
The Finger Jointing Tool Programme - Leitz Tooling Finger Jointing Tool Programme 1 A new upsurge of...
25
The correct tools for every manufacturing process The Finger Jointing Tool Programme
Transcript of The Finger Jointing Tool Programme - Leitz Tooling Finger Jointing Tool Programme 1 A new upsurge of...

The correct tools for every manufacturing process
The Finger Jointing Tool
Programme

1
A new upsurge of creativity in wood is currently takingplace. Wood, with its incomparable design diversity, itsnatural character and its special atmosphere, is being re-discovered. New designs in solid wood and new interiordecorating ideas add to our living quality. Shaping wood hasa new future.
The finger joint principle is the key to this progress. It opensup many new paths in wood engineering and for interiordecoration and outfitting. Well thought-out tool systems forthe individual production of these joints in different sizes arean essential precondition. Leitz has made a majorcontribution to the development and improvement of thesetools.
The following pages contain the most comprehensive fingerjoint tool programme available from a single source. Ratherthan offering and recommending a specific finger joint toolsystem, Leitz has the correct tools for your company’s size,its machinery and its manufacturing processes. All Leitzfinger joint tools have these features in common: thehighest possible product quality and profitability, tailor-made for workshops as well as industrial companies. Make your choice!
All paths – one goal
2
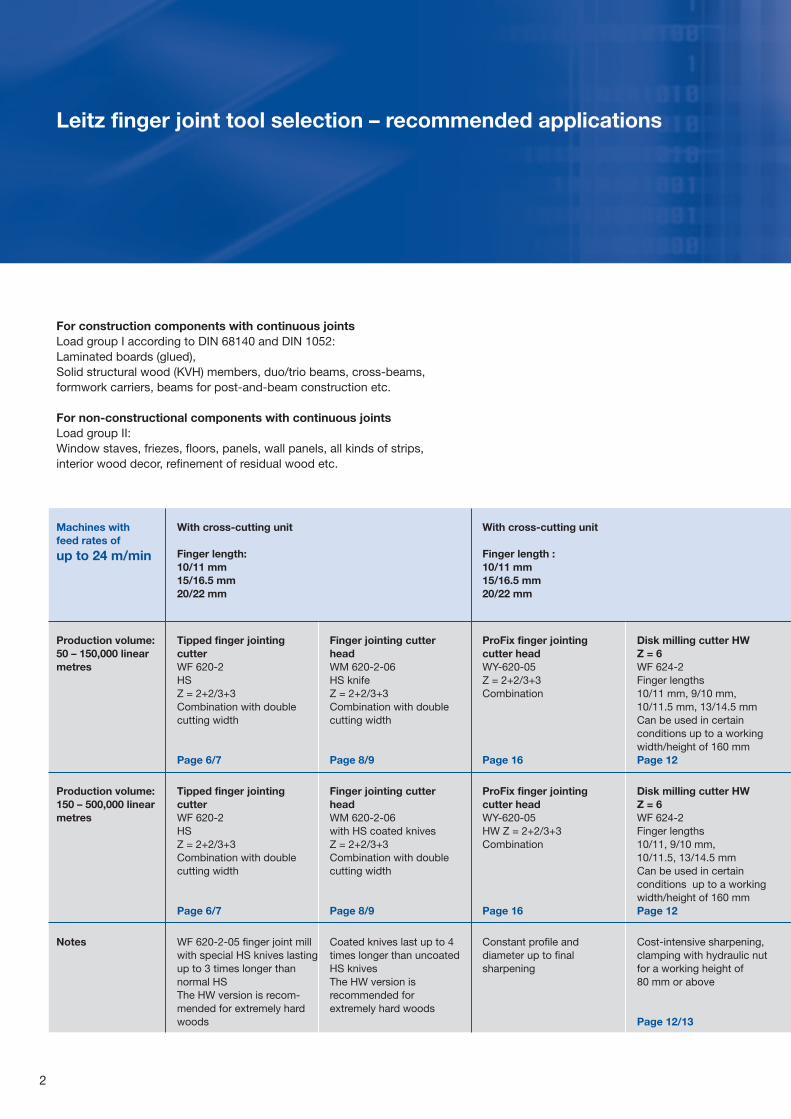
Leitz finger joint tool selection – recommended applications
Machines with feed rates of
up to 24 m/min
For construction components with continuous jointsLoad group I according to DIN 68140 and DIN 1052:Laminated boards (glued), Solid structural wood (KVH) members, duo/trio beams, cross-beams,formwork carriers, beams for post-and-beam construction etc.
For non-constructional components with continuous jointsLoad group II:Window staves, friezes, floors, panels, wall panels, all kinds of strips,interior wood decor, refinement of residual wood etc.
With cross-cutting unit
Finger length:10/11 mm 15/16.5 mm20/22 mm
Production volume:50 – 150,000 linearmetres
Tipped finger jointingcutterWF 620-2HSZ = 2+2/3+3Combination with doublecutting width
Page 6/7
Tipped finger jointingcutter WF 620-2HSZ = 2+2/3+3Combination with doublecutting width
Page 6/7
WF 620-2-05 finger joint millwith special HS knives lastingup to 3 times longer thannormal HSThe HW version is recom-mended for extremely hardwoods
Production volume:150 – 500,000 linearmetres
Notes
With cross-cutting unit
Finger length :10/11 mm 15/16.5 mm20/22 mm
Finger jointing cutterheadWM 620-2-06HS knifeZ = 2+2/3+3Combination with doublecutting width
Page 8/9
Finger jointing cutterhead WM 620-2-06with HS coated knives Z = 2+2/3+3Combination with doublecutting width
Page 8/9
Coated knives last up to 4times longer than uncoatedHS knivesThe HW version isrecommended forextremely hard woods
ProFix finger jointingcutter head WY-620-05Z = 2+2/3+3Combination
Page 16
Disk milling cutter HWZ = 6 WF 624-2Finger lengths 10/11 mm, 9/10 mm,10/11.5 mm, 13/14.5 mmCan be used in certainconditions up to a workingwidth/height of 160 mm Page 12
ProFix finger jointingcutter headWY-620-05HW Z = 2+2/3+3Combination
Page 16
Disk milling cutter HWZ = 6 WF 624-2Finger lengths 10/11, 9/10 mm,10/11.5, 13/14.5 mmCan be used in certainconditions up to a workingwidth/height of 160 mm Page 12
Constant profile anddiameter up to finalsharpening
Cost-intensive sharpening,clamping with hydraulic nutfor a working height of80 mm or above
Page 12/13

Without cross-cutting unit
Finger length :10/10 mm 15/15 mm20/20 mm
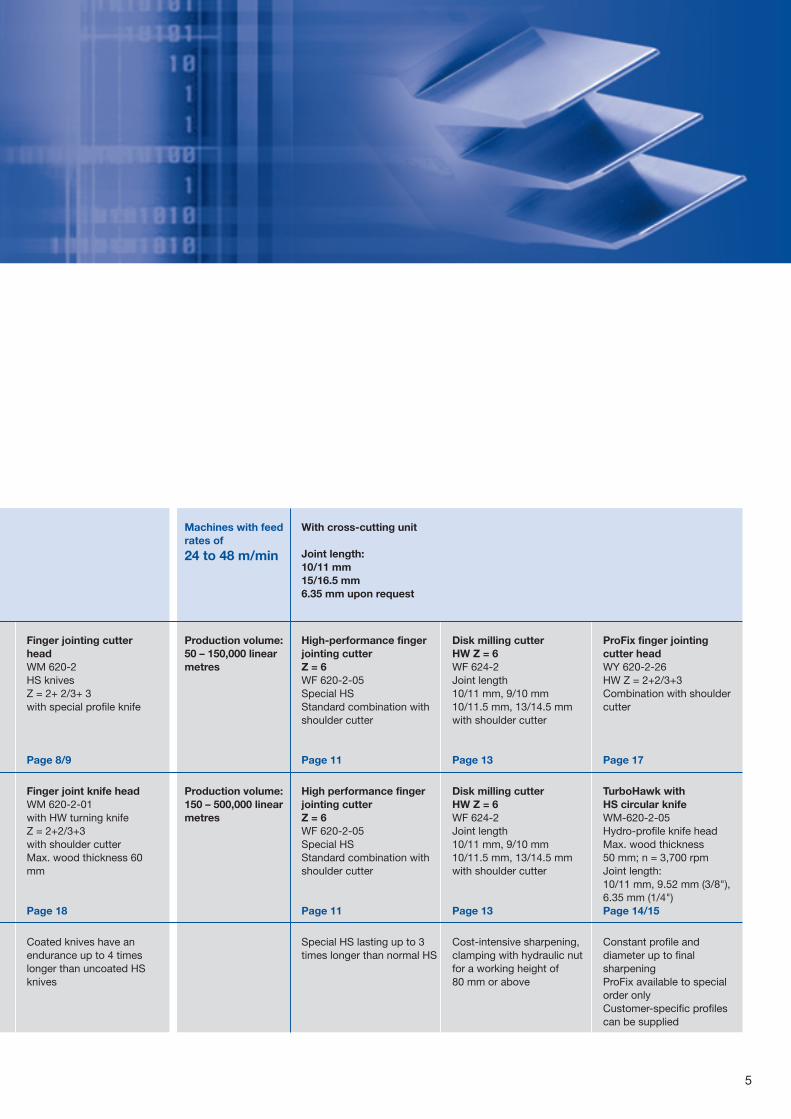
Machines with feedrates of
up to 48 m/min
With cross-cutting unit
Finger length:10/11 mm 15/16.5 mm20/22 mm
3
Tipped finger jointingcutter WF 620-2HSZ = 2+2/3+3Combination with doublecutting width
Page 6/7
Finger jointing cutterheadWM 620-2-06HS knifeZ = 2+2/3+3Combination with doublecutting width
Page 8/9
Tipped finger jointingcutter WF 620-2HSZ = 2+2/3+3Combination with doublecutting width
Page 6/7
Finger jointing cutterhead WM 620-2-06with HS-coated knivesZ = 2+2/3+3Combination with doublecutting width
Page 8/9
Equipped with special HSlasting up to 3 times longerthan normal HSThe HW version is recom-mended for extremely hardwoods
Coated knives last up to 4times longer than uncoatedHS cuttersThe HW version is recom-mended for extremely hardwoods
