The revolution of TIG welding
2
+49 (0)40 / 658 75 – 255 [email protected] DINSE is your dependable partner for the entire welding process. Contact us and schedule an appointment for personal consultation. DINSE 2019 WF 2132 Technical and/or optical changes are subject for modifications. Also the already known torches are now available with the new electrode units torch head DIX TETZ 7500 DIX TETZ 85xx DIX TETZ 75xx DIX TETZ 7545 torch head DIX TAZ 8000 DINSE G.m.b.H. · Tarpen 36 · 22419 Hamburg · Phone: +49-(0)40 658 75-0 · Fax: -200 · [email protected] · www.dinse.eu Your dealer: EXAMPLES FOR TORCH HEADS torch head DIX TETZ 8000 Push-Pull with cold wire torch head DIX REWTZ 8500 for hollow shaft robots torch head DIX TETZ 8545 Push-Pull with cold wire Thanks to the new design, the TIG torches are particularly flexible in terms of design and length of the torch necks. You have the choice between two construction sizes (7000 and 8000) with matching electrode diameters. In addition, the screwable electrode untis are avail- able in different lengths depending on the process requirements, as well as in numerous alloys and grinding angles. In short: you define your requirements - we construct your individual and needs-based TIG torch. SYSTEM EXAMPLES Nomorelongtungstenelectrodes Noadjustmentorgrinding Anygeometrypossible Improvedcooling Longerservicelife Increaseofproductivity DIX TAZ 8000, TETZ 8000, 85xx, 75xx The revolution of TIG welding TIG AUTOMATIC TORCHES WITH SCREWED ELECTRODE
Transcript of The revolution of TIG welding

+49 (0)40 / 658 75 – 255 [email protected]
DINSE is your dependable partner for the entire welding process. Contact us and schedule an appointment for personal consultation.
DIN
SE 2
019
WF
2132
Tech
nica
l and
/or
op
tica
l cha
nges
are
sub
ject
fo
r m
od
ifi ca
tio
ns.
Also the already known torches are now available with the new
electrode units
torch head DIX TETZ 7500
DIX TETZ 85xx DIX TETZ 75xx DIX TETZ 7545
torch head DIX TAZ 8000
DINSE G.m.b.H. · Tarpen 36 · 22419 Hamburg · Phone: +49-(0)40 658 75-0 · Fax: -200 · [email protected] · www.dinse.eu
Your dealer:
EXAMPLES FOR TORCH HEADS
torch head DIX TETZ 8000Push-Pull with cold wire
torch head DIX REWTZ 8500 for hollow shaft robots
torch head DIX TETZ 8545Push-Pull with cold wire
Thanks to the new design, the TIG torches are particularly � exible in terms of design and length of the torch necks.
You have the choice between two construction sizes (7000 and 8000) withmatching electrode diameters. In addition, the screwable electrode untis are avail-able in different lengths depending on the process requirements, as well as in numerous alloys and grinding angles.
In short: you de� ne your requirements - we construct your individual and needs-based TIG torch.
SYSTEM EXAMPLES
No more long tungsten electrodesNo adjustment or grindingAny geometry possible Improved coolingLonger service lifeIncrease of productivity
DIX TAZ 8000, TETZ 8000, 85xx, 75xx
The revolution of TIG welding
TIG AUTOMATIC TORCHES WITH SCREWED ELECTRODE WITH SCREWED ELECTRODE
INNOVATIVE RETAINER
ONE SIZE FITS ALL
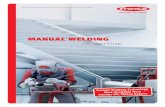
LABORATORY TEST: TRADITIONAL TIG TORCH DIX TETZ 400 WITH ELECTRODE COLLET HOUSING AND CLAMPED ELECTRODE AND NEW TIG TORCH DIX TETZ 8000 WITH THREADABLE ELECTRODE
TETZ 8000
TETZ 400
The high thermal load on the elec-trode leads to greater abrasion and faster wear.
Due to the shorter current path and the cooling just before the tip, the electrode is heated less and wears less.
TETZ 400
TETZ 8000
0 Sec.
0 Sec.
3 Sec.
3 Sec.
6 Sec.
6 Sec.
9 Sec.
9 Sec.
TraditionalTIG torch
Traditional TIG torch
NewTIG torch
NewTIG torch
Cooling-down of electrode and gas nozzle immediately after extinction of the arc.
