS for the basal slip in pure magnesium is very low, approximately
0.600.7 MPa which is also independent of temperature. In contrast, the critical
shear stress for the non-basal slip is over 40 MPa at low temperature; this is two
orders of magnitude higher than that for the basal slip, and drastically decreases
to 2-3 MPa with increasing temperature [29].
In single crystal Mg, basal slip is the dominant deformation mechanism at
room temperature. However, when it comes to the polycrystalline Mg, the
situation is different since the grains are constrained by the surrounding grain
boundaries. If only the basal slip is activated, it can only offer two independent
slip systems, which is less than the required five. This will cause strain
incompatibility at the grain boundaries. When the grain boundaries are strong
enough, stress concentration occurs to maintain strain compatibility at the grain
boundaries [30]. This stress concentration would lead to the activation of non-
basal slip, as well as twining, in Mg.
There are a few reports confirming the activities of < c+a > slip in Mg alloys
at room temperature. Kokie et al. [31] observed 40% of pyramidal slip ( 2)
segment of dislocations of the total dislocation density, in an ECAE AZ31 alloy
with an average grain size of 8 m. The occurrence of < c+a > dislocations,
which could arise from the cross-slip from basal plane to non-basal plane,
-
Chapter 2 Literature Review
12
agreed with the large yield anisotropy factor from the tests. Agnew et al. [32]
also found direct evidence of extensive pyramidal slip ( 2) of deformed AZ31B
alloys in TEM observation, at room temperature. Clausen et al. [33] investigated
the mechanical response of Mg AZ31 alloy dominated by twinning, in
combination with an elastic-plastic self-consistent modelling. They found that
the relative activity of pyramidal slip ( 2) increased to ~0.5 after 2% of strain,
when the activity of < a > slip decreased rapidly after plastic yielding.
2.1.2.2 Twinning
Since the Burgers vector lies in the basal plane, no plastic strain parallel to
the c-axis can be accommodated by any of these < a > slip systems. However,
such strain can be produced by twinning. Due to the limited number of
independent slip systems in Mg, twinning has been theoretically and
experimentally proven to be of crucial importance in plastic deformation.
Three types of deformation twins are frequently observed in Mg Alloys:
extension twins, contraction twins and double twins [9, 10, 34-36]. Among those
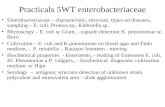
twining systems, the {10 1 2} extension twins is the only type that allows extension strain parallel to the c-axis [9]. Thus, the {10 1 2} twins form prevalently when tensile stress is applied in the parallel direction to the c-axis.
The {1012} extension twins have the second smallest CRSS following basal slip; therefore, the {1012} twins could be activated in the initial deformation stage and influences yielding behaviour. Contraction twinning, including {10 1 1} twins and {1013} twins, could accommodate the compression strain along c-axis [10]. It is activated when there is a contraction strain component parallel to
the c-axis or when macroscopic extension is being applied perpendicular to the
c-axis. In addition to primary twinning, secondary twinning can take place
within the reoriented primary twins [37]. Generally reported double twinning are
{1011} - {1012} and {1013} - {1012} twinning. Generally {1011} or {1013} contraction twins form first, after which {1012} extension twins are propagated within the original contraction twins. Both types of double twins lead to a
contraction along the c-axis [38].
-
Chapter 2 Literature Review
13
Gharghouri et al. [39] studied the mechanical properties in an extruded Mg-
7.7 at. % Al alloy by means of in-situ neutron diffraction. The occurrence of
twinning was easily detected by neutron diffraction, considering it would lead to
an abrupt reorientation of the crystal lattice, reflected by a change in the peak
density. The testing results was consistent with the activation {1012} twinning. The {1012} twins in extruded Mg-3Al-Zn alloys under compression tests led to distinctive flow curves characterized by high levels of working hardening and
concave shape [40]. The hardening effect was attributed to the effect of twins
on slip, rather than to the stress required activating it. With decreasing grain size
and increasing temperature, the deformation mechanism transferred from
twinning to slip dominant flow.
