
The Selmer factory - saxophone products - Dorn Pub Journal 67 my family, to the Selmer factory in...
5
66 July/August 1996 A t every corner of Paris one is reminded of the history of Paris. Surfacing at Metro Republique, a three hundred-sixty degree turn reveals a corner of history in each view. A short walk places us at the Selmer office on Rue de la Fontaine au Roi. It is here that we meet Patrick Selmer, the great- grandson of Henri Selmer. Henri Selmer was a clarinetist with the Paris Opera Orchestra and the founder of the Selmer Company, which was started in 1885 making mouthpieces and reeds. Later, in 1902, clarinets were produced. Henri’s brother, Alexandre, who was a clarinetist with Sales were primarily from the Selmer plant in France up until World War II. At that time, the American company began producing its own clarinets and flutes for the rapidly expanding school band programs. The Selmer USA com- pany is financially independent from the Selmer Paris company. Saxophones had become very popu- lar instruments in early concert bands such as the Sousa and Goldman Bands. The saxophone had also be- come the double for violinists, who wanted to play popular music of the day. This explains why the early saxo- phone sound had that very wide vi- brato associated with violinists. Patrick Selmer drove me, along with By Paul Elmen The Selmer Factory the Boston Symphony Orchestra showed a selection of clarinets at the St. Louis Exhi- bition in 1904. As a result of the dis- play of clarinets an important shop was opened in New York. Selmer began producing saxophones shortly after the 1904 Exhibition. When Alexandre returned to Paris in 1918, the American distributorship was sold to George M. Bundy. Bundy had been Alexandre’s assistant while in the United States. The distributorship stayed in New York until 1927, when Bundy moved it to Elkhart, Indiana.
Transcript of The Selmer factory - saxophone products - Dorn Pub Journal 67 my family, to the Selmer factory in...
66 July/August 1996
At every corner of Paris one isreminded of the history of Paris.
Surfacing at Metro Republique, a threehundred-sixty degree turn reveals acorner of history in each view. A shortwalk places us at the Selmer office onRue de la Fontaine au Roi. It is herethat we meet Patrick Selmer, the great-grandson of Henri Selmer. HenriSelmer was a clarinetist with the ParisOpera Orchestra and the founder ofthe Selmer Company, which wasstarted in 1885 making mouthpiecesand reeds. Later, in 1902, clarinetswere produced. Henri’s brother,Alexandre, who was a clarinetist with
Sales were primarilyfrom the Selmer plant inFrance up until WorldWar II. At that time, theAmerican companybegan producing its ownclarinets and flutes forthe rapidly expandingschool band programs.The Selmer USA com-
pany is financially independent fromthe Selmer Paris company.
Saxophones had become very popu-lar instruments in early concert bandssuch as the Sousa and GoldmanBands. The saxophone had also be-come the double for violinists, whowanted to play popular music of theday. This explains why the early saxo-phone sound had that very wide vi-brato associated with violinists.
Patrick Selmer drove me, along with
By Paul Elmen
The Selmer Factory
the Boston SymphonyOrchestra showed aselection of clarinetsat the St. Louis Exhi-bition in 1904. As a result of the dis-play of clarinets an important shopwas opened in New York. Selmerbegan producing saxophones shortlyafter the 1904 Exhibition. WhenAlexandre returned to Paris in 1918,the American distributorship was soldto George M. Bundy. Bundy had beenAlexandre’s assistant while in theUnited States. The distributorshipstayed in New York until 1927, whenBundy moved it to Elkhart, Indiana.
Saxophone Journal 67
my family, tothe Selmerfactory in Man-tes. Mantes is alovely, medium-sized townabout fortykilometersnorthwest ofParis towardthe Normandycoast. The windinstrumenttradition hasbeen in place atMantes sincethe mid-seven-teenth century. The town of Manteswas designated the location of allbrass and woodwind manufacturerssince Louis XIV. The string manufac-turers are located on Rue de Rome,very close to the Opera in Paris, whichat one time housed L’AcademieNationale De Musique. The level oflocal craftsmanship is very high, andhas been for centuries.