Welding parameters:300 A / DC: 10:00 min. Shielding gas: Argon 4.6 / 8 l/min. Feed rate: 0.13 m/min. Stick-out: 5.5 mm Arc length: 5-6 mm
TETZ 8
Die Kühbis zur TETZ 80fest in dStromüVerschl
TETZ 4
ERHITZ
8000
hlung endet Nadel und f000 ist hohl gdie Aufnahmbergang. Alleiß der Elekt
400
ZUNG DER
1298
T
Temperature
bei der TETZfließt dort dugebohrt und me eingedreh diese Faktotrode beider
ELEKTROD
383
TETZ 400
e of electrode
Z 400 mehreurch die Spülwird von inn
ht, bei der TEren führen zr der TETZ 40
DE
60
during weldi
re Zentimetekammer. Danen durch daETZ 400 wird u der in den00.
613
ng in °C a
er vor der Elarüber hinauas einströmesie nur in di Fotos oben
168
TETZ 800
after 1 min.
ektrodenspits wird auch dende Gas zuse Spannzangsichtbaren d
25
00
after 6 min
tze. Bei der Tdie Gasdüse sätzlich geküge geklemmtdeutlich vers
n.
TETZ 8000 gegekühlt: Diehlt. Außerdet. Das verschstärkter Abn
eht das Kühlwe Elektrode dem ist die Elehlechtert dennutzung und
wasser der ektrode n
TEST 2: STANDZEIT ELEKTRODE
Testumfeld: Schweißen von Flansch-Formstücken in Roboterzelle mit synchronisierter Dreheinheit
Prozessparameter: 140 Ampere / ED: 2:08 Min. / Argon 4.6/8L
Ergebnis: 1) Wolframelektrode 3,2 mm Lymox Pink W+/ Anschleifwinkel 30° mit TETZ 400 Wechsel nach: 35 Bauteilen ( 72 Min.)
2) Wolframelektrode 3,2 mm schraubbar mit TETZ 400 Wechsel nach: 417 Bauteilen (867 Min.)
12 Mal mehr Bauteil /Standzeitverlängerung um XX Prozent
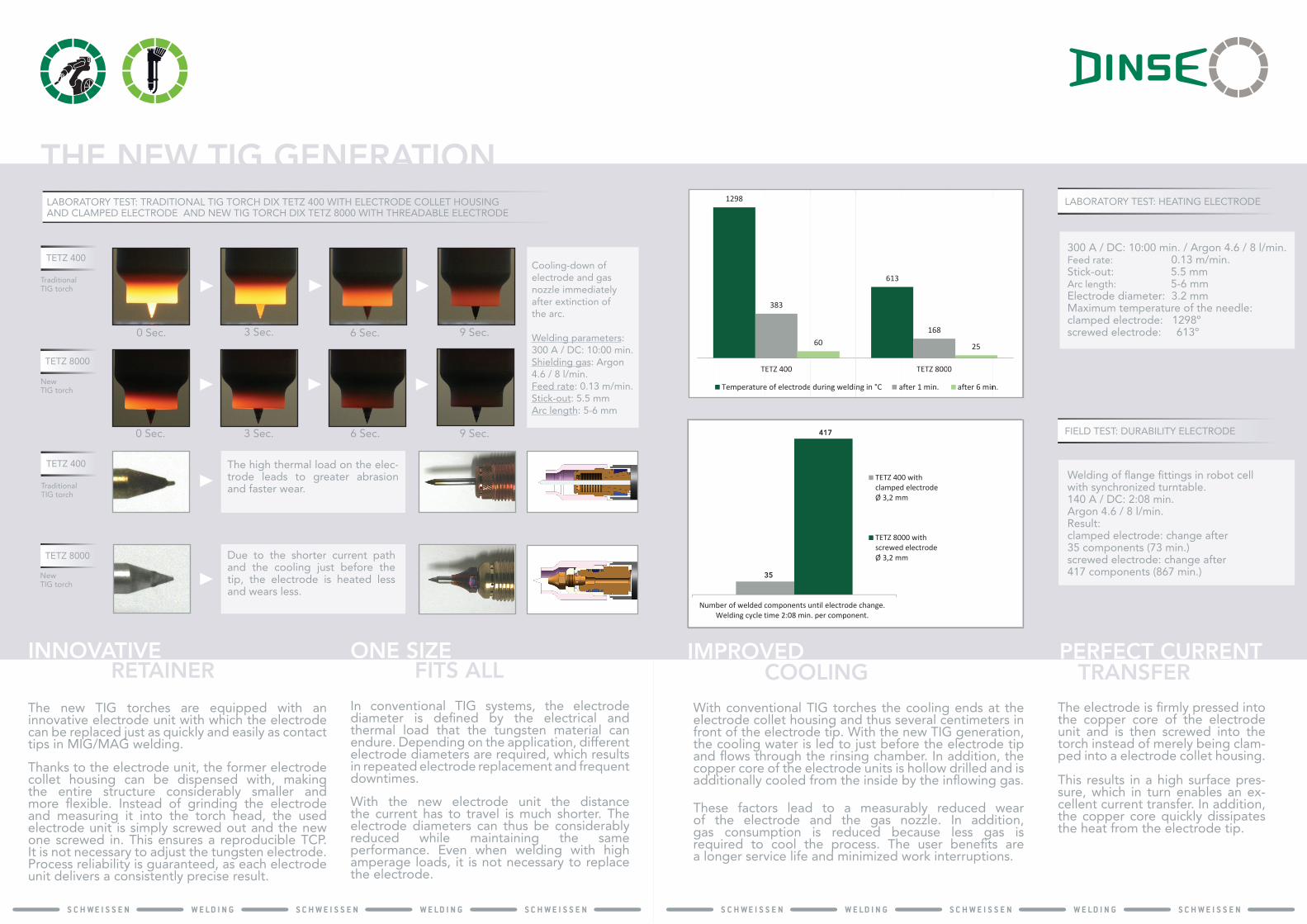
Number of welded components until electrode change.Welding cycle time 2:08 min. per component.
TETZ 400 withclamped electrodeØ 3,2 mm
TETZ 8000 withscrewed electrodeØ 3,2 mm
417
35
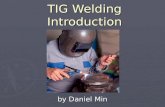
300 A / DC: 10:00 min. / Argon 4.6 / 8 l/min.Feed rate: 0.13 m/min. Stick-out: 5.5 mm Arc length: 5-6 mm Electrode diameter: 3.2 mmMaximum temperature of the needle:clamped electrode: 1298o screwed electrode: 613o
FIELD TEST: DURABILITY ELECTRODE
LABORATORY TEST: HEATING ELECTRODE
Welding of � ange � ttings in robot cell with synchronized turntable.140 A / DC: 2:08 min. Argon 4.6 / 8 l/min.Result:clamped electrode: change after 35 components (73 min.)screwed electrode: change after 417 components (867 min.)
