5.5 Roots of Real Numbers Squares Roots Nth Roots Principal Roots.

T he Training Within Industry Service, orTWI, was a forerunner of modernmanufacturing techniques. It remains
a model for training people in industry andmay well be the ground zero of lean manu-facturing and kaizen.
The TWI Service was Developed tosupport United States industry duringWorld War II, the TWI Service began inAugust, 1940 and ceased operation inSeptember 1945. Prior to its entry into thewar, the United States government recog-nized that the Allied forces needed signifi-cant war supplies and took steps to rampup industry to fill their needs.
To teach valuable techniques to warmanufacturers, TWI established a nation-wide network of industrial professionals,all volunteers, some full-time and somepart-time, from private industry on loanfrom their companies. "The real job had tobe done by industry, within industry."1
This working credo was critical tolegitimize an organization acceptable tomanufacturers. For the same reason, TWIwas never forced onto any plant, but camein only by invitation of the plant's ownmanagement.
The Results of TWIThe effectiveness of the TWI Service
was dramatic, as detailed by The TrainingWithin Industry Report: 1940-1945. TWI de-veloped a standard program of five two-hour sessions. In all, 1,750,650 industry
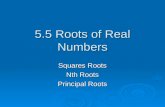
people from 16,511 plants and unions werecertified through some or all of these ses-sions.2 Figure 1 summarizes improvementresults at seven different intervals duringTWI's existence.
How TWI Developed
As stated in its overview bulletin, thepurpose of the TWI program was:
To assist war production industries to meet their manpower needs by training within industry each worker to make thefullest use of his best skill up to the max-imum of his individual ability, thereby enabling production to keep pace with war demands.3
This objective guided the leaders ofTWI in developing, by trial and error, thebest means to train workers. Through per-sistence TWI emerged with excellent field-tested methods.
At first TWI network professionalsconsulted with plants to solve productionissues. Demand quickly overloaded thelimited resources of the network. From thischaos, the TWI leaders saw that to helpindustry fast, they had to focus on trainingworkers and changed course.
The Second EffortWalter Dietz, the Associate Director of TWI,explained what they did.
FUNDAMENTALS
The Roots of LeanTraining Within Industry: The Origin of Kaizen
Jim Huntzinger
6Target Volume 18, Number 1

"The district heads met in Washington where experiences were exchanged andideas discussed. It was decided to makea major shift in the whole approach to the task, and some of the original plans,such as giving contractors a consulting service on a broad range of in-plant training problems, were abandoned. Instead, the needs of the supervisors were to be the area of concentration because the serious shortage of experi-enced men had forced numerous plantsto appoint many who were not qualifiedto do the job." 4
This became TWI's objective through-out the rest of its tenure. Improving super-visors and their interface with employeesbecame the critical factor that boosted warproduction. Soon after the war it becameone of the foundations from whichJapanese management methods evolved.
TWI leadership realized that the train-ing methods had to apply to a wide varietyof industries. Trainers with differingamounts of experience and skill had toinstruct plant supervisors with various lev-els of knowledge and experience, whowould in turn train workers who generallybegan with no skills. Training methods hadto be absolutely bulletproof. They turned toCharles Allen's 4-Step method.
The Origin of the TWIMethodology
During World War I, the EmergencyFleet Corporation of the United StatesShipping Board urgently needed a big train-ing program to multiply shipyard workerstenfold. Only non-experienced ones wereavailable.
The board asked Charles Allen to headthis training. Allen turned to his 4-stepmethod, which he had developed as a voca-tional instructor prior to WWI. Later hedescribed the method in his book, TheInstructor The Man and The Job, published in1919:
…each complete teaching lesson calls for four steps, or teaching operations known as step 1, Preparation, step 2, Presentation, step 3, Application and step 4, Testing (or Inspection). These steps, are always carried out in the ordergiven ----The purpose of step 1 is to get the learner ready to be instructed, of step2 to instruct him, of step 3 to check up errors, and of step 4 to give a final inspection of the instruction job.5
Allen's 4-Step method, which hadbeen around and validated for thirty yearsor so, was interwoven into TWI methods
7First Quarter 2002
SOURCE: War Production Board, Bureau of Training, Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, (Washington D.C.: U.S. Government Printing Office), page 92.
Figure 1.Figure 1. TWI Plant Results

and practices. His methods remain as validtoday as they were then.
