
Mechanical properties of hemp fiber and hemp/PP composites ...

The replacement of silica fume with hemp flour in shotcrete applications
Victoria Munro, EIT (1,a), Kris J. Dick, Ph.D., P.Eng (2,b)
1 Department of Biosystems Engineering, University of Manitoba, Canada
2 Associate Professor, Department of Biosystems Engineering, University of Manitoba, Canada [email protected]
Keywords: hemp, hemp flour, shotcrete Abstract: In order to determine the effectiveness of hemp flour in shotcrete, six different shotcrete mixtures containing hemp were created and underwent initial testing. A control mixture containing silica fume was used for comparison purposes. Two different hemp flours of different particle size distributions were utilized. Three different hemp flour doses were used for each hemp flour type (six total doses).
Testing was performed to determine the density, air content, slump, and compressive strength (three, seven, and 28-days) of each mixture. Following initial testing, the optimal hemp dosage and type was selected by comparing the results with that of the control mixture. Both the control and optimal hemp mixtures were then shot using conventional shotcrete technique, and final compressive strengths of the both mixtures were then found.
Tests revealed that the hemp-shotcrete had significantly higher air content than the control silica fume-containing shotcrete. The hemp mixtures also had lower densities. The air content increased with the hemp dosage, while the compressive strength decreased with the hemp content. The optimal hemp mixture contained 0.25 kg of hemp per 50-kilogram mixture, with a compressive strength of 15.65 MPa after 28 days compared to the control mixture strength of 43.70 MPa.
The final compressive strength of the hemp mixture after 28 days was 36.25 MPa, while the final compressive strength of the silica fume shotcrete was 48.70 MPa. However, the hemp-shotcrete had a higher continuous strength, increasing 76.4% over 21 days. The hemp-shotcrete required a longer curing time than the silica fume shotcrete.

1 Introduction
1.1 Problem Scope
Silica fume, used primarily as a cohesive agent in shotcrete, is produced using high-emission industrial furnaces, while hemp is an organically grown local crop. Several concrete and shotcrete manufacturers have raised concerns with the price of silica fume, which is considerably higher than that of Portland cement. The cost of silica fume is approximately $0.50 per kilogram, while hemp hurd can be purchased in Manitoba for $0.46 per kilogram or less. Hemp is an environmentally friendly concrete admixture, while remaining at a cost lower than that of silica fume.
1.2 Purpose and Objective The purpose of the study is to replace silica fume in shotcrete with finely ground hemp flour in
order to eliminate the negative environmental and economic impact of silica fume production in the shotcrete industry. Hemp is a highly absorbent organic material and this study focused on its efficiency to act as a cohesive agent and mimic the role of silica fume in shotcrete.
1.3 Measured Parameters The main aspects this study focused on were: density, air content, slump, and compressive
strength. During initial testing, these parameters were measured immediately after sufficiently mixing the wet and dry components of each 50-kilogram batch. The compressive strength of all six hemp mixtures and the control mixture was found after three, seven, and 28-days.
Density is the ratio of a substance’s mass to its total volume. It can be used to predict air content, as less dense materials indicate high air content. Air content is a measure of the air existing within a substance and is measured as a percentage. Air content is typically related to shotcrete strength; high air content will result in low compressive strength.
Compressive strength is the capacity of material to withstand an applied force before experiencing failure, usually seen in concrete in the form of cracking. The seven and 28-day strength was measured during final testing for both the optimal hemp-shotcrete and the conventional silica fume shotcrete.
Slump is used to measure the consistency of shotcrete and is performed using a slump cone.
2. Review of Literature
2.1 Shotcrete Shotcrete is the application of concrete or mortar using a nozzle and high-pressure air
compressor in order to “shoot” or spray the concrete onto a surface. Shotcrete is used underground or in areas that are difficult to implement cast-in-place concrete application and can be done using either a “wet” or “dry-mix”. Beaupré [2] describes shotcrete as “a special process used to place and compact cementitious materials” most often used for swimming pools, canal and tunnel linings, rock and slope stabilization, corrosion protection, structural repairs, and underground and surface construction. It is typically composed of four main elements: cement, water, silica fume, and fine/coarse aggregates [3].
The two most common types of processes for shotcrete are wet-mix and dry-mix [2]. In dry-mix shotcrete, silica fume is introduced in super sacks with cement, aggregates, and fibers. The cement and aggregates are batched at the plant while the silica fume and fibers are batched in transit and mixed on-site. Water is introduced at the nozzle in dry-mix shotcrete. In wet-mix shotcrete, the

silica fume is bulk batched at the plant with water, cement admixtures, and aggregates. It can also be introduced in slurry form at the nozzle [7].