Production quantity:50 – 150,000 linearmetres
Production quantity:150 – 500,000 linearmetres
High-performance tippedfinger jointing cutterZ = 6WF 620-2-05/623-2-05Special HS combinationwith finish milling
Page 10
Disk milling cutter HW Z= 6 WF 624-2Finger lengths 10/11, 9/10 mm,10/11.5, 13/14.5 mmCan be used in certainconditions up to a workingwidth/height of 160 mmPage 12
High-performance tippedfinger jointing cutter Z = 6WF 620-2-05/623-2-05Special HS combination with finalmilling
Page 10
Disk milling cutter HWZ = 6 WF 624-2Finger lengths 10/11 mm, 9/10 mm,10/11.5 mm, 13/14.5 mmCan be used in certainconditions up to a workingwidth/height of 160 mmPage 12
Equipped with special HSlasting up to 3 times longerthan normal HSThe HW version is recom-mended for extremely hardwoods
Cost-intensive sharpening,clamping with hydraulic nutfor a working height of80 mm or above

4
Leitz miniature finger joint tool selection – recommended applications
Non-load-bearing components with dovetails and butt joint
Solid hard and soft wood boards, Coffered profiles, panels, shelves, border profiles, all kinds of profile strips etc.Solid wood profiles, stair treads, refinement of residual wood etc.
Machines with feedrates of
up to 24 m/min
With cross-cutting unit
Finger length:10/11 mm 15/16.5 mm
Without cross-cutting unit
Finger length:10/10 mm 15/15 mm
Production volume:50 – 150,000 linearmetres
Tipped finger joint cutterWF 620-2HSZ = 2+2/3+3Standard combination withshoulder cutter
Page 19
Tipped finger joint cutterWF 620-2HS/HWZ = 2+2/3+3Combination with shouldercutter for manual feed
Page 19
Tipped finger joint cutterWF 620-2HSZ = 2+2/3+3Standard combination withshoulder cutter
Page 19
Finger jointing cutterheadWM 620-2HS knivesZ = 2+2/3+3with special profile knife
Page 8/9
High-performance fingerjoint cutterECHT Z = 6WF 620-2Special HS Standard combination withshoulder cutter
Page 11
ProFix finger joint knife headWY 620-2-26HW Z = 2+2/3+3Combination with shouldercutter
Page 17
Finger joint knife headWM 620-2with knives coated with HSZ = 2+2/3+3with special-profile knife
Page 8/9
The HW version is requiredfor extremely hard woods
The HW version is requiredfor extremely hard woods
Suitable for low feed ratesup to 6 m/min
Constant profile anddiameter up to finalsharpening
Coated knives last up to 4times longer than uncoatedHS knives
Production volume:150 – 500,000 linearmetres
Notes
5
Finger jointing cutterheadWM 620-2HS knivesZ = 2+ 2/3+ 3with special profile knife
Page 8/9
Finger joint knife headWM 620-2-01with HW turning knifeZ = 2+2/3+3with shoulder cutterMax. wood thickness 60mm
Page 18
Coated knives have anendurance up to 4 timeslonger than uncoated HSknives
Production volume:50 – 150,000 linearmetres
Production volume:150 – 500,000 linearmetres
Machines with feedrates of
24 to 48 m/min
With cross-cutting unit
Joint length:10/11 mm 15/16.5 mm6.35 mm upon request
High-performance fingerjointing cutterZ = 6WF 620-2-05Special HS Standard combination withshoulder cutter
Page 11
Disk milling cutter HW Z = 6 WF 624-2Joint length 10/11 mm, 9/10 mm10/11.5 mm, 13/14.5 mmwith shoulder cutter
Page 13
High performance fingerjointing cutterZ = 6WF 620-2-05Special HS Standard combination withshoulder cutter
Page 11
Disk milling cutterHW Z = 6 WF 624-2Joint length 10/11 mm, 9/10 mm10/11.5 mm, 13/14.5 mmwith shoulder cutter
Page 13
Special HS lasting up to 3times longer than normal HS
Cost-intensive sharpening,clamping with hydraulic nutfor a working height of80 mm or above
ProFix finger jointingcutter headWY 620-2-26HW Z = 2+2/3+3Combination with shouldercutter
Page 17
TurboHawk with HS circular knifeWM-620-2-05Hydro-profile knife headMax. wood thickness50 mm; n = 3,700 rpmJoint length: 10/11 mm, 9.52 mm (3/8"),6.35 mm (1/4")Page 14/15
Constant profile anddiameter up to finalsharpeningProFix available to specialorder onlyCustomer-specific profilescan be supplied

6
HS, Special HS and HW miniaturefinger joint cutters
Feed: Up to 24 m/min-1, dependingon speed
Number of knives: Z = 2+2; D = 160, 170, 180 mmZ = 3+3; D = 160, 250, 260 mm
Cutting material: HS, Special HS,HW for extremely hard woods
Finger lengths: Without cross-cutting unit10/10, 15/15, 20/22 mmWith cross-cutting unit10/11, 15/16.5, 20/22 mm
Set dimension: 317 mm for ZL10 and 15 mm338 mm for ZL 20 mm
Re-sharpening zone: 12 mm
Miniature finger joint cutterWF 620-2/WF 620-2-05
Robust finger joint cutters (composite tools) with fixedcomponents and individually embedded finger joint knivesreduce joint breakage to a minimum.
