
Thermoforming Workbook Draft
118
Page 1 Higher Institute for Plastics Fabrication WORKBOOK for Thermoforming Practical Course Prepared by Thermoforming Department 1 st Edition 2009
-
Upload
javed-iqbal -
Category
Documents
-
view
336 -
download
18
Transcript of Thermoforming Workbook Draft

Page 1
Higher Institute for Plastics Fabrication
WORKBOOK
for
Thermoforming
Practical Course
Prepared by
Thermoforming Department
1st Edition 2009

Page 2
Workbook for Thermoforming Pract ica l Course
ACKNOWLEDGEMENT
In its program to continuously improve the quality of instructions at the
Higher Institute for Plastics Fabrication, the Curriculum Steering Committee
initiated the creation of the workbooks for all practical courses being offered
in the Institute. The Committee is headed by Dr. Khaled Al-Ghefaili, and the
members are Dr. Ahmad Al-Ghamdi, Mr. Hiroshi Takeshita, Engr. Issa Al-
Khormi, Mr. Sumio Iwase, Mr. Kazuhiko Sawada, Mr. Sanjay Rawat, Mr.
Zakaria Musa, and Mr. Virgilio Calpe.
This is the HIPF Workbook for Thermoforming Practical Course. The
contents of this workbook were compiled through the efforts of the members
of the Thermoforming Department, namely, Antonio Pasaoa (Head of the
Department), Rameshwar Selukar, Joy Falaminiano, and Koichi Inagaki
(Japanese Expert Adviser). Editing, formatting and design by Virgilio
Calpe.
April 2009

Page 3
Workbook for Thermoforming Pract ica l Course
TABLE OF CONTENTS
Introduction … … … … … … … … … … … … … … … … … … . 4
Course Objectives … … … … … … … … … … … … … … … … . 5
Grades Summary Sheet … … … … … … … … … … … … … … ... 6
Workshop Activities
Activity 1—Introduction– Basic Principles of Thermoforming… … .. 7
Activity 2—Thermoforming General Safety Instructions… … … … . 16
Activity 3—Materials and Their Applications… … … … … … … ... 30
Activity 4—The Thermoforming Machine and Mold … … … … … . 40
Activity 5—Thermoforming Methods & Processes… … … … … … 53
Activity 6—Manpower and Standard Operating Procedures … … … 64
Activity 7—Product Quality, Defects and Troubleshooting … … … .. 74
Activity 8—Hands–on and Practical Training (1)… … … … … … ... 83
Activity 9—Hands–on and Practical Training (2) … … … … … … . 89
Activity 10—Hands–on and Practical Training (3) … … … … … … 95
Glossary … … … … … … … … … … … … … … … … … … … . 101
References … … … … … … … … … … … … … … … … … … ... 118

Page 4
Workbook for Thermoforming Pract ica l Course
INTRODUCTION
As the demand for plastics continuously grow through the years, invention of
many plastics manufacturing processes took place. Thermoforming is one of
them.
Thermoforming is the process of forming a thermoplastic sheet into a three-
dimensional shape by heating it to render it soft and formable, then applying
different vacuum and pressure to make the sheet conform to the shape of a
mold or die.
Initially, thermoforming was more of manual operation and used for very
specific and limited application and selected materials with only single
cavity and longer cycle time. But due to technological breakthrough and
rapid development through the years, thermoforming has improved and, so
far, is now one of the best improved technology in terms of efficiency.
In today's rapid research and product development, consumers are working
continuously with major resin suppliers, rigid sheet extruders and original
equipment manufacturers in developing high-tech, multi-layered plastic
systems, which equal or outperform traditional materials in many
applications. Thermoforming production processes nowadays are employed
for engineering applications to an extent that only a few decades earlier
would have been deemed impossible. Continually improving thermoplastics,
in conjunction with the most modern machinery, have not only increased
output rates but also the quality and precision of the moldings.
Besides traditional applications, thermoforming has conquered an important
market share with the pressure forming method of packaging particularly the
food packaging industries.

Page 5
Workbook for Thermoforming Pract ica l Course
COURSE OBJECTIVES
The purpose of this workbook is to enable the trainees to understand and
carry out important activities in relation to Thermoforming. Focus will be on
the functions in Thermoforming and the terminologies used in the industry.
Upon completion of this course, the trainee shall be able to:
• Have awareness in the importance of Thermoforming Plastic Fabrication
technology.
• Discuss and explain the concept, theories and practices of
Thermoforming plastic fabrication.
• To operate the Thermoforming machine safely and appropriately.

Page 6
Workbook for Thermoforming Pract ica l Course
GRADES SUMMARY SHEET
Trainee Name: _________________________ Group: ________
Semester ___ School Year ___________
ACTIVITIES GRADE
Activity 1—Introduction: Basic Principles of Thermoforming
Activity 2—Thermoforming General Safety Instructions
Activity 3—Materials and Their Applications
Activity 4—The Thermoforming Machine and Mold
Activity 5—Thermoforming Methods & Processes
Activity 6—Manpower and Standard Operating Procedures
Activity 7—Product Quality, Defects and Troubleshooting
Activity 8—Hands–on and Practical Training (1)
Activity 9—Hands–on and Practical Training (2)
Activity 10—Hands–on and Practical Training (3)
AVERAGE GRADE

Page 7
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
In Thermoforming, the plastic sheet material in rolls will be thermally
heated to make it soft and formable, and then vacuum and/or pressure is
applied to form the shape of the mold. The formed products will be cut &
separated from the skeleton or the runner while the molded products will be
collected and packed accordingly. The runner or skeleton will be crushed
and pelletized to convert it back again into pellet form which will then be
mixed with virgin materials, normally at 20-30% ,to re-process back again
into sheets.
The Six (6) Main Processes of a Thermoforming Machine:
1. Unwinding or Unreeling of Sheet Roll—The sheet is unrolled to dispense
the material into the feed zone. Using a guided chain, the sheet is
conveyed and is passed through the heater.
2. Heating—The sheet is heated to make it soft at a set parameters.
3. Forming (Shaping & Cooling)—The soft sheet is formed to the shape of
the mold and then allowed to cool.
WORKSHOP ACTIVITY #1
Introduction: Basic Principles of Thermoforming

Page 8
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
4. Cutting—The molded product is separated from the runner or skeleton
5. Stacking—The product is collected in a stack and then ejected to the
conveyor for packing
6. Winding of skeleton—The skeleton is collected and removed for
recycling.
Thermoforming process is different from the other plastic fabrication
processes because its raw material is not the usual pellets being melted
through the use of extruder to produce the desired shape using a die or molds
but rather using the finished product of Sheet Extrusion which is the rolled
sheet as its raw material.
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming

Page 9
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming

Page 10
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
The Thermoforming industry started from Vacuum Forming using rigid PVC
sheet. Since polystyrene (PS) was developed, PS sheet penetrated rapidly the
Thermoforming industry due to easier formability. Process development for
Pressure Forming and Plug Assist Forming expanded further the industry.
Recently, polypropylene (PP) sheet is used in applications, in which heat
resistance or oil resistance is required, where PS sheet can not be used.
There are actually many thermoforming processes now available in the
market but the three most commonly used basic processes are:
1. Vacuum Forming Process—The oldest and cheapest process in terms of
equipment cost.
2. Pressure Forming Process—The fastest among the processes in terms of
production speed (more than three times that of Vacuum Forming) due to
higher pressure.
3. Plug-Assist Forming Process—For deep draw shapes like drinking cups
& bowls.
Applications:
Packaging trays, cups, bowls, automotive panels, car roof top, boat hulls,
large panels, spa baths, kitchen sinks… possibilities are endless…
One of the most important industries that thermoforming serves, however, is
the packaging industry.
Advantages of Thermoforming are:
1. Cheaper equipment and mold cost
2. Higher productivity due to its high speed
3. Thinner wall product, therefore, lesser material consumption and cheaper
products
4. Lower production cost due to above features
The only disadvantage of thermoforming so far is its high scrap rate due to
its inevitable runner being generated as part of it production processes.
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming

Page 11
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To learn the basics of the Thermoforming processes
2. To identify the main parts of Thermoforming machine and their functions
PROCEDURE
PART I—The Basics of Thermoforming Processes
1. Go to the Workshop floor (per group) and observe how the
Thermoforming machine run. The process will be explained to you by
your Instructor.
2. Using the data sheet form, list down the different stages or functions of
the Thermoforming machine.
3. Using a stop watch, take the actual time needed to complete each of the
stages and compute for the total cycle time.
4. Look at the monitor of the control panel and compare the total cycle time
(actual cycle time versus the recorded cycle time in the machine).
5. Write down your observation in your data sheet.
PART II—The Six (6) Main Parts of Thermoforming Machine
1. Using the drawing of Thermoforming machine in your data sheet, label
the six (6) main parts of the machine in the space provided.
2. Write down the corresponding functions of each of the six main parts of
the Thermoforming machine.
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming

Page 12
DATA SHEET
PART I—The Basics of Thermoforming Processes
PART II—The Six (6) Main Parts of Thermoforming Machine
ACTIVITY #1—Introduction: Basic Principles of Thermoforming
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
STAGES OF THERMOFORMING
FUNCTION CYCLE TIME
1.
2.
3.
4.
5.
6.
TOTAL RECORDED CYCLE TIME (STOP WATCH)
TOTAL CYCLE TIME FROM CONTROL PANEL

Page 13
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Select the correct answer.
1. Thermoforming is the process of forming a thermoplastic sheet into a
desired shape, by __________ heating it to make it soft and formable,
then applying vacuum and/or pressure to make the sheet formed to the
shape of the mold.
a. mechanically
b. conductively
c. thermally
d. electrically
2. In thermoforming process, after the forming takes place, the sheet is
held against the mold surface until __________.
a. heated
b. cooled
c. warmed
d. shaped
3. In thermoforming process, after the forming takes place the formed
product parts are then __________ off from the sheet.
a. trimmed
b. stacked
c. ejected
d. contracted
4. In thermoforming process, after the forming, cutting and punching take
place, the punched out sheet or the runner is usually __________,
mixed with virgin material, and reprocessed into usable sheet again.
a. reground
b. scraped
c. recycled
d. as is
5. __________ is the one of the four resources of thermoforming process.
a. Water
b. Electricity
c. Manpower
d. Compressed air
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4

Page 14
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
6. __________ is a device used to make or transform a thermoplastic
sheet into any desired shape using a mold by applying heat and
pressure.
a. Sheet extrusion machine
b. Advanced molding machine
c. Thermoforming machine
d. Injection molding machine
7. One of the main functions of the mold is to __________ the material to
the surfaces of the mold.
a. receive and distribute
b. heat
c. cut
d. separate
8. Thermoforming machine process arrangement is designed in such a
way that the __________ station comes after the heating work station
to form the shape of the mold.
a. winding
b. stacking
c. forming
d. heating
9. Besides traditional applications, thermoforming has conquered an
important market share of packaging with the __________ forming
method.
a. pressure
b. vacuum
c. simple
d. plug-assist
10. The only disadvantage of thermoforming so far is its high _______ rate
due to its inevitable runner being generated as part of it production
processes.
a. economical
b. scrap
c. productivity
d. rejection
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4