Air content in fresh wet-mix shotcrete ranges from 3.2 – 5.0%, while the hardened air content can be in the range of 3.3 – 8.7% [2]. It is possible to produce shotcrete that possesses a compressive strength of up to 60 MPa using water-reducers and superplastticizers [3].
2.2 Silica Fume Silica fume is produced during the smelting of silicon and ferrisilicon by collecting the
vapors using large filters in a baghouse [8]. Silica fume is also referred to as micro silica, condensed silica fume, volatized silica, and silica dust and demonstrates both pozzolanic and cementitious properties. It is composed primarily of pure silica in non-crystalline form, has a high content of amorphous silicon dioxide, and the particles are spherical in shape. Silica fume usually contains more than 90% silicon dioxide with small amounts of iron, magnesium, and alkali oxides [8].
Ferrisilicon and silicon metals are manufactured using electric furnaces, and thus emit high quantities of carbon dioxide (CO2), a greenhouse gas. Silica fume is the smoke created by the furnace operation and is collected for use in concrete. It was estimated in 2007 that ferrisilicon production emitted 10,500 ktCO2 globally, and silicon metal production emitted 3,500 ktCO2 globally [4]. Additionally, silica fume increases the water demand due to its high specific surface. Morgan and Wolsiefer [7] also found silica fume increased the water demand in shotcrete compared to a purely Portland cement shotcrete in both wet and dry-mix shotcrete. Silica fume’s high CO2 emissions and high water demand make it an unsustainable product.
Silica fume is far less cost-effective than Portland cement. In 1994, Denis Beaupré reported that the cost of silica fume was four times the cost of Portland cement[2]. Today silica fume can be purchased in Manitoba for approximately $0.50 per kilogram, compared to $0.32 per kilogram or less for Portland cement.
2.3 Structural Properties of Silica Fume Silica fume is utilized in shotcrete to improve compressive and flexural strength, reduction
of rebound loss in dry-mix shotcrete (up to 50%), achievement of high early strength, synergistic improvements in crack control, impact resistance, toughness, higher bonding strength, higher cohesion (resist washout), increased freeze/thaw durability produced by lower permeability, enhanced resistance to chemical attack, high electrical resistivity, and low permeability to help resist corrosion of embedded steel [7]. It is a highly pozzolanic mineral admixture used primarily to improve durability, strength, and to replace Portland cement. In Canada, it is common practice to replace 7.5 – 12% cement by mass with silica fume [2].
Silica fume has an as-produced bulk density ranging from 130 – 430 kg/m3 and a specific gravity value of 2.22 [8]. Ninety-five percent of silica fume particles are finer than one micrometer and have very high surface areas [8]. Morgan and Wolsiefer [7] found that wet-mix silica fume shotcrete has a higher average compressive strength than dry-mix; however, the flexural strength of the dry-mix shotcrete is higher than that of the wet-mix.
2.4 Hemp Hemp is an organic material that is both economically and environmentally sustainable.
Hemp does not require pesticides or herbicides to grow [10] and is typically produced as fibers or hurds. Both the hurds and fibres are currently utilized in precast concrete blocks and panels as insulating materials, known as “hempcrete”. Hemp is grown locally on farms in Manitoba, thus reducing or eliminating transportation emissions. Hemp’s carbon footprint is much lower than that of silica fume.
Hemp fibres have a high tensile strength, which increases with compaction [1]. Hempcrete is able to undergo significant deformation before failure, reaching deformation values of above 50% before collapse [1]. In addition to being extremely ductile, hemp has a high thermal conductivity, ranging from 0.13 – 0.19 W/m˚C [5]. Similar to silica fume, hemp is an extremely absorbent
material. The hurds can absorb three to four times their weight in water within five minutes (Dick and Pinkos, 2014).
The form of hemp used in this study is hemp flour, collected as a byproduct from hemp hurd production. The hemp dust generated in hurd processing was collected and bagged for use in the experimental shotcrete.
3 Materials and Methods
All experimental research was performed at the Multcrete facility located at 555 Hervo Street, Winnipeg, Manitoba. Testing was done according to specifications set forth by Canadian Standards Association (CSA) A23.1-09/A23.2-09[6]: Concrete materials and methods of concrete construction/Test methods and standard practices for concrete. All equipment was provided by Multicrete. The hemp flour was provided by Plains Hemp, located at Hwy #5 - Municipal Road 130, 1/2 mile west of Gilbert Plains, MB.
No special design considerations are required for shotcrete and is therefore subject to the CSA standards specified above.
