The Overview of the Refractory Technology from the...
94
The Overview of the Refractory Technology from the Mini-Mill Application Perspective Tomas Richter General Manager Europe HarbisonWalker International
-
Upload
truongkhanh -
Category
Documents
-
view
214 -
download
1
Transcript of The Overview of the Refractory Technology from the...

The Overview of the Refractory Technology from
the Mini-Mill Application Perspective
Tomas Richter
General Manager Europe
HarbisonWalker International

Content
1. Type of Refractories
2. Raw Materials
3. Bonding Systems
4. Manufacturing Process
5. Wear Mechanisms
6. Standard Brick Shapes and Anchors
7. EAF Refractory Lining Considerations
8. Ladle Refractory Lining Considerations
9. Tundish Refractory Lining Considerations

Type of Refractories
Shaped
Products
Unshaped
Products
Hydraulic
Press
Fused
Cast
Isostatic
Press
Assem.
w/cast.
Gunning
Mixes Vibratables
Cast-
ables Mortars

Type of Refractories
Shaped
Products
Hydraulic
Press
Fused
Cast
Isostatic
Press
Prefab
Shapes

Type of Refractories
Unshaped
Products
Monolithics
Gunning
Mixes
Dry
Vibratables Castables Mortars

Manufacturing Process - Refractories
MUCH KNOW-HOW RAW MATERIALS
Equipment
Machinery MIXING
Kilns
etc. SHAPING
TEMP. TREATMENT
Final Product B R I C K
KNOW-HOW Installation
P R O D U C T I O N
B R I C K S
At Customer Site
M I X E S
P R O D U C T I O N
RAW MATERIALS KNOW-HOW
Equipment
MIXING
Semi-finished Product
M I X
At Customer Site
MIXING MUCH KNOW-HOW
Equipment
SHAPING Machinery
Service
TEMP. TREAT. etc.

Acid Neutral Basic
Silica Alumina
Chromic Oxide
Magnesia
Lime
Alumino-Silicate Magnesia-Chrome
Refractory Classifications

Refractory Classification for Steelmaking
Refractory
TypeSilica Fireclay Mullite High Alumina
Main Raw
MaterialQuartz Flint Clay KaoliniticClay
Bauxite and
Corundum
Dominant
Application
Coke Ovens
Blast Furnace
Coke Ovens
Blast Furnace
Blast Furnace
Reheat Furnace
Ladles
EAF
Refractory
Type
Magnesia
Chrome
Zirconia
ZirconDoloma Magnesia
Main Raw
Material
Magnesite
Chrome Ore
Zircon and
Zirconium OxideDolomite Magnesite
Dominant
Application
Secondary
Steelmaking
Ladles, EAF
Flow ControlLadles
AOD
Ladles
BOF
EAF
Mini-mill applications in red

1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
2700
2800
2900
3000
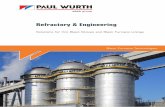
SiO2 Al2O3 Cr2O3 CaO ZrO2 MgO
Te
mp
era
ture
[°C
]
Silica
1702 C
3128 ºF
Alumina
2050 C
3722 ºF
Chromia
2275 C
4127 ºF
Calcia
2600 C
4712 ºF
Zirconia
2700 C
4892 ºF
Magnesia
2800 C
5072 ºF
Melting points of pure refractory oxides
1530 C
2786 ºF
Steel

Melting points of mixed oxides

Ternary Diagram

Magnesia
Sintered and Fused Magnesia
MgO between 90 to 99%
Purity (impurities)
B2O3
SiO2
Al2O3
Fe2O3
(CaO)
Crystal Size between 10 to 1000 microns
Density (porosity of grain) 3.10 to 3.45 g/cc

Microstructure Magnesia
Sintered Magnesia Fused Magnesia


Bonding System Classification
Class Characteristics Result Of:
Ceramic Strong to high temps, brittle, High Temp Firing
low porosity
Chemical Strong to intermediate temps, flexible Acid/Alkali Reaction
continuous matrix
Hydraulic Strong to intermediate temps, Cement/water Reaction
low permeability, high porosity
Carbon Strong to very high temps, oxidation Resin decomposition
continuous matrix, low porosity Carbide development

Bonding Systems
CERAMIC BOND CARBON
BOND
SINTERING
NO
STRENGTH
CARBONISATION
CHEMICAL
BOND PYROLYSIS PYROLYSIS
MESO-
HYDRAU- PHASE
HYDRAULIC RESIN
BOND LIQUEFACTION NETWORK 100°C
500°C
1000°C
1500°C
CACement
Reactive Alumina
-Sodium Silicates
- Phosphates
- Sulphates
- Chromates
Petroleum Pitch Resin

