
THE APPLICATION OF BIOLEACHING TO BASE METAL · PDF fileThe Southern African Institute of...
22
The Southern African Institute of Mining and Metallurgy 6 th Southern African Base Metals Conference 2011 J W Neale, M Gericke and K Ramcharan _____________________________________________________________________________ Page 367 THE APPLICATION OF BIOLEACHING TO BASE METAL SULFIDES IN SOUTHERN AFRICA: PROSPECTS AND OPPORTUNITIES J W Neale 1 , M Gericke 1 and K Ramcharan 2 1 Biotechnology Division, 2 Mineral Economics and Strategies Unit, Mintek, ABSTRACT Bioleaching technology for the extraction of base metals from sulfide ores and concentrates has been under development for several decades, and is finding increasing commercial application. Heap bioleaching of secondary copper sulfides was pioneered by mine operators in Chile confronted with diminishing acid-soluble oxide ore resources. The technology was rapidly developed in both Australia and Chile through the recognition that oxygen (and not acid) is the principal reagent in the process. Forced aeration is now de rigueur for these operations. The engineering design and operational control of sulfide heap bioleach operations have developed to the point where the process can be applied for the treatment of primary copper sulfide ores, where heat retention in the heap is the critical requirement to promote the oxidation of chalcopyrite. Commercial implementation is now underway in the Middle East and Chile. The tank bioleaching of clean copper sulfide concentrates has suffered the same fate as many other hydrometallurgical copper leaching processes: it cannot compete economically with smelting. Piloting and demonstration projects have therefore tended to focus on concentrates that are not attractive for smelting, such as polymetallic sulfide concentrates and concentrates that contain elements that would incur smelting penalties. There are several examples of these demonstration projects, in Mexico, Chile and Europe. Mintek has been a leading developer of bioleaching technologies for over 25 years, and has gained extensive experience from metallurgical testing, pilot plant design and operation, and commercial implementation of these technologies. This paper reviews the state of play in base metal bioleaching, drawing on these experiences to evaluate the techno-economic drivers that govern the application of this technology. Topics that are covered include the choice between tank and heap bioleaching, microbiology and the selection of the process operating temperature, the influence of ore mineralogy on the process options, environmental considerations, and the design of metallurgical test work programmes. Examples and results from Mintek’s research and development programmes are used to illustrate the main features of the various bioleach technologies. The Southern African region hosts a wide variety of base metal resources in countries such as Zambia, the Democratic Republic of the Congo, Botswana, South Africa and Namibia. There is potential for base metal exploration and development in other Southern African countries, including Angola, Madagascar, Mozambique and Tanzania. Base metal prices have risen recently, and consequently there is renewed exploration and development activity in the region. As existing base metal resources in Southern
Transcript of THE APPLICATION OF BIOLEACHING TO BASE METAL · PDF fileThe Southern African Institute of...

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 367
THE APPLICATION OF BIOLEACHING TO BASE METAL SULFIDES
IN SOUTHERN AFRICA: PROSPECTS AND OPPORTUNITIES
J W Neale1, M Gericke
1 and K Ramcharan
2
1Biotechnology Division, 2Mineral Economics and Strategies Unit, Mintek,
ABSTRACT
Bioleaching technology for the extraction of base metals from sulfide ores and concentrates has been under development for several decades, and is finding increasing commercial application. Heap bioleaching of secondary copper sulfides was pioneered by mine operators in Chile confronted with diminishing acid-soluble oxide ore resources. The technology was rapidly developed in both Australia and Chile through the recognition that oxygen (and not acid) is the principal reagent in the process. Forced aeration is now de rigueur for these operations. The engineering design and operational control of sulfide heap bioleach operations have developed to the point where the process can be applied for the treatment of primary copper sulfide ores, where heat retention in the heap is the critical requirement to promote the oxidation of chalcopyrite. Commercial implementation is now underway in the Middle East and Chile. The tank bioleaching of clean copper sulfide concentrates has suffered the same fate as many other hydrometallurgical copper leaching processes: it cannot compete economically with smelting. Piloting and demonstration projects have therefore tended to focus on concentrates that are not attractive for smelting, such as polymetallic sulfide concentrates and concentrates that contain elements that would incur smelting penalties. There are several examples of these demonstration projects, in Mexico, Chile and Europe. Mintek has been a leading developer of bioleaching technologies for over 25 years, and has gained extensive experience from metallurgical testing, pilot plant design and operation, and commercial implementation of these technologies. This paper reviews the state of play in base metal bioleaching, drawing on these experiences to evaluate the techno-economic drivers that govern the application of this technology. Topics that are covered include the choice between tank and heap bioleaching, microbiology and the selection of the process operating temperature, the influence of ore mineralogy on the process options, environmental considerations, and the design of metallurgical test work programmes. Examples and results from Mintek’s research and development programmes are used to illustrate the main features of the various bioleach technologies. The Southern African region hosts a wide variety of base metal resources in countries such as Zambia, the Democratic Republic of the Congo, Botswana, South Africa and Namibia. There is potential for base metal exploration and development in other Southern African countries, including Angola, Madagascar, Mozambique and Tanzania. Base metal prices have risen recently, and consequently there is renewed exploration and development activity in the region. As existing base metal resources in Southern

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 368
Africa are exploited, it is inevitable that smaller, lower-grade and more complex sulfide resources will need to be processed. Under these circumstances, bioleaching technology has the potential to unlock value for base metal producers in the Southern African region in the years ahead. Keywords: Bioleaching, bacterial oxidation, biohydrometallurgy, base metal, sulfide, ore, concentrate, heap leaching, Mintek.
INTRODUCTION
Heap bioleaching of secondary copper sulfide ores has been conducted in South America for decades1, and recent reviews2-4 have described in detail the progress that has been made in developing and implementing bioleach technologies for the treatment of both ores and concentrates over the past 30 years. The paper sets out to summarise the current state of play in the development and application of base-metal bioleach technologies, initially by comparing the track records of the two main applications – tank and heap bioleaching – and then by undertaking a more in-depth analysis of Mintek’s experiences built up over 25 years of involvement in metallurgical testing, pilot plant design and operation, and commercial implementation of these technologies. With this background, the question will be asked – and an answer attempted – to the question: what are the prospects and opportunities for the application of bioleaching of base metals in Southern Africa? TANK AND HEAP BIOLEACHING
There are two ways to design a bioleaching process: either by tank leaching of a milled material – usually a sulfide concentrate produced by flotation – or by heap leaching of a crushed sulfide ore. There are variations to this theme, including indirect leaching (in which the leaching and biological growth processes are conducted separately), dump leaching (on uncrushed run-of-mine ore), and in situ leaching (where ores are fractured but treated in place, without being moved5,6). However, the main commercial applications of the technology, and the areas where the greatest advances have been made, are in tank and heap bioleaching. Tank Bioleaching of Concentrates – A Niche Technology?