3.1 Initial Testing In order to determine the effectiveness of hemp flour in shotcrete, six different mixtures
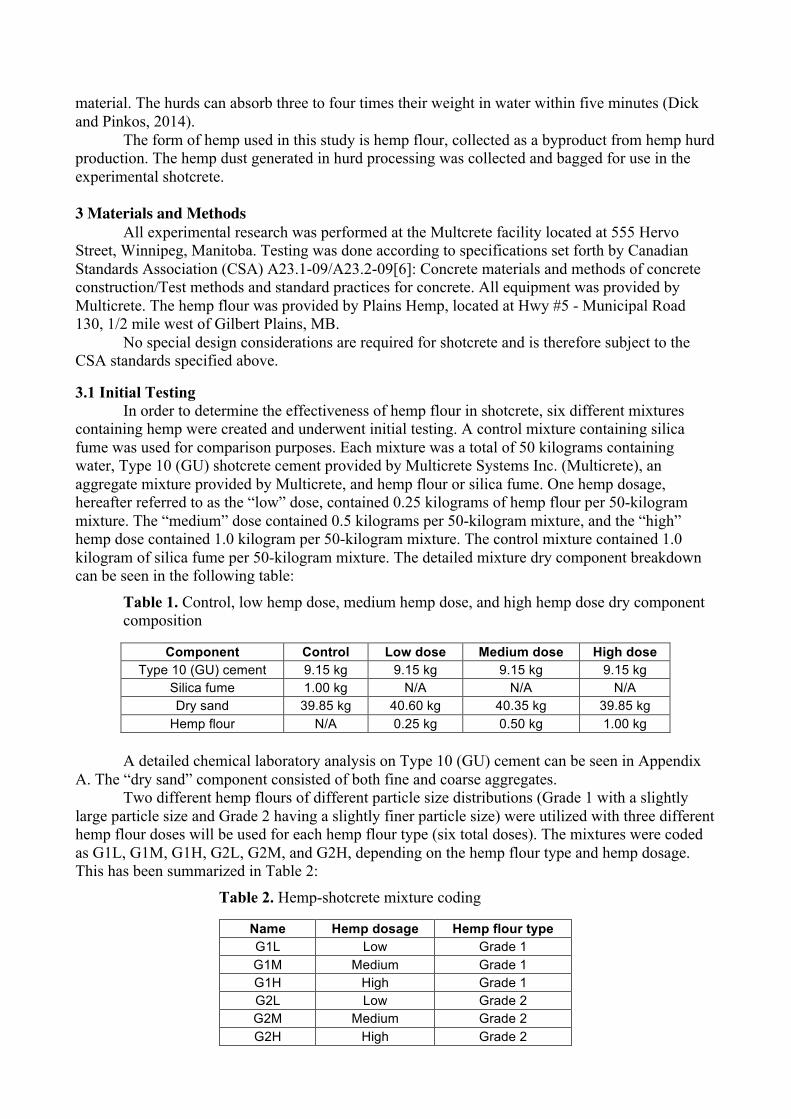
containing hemp were created and underwent initial testing. A control mixture containing silica fume was used for comparison purposes. Each mixture was a total of 50 kilograms containing water, Type 10 (GU) shotcrete cement provided by Multicrete Systems Inc. (Multicrete), an aggregate mixture provided by Multicrete, and hemp flour or silica fume. One hemp dosage, hereafter referred to as the “low” dose, contained 0.25 kilograms of hemp flour per 50-kilogram mixture. The “medium” dose contained 0.5 kilograms per 50-kilogram mixture, and the “high” hemp dose contained 1.0 kilogram per 50-kilogram mixture. The control mixture contained 1.0 kilogram of silica fume per 50-kilogram mixture. The detailed mixture dry component breakdown can be seen in the following table:
Table 1. Control, low hemp dose, medium hemp dose, and high hemp dose dry component composition
Component Control Low dose Medium dose High dose Type 10 (GU) cement 9.15 kg 9.15 kg 9.15 kg 9.15 kg
Silica fume 1.00 kg N/A N/A N/A Dry sand 39.85 kg 40.60 kg 40.35 kg 39.85 kg
Hemp flour N/A 0.25 kg 0.50 kg 1.00 kg A detailed chemical laboratory analysis on Type 10 (GU) cement can be seen in Appendix
A. The “dry sand” component consisted of both fine and coarse aggregates. Two different hemp flours of different particle size distributions (Grade 1 with a slightly
large particle size and Grade 2 having a slightly finer particle size) were utilized with three different hemp flour doses will be used for each hemp flour type (six total doses). The mixtures were coded as G1L, G1M, G1H, G2L, G2M, and G2H, depending on the hemp flour type and hemp dosage. This has been summarized in Table 2:
Table 2. Hemp-shotcrete mixture coding
Name Hemp dosage Hemp flour type G1L Low Grade 1 G1M Medium Grade 1 G1H High Grade 1 G2L Low Grade 2 G2M Medium Grade 2 G2H High Grade 2

Initial testing was performed to determine the density, air content, slump, and compressive
strength of each mixture. This was done to determine which hemp-shotcrete mixture had the most desirable properties and will be selected for use in the final testing stage.
