
Tesis Analisis de Flexibilidad
126
UNIVERSIDAD DE ORIENTE NÚCLEO DE ANZOÁTEGUI ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS DEPARTAMENTO DE MECÁNICA ANÁLISIS DE FLEXIBILIDAD PARA EL ARREGLO DE TUBERÍAS QUE INTERCONECTA LOS REACTORES D-7623 Y D-7624 EN EL PROCESO DE HIDROCONVERSIÓN CATALÍTICA DE RESIDUOS (HDH) Realizado por: Fernández González Mayra José Trabajo de Grado Presentado ante la Universidad de Oriente Como Requisito Parcial Para Optar al Título de INGENIERO MECÁNICO Barcelona, Julio Del 2012
-
Upload
luis-eduardo-suarez -
Category
Documents
-
view
154 -
download
4
Transcript of Tesis Analisis de Flexibilidad

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
ANÁLISIS DE FLEXIBILIDAD PARA EL ARREGLO DE
TUBERÍAS QUE INTERCONECTA LOS REACTORES D-7623 Y
D-7624 EN EL PROCESO DE HIDROCONVERSIÓN
CATALÍTICA DE RESIDUOS (HDH)
Realizado por:
Fernández González Mayra José
Trabajo de Grado Presentado ante la Universidad de Oriente
Como Requisito Parcial Para Optar al Título de
INGENIERO MECÁNICO
Barcelona, Julio Del 2012
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
ANÁLISIS DE FLEXIBILIDAD PARA EL ARREGLO DE
TUBERÍAS QUE INTERCONECTA LOS REACTORES D-7623 Y
D-7624 EN EL PROCESO DE HIDROCONVERSIÓN
CATALÍTICA DE RESIDUOS (HDH)
ASESORES
Profesor Gomes, Carlos
Asesor Académico
Ingeniero Bisutti, Walter
Asesor Industrial
Barcelona Julio Del 2012

APROBADO
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
ANÁLISIS DE FLEXIBILIDAD PARA EL ARREGLO DE
TUBERÍAS QUE INTERCONECTA LOS REACTORES D-7623 Y
D-7624 EN EL PROCESO DE HIDROCONVERSIÓN
CATALÍTICA DE RESIDUOS (HDH)
JURADO
El jurado hace constar que asignó a esta tesis la calificación de:
Ing. Gomes, Carlos M.Sc., Ph. D.
Asesor académico
Ing. Payares, Felíx. Dr. Ing. Sterlacci, Gaetano M.Sc., Ph.D
(Jurado principal) (Jurado principal)
Barcelona, Julio 2012

iv
RESOLUCIÓN
ARTÍCULO 41
De acuerdo con el artículo 41 del reglamento de trabajo de grado:
“Los trabajos de grado son propiedad de la Universidad de Oriente y sólo
podrán ser utilizados para otros fines con el consentimiento del consejo de
núcleo respectivo, quien lo participará al consejo universitario”

v
DEDICATORIA
Hace mucho tiempo escuche una frase “los hijos escogen a sus padres
antes de nacer” quedo en mi memoria ya que fue en ese momento cuando
por fin pude entender como dios hizo para conectarme con la familia tan
maravillosa que tengo a mi lado, por lo que hoy por hoy cuando estoy a punto
de concluir una etapa de vida y empezar una que estoy segura será para
mejor, quiero darle gracias a:
Dios!!! Ante todo y todos, por permitirme escoger ser mujer y
venezolana, por guiarme por el camino del bien y más que nada por
conectarme con las personas que hoy conforman mi grupo familiar.
A mi orgullo, mi madre Osmelis González por ser tan paciente y
amorosa, por ser ejemplo de resistencia y persistencia, por enseñarme que
con una sonrisa e inteligencia se logra todo en esta vida. Te amo madre de
aquí al infinito y más allá.
A mi mejor cómplice, mi tía Dra. Carmen López sin tus cuidados al
enfermarme, tus chistes y tu presencia el camino vivido sería mucho más
difícil. No existen palabras de gratitud para expresar el enorme agrado que
siento por saber que te tengo a mi lado.
A mi hermana Olimar Fernández y mi sobrino Omar López, por
demostrarme que ser diferente a los demás está bien, y que no hay quien se
interponga en nuestros caminos cuando queremos lograr algo desde el
corazón.

vi
A mi abuelita Teodosa Quilarquez, por ser parte esencial de mi vida y
crecimiento, por ser pilar principal y sustento de todo una familia, por
enseñarme que un plato de tu comida cura hasta la herida mas grande.
A ustedes mis mujeres hermosas, por estar a mi lado apoyándome en
todo el camino, si alguna de ustedes me hubiera faltado este recorrido no
habría sido ni agradable ni entretenido….creo jamás encontrare el tiempo, las
palabras o acciones para retornarles lo que han hecho por mí, por lo que le
pido a dios nos dé tiempo para estar juntas y disfrutar de muchos otros
triunfos. Las amo por demás!!!!!!

vii
AGRADECIMIENTOS
A las personas que me encontré en el camino de mis estudios:
Antoniella Figuera y familia, por los 14 años (y contando) de amistad
incondicional a pesar de todo y todos, por estar ahí cuando más te he
necesitado.
Karlin Hurtado y familia, por adoptarme en su casa en los primeros años
de mi carrera…¡ya sabes en tu casa estudiamos matemática y en la mía
química!... nos graduamos amiga!
Luis Vásquez y familia, por ser algo más que un amigo, por
acompañarme al momento de lograr el cumplimiento de esta meta, y por
saber navegar en tiempos de calma y tempestad, por todo muchas gracias!
A mis compañeros de clases y pasillos: Cristivanesa Cova, José Ricardo
Marcano, Irmary diaz, Hendry Aguilera, entre muchos otros (lo siento, pero
nombrarlos a todos sería como escuchar el listado de clases una vez
más)…los banquitos del departamento de mecánica son testigos de muchos
momentos de celebración y de otros no tan placenteros, ya no deberíamos
llamarnos por ningún apodo… de ahora en adelante todos a nuestro tiempo
tendremos la oportunidad de decirnos “COLEGA”.
A mi asesor académico Profesor Carlos Gomes, por la paciencia durante
ese proceso, ¡disculpe los apuros profesor!. A mi asesor industrial Ing. Walter
Bisutti, por darme la oportunidad de completar este último requisito de mi
pensum bajo su tutela. ¡Gracias!

viii
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
RESUMEN
El presente trabajo de investigación se centró en el estudio de flexibilidad
realizado a las líneas de tuberías que interconectan los reactores de
Hidroconversión Catalítica de Residuos, que serán parte del tren de
destilación principal del nuevo proyecto de la refinería de puerto la cruz
“Conversión Profunda”. El problema presentado está en la conexión de estos
equipos, y radica en las altas condiciones de operación que posee el
sistema, donde se presentan temperaturas de hasta 900 °F y presiones de
3000 psi, lo que promueve la presencia de muchos problemas del tipo que
solo un equipo multidisciplinario podía solucionar, el rol del presente trabajo,
se encargó de proveer respuestas en cuanto a cuál sería el material
apropiado para la tubería, y de esta tubería cual sería el correspondiente
espesor, luego de solventados estas preguntas se necesito saber cuáles
serian los apoyos necesarios para la tubería en cuestión y a partir de estos
considerar y demostrar bajo el margen de las normas internacionales de
diseño, como las normas ASME/ANSI y aunado a las normas nacionales
PDVSA en su modulo de diseño, cuáles serían los rangos de operación
normal en cuanto a esfuerzos y reacciones que se presentan en el sistema
antes mencionado, también se determinaran las condiciones apropiadas para
la realización de la prueba hidrostática.

ix
INDICE GENERAL
RESOLUCIÓN ......................................................................................... iv DEDICATORIA ......................................................................................... v AGRADECIMIENTOS ............................................................................ vii RESUMEN ............................................................................................. viii INDICE GENERAL .................................................................................. ix INDICE DE TABLAS .............................................................................. xii INDICE DE FIGURAS ........................................................................... xiv CAPÍTULO I ........................................................................................... 16 EL PROBLEMA ..................................................................................... 16
1.1. RESEÑA HISTÓRICA ................................................................. 16
1.1.1. Descripción general de la Refinería de Puerto la Cruz.
(RPLC) 18
1.1.2. Ubicación de la RPLC. ......................................................... 19
1.1.3. Estructura organizativa de la RPLC. .................................... 20
1.1.4. Visión ................................................................................... 21
1.1.5. Misión ................................................................................... 22
1.1.6. Valores ................................................................................. 22
1.1.7. Objetivos corporativos .......................................................... 22
1.2. PLANTEAMIENTO DEL PROBLEMA ......................................... 23
1.3. OBJETIVOS ................................................................................ 25
1.3.1. General ................................................................................ 25
1.3.2. Específicos ........................................................................... 25
CAPÍTULO II .......................................................................................... 27 MARCO TEÓRICO ................................................................................. 27
2.1. ANTECEDENTES ....................................................................... 27
2.2. FUNDAMENTOS TEÓRICOS ..................................................... 28
2.2.1. Descripción del proceso de Hidroconversión Catalítica de
Residuos HDHPLUS® [4]. ..................................................................... 28
2.2.2. Fases de desarrollo de un proyecto [5]. ............................... 30
2.2.3. Modo de Especificación de las tuberías. .............................. 37