Although the tank bioleaching of refractory gold concentrates has found fairly widespread commercial application, the technology has not been transferred into the base metals industry. In fact, despite a plethora of hydrometallurgical processes being developed for the treatment of base metal (and, in particular, copper) concentrates, very few have been commercially successful. Despite the technical soundness of these technologies, the main reason for their failure to be adopted by industry is, as one might expect, straightforward: they are not cost-competitive4,7. Base metal smelting and refining charges have been declining for well over a decade and, as a consequence, hydrometallurgical technologies have not been able to compete with the smelting industry. As a result, most piloting and demonstration projects for the bioleaching of concentrates have been aimed at materials that are not attractive for smelting, such as polymetallic sulfides and concentrates that contain elements that would incur smelting penalties. Examples include the Mintek-BacTech-Peñoles pilot plant at Monterrey in Mexico, which treated a complex polymetallic concentrate containing copper, zinc and

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 369
lead sulfides8, the Alliance Copper semi-commercial demonstration plant at Chuquicamata in Chile, which treated a copper-arsenic concentrate9, and integrated piloting of a nickel-copper concentrate from Aguablanca in Spain, which was undertaken by Mintek during the BioMinE project7. The only commercial implementation of base metal bioleaching is the Kasese Cobalt Company operation in Uganda, which treats a cobaltiferous pyrite concentrate using technology supplied by the French company, BRGM10,11. Heap Bioleaching of Ores – A Rapidly Developing Technology
Undoubtedly, heap bioleaching has had a considerably bigger impact on the base metal industry than tank bioleaching. The technology has its origins in Chile, where acid-soluble copper oxide heap leach operations were adapted to treat secondary copper sulfide ores. The technology evolved in Chile and Australia, with the realisation that oxygen (and not acid) is the primary reagent in the process. This resulted in the design of aerated heaps and better operational control systems, which vastly improved the rate and extent of metal extraction achieved in the process. More recently, the technology has been applied for the leaching of a polymetallic ore containing nickel, copper, zinc and cobalt at the Talvivaara operation in Finland12,13. The advances that have been made in areas such as agglomeration, heap inoculation, the judicious application of acid, forced aeration, irrigation management and in-heap measurement and control have enabled the generation and retention of the heat from the exothermic sulfide reactions taking place within heaps to be closely controlled2,14,15. These developments in heap leaching technology have allowed the process to be applied for the treatment of primary copper sulfide ores, which are usually of lower grade than secondary ores, and where the primary mineral is chalcopyrite. Chalcopyrite is recalcitrant to leaching at low temperature, and higher temperatures – typically between 45 and 78 °C – are required to achieve commercially viable leach rates. Commercial demonstration and application of primary sulfide heap leaching has been undertaken by Mintek (in the Middle East) and BHP Billiton (in Chile)16-19. THE STATE OF PLAY – WHAT HAVE WE LEARNT?
Process Options: the Selection of an Extraction Technology
Several factors govern the choice of extraction technology for a typical base metal deposit, as illustrated (somewhat qualitatively) in Figure 120. For high-grade oxide resources, a direct acid leach will usually be considered, whereas for lower-grade oxides, an acid heap leach will be appropriate. For high-grade secondary and primary sulfide resources, there are two process options: in both cases, the ore is milled and concentrated, and the choice is either to smelt (usually by selling the concentrate to a third party) or to treat the concentrate hydrometallurgically. For lower-grade secondary sulfide resources, heap bioleaching is the most likely process route – and recent developments suggest that the heap bioleaching of primary low-grade ores is reaching commercial reality.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 370
There are other factors which influence the choice, including the size of the deposit, the mineralogical composition of the ore, and local cost factors such as the costs of power, transport and labour. Strategic or even political issues may also play a role; for example, if on-site metal production is required, then the production and sale of concentrate to a remote smelter may not be favoured. For these reasons, generic rules of thumb should always be treated with caution. Nevertheless, it is possible to provide some guidance, drawing on previous experience and decisions that others have made. Table 1 shows a list of the world’s major copper heap leaching projects, ranked according to the copper grade of the ore reserves2,4.
Oxides Secondary sulfides Primary sulfides
Met
al
gra
de
Heap leachHeap bioleach
(developmental)
Mill, concentrate and smelt
or
Treat hydrometallurgically
Direct
leach
Heap bioleach
Figure 1. The choice of extraction technology for base metal resources
Table 1. Copper heap leaching projects ranked according to copper grade
Operation Reserves
(Mt)
Ore
processed
(t/d)
Copper
production
(t/a)
Copper
grade
(%)
Toquepala & Cuajone, Peru 134.3 128,500 40,000 0.24
S&K Copper, Myanmar 435 30,000 39,000 0.29
Equatorial Tonopah, Nevada, USA 24,500 25,000 0.31
Lomas Bayas, Chile 72.7 124,000 75,000 0.36
Zijinshan Copper Mine, China 400 8,400 10,000 0.43
Lisbon Valley, Utah, USA 40.4 18,300 27,000 0.46
Cerro Verde, Peru 1,000 63,000 100,000 0.51
Morenci, Arizona, USA 3,450 88,000 110,000 0.52
Escondida Norte, Chile 1,701 110,000 180,000 0.55
Skouriotissa (Phoenix pit), Cyprus 15 3,000 5,200 0.57
Andacollo, Chile 32 15,000 20,500 0.80
Zaldivar, Chile 235 54,500 150,000 0.91
Dos Amigos, Chile 5 3,000 10,000 1.00

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 371
Cerro Colorado, Chile 204 37,000 100,000 1.02
Whim Creek & Mons Cupri, Australia 14 5,000 12,300 1.04
Spence, Chile 370 50,000 200,000 1.06
Quebrada Blanca, Chile 130 17,300 75,000 1.15
Nifty Copper, Australia 5,000 16,000 1.20
Lo Aguirre, Chile 12 3,000 14,000 1.50
El Lince (Minera Michilla), Chile 4,800 19,700 1.56
Punta del Cobre, Chile 10 3,300 16,000 1.70
Mt Gordon, Australia 1.2 33,000 1.80
Girilambone, Australia 2,000 14,500 2.40
Ivan Zar, Chile 5 1,500 12,000 2.50
Talvivaara, Finland 1,550 72,000 156,800 0.86
Letpadaung, Myanmar 1,069 75,000 127,000 0.40
Notes
Some of the data in this table have been updated using the most recently available values.
The Mt Leyshon operation in Australia is omitted, because copper was a by-product of gold at this
operation.
The Talvivaara operation in Finland is a polymetallic operation, producing nickel, zinc, copper and
cobalt; the grades and tonnages for this operation include all four metals.