The dry components (cement, sand, and silica fume or hemp flour) were first weighed on a scale sensitive to within 0.05 kg for each mixture. The dry components were first added to the plastic drum concrete mixer rotating at a speed of 26 revolutions-per-minute (rpm) and water was added, as needed, during mixing to achieve the desired texture. The Multicrete expertise supervised the water addition to determine when the desired texture was achieved (see Results). The water and dry components were allowed to mix until appropriate intermingling of the ingredients was achieved.
Once the desired texture was achieved, each shotcrete mixture underwent testing for air content, slump, and were cored for compressive strength testing. The temperature was recorded before commencing testing for each mixture to ensure consistent conditions. The air, dry component, water, and wet mixture temperature can be seen in Table 3:
Table 3. Air, water, dry component, and wet mixture temperature during initial testing
Control G1L G1M G1H G2L G2M G2H Tair (˚C) 16.9 20.7 22.8 23.2 19.4 19.4 21.5 Tmix (˚C) 15.8 22.5 22.7 23.9 23.4 22.0 21.9 Twater (˚C) 23.9 25.0 26.9 26.1 27.0 23.9 22.8
Tdry component (˚C) 17.0 20.3 20.7 22.6 20.3 19.5 20.4
The wet density was calculated by placing the mixture in a measuring bowl of known weight (3.88 kg) and volume (0.00704 m3). The shotcrete was then placed in the bowl and weighed. Any air within the mixture was removed by striking the side of the bowl with a rubber mallet. The density was calculated using:
€
ρwet =mbowl+shotcrete −mbowl
Vbowl (1)
A conventional slump test was used to find the slump of the wet shotcrete mix, with a slump in the range of 4.5” – 6.5” considered satisfactory. A conical testing specimen with a 200 mm base diameter and 100 mm top diameter of 300 mm height was used as a mold, with the top and bottom open and parallel to one another oriented perpendicular to the axis of the cone, as seen in Figure 1. The mold was placed upon a flat level wooden board and was filled in three layers, each approximately one-third the volume of the mold. Each layer was rodded using 25 strokes of a 16 mm diameter-tamping rod immediately after being placed within the mold. Once the third layer had been added to the mold and rodded, the top of the mold was leveled by placing the rod parallel to the ground and rolling it atop the mold several times. The mold was then carefully raised in a vertical motion. The slump was determined by measuring the difference in height of the mold and the average height of the top of the settled wet shotcrete that had been within the mold using a 12” ruler. If a slump of 4.5” – 6.5” was not achieved, the shotcrete was returned to the drum mixer and more water was added conservatively. If the slump exceeded 6.5”, the mixture was discarded and remade with less water.
Figure 1. Slump test mold

A calibrated, pressure-tight air entrainment meter was used to measure the air content of the wet shotcrete mix (Fig. 2), consisting of the same measuring bowl used in density testing and a cover. The cover of the air entrainment meter contained an air chamber, hand pump, a valve to bring the air chamber to atmospheric pressure, an operating valve to allow air in the chamber to enter the measuring bowl, two bypass valves that release air from the container directly to the atmosphere, flanges to create an air tight seal between the cover and measuring bowl, and a pressure gauge to display the air content.
The wet shotcrete mixture was placed within the measuring bowl in three layers, each one-third of the volume of the measuring bowl. After placing each layer within the bowl, a 16 mm-diameter tamping rod was used to rod the layer by stroking it 25 times. Once the last layer was added and rodded, the surface was leveled by placing the rod parallel to the ground and rolling it atop the bowl several times. The cover was then placed on the bowl with the operating valve closed and petcocks open, and the flanges were shut to create an airtight seal. All the air above the concrete was removed by injecting water into the petcock using a small syringe until water flowing from the opposite petcock contains no air bubbles. The hand pump was then used to pump air into the chamber until a slightly higher pressure than the starting point is attained, and the two petcocks were then closed. The pressure gauge needle returned to the initial starting point from air escaping through the air bleed valve while lightly tapping the pressure gauge. The main valve connecting the air chamber to the measuring bowl was then opened quickly and the measuring bowl was hit using a rubber mallet. The gauge was then lightly tapped again. Once coming to rest, the air content percentage was read from the display.