Page 15
Workbook for Thermoforming Pract ica l Course
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
WORKSHOP ACTIVITY #1—Introduction: Basic Principles of Thermoforming
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 16
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
Figure 2.0—Objectives of Safety Management
A company manages safety to achieve the objectives shown in Figure 2.
Safety when it comes in Manufacturing environment has the following
meanings:
• There are no accidents that result in personal injuries.
• There are no accidents that result in damage to property such as
facilities, machinery, equipment, materials, or products.
• There are no accidents that affect residents and areas around the
factory.
• The factory is managed to ensure that the above conditions are
maintained continuously.
Why Is Safety Important?
The importance of safety at work place can't be over exemplified. It is
mostly felt in factories where the laborers are exposed to sustained risk in
their daily operations. Adaptation of safety measures not only ensures safety
of the life of the workers, but also of their families and their dependents.
WORKSHOP ACTIVITY #2
Thermoforming General Safety Instructions
The Lives of Workers are Protected
A Safe workplace has positive effects on
operations of the company.
A safety-oriented corporation is trusted
by Society.
Safety Management
Respect for Human Life
Corporate Management
Social Credibility

Page 17
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
2.1.2 Who is Responsible for Safety?
Figure 2.1—Safety Responsibility
From the employer down to the lowest level of position in the company, each
person has his own safety responsibilities. It is a requirement in an corporate
institution that all employees are properly instructed and supervised in the
safe operation of any machinery, tool, equipment, process, or practice which
they are authorized to use or apply.
Basically, the employer must provide training to each employee to do each
aspect of their job safely, and must provide adequate supervision of each
employee to assure that the training was effective and that the employees are
following safe procedures.
Thermoforming Machine Safety As an operator, you must always follow the signs and symbols, and you must
be safety conscious to avoid accident. Ignorance is not an excuse when
accident happens. Therefore, developing a safety habit is the best policy that
should be adopted by everybody.
Remember, the life you save, maybe your own!
Safety Instructions
1. Machine is a potential source of danger if it is operated by untrained
operator.
2. The general directives on work safety, accident prevention must be
complied as per the Instructor’s instructions.
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
Factory Factory Factory Factory
Manager/s Company Executives
Supervisor/s Personnel / Machine Operators

Page 18
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
3. Always work with concentration and be conscious of safety aspects!
4. Prior to starting work, check the orderly condition of the machine, in
particular the operability of the safety devices.
5. Clarify any queries or unclear matters you may have regarding the work
with and on the machine before starting work!
Warnings and Symbols
The following designations and symbols are used to convey important
information.
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
Caution:
Warning of a general source of danger, the consequence of
which can be personal injury and/or damage to property
Danger caused by electrical current or voltage!
Warning against injury such as electric shock through
electrically conducting devices.
Hot parts or surfaces!
Warning against danger of burns from parts or surfaces
that have high temperatures even after the machine has
been switched off.
Not allowed for person with cardiac pacemaker!
Persons with a cardiac pacemakers are not allowed to work
on subassemblies that bear this symbol because there is
danger from noise influences due to the static charging of
the plastics film.
Stay Away!
Don’t move close to the part, it is dangerous area.

Page 19
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Safety Measures
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
Emergency Buttons
Actuation of an EMERGENCY STOP button
interrupts the control voltage, switches off the
compressed-air supply and de-aerates the
compressed-air network up to the inlets of the
solenoid valves.
Mechanical Locking of the Sliding Doors
Safeguard against reaching into the machine while
it is running. Machine cannot be switch ON “O”
when sliding door is open; it also advices not to
open the sliding door during operation.
Hand Lever with Securing Pin
For limiting the travel range of the reel mounting,
in order to avoid the danger of crushing.
Safety Limit Switch on the Door of the Skeletal
Re-winder
Safeguard against reaching into the rotating
skeletal mounting.

Page 20
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Safety Measures … continued
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
Back-pressure valves in the connections of the
pneumatic cylinders on pneumatically operated
machine parts
To prevent these machine parts from moving when
the machine is at a standstill.
An electrical pressure switch, with a fixed set-
ting of 4 bar
If the operating pressure falls below this value, the
control voltage is switched off and the compressed
air system is de-aerated.
Safety valves with a spring-centered, disabled
middle position for the top and bottom frames
of the forming station
To safeguard against any undesired movements.
Mechanically lockable main switch on the
switch cabinet.
If the main switch is in position "0", all electrical
subassemblies (control unit, heaters, electronic sys-
tem) are de-energized. The compressed-air network
is deaerated up to the inlets to the solenoid valves.
See Actual
Machine
Part

Page 21
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Special Danger and Measures
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
CO2 Fire Extinguisher
Fires can occur if the plastic being molded is
overheated.
Gases and Vapors
Depending on the plastics to be molded, gases and
vapors can be formed at the heating-up tempera-
ture. Therefore, consult your Instructors or super-
visor, should you need to make necessary provision
for suitable extraction.
Technical Data Sheet (Technical Bulletin)
Important to keep the Technical Data / Safety Data
Sheet from the Thermoforming Sheet manufac-
turer / supplier, in particular the permissible maxi-
mum temperature values. Certain plastics may
burn explosively on heating, e.g., cellulose-based
plastics. Foam films may be processed only if they
are foamed with non-inflammable gases.

Page 22
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Special Danger and Measures … continued
Personal Protective Equipment (PPE)
a. Wearing of an appropriate protective helmet:
• Auxiliary equipment temporarily attached to the machine at
head height during tool changing poses a risk.
b. Wearing of an appropriate safety shoes (have a high anti-static
action) :
• During the thermoforming process, the guidance, unwinding,
steering and winding of thermoplastic materials can create very
high static charges, which cannot always be discharged safely.
c. Wearing of an appropriate protective gloves (with sufficient
level of protection):
• Danger of cuts from sharp edges
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
Do not touch the heaters!
There is a danger of burning the heaters even after
the main switch had been switched off.
Compliance with the Safety Standards
If the machine is linked to special devices (e.g.,
filling devices, crusher device, packers), compli-
ance with the safety standards attachment of these
devices must be properly observed.
Heater
Approved
Approved
Approved
Approved

Page 23
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To learn the basics of safety and safety signs
2. To develop safety awareness among trainees and learn the most common
hazards that may lead to injuries like amputations, lacerations, crushing
injuries and abrasions in Workshop and Machine Operations.
PROCEDURE
PART I—Safety and Warning Signs
1. Walk around the Workshop area and locate all the safety signs.
2. Observe the Machine area for unsafe points and try to identify safety /
warning signs found.
3. In your data sheet, correctly write the names of the safety devices and
warning signs in the pictures.
PART II—Safety Devices Commonly Found in Thermoforming Machines
1. Walk around the Thermoforming Machine and try to locate all the safety
devices present.
2. In your data sheet, write down the names of the safety devices and their
functions.
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions

Page 24
DATA SHEET
PART I—Safety and Warning Signs
ACTIVITY #2—Thermoforming General Safety Instructions
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 6 Page 1 of 6 Page 1 of 6 Page 1 of 6
1.
2.
3.
4.
5.
6.
7.
8.
9.
SAFETY DEVICES AND SAFETY SIGNS IN THE
HIPF Thermoforming area

Page 25
DATA SHEET
PART II—Safety Devices Commonly Found in Thermoforming Machines
ACTIVITY #2—Thermoforming General Safety Instructions
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 6 Page 2 of 6 Page 2 of 6 Page 2 of 6
1. ________________ 2. ________________ 3. ________________
4. ________________ 5. ________________ 6. ________________
7. ________________ 8. ________________ 9. ________________

Page 26
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Part I—Fill in the blanks from the given choices.
1. What are accidents?
Accidents usually result from a combination of factors that includes both
_____________________machine condition and ___________________
human actions.
2. Write down the names of PPE equipment to be used for each category.
Eye - ___________________________________
Face - __________________________________
Head - __________________________________
Feet - ___________________________________
Hands and arms - _________________________
Bodies - _________________________________
Hearing - ________________________________
3. A _________ colored warning triangle with black graphical symbol
indicates what the hazard is.
4. A _________ colored circle-with-slash with black graphical symbol
indicates a prohibited action to avoid the hazard.
5. A __________ colored mandatory action circle with white graphical
symbol indicates an action to take to avoid the hazard.
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 6 Page 3 of 6 Page 3 of 6 Page 3 of 6
ANSWERS:
hazardous / careless / safety glasses, goggles / face shields / hard hats / safety shoes /gloves / vests / ear-
plugs, earmuffs / Yellow / Red / Blue

Page 27
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
Part II—Choose the correct answer.
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 6 Page 4 of 6 Page 4 of 6 Page 4 of 6
1. Which is the correct shape and color for a “Prohibitory Sign”?
2. Which is the correct color and shape for a “Mandatory Sign”?
3. Which is the correct color and shape for a “Fire Sign”?
4. Which is the correct color and shape for a “Fire Sign”?
5. Which is the correct color and shape for an “Information Sign”?

Page 28
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 5 of 6 Page 5 of 6 Page 5 of 6 Page 5 of 6
6. Which is the correct meaning of the given sign below?
7. What do blue and white safety signs tell you?
a. Things you must not do
b. Things you must do
c. The nearest fire exit
d. There is a hazard in the area
8. Which is the correct image below which represents “Danger, electricity”?
9. When used on site what does this sign mean?
10. What is the correct meaning of this sign?
a. No naked lights
b. Smoke-free rest area
c. No smoking
d. Smoking allowed
a. Mandatory
b. Safe condition
c. Warning
d. Prohibited
a. Ear protection may be worn
b. This is a noisy area
c. Caution, deaf people nearby
d. Ear protection must be worn

Page 29
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #2—Thermoforming General Safety Instructions
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 6 of 6 Page 6 of 6 Page 6 of 6 Page 6 of 6
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 30
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
As an operator, you must always know the material properties and
processing conditions such as temperature, density, shrinkage, and other
factors, so that it would be easy to set the processing parameters when using
different thermoforming machines and molds.
What are Plastics?
• Plastics are man made chemicals extracted mainly from petroleum.
• They are basically composed of hydrocarbons: groups of linked hydrogen
and carbon atoms. (Imagine them as a small train and carriage!)
• Most plastics are made up of long chains of hydrocarbons. (Identical
small trains joined together to form one very long train.)
• More than 50,000 molecules (long trains) may be joined in chains to
produce polyethylene (or polythene).
• Very long straight or branched chains are present in thermoplastics: for
example, polyethylene and polystyrene.
• Thermoplastics always soften when heated and harden when cooled
down.
• This makes these plastics ideal for the vacuum forming process.
WORKSHOP ACTIVITY #3
Materials and Their Applications

Page 31
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
POLYSTYRENE (PS)
Polystyrene can be transparent or can be made to take on various colors. It is
economical and is used for producing plastic model assembly kits such as
cell phones frames, CD "jewel" cases, and many other objects where a fairly
rigid, economical plastic is desired. However, its major application is in the
food packaging industries.
WORKSHOP ACTIVITY #3—Materials and Their Applications