The figures for Letpadaung are the projected values for this project.
These data can be used to study the relationship between copper grade and the size of heap-leaching operations in terms of ore reserves, ore throughput, and copper production, as illustrated in Figures 2 to 4. (In these graphs, the blue data points represent the polymetallic Talvivaara mine, and the dark red data points represent the projected values for the Letpadaung project.)
0.0
0.5
1.0
1.5
2.0
2.5
1 10 100 1000 10000
Ore reserves (Mt)
Cop
per
gra
de
(%)
Figure 2. Heap leaching projects: copper grade and ore reserves

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 372
Some clear trends emerge from viewing these data. Projects with ore reserves greater than 100 Mt can support copper grades between about 0.3 and 1 %. With ore reserves below 100 Mt of ore, the copper grade increases, and reaches a value of around 1 to 1.5 % at 10 Mt of ore. Smaller projects require copper grades in the region of 2 to 2.5 %.
0.0
0.5
1.0
1.5
2.0
2.5
0 20,000 40,000 60,000 80,000 100,000 120,000 140,000
Ore processed (t/d)
Co
pp
er g
rad
e (%
)
Figure 3. Heap leaching projects: copper grade and ore throughput
In terms of ore throughput, lower copper grades can be tolerated over a wide range. Inspection of the data in Table 1 indicates that most of the smaller projects (in terms of throughput) with low copper grades have large reserves, and therefore longer mine lives, supporting the project economics. For projects treating more than 20,000 t/d of ore, copper grades lie within a range between 0.3 and 1.0 %. At very low throughputs, the copper grade rapidly increases to between 1.0 and 2.5 %.
The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 373
0.0
0.5
1.0
1.5
2.0
2.5
0 50,000 100,000 150,000 200,000 250,000
Copper production (t/a)
Co
pp
er g
rad
e (%
)
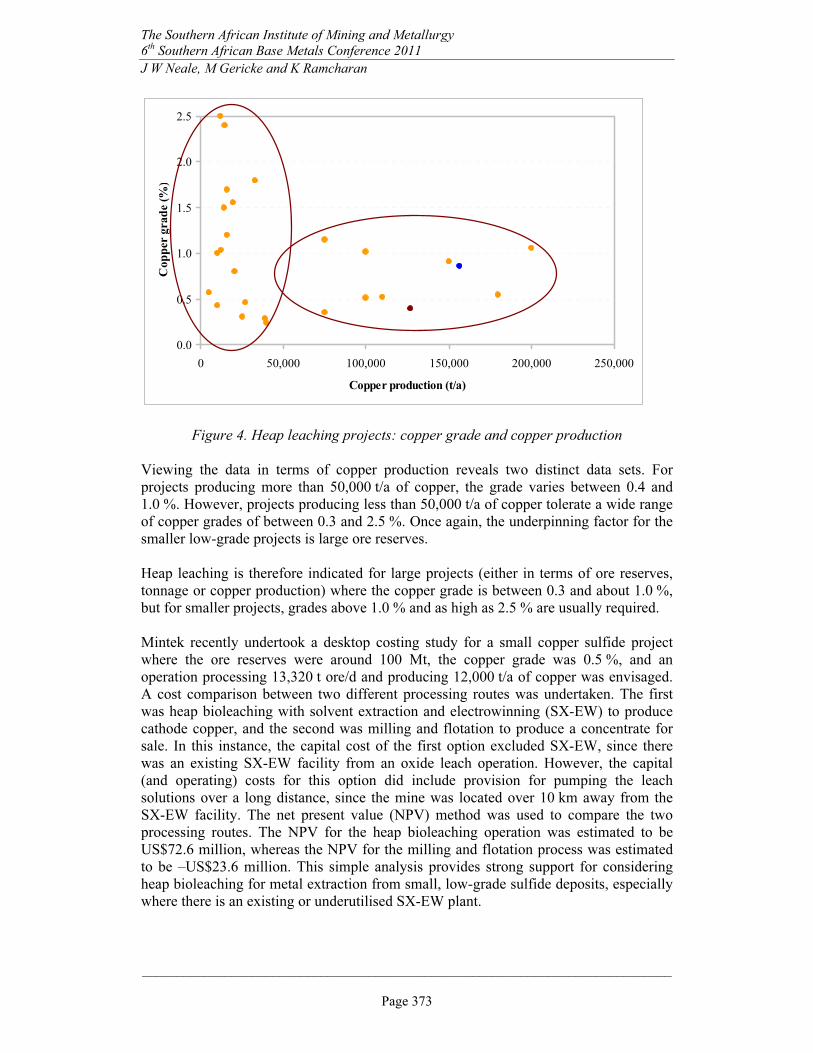
Figure 4. Heap leaching projects: copper grade and copper production
Viewing the data in terms of copper production reveals two distinct data sets. For projects producing more than 50,000 t/a of copper, the grade varies between 0.4 and 1.0 %. However, projects producing less than 50,000 t/a of copper tolerate a wide range of copper grades of between 0.3 and 2.5 %. Once again, the underpinning factor for the smaller low-grade projects is large ore reserves. Heap leaching is therefore indicated for large projects (either in terms of ore reserves, tonnage or copper production) where the copper grade is between 0.3 and about 1.0 %, but for smaller projects, grades above 1.0 % and as high as 2.5 % are usually required. Mintek recently undertook a desktop costing study for a small copper sulfide project where the ore reserves were around 100 Mt, the copper grade was 0.5 %, and an operation processing 13,320 t ore/d and producing 12,000 t/a of copper was envisaged. A cost comparison between two different processing routes was undertaken. The first was heap bioleaching with solvent extraction and electrowinning (SX-EW) to produce cathode copper, and the second was milling and flotation to produce a concentrate for sale. In this instance, the capital cost of the first option excluded SX-EW, since there was an existing SX-EW facility from an oxide leach operation. However, the capital (and operating) costs for this option did include provision for pumping the leach solutions over a long distance, since the mine was located over 10 km away from the SX-EW facility. The net present value (NPV) method was used to compare the two processing routes. The NPV for the heap bioleaching operation was estimated to be US$72.6 million, whereas the NPV for the milling and flotation process was estimated to be –US$23.6 million. This simple analysis provides strong support for considering heap bioleaching for metal extraction from small, low-grade sulfide deposits, especially where there is an existing or underutilised SX-EW plant.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 374
Microbiology and the Selection of the Process Operating Temperature
The existence of micro-organisms that cover a wide variety of temperature ranges is well documented18, 21-24. In essence, mesophilic bacteria cover the lower temperature ranges of 30 to 42 °C, moderately thermophilic bacteria are active in a narrower band between 45 and 50 °C, and thermophilic archaea are able to operate between around 60 and 78 °C. What is less well documented is how the technology provider or design engineer would select which microorganisms to use in their process. The basis for this choice is not straightforward, and it would usually be taken only after metallurgical testing has provided an indication of the response of the ore or concentrate to the bioleach process. Nevertheless, a few clear guidelines can be provided. Factors influencing the decision would include the type of sulfide minerals present in the ore or concentrate, and whether the process is a heap or tank bioleaching process (i.e. whether an ore or concentrate is being treated). In the case of a concentrate, the presence of small quantities of toxic elements in the material may also be a deciding factor, since thermophiles are often more susceptible than mesophiles and moderate thermophiles to such elements. In base metal bioleaching, the main determinant influencing the decision is the presence or absence in the ore or concentrate of primary minerals such as chalcopyrite, enargite and cubanite, which require a higher temperature in order to be leached. If the minerals are predominantly secondary copper sulfides (such as chalcocite and covellite), sphalerite, pentlandite or cobaltiferous pyrite, then mesophilic or moderately thermophilic conditions are usually adequate for a successful bioleaching process. Nevertheless, the rate of leaching of covellite is slower at lower temperatures, and so a higher operating temperature will improve the leach kinetics of this mineral25. The primary copper minerals, of which chalcopyrite is the most abundant, require considerably higher temperatures – usually in the thermophilic range – for their extraction. Tank Bioleaching of Concentrates
The kinetic advantage of operating at a higher temperature can be offset by certain physical limitations that thermophilic microorganisms experience in tank bioleaching processes. These limitations result from their shear sensitivity, which is related mainly to their physical form. Unlike mesophiles and moderate thermophiles, thermophiles do not have a rigid peptidoglycan cell wall26,27, and this restricts the solids concentration and particle size at which they can operate in a tank bioleaching process. Mintek’s experience has shown that, for practical purposes, the maximum solids concentration that can be tolerated in a thermophilic tank bioleaching process is between 10 and 15 % (by mass), depending on the particle size of the material and the dissolved metals content in the leach solution. This is lower than that for mesophiles and moderate thermophiles, which routinely operate at solids concentrations of between 15 and 20 % (by mass), again depending on the dissolved metals concentration. Particle size has also been found to influence thermophilic microbes, with coarse materials having a deleterious impact on process performance. For optimum performance in chalcopyrite bioleaching, a grind size with a d90 of between 10 and 40 µm is indicated.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 375