To find the compressive strengths of all seven mixtures, the wet shotcrete was placed in identical plastic cylindrical molds (three per mixture, 21 specimens total). The molds were first sprayed with lubrication oil to ensure the shotcrete specimen could be removed from the mold. Caps were placed on each mold filled with shotcrete and placed in a curing box with temperature sensors for three, seven, and 28 days. The curing boxes reached a maximum temperature of 24.0˚C and had a minimum temperature of 22.3˚C (Fig.3).
Figure 2. Air entrainment meter to measure wet shotcrete air content
Figure 3. Cylindrical shotcrete specimens placed inside curing boxes

Once the cylindrical test cores had been cured for the designated number of days, they were removed from the mold and placed in the concrete compression machine. The specimen was aligned with the bottom and upper bearing block and a constant loading rate was applied to the specimen until reaching failure. In this case, failure was considered to be the point where the cylindrical shotcrete specimen began showing visible cracks. The applied load when reaching failure was read from the apparatus display. The applied load in kN was normalized to a stress in MPa, by dividing by the specimen cross sectional area:
€
P =FAcs
(2)
This process was done after three, seven, and 28 days for each mixture. The hemp-shotcrete mixture with the most desirable properties and matched closest with those of the control mixture was then selected and used, along with the control silica fume-containing mixture, in final testing.
3.2 Final Testing The optimal hemp-shotcrete mixture was selected from the six original compositions based on initial testing results. The optimal mixture was shot alongside the control mixture using conventional, dry-mix shotcrete technique onto two-feet by two-feet panels approximately six inches deep. The dry components were added to a bag placed above a shotcrete pot connected to two Doosan Portable P185WJD Tier 4i compliant air compressors. The bag deposited the dry components into the shotcrete pot, which contained a rotary blade to mix the dry ingredients. One Doosan air compressor projected the shotcrete onto the panels while another air compressor turned the rotary blade. A nozzle with a hose connected to the shotcrete pot containing mixed dry components, and water was added to the nozzle before projection via the water supply connection.
Once each mixture sufficiently filled their respective panels, the panels were allowed to cure for three, seven, and 28 days. The hemp-shotcrete was too wet for testing after three days, and thus testing was only possible after seven and 28 days.
Following the designated curing time, 50 mm cubes were cut from each panel. These cubes were then weighed using a scale sensitive to within 0.05 kg and divided by the known specimen volume (0.000125 m3) to calculate the density:
€
ρcube =mcube
Vcube (3)
Figure 4. Shotcrete pot setup with hanging bag containing dry ingredients

The shotcrete cubes underwent the same testing procedure outlined in section 3.1 to determine the compressive strength, replacing the cylindrical test specimens with 50 mm cubes. The compressive strength was converted to MPa using formula (2). The effectiveness of the hemp-shotcrete was determined by its similarity to the control silica fume shotcrete in terms of compressive strength.
3.3 Particle Size Distribution Determination In order to find the particle size distribution of the two supplied hemp flours, a mechanical sieve analysis was performed using a stack of sieves ranging from 0.0075 – 1.180 mm square openings. A sample of each hemp flour grade was placed on a scale sensitive to 0.05 kg and weighed to find the total mass. The sample was then placed atop the sieve stack arranged in decreasing size with the largest sieve at the top and the smallest at the bottom. A lid was placed atop the stack to prevent any flour from escaping and was placed in a mechanical sieve shaker for ten minutes. The sieves were secured within the apparatus by bolting the lid to a tightening plate.
Once the hemp flour had been separated using the mechanical shaker, the stack was removed. The amount of hemp flour remaining atop each sieve was adequately removed from the sieve and weighed using the same scale. The sum of the mass of hemp flour on each sieve had to match the initial mass to ensure no flour had been lost in the separation process. The percent composition of the total particle size distribution was calculated using:
€
%distribution =msieve
mtotal
×100% (4)
Figure 5. Cured hemp-shotcrete cubes (left) and control shotcrete cubes (right)
Figure 6. Sieve stack placed in mechanical sieve shaker

4. Results
4.1 Water Addition
The following table shows the amount of water manually added for each shotcrete mixture prepared for initial testing:
Table 4. Water additions for initial testing shotcrete mixtures
Water added
(L) Control 6.67
G1L 6.67 G1M 7.02 G1H 8.36 G2L 6.33 G2M 6.92 G2H 8.13
4.2 Initial Testing
Initial testing yielded the following measured results for slump, density, and air content:
Table 5. Slump, density, and air content for the initial wet shotcrete mixtures
Slump Density (kg/m3) Air content Control 4.5" 2232.95 3.3%
G1L 6.5" 1906.25 7.4% G1M 4.0" 1877.84 17.0% G1H 4.5" 1678.98 24.0% G2L 5.0" 2005.68 8.0% G2M 5.0" 1877.84 16.0% G2H 4.0" 1835.23 18.0%
Compression testing performed on the initial shotcrete mixtures after three, seven, and 28 days of curing resulted in the data displayed in Figure 1:

Figure 7. Compressive strength of the initial shotcrete mixtures after three, seven, and 28 days
As can be seen from the above figure, the G2L hemp-shotcrete had slightly higher
compressive strength than the other hemp-shotcrete mixtures, and was thus selected as the optimal hemp-shotcrete mixture carried forward to final testing.
