Some Advanced Virgo Developments Laser Benches suspensions DAQ/Controls

Nuclear Instruments and Methods in Physics Research A 404 (1998) 455-469
NUCLEAR INSTRUMENTS
& METHODS IN PHYSICS RESEARCH
Sechon A
The creep problem in the VIRGO suspensions: a possible solution using Maraging steel
M. BeccariaaTb, M. Bernardini”, S. Braccinia,*, C. Bradaschia”, G. Cagnoli”,d, C. Cascianoa, G. Cella”,b, E. CUOCO~,~, V. Dattilo”, G. De Carolisa, R. De Salvoa, A. Di Virgilio”,
G.T. Feng”, I. Ferrantea,b, F. Fidecaroaab, F. Frasconia, A. Gaddi”, L. Gammaitonic’d, A. Gennai”, A. Giazottoa, L. Holloway”,“, J. Kovalik”, P. La Pennaa$b, G. Losurdoatf,
S. Malik”, S. Manciniayb, F. Marchesonicyg, J. Nicolash, F. Palla”, H.B. Pan”, F. Paoletti”, A. Pasqualetti”, D. Passuelloa, R. Poggiania,b, P. Popolizio”, M. Punturo’, F. Raffaelli”,
V. Rubino”, R. Valentini’, A. Vicerea,b, F. Waharteh, Z. Zhang”
“INFN, S&one di Piss, Italy ‘Dipartimento di Fisica, Universitir di Piss, Piss, Italy
’ INFN, Sezione di Perugia, Italy ‘Dipartimento di Fisica, Universit2z di Perugia, Perugia, Italy
e Physics Department, University of Illinois, Urbana, IL 61801, USA f Scuola Normale Superiore, Pisa, Italy
SDipartimento di Fisica, Universit2z di Camerino, Camerino, Italy hErasmus students at Pisa University, from lJniuersit6 Paris Sud, 91405, Orsay, France
i Dipartimento di Scienza dei metal& Universitb di Pisa, Piss, Italy
Received 23 June 1997
Abstract
Each optical component of the interferometric gravitational wave detector VIRGO is suspended from a cascade of mechanical filters designed to suppress the transmission of seismic vibrations. Each mechanical filter supports the weight of the filters below it by means of a set of steel cantilever blade springs. The stress from the load acting on the blades was found to induce a drooping of the blade tips of several microns per day due to a series of microscopic yielding events (micro-creep). This process induces a mechanical displacement shot-noise on the optical component which can dominate the small displacements produced by gravitational waves. The use of a special precipitation hardened steel (Maraging C250), instead of common spring steel, allows the construction of blades that show an acceptable stability under stress. 0 1998 Published by Elsevier Science B.V. All rights reserved.
Keywords: Gravitational wave detection; Microcreep; Suspension of interferometer mirrors
* Correspondence address: Dipt. di Fisica, 1st. Nazionale di Fisica Nucleare, Univ. di Pisa, Via Livornese, 1291, 56010 San Piedro a Grado, Pisa, Italy. Tel.: + 39 50 880 367/349; e-mail: [email protected].
016%9002/98/$19.00 0 1998 Published by Elsevier Science B.V. All rights reserved PII SOl68-9002(97)01123-6

456 M. Beccavia et al. /Nucl. Instr. and Meth. in Phys. Rex A 404 (1998) 455-469
1. The VIRGO suspension system
A number of interferometric antennas are pres- ently under construction around the world with the goal of detecting gravitational waves in the fre- quency interval of a few tens of Hz to a few kHz [l-3]. VIRGO [4] is the only interferometric an- tenna which plans to incorporate sophisticated sus- pension systems (superattenuators) for the optical components that will be able to isolate the antenna from seismic noise. With this solution, one can obtain a mirror displacement sensitivity better than 3 x lo- ’ 8 m Hz- w starting from about 4 Hz. This corresponds to an obtainable strain sensitivity of R% 10W21 HZ-‘/~ in the low-frequency region, where gravitational waves emitted by pulsars and coalescing binaries are expected [SJ.
The superattenuator (Fig. 1) is essentially a cas- cade of five pendula where each stage has length of about 1.3 m [4], In an N-stage pendulum, the hori- zontal motion of the suspension point, at a fre- quency (f) higher than the frequencies of the nor- mal modes, is transmitted to the suspended mass with an attenuation proportional to f -2N. The VIRGO superattenuator chain has been designed with a sufficient length to confine all its normal mode frequencies at a few Hertz and to produce sufficient attenuation (i.e. larger than lOlo) starting from about 4 Hz. An earlier design involved a chain of seven 1 m long pendula [6]. The use of a special pre-isolator stage [4] from which the whole chain is suspended now allows a reduction in the number of filters.
Vertical vibrations are not attenuated by a chain of simple pendula. These vibrations would be partially transferred to the interferometer beam (horizontal) direction because of unavoidable mechanical couplings between different degrees of freedom. Conceptually, a vertical attenuation can be obtained by replacing each suspension wire with a spring, forming a cascade of vertical motion pen- dula. The tricky part is to produce very low-fre- quencies of the vertical normal modes so as to obtain a good attenuation in the low-frequency range. To achieve this goal the vertical springs have to support large loads with very soft spring con- stants. For this reason each stage of the chain is replaced with a special mechanical filter (about
Fig. 1. View of the superattenuator chain assembly.
100 kg mass and large momentum of inertia) acting as a spring also in the vertical degree of freedom.
Each mechanical filter (Fig. 2) is essentially a rigid steel cylinder (70 cm diameter and 18.5 cm