Very fine particle sizes can also have a negative impact on the performance of thermophilic microbes. Initially, this was attributed to attrition caused by increased particle-particle collisions26, but recent research has indicated that, under certain conditions, ultrafine grinding of sulfide concentrates can result in the formation, on contact with acidic solution, of toxic reactive oxygen species such as hydrogen peroxide and hydroxyl radicals, which can inhibit the growth and oxidative performance of thermophilic archaea28,29. Thermophiles are also intolerant of some elements at low concentrations, the most important of which is silver. Low levels of silver can have a catalytic impact on the leaching of chalcopyrite30-32, but Mintek’s experience has shown that the presence of silver could have a severe adverse effect on the growth and performance of thermophiles. However, concentrates that contain chalcopyrite and silver can be successfully leached using moderate thermophiles, and the application of Mintek’s controlled low-redox process for chalcopyrite bioleaching can also be considered for this type of concentrate33,34. The fact remains that almost all commercial tank bioleaching operations have employed mesophiles, only one has used moderate thermophiles, and the use of thermophiles has not yet progressed beyond commercial demonstration4. Heap Bioleaching of Ores
In heap bioleaching, the choice of operating temperature – and therefore the microbial cultures – is dictated primarily by two factors: the presence of primary copper sulfide minerals that require higher operating temperatures, as well as the sulfide grade of the ore. Whereas tank bioleaching is a continuous process that operates at a single chosen temperature, heap bioleaching is a transient batch process in which a temperature progression, and an associated microbial progression, occurs in each heap. The recent advances that have been made in developing a high-temperature heap bioleaching process for primary copper ores have shown that the process can be engineered and controlled to ensure that the progression in temperature follows a well-defined, pre-determined path. These developments have included the implementation of heap inoculation schemes that enable a smooth temperature progression across the operating temperature bands of the various microorganisms35,36, and the application of appropriate control strategies (such as Mintek’s computerised administration and operator guidance system for heap leaching operations, HeapStar®)4. When sulfide heap leaching was first being developed and applied, the oxidative performance was often poor, precisely because the microbiological community merely responded to the physical and chemical changes in the heap. The new approaches to the design, operation and control of sulfide heaps turn this on its head, and allows an imposed microbial progression within the heap to be in the vanguard of the process. Nevertheless, the maximum temperature that can be achieved in a heap is ultimately governed by the heat generating capacity of the sulfide minerals contained within the ore. If the sulfide content is insufficient, the maximum attainable temperature is constrained. One approach that has been suggested to overcome this is to introduce additional sulfides into the heap during agglomeration and stacking of the heap37.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 376
Influences of Ore Mineralogy
The application of bioleaching to difficult-to-leach minerals (such as chalcopyrite and enargite) has already been discussed in some detail. Examples of the bioleaching of bulk polymetallic sulfide concentrates (where differential flotation to produce separate concentrates is not feasible), and concentrates that contain smelter penalty elements, have also been mentioned. The recently-commissioned Talvivaara heap bioleach plant in Finland has also been referred to. This ground-breaking operation has demonstrated that heap bioleaching can be applied to polymetallic ores, and can be successfully conducted in a very cold climate. In heap leaching, the impact of the gangue mineralogy on the process is an important consideration, and it is an area that is receiving increasing attention36,38,39. Mintek recently undertook a heap-leaching project on a primary chalcopyritic ore that contained a large quantity of magnetite (29 %), amphibole (11 %) and calcite (4 %). Roll-bottle and small-scale (1-metre) column leach tests showed that a temperature of around 60 °C would be required to leach the chalcopyrite, and that at this temperature, a copper extraction of 60 to 70 % could be achieved in just over 200 days of leaching. A larger-scale (7.5-metre) column leach test was then conducted, using Mintek’s SmartColumn™ technology4,20, with the objective of demonstrating that this temperature could be achieved and sustained in a heap. However, the tall column test was not successful, because the highly acid-consuming calcite prevented the pH level from stabilising in the early stages of the operation. As a result, iron that was leached from the less reactive magnetite and amphibole was immediately precipitated in the heap. The extent of this precipitation was so great that it coated surfaces and physically blocked the sulfide leaching mechanisms (by preventing the transport of gas and liquor to the sulfide mineral surfaces). The extent of this precipitation was confirmed by microscopic examination of the leach residue from the column. Although the temperature in the column reached 50 °C for a short period of time, the sulfide oxidation reactions could not be sustained under these conditions, and the temperature decreased, as illustrated in Figure 5 (this graph shows the temperature progression in the middle section of the column). As a result, the copper extraction in this test was poor, as shown in Figure 6, with just 15 % of the copper being leached – compared with an expected value of at least 60 %. (Note that, in Figure 6, the negative copper extraction in the early stages of the test reflects the fact that the irrigant contained more copper than the drainage solution.)