As Mantes and its surrounding areahave been the site of wind instrumentmanufacturing for centuries, a numberof the employees have had generationsof their families working in this indus-try. This instills a pride of workman-ship in the people, bound by tradition,skill of craftsmanship, and personalsatisfaction in their work.
The original Selmer factory began
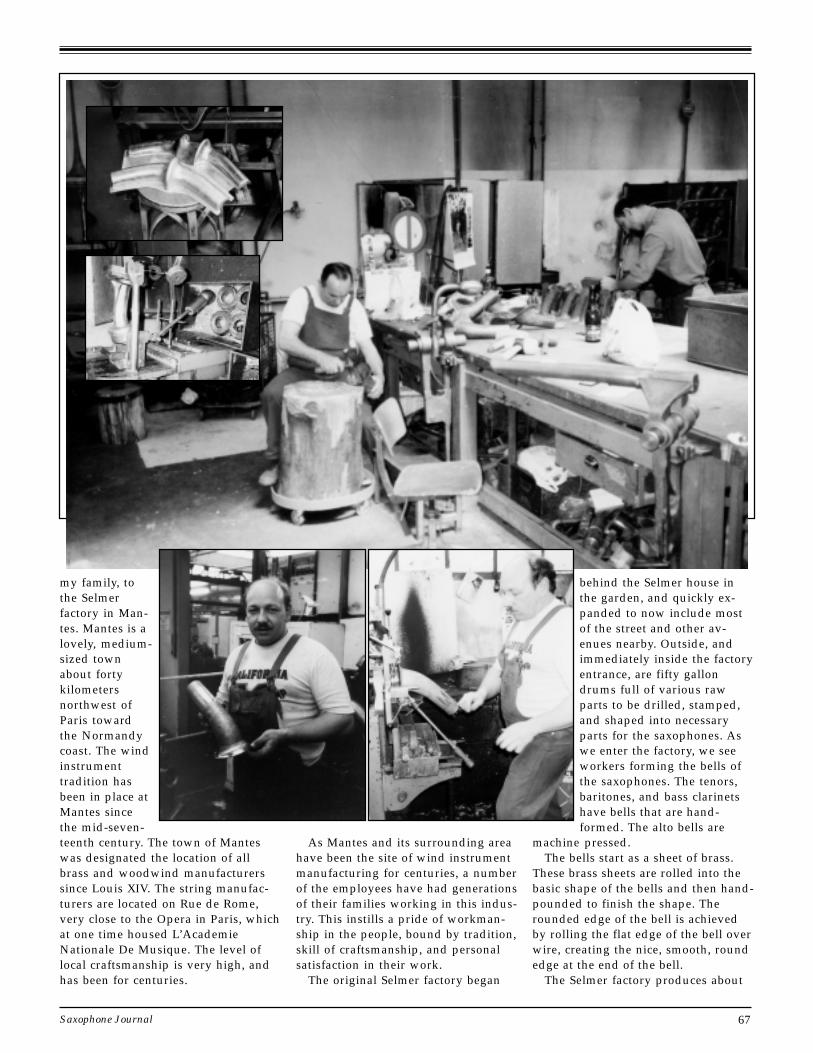
behind the Selmer house inthe garden, and quickly ex-panded to now include mostof the street and other av-enues nearby. Outside, andimmediately inside the factoryentrance, are fifty gallondrums full of various rawparts to be drilled, stamped,and shaped into necessaryparts for the saxophones. Aswe enter the factory, we seeworkers forming the bells ofthe saxophones. The tenors,baritones, and bass clarinetshave bells that are hand-formed. The alto bells are
machine pressed.The bells start as a sheet of brass.
These brass sheets are rolled into thebasic shape of the bells and then hand-pounded to finish the shape. Therounded edge of the bell is achievedby rolling the flat edge of the bell overwire, creating the nice, smooth, roundedge at the end of the bell.
The Selmer factory produces about
68 July/August 1996
eighteen hundred saxophones eachmonth. A combination of hand-donefunctions, and some that are com-pleted by automated machinery, areused here.