4.3 Final Testing Following initial testing, final compression tests were performed on the shot optimal hemp-
shotcrete mixture (G2L) and a shot control mixture containing silica fume. The final densities of the optimal hemp-shotcrete and control mixture were found to be 2321.60 kg/m3 and 2636.00 kg/m3, respectively. The final compression strengths seven and 28 days after shooting both mixtures can be seen in Figure 2.
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
50.00
0 5 10 15 20 25 30
Com
pres
sive
Str
engt
h (M
Pa)
Time (days)
Control
G1L
G1M
G1H
G2L
G2M
G2H

Figure 8. Final compressive strength of the optimal hemp-shotcrete mixture and the control silica fume-containing shotcrete
4.4 Particle Size Distribution of the Hemp Flours The following figure details the particle size distribution of both hemp flours obtained by
mechanical sieve analysis:
0
10
20
30
40
50
60
0 5 10 15 20 25 30
Com
pres
sive
Str
engt
h (M
Pa)
Time (days)
Control
G2L
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
40.00%
45.00%
50.00%
0 - 0.075 0.075 - 0.150 0.150 - 0.300 0.300 - 0.600 0.600 - 1.180
Perc
ent c
ompo
sitio
n
Particle size (mm)
G1 hemp flour
G2 hemp flour
Figure 9. Particle size distribution of G1 and G2 hemp flours

5. Discussion
5.1 Density and Particle Size Distribution The control mixture was found to have a higher density than the hemp-shotcrete both as wet mixtures in initial testing and the shot, cured cubes in final testing. The Grade 1 hemp had a lower density than the Grade 2 hemp. This may have been due to a slightly higher composition of particle sizes less than 0.0075 mm, as a smaller particle size creates a higher porosity and lower density. The medium hemp dose resulted in identical densities, while the high and low densities varied significantly between the two hemp flour types. The density values increased from the wet shotcrete mixtures calculated in initial testing to the cured specimens in final testing. The control density increased from 2232.95 kg/m3 to 2636.00 kg/m3. The optimal hemp-shotcrete mixture, G2L, increased from 2005.68 kg/m3 to 2321.60 kg/m3, meaning both shotcrete densities increased by over 300 kg/m3 once shot and cured. This was likely caused by the high-velocity projection of the shotcrete onto the panels, compressing the mixtures, decreasing the pore space, and therefore increasing the density.
The low-density values are related to the high air content values measured in all the hemp-shotcrete mixtures. The particle size distribution of the two hemp grades were fairly similar, with the Grade 1 hemp having more particles smaller than 0.0075 mm and between 0.600 – 1.180 mm than the Grade 2 flour. The Grade 2 had a larger proportion of particles in the 0.075 – 0.300 mm “middle” range.
5.2 Water Addition Due to the highly absorbent properties of hemp, it was anticipated that the hemp-shotcrete
mixtures would have a much higher water demand than the control mixture. However, while the water requirement did increase with higher hemp content, it was not a significant increase. In fact, the G2L mixture had a lower water requirement (6.33 L per 50 kg batch) than the control mixture (6.67 L per 50 kg batch) with the slump only differing by 12mm. Overall, the hemp-shotcrete utilizing the Grade 2 hemp had a lower water demand than that containing the Grade 1 hemp.
The high doses of hemp flour for each grade had less than a two-litre water requirement difference than the control silica fume shotcrete. Due to the time constraints and limited scope of the project, it cannot be determined why the water demand was lower than anticipated in the hemp-shotcrete.