Page 32
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Polystyrenes are classified into two types.
1. GPPS - General Purpose Polystyrene
• Main characteristics: transparent, stiff, and brittle
• GPPS is very stiff but brittle, and highly transparent (clear) glassy
material. Due to high gloss and sparkling appearance, it is widely
used in thermoforming process to produce cups and trays with glossy
surface.
• GPPS is used as surface layer for multi-layer sheet combined with
HIPS.
2. HIPS - High Impact Polystyrene
• Main characteristics: high impact, opaque
• HIPS is produced by physically adding rubber during polymerization
process of GPPS to make it more impact-resistant.
• High Impact Polystyrene is rubber–modified GPPS.
• HIPS is particularly suitable for thermoforming because of its rigidity
and high impact strength which means that it can be formed,
punched, and sawn without difficulty.
Typical raw materials for PS sheet produced by SABIC:
Typical PS sheet which can be used for Practice training:
Three layer PS sheets: GPPS / HIPS / GPPS
GPPS / (HIPS + Regrind) / GPPS
WORKSHOP ACTIVITY #3—Materials and Their Applications
GPPS PS125 HI-PS PS330
Transparent Opaque
Melt flow index 7.0 g/10min 4.0 g/10min
Izod Impact Strength 12.0 J/M 110.0 J/M

Page 33
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
POLYPROPYLENE (PP)
• The second important material for thermoforming is polypropylene, a
plastic material synthesized by stereo-regular polymerization of
propylene using Ziegler-Natta catalyst.
• It is the highest volume polymer in the world
• Main characteristics: lightweight, transparent, heat resistant, chemical/
oil resistant, low in cost.
Types of PP used in Thermoforming:
• Isotactic polypropylene
- Crystalline plastics
• Isotactic PP has three kinds:
1. PP Homopolymer
- Transparent, brittle at low temperature
2. Block copolymer with ethylene
- Opaque, High impact at low temperature
3. Random copolymer with ethylene
- More transparent, less stiff
Key Properties of PP Used in Thermoforming:
1. Higher melt viscosity to avoid excess sagging in the Heating Station.
- PP grade with lower melt flow rate is selected.
2. Depend on customer’s need.
- for transparent & glossy need: homopolymer or random
copolymer is selected.
- for high impact at low temperature without transparency need:
block copolymer is selected.
WORKSHOP ACTIVITY #3—Materials and Their Applications

Page 34
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Typical PP sheet used for Practice Training
Raw material for PP sheet
• SABIC PP 83EK10
Melt flow rate :1.2g/10min.
Izod Impact :No break
• PP sheet
Monolayer PP sheet
Three layer PP sheet: PP/PP +Regrind/PP
Importance of Recycling in Thermoforming
In thermoforming process, about 20 to 50% of plastic is generated as waste
after the cutting process depending on product design, such as Cup or Bowl.
The residual sheet after cutting called skeleton is processed in a recycling
machine to crush and pelletize.
The pellets from the recycling machine is fed back into the sheet extruder to
make a sheet.
Summary
The two kinds of plastics used in Thermoforming process are PS and PP.
Recycling is very important in Thermoforming.
PS—Amorphous structure gives easier formability. Majority among plastics
used in Thermoforming is PS.
PP—Crystalline structure gives superior characteristics such as higher heat
resistance and oil resistance. However, some difficulties in thermoforming
include sagging in the heating station and higher shrinkage rate in the
forming station.
WORKSHOP ACTIVITY #3—Materials and Their Applications

Page 35
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To give a brief review of the characteristics of plastics.
2. To discuss the two major types of plastics and their characteristics that is
commonly used for the plastics manufacturing sector.
3. To know the importance of each material and their applications to the
Thermoforming Industry.
PROCEDURE
1. In the classroom, bring two pieces of water cups, one PP and one PS.
Try to observe the difference in characteristics between polypropylene
(PP) and polystyrene (PS).
2. In the Machine site, observe behavior of each material (PS and PP)
during processing and try to note the differences.
3. In your Data sheet, write your observations for each material (PP and
PS). Define their characteristics when it is being use in thermoforming
application.
WORKSHOP ACTIVITY #3—Materials and Their Applications

Page 36
DATA SHEET
Observations on Thermoforming Materials
ACTIVITY #3—Materials and Their Applications
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
POLYPROPYLENE (PP)
POLYSTYRENE (PS)
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________

Page 37
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Choose the correct answer.
1. What are the (2) two major categories of Thermoplastic Materials?
a. (Semi-) Crystalline & Amorphous
b. Polystyrene & PVC
c. Polystyrene
d. Thermoset & (Semi-) Crystalline
2. To which thermoplastics category does polypropylene and polyethylene
belong?
a. Amorphous
b. Thermoplastic Elastomer
c. (Semi-) Crystalline
d. None of the Above
3. A commonly used plastics material for thermoforming.
a. polyacetal
b. teflon
c. PET
d. nylon
4. Which material is recyclable?
a. Polystyrene
b. Epoxy resin
c. Phenolic resin
d. Polyester
5. What material is characterized to be translucent crystalline polymer that
exhibits high stiffness?
a. Epoxy resin
b. Polypropylene
c. Phenolic resin
d. Thermosets
6. What are the 3 types of polystyrene?
a. GPPS, HIPS, Expandable PS
b. Epoxy, Polyester, Polypropylene
c. Polyimides, Polypropylene, Polyvinyl Chloride
d. Polyacetate, Polycarbonate, Polypropylene
WORKSHOP ACTIVITY #3—Materials and Their Applications
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4

Page 38
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
7. What is the general term for a wide range of synthetic or semi-synthetic
polymerization products?
a. Plastic
b. Polypropylene
c. Scrap
d. Recycling Process
8. Higher melt viscosity leads to excessive sagging in the Heating Station.
Hence, PP grade with lower melt flow rate is selected for thermoforming.
a. True
b. False
9. High Impact Polystyrene is rubber–modified GPPS.
a. True
b. False
10. Thermoformed products are also used in automotive sector.
a. True
b. False
WORKSHOP ACTIVITY #3—Materials and Their Applications
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4

Page 39
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #3—Materials and Their Applications
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 40
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
The Components of a Thermoforming Machine - Illig RV53b
Thermoforming Machine is a device use to make or transform a
thermoplastic sheet into any desired shape using a mold by applying heat and
pressure.
THERMOFORMING MACHINE PARTS & FUNCTION
WORKSHOP ACTIVITY #4
The Thermoforming Machine and Mold
The Main control panel system is a device
that regulates the Machine Operation proc-
ess of each part connecting to each other.
Main Control Panel

Page 41
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
To introduce the sheet into the Feed zone up
to Heating station, the following procedures
must be followed:
• Rolled sheet must be properly inserted
into the shaft.
• Using the Lever arm loader, rolled sheet
must be firmly positioned in the unwind-
ing stand and the exact tension should
be applied.
Unreeling/Unwinding Station
Thermoplastic sheet is heated and softened
in this station. The guidelines for heating the
sheet are the following:
• Temperature should be properly con-
trolled to prevent excessive sag.
Heating Station
In this station, the thermoplastic sheet is
formed into its desired shape, with the re-
quired thermoforming process.
Parts of Forming Station:
• Clamping Frames—used to guide and
hold the sheet during machine operation.
• Tool (Mold)—a devise used to form the
plastic sheet into the desired shape.
• Plug-assist—A mechanical device used
in thermoforming to help distribute the
heated plastic sheet more uniformly be-
fore it actually seats on the mold.
Forming Station

Page 42
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
In this station, the molded products are cut
and separated from the sheet/runner.
Parts of Cutting Station:
• Knife Core—aluminum block that sup-
ports the knife.
• Cutting Knife—sharp edged metal part
used to cut and separate the formed
products from the sheet .
Cutting Station
In this station, the finished products are col-
lected to the desired amount using the
pusher.
Parts of Stacking Station:
• Stacking Cage—part of stacking station
where molded parts are collected and
stacked at the desired quantity.
• Pusher—used to put the molded parts
into the stacking cage.
• Ejector Plate—a plate located on top of
the stacking station used to push the
products on top of the conveyor.
Stacking Station
In this station, the runner is rolled or col-
lected. Skeleton sheet or runner should be
properly positioned at the winding roller.
Winding Station

Page 43
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
THERMOFORMING MOLDS
Thermoforming mold is a device used to form the plastic sheet into the
desired shape. There are two types of thermoforming molds:
• Prototype (Low Volume Production), and
• Aluminum (High Speed - High Production)
Prototype Mold
This is the mold that is used to make a part that will be evaluated for fit and
function. It is used for low-volume production runs.
Different Kinds of Prototype Mold
• Plaster/3D Print—Plaster molds are cast directly from the model and
used for prototyping. Other casting method is by the use of special
3D printing device to form a mold that is precisely to what is needed.
• Wood—A wooden mold is used mainly for a customer required
prototype or a very low volume production run.
• Epoxy/Polyurethane—A thermosetting plastic mold used for short
production runs that may last at 100 up to 300 parts (shots).
Aluminum Mold
This is a kind of mold made of cast (or machine) aluminum that is prepared
by casting or by layering. Their surfaces can be textured or polished to a
high gloss. Aluminum is an excellent heat conductor and permits rapid
heating and cooling for fast cycles.
Different Kinds of Aluminum Mold
• Porous Aluminum—An aluminum material used for products that
require high optical quality or other cosmetic applications.
• Cast Aluminum—Cast aluminum material is commonly used for thin
gauge applications and having difficult shapes.
• Solid Aluminum—Dedicated for technical/engineered trays.
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold

Page 44
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
TWO TYPES OF MOLD DESIGNS
• Male Mold—A male mold or convex mold that has one or more
protrusions over which the heated sheet is drawn to form a shape.
• Female Mold—Female mold or concave mold that has one or more
cavities into which the heated sheet is drawn to form a shape.
THREE (3) KINDS OF MOLD COOLING SYSTEMS
• Ambient Air / Air Spray—most commonly used in vacuum forming
applications.
• In-direct Cooling—the cooling is done thru a cooling block.
• Direct Cooling—mold with integrated cooling channels.
Mold Cooling Table
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
Type of production Ambient air, air
spray Indirect cooling Direct cooling
Prototypes max 100 trays PU, Plaster, wood
Medium production 100 to 5000str/m Al tool With PU tool
High vol. Production >5000 str/m

Page 45
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
VENTING/VACUUM HOLES
Vacuum holes are mold features where the negative air (vacuum air) is
allowed to pass upon forcing the softened plastic sheet against the mold.
Standard Drilled Holes Dimension:
Ø 0.3mm, Ø 0.5mm, Ø 3mm, Ø 5mm
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold

Page 46
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To be able to know the different kinds of thermoforming machines, the
parts and function of an ILLIG thermoforming machine and their
specifications.
2. To be able to learn the importance of thermoforming mold, its parts and
the different methods applied.
3. To have a total knowledge about mold assembly and mold parts.
PROCEDURE
Part I—The Basic Parts of Thermoforming Machine
1. Go to the machine site and try to know the different parts of the
Thermoforming Machine.
2. Observe the motion of the different moving parts of the machine and how
the plastics products are formed.
3. In your data sheet, give the names of the parts that are shown on the page
and explain the functions of each of the parts.
Part II—Thermoforming Mold
1. Familiarize yourself with the different mold materials used for
thermoforming mold and try to identify the parts and methods applied in
the mold.
2. In your data sheet, match the word that identify each category or word
that related to each other and to its application
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold

Page 47
DATA SHEET
Part I—The Basic Parts of Thermoforming Machine
ACTIVITY #4—The Thermoforming Machine and Mold
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 6 Page 1 of 6 Page 1 of 6 Page 1 of 6
1. Part:
Function:
2. Part:
Function:
3. Part:
Function:
4. Part:
Function:

Page 48
DATA SHEET
Part I—The Basic Parts of Thermoforming Machine … continued
ACTIVITY #4—The Thermoforming Machine and Mold
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 6 Page 2 of 6 Page 2 of 6 Page 2 of 6
5. Part:
Function:
6. Part:
Function:
7. Part:
Function:

Page 49
DATA SHEET
Part II—Thermoforming Mold
ACTIVITY #4—The Thermoforming Machine and Mold
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 6 Page 3 of 6 Page 3 of 6 Page 3 of 6
TYPES OF THERMOFORMING MOLDS
1. Low volume production mold
2. Prototype mold made of wood
3. High volume production mold
4. Thermosetting plastic mold
5. Mold that has convex surface
6. Mold used for technical trays
7. Mold that has concave surface
8. Mold for high optical quality product
Answer: (Pick the Answer and Match the word)
Porous Aluminum Mold, Male Mold, Aluminum Mold, Prototype Mold, Female Mold, Solid Aluminum Mold, Epoxy/Polyurethane Mold, Wooden Mold.
MOLD’S COOLING SYSTEM
1. Cooling thru cooling block
2. Mold w/ integrated cooling channels
3. Ambient air / air spray
4. Vacuum holes
Answer: (Pick the Answer and Match the word)
In-direct cooling, Drilled holes under the mold, Direct cooling, Vacuum
forming conventional cooling

Page 50
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Choose the correct answer.
1. ____________ is a device having parts that perform or assist in
performing any type of work. Devices with no rigid moving parts can
be considered as tools.
a. Machine
b. Mold
c. Method
d. Material
2. ____________is a device used to make or transform a thermoplastic
sheet into any desired shape using a mold by applying heat and
pressure.
a. Recycling machine
b. Sheet extrusion machine
c. Thermoforming machine
d. Injection molding machine
3. Maximum cycle rate of Illig RV53b thermoforming machine is
____________ cycles per minute.
a. 20
b. 22
c. 24
d. 42
4. What are the main functions of the thermoforming mold?
a. Receive and distribute the material to the surface of the mold
b. Cool the material after forming (water or oil as coolant)
c. Eject the molded product out of the mold
d. All of the above
5. This is a device used to form the plastic sheet into its desired shape.
a. Mold
b. Plug-Assist
c. Knife
d. Pressure
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 6 Page 4 of 6 Page 4 of 6 Page 4 of 6

Page 51
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
6. Identify the thermoforming machine work station shown in the picture.
a. Winding station
b. Unreeling station
c. Heating station
d. Forming station
7. Identify the thermoforming machine work station shown in the picture.
a. Winding station
b. Heating station
c. Unreeling station
d. Forming station
8. Identify the thermoforming machine work station shown in the picture.
a. Forming station
b. Unreeling station
c. Heating station
d. Winding station
9. Identify the thermoforming machine part shown in the picture.
a. Plug Assist
b. Thermoforming Mold
c. Clamping frames
d. Knife-core Assembly
10. Identify the thermoforming machine part shown in the picture.
a. Mold
b. Clamping Frame
c. Plug-Assist
d. Knife-core Assembly
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 5 of 6 Page 5 of 6 Page 5 of 6 Page 5 of 6

Page 52
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #4—The Thermoforming Machine and Mold
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 6 of 6 Page 6 of 6 Page 6 of 6 Page 6 of 6
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 53
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
Thermoforming is a simple process: a sheet of thermoplastic is heated and
formed into a designed shape by applying heat and pressure. The sheet is
stretched into a larger shape, which reduces the sheet’s original thickness and
results in a bigger surface area.
THERMOFORMING METHODS & PROCESSES
1. Vacuum Forming Method
Vacuum forming is a process that involves forming thermoplastic sheets into
three-dimensional shapes through the application of heat and pressure.
Advantages:
• Economical for small to medium production runs
• Low tooling costs
• Quick startup
• High strength to weight ratio
• Efficient prototyping
• No need for painting; the color and texture are formed in.
Vacuum Forming Schematic Diagram
WORKSHOP ACTIVITY #5
Thermoforming Methods & Processes
Page 53
HeaterHeaterHeaterHeater Heated SheetHeated SheetHeated SheetHeated Sheet
Female MoldFemale MoldFemale MoldFemale Mold Vacuum AirVacuum AirVacuum AirVacuum Air
Formed ProductFormed ProductFormed ProductFormed Product

Theoretical Background … continued
2. Pressure Forming Method
A thermoforming technique whereby vacuum and pressure is used to force
the hot plastic sheet against a mold surface to get a very crisp impression of
that surface.
Pressure Forming Schematic Diagram
3. Plug Assist Forming Method
This is basically the same as straight vacuum forming. But, the heated and
softened sheet is pressed down into the mold by a plug.
After the plug reaches a predefined depth, a vacuum is created inside the
mold so that the sheet is drawn down and forms the shape of the container.
Advantages:
• Economical for small to medium production runs
• Low tooling costs
• Quick startup
• High strength to weight ratio
• Efficient prototyping
• No need for painting; the color and texture are formed in.
Page 54
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes
Mold
Pressure Box Pressure Box
Heated Sheet
Pressurized Air
Vacuum Air

Page 55
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Plug Assist Forming Schematic Diagram
4. Other Thermoforming Processes
• Straight Vacuum Thermoforming
• Drape Thermoforming
• Free Draw Thermoforming
• Matched-Mold Thermoforming
• Snap-back Thermoforming
• Billow Forming
• Twin-Sheet Forming
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes
Plug Assist
Heated
Sheet
Mold Vent

Page 56
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To give trainees an in-depth knowledge on the three (3) kinds of
thermoforming processes, and the advantages and disadvantages of each
method.
2. To give trainees an introduction to all the processes of an ILLIG RV 53b
thermoforming machine.
PROCEDURE
Part I—Thermoforming Methods/Processes
1. Go to the machine site and try to observe the process that is being used to
get a good product.
2. In your data sheet, explain each given Thermoforming process and draw
a simple schematic diagram of each.
Part II—Thermoforming Machine (ILLIG RV53b) Processes
1. Familiarize yourself with the thermoforming processes of an ILLIG
RV53b thermoforming machine.
2. In your data sheet, explain the whole process of the basic Thermoforming
Machine (iLLig RV53b) and its methods of process.
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes

Page 57
DATA SHEET
Part I—Thermoforming Methods/Processes
1. Vacuum Forming Process
ACTIVITY #5—Thermoforming Methods & Processes
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 7 Page 1 of 7 Page 1 of 7 Page 1 of 7
Explain the process:
_______________________________________________________________________
_______________________________________________________________________
________________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
Draw the schematic diagram.

Page 58
DATA SHEET ACTIVITY #5—Thermoforming Methods & Processes
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 7 Page 2 of 7 Page 2 of 7 Page 2 of 7
Part I—Thermoforming Methods/Processes … continued
2. Pressure Forming Process
Explain the process:
_______________________________________________________________________
_______________________________________________________________________
________________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
Draw the schematic diagram.

Page 59
DATA SHEET ACTIVITY #5—Thermoforming Methods & Processes
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 7 Page 3 of 7 Page 3 of 7 Page 3 of 7
Part I—Thermoforming Methods/Processes … continued
3. Plug-Assist Forming Process
Explain the process:
_______________________________________________________________________
_______________________________________________________________________
________________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
Draw the schematic diagram.

Page 60
DATA SHEET ACTIVITY #5—Thermoforming Methods & Processes
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 7 Page 4 of 7 Page 4 of 7 Page 4 of 7
Part II—Thermoforming Machine (ILLIG RV53b) Processes
Explain each process:
Station 1
Station 2
Station 3
Station 4
Station 5
Station 6

Page 61
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Choose the correct answer.
1. Heating is done by top and bottom infrared ceramic heaters with built in
thermocouple. Heating allows sheet to ____________ without any
physical contact.
a. melt b. soften c. burn d. crush
2. Upon switching the machine on, the screen page ____________ appears
on the display screen of control panel.
a. main menu b. temperature menu c. production menu d. clear menu
3. In automatic mode the cutting and stacking station ____________ after
starting production.
a. do not run b. run c. simultaneously run d. intermittent run
4. We can select the operation mode by selecting the symbols in
OPERATION MODES. To run the machine in auto mode which symbol
do we need to select. (Please put tick mark on correct symbol in
following picture).
5. Forming station has ____________ mold to form the sheet into the
desired shape. This is done by application of either air and/or vacuum.
a. top and bottom b. top c. bottom d. sides
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 5 of 7 Page 5 of 7 Page 5 of 7 Page 5 of 7

Page 62
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
6. The function of the unreeling device is to ____________ the rolled sheet
into the machine thru the feeder zone using a sensor to activate the
loading automatically.
a. unload b. hold c. load d. remove
7. What process of thermoforming is being applied when heated and
softened plastic sheet from extrusion is placed at the top of a female mold
and formed by vacuum only?
a. Straight vacuum forming c. Match mold forming
b. Pressure d. Billow forming
8. What process of thermoforming is being applied when heated and
softened plastics sheet is placed at top of a female mold and formed by
pressure and vacuum?
a. Straight vacuum forming c. Thermoforming
b. Pressure forming d. Billow forming
9. What process of thermoforming is being applied when heated and
softened plastics sheet is placed at the top of a female mold and formed
and pressed by plug and with application of vacuum?
a. Plug-assist forming c. Billow forming
b. Pressure forming d. Vacuum forming
10. Forming station has ____________ mold to form the sheet into the
desired shape. This is done by application of either air and/or vacuum.
a. top and bottom b. top c. bottom d. sides
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 6 of 7 Page 6 of 7 Page 6 of 7 Page 6 of 7

Page 63
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #5—Thermoforming Methods & Processes
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 7 of 7 Page 7 of 7 Page 7 of 7 Page 7 of 7
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 64
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
Take note that Standard Operating Procedures and Policies can be effective
catalysts to drive performance improvement and improving the desired
results.
Manpower is either an abstract term for human labor effort (as opposed to
machines, animals etc.) or the number of available/needed for professional
or other tasks.
In plastic fabrication, manpower is referred to as the operator of the machine.
Included in the manpower lists are anybody (overhead) from the supervisory
level up to the highest position working in the company.
Standard Operating Procedure
for iLLiG RV 53b Thermoforming Machine
OPERATOR’S ROLE:
1. Step by step approach on how to operate the RV 53b Thermoforming
machine and its auxiliaries from start-up to shutting down operation
including safety, product quality (checking procedures).
2. How to apply 3 “S” in the Standard Operating Procedures.
Summary of SOP are the following :
1.0 Observe the Safety signs
1.1 Important Safety Reminders
1.2 Additional Important Reminder
2.0 Switch on the air compressor.
3.0 Switch on the water chiller as shown and set the recommended water
temperature (normally at 10°C)
4.0 Open the main air and water supply line by turning on valve.
5.0 General Machine check-up
WORKSHOP ACTIVITY #6
Manpower and Standard Operating Procedures

Page 65
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
6.0 When checklist has been complied and everything have been ful-
filled, switch on the main power supply and the light switch on.
7.0 To ensure absolute safety, the lead Operator must double check.
8.0 Machine Switching-on Procedure
9.0 Overview of Control Panel Screen
10.0 Follow the procedure to star the machine and run the machine.
11.0 Doing quality checks and production segregation.
12.0 Follow the procedure to shut down the machine.
13.0 Do the last ‘S’.
14.0 Reporting system
Following is the example of how SOP explains the parts, Functions and the
detail pictures and video procedures for operating individual part of each
work station. (Note: - For detail SOP please refer the Hand outs of day 6.)
Sample of SOP: 1
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
Push the main heater button switch.