The Importance of Training by Principles
Allen stressed the importance of prop-er training. Improperly trained employeescreate excess cost, and low-cost operationsuse only well-trained people. For the besttraining, apply four principles, integratingthem into all the company's businessprocesses:
1. standards must be set 2. good instruction must be established 3. continued training must be main-
tained 4. training must not end too soon.
The 4-Step Process
Allen's first step, preparation, createsin learners' minds a connection betweentheir past experience and the lesson to betaught. A good instructor finds an analogyor story familiar that the learner can con-nect in his mind with the teaching objec-tive. Preparation increases the effective-ness of instruction when teaching the sim-plest of skills, so the 4-step methodassumes a great deal of one-on-one inter-action.
The second step, presentation, is inAllen's words; "to lead him to 'get' the newidea which the instructor desires to 'tack
on' to what he (learner) already knows".Presentation imparts a piece of knowledgeto the person being trained, each piecebeing only a small part of a larger lesson.An instructor must not give too much infor-mation at one time, but here and now,focus on the individual point to be taught.
Application, the third step, establisheswhether the learner can "do it". Allenstressed that the learner may be in the rightframe of mind (step 1), and the lesson pres-entation (step 2) excellent, but unless theperson can actually do it and do it correct-ly, the learning has no value. No matterhow well the lesson has been taught, mis-takes will be made and must be correctedin this step.
The final step, testing, is simply allow-ing the learner to do the job unaided, butviewed by the instructor. If the learnercan't do the work independently, theinstructor didn't use the proper teachingmethod, and so must improve and repeatthe instruction. Allen emphasized that ifeach lesson step is carefully developed andproperly taught, the learner will not fail thetest step. The fault is completely theinstructor's, a point which TWI coined intoa familiar slogan, "If the learner hasn'tlearned, the teacher hasn't taught".6
Becoming a good instructor requires muchpractice and experience.
Allen's 4 Step Method is a stack ofbuilding blocks, each step completely depen-dent on the previous one. To be successful,the 4-Step method depends on correctlystringing together a series of One-Pointlessons. Each individual lesson must havea stand-alone point that must be under-stood by the learner while connected to theentire lesson.
TWI CoursesCharles Allen's methods were incor-
porated into TWI's Service training pro-gram by its four leaders: Channing RiceDooley, Director of the TWI Service; WalterDietz, Associate Director; Mike Kane,Assistant Director; and William Conover,Assistant Director. All had become familiarwith Allen's methods during WWI. In fact,
8Target Volume 18, Number 1
Figure 2.Figure 2. Allen’s 4-Step Process

The Training Within Industry Report 1940-1945 discusses Charles Allen's work atlength. Teaching and instructing instead oftelling and showing became the main foun-dation of the TWI programs. Allen stressedlearning by doing , which evolved into solv-ing problems on the job with the guidanceof a properly trained instructor.7
The Five Needs of a SupervisorTWI had to "sell" its programs to plant
managers. To explain the benefits, TWIdeveloped a philosophy of supervision thatbecame a staple of TWI Service:
Every Supervisor has Five Needs:1. Knowledge of the Work2. Knowledge of Responsibility3. Skill in Instructing4. Skill in Improving Methods5. Skill in Leading8
The plant or company was responsiblefor the first two needs, namely equipment,products, manufacturing skills required,policies, agreements, and schedules. TWItraining helped supervisors attain their lastthree needs.
These five needs are as critical todayas they were then. Supervisors are respon-sible for understanding and leading thosewho create value ---- the shop employees.Today, industry must understand its defi-ciency of infrastructure in this area, whichunfortunately is common.
"Key Points" and the J-ProgramsThe "J" programs, as they became
known, concentrated Allen's 4-Step methodwhere it was most needed. TWI found thatin most manufacturing environments, onlya few of a large number of operations weredifficult to master. Within these vital fewoperations, only a few steps were usuallycritical to successfully mastering the whole.These become the "Key Points" on whichtraining focused, greatly leveraging theeffectiveness of limited time and resources.
"Key Points" suggests that much sup-posedly difficult work in any industrial
operation is relatively simple.9 Allen's 4-Steps focused on "Key Points" had an enor-mous effect.
Job Instruction
Charles Allen's 4-Step method guideddevelopment of the five-session (two hourseach) training program called JobInstruction, given first to trainers, then bythem to supervisors. The first two sessionspresented and discussed the 4-stepmethod; the last three sessions consisted ofactually practicing method. Between ses-sions, all participants converted an instruc-tional method used in their department tothe TWI method and reported back to thegroup.