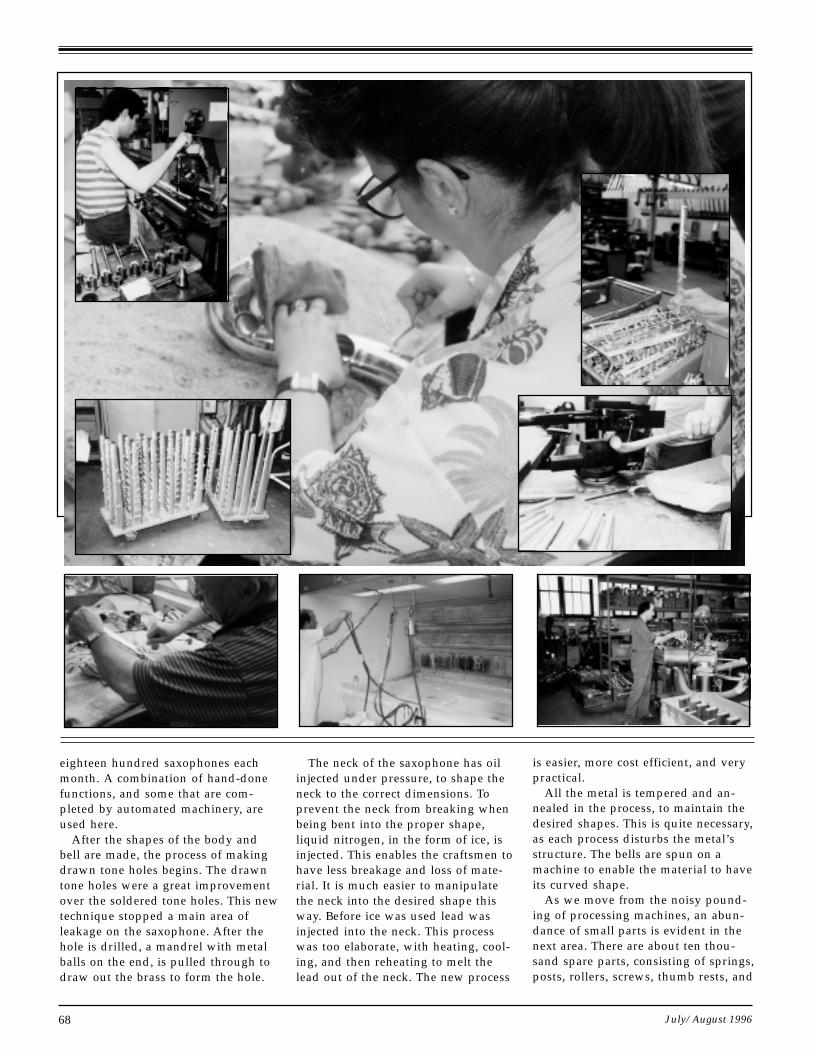
After the shapes of the body andbell are made, the process of makingdrawn tone holes begins. The drawntone holes were a great improvementover the soldered tone holes. This newtechnique stopped a main area ofleakage on the saxophone. After thehole is drilled, a mandrel with metalballs on the end, is pulled through todraw out the brass to form the hole.
The neck of the saxophone has oilinjected under pressure, to shape theneck to the correct dimensions. Toprevent the neck from breaking whenbeing bent into the proper shape,liquid nitrogen, in the form of ice, isinjected. This enables the craftsmen tohave less breakage and loss of mate-rial. It is much easier to manipulatethe neck into the desired shape thisway. Before ice was used lead wasinjected into the neck. This processwas too elaborate, with heating, cool-ing, and then reheating to melt thelead out of the neck. The new process
is easier, more cost efficient, and verypractical.
All the metal is tempered and an-nealed in the process, to maintain thedesired shapes. This is quite necessary,as each process disturbs the metal’sstructure. The bells are spun on amachine to enable the material to haveits curved shape.
As we move from the noisy pound-ing of processing machines, an abun-dance of small parts is evident in thenext area. There are about ten thou-sand spare parts, consisting of springs,posts, rollers, screws, thumb rests, and
Saxophone Journal 69
other pieces for allthe manufacturingperformed here.
Flow charts areused to assist incost and time man-agement. Eachinstrument has achart, showing whoworked on it andhow much time wasinvolved in eachprocess. We will encounter this infor-mation again, at the final station foreach instrument.