x
2.2.4. Número de ciclos ................................................................. 40
2.2.5. Los aceros ........................................................................... 41
2.2.6. Cálculo del Espesor de Pared de tuberías. .......................... 44
2.2.7. REACTORES QUÍMICOS .................................................... 46
2.2.8. CARGAS DE DISEÑO PARA TUBERÍAS ............................ 47
2.2.9. Esfuerzos en tuberías .......................................................... 50
2.2.10. Esfuerzos primarios .......................................................... 50
2.2.11. Esfuerzos secundarios ..................................................... 51
2.2.12. Esfuerzos localizados ....................................................... 52
2.2.13. Esfuerzos admisibles ........................................................ 52
2.2.14. Consideraciones aplicables al arreglo de tuberías para
facilitar el apoyo y sujeción. ................................................................... 54
2.2.15. Soportes de tuberías ........................................................ 55
2.2.16. Ubicación de los soportes ................................................ 58
2.2.17. Restricciones .................................................................... 59
2.2.18. FLEXIBILIDAD ................................................................. 62
2.2.19. CAESAR II ........................................................................ 69
CAPÍTULO III ......................................................................................... 71 DESARROLLO DEL PROYECTO ......................................................... 71
3.1 TIPO DE INVESTIGACIÓN ........................................................... 71
3.2 POBLACIÓN ................................................................................. 72
3.3 TÉCNICAS UTILIZADAS .............................................................. 72
3.4. PROCEDIMIENTO METODOLÓGICO ........................................ 72
3.4.1. Inicio ...................................................................................... 73
3.4.2. Recopilación de la información .............................................. 73
3.4.3. Revisión de los códigos de diseño ........................................ 74
3.4.4. Selección del material de las tuberías ................................... 75

xi
3.4.5. Cálculo del mínimo espesor de pared para las tuberías en
estudio ................................................................................................... 85
3.8.6. Cálculo del espesor del aislante ............................................ 85
3.6.5. Modelado tridimensional en el software CAESAR II versión
5.10. ....................................................................................................... 88
CAPÍTULO IV ......................................................................................... 92 ANÁLISIS DE RESULTADOS ............................................................... 92
4.1. Evaluación del sistema en estudio sin soportería ........................ 93
4.2. Determinación de los niveles de esfuerzo para la proposición,
posicionamiento y evaluación de la soporteria presentada para el sistema
.................................................................................................................. 99
4.3. Estimación de los desplazamientos ocasionados en los reactores
debido a la dilatación térmica .................................................................. 105
4.4. Proposición y evaluación de la soportería presentada para el
sistema completo..................................................................................... 110
4.5. Estudio de las bridas utilizadas como boquillas de conexión a los
equipos D-7623 y D-7624 ........................................................................ 113
CAPÍTULO V ........................................................................................ 116 CONCLUSIONES Y RECOMENDACIONES ....................................... 116
5.1. Conclusiones ............................................................................. 116
5.2. Recomendaciones ..................................................................... 118
BIBLIOGRAFÍA CITADA ..................................................................... 119 BIBLIOGRAFÍA ADICIONAL .............................................................. 121

xii
INDICE DE TABLAS
Tabla 1.1. Características de las unidades destiladoras del complejo de
destilación atmosférica de la RPLC. ............................................................. 19
Tabla 2.1. Esfuerzos Primarios.. ............................................................. 50
Tabla 2.3. Esfuerzo Básico Admisible. ................................................... 52
Tabla 2.4. Rango del esfuerzo admisible................................................ 53
Tabla 3.1 Condiciones de diseño y operación del sistema de reactores. 78
Tabla 3.2. Composición porcentual de las corrientes de servicio entre los
reactores D-7623 Y D-7624. ........................................................................ 80
Tabla 3.3. Aceros de uso común en la RPLC.]. ...................................... 82
Tabla 3.4. Especificación técnica del acero SS 347 seleccionado para el
proyecto ........................................................................................................ 83
Tabla 3.5. Especificación técnica del acero SS 321 seleccionado para el
proyecto.. ...................................................................................................... 84
Tabla 3.6. Materiales para aislamiento según temperatura. Fuente:
Norma PDVSA L-212 .................................................................................... 86
Tabla 3.7. Espesor del aislamiento en pulgadas para protección del
personal, material: Silicato de Calcio. ........................................................... 87
Tabla 4.2. Esfuerzos máximos presentados en el modelo 2, evaluando 4
casos (Prueba hidrostática, carga de operación, carga sostenida y expansión
térmica) sin elementos de soportería ............................................................ 97
Tabla 4.3. Esfuerzos máximos presentados en el modelo 3, evaluando 4
casos (Prueba hidrostática, carga de operación, carga sostenida y expansión
térmica) sin elementos de soportería.. .......................................................... 98
Tabla 4.4. Resumen de cargas y desplazamientos para la selección de
soportes, modelo 1. Fuente: CAESAR II. .................................................... 101
Tabla 4.5. Esfuerzos máximos presentados en el modelo 1, evaluado con
los elementos de soportería. Fuente: CAESAR II. ...................................... 102

xiii
Tabla 4.6. Resumen de cargas y desplazamientos para la selección de
soportes, modelo 2. Fuente: CAESAR II. .................................................... 104
Tabla 4.7. Esfuerzos máximos presentados en el modelo 2, evaluado con
los elementos de soportería Fuente: CAESAR II. ....................................... 105
Tabla 4.8. Comparación de cargas y desplazamientos para el modelo 1
original y modelo 1 interacción equipos- tuberías. Fuente: CAESAR II ...... 112
Tabla 4.9. Resultados de la evaluación de Presión Equivalente sobre la
brida en la parte superior del reactor D-7623. Fuente: CAESAR II. ............ 114
Tabla 4.10. Resultados de la evaluación de Presión Equivalente sobre la
brida en la parte inferior del reactor D-7624. Fuente: CAESAR II. .............. 115

xiv
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
INDICE DE FIGURAS
Figura 1.1. Ubicación geográfica de la refinería de Puerto la Cruz ........ 20
Figura 1.2. Organización gerencial de la RPLC. ..................................... 21
Figura 2.1. Esquema del proceso de la Unidad de HDHPLUS® ............. 30
Figura 2.1. Colgador y soporte de resorte para carga constante ............ 56
Figura 2.2. Colgador (a) soporte (b) de resorte de carga variable .......... 57
Figura 2.3. Anclajes ................................................................................ 60
Figura 2.4. Amortiguadores .................................................................... 61
Figura 3.1. Procedimiento utilizado para el cumplimiento de los objetivos
planteados. ................................................................................................... 73
Figura 3.4. Interface del diseño para conexión entre equipos, Modelo 1.
...................................................................................................................... 90
Figura 3.5. Interface del diseño para conexión entre equipos, Modelo 2.
...................................................................................................................... 91
Figura 3.6. Interface del diseño para conexión entre equipos, Modelo 3.
...................................................................................................................... 91
Figura 4.1. Distribución nodal para el modelo 1. ................................... 94
Figura 4.3. Distribución nodal para el modelo 3. .................................... 98
Figura 4.4. (a) Distribución nodal para el modelo 1, (b) Nodos para la
colocación de elementos de soportes. ........................................................ 100
Figura 4.5. (a) Distribución nodal para el modelo 2, (b) Nodos para la
colocación de elementos de soportes. ........................................................ 103
Figura 4.6. Interface típica de los reactores de hidroconversión catalítica
de residuos, caso reactor D-7623 ............................................................... 106
Figura 4.7. Secciones del cuerpo del reactor D-7623. .......................... 107
Figura 4.8. Interface típica de los reactores HDHPLUS®, mostrando el
movimiento ocasionado, para los casos de prueba .................................... 108

xv
Figura 4.9. Interface típica de los reactores HDHPLUS®, mostrando el
movimiento ocasionado para el caso de expansión térmica en las
temperaturas de diseño, operación y prueba hidrostátic............................. 109
Figura 4.8. Evaluación de la distribución de esfuerzos en la boquilla
superior del reactor D-7623, para prueba hidrostática, carga de operación,
carga sostenida y expansión térmica. Fuente: CAESAR II. ........................ 113
Figura 4.9. Evaluación de la distribución de esfuerzos en la boquilla
inferior del reactor D-7624, Para prueba hidrostática, carga de operación,
carga sostenida y expansión térmica. ......................................................... 114
Figura 4.10. Internase típica del modelo de estudio “Interacción tuberías-
equipos” ...................................................................................................... 111

Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
CAPÍTULO I
EL PROBLEMA
1.1. RESEÑA HISTÓRICA
Petróleos de Venezuela S.A. (PDVSA) es la corporación estatal de la
República Bolivariana de Venezuela que se encarga de la exploración,
producción, manufactura, transporte y mercadeo de los hidrocarburos. Esta
corporación estatal fue creada por decreto presidencial Nº 1.123 en el año
1975 por la Ley Orgánica que reserva al Estado la industria y el comercio de
los hidrocarburos, para asumir las funciones de planificación, coordinación y
supervisión de la industria petrolera nacional al concluir el proceso de
restablecimiento de las concesiones de hidrocarburos a las compañías
extranjeras que operaban en territorio venezolano.
Por mandato de la Constitución de la República Bolivariana de
Venezuela, la totalidad de las acciones de Petróleos de Venezuela S.A.
pertenecen al Estado Venezolano, en razón de la estrategia nacional y la
soberanía económica y política, ejercida por el pueblo venezolano. En ese
sentido, PDVSA está subordinada al Estado Venezolano y por lo tanto actúa
bajo los lineamientos trazados en los Planes de Desarrollo Nacional y de
acuerdo a las políticas, directrices, planes y estrategias para el sector de los
hidrocarburos, dictadas por el Ministerio de Energía y Petróleo.