5.3 Air Content As can be seen from Table 5, all six hemp-shotcretes had a significantly higher air content
than the control shotcrete; the lowest being over double that of the control air content. In the case of the G1H hemp-shotcrete, the air content was nearly 25%. The G2L shotcrete had a slightly higher air content than the lose hemp dose utilizing the Grade 1 hemp flour, with all other Grade 2 air contents being lower than the Grade 1 air contents. Additionally, air content increased significantly with hemp content. According to CSA A23.1-09 [6], the highest air content requirement for any hydraulic concrete with any sized aggregate is 9% (CSA page 124), in which only the G1L and G2L hemp-shotcrete mixtures do not exceed. However, this is the acceptable air content for coarse aggregates of maximum size 10 mm. As there were coarse aggregates larger than 10 mm used in the hemp-shotcrete mixture, the hemp mixture does not fall within the 10 mm aggregate size category and thus the air content of all hemp mixtures exceeds the air content requirement specified. It is more likely that the maximum aggregate size used falls within the “28 – 40 mm” category, and thus the air content must fall within 4 - 7%. As the lowest achieved air content for the hemp-shotcrete is 7.4%, all hemp-containing shotcretes tested exceeded allowable air contents. The control mixture (3.3%) falls slightly beneath the range of 4 - 7% air content. This slight difference can be considered negligible, as shotcrete is typically applied in underground or inaccessible areas and have stable conditions with mild exposure to freeze-thaw cycles. Since air content is required in concrete to reduce damage due to these cycles, the minimum required air

content can be reduced to 3% [9]. Considering the minimal exposure to freeze-thaw cycles, the control mixture air content falls within the required range. From the obtained data, it is unclear what created the high air content values when hemp is added to shotcrete. Further testing is required to determine the cause of the large amount of air within the hemp-shotcrete.
5.4 Initial Compressive Strength The hemp-shotcrete initial compressive strengths were all found to be significantly lower than that of the silica fume shotcrete (43.70 MPa after 28 days). All of the hemp mixtures containing Grade 2 hemp had higher strength values than the Grade 1-containing shotcretes with the same hemp flour content. All seven shotcrete mixtures, regardless of admixture, had increasing strength with time. The silica fume shotcrete compressive strength nearly doubled from day three to day 28, while the maximum hemp-shotcrete increase was only 5 MPa in the G1L and 4.5 MPa in the G2L mixtures in the same time frame. As the hemp content increased, the compressive strength decreased. The low strength values can therefore be linked directly to the hemp flour. The increasingly high air contents (and low density) associated with the hemp flour content are likely the cause of the low strength of the hemp-shotcrete, however the exact reactions that take place and conditions that create the high air content and low compressive strength are not determinable from the available data. Shotcrete would likely be classified as having a CSA “C-4” class of exposure, defined as “non-structurally reinforced concrete exposed to chlorides, but not to freezing and thawing” [6]. As shotcrete is typically used in underground construction and within the mining industry, exposure to chlorides is expected. Underground temperature conditions typically remain stable and thus freezing/thawing cycles are minimal. The minimum specified compressive strength by CSA for concretes of type C-4 is 25 MPa after 28 days [6]. While the silica fume shotcrete exceeds this value, all six hemp-shotcretes do not. The hemp-shotcrete that comes closest to this value is G2L, with a compressive strength of 15.65 MPa after 28 days. As this is the hemp mixture closest to the requirement, the G2L mixture was selected as the optimal hemp-shotcrete mixture to use in final testing.
5.5 Final Compressive Strength Similar to the initial compressive strength, the shot hemp-shotcrete had a much lower compressive strength than the control shotcrete. The final compressive strength of the silica fume shotcrete was 48.70 MPa and 36.25 MPa for the G2L hemp-shotcrete. However, the difference of 12.45 MPa is significantly less than 28.05 MPa difference between the mixtures observed in initial testing. Although the seven-day compressive strength of the hemp-shotcrete was only 20.55 MPa compared to 40.45 MPa for the silica fume shotcrete, the hemp-shotcrete had a higher continuous strength (76.4%) than the control mixture (20.4%). It is unclear why the hemp-shotcrete had such a drastic continuous strength increase in comparison to the control shotcrete, but it may be related to the longer curing time required to the hemp-containing mixture. The hemp-shotcrete required more time to dry and thus more time to reach its compressive strength capacity. The hemp-shotcrete panels required more curing time than the silica fume shotcrete. While the silica fume shotcrete was sufficiently cured for the three-day compressive strength tests, the hemp-shotcrete was still very wet and testing could not be performed. The hemp-shotcrete cubes were ready to be tested after seven days, but the continuous strength increase could be related to the hemp-shotcrete requiring more time to sufficiently set and cure. Although it was observed that the cubes were sufficiently dry by seven days, 28 days (or slightly less) may be the optimal curing time for hemp-shotcrete. All final compressive strengths met the C-4 class of exposure compressive strength requirement specified in CSA A23.1-09. While the hemp-shotcrete is not likely to meet the high-strength concrete requirement of 70 MPa at 91 days outlined in CSA A23.1-09 (CSA 2009), it does meet the general requirements for normal concrete of class C-4 exposure.