Job Instruction and all other trainingprograms weren't officially released untilthey had been used, evaluated, and revisedmultiple times based on feedback frommany plants and TWI's own assessment ofeffectiveness. This approach developed asure-fire method usable in all industries,plus variants developed for specific indus-tries. The Job Instruction training manualfocused on "instructing employees ratherthan “letting them learn", and concentratedon the critical issue of training new, greenemployees.10
All persons attending Job Instructionwere issued a pocket-sized Job Instructioncard. The front of the card outlined theinstructor or supervisor's procedure for"getting ready" to instruct, and is very simi-lar to a technique in Allen's book. The backoutlined How to Instruct according to the 4-step method. (See Figure 3.) It was to becarried by the supervisors at all times toremind them of the methods they shoulduse when training workers on the job.
Job Methods for ProcessImprovement
Job Methods trained supervisors toachieve obvious work area improvementsusing a practical approach instead of tech-nical fixes, proving successful in all types ofwar production plants. The objective of JobMethods:
9First Quarter 2002

… helping the supervisors to produce greater quantities of quality products in less time, by making the best use of the manpower, machines, and material nowavailable.11
Job Methods was a thought process tobreak down jobs and to develop new,improved ways to do them, using steps verysimilar to kaizen or PDCA today, as can beseen in Figure 4. One purpose of the JobMethods program was to prevent supervi-sors from trying flawed or incompleteimprovement ideas.
Job RelationsThe Job Relations program was sorely
needed because:
…supervisors needed a great deal of help in human relations - the art of handling men.12
Although working with women wasn'timplied by the language of the time, womenplayed a key role and were featured insome of the case studies of TWI training.All "J" program names included the term"job" to emphasize a theme consistent withwork, and the Job Relations program adopt-ed the additional themes, "poor relation-ships cause poor results" and "good rela-tions lead to good results."13 It empha-sized understanding and resolving smallissues before they became large. The mostvital skill for any supervisor to achieve waspresented in the aptly named "People MustBe Treated As Individuals."14 Job Relationsalso had a card, shown in Figure 5.
Job Relations training sessions illus-trated the principles with everyday casestudies using a fictitious supervisor and hisemployee. Following each of the foursteps, a case study illustrated how thesupervisor handled the situation. Eachattendee was required to use the process intheir area and report back to the class.
Program DevelopmentProgram Development, the last service TWI
10Target Volume 18, Number 1
SOURCE: War Production Board, Bureau of Training, Training WithinIndustry Service, 1944, Job Instruction: Sessions Outline and ReferenceMaterial (Washington D.C.: U.S. Government Printing Office), Inside backcover.
Front Job Instruction Card Back Job Instruction Card
Figure 3.Figure 3. TWI Job Instruction Card
SOURCE: War Production Board, Bureau of Training, Training WithinIndustry Service, 1943, Job Methods: Sessions Outline and ReferenceMaterial (Washington D.C.: U.S. Government Printing Office), Inside backcover.
Front Job Methods Card Back Job Methods Card
Figure 4.Figure 4. TWI Job Methods Card

deployed, showed plants how to set up andadminister training within their own facilityusing their own people. As was now stan-dard, the 4-Step method and Key Pointsguided Program Development instruction,which culminated in issuing another pock-et card shown in Figure 6. By the time ofits last revision, the end of the war was insight and with it, the end of TWI.
The Multiplier Principle
A simple but powerful techniqueknown as the Multiplier Principle was criti-cal to quickly dispersing TWI throughout allof the country's war production facilities.It's how a thinly staffed network trainedover 1.7 million supervisors and trainers infive years. Simply put, the MultiplierPrinciple was:
Develop a standard method, then train the people who will train other people who will train repeated groups of peopleto use the method.15
.The multiplier principle worked
because TWI exercised quality control byrequiring strict adherence to the training.War Production Trainers followed the man-uals exactly or lost their licenses. Manualscould be read from up to five feet away sotrainers could easily reference them duringtraining sessions. Reference sectionsexplained details, and each manual usedfont changes and symbols to denote exact-ly what trainers should do, emphasize, andeven write on blackboards.
On every page the Job Instructionmanual inserted the phrase, WORK FROMTHIS OUTLINE - DON'T TRUST TO MEMO-RY. All other "J" program manuals includeda letter with a similar statement:
To assure a uniformly high standard, youshould ALWAYS work from this outline.Never deviate from it. Don't trust to yourmemory, regardless of how many times you may present the plan. It is not difficult and if you follow instructions you can't fail.16
11First Quarter 2002
SOURCE: Adapted from Bird McCord, "Job Instruction," Robert L. Craig(ed.), 1976, The Training and Development Handbook - A Guide to HumanResource Development, 2nd ed. (New York: McGraw-Hill), p. 32-22.