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 377
Section 3 (middle)
0
10
20
30
40
50
60
70
0 20 40 60 80 100 120 140 160 180 200 220 240 260
Time (d)
Tem
per
atu
re (
°C)
Model proposed Geyser actual Geyser set point Section 3 actual Ambient
Figure 5. Temperature progression in the middle section of a 7.5-metre column leach
test where gangue reactions inhibited the sulfide oxidation mechanisms
This example illustrates the huge impact that the geochemistry of the gangue minerals in the ore can have on heap bioleaching process performance. It was concluded that a modified approach to the pH stabilisation phase, with a higher irrigation rate and possibly a higher acid strength, would be required for successful leaching of this ore, or that a physical pre-concentration aimed at separating some of the acid-consuming and iron-bearing gangue should be attempted to reduce the impact of acid consumption and iron precipitation on the process.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 378
-5%
0%
5%
10%
15%
20%
0 20 40 60 80 100 120 140 160 180 200 220 240 260
Time (d)
Co
pp
er e
xtr
act
ion
Figure 6. Copper extraction in a 7.5-metre column leach test where gangue reactions
inhibited the sulfide oxidation mechanisms
The mineralogical make-up of an ore is also the main factor which influences the geomechanical and hydrodynamic behaviour of the ore40-42. Friable ores, ores that have a larger component of fines, and ores that contain a clay component are more likely to present hydrodynamic problems once irrigation of the stacked heap commences. Nevertheless, all ores for which heap leaching is being considered should be subjected to a set of tests which provide the physical and hydraulic properties of the ore under process conditions36,41. These include measurements of the ore bulk density as a function of the stacked heap height, evaluation of the air and saturated hydraulic conductivity at various ore bulk densities, and determining the relationship between liquid saturation and the application rates of air and solution. These types of tests can provide a rapid evaluation of the suitability of an ore for heap leaching. A few general rules apply. For example, the saturated hydraulic conductivity
should be greater than the maximum solution application rate × 100 at the highest ore bulk density. Thus, for an operation in which the maximum solution application rate is envisaged to be 10 ℓ/(m2.h), the saturated hydraulic conductivity of the ore should be greater than 0.0278 cm/s. For an oxide leaching operation (where no air conductivity is required), the liquid saturation in the heap should not be greater than 60 % at the maximum solution application rate. For a sulfide heap leaching operation, where air flow is also required, the liquid saturation in the heap should not be greater than 50 % at the maximum solution application rate.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 379
Typically, a crushed copper sulfide ore for heap leaching will comprise material that contains no more than 30 % < 1 mm particles. The hydrodynamic properties of the ore will be strongly influenced by the fines content. If the hydrodynamic tests indicate that there may be problems with a particular ore, then tests can be done to assess whether a coarser crush, better agglomeration, a lower stacking height, or fines removal can remedy the situation. As leaching progresses in a heap, many physical and chemical changes take place in the ore. These include compaction, segregation of coarse and fine materials, and precipitation of leach products. These changes will in turn alter the bulk density of the heap, the particle size distribution of the ore, and the void space in the heap. Inevitably, the air and hydraulic conductivity will also be affected. The same set of tests should therefore also be conducted on the residue at the completion of metallurgical testing, to provide quantitative hydrodynamic data on the material at the completion of leaching. Environmental Considerations
Bioleaching of base metal concentrates and ores is considered, like most hydrometallurgical processes, to have less impact on the environment than pyrometallurgical technologies. This stands to reason, since potentially harmful gaseous emissions are avoided. Sulfur is converted to soluble sulfate and is retained in the aqueous phase, rather than being converted into gaseous sulfur dioxide. Nevertheless, bioleach processes do have environmental impacts, and these need to be quantified and managed. In any hydrometallurgical process, water use and tailings management are important components of the overall environmental impact. Mintek recently undertook an integrated piloting study of a nickel-copper concentrate, as part of the European Commission’s BioMine project. The integrated piloting test work programme included thermophilic bioleaching, iron removal and solution purification, copper SX and EW, nickel hydroxide precipitation using magnesia and final solution purification using lime. One of the main objectives of this programme was to demonstrate re-use of the process water, and in particular to ascertain whether the recycling of the process water had any impact on bioleach process performance. To this end, the feed to the bioleach process was made up of recycled process water. The results demonstrated that this scheme of operation had no measurable effect on the process performance7. One of the major concerns arising from heap leaching operations is the potential for long-term environmental impact through ongoing leaching reactions taking place in the spent heap. Heap leach test work programmes should be designed to measure this potential36, so that steps can be taken during the design and operation of the heaps to minimise or contain any ongoing environmental impact from the spent heaps. The Talvivaara operation in Finland, for example, is using a two-stage on-off heap leach pad design. In this scheme of operation, ore is leached on primary leach pads for 1½ years, and is then reclaimed, conveyed and re-stacked onto secondary leach pads. Ongoing metals recovery takes place on the secondary pads for a further 3½ years, and at the conclusion of this phase, the barren ore remains on the secondary pads permanently. To minimise the environmental impact of waste rock that is mined, this material is used to construct the base pads of the secondary heaps43.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 380
All base metal bioleaching operations will produce iron- and sulfur-bearing precipitates, and the deposition of these wastes in tailings dams requires careful design and management. Design of Metallurgical Test Work Programmes
Bioleaching processes are inherently slow. Tank bioleaching processes have residence times of days, and the heap leaching processes are conducted over months and even years. As a result, laboratory testing of bioleaching processes usually takes considerably longer when compared with that of other metallurgical unit operations. Mintek has offered a bioleach testing service to the metallurgical industry for over 25 years, and in this time its facilities and test work programmes have been adapted and improved to meet the needs of its clients. Some of these needs include minimising sample size, reducing the testing time, and the structuring of phased test work programmes that provide the right inputs into the client’s overall project development programme. Typically, a client’s project will pass through four stages: a scoping study; a pre-feasibility study; a feasibility study, suitable for raising project finance; and detailed design. At each stage, design studies will be conducted at an appropriate level, and the design will be based on the outputs from the metallurgical test work program. The outputs from the metallurgical programme should therefore match the inputs required at each stage of the design study. Typical metallurgical test work programmes for both tank and heap bioleaching have been described in detail elsewhere7,20,36. Mintek’s test work facilities do possess some unique features, some of which are described here. Small-scale continuous facilities. Mintek is of the view that, for tank bioleaching, far more value can be derived from continuous test work, as opposed to batch testing. This is simply because batch tests do not provide the reliable kinetic data which can be obtained from continuous test work. However, continuous bioleach testing takes a long time: the residence time in a continuous bioleach process is typically six days. Allowing for start-up time, and applying the “rule of thumb” which suggests that three residence times should be allowed for a process to achieve steady-state operation, each continuous test condition takes around three weeks to complete. One of the major problems with this is that the amount of sample required to undertake such testing becomes very large. To circumvent this, Mintek has developed a set of small-scale continuous bioleach reactor systems, with total process volumes of between 4 and 10 ℓ, which allow continuous tests to be conducted early in the metallurgical programme, without consuming large quantities of the (usually scarce) concentrate samples. This is particularly useful in the early stages of a metallurgical test work programme, and increases the value of the data that can be provided to the client at scoping or pre-feasibility study level. One of these systems, comprising a set of three reactors with a total process volume of 6 ℓ, is shown in Figure 7.