The body shape ensures torsional rigidity. The high-qualityHS cutting materials are treated in our own state-of-the-artvacuum plants to ensure consistent hardness of the knives.
The shape of the body is matched to for the chip removalprocess and optimised. The chips are guided directly intothe suction system and do not damage the milled joints.
Compared with conventional HS cutting materials, a newspecial HS material increases working life by up to 300 %depending on the application conditions, thus considerablyimproving economy in use.
For construction components with continuous jointsLoad group I according to DIN 68140 and DIN 1052:Laminated boards (glued), solid wood structures (KVH),duo/trio beams, cross-beams, formwork carriers,beams for post-and-beam construction etc.
For non-constructional components with continuousjointsLoad group II:Window staves, friezes, floors, panels, wall panels, allkinds of strips, interior wood structure, refinement ofresidual wood etc.

7
Finger joint cutters: robust and durable
Finger length 10/10 mmFinger length 10/11 mm
Woo
d t
hick
ness
max
. 157
mm
Tooth rows 76
5
4
3
2
1
Tooth rows 7
Tooth rows 7
Tooth rows 7
Tooth rows 7
Tooth rows 7
Finger length 10/10 mmFinger length 10/11 mm
Woo
d t
hick
ness
157
mm
Tooth rows 143
2
1
Tooth rows 14
Tooth rows 14
Finger jointing tools with double cutting width reducepurchasing costs for defined working widths and heightsand make repairs easier.
Cutter heads with double cutting width reduce follow-upcosts: the setting-up times are shorter and sharpeningcosts are reduced by as much as 25 percent.
Fewer interfaces at tool hubs increase finger jointingaccuracy, particularly on thick woods.
If required, the tool set can be adjusted to suit intermediatewood thicknesses by combination with finger jointing cutterheads of conventional cutting width.
Example of a tool set combination dovetail length 10 mm, pitch 3.8 mm
Wood thickness 157 mm3 cutters with double cutting width
Wood thickness 157 mm6 cutters with standard cutting width
For use on wedge finger jointing machines with andwithout a cross-cutting unit.
Miniature finger joint cutters with 3.8 mm pitch
Combination with doublecutting width (CW)
Combination with doublecutting width (CW)
Wood thickness Number of cutter heads
Number of cutter heads
Number of cutter heads
Number of cutter heads
Number of cutter heads
Number of cutter heads
CutterCW 28.6 mmTooth row 7Hub 26.6 mm
CutterCW 55.2 mmTooth row 14Hub 53.2 mm
CutterCW 28.6 mmTooth row 7Hub 26.6 mm
CutterCW 33.0 mmTooth row 5Hub 31.0 mm
CutterCW 64.0 mmTooth row 10Hub 62.0 mm
CutterCW 33.0 mmTooth row 5Hub 31.0 mm
Wood thickness
245177
104131157184210237264290317
123456789
101112
-11223344556
1-1-1-1-1-1-
285990
121152183214245276307338
123456789
1011
-1122334455
1-1-1-1-1-1
Miniature finger joint cutters with 6.2 mm pitch
Table for calculating the number of cutter heads
8
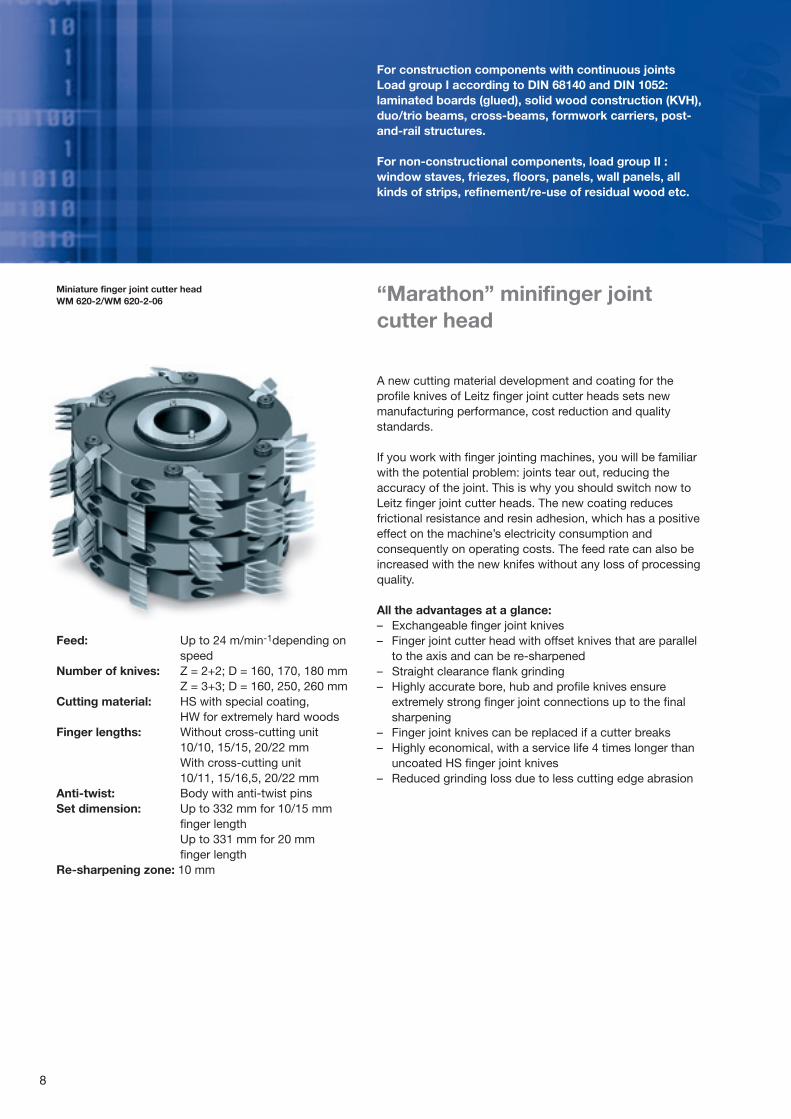
“Marathon” minifinger joint cutter head
Feed: Up to 24 m/min-1depending onspeed
Number of knives: Z = 2+2; D = 160, 170, 180 mmZ = 3+3; D = 160, 250, 260 mm
Cutting material: HS with special coating, HW for extremely hard woods
Finger lengths: Without cross-cutting unit10/10, 15/15, 20/22 mmWith cross-cutting unit10/11, 15/16,5, 20/22 mm
Anti-twist: Body with anti-twist pinsSet dimension: Up to 332 mm for 10/15 mm
finger lengthUp to 331 mm for 20 mm finger length
Re-sharpening zone: 10 mm
A new cutting material development and coating for theprofile knives of Leitz finger joint cutter heads sets newmanufacturing performance, cost reduction and qualitystandards.
If you work with finger jointing machines, you will be familiarwith the potential problem: joints tear out, reducing theaccuracy of the joint. This is why you should switch now toLeitz finger joint cutter heads. The new coating reducesfrictional resistance and resin adhesion, which has a positiveeffect on the machine’s electricity consumption andconsequently on operating costs. The feed rate can also beincreased with the new knifes without any loss of processingquality.