Figure 5.Figure 5. TWI Job Relations Card
SOURCE: Adapted from Walter Dietz with Betty W. Bevens, 1970, Learnby Doing: The Story of Training Within Industry (Summit, NJ: Walter Dietz),p. 26.
Figure 5.Figure 5. TWI Job Relations Card

TWI and KaizenTWI, and particularly Job Methods,
may be the father of kaizen, and CharlesAllen's 4-step method its grandfather.Kaizen is one of the foundations the ToyotaProduction System, or TPS, and lean manu-facturing. While Americans were consign-ing TWI to the dustbin, what happened toTWI in Japan?
John Shook, who went to work forToyota in 1983, suggests an answer.
I discovered them (TWI materials) in aroundabout way in the process of "adapt-ing" some Toyota training materials to make them appropriate for NUMMI.When I found myself struggling with someof the concepts of a certain training pro-gram, my Japanese colleague fetched from a back-room file a yellowed, dog-eared, coffee-stained copy of the English-language original training manual, just asthey had received it (minus the coffee stains I trust) some 30 years before. To myamazement, the program Toyota was going to great expense to "transfer" to NUMMI was exactly that which the Americans had taught the Japanese decades before.17
How TWI Went to Japanese Industry
During the post-war occupation,authorities quickly realized that nearlycomplete destruction of the Japaneseindustrial base might foment civil unrest.Instead of severe punishment, as manypeople in the West desired, they sawrebuilding Japanese industry as critical. Amajor objective of the rebuilding was toeliminate intense militarism and instill ademocratic attitude within industry. Someamong MacArthur's Occupation leadershipthought that TWI would both aid therebuilding and infuse democratic principlesthroughout Japan. Alan Robinson's bookCorporate Creativity discloses a memo from1949 describing the situation in Japan:18
Supervision is ordinarily a "haphazard" rule-of-thumb process, and…in-plant
training is characteristically done by put-ting a new man under an experienced worker to pick up his skills as well as hecan. Such practices are incompatible with modern industrial methods and with the achievement of high output perworker.19
This statement not only describesJapan in 1949, but common practice formany supervisors today!
The Occupation authorities broughtTWI lock stock, and barrel to Japan where ittook root. By 1995, almost 100,000 TWIinstructors had been certified. In addition,many certified instructors set up non-certi-fied internal TWI programs in their compa-nies. For example, Toyota implementedTTWI, Toyota Training Within Industry.Takahiro Fujimoto notes TWI's influence onToyota:
As for management techniques, the Japanese automakers continued to learnthe U.S. techniques related to scientific management, including training within industry (TWI)…education of first-line supervisors for quality control and con-tinuous improvement (kaizen) started also in the 1950s, following TWI.20
Translated into Japanese in 1950, JobMethod training remained unmodified fornearly twenty years.21 Many Japaneseexecutives not retirement age were respon-sible for rebuilding Japanese industry whenyoung. Their training by the TWI programs(and several others) influenced themthroughout their careers.
Job Methods - The Original Kaizen
The objective of Job Methods was to givesupervisors a practical method to improveproduction in their work area other thanbetter technology, proving to be both sim-ple and effective. Job Methods pocket cardswere issued in the US to stimulate ongoingimprovement, an idea similar to kaizen,usually translated as continuous improve-ment. As TWI originally expressed it:
12Target Volume 18, Number 1

•"Remember there will always be a better way. Keep searching for further improvements."
•"We can't afford to be 'too busy' to findtime to continually search for improvements."
•"Improvements must be made now!"24
All these phrases are found in the 1943TWI Job Methods training manual, addi-tional evidence of kaizen's roots in TWI.Since 1943, kaizen is much refined, and thetechniques that the Toyota ProductionSystem merged with it, such as 5S, jidoka,etc had the objective of promoting kaizen.But learning by doing and other principleson which both are based are not new:
The principles of the Job Methods plan are not new. They were developedthirty years ago.25
This statement from the Job Methods train-ing manual (1943) refers to Charles Allen'sdevelopment of his 4-step method. As withmost solid methodology, Charles Allen's 4-step method had developed from ever-ear-lier roots, the Herbartian steps of trainingfrom the previous century.26 In any case,an industrial philosophy Americans consid-er modern and foreign is actually an old,but neglected hometown practice.