Page 66
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Sample of SOP: 2
FUNCTION—The function of the Unreeling Device is to load the rolled
sheet into the machine thru the feeder zone using a sensor to activate the
loading automatically.
1. Control panel—used to activate the loading/unloading of rolled sheet
materials
2. Tension adjuster—used to regulate the movement of the loaded rolled
sheet
3. Lever arm loader—used to load/unload rolled sheet using the control
panel
4. Shaft for roll sheets—used to hold and unwind the rolled sheet
5. Pneumatic cylinder of lever arm—used to activate movement of the lever
arm loader
6. Sheet feed roller—used to guide the sheet into the feeder zone
7. Feeder zone—used to guide the sheet into the chain conveyor
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
1
3
5
6
4
2
7

Page 67
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Sample of SOP: 3—Reporting:
Production Data:
Cycles per minute—is determined from the cycle time.
Cycle time—Time required for one cycle.
Sheet unwind to the forming machine—Length of the sheet web in mm up to
behind the forming station, if a roller preheater or unwind device is used.
Production cycles—Quantity of cycles run in the current operation program.
Production time—Time required for production.
Reading Production Data From Control Panel
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures

Page 68
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To learn the importance of manpower in the plastics industry, specially
the role of an Machine Operator
2. To understand the importance of the Standard Operating Procedure and
its application in machine operations
PROCEDURE
Part I - Thermoforming Methods/Processes
1. Proceed to the Machine site and follow the Standard Operating Procedure
(Machine Start-up and Machine Shutdown) in operating the
Thermoforming machine.
2. Put a check in the box in your data sheet to indicate that you have
properly done the step.
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
SOP for Machine StartupSOP for Machine StartupSOP for Machine StartupSOP for Machine Startup
1. Follow Safety Instructions.
2. Switch on the air compressor.
3. Switch on the water chiller and set the recommended water
temperature (normally at 10°C).
4. Open the main air and water supply line by turning ON valve.
5. Do General Machine Check-up.
6. When checklist has been complied and everything have been
fulfilled, switch on the main power supply and the light switch.
7. To ensure absolute safety, the lead Operator must double
check.
8. Do Machine Cycle/Production Procedure.
9. Do quality checks and production segregation.

Page 69
Workbook for Thermoforming Pract ica l Course
Procedure … continued
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
SOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine Shutdown
1. Push the button to turn-off machine cycle.
2. Push the button to turn off the heating.
3. Check the machine and take-out the products/ skeleton/
runner inside of the machine.
4. Push button to turn-off the control voltage.
5. Check the temperature. When the heating temperature de-
creases and reached 300ºC, switch off the chiller.
6. Switch off the main power of Thermoforming machine.
7. Switch off the compressor.
8. Do the “5S”.
9. Follow the reporting system.

Page 70
DATA SHEET
Standard Operating Procedure
1. Machine Startup
ACTIVITY #6—Manpower and Standard Operating Procedures
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
Steps Check
1. Follow Safety Instructions.
• Important Safety Reminders
• Additional Safety Reminders
(Advise by Instructors)
2. Switch on the air compressor.
3. Switch on the water chiller and set the recommended
water temperature (normally at 10°C).
4. Open the main air and water supply line by turning
ON valve.
5. Do General Machine Check-up.
6. When checklist has been complied and everything have been fulfilled, switch on the main power supply
and the light switch.
7. To ensure absolute safety, the lead Operator must
double check.
8. Do Machine Cycle/Production Procedure.
9. Do quality checks and production segregation.

Page 71
DATA SHEET
Standard Operating Procedure
2. Machine Shutdown
ACTIVITY #6—Manpower and Standard Operating Procedures
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4
Steps Check
1. Push the button to turn-off machine cycle.
2. Push the button to turn off the heating.
3. Check the machine and take-out the products/ skele-
ton/ runner inside of the machine.
4. Push button to turn-off the control voltage.
5. Check the temperature. When the heating tempera-ture decreases and reached 300ºC, switch off the
chiller.
6. Switch off the main power of Thermoforming ma-
chine.
7. Switch off the compressor.
8. Do the “5S”.
9. Follow the reporting system.

Page 72
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
Choose the correct answer.
1. Actuation of ___________ is necessary if an unwanted thing happens
during machine operations.
a. Emergency Button b. Switch Button c. Switch Valves d. Control
2. Upon switching on the machine, the screen page ____________ appears
on the display screen of control panel.
a. main menu b. temperature menu c. production menu d. clear menu
3. In automatic mode, the cutting and stacking station ____________ after
starting production.
a. do not run b. run c. simultaneously run d. intermittently run
4. We can select the operation mode by selecting the symbols in
OPERATION MODES. To run the machine in auto mode, which
symbol do we need to select? (Please put tick mark on correct symbol in
following picture).
5. Forming station has ____________ mold to form the sheet into the
desired shape. This is done by application of either air and/or vacuum.
a. top and bottom b. top c. bottom d. sides
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4

Page 73
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #6—Manpower and Standard Operating Procedures
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 74
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
Quality is defined in everyday life and in business, engineering and
manufacturing as the non-inferiority, superiority or usefulness of plastic
products.
As an operator, you must always know the different defects and their impact
on quality of the products from the users point of view.
You must know how to overcome and fix the various problems during
production by making use of process parameters.
The meaning of quality has developed over time with various interpretations
below:
1. ISO 9000—"Degree to which a set of inherent characteristic fulfills
requirements"
2. Six Sigma—"Uniformity around a target value"
3. Philip B. Crosby—"Conformance to requirements". Crosby treats
customer expectations as a separate problem.
4. Genichi Taguchi—Taguchi's definition of quality is based on a more
comprehensive view of the production system: Quality as "The loss a
product imposes on society after it is shipped".
Different Quality Concepts
Many different techniques and concepts have evolved to improve product or
service quality, namely; SPC, Zero Defects, Six Sigma, Quality Circles,
TQM, Quality Management Systems (ISO 9000 & others) and
Continuous Improvement.
The quality of a product or service refers to the perception of the degree to
which the product or service meets the customer's expectations.
WORKSHOP ACTIVITY #7
Product Quality, Defects and Troubleshooting

Page 75
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Quality Drives Productivity
Quality has no specific meaning unless related to a specific function and/or
object. Quality is a perceptual, conditional and somewhat subjective attrib-
ute.
In plastic fabrication industry, it is commonly stated that “Quality drives pro-
ductivity.” Inspection, which is what Quality Assurance usually means, is
historical, since the work is done.
The best way to think about quality is in process control. If the process is
under control, inspection is not necessary.
Factors Influencing Product Quality
Processing Parameters
1. Time
2. Temperature
3. Pressure
4. Speed
Processing Components
• Raw Material Quality
• Sheet Quality
Environmental Factors
Climatic conditions—Any change in climatic conditions can change the
process and, accordingly, the quality of the product changes.
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting

Page 76
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Achieving Quality
To achieve good quality in the end product, the sheet thickness, the layer
thickness and the surface area of sheet must be of good quality.
All service conditions and the majority of end use applications involve some
degree of mechanical loading.
In general, thermoforming is possible with the sheet ranging in thickness
from 0.5 to 15 mm.
TROUBLESHOOTING
Troubleshooting is not an exact science and often involves juggling a dozen
or more variables in a single sheet. The best way to look at and solve these
components are in three stages, namely:
1. The "Symptom": What is it that you see, feel, or measure? What is the
viewed problem with the formed part?
2. The "Root Cause" or "Disease" Issue: There may be a number of these
that could cause a similar "symptom."
3. The "Cure": What are the options that we have to get at the root cause
of the problem?
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting

Page 77
Workbook for Thermoforming Pract ica l Course
Theoretical Background … continued
Common Forming Defects
• Uneven wall thickness
• Wrinkles
• Warped parts
• Incomplete forming of parts
• Poor surface finish
• Blushing or loss of color
• Chill marks or mark-off
• Nipple on mold side of formed part
• Poor wall thickness distribution and excessive thinking in some
areas
• Shrink marks
• Voids or bubbles in formed parts
• Tearing of sheet during forming
• Crazed or brittle parts
SUMMARY
The most progressive view of quality is that it is defined entirely by the cus-
tomer or end user and is based upon that person's evaluation of the entire
customer experience.
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting

Page 78
Workbook for Thermoforming Pract ica l Course
OBJECTIVES OF THE ACTIVITY
1. To learn the basics of Quality checking and its importance to the
production.
2. To identify different kinds of product defects and perform
troubleshooting.
PROCEDURE
1. Operate the RV53b Thermoforming Machine and collect product
samples.
2. Segregate the good products and the rejected (bad) products.
3. Identify the kind of defect that the rejected (bad) products have.
4. Suggest a solution to eliminate the defects and do troubleshooting.
5. In your data sheet, write down the defects and explain what solution/s
were made to correct the problem.
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting

Page 79
DATA SHEET ACTIVITY #7—Product Quality, Defects and Troubleshooting
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
Troubleshooting: What did you do
to correct the problem?
1
2
3
4
Description of Defects
Found on Products
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________

Page 80
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES
1. _________ is a degree to which a set of inherent characteristic fulfills
requirements.
a. ISO 9000
b. Quality Form
c. Quality Data
d. Fishbone Diagram
2. ___________ is one of the 4 factors that influence product quality.
a. Temperature
b. People
c. Animals
d. Food
3. ___________ is the process of recovering scrap or waste plastics
products and reprocessing it again.
a. Recycling
b. Cycling
c. Production
d. Troubleshooting
4. When we get marks at the bottom of the thermoformed part, we need to
increase the dimensions / numbers of ____________ holes.
a. venting / vacuum
b. cooling holes
c. tube pipe
d. PVC pipe
5. When the sheet is overheated, operator must reduce the heater
temperature and decrease ________ time.
a. cycle
b. cutting
c. speed
d. clearance
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4

Page 81
Workbook for Thermoforming Pract ica l Course
QUESTIONS & EXERCISES … continued
6. If pressure and/or vacuum timing is not optimized, then we get very good
parts.
a. True
b. False
7. Sagging of material (when material touches the mold) results in folds on
thermoformed part.
a. True
b. False
8. Besides traditional applications and the use of pressure forming method,
thermoforming has conquered an important market share in the
packaging industry.
a. True
b. False
9. Choose three (3) factors influencing product quality.
a. Processing Parameters
b. Processing Components
c. Manpower
d. Environmental Factors
e. Machine Capacity
f. Environmental Factors
10. Choose two (2) processing components.
a. Raw Material Quality
b. Temperature
c. Manpower
d. Pressure
e. Sheet Quality
f. Management
g. Machine
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4