M. Beccavia et al. JNucl. Instv. and Meth. in Phys. Rex A 404 (1998) 455-469 457
to the previous stage
maanets I /
screw
U 1 stage
(a)
Fig. 2. Vertical section of a superattenuator mechanical filter (a); the shaded part is the moving part of a filter. Perspective view from
below of the same filter (b).
Fig. 3. Plan (a) and side view (b) of a triangular pre-bent cantilever blade. Once loaded with the nominal weight, the blade assumes
a straight horizontal shape. The pendulum oscillation mode of the loaded blades is at about 1.5 HZ.
height) supporting a set of converging triangu- lar cantilevered blade springs [S-S].’ The filter is suspended from a steel wire (few mm diameter and 1.3 m long) as close as possible to its center of mass. The base of each triangular steel blade is clamped to the outer circumference of the bottom of the filter body. As illustrated in Fig. 3b, the rest shape of the blades is bent at a constant radius of curva- ture. They return to be flat and horizontal at the nominal load (typically around 50 kg).
The tip of each blade of the filter is attached to a vertical “central column” with piano wires. The central column is constrained to a simple vertical
’ Cantilever springs have been used in other gravitational wave
experiments to isolate the detectors from seismic noise [9,10].
motion; movements in the transverse directions are prevented by two systems of four centering wires, mounted on the top and on the bottom surfaces of the filter body. The central column carries a “cross- bar” and supports the load of the lower stages through a second steel wire. The moving part of the filter (shaded part of Fig. 2a), formed by the blade springs, the central column, the crossbar and its load is subject to a vertical spring return force when it is displaced from its equilibrium position.
2. The blade springs for the vertical attenuation
The number and the width of the cantilever springs in each filter is adjusted to its load so that

458 M. Beccaria et al. /Nucl. Ins@. and Meth. in Phys. Res. A 404 (1998) 455-469
all springs, pre-bent to the same initial curvature, operate in a perfectly flat and horizontal configura- tion.’ The blade stiffness k, determines the vertical frequencyf, of the filter:
where M is the mass of the load suspended from the spring blades. The stiffness k, is constrained by the equilibrium condition which is approximately given by
k;y, = M.g, (2)
where yo, about 10 cm, represents the vertical dis- placement of the blade’s tip from the unloaded position to its equilibrium position (Fig. 3b). Since the load is fixed, the blade stiffness k, can be mini- mized only by increasing yo. This can be done either by manufacturing long blades or using blades with a smaller curvature radius Yb (i.e. with higher stress).3 Practical considerations limit the outer diameter of the filters to less than 1 m. Given a blade thickness, the elastic limit of steel fixes the lower limit for the obtainable curvature radius.
The triangular shape of the blades results in a uniform distribution of the stress across the entire surface. In the original design, the AISI 1070 steel4 blades (375 mm long and 3.5 mm thick) were bent to a 460 mm bending radius corresponding to a loaded compressional (tensional) stress on the bottom (top) surface of 785 N/mm’. This stress corresponds to about 70% of the nominal yield stress of the steel in question and it was considered to be safe.
Using only blade springs, a vertical resonant frequency of 1.5 Hz in each stage of the superat- tenuator could be achieved; this frequency is well above the 0.5 Hz of the horizontal pendulum mode.
‘The supported load and the vertical working position of the central column can be tuned by changing the inclination of the
base of some of the blades. 3 The peak internal stress of the blades is proportional to l/r,,.
In Ref. [11] the mechanical aspects of the blade springs are discussed in detail.
4 The AISI 1070 steel is a high-carbon steel where the percent- age of carbon is around 0.7%.
A special system of magnetic antisprings mounted on the crossbar (Fig. 2) reduces the effective elastic constant of the filter by an order of magnitude [S-S]. As a result, the main resonant vertical fre- quency of the filter is reduced by the factor of three necessary to meet the specifications.
3. The creep problem
Static and dynamic stress affects the microscopic structure of the materials, eventually changing their macroscopic features. The structure of a single filter (Fig. 2) can be modeled as a set of springs (centering wires, blades, clamps, hinges, crossbar, suspension wires, etc.) each with a given stiffness. Each of these components, because of the loading stress, may be subject to a variation of its shape, inducing a drooping of the moving part of the mechanical filter. This process, named “micro-creep” (or simply “creep”), is mainly due to a series of microscopic quantized yielding processes occurring on the scale of the crystalline structure [12].
Only two components of the mechanical filters were observed to produce a significant amount of creep: the blades and the filter suspension wires. They are also the most sensitive and stressed com- ponents of the superattenuator. Both items have been thoroughly studied. This paper is mainly lim- ited to the results of blade measurements. The ef- fects of creep are particularly important in the steel wires which suspend the mirror at the bottom of the chain of filters (Fig. 1). In Ref. [13], we discussed in detail this subject.
The micro-creep generates two problems, one trivial and one fundamental. The trivial problem is that VIRGO has to remain operational for 30 y. The mechanical filters have an acceptable vertical working-point range of approximately half a mil- limeter and a tuning capability of few millimeters with a remote control acting on a small parasite suspension blade [4]. At the rate of few tens of urn per day, a tuning of the blades would be required every few weeks and the tuning range would be exhausted in a few months.
The fundamental problem is that the sensitivity of the interferometer can be affected by the mechan- ical shot-noise of the individual micro-creep events,