The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 381
Integrated piloting facilities. For larger-scale piloting, which is usually conducted to provide data for a feasibility study, Mintek has developed an integrated piloting facility which incorporates several downstream processing unit operations, as depicted in Figure 8. This facility can provide detailed design information for the bioleaching process, as well as solid-liquid separation, iron removal and solution purification, SX and EW, and metal hydroxide precipitation7.
Figure 7. Small-scale continuous bioleach reactors
Figure 8. Integrated bioleach pilot plant facility

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 382
SmartColumn™ heap leach testing. The SmartColumn™ concept has been described elsewhere20. Mintek’s SmartColumn™ facility, which enables industrial-scale heap performance to be simulated in a tall column with a diameter of just 200 mm, is a powerful tool that provides reliable heap-leach design data suitable for inclusion in feasibility studies. A photograph of the facility is shown in Figure 9.
Figure 9. Mintek’s SmartColumn™ facility for heap leach testing, where several 6-m
tall columns can be seen on the left; the temperature in each 1-m column segment can
be controlled independently using hot-water geysers located opposite the columns
Hydrodynamic testing apparatus for heap leach operations. Mintek has recently procured and commissioned a specialised testing facility for measuring the physical and hydraulic properties of crushed ores. The two main components of this facility are illustrated in Figure 10. This rig enables the previously-described range of integrated hydrodynamic tests to be performed, which provides a rational basis for evaluating various ore management options, and for selecting the optimum physical and hydraulic conditions in the metallurgical test work programme.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 383
Figure 10. Mintek’s hydrodynamic testing facility for crushed ores, showing the
stacking test device on the left and the hydrodynamic column test equipment on the right
Using this new equipment, Mintek has begun developing new heap leach testing protocols. An “integrated column test” that combines the hydrodynamic testing with the metallurgical test programme, and utilises analytical techniques such as 3-D tomography, is envisaged. This will provide the industry with a unique, cost-effective and cutting-edge heap leach testing service. PROSPECTS AND OPPORTUNITIES FOR BIOLEACHING IN SOUTHERN
AFRICA
Base Metals Production and Exploration in Southern Africa
The African minerals industry is a major producer of base metals, including copper, nickel and cobalt44. In Southern Africa, the base-metal producing countries are Zambia, the Democratic Republic of the Congo (DRC), Botswana, South Africa and Namibia. Besides these producing countries, which all have exploration projects, there is several notable exploration projects taking place in Angola, Madagascar, Mozambique and Tanzania. Mintek has recently undertaken a detailed survey of copper mining operations in the Southern African region45,46. Arising from this, the DRC and Zambia have been identified as a growing global ‘hotspot’ for investment in the exploitation of copper and cobalt deposits47. With the increased level of base metal exploration in the region, there are undoubtedly opportunities for new technologies – both at existing operations and at greenfield projects. Bioleaching Prospects and Opportunities
The most likely prospect for the implementation of bioleaching at existing operations in the Southern African region is where there is an existing acid leach operation with the associated SX-EW infrastructure, but a changing ore type (from oxides to sulfides) is resulting in a falling metal recovery. For greenfield projects, the best opportunities would arise from sulfide deposits, or mixed oxide-sulfide deposits where the mine plan requires the simultaneous development of both ore types.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 384
The following is a list, which is by no means inclusive, providing a brief description of some interesting exploration projects in Southern Africa, where bioleaching may find application in the future. Angola
Two Angolan copper projects where bioleaching could be considered as a process technology are the Mavoio-Tetelo-Bembe exploration project and the Cachoeiras de Binga copper project. Both of these projects reportedly have high copper grades (in the region of 2 to 4 %), and the copper mineralisation includes primary and secondary copper sulfides such as chalcopyrite, bornite and chalcocite. Botswana
The Airstrip copper prospect in Botswana reportedly contains chalcopyrite, bornite, pentlandite and pyrite, and exploration to define the ore reserves is ongoing. A feasibility study at the Ghanzi project in north west Botswana is planned for 2012. This large deposit contains both copper and silver, and the sulfide mineralisation at depth contains chalcopyrite, bornite and chalcocite. Exploration at the Dikoloti nickel project has identified both copper and nickel sulfides at relatively low grades (0.8 to 0.9 %), and heap bioleaching could be considered as a processing technology if sufficient resources are proven. The Kihabe-Nxuu base metals project contains oxides and sulfides of both zinc and lead, as well as silver. Acid leaching and EW of the zinc oxides is being considered, together with sulfide concentrate production. If on-site zinc metal production from the sulfides was to be required, then a tank bioleaching process may be considered. Democratic Republic of the Congo (DRC)
In the DRC, most of the base metal projects are treating or exploring high-grade oxide deposits, and the opportunities for bioleaching are limited. One project where heap bioleaching may be considered for treating sulfides is the Kipoi copper project, which is situated close to Lubumbashi in the Katanga province. Madagascar
In Madagascar, early exploration has identified the presence of chalcopyritic copper sulfides at the Ampanihy project. Exploration is ongoing at this deposit. Mozambique
In Mozambique, at the Mundonguara copper-gold project, chalcopyrite and pyrrhotite have been identified as the major sulfide minerals. Heap bioleaching is probably precluded because of the gold value, but if on-site metal production is required, then a tank bioleaching process may be considered. Since the copper mineral is chalcopyrite, a thermophilic bioleach process would probably be required.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 385
Namibia
The Haib deposit in southern Namibia is a large, undeveloped porphyry copper deposit which is ideally suited for heap bioleaching. The latest resource estimate is around 630 Mt, at a grade of approximately 0.34 % copper. The main mineralisation is chalcopyrite and pyrite. The current owners are undertaking a drilling campaign to define the resources. This deposit has had a long and chequered history, and it remains to be seen whether this project will gain momentum. The Namibian government is reportedly keen to see this project proceed, and recent news reports indicate that the Namibian state mining company may seek to participate in the project. Thermophilic heap bioleaching is probably the only processing technology that could make this project economically viable. South Africa
In South Africa, bioleaching may be considered as a processing technology for undeveloped polymetallic sulfide projects such as the Gamsberg deposit, which contains mainly zinc and some lead, and at the Pering zinc-lead mine, should it be reopened. Tanzania
In Tanzania, there are three early-stage exploration projects that may be able to utilise bioleach technology in the future: the Kilosa copper project, the Pare Mountains copper project, and the Kabanga nickel sulfide project, which is reportedly one of the largest undeveloped nickel sulfide deposits in the world. Zambia
As with the DRC, many of the Zambian copper operations are well established, and are either treating oxides using acid leaching and SX-EW, or producing copper sulfide concentrate for sale. As grades fall, and oxides reserves are depleted, opportunities for heap bioleaching of sulfides may develop. CONCLUSIONS
Bioleaching technology has come a long way in the past 25 to 30 years, and although tank bioleaching of concentrates cannot compete with smelting for the treatment of clean copper concentrates, there are certain niches where it may find application. In contrast to that, heap bioleaching of low-grade copper ores is a major process technology in Chile, and is finding increasing application in other parts of the world. The advances that have been made in recent years in optimising the design, operation and control of sulfide heap leaching operations, which have been aimed mainly at applying the process to primary chalcopyritic ores, are equally applicable to the leaching of secondary copper sulfides, and other base metal sulfides such as pentlandite. These advances mean that considerably higher metal recoveries can now be attained, and leach cycle times can be significantly reduced. Under these circumstances, the inherently lower capital cost may enable the heap bioleaching to compete with flotation and concentrate production for the treatment of secondary sulfide resources. In the Southern African context, where a number of secondary sulfide exploration targets have high grades, this may yet prove to be the case.