Page 82
Workbook for Thermoforming Pract ica l Course
WORKSHOP ACTIVITY #7—Product Quality, Defects and Troubleshooting
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 83
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
After successfully completing all the topics from session 1-7, it is now time
to apply all the principles, theories and actual machine practices that you
have learned so that you will develop your skills (machine operation
proficiency). However, since we have only one machine, you will be divided
into 8 groups at 4-5 trainees per group.
You are advised to review from time all the hand outs given to you aside
from the classroom review class to be conducted by your Senior and Junior
Instructions while you are waiting for your turn to operate the machine.
You will also be taught on how to fill up the machine parameters, production
report and activity report forms.
PRACTICE YOUR OPERATIONS SKILLS!
1. Now that you have learned the basics of the thermoforming process, it
is time to practice your skills in running the plant and producing
acceptable products.
2. Strictly follow the Standard Operating Procedures (SOP) for each plant
operations that you are going to perform.
3. Use the worksheet tables and forms in the next pages to record your
data.
4. After each practice operations, write your general comment on the how
well you have done your practice in the Conclusion &
Recommendations page.
5. Write down what you have done well, and what you should improve
for the next practice.
6. Enjoy practicing while being safe!
WORKSHOP ACTIVITY #8
Hands-on and Practical Training (1)

Page 84
Workbook for Thermoforming Pract ica l Course
STANDARD OPERATING PROCEDURES
WORKSHOP ACTIVITY #8—Hands-on and Practical Training (1)
SOP for Machine StartupSOP for Machine StartupSOP for Machine StartupSOP for Machine Startup
1. Follow Safety Instructions.
2. Switch on the air compressor.
3. Switch on the water chiller and set the recommended water tem-
perature (normally at 10°C).
4. Open the main air and water supply line by turning ON valve.
5. Do General Machine Check-up.
6. When checklist has been complied and everything have been ful-
filled, switch on the main power supply and the light switch.
7. To ensure absolute safety, the lead Operator must double check.
8. Do Machine Cycle/Production Procedure.
9. Do quality checks and production segregation.
SOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine Shutdown
1. Push the button to turn-off machine cycle.
2. Push the button to turn off the heating.
3. Check the machine and take-out the products/ skeleton/runner in-
side of the machine.
4. Push button to turn-off the control voltage.
5. Check the temperature. When the heating temperature decreases
and reached 300ºC, switch off the chiller.
6. Switch off the main power of Thermoforming machine.
7. Switch off the compressor.
8. Do the “5S”.
9. Follow the reporting system.

Page 85
DATA SHEET ACTIVITY #8—Hands-on and Practical Training (1)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
MACHINE PARAMETER FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Parameter Setting Record

Page 86
DATA SHEET ACTIVITY #8—Hands-on and Practical Training (1)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4
PRODUCTION REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Production Report

Page 87
DATA SHEET ACTIVITY #8—Hands-on and Practical Training (1)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4
ACTIVITY REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Date: Time:

Page 88
Workbook for Thermoforming Pract ica l Course
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
WORKSHOP ACTIVITY #8—Hands-on and Practical Training (1)
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 89
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
After successfully completing all the topics from session 1-7, it is now time
to apply all the principles, theories and actual machine practices that you
have learned so that you will develop your skills (machine operation
proficiency). However, since we have only one machine, you will be divided
into 8 groups at 4-5 trainees per group.
You are advised to review from time all the hand outs given to you aside
from the classroom review class to be conducted by your Senior and Junior
Instructions while you are waiting for your turn to operate the machine.
You will also be taught on how to fill up the machine parameters, production
report and activity report forms.
PRACTICE YOUR OPERATIONS SKILLS!
1. Now that you have learned the basics of the thermoforming process, it
is time to practice your skills in running the plant and producing
acceptable products.
2. Strictly follow the Standard Operating Procedures (SOP) for each plant
operations that you are going to perform.
3. Use the worksheet tables and forms in the next pages to record your
data.
4. After each practice operations, write your general comment on the how
well you have done your practice in the Conclusion &
Recommendations page.
5. Write down what you have done well, and what you should improve
for the next practice.
6. Enjoy practicing while being safe!
WORKSHOP ACTIVITY #9
Hands-on and Practical Training (2)

Page 90
Workbook for Thermoforming Pract ica l Course
STANDARD OPERATING PROCEDURES
WORKSHOP ACTIVITY #9—Hands-on and Practical Training (2)
SOP for Machine StartupSOP for Machine StartupSOP for Machine StartupSOP for Machine Startup
1. Follow Safety Instructions.
2. Switch on the air compressor.
3. Switch on the water chiller and set the recommended water tem-
perature (normally at 10°C).
4. Open the main air and water supply line by turning ON valve.
5. Do General Machine Check-up.
6. When checklist has been complied and everything have been ful-
filled, switch on the main power supply and the light switch.
7. To ensure absolute safety, the lead Operator must double check.
8. Do Machine Cycle/Production Procedure.
9. Do quality checks and production segregation.
SOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine Shutdown
1. Push the button to turn-off machine cycle.
2. Push the button to turn off the heating.
3. Check the machine and take-out the products/ skeleton/runner in-
side of the machine.
4. Push button to turn-off the control voltage.
5. Check the temperature. When the heating temperature decreases
and reached 300ºC, switch off the chiller.
6. Switch off the main power of Thermoforming machine.
7. Switch off the compressor.
8. Do the “5S”.
9. Follow the reporting system.

Page 91
DATA SHEET
ACTIVITY #9—Hands-on and Practical Training (2)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
MACHINE PARAMETER FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Parameter Setting Record

Page 92
DATA SHEET
ACTIVITY #9—Hands-on and Practical Training (2)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4
PRODUCTION REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Production Report

Page 93
DATA SHEET
ACTIVITY #9—Hands-on and Practical Training (2)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4
ACTIVITY REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Date: Time:

Page 94
Workbook for Thermoforming Pract ica l Course
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
WORKSHOP ACTIVITY #9—Hands-on and Practical Training (2)
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 95
Workbook for Thermoforming Pract ica l Course
THEORETICAL BACKGROUND
After successfully completing all the topics from session 1-7, it is now time
to apply all the principles, theories and actual machine practices that you
have learned so that you will develop your skills (machine operation
proficiency). However, since we have only one machine, you will be divided
into 8 groups at 4-5 trainees per group.
You are advised to review from time all the hand outs given to you aside
from the classroom review class to be conducted by your Senior and Junior
Instructions while you are waiting for your turn to operate the machine.
You will also be taught on how to fill up the machine parameters, production
report and activity report forms.
PRACTICE YOUR OPERATIONS SKILLS!
1. Now that you have learned the basics of the thermoforming process, it
is time to practice your skills in running the plant and producing
acceptable products.
2. Strictly follow the Standard Operating Procedures (SOP) for each plant
operations that you are going to perform.
3. Use the worksheet tables and forms in the next pages to record your
data.
4. After each practice operations, write your general comment on the how
well you have done your practice in the Conclusion &
Recommendations page.
5. Write down what you have done well, and what you should improve
for the next practice.
6. Enjoy practicing while being safe!
WORKSHOP ACTIVITY #10
Hands-on and Practical Training (3)

Page 96
Workbook for Thermoforming Pract ica l Course
STANDARD OPERATING PROCEDURES
WORKSHOP ACTIVITY #10—Hands-on and Practical Training (3)
SOP for Machine StartupSOP for Machine StartupSOP for Machine StartupSOP for Machine Startup
1. Follow Safety Instructions.
2. Switch on the air compressor.
3. Switch on the water chiller and set the recommended water tem-
perature (normally at 10°C).
4. Open the main air and water supply line by turning ON valve.
5. Do General Machine Check-up.
6. When checklist has been complied and everything have been ful-
filled, switch on the main power supply and the light switch.
7. To ensure absolute safety, the lead Operator must double check.
8. Do Machine Cycle/Production Procedure.
9. Do quality checks and production segregation.
SOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine ShutdownSOP for Machine Shutdown
1. Push the button to turn-off machine cycle.
2. Push the button to turn off the heating.
3. Check the machine and take-out the products/ skeleton/runner in-
side of the machine.
4. Push button to turn-off the control voltage.
5. Check the temperature. When the heating temperature decreases
and reached 300ºC, switch off the chiller.
6. Switch off the main power of Thermoforming machine.
7. Switch off the compressor.
8. Do the “5S”.
9. Follow the reporting system.

Page 97
DATA SHEET
ACTIVITY #10—Hands-on and Practical Training (3)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 1 of 4 Page 1 of 4 Page 1 of 4 Page 1 of 4
MACHINE PARAMETER FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Parameter Setting Record

Page 98
DATA SHEET
ACTIVITY #10—Hands-on and Practical Training (3)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 2 of 4 Page 2 of 4 Page 2 of 4 Page 2 of 4
PRODUCTION REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Production Report

Page 99
DATA SHEET
ACTIVITY #10—Hands-on and Practical Training (3)
TRAINEE NAME GROUP NO.
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 3 of 4 Page 3 of 4 Page 3 of 4 Page 3 of 4
ACTIVITY REPORT FORM
Checked by : Thermoforming Senior Instructors
Prepared by :
Illig Thermoforming Machine
RV 53b
Date: Time:

Page 100
Workbook for Thermoforming Pract ica l Course
CONCLUSION & RECOMMENDATIONS
INSTRUCTOR’S COMMENTS
WORKSHOP ACTIVITY #10—Hands-on and Practical Training (3)
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
___________________________________________________________
TRAINEE’S GRADE
FOR THIS ACTIVITY
________________________
INSTRUCTOR’S SIGNATURE
� Cut R
eport F
orm
and Submit to
Instru
ctor
Report Form Report Form Report Form Report Form ---- Page 4 of 4 Page 4 of 4 Page 4 of 4 Page 4 of 4
DATE: __________________
DATE: __________________
________________________
TRAINEE’S SIGNATURE

Page 101
Workbook for Thermoforming Pract ica l Course
Glossary of Technical Terms for Thermoforming
ABS Acrylonitrile-Butadiene-Styrene terpolymer
Absorption Is the process of radiant energy being absorbed in the
plastic as it is being heated up.
Air convection Heat energy transferred to a plastic via the movement
of hot air about its surface area.
Air convection oven The chamber or structure used to deliver hot air to the
surface of a plastic.
AES A saturated olefinic rubber modified styrene-
acrylonitrile terpolymer generally used in outdoor
exposure applications.
Alkali Acid-neutralizing chemical substance: a water-soluble
chemical that reacts with acids to form salts, has a pH
above 7, and turns red litmus paper blue.
Alloy A combination of blended polymers or copolymers
that result in unique physical properties not available
in the single polymer. An example is Polyvinyl
Chloride combined with Acrylonitrile-butadiene-
styrene.
Amorphous polymers Polymers devoid of orderly molecular
structures. They exhibit a broad melting range as
opposed to crystalline structures.
ASA An acrylic rubber modified styrene-acrylonitrile
terpolymer generally used in outdoor exposure
applications.
Atmospheric pressure The pressure that is applied to the earth’s
surface due to the weight of the air surrounding the
surface of the earth. At sea level it is 14.7 pounds per
square inch.
Banbury mixing A system of mixing materials together using a pair of
contra-rotating rotors that force the materials together (Continued on page 102)