M. Beccaria et al. fNuc1. Ins@. and Meth. in Phys. Rex A 404 (1998) 455-469 459
Thermal Insulator
Thermal Insulator
\ Thermostat
Fig. 4. Experimental setup for measuring the creep of the mechanical filter. An LVDT sensor is used to measure the lowering of the moving part of the filter (i.e. of the blade tips) with respect to its cylindrical body. The lamps (used as a heat source) are powered by
a thermocouple circuit driven by a thermostat to stabilize the temperature.
i.e. the click of two grains of the metal (a volume of hundreds of pm3) which slip and release most of their stored stress energy. The order of magnitude of the energy released in these events (hundreds of picoJoule) and the induced creep step length of the payload (picometers) can be calculated from the applied stress and from the grain dimensions [13]. The amplitude of these steps is extremely large if compared with the small displacement of the mir- ror induced by gravitational waves (typically lo-” m). A creep of just 1 urn per day would correspond to about ten of these steps per second.
In Ref. [ 131, we describe a simple model to evalu- ate the mechanical shot-noise induced by creep events in the last stage of the superattenuator, in proximity of the mirror.5 In order to keep the creep shot-noise well below the VIRGO sensitivity, the vertical position of the blade tips of the last filter of the chain must be very stable. Only a creep yielding of the blade tips less than one nanometer per day can be allowed in our interferometer.
5 The mechanical vibrations induced by single creep events occurring in the upper stages of the chain are filtered by the
lower stages. Thus, it is necessary to pay attention only to the last stage(s) of the chain.
4. Evidence of creep in the original AISI 1070 blade filters
A prototype of a superattenuator filter with 10 AISI 1070 blades and without the antispring mag- nets has been assembled and loaded as shown in Fig. 4 in order to check the stability of its mobile part under load. Temperature changes induce vari- ations of the spring constants, of the dimensions of the blades and of all the other filter components. In order to distinguish the creep from the much larger thermal effects, the measurement was performed in a temperature-controlled environment (with resid- ual fluctuations of a few tenths of degrees peak to peak). The differential displacement between the crossbar of the central column and the filter body (mostly due to the blade tips drooping) has been measured by an LVDT sensor with a nominal DC sensitivity of few nanometers [6]. This setup is insensitive to the creep of the filter suspension wire. The signals of the LVDT and of the thermal probe have been digitized by a voltage-sensitive ADC. The value of the signals is recorded every second and the mean value over 100 s is stored in the acquisition file. The LVDT sensor is not sensitive enough to allow a direct measurement of the noise induced on the filter by single creep steps. Only the