Koike et al. [30] reported {1011} twins in the rolled Mg alloys sheets had a strong basal texture deformed in tension. The c-axis contraction {1011} twins were observed and characterized with narrow banded structures, as shown in
Figure 2-3. The formation of the c-axis contraction twins was found to induce a
large shear deformation within the twin volume, showing an obvious height
change accompanying the narrow twins on the deformed sample surface.
Figure 2-3 {1011} twins observed in AZ31 rolled sheets during tensile deformation at room temperature [30]
-
Chapter 2 Literature Review
14
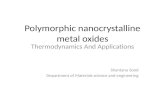
Profusely formed {1011} - {1012} double twins (highlighted in purple) were observed in polycrystalline AM30 Mg alloy [37] with tensile axes parallel to the
extrusion direction, as shown in Figure 2-4. Some primary {1011} twins (green) and {1013} - {1012} double twins (blue) were also present, but fewer in number.
Figure 2-4 EBSD map of AM30 after 8% straining [37]
Once the twins are formed, the twin boundaries act as obstacles for
dislocation movement, hence becoming a source of strain hardening. Yoo et al.
[41] pointed out that the a {1012} twin is repulsive to prismatic or basal slip dislocations, leading to an increase in the flow stress. This is further confirmed
by Serra et al. [42], using atomic-scale simulation. They found that the twins
created barriers to the motion of crystal dislocations gliding on the basal plane,
and the strength of the barrier depends on crystallographic parameters and the
atomic structures of the interfaces.
-
Chapter 2 Literature Review
15
2.1.3 Texture Effect on Plastic Deformation
Due to the formation of texture and the different CRSS values of different
deformation mechanisms, the mechanical properties of the materials depend not
only on the stress direction but also on the stress sign (tension or compression)
[19]. Consequently, qualitative explanations for the observed mechanical
anisotropy of textured wrought magnesium alloys could be given.
2.1.3.1 Texture Effect on Deformation Mechanism
Yi et al. [43] described the anisotropic mechanical behaviour of extruded
AZ31 magnesium alloy in relation to the crystallographic texture, by means of
in-situ texture measurement and viscoplastic self-consistent simulation. The
activity of the basal < a > slip and the extension twinning exert a significant
effect on the mechanical anisotropy during tension while the importance of the <
c+a > slip increases during compression. Cylindrical specimens of a hot-rolled
AZ31 Mg alloy under uniaxial compression tests, in both the rolling and the
normal direction, revealed that texture evolution, work hardening and
macroscopic anisotropy are strongly dependent on the loading direction [27].
The relative position of the rolling direction and loading axes is shown in Figure
2-5. An analysis of texture evolution using the viscoplastic self-consistent
polycrystal model revealed that the tensile twin largely accommodates the
deformation at a low strain level for CA/RD samples. However, as the true
strain increases, the activation of the pyramidal < c+a > slip accommodates the
deformation. On the other hand, the pyramidal < c+a > slip as a primary mode
and the basal < a > slip as a secondary mode accommodate the deformation for
CA/ND direction.
2.1.3.2 TensionCompression Yield Asymmetry
The presence of deformation texture in magnesium alloys often results in
relatively low compression yield stress (only 1/2 or 3/4 of the tension yield
stress) along extrusion or rolling direction [44]; this is referred to as tension-
compression yield asymmetry.
-
Chapter 2 Literature Review
16
The ratio between Compression Yield Strength (CYS) and Tensile Yield
Strength (TYS), CYS/TYS, is used to measure the extent of tension-
compression yield asymmetry. With different tilting angles between loading axis
relative to the extrusion direction, deformation anisotropy in extruded Mg-6%
Al- 1% Zn alloy with basal texture has been observed [45]. Basal slip and {1012} twins were inhibited when the extrusion direction was parallel to the stress axes,
resulting in high tensile (207 MPa) and compression (120 MPa) yield strength.
Furthermore, both the yield strengths reduced to ~95 MPa when the tilt angles
of extrusion direction relative to the loading direction increased from 0 to 90.