6. Conclusion All six hemp-shotcrete mixtures had extremely high air content with low compressive strength values. The final hemp-shotcrete required over three days of curing time, but had a high continuous strength value of 76.4%, increasing from 20.55 MPa after seven days to 36.25 MPa after 28 days. The tested conventional shotcrete had a final compressive strength of 48.70 MPa, 12.45 MPa higher than the hemp-shotcrete. The air content of the conventional shotcrete was 3.3%, over 4% lower than the lowest measured hemp-shotcrete air content. The silica fume-containing shotcrete had a higher density throughout testing than all hemp-shotcrete mixtures. While the hemp-shotcrete did meet the general requirements for normal concrete of class C-4 exposure defined in CSA A23.1-09, the hemp-shotcrete did not match the measured parameters and performance of the silica fume shotcrete. Thus, the hemp flour failed to sufficiently replace silica fume as a shotcrete admixture. 7. Recommendations
Due to the time constraints and scope of the project, further testing to determine the cause of the high air content was not possible and should be performed in a separate project. It is recommended that a controlled laboratory test be performed on the hemp-shotcrete to observe the reactions that occur within the mixture. This would help explain the undesirable properties of the organic shotcrete and possibly result in a solution to the low strength properties. Knowing the origin of the high air content may improve the performance of the hemp-shotcrete.
It may be beneficial to test the hemp-shotcrete utilizing homogenous mixtures to determine an optimal particle size, possibly using particles solely less than 0.075 mm in diameter in comparison with a 0.600 mm particle size. This may help reduce air content and improve upon the compressive strength.
Testing to determine the ductile and thermal properties of the hemp-shotcrete may provide evidence for a wide variety of uses. Research performed by Camoes et al. [5] found that the implementation of hemp in concrete creates an extremely ductile material. This discovery was supported by the research done by [1] et al. in 2009. The low thermal conductivity of hemp may allow hemp-shotcrete to be used as a spray insulation product while also providing secondary strength to the structure.
It is not recommended that the hemp-shotcrete be used in any high-strength applications.
8. Acknowledgements: The authors wish to thank Multicrete Systems Inc of Winnipeg for their time and support, Plains Hemp for the hemp materials, Peter Hildebrand and the Alternative Village staff for their assistance. 9. References [1] Baley, C., T.T. Nguyen, and V. Picandet. 2009. Influence of compactness and hemp hurd characteristics on the mechanical properties of lime and hemp concrete. European Journal of Environmental and Civil Engineering 13: 1039-1050. [2]Beaupré, D. 1994. Rheology of high performance shotcrete. Published Ph.D. thesis. Vancouver, British Columbia: Department of Civil Engineering, The University of British Columbia. [3]Beaupré D. and M. Jolin. 2003. Understanding wet-mix shotcrete: mix design, specifications, and placement. Shotcrete Summer 2003 [Internet]: 6-12. Available from: http://www.shotcrete.org/media/Archive/2003Sum_jolinBeaupré.pdf [4]Bosch, P.R., Dave, R., Davidson, O.R., Metz, B., and L.A. Meyer. 2007. Non-ferrous metals. In Contribution of Working Group III to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change [Internet]. 7.4.2. Cambridge, United Kingdom and New York, NY, USA: Cambridge University Press. Available from: http://www.ipcc.ch/publications_and_data/ar4/wg3/en/ch7s7-4-2.html

[5]Camoes, A., R. Eires, R. Fangueiro, S. Jalali,, and J.P. Nunes. 2004. New eco-friendly hybrid composite materials for civil construction. Project No. POCI/ECM/55889/2004. University of Minho. Guimaraes, Portugal. [6]CSA Group (CSA). 2009. A23.1-09/A23.2-09 (R2014). Concrete materials and methods of concrete construction/Test methods and standard practices for concrete. [7]Morgan, D.R. and J.T. Wolsiefer. 1991. Silica fume in shotcrete. In CANMET/ACI International Workshop on this use of Silica in Concrete, 1-11. Washington, D.C. April 1991. [8]Siddique, R. and M.I. Khan. 2011. Silica fume. In Supplementary Cementing Materials, ed. XVI. 67-119. Berlin, Germany: Springer. [9]Portland Cement Association (PCA). 1998. Control of air content in concrete. Concrete Technology Today 19(1): 1-3. [10] Dick K.J. and Pinkos, J. 2014 Thermal, Moisture and Energy Performance of a Hempcrete TestStructure in the Northern Prairie Climate of Manitoba, Canada Key Engineering Materials Vol. 600 (2014) pp 475-482



