Page 102
Workbook for Thermoforming Pract ica l Course
into a homogeneous blend through friction and
pressure. This is an excellent mixing system and
probably the best one available for compounding
plastic alloys.
Bank A group of heating elements that are connected
together with a common electric circuit.
Billow Pre-stretching a heated plastic sheet by injecting air
into a chamber that has the plastic sheet sealed over
the edges of the chamber.
Black body A body that emits the maximum amount of radiant
energy at a given wavelength.
Black panel heaters (solar panels) Heaters with resistance wires imbedded
in a routed out ceramic fiber refractory board and
covered with a black panel quartz or glass plate.
Bleed off The act of letting air out of a mold chamber to allow a
billow to stretch uniformly over a mold so the bubble
does not burst during the forming operation.
Blisters A depression on the surface of a heated plastic sheet or
part caused by the rupturing of the surface of the
plastic as the trapped gases are expanding very rapidly
and escaping as the plastic is softening and allowing
the rupture.
Bridging This is a condition whereby the plastic stretching
across a mold cavity during the forming operation
does not pull down tightly against the mold surface.
Bubble A pre-stretched piece of plastic that is obtained by
sealing the plastic over a vacuum or pressure box and
applying a vacuum or air pressure to this box causing
it to develop a concave or convex hemisphere.
Calrod A resistance wire packed in magnesium inside a
stainless steel tube. When sending electricity through
this wire, the tube will heat up and give off radiant and
convective energy.
(Continued from page 101)
(Continued on page 103)

Page 103
Workbook for Thermoforming Pract ica l Course
Catalytic gas heater An enclosed panel in which natural or propane gas
enters into it and is dispersed throughout the panel and
ignited. This causes the panel to give off heat through
radiant and convective energy.
Cavity mold A female mold in which a part is drawn into it via
vacuum or pressure.
Ceramic heater A resistance wire trapped within a ceramic shell that
will heat up when an electric current is passed through
the wire. It is very efficient at given off radiant and
convective energy.
Chain drive A system of raising or lowering the platens on a
thermoforming machine. Chain drives can also be
used to shuttle the plastic into and out of the oven.
Chemical reactor The vessel that is used to polymerize a monomer
through the use of heat and pressure in the presence of
a catalyst.
Chemical resistance The ability of a material to resist having its properties
changed when being exposed to a substance that could
potentially chemically attack it.
Chill marks A wavy surface imperfection that is caused by contact
of the hot plastic to the mold surface before other parts
of the hot plastic contact it.
Clamping frame (mechanism) A mechanical means of holding the
edges of a plastic sheet while it is being heated in an
oven. After the sheet is heated it provides a method of
sealing the plastic to the mold edge to make it possible
to draw a vacuum.
Coefficient of thermal expansion The fractional change in length of a
material in response to a change in temperature. For
plastics this value is somewhere in the range of ten to
the minus fifth, times the temperature change, times
the length or thickness of the part in inches.
(Continued from page 102)
(Continued on page 104)

Page 104
Workbook for Thermoforming Pract ica l Course
Commodity materials Materials that generally are similar and can be
bought and sold based on current market conditions.
For instance, benzene is a commodity. What
difference does it make where or who you buy it
from?
Conduction A method of transferring energy to a material or body
through direct contact.
Conductive plastics Plastics that can actually conduct an electric current,
albeit very weakly and slowly, that will dissipate an
electric charge.
Contoured box – snapback This is a box that has roughly the same shape
as the mold you are trying to form the plastic over. It
has calculated amounts of clearances that prevent the
plastic from being pulled into the vacuum box too
deeply so webbing and thinning do not occur.
Convection A method of transferring energy to a material or body
via the use of fluids or air flowing about that body.
Cooling The process of removing heat from a formed plastic
part as it is drawn onto the mold.
Cooling lines Tubes running through a mold that carry the fluid that
either heats up or cools off the temperature of a mold
to keep it consistent.
Cooling fixture A device that is used to hold the shape of a part after it
is removed from the mold and is cooling off. Typically
it is used to maintain dimensional stability.
Crystalline polymers Polymers that have sharp melting points.
Crystallinity A state whereby the molecular structure of a resin
arranges itself in a symmetrical, geometrical, three-
dimensional pattern forming a polymer.
Cycles – cycle time A complete sequence of events that occur in making a
plastic part from the loading of the sheet to the loading
of the next sheet to make a second part. A time lapse
(Continued from page 103)
(Continued on page 105)

Page 105
Workbook for Thermoforming Pract ica l Course
between identical spots within a repeatable sequence
of events.
Depth of draw The distance that the mold protrudes out of the mold
base or the depth the cavity extends within the mold
from the mold base surface.
Die cutting A system of trimming plastic parts that takes a steel
rule die and applies enough pressure to cut through the
desired areas of the plastic an stopping against a
support plate. A second system is taking two
sharpened edges and sliding them past each other
through the plane of a plastic part.
Die lines Linear grooves or depressions in the back of an
extruded sheet that parallel the machine direction of
the plastic sheet. They are usually caused by hang-ups
in the die or nicks on the die lips.
Dimple A depression in the surface of the plastic sheet or
formed part. The dimple can be caused by a void
within the plastic sheet or moisture within the surface
of the sheet that ruptures when the sheet is heated.
Discoloration The process of a plastic changing color through
exposure of sunlight or applying a substance to the
plastic that chemically attacks it.
Draft The slope of the vertical edges of a mold that is used
to facilitate the removal of the part from the mold.
Drape The process of pulling a hot piece of plastic over a
mold creating a seal along the mold edges.
Draw ratio (stretch ratio) The ratio of the starting thickness of the plastic
sheet to the final thickness of the plastic on the formed
part. Calculating this ratio depends on the geometry of
the part.
Elongation The amount in length a material can increase without
breaking when put under stressed tension.
(Continued from page 104)
(Continued on page 106)

Page 106
Workbook for Thermoforming Pract ica l Course
Emissivity The ratio of radiation intensity from a surface to the
radiation intensity at the same wavelength from a
blackbody at the same temperature.
Entropy The tendency of an energy system or organized entity
to break down.
EPDM Ethylene Propylene Diene Monomer that is used as a
rubber impact modifier in weatherable plastics.
Epoxy resin A thermosetting plastic used for making molds or
tooling fixtures.
Excessive moisture The amount of water that is absorbed in the surface of
a plastic sheet or resin that will keep you from
processing it.
Female mold A cavity used to stretch a piece of plastic over.
Fiberglass Fine strands of glass usually encapsulated within a
resin matrix. It can be used to make molds or
structural parts.
Flammability A measure of the extent to which a material will
support combustion.
Flow characteristics The ability of a heated plastic to pass through a die,
through an orifice, or over a mold in a smooth and
uniform way to allow you to make a sheet or formed
part.
Foam core materials Materials that have gas expanded or air occupied
structures between their solid exterior surfaces.
Expanded vinyl or polyethylenes are good examples.
Forming temperature The temperature at which a plastic will shape
into the geometry you are attempting to attain.
Forming temperature range The high and low points at which a
plastic will be successfully shaped with the detail and
dimensional tolerances required for an acceptable part.
(Continued from page 105)
(Continued on page 107)

Page 107
Workbook for Thermoforming Pract ica l Course
Forming technique A regimented process of steps that allow you to form a
flat sheet into a desired shape. There are numerous
processes that will accomplish this depending on how
complex a shape you are trying to make.
Gas flame heating A heating system that employs an open gas flame to
heat up a plastic sheet. This system gives off both,
convective and radiant heat energy.
Gas regulator A device that controls the amount of gas that enters a
gas heating system thereby controlling the heat output.
Gels Hard particles of resin that are similar to the plastic
matrix they are in but because of their molecular or
cross-linked nature, will not blend in with the other
plastic and will leave a tiny blip on the surface of the
plastic sheet or part. If they are large enough they will
show in the surface of the plastic part as the sheet is
thinned out to form the part.
Glass transition temperature The temperature at which a rigid plastic
softens enough to become somewhat rubbery.
Hardness The property of a material that determines how rigid
or resistant to denting a substance is. In rigid plastics
this is measured by a Rockwell hardness test.
Heat distortion temperature This is the temperature at which a
plastic will begin to distort as measured with test bars
using a standard ASTM test method.
Heating oven The device used to heat up a plastic sheet to forming
temperature. Usually this type of oven is tightly zone-
controlled to distribute heat to the desired areas.
Heating profile The pattern of heat being applied to a plastic sheet
while it is enclosed within an oven so that the heat will
be localized within the sheet and allow certain areas to
stretch more than others during the forming process.
Heater types These are the various types of elements that are used
to heat up plastic sheet. General types listed in this
(Continued from page 106)
(Continued on page 108)

Page 108
Workbook for Thermoforming Pract ica l Course
manual are: ceramic, solar panel, calrod, quartz,
catalytic gas, open flame gas, nichrome wire, and air
convection.
High impact polystyrene This is a resin composed of numerous styrene
monomer molecules polymerized into long polymer
chains and dispersed with soft rubber particles
throughout the rigid polystyrene matrix.
Hot strength The resistance of a heated plastic sheet to being
stretched into the shape of a mold.
Hydraulic A system of putting fluids under compression to move
the platens on a thermoforming machine up and down.
Usually used in conjunction with pressure-forming to
allow maximum clamping pressure.
Hygroscopic The characteristic within a plastic that gives it an
affinity to pick up and retain moisture.
Impact strength The ability of a material to undergo a sudden shock
without breaking. This can be tested in plastics via a
notched izod or falling dart impact test through
standard ASTM test methods.
KORAD An acrylic film used to hold color stability and UV
degradation when laminated to plastic sheet.
Louvers Air or lighting vents designed into a plastic part.
Male mold A protrusion extending out of a flat plane that is used
to form hot plastic over.
Materials Plastic compounds used to construct useful shapes.
Material distribution The process of stretching hot plastic over a
mold and maintaining desired thicknesses in specific
areas of the part.
Melt temperature (point) The temperature at which a polymer changes
from a solid to a viscous liquid.
(Continued from page 107)
(Continued on page 109)

Page 109
Workbook for Thermoforming Pract ica l Course
Micro-switch A device used to electrically stop a moving part on a
machine in the same place consistently.
Moat A groove in a mold used to provide a good sealing
point to prevent a plastic from breaking its vacuum
bond with the mold as the plastic is shrinking during
the cooling cycle.
Mold (v) To shape a heated plastic sheet via heat and
vacuum (pressure) into a desired geometry. (n) The
cavity or protrusion used to shape a heated plastic
sheet into a desired shape.
Mold base The plane that a mold cavity or mold protrusion is
mounted to that is used to seal off the hot plastic sheet
during the vacuum part of the forming cycle.
Mold shrinkage The amount that the plastic part shrinks in relation to
the actual mold size after the part is removed from the
mold and has reached ambient air temperature. This
value is usually expressed in inches per inch. The
typical shrinkage for ABS is .006” Z.001”.
Nichrome-wire heaters A type of heater unit that resembles a wire in a
toaster. It typically heats up to its maximum or cools
off fairly quickly.
Notch sensitive Most plastics exhibit a tendency to crack or break
along a notch or scratch in the surface if an excessive
bending stress is applied to that surface.
Ohms per square The resistance to an electrical charge flowing across
the same surface of a piece of plastic.
Olefins A group of unsaturated hydrocarbons of the general
formula CnH2n. Examples are polyethylene or
polypropylene.
Orientation The alignment of polymer chains to create stress in a
given direction. With thermoplastic materials this
condition causes the molecular structure of the plastic
to be stressed more in one direction than the other.
(Continued from page 108)
(Continued on page 110)