The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 386
REFERENCES
1. Readett, D.J. Straits Resources Limited and the industrial practice of copper bioleaching in heaps. Australasian Biotechnol., vol. 11, no. 6, 2001. pp. 30–31.
2. Watling, H.R. The bioleaching of sulphide minerals with emphasis on copper sulphides – a review. Hydrometallurgy, vol. 84, 2006. pp. 81–108.
3. Watling, H.R. The bioleaching of nickel-copper sulfides. Hydrometallurgy, vol. 91, 2008. pp. 70–88.
4. Gericke, M., Neale, J.W., and Van Staden, P.J. A Mintek perspective of the past 25 years in minerals bioleaching. J. S.Afr. Inst. Min. Metall., vol. 109, no. 10, 2009. pp. 567–585.
5. Miller, P. C. Large-scale bacterial leaching of a copper-zinc ore in situ. Fundamental and applied biohydrometallurgy. Lawrence, R.W., Branion, R.M.R., and Ebner, H.G. (eds.). Amsterdam, Elsevier, 1986. pp. 215–239.
6. Sand, W., Hallmann, R., Rohde, K., Sobotke, B., and Wentzien, S. Controlled microbiological in-situ stope leaching of a sulphidic ore. Appl. Microbiol.
Biotechnol., vol. 40, 1993. pp. 421–426 7. Neale, J.W., Robertson, S.W., Muller, H.H., and Gericke, M. Integrated piloting of a
thermophilic bioleaching process for the treatment of a low-grade nickel-copper sulphide concentrate. Proceedings of the SAIMM Southern African Hydrometallurgy
Conference 2009. Johannesburg, The Southern African Institute Of Mining and Metallurgy, 2009. pp. 119–154.
8. Van Staden, P.J. The Mintek/Bactech copper bioleach process. ALTA Copper
Hydrometallurgy Forum. Brisbane, 19–21 Oct., 1998. 9. Batty, J.D., and Rorke, G.V. Development and commercial demonstration of the
BioCOP™ Thermophile Process. Hydrometallurgy, vol. 83, 2006. pp. 83–89. 10. Pavlides, A.G., and Fisher, K.G. The Kasese cobalt project. Extraction Metallurgy
Africa ’98. Johannesburg, The South African Institute of Mining and Metallurgy, 1998. 20 pp.
11. Morin, D.H.R., and D’Hugues, P. Bioleaching of a cobalt-containing pyrite in stirred reactors: a case study from laboratory scale to industrial application. Rawlings, D.E. and Johnson, D.B. (eds.), Biomining. Berlin, Springer-Verlag, 2007. pp. 35–54.
12. Riekkola-Vanhanen, M. Talvivaara black schist bioheap leaching demonstration plant. Adv. Mat. Res., vols. 20–21, 2007. pp. 30–33.
13. Wakeman, K., Auvinen, H., and Johnson, D.B. Microbiological and geochemical dynamics in simulated-heap leaching of a polymetallic sulphide ore. Biotechnol.
Bioeng., vol. 101, no. 4, 2008. pp. 739–750. 14. Gericke, M., Muller, H.H., Neale, J.W., Norton, A.E., and Crundwell, F.K.
Inoculation of heap-leaching operations. Proceedings of the 16th International
Biohydrometallurgy Symposium. Harrison, S.T.L., Rawlings, D.E., and Petersen, J. (eds.). Cape Town, Compress, 2005. pp. 255–264.
15. Van Staden, P.J. Base metals heap leaching applications and process parameters. Base Metals 2007: The Fourth Southern African Conference on Base Metals. Johannesburg, The Southern African Institute of Mining and Metallurgy, 2007. pp. 321–327.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 387
16. Van Staden, P.J., Shaidaee, B., and Yazdani, M. A collaborative plan towards the
heap bioleaching of low grade chalcopyritic ore from a new Iranian mine. Proceedings of the 16th International Biohydrometallurgy Symposium. Harrison, S.T.L., Rawlings, D.E. and Petersen, J. (eds.). Cape Town, Compress, 2005. pp. 115–123.
17. Robertson, S.W., Van Staden, P.J., Vercuil, A., Glover, G., and Shaidaee, B. Heap bioleaching of low-grade chalcopyrite ore from the Darehzare deposit. ALTA 2007
Copper. Melbourne, ALTA Hydrometallurgical Services, 2006. 13 pp. 18. Clark, M.E., Batty, J.D., Van Buuren, C.B., Dew, D.W., and Eamon, M.E.
Biotechnology in minerals processing: technological breakthroughs creating value. Hydrometallurgy, vol. 83, 2006. pp. 3–9.
19. Van Staden, P.J., Gericke, M., and Craven, P.M. Minerals biotechnology: trends, opportunities and challenges. Hydrometallurgy 2008, Phoenix, Arizona, 17–20 Aug. 2008.