Learn By DoingAll training programs were based on
the learner using the procedure on an actualshop issue and presenting it to the group ----learning by doing ----a phrase oft repeated inThe Training Within Industry Report: 1940-1945:
It must be built on the principle of demonstration and practice of "learningby doing," rather than on theory. 27
This referred to Charles Allen, whose4-Step method was built upon creating thebest possible environment to enable perfectlearn by doing situations. This simple ideagot lost in the United States, but it is stillalive in the Toyota Production System.
Management must be shown that Job Methods was not an attempt to make professional engineers out of their supervisors. Job Methods will help supervisors to make many small improvements on the job they are closestto. TWI needed to stress this point to management, and trainers needed to steer supervisors toward the improve-ments that were closest to them, those which could be made without wholesale re-design of machines or tools or depart-ment layouts.22
Sounds much like the aim of kaizentoday. Research by Alan Robinson of theUniversity of Massachusetts confirms thatJob Methods was the precursor to kaizen inJapan:
The aim of this program was to teach supervisors the importance and tech-niques of continuous improvement.23
The outline for TWI's Job Methods 4-Steps also reads much like the kaizen train-ing materials offered by the ShingijitsuConsulting Group (a Japanese consultinggroup, whose founders came from Toyotaand its group companies). Shingijitsu hasgiven kaizen workshops throughout NorthAmerican and European industry.
Any one in a kaizen workshop mayhave heard the phrases below:
•"The answers to Why? And What?identify unnecessary details to beeliminated."
•"The answers to Where?, When?, and Who? give leads for combining and rearranging."
•"The answers to How? supply leads fordeveloping 'the one best way' today bysimplifying."
•"Work out your ideas with others"•"Operators have good ideas too; often
just as many as we have ----sometimes more!"
•"Improvements are of no value unless put to work."
•"Put the new method to work ----use it until a better way is developed"
13First Quarter 2002

John Shook relates another example oflearn by doing in Becoming Lean:
Learn by doing translates as: build somecars. After a couple of weeks of orienta-tion, I was put to building Corollas at theTakaoka plant, which was a great expe-rience, though I didn't appreciate every aspect at the time.28
John experienced the method workingin Toyota's plants including assembly,
stamping, body weld, paint and finalassembly. All engineers and managers geta similar experience to gain an intimateunderstanding of the processes for whichthey will be responsible. There is no betterunderstanding than by doing.
Supervisor DevelopmentTWI changed the role of supervisors in
Japanese industry. Although supervisorshave always played a critical role in manu-facturing, TWI emphasized the interfacebetween the supervisor and operator.Within Toyota, the team leader becomesinstructor, leader, advisor, fill-in, improve-ment solicitor, and implementer. Thesefunctions correlate to the three "J" pro-grams and the lessons they taught thesupervisors.
1. Job Instruction Training (JIT) taught supervisors the importance of proper training for their workforce and how to provide this training.
2. Job Method Training (JMT) taught howto generate and implement ideas for continuous improvement.
3. Job Relations Training (JRT) taught leadership and human relations.29
As both TWI and Charles Allen empha-sized, the supervisors (instructors) must domuch more than know the job. They mustbe able to develop procedures and instructlearners to receive, understand, and applythe methods of the job. Job Methods andJob Relations also required supervisors tolead people and use their ideas to improveproduction.
Top Management Support
Anyone who has worked to implementlean manufacturing understands that to besuccessful, the absolute support of man-agement is necessary. It has always beennecessary for any major change. Duringthe days of TWI, before any training tookplace, upper management support for it hadto be forthright. TWI directives delineatedTWI's responsibilities and the host compa-ny's responsibilities. (See Figure 7.)
14Target Volume 18, Number 1
SOURCE: War Production Board, Bureau of Training, Training Within IndustryService, June 1944, Management and Skilled Supervision (Washington D.C.:U.S. Government Printing Office), Back cover.
Figure 7. Figure 7. TWI and Host Company Responsibility Requirements

This requirement fit the "for industryby industry" attitude held by TWI leader-ship. Chapter 5 in The Training WithinIndustry Report is entitled, Working WithManagement.