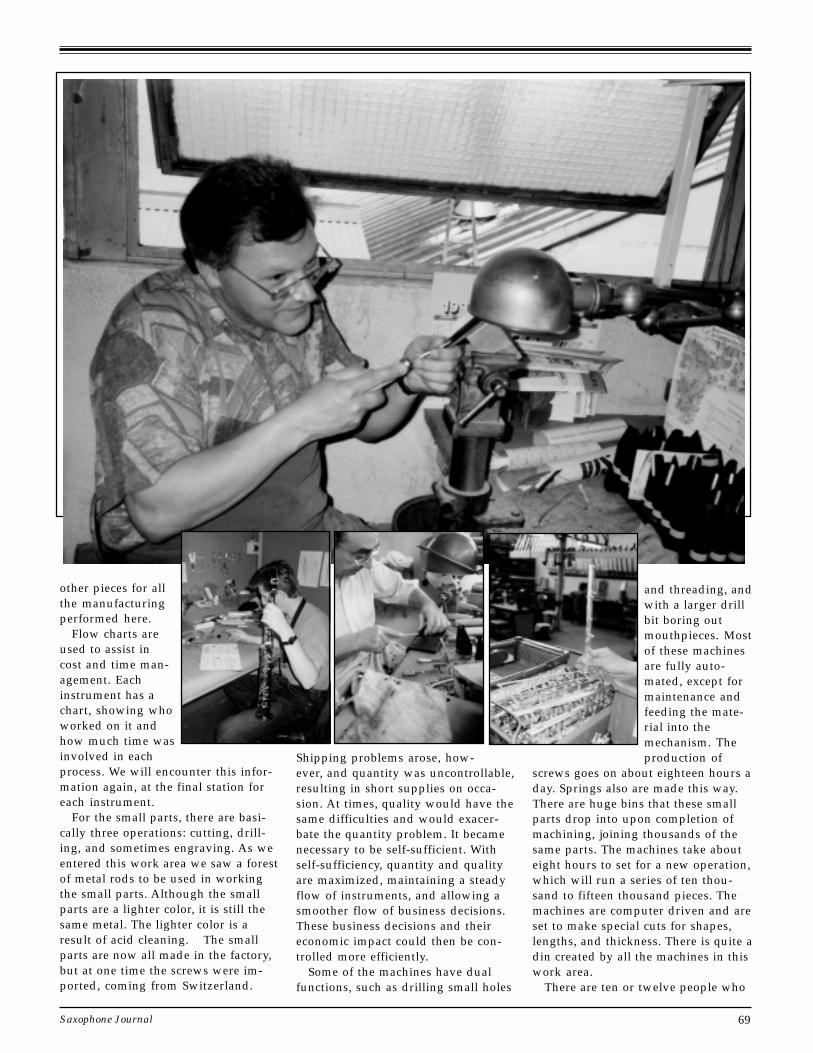
For the small parts, there are basi-cally three operations: cutting, drill-ing, and sometimes engraving. As weentered this work area we saw a forestof metal rods to be used in workingthe small parts. Although the smallparts are a lighter color, it is still thesame metal. The lighter color is aresult of acid cleaning. The smallparts are now all made in the factory,but at one time the screws were im-ported, coming from Switzerland.
Shipping problems arose, how-ever, and quantity was uncontrollable,resulting in short supplies on occa-sion. At times, quality would have thesame difficulties and would exacer-bate the quantity problem. It becamenecessary to be self-sufficient. Withself-sufficiency, quantity and qualityare maximized, maintaining a steadyflow of instruments, and allowing asmoother flow of business decisions.These business decisions and theireconomic impact could then be con-trolled more efficiently.
Some of the machines have dualfunctions, such as drilling small holes
and threading, andwith a larger drillbit boring outmouthpieces. Mostof these machinesare fully auto-mated, except formaintenance andfeeding the mate-rial into themechanism. Theproduction of
screws goes on about eighteen hours aday. Springs also are made this way.There are huge bins that these smallparts drop into upon completion ofmachining, joining thousands of thesame parts. The machines take abouteight hours to set for a new operation,which will run a series of ten thou-sand to fifteen thousand pieces. Themachines are computer driven and areset to make special cuts for shapes,lengths, and thickness. There is quite adin created by all the machines in thiswork area.