Page 110
Workbook for Thermoforming Pract ica l Course
Percentage timer A timing device that has a total amount of set time,
say 15 seconds as 100%. This timer can then be set at
a certain percent, such as 50%, in which case it would
be allowing a current to flow through a heating
element for 7.5 seconds and not allowing it to flow for
7.5 seconds.
PETG A clear, amorphous, glycol-modified polyester which
is polymerized from dimethyl ester or terephthalic acid
and ethylene glycol. This gives it a better forming
window than PET.
Physical properties Those characteristics that define the physical
parameters of a material, such as stiffness, hardness,
impact resistance, chemical resistance, etc. These
properties can be tested and compared to other
materials.
Physical testing The process of measuring the characteristics of a
material based on standard test methods.
Pimple A raised area on a sheet of plastic or plastic part
caused by a hardened particle or contaminant within
the matrix of the plastic substrate.
Plastic sheet A flat piece of plastic having a specific length, width,
thickness and texture.
Plasticizer A material that can be added to plastics that allow
them to be processed more easily and can change
certain of their physical characteristics such as
toughness or flexibility.
Platen A movable support mechanism that a plug or mold is
attached to that assists in forming a plastic part.
Plug assist A mechanical device used in thermoforming to help
distribute the heated plastic sheet more uniformly
before it actually seats on the mold.
Pneumatic A system where a device is operated via the use of
compressed air.
(Continued from page 109)
(Continued on page 111)

Page 111
Workbook for Thermoforming Pract ica l Course
Polycarbonate polyester of carbonic acid produced by using an
interfacial reaction between dihydric or polyhydric
phenols and a suitable carbonate precursor such as
dichlorocarbonate. It is a clear, amorphous material
with good impact strength and a high heat distortion.
Polycarbonate/ABS An alloy of the two different resins that will provide
some unique physical properties depending on the mix
of the two materials.
Polyester A resin made via the reaction of a dibasic acid and a
dihydroxy alcohol. It is used as a resin base to make
structural parts.
Polyethylene A thermoplastic material made by polymerization of
ethylene molecules. A large range of polyethylene’s
can be made by varying the chain length and additives
to the polymer.
Polymer A organic substance obtained by joining the same type
of monomers into long chains. For example ethylene is
polymerized into polyethylene through heat, pressure
and catalyzation.
Polymerize The process of joining numerous like monomers into a
long chain.
Polypropylene A thermoplastic material made by polymerization of
propylene molecules.
Polystyrene A clear, amorphous, themoplastic material made by
the polymerization of the sytrene monomer.
Pressure box The reinforced box that is draped over the mold in the
pressure forming system to provide the added force
required to get good detail from the mold surface.
Pressure forming A thermoforming technique whereby vacuum and
pressure is used to force the hot plastic sheet against a
mold surface to get a very crisp impression of that
surface.
(Continued from page 110)
(Continued on page 112)

Page 112
Workbook for Thermoforming Pract ica l Course
Processing The act of converting a plastic resin or sheet into a
useful form or shape.
Processor The entity that converts a plastic resin or sheet into a
useful form or shape.
Prototype mold The mold that is used to make a part that will be
evaluated for fit and function.
Punch press stamping The process of trimming a formed part by
using a metal die clamped to a movable platen in a
mechanical press. Forcing the platen against a fixed
base pinches the desired surface of the plastic part and
removes the unwanted excess.
PVC An amorphous thermoplastic material made up of
vinyl chloride polymers. It is widely used in wire
covering and where a chemically resistant plastic is
needed.
PVC/ABS An alloy of polyvinyl chloride and acrylonitrile
butadiene styrene combined to maximize certain
physical properties.
PVC/Acrylic An alloy of polyvinyl chloride and acrylic combined
to maximize specific physical properties.
Quartz heaters A type of heater with about a one-half to three-quarter
inch diameter tube with a resistance wire inside of it
that is backed up by an internal reflector.
Radiant heat An electromagnetic transfer of energy from a heating
emitter to a material or body one would wish to raise
the temperature of.
Radii The rounded edges or curvature of the shape being
dealt with. Typically these radii are designed into the
part.
Reflected off energy The small amount of radiant energy directed at a
plastic sheet that is left over from the energy that
(Continued from page 111)
(Continued on page 113)

Page 113
Workbook for Thermoforming Pract ica l Course
penetrates through the sheet and is absorbed by the
sheet.
Regrind The plastic materials that are reprocessed into plastic
sheet or finished parts more than once.
Ribs A raised or depressed area of a formed part that is
designed into it to increase its structural integrity.
Robotic trimming A mechanized method of performing a secondary
operation on a formed part to enable it to comply with
dimensional specifications.
Router A high speed air or electrically operated cutting tool
used to trim materials to dimensional specifications.
Sag The amount of spherical deflection a flat plastic sheet
experiences as it is heated to its forming temperature.
Sag bands The supporting system that is attached to the clamping
frame to obtain multiple minor sags when using a
multiple cavity mold.
Sandblast The process of forcefully blowing sand against an
object to clean it or put a fine suede-looking surface
on it.
Screening The process of blocking out some radiant energy from
reaching the plastic sheet suspended in an oven by
putting in metal window screening between the plastic
sheet and the heating elements used to heat the plastic.
Seal The edge of a mold base that a hot piece of plastic is
forced against to keep the vacuum enclosed within the
mold chamber while a part is being formed.
Secondary draw ratio After the initial thickness of plastic is
determined on a formed part, the thickness of any
secondary pockets or protrusions will be determined
by the difference in thickness of the material now
available divided by the area left over on the
secondary area of the part.
(Continued from page 112)
(Continued on page 114)

Page 114
Workbook for Thermoforming Pract ica l Course
Secondary operations Those processes that are performed after the
initial forming operation is completed, such as
trimming and assembly.
Shrinkage The phenomenon whereby a plastic decreases in size
linearly and volumetrically as it is cooled. This term
also refers to the inherent stress put into the extruded
sheet during the manufacturing process.
Snapback A thermoforming technique that first pre-forms a
bubble into a pre-draw box, then plunges a male mold
into the inside of the bubble, and as a final step,
vacuums the bubble onto the mold.
Stiffness A measure of the flexibility or rigidity of a material.
This value is usually expressed in terms of flexural
strength or flexural modulus.
Stress Pressure applied to a given body to deform or fracture
it.
Strength the ability to withstand force, pressure, or stress. Also
the ability to resist attack.
Symmetrical An object having a mirror image of itself with respect
to its centerline. One side of the part is identical to the
other side.
Syntactic foam A combination of inorganic foam spheres in a plastic
foam matrix. This material is used for making
insulative plugs to prevent chill marks.
Temperature controlled aluminum tooling Molds made with
enclosed tubes buried within their surfaces that allow
cooled or heated water or some other fluid to flow
through them to control the temperature of the mold to
within a few degrees Fahrenheit.
Tensile strength The pulling force required to stretch or break a given
material. This value is usually expressed in pounds per
square inch.
(Continued from page 113)
(Continued on page 115)

Page 115
Workbook for Thermoforming Pract ica l Course
Texture (grain) The pattern embedded into the surface area of a sheet
or part.
Transmitted through The condition where radiant energy given off
an emitter goes through the object it is hitting rather
than being absorbed or reflected off of that object.
Thermal conductivity The amount of heat in BTUs which can be
conducted through one square foot of any material one
inch in thickness, in one hour, with one degree
Fahrenheit temperature differential across the
thickness (Btu/hr/ft2/F/in.).
Thermal expansion (Coefficient of) The fractional change in length (or
volume) a one inch object will expanded or contract
with a one degree Fahrenheit change in temperature.
In ABS this value is approximately 5 x 10-5 per inch
per one degree Fahrenheit change in temperature.
Thermoforming A system of changing a flat sheet of plastic into a
desired shape.
Thermolator system A mechanical device that is used to regulate that
temperature of a fluid that is subsequently pumped
through heating or cooling lines embedded in a mold
to control the mold temperature.
Thinning The process of taking a finite area of a hot sheet of
plastic and stretching it over a protrusion or cavity of a
larger area and distributing the plastic over this larger
area as best as possible.
Tolerances The maximum and minimum dimensions that are
required to allow a formed part to be functional.
TPO Thermoplastic olefin. Essentially it is a polypropylene
blended with and EPDM rubber.
Trim The excess material around a formed part that is not
part of the finished product. This material is used for
clamping or sealing purposes during the forming
process.
(Continued from page 114)
(Continued on page 116)

Page 116
Workbook for Thermoforming Pract ica l Course
Undercuts Those indentations or extensions from a formed part
that prevent the part from being removed from the
mold without providing some type of movable
mechanism on the mold itself.
Unistrut A U-shaped channel with a clamping bar inside of it
that can be adjusted very quickly by sliding the
clamping bar in either direction of the channel.
UV resistant The condition whereby a material, in this case plastic,
will resist loosing its physical properties when
exposed to the ultra-violet rays of the sun.
Vacuum The absence of atmospheric gas within some given
system.
Vacuum box A five-sided structure on which a heated plastic sheet
can be draped over the sixth side and a partial vacuum
drawn within the box to form an inverted bubble.
Vacuum forming A method of using vacuum to force heated plastic
against a mold surface.
Vacuum forming techniques The various sequence of procedures
one can use to shape a heated sheet of plastic to the
configuration of a mold.
Vacuum holes The holes in a mold which air can pass through to
allow the atmospheric pressure to force the hot plastic
sheet against the mold.
Vacuum seal The edge around a mold base that the heated plastic
sheet is pressed against to allow a vacuum to be drawn
and force the heated sheet against the mold.
Vacuum system The mechanism whereby air is removed from an
enclosed chamber to create a vacuum.
Vacuum volume The size of the enclosed system in which the vacuum
is employed. It also refers to the level of vacuum that
is maintained within the system. Generally a large
(Continued from page 115)
(Continued on page 117)

Page 117
Workbook for Thermoforming Pract ica l Course
vacuum holding tank is employed to keep the inches
of vacuum from being drawn down to low.
Voids Small areas within a plastic matrix that have gas
pockets instead of the solid plastic material that should
be there.
Volume resistivity The resistance of an electrical charge flowing through
the solid structure of the material, in this case plastic.
Warping The condition whereby a part is dimensionally
distorted from its originally formed shape.
Wavelength The distance measured from a point on an
electromagnetic wave to the same point on the wave as
it repeats its phase.
Wavelength of energy A measure of the type of energy given from
various wavelengths of the electromagnetic spectrum.
In plastics we are concerned with the infrared
wavelength band of about .7 microns to about 100
microns.
Weatherable plastics Those plastics that are resistant to physical degrading
when exposed to the ultra-violet rays of the sun.
Weatherability The ability of a material to resist loosing its physical
properties when exposed to sunlight.
Webs Excess plastic material that is doubled up on itself and
does not flow uniformly against a mold. It usually
occurs on the corners of parts with small radii.
Wood tooling Molds made of wood that are usually used to make
prototype parts.
Yield point That point of stress or strain which if reached will not
allow the material to recover to its original shape. Its
elasticity has been exceeded.
Zones Those areas in a heating oven that the temperature is
controlled independently from other areas.
(Continued from page 116)

Page 118
Workbook for Thermoforming Pract ica l Course
REFERENCES
1. ILLIG Thermoforming - A practical Guide by: Günter Kiefer/Peter
Schwarzmann
2. Operating Manual for ILLIG RV 53b Machine- no. 593 EN/04.04-2
edition
3. Textbooks from SPDC
4. Various Thermoforming & Vacuum Forming websites from the
internet











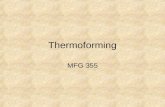



![eDocs Workbook DRAFT 7.22.14 pm[1]](https://static.fdocuments.net/doc/165x107/6187f1f19f170b26e4370b5f/edocs-workbook-draft-72214-pm1.jpg)