460 M. Beccnria et al./Nucl. Ins@. and Meth. in Phys. Res. A 404 (1998) 455-469
23 24 25
Temperature (“C)
Fig. 5. Lowering of the moving part of the filter (Fig. 2a) versus
temperature; the arrows indicate the flow of time. In the first
part of the curve, the filter is heated and, in a few hours, reaches
the operational temperature. During this phase, the blade tips
lower because of the dependence of the blade stiffness on tem-
perature. Then, when the temperature is stabilized, the filter
experiences thermal swings of about 0.2”C (over a 24 h period).
Despite the residual thermal swings, a continuous lowering due
to creep can be easily distinguished.
drooping of the blade tips, integrated over many creep steps, is measured in this work.6
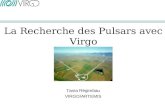
From the measurement of the vertical position of the central column versus the temperature (Fig. 5), we observed a significant creep rate. A constant creep rate of about 10 pm per day has been ob- served at a temperature of 26°C on the time scale of weeks. The measurements were repeated at stabil- ized temperatures of 19, 21, 36, 45 and 50°C. In order to achieve a good sensitivity, each measure- ment lasted several weeks. Fig. 6 displays the measured mean creep rate as a function of the temperature. The conclusion is that the creep rate is very large and exhibits an exponential dependence on the temperature (one order of magnitude every ZOO). This level of creep cannot be tolerated by our apparatus which will operate at a fixed temperature to be chosen between 20°C and 35°C.
6 Acoustic techniques have been used on steel and other metal samples to measure the rate of creep events [14,15]. A study,
using this technique, is in progress.
The AISI 1070 steel blades are the most stressed component of the mechanical filter. A detailed finite-element analysis of the filters have shown that no other point of the filter structure is subject to a relevant stress. In order to rule out experi- mentally the creep of the filter body and of the other components, the authors repeated the measurement on a filter assembled with very thick (4 cm) and rigid blades, that can be safely assumed to be creep free [6]. The 8 rigid blades clamped on the filter body were loaded with a 1.2 ton mass. The load acts on the filter body through the support of the clamp of the blades. In this configuration, about twice the nominal load acts on the blades and thus on the filter body. The system was placed in a tem- perature-controlled chamber, at 35”C, and the creep was measured by a mechanical comparator whose sensitivity is about 1 pm. Despite the double load, no drooping was observed during two weeks of observation. The hinges of the tunable blades were also tested in similar conditions with null result over a few weeks.
5. The origin of creep
5. I. A simple model
To understand the problem of creep, it is neces- sary to look into the microscopic structure of metals. The reader is invited to consult specialized publications for a better treatment of the argument [12,16-181. Here, we will report a necessarily over- simplified description of the matter.
As soon as stress is applied to a polycrystalline solid, a quasi-equilibrium state is reached where each grain proportionally elongates as much as the local strain and is subject to the corresponding stress or compression. Inside each grain, the stress is initially distributed rather uniformly throughout its volume. As time goes on, thermal fluctuations shake free or generate dislocations that glide across the grain width pushed by the stress field pressure. Dislocations will travel across the volume first and then along the grain surface until they reach the end of the grain volume or a pinning point and accumulate there. As they do so, they effectively transport stress originally distributed across the

M. Beccaria et al./Nucl. Instr. and Meth. in Phys. Rex A 404 (1998) 455-469 461
1 ’ / I I I I 10 20 30 40 50 60
Temperature (“C)
Fig. 6. Mean daily creep rate of the superattenuator filter as a function of temperature. An exponential dependence is evident.
grain to its boundary. Eventually, there will be enough stress built-up to exceed the yield limit and a grain slippage will occur. Once grain slippage is started all the elastic energy stored between two grains is released. The fraction of stress that was supported by the two slipping grains gets reshared between the other grains of the metal sample.’
The number of dislocations in a grain depends on the chemistry and physical processing of the material. Among these dislocations a fraction pro- portional to an exponential of the applied stress have activation energies reachable by the statistical fluctuations of the thermal energy KT at room temperature and can move, inducing creep [16,17]. As it is the sum of the stresses carried by disloca- tions that eventually triggers grain slippage, it is clear that even a semi-macroscopic event like a grain slippage (nanoJoules) can be driven by ther- mal fluctuations (measured in units of lO-‘l Joules).
The creep speed is determined by the frequency at which the dislocations are used up. This fre- quency is given by [ 161
f._fO.e-WW, (3)
7 Indeed grain deformations of few tens of nanometers, corres- ponding to the maximum percentile elastic deformation of the
metal, have been observed in test samples and are reported in the literature 1161.
where both E, the effective activation energy of the elementary creep process (of the order of eV), and the constant f0 depend on the detailed crystalline structure and on the applied stress, while T denotes the absolute temperature and KB the Boltzmann constant. The term E is not a fixed value because in the crystals there is an infinity of slightly different kinds of dislocations, each with its own activation energy. The observable E is rather the mean of a distribution of activation energies.
Below a certain stress threshold, the thermal energy fluctuations can shake free only a limited number of available dislocations. In this regime, as time goes on, the dislocations are progressively used up until they are exhausted. If Eq. (3) is ap- plied to different kinds of dislocations, it is obvious that lower activation energy dislocations will be used up faster. In the absence of dislocation regen- eration, the effective activation energy E grows with time because of the longer lifetime of the high activation energy dislocations. As a consequence, the creep shows a logarithmic behavior with time and its speed decreases as the inverse of time (this regime is named a-creep). This behavior may or may not exhibit grain slippages. Because of the form of Eq. (3), the wide distribution of activation energies is eroded and depleted up to an energy barrier which is proportional to the temperature. Aging a loaded sample at higher temperature