In 1943 TWI established the policy of starting a program in a plant only after the executive group and the supervisoryorganization had been thoroughly informed about the TWI programs. This executive group, also, had to be thoroughly aware of its responsibility formaking these programs work. It can readily be appreciated that a busy president can approve a program enthusiastically, but the plant superin-tendent, if ignorant of it or unsold as to its possibilities, can be a barrier.30
TWI presented training as a manage-ment tool and promoted results, not tech-niques. The leadership knew that mostAmerican managers were ultimately inter-ested in bottom line results, a predilectionthat continues, but by playing to it, TWIachieved initial buy-in and continued sup-port by a large number of executives.31
Coaching
"Coaching" is often presented to alllevels of management as a greatlyimproved, modern method of managingpeople. Yet "coaching" was repeatedthroughout the TWI Report, and devotes asection to it. TWI explained coaching to "J"program trainers using five points:
1. Give reasons and advantages.2. Get understanding of the principles.3. Select a problem and work on it
together.4. Ask him to work another problem
alone.5. Give credit for good results and good
effort.32
The TWI report went on to explain what itmeans to coach someone in a plant envi-ronment and how it supports the MultiplierPrinciple:
Coaching only means helping someone to do a better job of what he's trying to do.33
The objective of a TWI program, and theobjective of coaching, is not to solve a problem, but to develop ability to solve any problems when they come up.All of this means a personal working relationship ----you can't coach on the phone, or in a letter, or by a lecture. Youhave to work with a man. His boss is thebest one to work with him, out on the job. He can show him how to do a better job ----not just criticize, explain why his good work succeeded so he'll dothe same thing again…34
And where did TWI derive their ideason industrial coaching? Charles Allenagain:
The men will eventually think of the instructor as a "coach" rather than as a production foremen…Under good management…the men will not be afraidto ask questions and the questions will be to the point; there will be much dis-cussion but there will be little argument;the men will be on the job whether theyare under the eye of the instructor or whether they are not; all conditions willbe business-like and "natural". 35
Allen and TWI had both the conceptand practice of coaching down pat, but did-n't quite get around to calling it a "team"environment.
Job Elimination due to KaizenJust as is true when implementing lean
manufacturing today, one of the most com-mon questions asked during Job Methodstraining was "What should be done ifemployees are eliminated as a result ofmethods change?"36 TWI emphasized thatthis issue was the responsibility of compa-nies, but promoted a standard "suggestion"to them that parallels the standardresponse in kaizen projects today:
15First Quarter 2002

The TWI Service merely promotedgood management practices as a means toimprove production. Process improvement,or kaizen, is as fundamental now as it wasthen. TWI had a bigger impact on war pro-duction than was generally realized at thetime. Transplanted to Japan, it had a biggerimpact than is generally realized now. (SeeFigure 8.)
Why Was TWI "Lost?"
No explanation is simple and straight-forward, but two factors played a signifi-cant role. At the end of World War II theUnited States had not only led the victory inboth the Pacific and Europe, but also sup-plied products to its allies before and duringthe war. An incredible industrial build-uptook place with many of the "boys" fightingoverseas. It emerged as a Superpower withno damage to its infrastructure. Morale washigh; the industrial base big and strong.
One factor in TWI's demise was that itdeveloped under conditions considered
In dealing with a specific instance duringthis war period, it is recommended: thatno one ever be laid off as a result of a methods change but that an employee thus affected be transferred…37
Waste Elimination
Job Methods is about job improvementor in today's terms, waste elimination. Its 4-Step method closely resembles kaizenmethodology: List the details of an opera-tion; question all steps presently involved ina job; develop new methods (combine,rearrange, simplify), and apply the newmethods. It comes down to the samebasics. Set an original standard, then startasking why, improve it, and set a new stan-dard. In TWI language:
This improvement was not accomplishedthrough speed-up, but through elimina-tion of unnecessary details.38
Use it until a better way is developed.39
Figure 8. Figure 8. Timeline of TWI Evolution

temporary. High volume war productionwas considered a project to be discontin-ued at war's end when things would goback to normal. In their report, TWI leadersrecalled how they always felt that the endof their service was just a few days away.This "feeling" lasted about five years, muchlonger than they had anticipated. No visionfor TWI beyond the wartime years existed.
Back to normal meant that many menreturned from the war to their old jobs, try-ing to take up where they had left off.Untrained in TWI methods, they saw noneed for it, and their bottom-line manage-ments saw no further need for it. The USindustrial base reigned supreme because itwas the only one left standing.Complacency may be the biggest contribu-tor to the loss of TWI's accomplishments.Dooley, Dietz, Kane, and Conover, the lead-ership of TWI, seemed to sense what wouldhappen.
In looking at the simplicity of TWI pro-grams it would seem that, since they only represent common sense, their development should have been possiblewithout too much trouble. But it must beremembered that a lot of non-essentialshad to be eliminated.