Ceramic bond
Theory: Reality:
unsintered sintered unsintered sintered
Sintering will develop at
presence of:
- additions (binder/sinter aid)
- high temperature
- impurities
- pressure (e.g..: ferrostatic
pressure of steel bath)
- small crystals and grains

Carbon Bonding Resin
45%
Pitch
55 – 70% Carbon yield
- Environment
+ + Matrix strength + Structure
- + Oxydation resistance
Behaviour at process + +
-
-

0
100
200
300
400
212 444 525 1022
Temperature, °F
Wate
r V
apor,
cm
3/g
Casting Water
C3AH6 C3AH6
C3AH1.5
Source: DL Hipps and JJ Brown, Jr.
Cement is a HYDRAULIC BONDING agent for castables, gunning mixes and some mortars which develops hydrates in contact with water.
The type and quantity of hydrates determine the properties of the final refractory concrete.

Classification of Castables (ASTM C401-91)
CaO Level Cement Level
Conventional
Castables
Low Cement
Castables
Ultra-Low Cement
Castables
Cement-Free
Castables
>2.5%
1.0-2.5%
<1.0%
<0.2%
15-30%
4-8%
<4%
No Cement
Category

2. Moisture Loss of Castables with Different
Cement Contents
0
20
40
60
80
100
0 200 400 600 800 1000 1200
Temperature, °F
Mois
ture
Loss,
%
ULC CAST LC CAST CON CAST HC CAST

3. Curing Temperature vs. Strength Castable with 15% Cement Dried 24 hrs. @ 220°F
0
200
400
600
800
1000
1200
1400
40 60 70 90
Curing Temperature, °F
Str
ength
, psi

Permeability of Bricks vs. Castables
0
1
2
3
4
5
6
7
0 250 500 750 1000 1250 1500 1750
Firing Temperature, °C
Rela
tive P
erm
eabili
ty
BRICK
CASTABLES

4. Curing Temperature vs. Permeability Castable with 15% Cement Dried 24 hrs. @ 220°F
0
10
20
30
40
50
60
70
80
40 60 70 90
Curing Temperature, °F
Perm
eabili
ty C
onsta
nt,
Englis
h u
nits x
10
6

Manufacturing Process - Refractories
MUCH KNOW-HOW RAW MATERIALS
Equipment
Machinery MIXING
Kilns
etc. SHAPING
TEMP. TREATMENT
Final Product B R I C K
KNOW-HOW Installation
P R O D U C T I O N
B R I C K S
At Customer Site
M I X E S
P R O D U C T I O N
RAW MATERIALS KNOW-HOW
Equipment
MIXING
Semi-finished Product
M I X
At Customer Site
MIXING MUCH KNOW-HOW
Equipment
SHAPING Machinery
Service
TEMP. TREAT. etc.

Refractory Manufacture - Brick

Standard Refractory Shapes

Standard Refractory Shapes

Standard Refractory Shapes

Standard Refractory Anchors

Standard Refractory Anchors

Wear Mechanisms
Corrosion by Slag
Chemical

Temperature Wear

Wear Mechanisms
Corrosion by Slag
Chemical

Thermal Expansion of Refractories
0
0.3
0.6
0.9
1.2
1.5
1.8
2.1
0 500 1000 1500
Temperature [C]
Th
erm
al E
xp
an
sio
n [
%]
M agnesia
Dolomite
Chromite
90% Corundum
80% Bauxite
M ullite
SiC
Graphite
Mechanical Wear

Thermal Conductivity of Refractory Bricks
0.0
20.0
40.0
60.0
80.0
100.0
120.0
900 1,400 1,900 2,400
Temperature, [o F]
Th
erm
al
Co
nd
ucti
vit
y,
BT
U.i
n/(
hr.
ft2.oF
)
Mag Carbon 20% C
Mag Carbon 15% C
Mag Carbon 10% C
Mag Carbon 5% C
Dolomite or MgO - Fired
Dolomite C - Bonded
Alumina Magnesia
Carbon
Mag-Chrome Fired
80% Alumina - Fired
Mechanical Wear

One-sided heating
One-sided expansion
tensile + compression stresses
cracks
One-sided cooling down
One-sided shrinking
compression + tensile stresses
cracks
Reasons for thermal stresses

Wear Mechanisms
Corrosion by Slag
Chemical

Solutions consisting primarily of molten metal oxides
Float on top of the steel because of specific gravity
lower than that of molten steel
Primarily liquid at steel making temperatures
Play an essential role in the steel making process
2C + O2 2CO
2Fe + O2 2FeO
4Al + 3O2 2Al2O3
Si + O2 SiO2
4P + 5O2 2P2O5
2Mn + O2 2MnO
Slags