462 A4. Beccaria et al. /NucI. in&+. and Meth. in Phys. Rex A 404 (1998j 455-469
practically eliminates all dislocations that can be activated at lower temperature.
Above a threshold stress level the distributed stress is sufficient to generate continuously new dislocations of all kinds. In this case, the creep will show a constant speed with time, and one speaks of steady-state creep. In this regime, some level of grain slippages is always present (p-creep) and the sample will eventually fail.
5.2. Carbon steel limitations
In common high-carbon steel, like, e.g. AISI 1070, hardening is due to a martensitic grain struc- ture obtained by fast quenching of the sample in water or light oil of components heated at a high temperature (850°C). The iron grains themselves are fairly uniform and dislocations can travel along their full-widths. The dislocations (and the stress that they carry) migrate along the stress-field direc- tion and accumulate against defects or the small carbon crystals at the grain interfaces. As disloca- tions can be accumulated from essentially the entire grain volume to relatively small pinning points, the slipping stress will eventually be reached even for comparatively small macroscopic stresses. This is the reason why at stress levels of 70% of the yield point, a constant creep rate has been observed with AISI 1070 blades (Section 4).
To reach, in AISI 1070, the point at which the stress redistribution is not sufficient to generate failing grains, stresses as low as 15-20% of the commonly accepted engineering elastic limit would be necessary. At this stress level, the field inside grains is not sufficient to accumulate enough dislo- cation at the grain boundary to trigger slippage and logarithmic creep behavior is expected. This stress level, however, is hopelessly low for the VIRGO requirements of low-frequency filter oscillations (Section 2).
6. The precipitation-hardened steel option
A solution to the creep problem in VIRGO was found by looking at a different kind of material, with a completely different kind of steel, i.e. by using a precipitation hardened steel alloy [19,20]
like the ones in the Maraging-steel family. In Maraging steels, only about two-thirds of the alloy is iron. The balance is made of nickel, cobalt, mol- ybdenum and titanium in finely dosed percentages chosen to generate a solid solution which is stable at 950°C or above in the form of heavily doped iron martensitic crystals. This is called a resolubilized state and, when quickly cooled to room temper- ature, it is metastable. In the metastable resol- ubilized form, Maraging steel is ductile and can be easily machined and bent to the desired form.’
Below 500°C the fully solubilized form is ther- modynamically unstable. At room temperature small crystals (intermetallic compounds of Tita- nium and Cobalt [19,20]) would “precipitate” in- side the larger martensitic iron grains if this process were not prevented by the lack of atomic diffusion inside the grains; this process would take millions of years.
Once the ductile solubilized form is machined and/or bent to the desired shape it can be hardened by heat treatment at 480°C for several hours. At this temperature, the martensitic grains retain their shape while the metal atoms can migrate inside the iron grains; nanometer-sized crystals are formed, embedded inside the 5-10 urn martensitic iron grains. As the atomic diffusion distances inside a grain are measured in terms of nanometers, nanocrystals form in the martensitic crystalline structures at characteristics distances of 20-30 nm. Many millions of nanocrystals populate each of the 5-10 urn martensitic grains after precipitation hardening. The precipitated nanocrystals provide an enormous number of pinning points for the dislocations that cannot travel anymore from end to end of the grain. As a result all stresses remain frozen throughout the grain volume and the slipp- age threshold on its surface cannot be reached anymore. The dislocations can still move freely between nanocrystals but for distances measured in nanometers instead of microns.
a Like in ordinary steel, the Maraging average grain dimen-
sions can be somewhat controlled by the speed of the casting process and by the dwell time at the resolubilization temper- ature, but they are, by and large, analogous to the dimension of
any normal steel alloy, i.e. 5-10 pm.