17
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Durante sus primeros años de operación, PDVSA inició sus acciones
con catorce (14) filiales. En 1977 se produjo la primera reorganización,
reduciendo las filiales operativas de catorce (14) a siete (7) al absorber las
más grandes a las pequeñas. Más tarde ese mismo año se redujeron las
filiales a cinco (5). En 1978, a cuatro (4) y en 1986, a tres (3): LAGOVEN,
MARAVEN y CORPOVEN que absorbieron las actividades de las
concesionarias que estaban en Venezuela. Dentro de esta fase, también
inicia acciones en 1976, el Instituto Tecnológico Venezolano del Petróleo
(INTEVEP), destinado a efectuar los estudios e investigaciones necesarias
para garantizar el alto nivel de los productos y procesos dentro de la industria
petrolera. Igualmente, dos años más tarde se crea Pequiven Petroquímica de
Venezuela S.A., dirigida a organizar el negocio de la producción
petroquímica.
En julio de 1997 se aprobó una nueva reestructuración que eliminó esas
filiales y creó cuatro grandes empresas funcionales de negocios que
integraran la corporación: PDVSA Petróleo y Gas; PDVSA Exploración y
Producción; PDVSA Manufactura y Mercadeo y PDVSA Servicios,
responsables de ejecutar la actividad operativa. Éstas entran en acción
desde el 1° de enero de 1998.
La principal empresa del país inicia una expansión tanto en el ámbito
nacional como mundial, con la compra y participación en diversas refinerías
ubicadas en Europa, Estados Unidos y el Caribe. PDVSA logra ser
considerada, gracias a su calidad y responsabilidad, como una empresa
confiable en el suministro de grandes volúmenes de petróleo a escala

18
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
mundial, consolidándose así como una de las principales compañías
petroleras a nivel mundial.
1.1.1. Descripción general de la Refinería de Puerto la Cruz.
(RPLC)
En RPLC., se llevan a cabo procesos de refinación de crudos para garantizar
el suministro de gasolina, gas licuado de petróleo, diesel y kerosene al
mercado del Oriente del país, cumpliendo además con la demanda de otras
zonas y del mercado de exportación de productos tales como: residual,
destilados y nafta. El objetivo principal de la refinería es realizar procesos de
separación física y transformación química que conviertan el crudo en
derivados utilizables para numerosas aplicaciones. La RPLC., se encuentra
conformada actualmente por distintas unidades que pueden ser agrupadas
en las siguientes categorías:
Unidades de procesos (Unidades de destilación atmosférica DA-1,
DA-2, DA-3.)
Unidades de tratamiento (STG).
Servicios industriales.
Hidroprocesos.
El complejo de destilación atmosférica de la RPLC., está constituido
por tres unidades de destilación cuyas características más importantes se
muestran en la tabla 1.1.

19
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 1.1. Características de las unidades destiladoras del complejo de
destilación atmosférica de la RPLC. Fuente: PDVSA Refinación Oriente,
“Manual instructivo de la RPLC”
UNIDAD
CRUDO
°API
CAPACIDAD
DE DISEÑO
(MBPD*)
DA-1 Liviano/
Mediano
29-30 74
DA-2 Pesado 16-24 90
DA-3 Liviano 36-51 40
*MBPD: Miles de barriles de petróleo diarios
La RPLC., cuenta con una capacidad nominal para procesar 200 MBD
de crudo en sus tres unidades de destilación, de los cuales 45% corresponde
a crudo pesado.
1.1.2. Ubicación de la RPLC.
La RPLC., está ubicada en la costa nororiental del país al este de la
ciudad de Puerto La Cruz en el estado Anzoátegui; tiene facilidades de
acceso desde el Mar Caribe y está conectada por oleoductos con los campos
de producción de Oriente. La conforman las instalaciones de Puerto La Cruz,
El Chaure y San Roque (a 40 Km de Anaco, vecina a la población de Santa
Ana, Edo Anzoátegui), la figura 1.1 muestra la ubicación geográfica de esta
Refinería.

20
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 1.1. Ubicación geográfica de la refinería de Puerto la Cruz.
Fuente: Google Earth,Versión 6.2 (2012)
1.1.3. Estructura organizativa de la RPLC.
La estructura organizativa de la RPLC., está conformada por cinco (5)
Gerencias cada una con sus diferentes superintendencias y divididas en
distintas secciones que sirven un condicional apoyo a la gerencia General de
esta instalación petrolera. En la figura 1.2, se muestra esquemáticamente la
organización de la RPLC, y sus operaciones gerenciales.

21
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 1.2. Organización gerencial de la RPLC.
Fuente: PDVSA Refinación Oriente, “Manual instructivo de la RPLC”
1.1.4. Visión
Hoy en día la visión de Petróleos de Venezuela S. A. es avanzar hacia la
plena soberanía energética, impulsado además del negocio petrolero el
desarrollo endógeno nacional y la incorporación y adecuación de nuevas

22
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
tecnologías que permitan optimizar los procesos, en sintonía con el medio
ambiente y en pro del beneficio de todos los venezolanos.
1.1.5. Misión
La misión principal de Petróleos de Venezuela S. A., es cumplir con todas las
actividades propias del negocio petrolero, constituyéndose en una
corporación verticalmente integrada, que abarca todos los procesos, desde la
explotación hasta la comercialización de los hidrocarburos gaseosos y no
gaseosos, y sus derivados.
1.1.6. Valores
Ética: Honestidad, Responsabilidad, Coherencia
Justicia: Equidad, Tolerancia, Respeto
Solidaridad: Cooperación, Compromiso social
Calidad y competitividad
Innovación y liderazgo.
1.1.7. Objetivos corporativos
En relación a los objetivos planteados de Petróleos de Venezuela S.A., se
visualiza que la misión y visión de la corporación están altamente vinculadas,
ya que todos los objetivos incluidos en el Plan Estratégicos "Plan Siembra
Petrolera" están orientados hacia el cumplimiento del mismo. En este sentido
es importante reconocer que la prioridad de la organización está enmarcada

23
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
en seis grandes proyectos de desarrollo y consta de dos etapas: una a
ejecutarse entre el período 2005-2012 y otra entre el periodo 2012 y 2030. A
continuación se nombran:
Certificar las reservas petroleras venezolanas ante el mundo
Proyecto Orinoco: Comprende el eje del río Orinoco y abarca la
parte del río Apure. Consiste en la explotación y desarrollo de la
Faja.
Delta Caribe: Industrialización del gas, el gas será utilizado como
elemento de desarrollo endógeno para la industrialización del país.
Aumentar la capacidad de refinación: Construcción de nuevas
refinerías
Habilitar más llevaderos y poliductos
Suministro de Petróleo al Mar Caribe.
1.2. PLANTEAMIENTO DEL PROBLEMA
Petróleos de Venezuela S.A. (PDVSA) es una empresa del Estado
Venezolano, que dirige el desarrollo de la industria petrolera, petroquímica y
carbonífera de la nación, se destaca la Refinería Puerto La Cruz (RPLC),
uno de los distritos operacionales de PDVSA, localizada en la costa Nor-
Oriental del país y al este de la ciudad de Puerto la Cruz; es de especial
importancia industrial debido a que tiene facilidades de acceso a través del
Mar Caribe y está conectada por oleoductos con los campos de producción
del Sur-Oriente. La conforman las instalaciones de Puerto La Cruz, El Chaure
y San Roque.

24
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
La RPLC., en la actualidad se encuentra desarrollando tecnología
venezolana, con la que se persigue maximizar, transformar y mejorar la
producción del crudo, de 8º API, procedente de la Faja Petrolífera del
Orinoco, en Merey de 16º API, y que se produzcan 50.000 Barriles de
Petróleo Diarios (BPD) a través del proceso de Hidroconversión catalítica de
Residuos de Vacío HDHPLUS®. Esta tecnología utiliza los reactores D-7623
y D-7624 como parte esencial del proceso, estos equipos se encuentran en
etapa de construcción e instalación, están fabricados con aleaciones
especiales de acero y cuentan con un espesor que alcanza los 300
milímetros (sin contar con los recubrimientos internos), y un peso de entre
550 y 1.700 toneladas, convirtiéndolos en dispositivos capaces de soportar
altas presiones y temperaturas.
Los reactores estarán conectados entre sí en un sistema en serie, a
través de los cuales se bombea la sustancia de trabajo denominada Slurry la
cual será considerado como una “lechada” (mezcla de coque, molibdeno,
cromo y efluentes del proceso de Destilación Atmosférica) proveniente del
horno B-7620, entra al primer reactor D-7623 ocurriendo en esta etapa el
65% de la conversión, y se conecta con el segundo reactor, para completar la
última fase de conversión completándose hasta un 92% la Hidroconversión
de residuos en productos de venta nacional y exportación.
El trabajo de grado, está enfocado en determinar si a nivel de
ingeniería de detalle la línea de tuberías que interconecta los reactores ya
mencionados posee la suficiente capacidad para absorber las cargas que
inciden sobre ella, tales como: El peso propio de la tubería, las fuerzas
producidas por la presión del fluido, los niveles de esfuerzos en los arreglos

25
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
planteados y los producidos por la dilatación térmica que se dan en los
reactores y que ocasionan altas concentraciones de esfuerzos, para así
poder dar inicio a las etapas de puesta en marcha y de operación normal de
esta nueva etapa de la RPLC.
Lo anteriormente señalado resalta la necesidad de realizar un análisis
de flexibilidad, el cual se lleva a cabo elaborando un estudio computacional
que simule las condiciones de carga, para ello se empleará un software
especializado en el análisis de flexibilidad en tuberías llamado CAESAR II en
su versión 5.10 el cual incluye una herramienta computacional basada en el
método de los elementos finitos. La solución del problema en cuestión, traerá
como beneficios garantizar el funcionamiento adecuado en el sistema de
tuberías de la unidad, así como dar a conocer los avances a realizar sobre la
línea de estudio.
1.3. OBJETIVOS
1.3.1. General
Realizar un análisis de flexibilidad para el arreglo de tuberías que
interconecta los reactores del proceso de HDHPLUS® para el proyecto
conversión profunda en la refinería de Puerto la Cruz, mediante una
simulación tridimensional usando el software CAESAR II 5.10.
1.3.2. Específicos
1. Establecer las condiciones de diseño, operación y prueba
hidrostática del sistema.

26
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2. Seleccionar los materiales de las tuberías en base a las
condiciones de operación y resistencia del sistema.
3. Definir el espesor mínimo de pared para las condiciones de
diseño y operación del sistema.
4. Obtener una configuración aceptable de soportes para el
sistema de tuberías.
5. Crear un modelo computacional de la línea en estudio
6. Determinar los niveles de carga y esfuerzo en las tuberías,
cuando están sometidas a cargas estáticas y dinámicas.
7. Predecir el desplazamiento provocado por la expansión térmica
sobre los reactores y su efecto en los esfuerzos de la tubería,
así como también en las boquillas de conexión.