All the advantages at a glance:– Exchangeable finger joint knives– Finger joint cutter head with offset knives that are parallel
to the axis and can be re-sharpened– Straight clearance flank grinding– Highly accurate bore, hub and profile knives ensure
extremely strong finger joint connections up to the finalsharpening
– Finger joint knives can be replaced if a cutter breaks– Highly economical, with a service life 4 times longer than
uncoated HS finger joint knives– Reduced grinding loss due to less cutting edge abrasion
For construction components with continuous jointsLoad group I according to DIN 68140 and DIN 1052:laminated boards (glued), solid wood construction (KVH),duo/trio beams, cross-beams, formwork carriers, post-and-rail structures.
For non-constructional components, load group II :window staves, friezes, floors, panels, wall panels, allkinds of strips, refinement/re-use of residual wood etc.
Miniature finger joint cutter headWM 620-2/WM 620-2-06
9
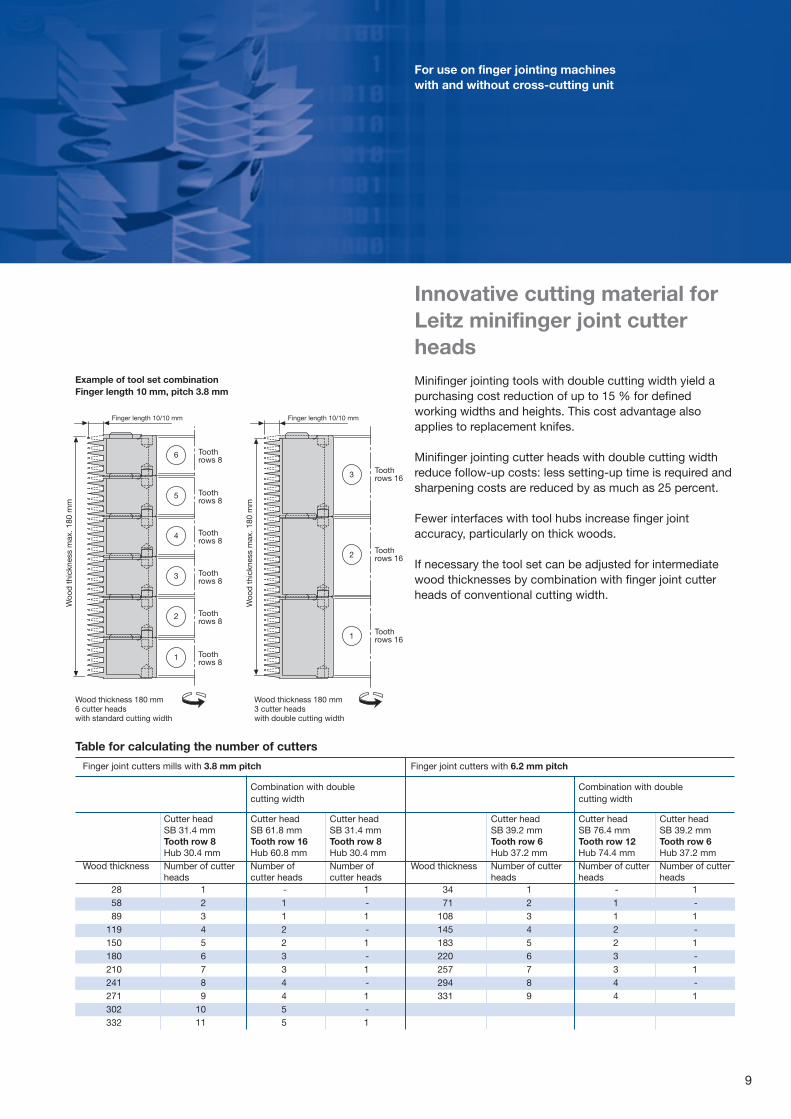
Innovative cutting material for Leitz minifinger joint cutterheads
Finger length 10/10 mm
Woo
d t
hick
ness
max
. 180
mm
Toothrows 8
5
4
3
2
1
6
Toothrows 8
Toothrows 8
Toothrows 8
Toothrows 8
Toothrows 8
Woo
d t
hick
ness
max
. 180
mm
Finger length 10/10 mm
3
2
1
Toothrows 16
Toothrows 16
Toothrows 16
Minifinger jointing tools with double cutting width yield apurchasing cost reduction of up to 15 % for definedworking widths and heights. This cost advantage alsoapplies to replacement knifes.
Minifinger jointing cutter heads with double cutting widthreduce follow-up costs: less setting-up time is required andsharpening costs are reduced by as much as 25 percent.
Fewer interfaces with tool hubs increase finger jointaccuracy, particularly on thick woods.
If necessary the tool set can be adjusted for intermediatewood thicknesses by combination with finger joint cutterheads of conventional cutting width.
Example of tool set combinationFinger length 10 mm, pitch 3.8 mm
Wood thickness 180 mm3 cutter heads with double cutting width
Wood thickness 180 mm6 cutter heads with standard cutting width
For use on finger jointing machineswith and without cross-cutting unit
Finger joint cutters mills with 3.8 mm pitch
Combination with doublecutting width
Combination with doublecutting width
Wood thickness Number of cutterheads
Number ofcutter heads
Number ofcutter heads
Number of cutterheads
Number of cutterheads
Number of cutterheads
Cutter head SB 31.4 mmTooth row 8Hub 30.4 mm
Cutter head SB 61.8 mmTooth row 16Hub 60.8 mm
Cutter head SB 31.4 mmTooth row 8Hub 30.4 mm
Cutter head SB 39.2 mmTooth row 6Hub 37.2 mm
Cutter head SB 76.4 mmTooth row 12Hub 74.4 mm
Cutter head SB 39.2 mmTooth row 6Hub 37.2 mm
Wood thickness
285889
119150180210241271302332
123456789
1011
-1122334455
1-1-1-1-1-1
3471
108145183220257294331
123456789
-11223344
1-1-1-1-1
Finger joint cutters with 6.2 mm pitch
Table for calculating the number of cutters

For construction components with continuous jointsStress group I according to DIN 68140 and DIN 1052:Laminated boards (glued), solid construction wood (KVH),duo/trio beams, cross beams, formwork carriers, post andrail structures.
For non-constructional stress group II components:Window staves, friezes, floors, panels, wall panels, allkinds of strips, refinement/re-use of remaining wood etc.
The Leitz minifinger jointing tool with six working knives is theperfect solution wherever economical performance andimproved joint quality are required.
Leitz’s ECHT Z = 6 minifinger jointing tool makes full use ofthe machine’s performance and is suitable for all fingerjointing machines with feed rates between 24 and 48 m/rpm.Machine output is higher, and at the same time quality isimproved and the scrap rate reduced.
The innovative HS special cutting material increases servicelife by up to 300 percent, making machine performancemore economical. The strong tool design and the modifiedchip space ensure that the chips are ejected into the suctionhood. The knives are arranged in an offset position, worksmoothly and generate less noise.
Table for calculating the number of cutters
High-performancefinger jointing tool ECHT Z = 6, for continuous joints
ø 50
Woo
d t
hick
ness
max
. 214
mm
Finish cutter Lower
Finish cutter Upper
7
6
5
4
3
2
1
Basic cutter
Basic cutter
Basic cutter
Basic cutter
Basic cutter
Basic cutter
Basic cutter
ø 260
Finger length 15/16.5 mm, Pitch 3.8 mm
Feed: Up to 484 m/min-1 depending on speed
Number of knives: Z = 6; D = 250, 260 mmCutting material: HS, special Finger lengths: With cross-cutting unit
10/11, 15/16.5 mmSet dimension: 50 – 321 mmRe-sharpening zone: 12 mm
High-performance finger joint cutter head Z = 6 WF 620-2-05/WF 623-2-05
finger joint mills with 3.8 mm pitch
Upper end cutter Lower end cutterBasic cutter
285581
108134161188214241267294321
0123456789
1011
111111111111
111111111111
Finger joint cutterECHT Z 6 without shouldercutter
10
Wood thickness No. of cutters No. of cutters No. of cutters
Cutter headSB 50.6 mmTooth row 7Hub 26.6 mm
Cutter head SB 27.8 mmTooth row 4Hub 15.2 mm
Cutter head SB 27.8 mmTooth row 4Hub 15.2 mm

11
Non-constructional stress group II components withbutt joint.