M. Beccaria et al. /NJ_&. Instv. and Meth. in Phys. Rex A 404 (1998) 455-469 463
0.5 1
Percentage Elongation (%)
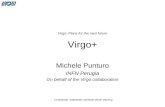
Fig. 7. Stress-Strain curves for the first cycle of the AISI 1085 wire (A), for the cycle number 200 of the same wire (B) and for the first 200
cylces of the Maraging C250 steel wire (C). The area of the hysteresis cycles of Maraging C250 steel is much smaller (compatible with
Shortly after an external stress is applied, the several dislocations trapped between nanocrystals are accumulated by the stress pressure against the nanocrystals themselves. This initial movement generates observable blade drooping and can even initiate a few slippage events. The time scale of this migration can vary between many weeks to hours depending on the thermal conditions after the stress is applied. Once all the available dislocations have settled, the process stops. The effects of the dislocations movements and their eventual con- sumption have been measured macroscopically in the form of the logarithmic strain in time of the blades under stress (Section 7).
7. Experimentai results
A search of the available literature and lore guided the choice of best candidate to Maraging C250, a steel of the Maraging family of precipita- tion-hardened steel alloys. Maraging C250 was chosen for its good characteristics and its availabil-
ity.’ Other two materials of intermediate character- istics are being tested as well.
The difference between carbon steels and Marag- ing is striking when measured on wire samples. A stress-strain machine has been built to study the behavior under stress of wire-shaped materials. A calibrated stress has been applied by a piston on 3 mm diameter wire samples. The strain has been measured by a strain gauge with a precision of few microns over a meter-long wire. Stress-strain hys- teresis cycles in AISI 1085 and Maraging C250 wires in similar conditions are plotted in Fig. 7.l’ Large-area cycles for AISI 1085 were found, while the hysteresis area of the Maraging C250 cycles is
9Maraging C250 is composed with pure iron alloyed with
18.4% of nickel, 8.2% of cobalt, 4.7% of molybdenum, 0.5% of
titanium and traces of other metals. It is sold under the name of Marval 18 (trademark of Aubert Duval, Neuilly sur Seine,
France). lo The AISI 1085 is a high carbon steel of the same family of
AISI 1070 with a slight larger percentage of carbon (around
0.85%).

464 M. Beccavia et al./Nucl. Instv. and Meth. in Phys. Rex A 404 (1998) 455-469
compatible with zero. Large hysteresis cycles indi- cate plastic effects induced by the movement of dislocations inside the material, an indirect evid- ence of a poor creep behavior.
In order to measure the effects of creep on real blades under different stress levels and after differ- ent production processes, a test jig called the “Christmas tree” was built. It consists of a 2.7 m long trunk carrying 20 shelves (Fig. 8) each made of a blade clamp and a measurement branch extend- ing over the blade. All the tested blades have equal triangular shape (flexible length of 375 and 120 mm
base width), but were given different curvature radii and thermal treatments. The blades are loaded with lead cylinders of the weight necessary to bend them back to flatness. An LVDT sensor, mounted be- tween each branch and its blade tip, monitors the blade drooping under stress. The Christmas tree is housed in a large thermostabilized box where the temperature can be set at the desired value up to 80°C. A temperature stability of ‘r 0.2”C was achieved. A personal computer continuously monitored the LVDT signals, the oven and the ambient temperature. The signal averages over
Rigid Support
Blade
(b) Load
Fig. 8. The “Christmas tree” (a): the creep of about twenty blade springs can be measured at the same time. In the detailed view(b), one
of the branches is shown. The lowering of the blade tip is measured by an LVDT sensor with respect to the structure of the tree.

M. Beccaria et al. /Nucl. Xnstr. and Meth. in Phys. Rex A 404 (1998) 455-469 465
10 min were recorded on disk. Blades of AISI 1070 and Maraging C250 were loaded. The loading in- cluded AISI 1070 blades bent at the nominal 450 mm curvature radius and several Maraging C250 steel blades bent at different radii (ranging from 180 to 480 mm). The Maraging blades have undergone the following three different hardening processes:
some blades were precipitation hardened dir- ectly at 480°C after bending to shape; some were bent, then resolubilized at 850°C for 1 h to release the internal stresses left by the bending process, cooled to room temperature and then precipitation hardened at 480°C for 4 h; some of the blades of group 1 were measured, then resolubilized at 850°C and then re- hardened at 480°C for 4 h.
The first measurements (Fig. 9) confirmed that AISI 1070 at room temperature has a large creep Essentially no relationship was identified be- rate, constant with time. This evidence occurs even tween the creep rate and the load up to 80 kg with loads as low as 50 kg per blade corresponding (corresponding to a surface stress of 1250 N/ to a stress of about 780 N/mm2 at the surface. This mm’). Increasing the applied stress above 100 kg, is the nominal stress of each blade of the VIRGO it is possible to reach P-creep even in Maraging mechanical filters. The exponential dependence on steel.
-250
temperature shown in Fig. 6 has been also con- firmed.
The first tests with Maraging C250 steel immedi- ately showed a radically different behavior, Ini- tially, the creep rate was high, even higher than in AISI 1070, but it immediately slowed down follow- ing a logarithmic behavior. A series of tests were done at increasing temperatures with steps of 15°C. The measurements were done at 35”C, 5O”C, 65”C, 80°C and then again at 65°C. All creep-rate measurements typically lasted for lo-15 days at each temperature level in order to obtain a long enough time record to fit the logarithmic behavior. The plots of Fig. 10 show the measurements rela- tive to four representative blades, with different loads and heat treatments. The logarithmic behav- ior (cl-creep) was observed for loads up to 70-80 kg and for temperatures as high as 80°C without any evidence of a steady-state creep @-creep) over the transient one.
+ blade a 1
+-blade b
----+- blade c
0 20 40 60 80
Time (hours)
Fig. 9. Elongation versus time plot of three AISI 1070 blades (bending radius of 460 mm, corresponding to a load mass of about 50 kg) at T = 50°C.