CAPÍTULO II
MARCO TEÓRICO
2.1. ANTECEDENTES
Buriel, Y. [1] Calculó los esfuerzos obtenidos de la prueba hidrostática,
cargas sostenidas y expansiones térmicas. Propuso además la
implementación de lazos de expansión tridimensionales y reubicación de
soportes críticos en la unidad destiladora DA-3 de la refinería de Puerto la
Cruz, para los cabezales destiladores de 180 Lbs. y 20 Lbs. Este
antecedente se utilizó ya que en ambos se realizan las pruebas hidrostáticas,
cargas sostenidas y expansiones térmicas, siguiendo los parámetros de las
normas nacionales e internacionales.
Bustamante, J. [2] Realizó un análisis de flexibilidad estático en las
líneas del sistema múltiple de carga en la RPLC, y en este tomó en cuenta
los esfuerzos producidos por las cargas sostenidas y expansiones térmicas
para tres casos de diferente funcionamiento del sistema, además comparó
estos esfuerzos con los permisibles según la norma ASME B31.3, se
obtuvieron las cargas sobre los pórticos que sostienen las tuberías que van
hacia los tanques de carga. Este trabajo de grado, guarda semejanza con
esta investigación por cuanto ambos utilizan la noma ASME B31.3 y realizan
un estudio de flexibilidad para varios casos de cargas. Como diferencia entre
ambas investigaciones, puede señalarse que en este trabajo se estudió las
cargas presentadas para poder seleccionar la soportería necesaria; además
de estudiarse la dilatación existente en los reactores debido a los gradientes
de temperatura del sistema.

28
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Rivas, S. [3] Evaluó los esfuerzos estáticos, en las líneas de transporte
de crudo en la RPLC., realizó propuestas para la implementación de lazos de
expansión bidimensionales para las líneas de recibo y succión del sistema.
Para las líneas de succión a tanque propuso lazos tridimensionales logrando
con ello la disminución de los esfuerzos y cargas en las boquillas, logrando el
cumplimiento de las normas.
2.2. FUNDAMENTOS TEÓRICOS
2.2.1. Descripción del proceso de Hidroconversión Catalítica de
Residuos HDHPLUS® [4].
HDHPLUS®/SHP, es la tecnología para el tratamiento, conversión y
valorización de los crudos pesados y extra pesados provenientes de la Faja
Petrolífera del Orinoco, la misma se basa en la hidroconversión de residuales
que puede procesar cargas refractarias de residuo de vacío
independientemente del contenido de azufre, metales y asfáltenos que estas
tengan. Esta tecnología de más de 20 años de desarrollo, que opera con
presiones superiores a los 2000 psi y temperaturas superiores a 400°C,
cuenta con un novedoso sistema catalítico que permite elevadas
conversiones con una muy baja tasa de inyección de metal, es desarrollada
en el país por un esfuerzo conjunto entre los equipos multidisciplinarios de
PDVSA refinación oriente e INTEVEP.
La unidad de Hidroconversión Catalítica de Residuos HDHPLUS®
consiste en las instalaciones necesarias para lograr que la mezcla del
residuo de vacío, en presencia de hidrógeno y un catalizador, se transforme
en fracciones livianas de mayor valor agregado. Como catalizador se utilizan
29
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
metales convencionales como molibdeno y níquel, que están dispersos en el
residuo a través de emulsiones catalíticas y, como aditivo se utiliza un
material de diferente naturaleza preparado por molienda y tratamiento
térmico para el control de la fluido dinámica de los reactores. La unidad será
diseñada para el procesamiento de 500000 Barriles de Petróleo Diarios
(BPD), en la unidad de destilación al vacío, en dos trenes idénticos y cuenta
con niveles de conversión ubicados en el rango de 85 a 92%.
La unidad de Hidroconversión Catalítica de Residuos HDHPLUS® se
divide en dos secciones, una que va hacia un horno de gas y la otra hacia un
horno trifásico que proporciona la apropiada presión y temperatura para ser
enviada hacia el sistema de los reactores que consiste en dos reactores
idénticos para lodo (slurry) que operan en serie. En esta unidad una corriente
pde hidrógeno, es inyectada en la línea de transporte de residuo de vacio
craqueado junto con el catalizador y los aditivos.
La alimentación proveniente del horno trifásico entra en la parte inferior
del primer reactor HDHPLUS® (D-7623) y lo abandona por la parte superior,
lográndose aproximadamente la obtención de un 65% de la conversión, la
alimentación transformada se envía a la parte inferior del segundo reactor
HDHPLUS® (D-7624) para alcanzar la conversión final, y sale de la sección
de reacción por la parte superior del segundo reactor. Los productos
procedentes del segundo reactor se mezclan con una corriente de hidrogeno
para controlar la temperatura de entrada hacia el separador de alta presión y
alta temperatura (HPHT) donde los efluentes serán separados, una parte va
hacia una torre de vacío para obtener VGO Hidrocraqueado y Flakes (residuo
no convertido + coque) y otra hacia los reactores de Hidrotratamiento para

30
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
continuar con el proceso de AQUACONVERSION® y obtener productos más
refinados como nafta, combustible jet, diesel y VGO Hidrotratado, para la
venta nacional y la exportación.
Figura 2.1. Esquema del proceso de la Unidad de HDHPLUS®. Fuente:
Documento técnico TM-JYDP-0752 [4].
2.2.2. Fases de desarrollo de un proyecto [5].
Para un mejor control, una mejor optimización de los recursos (humanos,
de tiempo, materiales y monetarios) y para lograr los objetivos propuestos, la
gerencia y el equipo de trabajo de todo proyecto contempla ciertas fases de
desarrollo las cuales se mencionan a continuación:
Fase Conceptual

31
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Fase de Ingeniería Básica
Fase de Ingeniería de Detalle
Fase de Procura
Fase de Construcción
Fase de Arranque y Puesta en Marcha.
El alcance de este trabajo se limita a las primeras tres fases de las
mencionadas anteriormente.
2.2.2.1. Fase Conceptual
La fase conceptual incluye la evaluación preliminar de una solución
técnica, con la que se busca satisfacer una necesidad, tomando en cuenta
los requerimientos específicos tecnológicos, los factores económicos y
ambientales. En ella se origina una información que generalmente, está
contenida en los registros del diseño conceptual y en las descripciones de las
condiciones ambientales del sitio donde se localizará el proyecto.
El registro de diseño conceptual, resume los documentos contentivos de
las decisiones previas a la ejecución de la ingeniería básica. Se justifica la
importancia y la actualidad del proyecto y se realiza un análisis de macro
factibilidad del mismo. La descripción de las condiciones del sitio cubre los
aspectos como mapas del sitio, fotografías, condiciones meteorológicas,
suelo, leyes ordenanzas locales. En resumen esta fase debe proporcionar los
siguientes resultados:
32
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Determinación de las necesidades existentes o limitaciones
potenciales para limitación.
Establecimiento de sistemas conceptuales para proporcionar
estrategias iniciales para el proyecto.
Determinación de la factibilidad y practicabilidad técnica,
económica y ambiental del proyecto.
Examen de los caminos alternos para la obtención de los objetivos
del proyecto.
Proveer la respuesta a las siguientes preguntas: ¿Cuál será el
costo del proyecto? ¿Cuándo estará disponible? ¿Cómo integrar
el proyecto a instalaciones existentes?
Identificar los recursos requeridos para realizar el proyecto.
Establecimiento de un cronograma de ejecución del proyecto.
El aspecto más importante de esta fase es el análisis preliminar del
riesgo y los requerimientos de tiempo y dinero. Esta fase constituye la
primera aproximación a la factibilidad de un proyecto.
2.2.2.2. Fase de Ingeniería Básica
La fase de ingeniería básica responde a la pregunta ¿Qué se quiere?. Así la
ingeniería básica, es un refinamiento de los elementos descritos en la
ingeniería conceptual y proporciona una firme identificación de los recursos
requeridos, conjuntamente con el establecimiento de tiempos, costos y
eficiencias realistas. Incluye la preparación de la documentación necesaria
para soportar el proyecto, proporcionando resultados en las siguientes áreas:

33
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Procesos, ingeniería mecánica, de instrumentación y control, ingeniería civil,
ingeniería eléctrica, entre otras.
En esta etapa se definen los siguientes puntos:
Diseño del proceso.
Balances de masa y energía.
Estudios de optimización y fenómenos de transporte.
Procedimientos operacionales.
Diagramas de flujo con las condiciones de operación y de diseño.
Evaluación de datos y análisis de laboratorios.
Estudios de simulación.
Requerimientos de servicios e insumos.
Especificaciones de equipos y datos de procesos.
Especificaciones de tuberías.
Especificaciones de instrumentación.
Presentación de los diagramas de tubería e instrumentación
(P&ID).
2.2.2.3. Fases de Ingeniería de Detalle
En la ingeniería de detalle se termina de definir y afinar el diagrama de
tuberías e instrumentación, siguiendo las especificaciones globales
generadas en la ingeniería básica. En esta etapa se definen los siguientes
puntos:
El diseño de los recipientes y de los equipos.

34
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Listas y especificación detallada de los equipos requeridos.
Listado de las líneas y válvulas.
Requerimientos de servicios.
Revisión general de toda la ingeniería.
La ingeniería de detalle debe contener información suficiente para
que se adquieran los materiales, con las especificaciones adecuadas y
adicionalmente, mostrar los procedimientos de fabricación de los equipos a
utilizar (si fuese necesario) y por último el procedimiento de instalación de los
equipos y materiales especificados anteriormente.
2.2.2.3.1. Normas más utilizadas para el análisis de sistemas de
tuberías en una ingeniería de detalle.
Las normas más utilizadas en el análisis de sistemas de tuberías son las
normas conjuntas del American Estándar Institute y la American Society of
Mechanical Engineers ANSI/ASME B31. Cada una de estas normas recoge
la experiencia de numerosas empresas especializadas, investigadores,
ingenieros de proyectos e ingenieros de campo en áreas de aplicación
específicas, a saber:
B31.1. Power Piping (tuberías de potencia) (1989).
B31.3. Chemical Plant and Petroleum Refinery Piping (tuberías en
plantas químicas y refinerías de petróleo) (1990).