Window staves, friezes, floors, panels, wall panels, allkinds of strips, refinement/re-use of remaining woodetc.
WT
50
mm
WT
40
mm
Profile 5
Tooth 1
Tooth 3
Tooth 3
Tooth 1
Profile 5
Finger length 10/11 mm
ø 250
Tooth 1
Tooth 3
Tooth 3
Tooth 1
Finger length 10/11 mm
ø 250
Profile 3Upper shoulder cutter
WT
50
mm
WT
40
mm
High-performance miniature finger joint cutter Z = 6 with shoulder cutterWF 620-0-05/WF 623-2-05/WF 621-2-05
High-performance minifingerjointing tool ECHT Z = 6 with straight shoulder
Feed: Up to 48 m/min-1 depending onspeed
Number of knives: Z = 6; D = 250, 260 mmCutting material: HS special Finger lengths: With cross-cutting unit
10/11, 15/16.5 mmSet dimension: 15.5-80, possibly 160 mmRe-sharpening zone: 12 mm
For feed rates between 24 and 48 m/min-1, one must usetools that meet these severe requirements. The Leitz fingerjoint tool with six working knives is perfect for this task.
The innovative HS special cutting material increases servicelife by up to 300 percent.
Leitz ECHT Z = 6 finger jointing cutters provide a better cutand closely sealed finger joint profile even if the glueingseam is visible.
This strongly built tool can be used without problems onwood between 15 and 80 mm thick, and even forthicknesses up to 150 mm. The rugged cutter head designwithstands even hard use without problems, which is aprecondition for consistent finger joint quality and lessscrap.
These minifinger jointing tools are suitable for use on flat orvertical finger jointing machines with high rates.
Finger jointing tools mounted on a screw bushing permit fasttool replacement for product change-over, make handlingeasier and reduce setting-up times.
Cutter head combination with shoulder cutter,profile 5, central butt joint,HD 40 – 50 mm with 8 fingers
Finger joint cutter combination with shouldercutter, profile 2, butt joint offset in joint base, HD40 – 50 mm with 8 fingers
WT
WT WT
WT
WT
WT
Profile 3: shoulder joints at same level
Profile 5: shoulder joints central
Profile 2: shoulder joints offset
WT = wood thickness –number of fingers andwidth of shoulder jointsare determined by thewood thickness
12
Non-constructional components in load group II, with andwithout shoulder joints.
Window staves, friezes, floors, panels, wall panels, allkinds of strips, solid hard- and softwood panels, all kindsof profile and decorative strips, 2 x 15.5 mm dividing strips,coffered profiles, panels, racks, collar profiles, solid woodprofiles, stair treads, refinement/re-use of residual wood.
Pitc
h 3.
8 m
m
BW
3.8
mm
Ø 50
Ø 70
Finger length 10/11 mm
WT
80
Ø 250
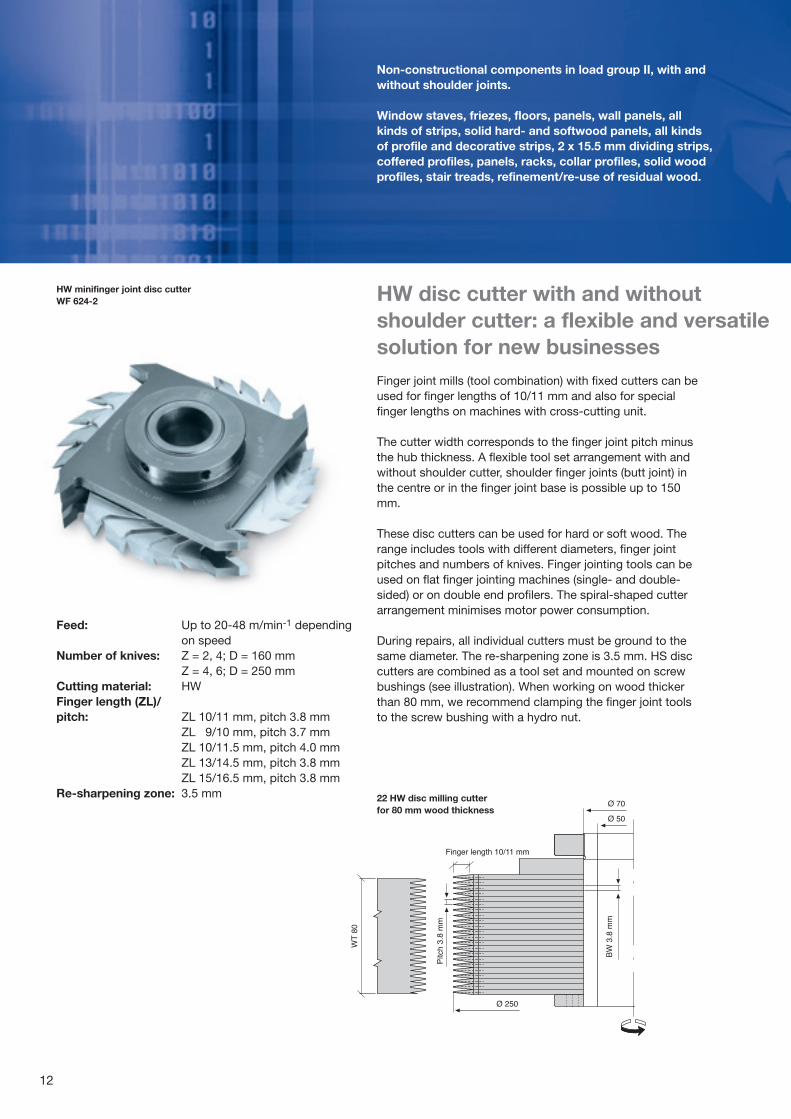
Finger joint mills (tool combination) with fixed cutters can beused for finger lengths of 10/11 mm and also for specialfinger lengths on machines with cross-cutting unit.
The cutter width corresponds to the finger joint pitch minusthe hub thickness. A flexible tool set arrangement with andwithout shoulder cutter, shoulder finger joints (butt joint) inthe centre or in the finger joint base is possible up to 150mm.
These disc cutters can be used for hard or soft wood. Therange includes tools with different diameters, finger jointpitches and numbers of knives. Finger jointing tools can beused on flat finger jointing machines (single- and double-sided) or on double end profilers. The spiral-shaped cutterarrangement minimises motor power consumption.
During repairs, all individual cutters must be ground to thesame diameter. The re-sharpening zone is 3.5 mm. HS disccutters are combined as a tool set and mounted on screwbushings (see illustration). When working on wood thickerthan 80 mm, we recommend clamping the finger joint toolsto the screw bushing with a hydro nut.
HW disc cutter with and withoutshoulder cutter: a flexible and versatilesolution for new businesses
Feed: Up to 20-48 m/min-1 dependingon speed
Number of knives: Z = 2, 4; D = 160 mmZ = 4, 6; D = 250 mm
Cutting material: HWFinger length (ZL)/pitch: ZL 10/11 mm, pitch 3.8 mm
ZL 9/10 mm, pitch 3.7 mmZL 10/11.5 mm, pitch 4.0 mmZL 13/14.5 mm, pitch 3.8 mmZL 15/16.5 mm, pitch 3.8 mm
Re-sharpening zone: 3.5 mm 22 HW disc milling cutter for 80 mm wood thickness
HW minifinger joint disc cutterWF 624-2
13
Non-constructional components in load group II with edgejoints.