466 M. Beccavia et al. JNucl. Ins@. and Me&. in Phys. Res. A 404 (1998) 455-469
The strain rate is driven by the overall popula- tion of dislocation energy levels in the sample which can be very different from one blade to another, depending on their previous history. In this way, one can explain the two different creep behaviors of the blades 2 and 3, which were subject to the same stress and heat treatment at different times (Fig. lob).
The data shown in Fig. 11 indicate a good stabil- ity of the blades (compatible with zero creep) when the temperature is reduced to 65°C after the 80°C tests. One can safely say that, unlike in AISI 1070, in Maraging C250 the processes of regeneration of flow dislocations is effectively constrained under the test conditions and there is no measurable steady-state creep.
T=35”C
i 100 200 300
Time (hours)
8. The ultimate creep level
Increasing the temperature has the effect of accel- erating the consumption of available dislocations. After baking, the creep rate is so small that it is indistinguishable from zero at room temperature in our experimental setup. We remind that the creep rate acceptable for the VIRGO blades is less than one nanometer per day [ 131. This level of creep is beyond our measuring capabilities and can only be estimated indirectly.
From Fig. 10, one can notice that the increase of temperature from 35°C to 80°C does not cause transition from a to p creep on any of the tested blades. One can also observe that, within errors, equal steps of temperature produce equal creep
T=50"C
Time (hours)
T=80”C
100 200 300 0 100 200 3c Time (hours) Time (hours)
Fig. 10. (a) Elongation verw~ time of Maraging C250 blade 1 (bending radius of 400 mm, load mass of 53.1 kg, heat treatment No. 1)
for increasing temperatures. This blade had already undergone a short heat treatment at 50°C. (b) Comparative elongation versus
time plots for increasing temperatures of Maraging C250 blades 2 (dashed hne) and 3 (solid line). The bending radii are 290 mm (blade 2) and 300 mm (blade 3), corresponding to the loads of 79.7 kg (blade 2) and 77.7 kg (blade 3). Heat treatment No. 2 has been
performed on both blades. Blade 2 was produced a few weeks earlier and stored under load, close to room temperature. (c) Elongation
versus time plots for the Maraging C250 blade 4 (bending radius of 350 mm, load mass of 63.6 kg, heat treatment No. 3) for increasing temperatures.

M. Beccaria et al. /Nucl. Imstu. and Meth. in Phys. Res. A 404 (1998) 455-469 467
T=35’C T=50”C
100 200 300 Time (hours)
T=65”C
0
Time (hours)
6 e .o s .B -100 z B 9 w
-200 0 100 200 300
(b)
0
T=35”C
1 I
i 100 200 300
Time (hours)
T=65’C
-7
-200 t 0 100 200 300
Time (hours)
T=SO”C
-200 ’
Time (hours)
1 0 100 200 300
T=50”C
1 I
i--A _: _,
i i 0 100 200 300
Time (hours)
T=80”C
100 200 300 Time (hours) Time (hours)
Fig. 10. (Continued).