35
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
B31.4. Liquid Transportation System for Hydrocarbons, Petroleum
Gas, Andhydroys Anmonia and Alcohols (sistemas de tuberías de
transporte para hidrocarburos liquidos y otros líquidos) (1989).
B31.5. Refrigeration Piping. (tuberías de refrigeración) (1987).
B31.8. Gas Transmisión and Distribution Piping System.( sistemas
de tuberías para transporte y distribución de gas)(1989).
B31.9. Building Services Piping. (tuberías de servicio en edificios)
(1988)-
B31.11. Slurry Transportation Piping System. (tuberías Para
transporte de lechada) (1986).
En lo que concierne todas las normas son muy parecidas,
existiendo algunas discrepancias con relación a las condiciones de
diseño, al cálculo de los esfuerzos y a los factores admisibles.
Para el desarrollo de esta investigación se hará especial mención
al código ASME B31.3.
2.2.2.3.2. Pasos para realizar un diseño mecánico en una ingeniería de
detalle.
La siguiente lista muestra los pasos que deben completarse en el diseño
mecánico de cualquier sistema de tuberías:
Establecimiento de las condiciones de diseño incluyendo presión,
temperaturas y otras condiciones, tales como la velocidad del
viento, movimientos sísmicos, choques de fluido, gradientes
térmicos y número de ciclos de varias cargas.
Determinación del diámetro de la tubería, el cual depende
fundamentalmente de las condiciones del proceso, es decir, del
caudal, la velocidad y la presión del fluido.

36
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Selección de los materiales de la tubería con base en corrosión,
fragilización y resistencia.
Selección de las clases de "rating" de bridas y válvulas.
Cálculo del espesor mínimo de pared (Schedule) para las
temperaturas y presiones de diseño, de manera que la tubería sea
capaz de soportar los esfuerzos tangenciales producidos por la
presión del fluido (ASME B31.3).
Establecimiento de una configuración aceptable de soportes para
el sistema de tuberías.
Análisis de esfuerzos por flexibilidad para verificar que los
esfuerzos producidos en la tubería por los distintos tipos de carga
estén dentro de los valores admisibles, a objeto de comprobar que
las cargas sobre los equipos no sobrepasen los valores límites,
satisfaciendo así los criterios del código a emplear (ASME B31.3).
Si el sistema no posee suficiente flexibilidad y/o no es capaz de
resistir las cargas sometidas (efectos de la gravedad) o las cargas
ocasionales (sismos y vientos), se dispone de los siguientes
recursos:
Reubicación de soportes.
Modificación del tipo de soporte en puntos específicos.
Utilización de soportes flexibles.
Modificación parcial del recorrido de la línea en zonas específicas.
Utilización de lazos de expansión.
El análisis de flexibilidad tiene por objeto verificar que los esfuerzos en la
tubería, los esfuerzos en componentes locales del sistema y las fuerzas y
momentos en los puntos terminales, estén dentro de límites aceptables, en

37
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
todas las fases de operación normal y anormal, durante toda la vida
esperada de la planta.
Es de gran importancia aclarar la diferencia que existe entre los términos
“tubería” y “tubo”, pues comúnmente son confundidos. Las tuberías,
corresponden al conjunto conformado por el tubo, los accesorios, las
válvulas, entre otros, encargados de transportar los gases o líquidos que así
lo necesitan. Mientras que el tubo; es aquel producto tubular con
dimensiones ya definidas y de material de uso común. Las tuberías con
destinación industrial tienen una muy amplia aplicación, pues es por medio
de ellas que se transportan todos los fluidos (gases, mezclas, líquidos, etc.)
para optimizar y no limitar los procesos industriales. Existen tubos con
costura y sin costura, la diferencia entre ellos radica en el modo de
fabricación, los primeros basan su manufactura en la soldadura, mientras que
los segundos no.
2.2.3. Modo de Especificación de las tuberías.
Diámetro: Diámetro nominal de la tubería en pulgadas.
Costura: SMLS (Tubería sin costura), Welded (Tubería con
costura).
Sch: Schedule de la tubería.
Material: Material de la tubería. Ej. ASTM A 106 gr. B.
Longitud: Longitud por pieza. Ej. Piezas de 6m de largo.
Tolerancia: Tolerancia de longitud de la tubería. [6]

38
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Los parámetros fundamentales, que delimitan el diseño de un sistema
de tuberías, son principalmente la temperatura y la presión de diseño, tal
como lo señala Petróleos de Venezuela (2002), en el módulo de Diseño de
Tuberías de Proceso, donde define que:
2.2.3.1. La presión de diseño
Es considerada como la máxima diferencia de fuerza por unidad de área
existente entre el interior y el exterior de un tubo, componente de tubería o
entre cámaras adyacentes de una unidad. Esta presión de diseño no será
menor que la presión a la condición más severa de presión y temperatura
coincidentes que se espere en condición normal.
2.2.3.2. La temperatura de diseño
Es la temperatura del metal a la condición más severa de presión y
temperatura coincidentes, esperada durante operación normal. Los requisitos
para determinar la temperatura del metal de diseño para tuberías son:
Para tubería con aislamiento externo, la temperatura del metal
para diseño será la máxima temperatura de diseño del fluido
contenido.
Para tubería sin aislamiento externo y sin revestimiento interno,
con fluidos a temperatura de 0 ºC (32 ºF) y mayores, la
temperatura del metal para el diseño será la máxima temperatura
de diseño del fluido.

39
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Para temperaturas de fluidos menores de 32 ºF, la temperatura del
metal para el diseño, será la temperatura de diseño del fluido
contenido.
Para tuberías aisladas internamente la temperatura será calculada
usando la temperatura ambiental máxima sin viento (velocidad
cero)[7].
Es importante definir los conceptos de interés en la presentación de las
tuberías. Los tubos fabricados de acuerdo con los tamaños dados en las
normas y en los Standard del Instituto Americano del Petróleo (API) son
llamados tuberías. El diámetro externo de cualquier tamaño nominal es el
mismo para cualquier peso (espesor de pared), dentro de un mismo tamaño.
Esto es, el diámetro interno para un mismo tamaño nominal varía junto con
su espesor. El espesor de pared viene expresado en términos del Schedule,
de acuerdo con el Instituto Nacional Americano de Normalización (ANSI).
Anteriormente a la introducción de números de lista fueron utilizados los
términos Peso Standard (S), Extra Fuerte (XS) y Doble Extra Fuerte (XXS),
para indicar los espesores de pared.
2.2.3.3. Clase o Rating
Término para materiales específicos, que identifica la presión máxima
permisible para una temperatura establecida. Se expresa como clase, libras
o libras por pulgada cuadrada (psi). La clase de presión se han normalizado
en incrementos graduales, tales como 150, 300, 400, etc., cada una de
las cuales se relaciona con las dimensiones definidas en estándares
reconocidos, tales como la ASME B16.5 Y ASME B16.34; de esta manera,

40
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
todas las válvulas y bridas de un tipo dado, manufacturado por diferentes
fabricantes, deberán tener dimensiones normalizadas que permitan su
intercambiabilidad total. El código ASME B31.1 permite que los Ratings de
presión y temperatura contenidos en los estándares de componentes, sean
utilizados para establecer las presiones y temperaturas de diseño.
2.2.4. Número de ciclos
Es el número de veces, que la línea está sometida a la combinación
de temperatura y movimientos en los extremos. El código ASME B31.3
señala que el rango de esfuerzo admisible, es una función del número de
fluctuaciones completas de temperatura, desde la mínima hasta la máxima
temperatura del metal, este esfuerzo es constante para los primeros 7000
ciclos de cambio en la temperatura y se reduce para una cantidad mayor de
ciclos. El número de ciclos también tiene influencias en el diseño de un
sistema por flexibilidad, por cuanto la base para la determinación del
esfuerzo de diseño por flexibilidad, está asociada a consideraciones de
deterioro por fatiga.
Si el número de ciclos esperados de cambio de temperatura durante
la vida de la planta excede de 7000 ciclos, el número de ciclos deberá ser
indicado en las especificaciones para todas las líneas involucradas, para
propósitos de diseño mecánico, se puede usar 20 años de vida de la planta
en el estimado del número ciclos, lo cual significa que un ciclo por día es
necesario para superar los 7000 ciclos. La ecuación para determinar el rango
del esfuerzo admisible (Ec. 2.1) de acuerdo al código ASME B31.3, se repite

41
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
a continuación para explicar cómo la cantidad de ciclos es considerada por el
código:
(Ec. 2.1)
Donde:
SC= Esfuerzo admisible del material en la condición fría.
Sh = Esfuerzo admisible del material en la condición caliente
f= Factor de reducción del rango de esfuerzo admisible para el número
total de ciclos de temperatura durante la vida esperada [8].
Luego de establecidas las condiciones de operación es necesario
definir el material de la tubería, basados en los requerimientos que el fluido
de servicio propone, entre los materiales más comúnmente utilizados en
proyectos previos de la refinería de puerto la cruz se tienen:
2.2.5. Los aceros
Son aleaciones de hierro carbono, aptas para ser deformadas en frío y
en caliente, que se obtienen sometiendo el arrabio a un proceso de
descarburación y eliminación de impurezas llamado afino (oxidación del
elemento carbono). Generalmente el porcentaje de carbono no excede de
1,76% y atendiendo a dicho porcentaje, los aceros se clasifican en:

42
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Aceros hipoeutectoides, si su porcentaje de carbono es inferior al
0,89%.
Aceros hipereutectoides, si su porcentaje de carbono es superior
al porcentaje anterior.
Desde el punto de vista de su composición, los aceros se pueden
clasificar en dos grandes grupos:
Aceros al carbono: formados principalmente por hierro y carbono.
Más del 90% de todos los aceros son aceros al carbono. Estos
aceros contienen diversas cantidades de carbono y menos del
1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Es
resistente a altas temperaturas, posee buena resistencia al
choque, mecanizabilidad y tenacidad y sobre todo es saldable y
forjable
Aceros aleados: Contienen, además del carbono otros elementos
en cantidades suficientes como para alterar sus propiedades
(dureza, puntos críticos, tamaño del grano, templabilidad,
resistencia a la corrosión). Contienen una proporción determinada
de vanadio, molibdeno y otros elementos, además de cantidades
mayores de manganeso, silicio y cobre que los aceros al carbono
normales.
Los aceros inoxidables: Contienen cromo, níquel y otros
elementos de aleación, que los mantienen brillantes y resistentes
a la herrumbre y oxidación a pesar de la acción de la humedad o
de ácidos y gases corrosivos. Algunos aceros inoxidables son muy

43
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
duros; otros son muy resistentes y mantienen esa resistencia
durante largos periodos a temperaturas extremas.
Aceros resistentes a la corrosión: En los aceros inoxidables, la
acción de los elementos aleados es sustancial, el cromo es el
elemento aleado que más influye en la resistencia a la oxidación y
a la corrosión de los aceros, El Níquel mejora la resistencia a la
corrosión de los aceros al cromo y el Molibdeno mejora la
resistencia a la oxidación altas temperaturas, al igual que el
wolframio.
Los accesorios presentes en un sistema de tuberías son elementos que
permiten el manejo y control de este, realizando cambios en la dirección, el
diámetro de la tubería, así como incorporando ramales al sistema de
tuberías; entre los elementos más comunes que conforman un sistema de
tuberías se encuentran:
Codos de 90º (radio corta o radio largo).
Codos de 45º (radio corto o radio largo).
Tees rectas o reductoras.
“Y” laterales.
Bridas.
Empacaduras.
Pernos.
Válvulas de todos los tipos [9].

44
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.6. Cálculo del Espesor de Pared de tuberías.
De acuerdo al código ASME B31.3, en su sección 304.1 el espesor de
pared requerido por una tubería para soportar la presión interna, debe ser
calculado por medio de la ecuación 2.3.
(Ec. 2.3)
El espesor comercial T de la tubería seleccionada está dado por la
ecuación 2.4.
(Ec. 2.4)
Donde:
: Espesor nominal de tubería, (pulg)
tm: Mínimo espesor de la pared que satisface los requerimientos de
presión, espesor adicional por corrosión mecánica y erosión.
t: Espesor para la presión de diseño interna, (pulg)
=c1 +c0= la sumatoria de la tolerancia mecánica, más el factor de
corrosión y erosión (donde c1= suma de las tolerancias internas; y c0= la suma
de las tolerancias internas).
Siempre que D/t sea mayor que 6, t se calcula con la ecuación 2.5 o
la ecuación 2.6; los tubos con D/t menor o igual a 6 ó P/SE> 0,385 se
consideran tubos de pared gruesa y requieren consideraciones especiales,
pues hay que considerar factores de diseño y de materiales tales como las
teorías de falla, fatiga y esfuerzo térmico.

45
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
(Ec. 2.5)
(Ec 2.6)
Donde:
: Espesor nominal de tubería, (pulg)
tm: Mínimo espesor de la pared que satisface los requerimientos de
presión, espesor adicional por corrosión mecánica y erosión.
t: Espesor para la presión de diseño interna, (pulg)
P: Presión interna de diseño, (Psig)
D: Diámetro exterior del tubo, (pulg)
S: Esfuerzo permisible del material del tubo a la temperatura de diseño,
(Psi)
Y: Coeficiente para materiales ferrosos ductales.
E: Factor de soldadura longitudinal de la junta
Otra consideración para el diseño de tuberías de alta presión (clase
2500), es que el espesor de pared no debe ser mayor que el calculado con
las ecuaciones 2.7 y 2.8.
(Ec 2.7)

46
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
(Ec 2.8)
Donde:
C=c1 +c0= la sumatoria de la tolerancia mecánica, más el factor de
corrosión y erosión (donde c1= suma de las tolerancias internas; y c0= la suma
de las tolerancias internas)[8].
2.2.7. REACTORES QUÍMICOS
Un reactor químico es una unidad procesadora diseñada para que en su
interior se lleve a cabo una o varias reacciones químicas. Dicha unidad está
constituida por un recipiente cerrado, el cual cuenta con líneas de entrada y
salida para sustancias químicas, y está gobernado por un algoritmo de
control.
Los reactores químicos tienen como funciones principales:
Asegurar el tipo de contacto o modo de fluir de los reactantes en el
interior del tanque, para conseguir una mezcla deseada con los
materiales reactantes.
Proporcionar el tiempo suficiente de contacto entre las sustancias
y con el catalizador, para conseguir la extensión deseada de la
reacción.
Permitir condiciones de presión, temperatura y composición de
modo que la reacción tenga lugar en el grado y a la velocidad

47
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
deseada, atendiendo a los aspectos termodinámicos y cinéticos de
la reacción.
Existen infinidad de tipos de reactores químicos, y cada uno responde a
las necesidades de una situación en particular. Para la investigación
planteada el reactor de tipo burbujas ascendentes es de especial interés, por
cuanto estos permiten hacer burbujear un reactivo gaseoso a través de un
líquido con el que puede reaccionar, el líquido contiene un catalizador
disuelto, no volátil u otro reactivo y el producto se puede sacar del reactor en
la corriente gaseosa [10].
Una vez determinados los procesos del sistema a estudiar y sus equipos
seleccionados, además del diámetro y el material de la tubería, así como
establecidos el espesor requerido de la pared de los tubos, la clase (“rating”)
de las bridas; el diseñador de las tuberías debe elaborar una disposición
económica para el nuevo sistema de tuberías y para ello el debe tomar en
cuenta ciertas consideraciones, entre las cuales destaca, la soportería, los
tipos de componentes de soportes disponibles y su aplicación, los anclajes,
las guías o restricciones y el espacio disponible en tales estructuras para
producir un diseño óptimo.
2.2.8. CARGAS DE DISEÑO PARA TUBERÍAS
Un sistema de tuberías, constituye una estructura espacial irregular y
ciertos esfuerzos pueden ser introducidos durante la fase de construcción,
montaje y debido a circunstancias operacionales. A continuación se resumen

48
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
las posibles cargas típicas que deben considerarse en el diseño de tuberías
[11].
2.2.8.1. Cargas por la presión de diseño
Es la carga debido a la presión en la condición más severa, interna o
externa a la temperatura coincidente con esa condición durante la operación
normal[11].
2.2.8.1.1. Cargas dinámicas
El código citado ASME B31.3., establece que se deben considerar los
efectos dinámicos para determinar la influencia sobre el sistema y entre los
cuales se tiene:
2.2.8.1.1.1. Cargas por impacto u ondas de presión
Son aquellas ejercidas por golpes de ariete, caídas bruscas de presión o
cambios de flujo de fluidos.
2.2.8.1.1.2. Cargas por efecto del viento
Son las ejercidas sobre el sistema de tuberías expuesto al viento.
2.2.8.1.1.3. Cargas sísmicas
Son las consideradas para aquellos sistemas ubicados en áreas con
probabilidad de movimientos sísmicos.

49
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.8.1.1.4. Vibraciones:
Son los excesivos y perjudiciales efectos de la vibración inducidos por:
pulsaciones de presión, variaciones en las características de los fluidos,
resonancia causada por excitaciones de maquinarias o acción del viento.
2.2.8.1.1.5. Reacciones de descarga
Son las producidas por la descarga de fluidos o caídas bruscas de
presión.
2.2.8.1.1.6. Cargas por peso
a) Peso muerto incluyendo tubería, accesorios, aislamiento, etc.
b) Cargas vivas impuestas por el flujo de prueba o de proceso.
c) Efectos locales debido a las reacciones en los soportes.
2.2.8.1.1.7. Efectos de la expansión y/o contracción térmica
a) Cargas térmicas y de fricción inducidas por la restricción al
movimiento de expansión térmica de la tubería.
b) Cargas inducidas por un gradiente térmico severo o diferencia en
las características de expansión (diferentes materiales).
2.2.8.1.1.8. Efectos de los Soportes, Anclajes y Movimiento en los
Terminales
Asentamiento de las fundaciones de los equipos y/o soportes de las
tuberías.

50
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.9. Esfuerzos en tuberías
Las cargas anteriormente expuestas se discriminan, para propósitos de
diseño, en dos categorías:
1. Efectos externos: Los cuales si son excesivos, pueden causar
directamente la falla.
2. Efectos de la deformación inducidos por cambios de temperatura:
Cuando se consideran los criterios de diseño es apropiado
distinguir entre esfuerzos, primarios, secundarios y localizados.
Aunque no se conoce una definición aceptada para esfuerzos
primarios y secundarios en un sistema de tuberías.
2.2.10. Esfuerzos primarios
Son aquellos esfuerzos en las paredes, cortantes o a flexión, a
consecuencia de las cargas impuestas, los cuales son necesarios tomar en
cuenta para satisfacer las leyes de equilibrio de las fuerzas y momentos
internos y externos. Estos esfuerzos primarios son expuestos en la tabla 2.1.
Tabla 2.1. Esfuerzos Primarios. Fuente: Diseño de tuberías [13].
Tipo de esfuerzo primario Inducido por
Esfuerzo en la pared circunferencial Presión interna
Esfuerzo de la fibra longitudinal Presión, peso propio y muerto
Esfuerzo primario de flexión Peso propio y muerto, carga
debido al viento, cargas sísmicas.