The TWI programs have been developedunder opportunities never before avail-able ----the nation's war plants have been the laboratory, the experimental shop, and the proving ground. Development work would have continued as long as TWI existed - no programis ever perfect, and no program is any good unless it meets needs. Since needschange, any program must be kept growing.40
As may be recalled, when war produc-tion was obviously critical, perhaps asmuch time was spent selling TWI to com-pany managements as was spent conduct-ing the training. After the loss of the "need"and the untrained "boys" returned, thesales job seemed impossible. Resistance tochange returned to "normal" too.Inevitably, TWI principles faded from the
industrial landscape.By contrast, the Japanese had no "nor-
mal" to which they could return. Theirindustrial war of survival began with thepost-war occupation, and in this crucibleTWI, SPC and other "advanced" industrialpractices of the day began to be trans-formed into the systems that have migratedhere since around 1980.
Japanese themselves contend thatmost of their post-war industrial develop-ment had no relationship with any unique-ness of Japanese culture. The methodsmost famously developed by Toyota arewell-organized, well-trained commonsense, some of which originated in theWest, probably around a hundred years ago,their underlying themes unchanged. In asense, manufacturing success in the futuremay depend on learning to do again whatwe have already done.
BIBLIOGRAPHY
Allen, Charles R. 1919. The Instructor, TheMan, and The Job. Philadelphia and London:J.B. Lippincott Company.
Colvin, Fred H. 1988, (originally published in1947). Sixty Years with Men and Machines.Bradley, IL: Reprint by Linday Publications.
Dietz, Walter with Betty W. Bevens. 1970.Learn by Doing: The Story of Training WithinIndustry. Summit, NJ: Walter Dietz.
Fujimoto, Takahiro. 1999. The Evolution of aManufacturing System at Toyota. New York:Oxford University Press.
Graupp, Patrick and Kazuhiko Shibuya. 2000.Job Methods Improvement . Japan: ASAPublishing.
Imai, Masaaki. 1986. Kaizen: The Key toJapan's Competitive Success. New York:McGraw-Hill.
___ 1997. Gemba Kaizen: A Commonsense,Low-Cost Approach to Management. New York:McGraw-Hill.
Japan Management Association. 1986.Kanban: Just-In-Time at Toyota. Cambridge,MA: Productivity Press.

Labor Division. Office of ProductionManagement. Training Within IndustryService. August 1941. How To Train ProductionOperators. Washington D.C.: U.S. GovernmentPrinting Office.
Labor Division. War Production Board.Training Within Industry Service. date notgiven. Job Instruction: A Manual for ShopSupervisors and Instructors. Washington D.C.:U.S. Government Printing Office.
_____ January 1943. The Training Within IndustryProgram, Bulletin No. 1. Washington D.C.: U.S.Government Printing Office.
Liker, Jeffrey K. ed. 1997. Becoming Lean:Inside Stories of U.S. Manufacturers. Portland,OR: Productivity Press.
McCord, Bird. "Job Instruction." Robert L. Craig(ed.). 1976. The Training and DevelopmentHandbook ---- A Guide to Human ResourceDevelopment. 2nd ed. New York: McGraw-Hill,pp. 32-3 - 32-24.
Robinson, Alan. 1991. Continuous Improvementin Operations: A Systematic Approach to WasteReduction. Cambridge, MA: Productivity Press.
Robinson, Alan, and Dean M. Schroeder.Winter 1993. "Training, Continuous Improvement,and Human Relations: The U.S. TWI Programsand the Japanese Management Style."California Management Review Vol. 35, pp. 35-57.
Robinson, Alan, and Sam Stern. Summer1995. "Strategic National HRD Initiatives:Lessons from the Management TrainingProgram of Japan." Human DevelopmentQuarterly Vol. 6, no. 2, pp. 123-147.
_____1997. Corporate Creativity: How Innovationand Improvement Actually Happen. SanFrancisco, CA: Berrett-Koehler Publishers.
Spear, Steven and H. Kent Brown. September-October 1999. "Decoding the DNA of theToyota Production System." Harvard BusinessReview. Reprint 99509. pp. 96 - 106.
War Production Board. Bureau of Training.Training Within Industry Service. 1943. JobMethods: Sessions Outline and ReferenceMaterial. Washington D.C.: U.S. GovernmentPrinting Office.
_____1943. Job Instruction: Sessions Outline andReference Material. Washington D.C.: U.S.Government Printing Office.
_____June 1, 1944. Job Relations: Sessions Outlineand Reference Material. Washington D.C.: U.S.Government Printing Office.