Floor panels, wall panel staves up to 60 mm, all kinds ofprofile and decorative strips, 2 x 15.5 mm dividing strips,refinement of residual wood.
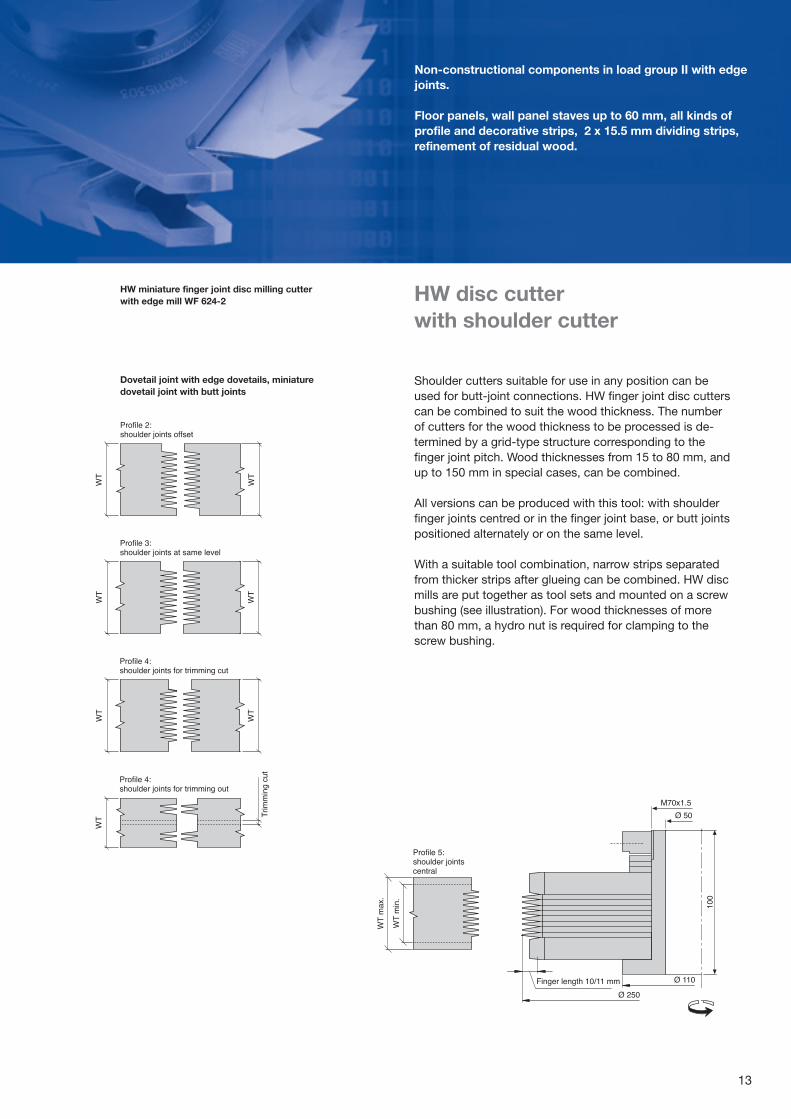
HW disc cutter with shoulder cutter
Profile 2:shoulder joints offset
WT
WT
WT Tr
imm
ing
cut
Profile 4:shoulder joints for trimming out
Profile 4:shoulder joints for trimming cut
WT
WT
Profile 3:shoulder joints at same level
WT
WT
Shoulder cutters suitable for use in any position can beused for butt-joint connections. HW finger joint disc cutterscan be combined to suit the wood thickness. The numberof cutters for the wood thickness to be processed is de-termined by a grid-type structure corresponding to thefinger joint pitch. Wood thicknesses from 15 to 80 mm, andup to 150 mm in special cases, can be combined.
All versions can be produced with this tool: with shoulderfinger joints centred or in the finger joint base, or butt jointspositioned alternately or on the same level.
With a suitable tool combination, narrow strips separatedfrom thicker strips after glueing can be combined. HW discmills are put together as tool sets and mounted on a screwbushing (see illustration). For wood thicknesses of morethan 80 mm, a hydro nut is required for clamping to thescrew bushing.
Dovetail joint with edge dovetails, miniaturedovetail joint with butt joints
M70x1.5
Ø 50
Profile 5:shoulder jointscentral
WT
min
.
WT
max
.
100
Ø 110
Ø 250
Finger length 10/11 mm
HW miniature finger joint disc milling cutter with edge mill WF 624-2

14
Vorschubschub: je nach Drehzahl bis 20-48m min-1
Schneidenzahl: Z=2, 4; D = 160 mmZ=4; 6 D= 250 mm.
Schneidstoff: HWZinkenlänge ZL/Teilung: ZL 10/11 mm, Tg,3,8 mm
ZL 9/10 mm, Tg 3,7 mmZL 10/11,5 mm, Tg 4,0 mmZL 13/14,5 mm, Tg 3,8 mmZL 15/16,5 mm, Tg 3,8 mm
Non-constructional components, stress group II, with buttjoint.
Floor panels, all kinds of wall panels and strips, solid hard-and softwood panels, coffin profiles, panels, racks, collarprofiles, various profile strips etc., solid wood profiles,stair treads, all kinds of profile and decorative strips, 2 x15.5 mm dividing strips, refinement/re-use of residualwood with and without shoulder cutter.
This is a tool body for finger joint profiles with finger lengthsof 10/11 mm; 9.52 mm (3/8") and 6.35 mm (1/4"). The pre-assembled cutter sets can be installed and accuratelypositioned for wood thicknesses of up to 50 mm. Whenevera product change-over becomes necessary, tools can beinstalled and are ready for use very quickly.
EconomicalThe knives can be re-sharpened more than 200 times.Cutter breakage is almost impossible due to the specialcutter fixture.
The re-sharpenable tools have a constant diameter andprofile. For this reason, the machine does not have to be setup again after tool repair. Machine standstill times aretherefore reduced to a minimum.
SafetyLeitz guarantees high operational safety. Hydro clampingensures smooth, concentrically accurate running.
Versatile and adaptableTurboHawk is a versatile, adaptable tool.In addition scope for producing continuous finger joints, this tool also provides three more finger joint options withshoulder cutters.
Product qualityThe high number of knives ensures high joint quality. Thelow finger lengths improve the wood yield for woodrefinement.
TurboHawk, the ultimate tool for flatfinger joints
TurboHawk minifinger joint cutter headHM 620-2-05

15
Finger joints with shoulder joints, finger jointswith butt joints
Residual wood can be processed on all flat finger jointingmachines very quickly. Machine standstill times are reduced,since the tools can be attached and production can startimmediately. Thanks to constant diameters, production canbegin at once without lengthy adjustments to the machine.
The unique tool system for flat finger jointing machinesand its advantages:
– Pre-installed cutter sets for fast change-over to otherprofiles and wood thicknesses.
– A hydro-bushing with a closed clamping system forsmooth, concentrically accurate running
– The large number of knives permits high machine feedrates (up to 40 m/min-1).
– Thanks to the generous re-sharpening zone, the knivescan be re-sharpened up to 200 times, which reducesfollow-up costs considerably.
– There is only one tool body for all finger joint profiles(continuous finger joints, butt joints offset or on the samelevel in the finger joint base and also central butt joints).
– The positive cutter attachment method (no twisting of theblades) makes operation exceptionally reliable.
– Reduced finger lengths, e.g. 9.52 mm or 6.35 mm (3/8")instead of the usual 10/11 mm, mean higher wood yield.