51
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
La característica básica de los esfuerzos primarios es que no son
auto limitante. Cuando estos esfuerzos primarios exceden el limite elástico
del material, el resultado será la falla de la tubería, o al menos una
deformación permanente de la misma.
2.2.11. Esfuerzos secundarios
Los esfuerzos secundarios, son esfuerzos auto equilibrados necesarios
para satisfacer las condiciones de estabilidad de la estructura. En contraste
con los esfuerzos inducidos por las cargas impuestas (esfuerzos primarios),
los esfuerzos secundarios no originan fallas directas en materiales dúctiles.
Si estos esfuerzos son mayores que el limite elástico del material,
únicamente tienen el efecto de inducir deformaciones locales con lo cual
resulta una redistribución de las cargas y una reducción de los esfuerzos en
las condiciones de operación. Si las cargas aplicadas son cíclicas, estos
esfuerzos son una fuente potencial de falla por fatiga. Para observar los
esfuerzos secundarios ver tabla 2.2.
Tabla 2.2. Esfuerzos secundarios. Fuente: Diseño de tuberías [13]
Tipo de esfuerzo secundario Inducido por
Torsión y flexión Deformación por cargas térmicas,
expansión y contracción
En la pared, Flexión y torsión Distribución no uniforme de la
temperatura dentro del cuerpo

52
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.12. Esfuerzos localizados
Los esfuerzos localizados se caracterizan por que su valor disminuye
considerablemente a corta distancia del punto donde alcanzan su valor
máximo, este tipo de esfuerzo puede considerarse equivalente en significado
a los esfuerzos secundarios. Los esfuerzos localizados son comunes en
codos, codos segmentados, juntas, juntas tee.
2.2.13. Esfuerzos admisibles
La norma ANSI 31.3 estipula dos criterios para el esfuerzo admisible, uno
es llamado el “esfuerzo básico admisible” en función a la temperatura de
diseño, el cual se observa en la tabla 2.3, y el otro, el cual es menos
conocido y se le denomina “rango de esfuerzo admisible” el cual se deriva del
esfuerzo básico admisible y se emplea como base para el cálculo de la
expansión térmica y para el análisis de flexibilidad, y se calcula mediante la
ecuación 2.1
Tabla 2.3. Esfuerzo Básico Admisible. Fuente: Diseño de tuberías[13].
Para cargas aplicadas Esfuerzo admisible
Esfuerzos de pared
circunferenciales producidos por la
presión, no deben exceder
S.E
Esfuerzos longitudinales
combinados producidos por la presión,
peso y otras cargas, no deben exceder
S
Donde:

53
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
S: Esfuerzo básico admisible a la temperatura de diseño, para el material
seleccionado.
E: Eficiencia de la soldadura longitudinal o factor de calidad de la
fundición, asociada con el diseño especifico y los requerimientos de
inspección.
Tabla 2.4. Rango del esfuerzo admisible. Fuente: Diseño de tuberías[13].
Para cargas térmicas Rango del esfuerzo admisible
Los esfuerzos por expansión no
deben exceder
SA
(Ec 2.1)
Donde:
SC: Esfuerzo básico admisible para el material a la mínima temperatura
esperada del metal durante el ciclo de desplazamiento.
Sh: Esfuerzo básico admisible para el material a la máxima temperatura
esperada del metal durante el ciclo de desplazamiento.
f: factor de reducción del rango del esfuerzo admisible para el número
total de ciclos de temperatura durante la vida esperada (f=1 para una vida
esperada de 7000 ciclos en refinería).
Cuando Sh es mayor que SL, (esfuerzos longitudinales combinados), la
diferencia entre ellos debe sumarse al termino (0,25 Sh ) por lo que la
ecuación 2.1 para SA queda como la ecuación 2.2 [11].

54
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
(Ec. 2.2)
2.2.14. Consideraciones aplicables al arreglo de tuberías para
facilitar el apoyo y sujeción.
Ya definida la disposición, el arreglo general de las tuberías y las
condiciones globales del diseño, deben definirse los tipos de arreglos de
soportes. Las siguientes son consideraciones generales que deben tomarse
en cuenta el trazado de la tubería para una sustentación favorable:
El sistema de tuberías debe ser en lo posible auto soportante, con
el propósito de disminuir el uso de soportes y consistente con los
requerimientos de flexibilidad.
El exceso de flexibilidad puede requerir soportes o sujeciones
adicionales para evitar movimiento y vibraciones en una amplitud
tal que despierte desconfianza en el personal.
Las tuberías que están propensas a vibrar, tales como las líneas
de succión o descarga de bombas reciprocantes o compresores,
deberán ser diseñadas con sus soportes propios e independientes
de otras tuberías, de estructuras o edificios escasamente
apoyados. El diseño de tuberías debe permitir el uso de apoyos
fijos, soportes rígidos o similares, que ofrezcan resistencia al
movimiento y provean cierta capacidad de amortiguación en vez
de soportes colgantes.

55
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
La tubería debe estar lo suficientemente cerca al punto de apoyo
de sujeción, de manera que el conjunto estructural pueda tener la
rigidez adecuada y los componentes de fijación sean simples y
económicos.
Los tubos de las conexiones superiores de recipiente verticales se
apoyan y fijan ventajosamente en el recipiente para minimizar
movimientos independientes del recipiente, soportes y tuberías,
por tanto tales tuberías deben ser trazadas los más cerca posible
del recipiente y soportadas muy cerca de la conexión.
Las tuberías sobre estructuras deben ser trazadas debajo de las
plataformas, cerca de los miembros estructurales principales, en
puntos donde sea favorable añadir cargas, a fin de evitar la
necesidad de reforzar esos miembros.
Debe asignarse suficiente espacio, de manera que puedan
colocarse los componentes propios de ensamblajes de los
soportes.
Debe proveerse espaciamiento para acceso fácil a las partes
sujetadoras de aquellos soportes que requieran mantenimiento o
servicio [9].
2.2.15. Soportes de tuberías
Los soportes de la tubería y la regulación de su movimiento son puntos
importantes en el diseño, para evitar que los esfuerzos y empujes
ocasionados por el movimiento expansivo y la carga o peso muerto puedan
exceder los valores de esfuerzos permisible de trabajo para el material de la
tubería, el equipo conectado o las estructuras de los edificios.

56
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.15.1. Definición de colgadores o soportes
Los colgadores o soportes son estructuras mecánicas usadas para
soportar el peso de un sistema de tuberías, si se encuentran colgados por
encima de esta se denominan colgadores (figura 2.1a .2.2a), y si se
encuentran ubicados por debajo de estas se denominan soportes (figura 2.1b
.2.2b).
2.2.15.2. Tipos de colgadores o soportes
Entre los tipos de soportes más comúnmente empleados se encuentran:
2.2.15.2.1. Colgadores o soportes de carga constante
Son aquellos elementos mecánicos utilizados para soportar las cargas de
la tubería permitiendo a la vez grandes movimientos verticales (figura 2.1).
Los soportes de carga constante compensan los desplazamientos verticales
causados por la expansión térmica.
Figura 2.2. Colgador y soporte de resorte para carga constante
Fuente: LISEGA 2010[12].

57
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.15.2.2. Colgadores o soportes de carga variable
Para evitar tensiones adicionales, la dilatación térmica de la tubería y sus
accesorios no debe ser dificultada. Con Este fin, la tubería debe ser
soportada elásticamente de manera apropiada. Los componentes elásticos
se emplean como soportes con el objetivo de compensar ligeros
desplazamientos verticales en las tuberías. (Fig. 2.2).
Figura 2.3. Colgador (a) soporte (b) colgador de resorte de carga
variable. Fuente: LISEGA 2010.[12]
2.2.15.2.3. Colgadores o soportes rígidos:
Son estructuras mecánicas utilizadas para soportar tuberías en puntos
libres de desplazamiento vertical (soportes H, durmientes, etc.) [12].
Soporte (b) Colgador

58
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.16. Ubicación de los soportes
La ubicación apropiada de soportes colgantes o fijos involucra
consideraciones de la propia tubería, de la estructura a la cual se transmite la
carga y de las limitaciones de espacio, los puntos preferidos de fijación de la
tubería son:
Sobre la tubería propiamente y no sobre componentes tales como
válvulas, accesorios o juntas de expansión.
Sobre tramos rectos de tubería, en lugar de codos de radios
agudos, juntas o conexiones de ramales prefabricados.
Sobre tramos de tubería que no requieran remoción frecuente
para limpieza o mantenimiento
Tan cerca como sea posible de concentraciones grandes de
carga, tales como tramos verticales, ramales de tubería, válvulas
motorizadas o bien válvulas pesadas y recipientes menores tales
como separadores, filtros, etc.
2.2.16.1.1. Espaciamiento entre soportes
El espaciamiento de soportes en un tendido de tubería horizontal
depende principalmente de la resistencia del tubo. Sin embargo, dentro de
los límites de una unidad de proceso el espaciamiento entre soportes está
determinado por el espaciamiento de columnas convenientemente ubicadas
por la máxima deflexión que se desea obtener.

59
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.16.1.2. Estimación de las cargas en los colgadores y soportes
Un sistema en suspensión bien balanceado dará como resultado valores
aproximadamente iguales de cargas en colgadores y soportes, siempre y
cuando toda la tubería sea del mismo tamaño, y no hayan cargas
concentradas dentro del sistema, las cargas en los soportes y colgadores
adyacentes, serán correspondientemente mayores. Las siguientes cargas
deben ser consideradas en los cálculos de diseño para soportes.
Peso de la tubería y el aislamiento, solo donde sea especificado.
Peso de los fluidos contenidos en la línea, basado en agua o fluido
contenido, el que sea más pesado.
En la determinación de cargas para colgadores de resorte, debe
usarse el peso del contenido de la línea durante la operación es
menor que el del agua y si la línea va a ser probada
hidrostáticamente o lavada con agua, deberá tomarse el cuidado
de proveer soporte adicional para la línea.
Las cargas ocasionadas por viento.
Las cargas laterales ocasionadas por el movimiento de la línea.
El cálculo de las cargas de diseño para soportes puede determinarse por
los métodos usuales de la estática. Obviamente esto requiere que primero se
seleccionen todas las ubicaciones de los soportes para la línea en
consideración [13].
2.2.17. Restricciones
Son estructuras o elementos mecánicos utilizados para impedir o
restringir el libre movimiento de sistemas de tuberías debido a expansiones
térmicas.