The orientation dependent deformation behaviour was much more significant in
tension than in compression.
Figure 2-5 True strain vs. true stress curves for specimens subjected to uniaxial
compression [27]
Uniaxial tensile and compression tests on extruded Mg3Al1Zn alloys at
room temperature indicated CYS/TYS dependence on the deviation angle, ,
between the loading direction and the extrusion direction [46]. As shown in
Figure 2-6, the climb of the CYS/TYS values from below 1 to 1.28 with
-
Chapter 2 Literature Review
17
increasing from 0 to 90, shows remarkable dependence of macro-yield
properties on the load directions. Considering the fibre basal texture in this
extruded AZ31 Mg alloy, the geometry condition for twinning and the polarity
of twinning is fundamentally responsible for the tension-compression yield
asymmetry.
Figure 2-6 Tension and compression yield stresses and CYS/TYS at different load
angles for grain size of 8.9m ( is the angle between loading axes, i.e. longitudinal
axis of the specimen, and extrusion direction) [46]
Also, grain size has been shown to have certain influence on twinning
behaviour of magnesium alloys [40, 47, 48]. By conducting the uniaxial tension
and compression tests on Mg3Al1Zn alloy with various grain sizes prepared
by equal channel angular pressing, conventional extrusion and annealing, Wang
et al. [47] revealed that compression-tensile yielding asymmetry originated from
different number fractions of twinned grains. Barnett et al. [40] found the
percentage of grains in extruded AZ31 Mg alloy under compression tests
decreased with decreasing grain size. Therefore, with smaller grain sizes, we
should expect lower values of CYS/TYS. Then, the load direction and the grain
-
Chapter 2 Literature Review
18
size were two important factors that determine the tension-compression yield
asymmetry of Mg alloys.
As seen in Figure 2-7, the yield asymmetry decreases with decreasing grain
size for extruded ZM21 Mg alloys, from ~ 0.8 to ~ 2 with grain size increased
from 8 m to 25 m [8]. The decrease of CYS/TYS was explained by the fact
that {1012} twinning is geometrically more favoured in compression than in tension, and by the fact that the activity of twinning decreases with decreasing
grain size.
Figure 2-7 Tensile and compressive yield strength vs. inverse square root of average
grain size for extruded bars from ZM21 [8]
It has been recently reported that alloys containing rare earth elements and/or
yttrium (RE/Y) can develop more random textures [49]. Soluble Zn and RE
additions (Ce or Y) were considered to be responsible for the modification of the
rolling texture of alloys ZK10, ZE10, ZEK100, ZEK410 and ZW41 from the
conventional texture observed in alloys AZ31 and ZM21. The basal pole
intensity aligned with the sheet normal direction was low, rather than high, in all
-
Chapter 2 Literature Review
19
the high-Zn solute alloys. The addition of RE elements led to a weakening of the
texture. As a result of the weakened texture, a reduced tensioncompression
yield asymmetry was observed, in contrast to conventional alloys which had a
CYS/TYS value of ~2.
2.1.4 Twinning-Detwinning In Cyclic Loading
A compressive plastic pre-deformation along extrusion on AZ61 Mg alloys
up to pre-strain values of 1, 2 and 3% permanent compressive yields of 0.45,
1.40 and 2.35% before stopped. Then, those samples were subjected to tensile
tests following the pre-compressive deformation. It has been found that these
twinned regions (favourably formed {1012} twins) are capable of detwinning during reloading in tension [45]. The mechanical responses have concluded that
all the strain caused by twinning during compressive plastic pre-deformation
was regained by untwinning during tensile testing.
The intensity variations obtained in cyclic tension of extruded Mg alloys by
in-situ neutron measurement suggested the twinning-detwinning behaviour of
{101 1} twins [39], which yielded a contribution to the grain strain tensor consistent with the direction of straining. The reason that such twinning has not
been observed in polycrystalline samples by previous workers is that it appears
to be essentially elastic, in the sense that it disappears almost entirely upon
removal of the applied stress.