There are ten or twelve people who

70 July/August 1996
work on the mouthpieces. Mouthpiecesare first cut to length from long, solidtubes of hard rubber or metal. They arethen bored out according to specifica-tions. The facing is cut next in theprocess, then rubber is hardened withsulfur. Cork is added to the clarinetmouthpieces. All of the mouthpiecesare finished by hand.
As I mentioned earlier Selmer haslong since expanded beyond the gar-den area behind the house. Manufac-turing and production continues inanother building, a few blocks fromthe house. Reeds are also made here,completing the total, self-sufficiencyrequired for high quality control. Thissecond set of buildings, is where theassembly and finishing take place.
When speaking of a “series,” theyare referring to a model. For example:The Mark VI was manufactured fromabout 1954-1973, which was a longrun. A normal series is about tenyears. The Super Action 80 II wasstarted in 1986 or 1987, so it has beengoing for eight or nine years now. Thetwo most popular series are the Bal-anced Action and the Mark VI, thislatter series has been identified withso many of the great stars. Selmer isoften asked why they don’t make theMark VI today? When a Mark VI ispurchased today, it is of course, a usedinstrument. It has been played formany years and is filled with emotionand a great deal of playing. This can-not be duplicated on a new instru-ment. The Super Action 80 II has adifferent sound, a better scale, andimproved key mechanisms.
In the second building complex theposts are soldered in the first opera-tion coming from the main building.The positioning of the posts is accom-plished by electrical pointing, afterwhich it is attached. From here, thepartially completed saxophone is thengiven an acid bath to remove theexcess solder. As we move along, wecome upon a room with long rods ofwood (grenadila and rosewood). Thewood comes from Africa and SouthAmerica, and is pre-selected uponarrival into France. At this point, wediscover that Selmer imports theneedle springs and plastic thumb restsbecause it is more economical to doso.
The horn is buffed, and then it goes
to an ultra-sonic cleaning to removedust and buffing residue. Lacquering isnext. The horns are sprayed, and thencooked at eighty-six degrees centigrade(one hundred sixty-nine and six tenthsdegrees Fahrenheit) to harden and set.There is a control point after this pro-cess, as there are after the major manu-facturing stations along the route tocompletion.
Now comes the fascinating process ofengraving. The scrolling is all done byhand with an assortment of edges andshaped blades. The engraving on eachhorn is unique, they all vary. When ablade slips, a different design can takeshape to incorporate that slip of theblade.
For a while the saxophones sent tothe United States did not have theengraving because it was too expen-sive. The prices of the horns then werehigher, so the American stores wantedhorns without engraving to save on thecost. When the Series 80 II came outSelmer said the engraving was goingon the horns. The engraving adds somuch to the appearance of the horn,regardless of the shine it possesses.
About twenty percent of the hornsare silver-plated on a regular basis.Gold-plating is done on request, as aspecial order. This is the final manufac-turing step before assembling the in-strument. Barrels of stamped-out, usedsheets of brass, are recycled. All thesoldering of keys occurs here. Theworkers rotate about every hour, mov-ing to a different assembly process.This keeps the immediate work envi-ronment stimulating and results in ahigher quality of production. The altosand tenors are more standardized inthe parts and the manufacturing pro-cess. More “traditional” workers areused to assemble the sopranos andbaritones.
Now the horns go into a room withabout six or seven people who test thehorns. Each station has a horn and itsflow chart. The testers use a leak lightto make sure the pads are seated prop-erly. The key mechanisms are checkedto see that they run smoothly. If anyerror is found, the flow chart showswhich station is responsible, and cor-rections are made at that specific manu-facturing station. After the horn ischecked, the moment of truth comes inthe playing. A sound test is employed,
and sometimes the horn is checkedagain as a result. I had the opportunityto play an alto in the testing room. Thisnew series has characteristics of theBalanced Action and the Mark VI se-ries. The scale is much more even, andthe horn played beautifully.
My visit to the Selmer factory wasvery enlightening and a great pleasure.The care with which the instrumentsare made is very high, and the pride ofcraftsmanship is visible in each workerin the factory. §


