Larry Wolfe, Carmeuse Lime & Stone– AIST Practical Seminar
Charleston, S.C., 2/2012
Slag Formers – Lime and Dolo-lime

PRIMARY SOURCES OF SLAGS
Oxidation of metallic elements from scrap
Non metallics- Sulfur & Phosphorus
Flux Additions – Dolo & hi calcium lime, spar
Dissolved refractory – Hearth material, gun
material, brick

0
5
10
15
20
1 2 3 4 5
Lime-Silica Ratio of the Liquid Slag (CaO/SiO2)
Per
cent
of
MgO
Dis
solv
ed in
the
Liq
uid
3100ºF*
3000ºF**
2750ºF
2900ºF
Solubility of Magnesia in a
Steelmaking Slag

• Four Variables:
– MgO content
– FeO content
– Temperature
– Basicity
• ISD’s show phase
relations of MgO
and FeO content at
fixed basicity and
temperature
Isothermal Stability Diagram

Solubility of Magnesia in Steelmaking Slag
Carmeuse Technical Training

EAF Refractories
• Magnesia Carbon: fused / sintered
- Carbon content 10-15%
- Metal additions for oxidation and strength
• Burned Magnesite: impregnated with pitch
• Hearth / Anode: 70 - 80% Magnesia
• Gunning; 60 to 98% Magnesia
• Delta: 80-85% alumina



EAF Bottom Designs

EAF Bottom Designs

Hearth Installation
De-air using pitchforks, vibrators or
walking on until proper compaction is
attained
Repeat these steps several times until
desired depth is achieved
Final compaction should be very firm
Final grade may be finished off by
using vibrating sled if desired


Examples or Refractory Applications – Electric Arc Furnace at
Installation

Magnesia-Carbon Bricks
Carbon Levels (usually 5-20%)
Higher levels : more slag resistant
Higher levels : resist EAF and LMF arc flare
Higher levels : more thermal shock resistant
Higher levels : less oxidation resistant

Magnesia- Carbon Bricks
Metal Additions
Higher levels yield stronger bricks.
Higher levels yield more oxidation resistant bricks.
Higher levels cost much more.
Higher levels – Bricks more brittle

Welded Door Jambs

NUCOR - NARCO
October 2009
One Piece Assembly

February 16-17, 2010 ANH Refractories Company

EAF Taphole Designs

EAF Straight Bore Taphole

EAF Conical Bore


EAF Delta and Roof •Primary function of Delta is to protect the roof from the electrode arc generated
during the melting operation.
•It is exposed to arc flare, thermal shock, oxidation, chemical corrosion, post
combustion and high temperatures.

Furnace Mono Installation Equipment

Furnace Gunning

Steel Ladles

Steel Ladles Safety Lining
Brick Safety Lining Monolithic Safety Lining

Steel Ladles

INSULATION
Insulation – Brings Freeze Plane into
Brick
Best Scenario - No Insulation
2nd Best - Minimize Insulation

Insulation versus no Insulation

Steel Ladles – Working Linings
US Steel Market
35%
50%
15%
Si-killed
Integrated
Al-killed

Steel Ladles

Lip Ring Constructions


Steel Ladles - Bottom

Precast and Composite Bottoms

Gas Purging Systems
Stir Plugs - Multiple Designs
and Compositions in Both Porous and Directional
Pocket Blocks – Multiple Compositions
Conventional Cast
Compression Cast
ISO Pressed
Plug Asssemblies – Could have some safety and life benefits
Plug Exchange Systems Multiple Systems ussually
supplied by the plug manufacturer

Well Blocks

Steel Ladles

Successful Monolithic Installations
Castables & Shotkast &Gunning Mixes
Material & Water Above 70 F
Cure at 70 to 90 F for High Strength
Use Recommended Amount of Clean,
Drinkable Water
Follow Recommended Heat-Ups




Tundish Technologies

Tundish Baffles

Tundish Impact Pads

Cast Tundish lining

Dry Vibe vs. Spray Technology
Profile with dry vibe Profile with spray
2.0 inch
1.5 inch
0.5 inch
2.0 inch
1.25 inch
2.0 inch

Tundish Spray Machines
What is important?
Reliable Control Equipment.
Easy operation.
Simple maintenance.
Recycle options.
Rapid, reliable spray application.
Auxiliary material handling systems.
Manual Spray systems.
Full Robotic systems for
high volume shops.

Spraying Tundish

Sprayed Tundish w/Baffle

Tundish Dryer

Dry-Vibe Mandrel/Curing Unit

Dry-Vibe Working Lining

Thank You