The new TIG torches are equipped with an innovative electrode unit with which the electrode can be replaced just as quickly and easily as contact tips in MIG/MAG welding.
Thanks to the electrode unit, the former electrode collet housing can be dispensed with, making the entire structure considerably smaller and more � exible. Instead of grinding the electrode and measuring it into the torch head, the used electrode unit is simply screwed out and the new one screwed in. This ensures a reproducible TCP. It is not necessary to adjust the tungsten electrode. Process reliability is guaranteed, as each electrode unit delivers a consistently precise result.
In conventional TIG systems, the electrode diameter is de� ned by the electrical and thermal load that the tungsten material can endure. Depending on the application, different electrode diameters are required, which results in repeated electrode replacement and frequent downtimes.
With the new electrode unit the distance the current has to travel is much shorter. The electrode diameters can thus be considerably reduced while maintaining the same performance. Even when welding with high amperage loads, it is not necessary to replace the electrode.
IMPROVED COOLING
With conventional TIG torches the cooling ends at the electrode collet housing and thus several centimeters in front of the electrode tip. With the new TIG generation, the cooling water is led to just before the electrode tip and � ows through the rinsing chamber. In addition, the copper core of the electrode units is hollow drilled and is additionally cooled from the inside by the in� owing gas.
These factors lead to a measurably reduced wear of the electrode and the gas nozzle. In addition, gas consumption is reduced because less gas is required to cool the process. The user bene� ts are a longer service life and minimized work interruptions.
PERFECT CURRENT TRANSFER
The electrode is � rmly pressed into the copper core of the electrode unit and is then screwed into the torch instead of merely being clam-ped into a electrode collet housing.
This results in a high surface pres-sure, which in turn enables an ex-cellent current transfer. In addition, the copper core quickly dissipates the heat from the electrode tip.
THE NEW TIG GENERATION
▶ ▶ ▶
▶ ▶ ▶
▶
▶