Twinning and detwinning activities were also detected in the cyclic
deformation process of extruded magnesium alloy AZ31 Mg alloys with a
strong basal fibre texture under plastic strain amplitude and stress amplitude-
control at room temperature [50]. During the cyclic loading, a large number of
twins formed under compressive loading from in-situ EBSD measurement of the
texture (see Figure 2-8 a). With the compression load decreasing, some twins
became narrower and shorter as indicated by the white and red arrows in Figure
2-8 b while the majority of twins remained almost unchanged at that stage. With
the transition from a compressive load to a tensile load, a significant amount of
twins became narrower and shorter or even disappeared, as indicated by arrows
-
Chapter 2 Literature Review
20
in Figure 2-8 c. During unloading from tension, no obvious change in the
microstructure was observed, as shown in Figure 2-8 d. Both twinning and
detwinning were found to play an important role in the cyclic deformation
response of this material.
Wu et al. [51] confirmed the occurrence of alternative twinning and
detwinning behaviour in wrought ZK60A Mg alloys with the cyclic loading
using in situ neutron scattering; that is, most twins formed during compression
are removed via detwinning when the load is reversed.
Figure 2-8 EBSD map of in situ observation (a) compressive strain ~0.5% (b)
unloading from compression (c) loading reverses from compression to tension at tensile
strain ~0.7% (d) unloading from tension [50]
-
Chapter 2 Literature Review
21
2.1.5 Properties of NC Mg-5Al Alloys
Light-weight materials such as Mg alloys have recently become of interest in
various engineering applications due to their high strength to weight ratio.
However, most Mg alloys suffer from poor plasticity due to their hcp structure.
There are reports of Mg-5Al alloys displaying interesting properties which are
mechanically alloyed at various mechanical milling durations.
Chua et al. [18] carried out tensile tests on bulk Mg-5Al alloys consolidated
from powders mechanically alloyed for different durations, with grain size
ranging from 13 m down to 45 nm. During the first 5 h (160 nm) and 10 h (93
nm) of milling, high yield strength was obtained due to possible strengthening
mechanisms such as solid solution and grain refinement, and particle dispersion
strengthening. For samples underwent 20 h (65 nm) and 30 h (45 nm) milling
durations, a low yield strength was observed while the previous strengthening
mechanisms appeared to be no longer effective during the plastic deformation.
Enhanced ductility with no work hardening behaviour was observed in the 30 h
milled sample.
Grain size effects on tensile behaviours were investigated on coarse-grained
and mechanical alloyed ultra-fine grained and nc Mg-5Al alloys [52]. The
results indicated that the yield strength and elongation of the coarse-grained Mg-
5Al alloys were independent of strain rate within the range of strain rates
between 3.33x10-5 s-1and 3.33x10-3 s-1. However, yield stress and elongation of
the mechanically alloyed nanostructured samples were strain rate dependent.
Lu et al. [53] studied the mechanical properties of bulk Mg-5Al alloys
synthesized by mechanical alloying (MA) and equal channel angular pressing
(ECAP) techniques. For mechanically alloyed samples, a dramatic increase in
yield strength to 498 MPa was achieved after 5 h milling. Strain softening
accompanied by increased ductility of the longer milled samples was observed
through the gradual decrease in yield strength. The lowest yield strength of 200
MPa was observed after 30 h milling while the elongation at fracture was
dramatically increased to 45%. The average grain size was about 75 nm for
-
Chapter 2 Literature Review
22
specimens milled for 30 h. In ECAP, the accumulation of redundant shear strain
and dynamic recrystallisation refined the microstructure while increasing the
materials yield strength. Consequently, ductility was reduced.
2.2 Nanocrystalline Materials
The subject of nc materials has attracted both in-depth and broad-brush
research activities over the last couple of decades, with significant achievements
in their understandings [54-56]. The following sections summarize the literature
related to the topic of categories and synthesis of nc materials, mechanical
properties and discussions of deformation mechanisms of nc materials.
2.2.1 Categories and Synthesis
Nc materials can be classified depending on the number of dimensions in
which the material has nanometer modulations (Se