468 M. Beccavia et al./Nucl. Instr. and Meth. in Phys. Res. A 404 (1998) 455-459
-Blade 1 -Blade 2
40 z 8
200 400 Time (hours)
-Blade 3
” IUU 200 300 Time (hours)
0 100 200 300 Time (hours)
-Blade 4
I 100 200 300
Time (hours)
Fig. 11. Elongation versus time plots of Maraging C250 blades from 1 to 4 at 7’ = 65°C after the 80°C creep test of Fig. 10. The
measured residual creep is compatible with zero.
acceleration factors. In the approximation that E andfo in Eq. (3) are independent of temperature, one can calculate the apparent dislocation activa- tion energy, of the order of eV.ll
From Eq. (3), one can also deduce that a reduc- tion of the temperature from 80°C to 30°C induces a reduction of the creep speed of about three orders of magnitude. This means that a creep rate of one micron per day at 80°C should be acceptable for VIRGO. The residual creep after baking can be further quenched by longer or warmer baking. Warmer baking is beneficial until it starts generat- ing new kinds of dislocation processes or transitions in the metal. In Maraging steel, this is not expected below 200°C.
The lower section of the VIRGO vacuum towers (where the suspended mirrors are located) will be
I1 The small variations of E due to the temperature and stress
changes cannot be observed because of the large errors in the
measurement of the acceleration factors.
baked at 150°C for 1 week. Recent tests on a com- plete filter baked at 150°C under load have shown that no significant creep was present (its payload was found to have drooped by a maximum of half-mm at the end of baking). Following this test, it should be possible to bake the full superattenuator chain in the working configuration at a temper- ature up to 150°C.
9. Conclusions
The creep rate detected in the first prototype AISI 1070 blade springs of the superattenuator mechanical filters was found to be unacceptable for VIRGO. This evidence forced us to test different kinds of steel. Our best solution, so far, is provided by precipitation-hardened steels. In particular, the Maraging C250 steel guarantees a very high stabil- ity of the blades under the VIRGO nominal load of about 50 kg (with very large tolerances). Moreover, a detailed analysis of the effects of temperature, the

M. Beccaria et al. lNuc1. In&. and Meth. in Phys. Res. A 404 (1998) 455-469 469
applied stress and the thermal treatment on the creep rate has been performed. Our conclusion is that a moderate baking of the filters reduces the creep rate by many orders of magnitude at the VIRGO operational temperature (around 30°C).
Acknowledgements
Thanks are due to F. Figus, C. Galli, E. Puc- ciarelli and R. Ruberti for their enthusiastic tech- nical support that made this work possible.
References
VI 121
c31
[41
c51
A. Abramovici et al., Science 256 (1992) 325.
J. Hough et al., Proposal of the GE0 project to SERC and
BMFT, Internal Rep. of Max-Planck-Institut fiir quan-
tenoptik, MPQ, 1989, p. 147. K. Tsubono, Proc.lst Edoardo Amaldi Conf. on Gravi-
tational Wave Experiments, June 1994, Frascati, Italy.
The VIRGO collaboration, VIRGO Final Design, E.T.S.,
1997, Pisa, Italy. K.S. Thorne, Gravitational radiation, in: S.W. Hawking,
W. Israel (Eds.), 300 years of gravitation, Cambridge Uni-
versity Press, New York, Chap. 9, pp. 330458.
PI
t-71 PI
c91 WI Cl11
WI
Cl31
Cl41 U5l
1261
Cl71
WI
Cl91
PO1
S. Braccini, Thesis, Scuola Normale Superiore, 1996, Pisa, Italy.
S. Braccini et al., Rev. Sci. Instr. 67 (8) (1996) 2899.
M.Beccaria et al., Extending the VIRGO gravitational wave detection band down to a few Hz: metal blade
springs and magnetic antisprings, Nucl. Instr. and Meth.
April, 1997, accepted for publication.
E. Coccia, Rev. Sci. Instr. 53 (1982) 148.
L. Ju, D.G. Blair, Rev. Sci. Instr. 65 (1994) 3482.
F. Raffaelli, VIRGO blade springs mechanical aspects,
VIRGO Internal Note, VIR-NOT-PIS-4600-111.
A.S. Nowick, B.S. Berry, Anelastic Relaxation in Crystal-
line Solids, Academic Press, New York, 1972.
G. Cagnoli et al., Mechanical shot noise induced by creep
in suspension devices, Phys. L&t. A, May 1997, submitted.
H. Hatano, J. Appl. Phys. 47 (9) (1976) 3873. B. Raj, B.B. Jha, P. Rodriguez, Acta Metallogr. 37 (8)
(1989) 2211.
D. Hull, D.J. Bacon, Introduction to Dislocations, 3rd ed.,
Pergamon Press, Oxford, 1983.
J.P. Hirth, J. Lothe, Theory of Dislocations, Wiley, New
York, 1982. S.J. Basinski, Z.S. Basinski, Plastic deformation and work
hardening, in: F.R.N. Nabarro (Ed.), Dislocations in
Solids, vol. 4, North-Holland, Amsterdam, 1979.
F.R.N. Nabarro, Solution and precipitation hardening,
Phil. Mag. 35 (1975) 613.
V. Gerold, Precipitation hardening, in: F.R.N. Nabarro
(Ed.), Dislocation in Solids, vol. 4, North-Holland, Am-
sterdam.