_____ June 1944. Management and SkilledSupervision. Washington D.C.: U.S. GovernmentPrinting Office.
_____ June 1945. Program Development Institute.Washington D.C.: U.S. Government PrintingOffice.
_____August 1945. Union Job Relations: 10-HourSessions Outline and Reference Material.Washington D.C.: U.S. Government PrintingOffice.
_____ September 1945. The Training WithinIndustry Report: 1940-1945. Washington D.C.:U.S. Government Printing Office.
Womack, James P., and Daniel T. Jones. 1996.Lean Thinking: Banish Waste and Create Wealthin your Corporation. New York: Simon &Schuster.
1 War Production Board, Bureau of Training, TrainingWithin Industry Service, September 1945, The TrainingWithin Industry Report: 1940-1945, (Washington D.C.:U.S. Government Printing Office), p. 6.2 Ibid., p. 126.3 Labor Division, War Production Board, Training WithinIndustry Service, January 1943, The Training WithinIndustry Program, Bulletin No. 1 (Washington D.C.: U.S.Government Printing Office), p. 3.4 Walter Dietz with Betty W. Bevens, 1970, Learn byDoing: The Story of Training Within Industry (Summit, NJ:Walter Dietz), p. 13.5 Charles R. Allen, 1919, The Instructor The Man and TheJob, J.B. (Lippincott Company; Philadelphia and London),p. 129.6 Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 193.7 Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, pp. 185-190.8 Ibid., pp. 48-49.9 Dietz, p. 4.10 Labor Division, Office of Production Management,Training Within Industry Service, August 1941, How ToTrain Production Operators (Washington D.C.: U.S.Government Printing Office), p. 1.11 Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 230.12 Dietz, p. 19.13 Bird McCord, "Job Instruction," Robert L. Craig (ed.),1976, The Training and Development Handbook - A Guideto Human Resource Development, 2nd ed. (New York:McGraw-Hill), p. 32-17.14 Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 40.15 Ibid., p. 6.16 War Production Board, Bureau of Training, TrainingWithin Industry Service, 1943, Job Methods: SessionsOutline and Reference Material (Washington D.C.: U.S.

Government Printing Office), p. 1.17 John Shook, "Bringing the Toyota Production System tothe United States: A Personal Perspective," Jeffrey Liker(ed.), 1997, Becoming Lean (Portland, OR: ProductivityPress), p. 69.18 This section is based on the research and writing of Dr.Alan Robinson of the University of Massachusetts,Amherst. He has done excellent research in discoveringthe story behind the impact of TWI in Japanese manage-ment practices. For further details, reference his workgiven in the bibliography.19 Alan Robinson and Sam Stern, 1997, CorporateCreativity: How Innovation and Improvement ActuallyHappen (San Francisco, CA: Berrett-Koehler Publishers),p. 74.20 Takahiro Fujimoto, 1999, The Evolution of aManufacturing System at Toyota (Oxford University Press:New York, New York), p. 40.21 Robinson, 1997, Corporate Creativity: How Innovationand Improvement Actually Happen, pp. 77 - 79.22 Ibid., pp. 38-39.23 Alan Robinson, 1991, Continuous Improvement inOperations: A Systematic Approach to Waste Reduction(Cambridge, MA: Productivity Press), p. 18.24Training Within Industry Service, 1943, Job Methods:Sessions Outline and Reference Material, pp. 29 - 34.25 Ibid., p. 37.26The Herbartian steps of training was a methodologydeveloped by John Frederick Herbart (b. at Oldenburg,1776; d. at Göttingen, 1841, Germany), a Germanphilosopher and educationist.27Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 32.
28John Shook, "Bringing the Toyota Production System tothe United States: A Personal Perspective," Jeffrey Liker(ed.), 1997, Becoming Lean, p. 47.29Robinson, 1997, Corporate Creativity: How Innovationand Improvement Actually Happen, p. 75.30Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 61.31Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945. The detailsof TWI process are discussed fully in Chapter 5, WorkingWith Management, pp. 60 - 75.32Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p.172.33Ibid., p.173.34Ibid., pp.172 - 173.35Allen, 1919, p. 281.36Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 231.37Ibid.38Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 224.39Ibid., p. 227.40Training Within Industry Service, September 1945, TheTraining Within Industry Report: 1940-1945, p. 261.
© 2002 AME® For information on reprints, contact:Association for Manufacturing Excellence380 West Palatine RoadWheeling, IL 60090-5863847/520-3282www.ame.org