20. Robertson, S.W., Vercuil, A., Van Staden, P.J., and Craven, P. A bacterial heap leaching approach for the treatment of low grade primary copper sulphide ore. Base
Metals 2005: The Third Southern African Conference on Base Metals. Johannesburg, The Southern African Institute of Mining and Metallurgy, 2005. pp. 471–484.
21. Rawlings, D.E. Microbially assisted dissolution of minerals and its use in the mining industry. Pure Appl. Chem., vol. 76, no. 4, 2004. pp. 847–859.
22. Rawlings, D.E., and Johnson, D.B. The microbiology of biomining: development and optimization of mineral-oxidizing microbial consortia. Microbiology, vol. 153, 2007. pp. 315–324.
23. Brandl, H. Microbial leaching of metals. Biotechnology: Special Processes, vol. 10, 2nd ed. Rehm, H.-J., and Reed, G. (eds.). Weinheim, Wiley-VCH Verlag GmbH, 2008. pp. 191–206.
24. Brierley, J.A. A perspective on developments in biohydrometallurgy. Hydrometallurgy, vol. 94, 2008. pp. 2–7.
25. Dixon, D.G. Analysis of heat conservation during copper sulphide heap leaching. Hydrometallurgy, vol. 58, 2000. pp. 27–41.
26. Nemati, M., Lowenadler, J., and Harrison, S.T.L. Particle size effects in bioleaching of pyrite by acidophilic thermophile Sulfolobus metallicus (BC). Appl. Microbiol.
Biotechnol., vol. 53, 2000. pp. 173–179. 27. Sissing, A., and Harrison, S.T.L. Thermophilic mineral bioleaching performance: a
compromise between maximizing mineral loading and maximizing microbial growth and activity. J. S.Afr. Inst. Min. Metall., vol. 103, no. 2, 2009. pp. 139–142.
28. Jones, G., Van Hille, R.P., and Harrison, S.T.L. Sulfide mineral induced oxidative stress as a limiting factor in tank bioleaching performance. Adv. Mater. Res., vols. 71–73, 2009. pp. 365–368.
29. Jones, G.C., Corin, K.C., Van Hille, R.P., and Harrison, S.T.L.. The generation of toxic reactive oxygen species (ROS) from mechanically activated sulphide concentrates and its effect on thermophilic bioleaching. Article in press, Miner. Eng., 2011.
30. Hu, Y., Qiu, G., Wang, J., and Wang, D. The effect of silver-bearing catalysts on bioleaching of chalcopyrite. Hydrometallurgy, vol. 64, 2002. pp. 81–88.
31. Muñoz, J.A., Dreisinger, D.B., Cooper, W.C., and Young, S.K. Interaction of silver ions with sulphide minerals with special emphasis on the chalcopyrite/pyrite galvanic couple. Can. Metall. Q., vol. 47, no. 3, 2008. pp. 259–268.

The Southern African Institute of Mining and Metallurgy
6th Southern African Base Metals Conference 2011
J W Neale, M Gericke and K Ramcharan
_____________________________________________________________________________
Page 388
32. Cancho, L., Blázquez, M.L., Ballester, A., González, F., and Muñoz, J.A.
Bioleaching of chalcopyrite concentrate with moderate thermophilic microorganisms in a continuous reactor system. Hydrometallurgy, vol. 87, 2007. pp. 100–111.
33. Pinches, A., Gericke, M., and Van Rooyen, J.V. A method of operating a bioleach process with control of redox potential. Pat. Appl. WO 01/31072 A1. 3 May 2001.
34. Gericke, M., Govender, Y., and Pinches, A. Tank bioleaching of low-grade chalcopyrite concentrates using redox control. Hydrometallurgy, vol. 104, 2010. pp. 414–419.
35. Dew, D., Steyn, J.W., and Minnaar, S.H. High temperature leaching process. Pat.
Publ. WO 2009/059336 A1. 7 May 2009. 36. Van Staden, P.J., Robertson, S.W., Gericke, M., Neale, J.W., and Seyedbagheri, A.
Maximising the value derived from laboratory test work towards heap leaching design. Base Metals 2009: The Fifth Southern African Conference on Base Metals. Johannesburg, The Southern African Institute of Mining and Metallurgy, 2009. pp. 185–199.
37. Kohr, W.J., Shrader, V., and Johansson, C. High temperature heap bioleaching process. U.S. Pat. 7,658,783 B2. 9 Feb. 2010.
38. Dopson, M., Lövgren, L., and Boström, D. Silicate mineral dissolution in the presence of acidophilic microorganisms: implications for heap bioleaching. Hydrometallurgy, vol. 96, no. 4, 2009. pp. 288–293.
39. Dopson, M., Halinen, A.-K., Rahunen, N., Boström, D., Sundkvist, J.-E., Riekkola-Vanhanen, M., Kaksonen, A.H., and Puhakka, J.A. Silicate mineral dissolution during heap bioleaching. Biotechnol. Bioeng., vol. 99, no. 4, 2008. pp. 811–820.
40. Guzman, A., Scheffel, R.E., and Flaherty, S.M. Geochemical profiling of a sulfide leaching operation: a case study. SME Annual Meeting 2006. Society for Mining, Metallurgy, and Exploration, St. Louis, 2006. 16 pp.
41. Guzman, A., Scheffel, R.E., and Flaherty, S.M. 2008, The fundamentals of physical characterization of ore for leach. Hydrometallurgy 2008: Proceedings of the 6
th
International Symposium. Young, C. A., Taylor, P. R., Anderson, C. G. and Choi, Y. (eds.). Society for Mining, Metallurgy, and Exploration, Littleton, 2008. pp. 937–954.
42. Bouffard, S.C., and West-Sells, P.G. Hydrodynamic behavior of heap leach piles: influence of testing scale and material properties. Hydrometallurgy, vol. 98, nos. 1–2, 2009. pp. 136–142.
43. Riekkola-Vanhanen, M. Talvivaara Sotkamo mine – bioleaching of a polymetallic nickel ore in subarctic climate. Nova Biotechnol., vol. 10, no. 1, 2010. pp. 7–14.
44. Ndlovu, S. Biohydrometallurgy for sustainable development in the African minerals industry. Hydrometallurgy, vol. 91, 2008. pp. 20–27.
45. James, Y., and Lydall, M. Private Communication. Randburg, Mintek, 4 November 2010.
46. James, Y., and Lydall, M. Private Communication. Randburg, Mintek, 4 March 2011.
47. Lydall, M.I., and Auchterlonie, A. The Democratic Republic of Congo and Zambia: a growing global ‘hotspot’ for copper-cobalt mineral investment and exploitation. Article in press, Base Metals 2011: The Sixth Southern African Conference on Base
Metals. Johannesburg, The Southern African Institute of Mining and Metallurgy, 2011. 13 pp.


