TurboHawk minifinger joint hydro cutter head
Trim
min
g cu
t
Profile 2:shoulder joints offset
WT
WT
Profile 3:shoulder joints at same level
WT
WT
Profile 5:shoulder joints central
WT
WT
WT
Profile 4:shoulder joints for trimming cut
16
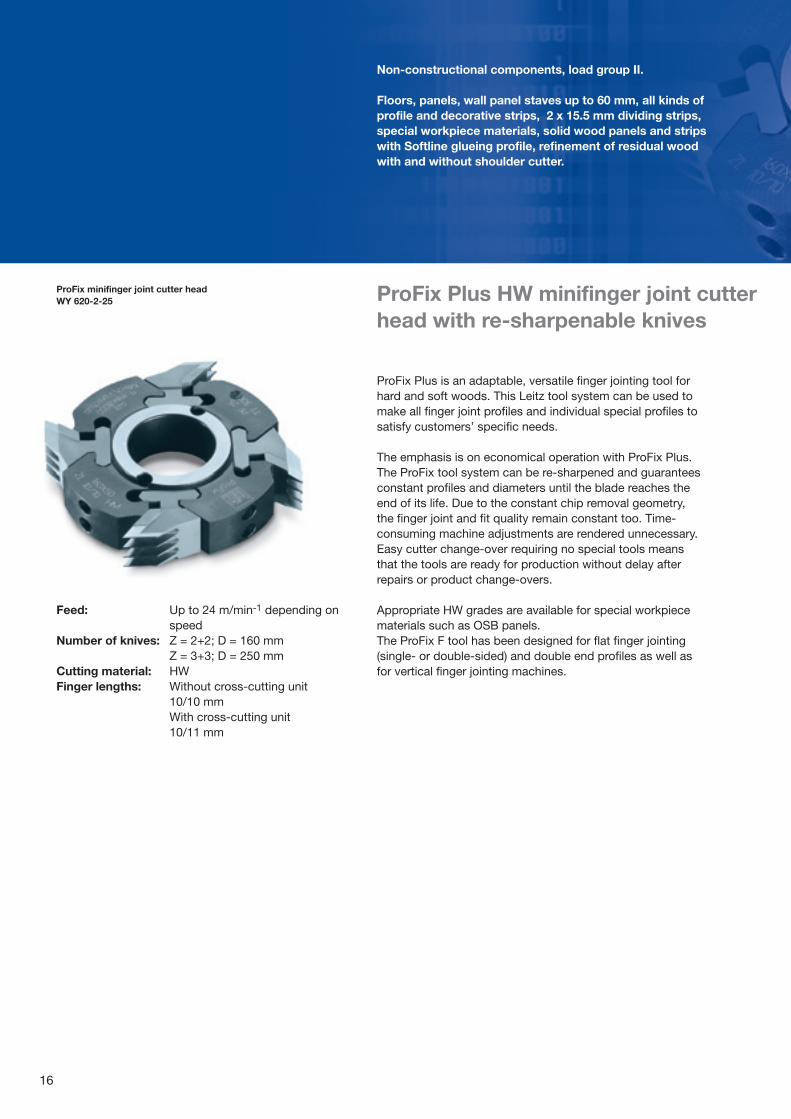
ProFix Plus is an adaptable, versatile finger jointing tool forhard and soft woods. This Leitz tool system can be used tomake all finger joint profiles and individual special profiles tosatisfy customers’ specific needs.
The emphasis is on economical operation with ProFix Plus.The ProFix tool system can be re-sharpened and guaranteesconstant profiles and diameters until the blade reaches theend of its life. Due to the constant chip removal geometry,the finger joint and fit quality remain constant too. Time-consuming machine adjustments are rendered unnecessary.Easy cutter change-over requiring no special tools meansthat the tools are ready for production without delay afterrepairs or product change-overs.
Appropriate HW grades are available for special workpiecematerials such as OSB panels. The ProFix F tool has been designed for flat finger jointing(single- or double-sided) and double end profiles as well asfor vertical finger jointing machines.
ProFix Plus HW minifinger joint cutterhead with re-sharpenable knives
Non-constructional components, load group II.
Floors, panels, wall panel staves up to 60 mm, all kinds ofprofile and decorative strips, 2 x 15.5 mm dividing strips,special workpiece materials, solid wood panels and stripswith Softline glueing profile, refinement of residual woodwith and without shoulder cutter.
Feed: Up to 24 m/min-1 depending onspeed
Number of knives: Z = 2+2; D = 160 mmZ = 3+3; D = 250 mm
Cutting material: HW Finger lengths: Without cross-cutting unit
10/10 mmWith cross-cutting unit10/11 mm
ProFix minifinger joint cutter head WY 620-2-25

17
ProFix F
With ProFix F, any profile can be produced together withshoulder joint profiles on wood thicknesses from 16 to80 mm. The Leitz ProFix F cutter head system with ex-changeable glued-profile knives is noted for its flexibility.Product change-overs are possible without lengthymachine standstill times or re-adjustment of the cross-cutting saw, which permits batch manufacturing at a highlevel of available machine capacity.
Cutter height adjustment means that accuracy of fit can bevaried for different kinds of wood. With the Leitz ProFix Fsystem, tight-sealing Softline profiles become possible.
All options can be combined at your production locationwith the Leitz cutter head: continuous finger joints, ideal forstrips with edge jointing, shoulder finger joints in centralposition or in the joint base, or butt joints either alternatingor at the same level.
Trim
min
g cu
t
Profile 2:shoulder joints offset
WT
WT
Profile 3:shoulder joints at same level
WT
WT
Profile 5:shoulder joints central
WT
WT
WT
Profile 4:shoulder joints for trimming cut
60-6
6 m
m48
-54m
m38
-44m
m28
-24m
m18
-24m
m
1 b
ody
for
vario
us S
oftli
nefin
ger
join
t p
rofil
es
Profile 1Profile 1
Profile 2Profile 2
Profile 4
Profile 3
Profile 3
Profile 5
Profile 5
Profile 4
ProFixbody
ProFix F finger joint cutter head WY 620-2-26
18
WT
50 m
m
WT
50 m
m
WT
50 m
m
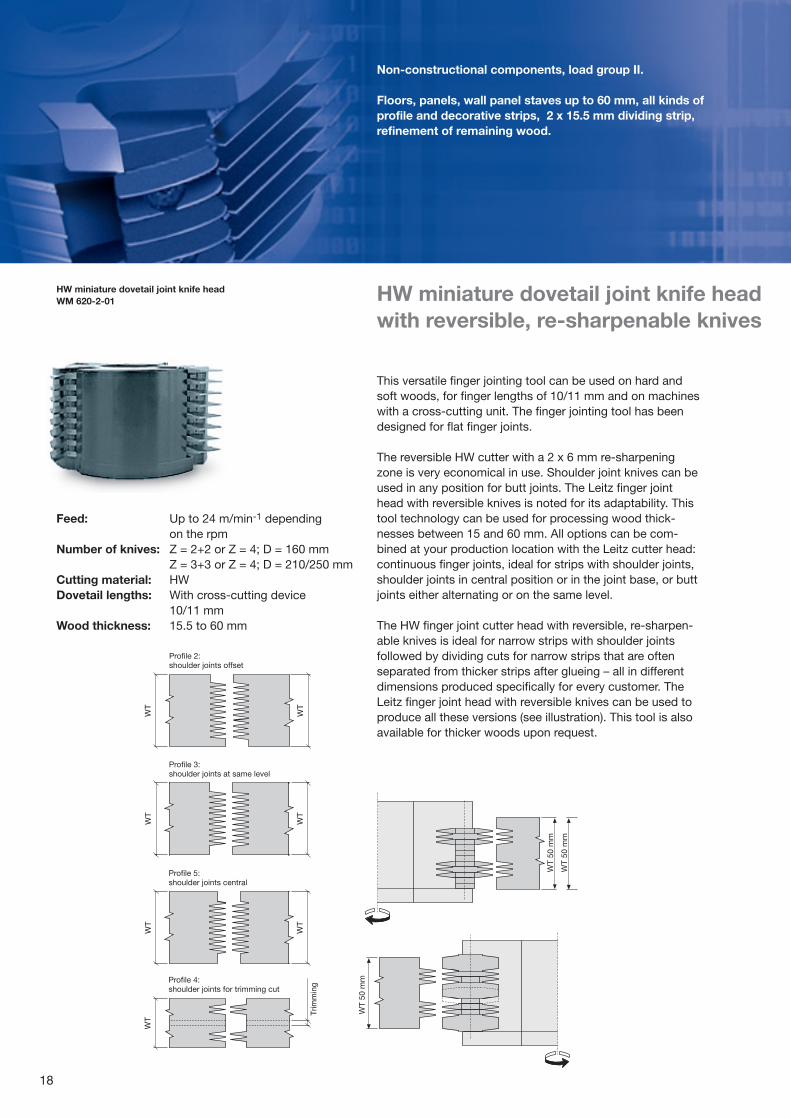
This versatile finger jointing tool can be used on hard andsoft woods, for finger lengths of 10/11 mm and on machineswith a cross-cutting unit. The finger jointing tool has beendesigned for flat finger joints.
The reversible HW cutter with a 2 x 6 mm re-sharpeningzone is very economical in use. Shoulder joint knives can beused in any position for butt joints. The Leitz finger jointhead with reversible knives is noted for its adaptability. Thistool technology can be used for processing wood thick-nesses between 15 and 60 mm. All options can be com-bined at your production location with the Leitz cutter head:continuous finger joints, ideal for strips with shoulder joints,shoulder joints in central position or in the joint base, or buttjoints either alternating or on the same level.
The HW finger joint cutter head with reversible, re-sharpen-able knives is ideal for narrow strips with shoulder jointsfollowed by dividing cuts for narrow strips that are oftenseparated from thicker strips after glueing – all in differentdimensions produced specifically for every customer. TheLeitz finger joint head with reversible knives can be used toproduce all these versions (see illustration). This tool is alsoavailable for thicker woods upon request.
HW miniature dovetail joint knife headwith reversible, re-sharpenable knives
Feed: Up to 24 m/min-1 depending on the rpm
Number of knives: Z = 2+2 or Z = 4; D = 160 mmZ = 3+3 or Z = 4; D = 210/250 mm
Cutting material: HWDovetail lengths: With cross-cutting device
10/11 mmWood thickness: 15.5 to 60 mm
Non-constructional components, load group II.
Floors, panels, wall panel staves up to 60 mm, all kinds ofprofile and decorative strips, 2 x 15.5 mm dividing strip,refinement of remaining wood.
Trim
min
g
Profile 2:shoulder joints offset
WT
WT
Profile 3:shoulder joints at same level
WT
WT
Profile 5:shoulder joints central
WT
WT
WT
Profile 4:shoulder joints for trimming cut
HW miniature dovetail joint knife head WM 620-2-01

Staves profiled with continuous finger joints after thelengthwise connection have an irregular glue line. Fingerjoint tools with so-called shoulder cutters can be used todetermine this line, which is defined as straight.
Leitz finger joint tools from our standard product range canbe combined with shoulder cutters for making shoulderfinger joint profiles for defined wood thicknesses.
The height of the rail (edge width, RdB) determines theprofile width (PB) and the finished size of the woodthickness. We offer edge joints (shoulder cutter or cutterheads) that are compatible with the ranges shown on pages6 through 9.
When using finger joint tools on spindle moulders, theregulations of the woodworking trade’s liability insuranceassociation (e.g. HBG) must be observed.
In accordance with VBG 7j §75(7) accident preventionregulations, these tools may only be used on spindlemoulders if a feed device with clamping fixture is provided.
The VR/VS backlash ratio must not exceed 0.5. Shouldercutter combinations are available upon request.
Upon request, we will also make a separate offer for fingerjoint combinations compatible with the following toolsystems: the finger joint cutter range with fixed equipmentand the finger joint cutter head range with knives that canbe re-sharpened and exchanged.
19
Minifinger jointing tools withshoulder cutters or shouldercutter head
Finger joint cutters for manualfeed
Lengthwise connections for hard and soft wood staves,racks, interior outfitting in wood, segments for collarprofiles, semicircular windows etc. and stair treads.
WT = wood thicknessPW = profile widthEW = shoulder width
Finger length
EW
EW
PWWD
Undefined path ofconnecting seam withcontinuous finger jointing
Defined path of connectingseam (butt joint)with shoulder finger jointing
Pitc
h 3.
8
Tooth rows 8
Tooth rows 6
Hub
thic
knes
sH
ub th
ickn
ess
Finger length = 10 mm
30.4
3.8
3.8
Finger length = 10 mm
22,8
Tooth rows 8
Tooth rows 6
WT
51,
0B
W 2
4.80
BW
32.
40
Minifinger joint cutter for manual feed with shouldercutter WF 621-1/WF 622-1
Miniature dovetail joint mill for manual feedWF 620-1
Table for calculating thenumber of cutter headsCombination with HV finger joint cutters
Wood thickness No. of cutters No. of cutters
21.028.543.551.066.574.089.089.097.0
104.5112.0112.0119.5127.0134.5134.5150.0157.0
102132043215032203
010101301230423353
Cutter headSB 24.8 mmTooth row 6Hub 22.8 mm
Cutter headSB 32.4 mmTooth row 8Hub 30.4 mm
20
In addition to its excellent tools, Leitz also offers leading technological know-howand all the experience on which the successful use of its tools is based. Reap thebenefit of this know-how with a system partnership!
Together with your staff, Leitz will determine the technically ideal, most cost-effective tool equipment and reconditioning procedures for your company.
– We define the project goal, – We analyse the current situation,– We develop cost/benefit improvements,– We realise the project together with you,– We provide efficient system solutions for your production site,– We accompany and document project results and success.
Our work includes:– Measuring current tool capacity and life,– Calculating repair costs and machine standstill times,– Adopting our new Leitz miniature dovetail joint tool systems, – Measurement and analysis of tool life travel and cost benefits,– Deciding together with you what form new tool solutions should take.
How you benefit:– Contractual cooperation with fixed operating and investment costs to make
planning easier,– Long-term delivery agreements on fair terms and conditions,– Improved quality of your products,– Increased machine output and machinery availability,– Reduced repair costs and– Last but not least, a significant improvement in operating results.
Talk to our experts about the services and partnerships we offer. It will be worth your while!
Partnership for even more economicalperformance

21


MS
W 0
9.04
....
....e
Sub
ject
to
amen
dm
ent
in t
he c
ours
e of
ong
oing
tec
hnic
al d
evel
opm
ent.
Leitz GmbH & Co. KGLeitzstr. 273447 Oberkochen, GermanyPostfach 1229D-73443 Oberkochen, GermanyTel. +49 (0) 73 64 / 95 00Fax +49 (0) 73 64 / 95 06 62E-mail: [email protected]: www.leitz.org
Leitz GmbH & Co. KGVormarkt 804752 Riedau, AustriaTel. +43 (0) 77 64 / 82 00 0Fax +43 (0) 77 64 / 82 00 111E-mail: [email protected]: www.leitz.org


