60
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.17.1. Tipos de restricciones
2.2.17.1.1. Anclajes
Son elementos que fijan totalmente la tubería en los puntos donde son
aplicados, no permiten el desplazamiento rotacional ni de traslación de la
tubería en ningún sentido. En la figura 2.3. Se observan algunos anclajes
Figura 2.4. Anclajes. Fuente: LISEGA 2010 [12].
2.2.17.1.2. Topes
Son elementos que se emplean para obstaculizar el movimiento
longitudinal de la tubería, es decir permiten la rotación, pero impiden el
movimiento de traslación a lo largo de cualquier eje deseado, si el
movimiento es impedido en ambas direcciones a lo largo del mismo eje, se
llama “tope de doble acción”.
61
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.17.1.3. Guías
Son dispositivos que operan permitiéndole a la tubería desplazarse en
una dirección específica.
2.2.17.1.4. Amortiguadores (Snubbers)
Sirven para limitar el movimiento de la tubería debido a fuerzas diferentes
al peso y a la expansión térmica. Son utilizados para proteger a los sistemas
de tuberías de efectos dinámicos (figura 2.4) [12].
Figura 2.5. Amortiguadores. Fuente: LISEGA 2010 [12]

62
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.18. FLEXIBILIDAD
2.2.18.1. Fundamentos relacionados con el análisis de flexibilidad
Un aspecto importante, en el diseño de la configuración de las tuberías,
es asegurarse de que existe suficiente flexibilidad en el sistema, para que
pueda absorber las deformaciones térmicas inducidas por los cambios de
temperatura, sin alcanzar elevados esfuerzos. El sistema de tuberías deberá
ser diseñado de manera que no falle por esfuerzos térmicos, no sobrecargue
y cause fugas por las bridas y no se produzcan momentos y/ o fuerzas
excesivas en los equipos interconectados.
Una estructura que esté sujeta a un cambio de temperatura
cambiará sus dimensiones físicas si está libre de expandirse, en caso
contrario, se inducirán esfuerzos provocándose fuerzas de reacción y
momentos en los equipos de los extremos. El problema básico del análisis de
flexibilidad, es determinar la magnitud de estos esfuerzos en la tubería y
controlar que las variaciones en los puntos de interconexión con equipos
estén dentro de los valores aceptables.
2.2.18.1.1. Factor de Flexibilidad e Intensificación de Esfuerzos
Cuando se utiliza una tubería doblada o accesorios como codos,
válvulas, tees, bridas, etc., para cambiar la dirección de un sistema de
tuberías, su sección recta se deforma elípticamente cuando están sometidos
a flexión por lo que su flexibilidad aumenta, lo que resulta beneficioso, al

63
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
disminuir por tal efecto las cargas internas en la tubería y las reacciones en
los equipos y los soportes; pero estos elementos presentan una distribución
irregular de los esfuerzos, con valores mayores que los determinados por la
teoría elemental de la flexión. Esta característica de las tuberías dobladas o
de los accesorios, se toma en consideración en el análisis de flexibilidad
introduciendo los “factores de flexibilidad” y los “factores de intensificación de
esfuerzos”, los cuales son simplemente relaciones entre la flexibilidad, los
esfuerzos reales y los teóricos derivados de la teoría elemental de la flexión.
Estos factores se encuentran estipulados en el código ASME B31.3.
2.2.18.1.1.1. Codos
El factor de flexibilidad “K” es el cociente entre la deflexión real que
se produce en el codo y la deflexión calculada con la teoría elemental de
vigas donde K está dada por la ecuación 2.9
(Ec 2.9)
Donde:
(Ec 2.10)
h: Flexibilidad característica
T: Espesor del codo.
r2: Radio medio del tubo
R1: Radio de curvatura del codo

64
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
El código ASME B31.3, establece que para corregir el valor del factor
de flexibilidad K debe ser dividido por un factor CK (Ec 2.11) o por un factor Ci
(Ec 2.12).
( Ec 2.11)
( Ec 2.12)
2.2.18.1.1.2. Bridas.
Al igual que las tees, las bridas son consideradas rígidas con un valor de
K=1
2.2.18.2. Criterios para el diseño de flexibilidad
La flexibilidad de un sistema de tuberías depende en gran medida de la
soportería de este, a continuación se realiza una síntesis de los criterios
explicados anteriormente en la selección de la soportería, así como otras
consideraciones prácticas para lograr un diseño con una buena flexibilidad,
entre las que se encuentran:
Los arreglos de tuberías deben hacerse lo más cercano posible a
la estructura, de modo de simplificar el sistema.

65
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Utilizar soportes estandarizados, ya que los especiales aumentan
el costo del sistema.
Las tuberías conectadas a las boquillas de los recipientes deben
ser soportadas lo más cercano posible a la boquilla, para
minimizar las diferencias de expansiones térmicas entre la tubería
y el recipiente.
Las tuberías que presentan exceso de vibraciones deben ser
diseñadas de manera que permitan el uso de soportes
independientes.
Las juntas de expansión solo deben emplearse en casos
inevitables.
Evitar los bolsillos o sifones en las tuberías de succión de las
bombas.
Colocar guías o topes cerca de equipos sensibles, como turbinas
o bombas con el objeto de impedir que las cargas se transmitan
directamente de las boquillas a los equipos.
2.2.18.2.1. Proceso general de evaluación del problema de flexibilidad
en las tuberías.
El objetivo del análisis de flexibilidad de las tuberías es asegurar el
sistema contra la falla del material o soportes sobre esfuerzos, contra fugas
en las juntas y contra sobre-solicitación en los equipos acoplados. En el
análisis de flexibilidad de cualquier sistema, los siguientes pasos son típicos
a fin de confirmar la aceptabilidad de un diseño de tuberías:

66
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Generalmente el sistema a ser evaluado tiene especificado el
tamaño de la línea, el material y el número de ciclos de
temperatura previstos definidos por el proceso, y las
consideraciones de las presiones y temperaturas de diseño. Esta
información junto con el arreglo de la tubería y el mayor diferencial
de temperatura, representan los datos necesarios para las
evaluaciones de la flexibilidad del sistema.
El arreglo inicial, se selecciona de tal forma que sea consistente
con las limitaciones en las caídas de presión, el espacio
disponible, acceso a equipos, estructura existente para soportes y
reglas prácticas inherentes a la flexibilidad de la tubería.
Las condiciones en los extremos tienen que ser supuestas,
generalmente se toman los puntos terminales como totalmente
fijos, en ausencia de un análisis detallado de las rotaciones y
deflexiones en los cuerpos de los recipientes, bombas, carcasas
de compresores o turbinas u otros anclajes de la tubería. La
expansión térmica de los equipos debe ser considerada, ya que
ella puede causar un incremento en las fuerzas, momentos o
esfuerzos.
El diseñador deberá localizar, con razonable precisión, todos los
puntos de restricciones intermedios incluyendo soportes, guías,
topes y todos los ramales que afectan significativamente la
flexibilidad de la tubería. Las mayores restricciones a los
movimientos libres de la línea debido a guías, soportes o
arrastramientos, usualmente se toman en consideración en los
cálculos o en formas de análisis. Todas las ubicaciones de los
soportes, incluyendo resortes o contrapesos, deberán ser

67
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
considerados para la evaluación de las cargas aplicadas y
esfuerzos atribuidos a cargas muertas.
Se debe seleccionar un método apropiado para el análisis del
sistema de acuerdo con su importancia.
Finalmente, deberá hacerse una comparación de los resultados
obtenidos con el rango de esfuerzos admisible, con los criterios de
cargas limites seleccionados para el sistema o los equipos
conectados al mismo.
2.2.18.2.2. Análisis de flexibilidad por computadora
A diferencia de los métodos simplificados, los programas de computación
pueden ejecutar el análisis de esfuerzos y cargas aplicadas en la tubería en
una forma precisa, en menor tiempo e independientemente de la
configuración del sistema, siendo la única limitación el espacio de
almacenamiento disponible en el computador y la cantidad de nodos
establecida por el programa.
La formulación matemática del problema está basada en el teorema
de Castigliano, el cual relaciona la derivada parcial de la energía de
deformación, con respecto a las fuerzas y momentos en el sistema de
tuberías, con la deflexión o rotación en el punto donde actúan. El sistema en
su totalidad se supone como voladizo en un punto fijo, los momentos y las
fuerzas requeridas para producir los movimientos especificados en los

68
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
soportes o restricciones, se obtienen mediante la solución de un sistema de
ecuaciones simultáneas.
Se supone la proporcionalidad entre los esfuerzos y deformaciones,
considerando las deflexiones pequeñas. El sistema de tuberías puede estar
compuesto por cualquiera de los más comunes elementos, tales como
tramos rectos, codos y tees. Estos componentes pueden tener cualquier
orientación en el espacio. Las cargas pueden resultar de la expansión
térmica, movimiento de los anclajes, peso uniforme de la tubería y su
contenido, restricciones externas que incluyen fuerzas o momentos
aplicados, deflexiones y rotaciones
Los datos de entrada consisten en una descripción de la geometría
del arreglo: dimensiones, propiedades físicas, temperatura de operación,
especificación de los movimientos los soportes y restricciones impuestas.
Esta información puede ser introducida en sistema métrico internacional o en
sistema inglés.
Los elementos de entrada deberán ser descritos y numerados en una
secuencia definida, de manera de permitir la interpretación correcta de los
resultados. Los resultados que produce el programa de análisis de flexibilidad
incluyen los esfuerzos, deflexiones, rotaciones, momentos y fuerzas en cada
punto de interés del sistema de tuberías, así como las fuerzas y momentos
en los anclajes y restricciones.

69
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
2.2.19. CAESAR II
Programas como el CAESAR II, están disponibles para ejecutar análisis
detallados de los esfuerzos en sistemas de tuberías con muchas
ramificaciones. Este programa es uno de los más reconocidos a nivel
internacional para realizar el análisis del esfuerzo de tuberías. Este basa sus
procedimientos de cálculos en la aplicación del método de Castigliano; así
como en la aplicación de diferentes normas y códigos internacionales. El
CAESAR II posee las siguientes características principales:
Modelado de tuberías para análisis estático con verificación de
cumplimiento de los principales códigos de diseño internacionales ASME,
BRITISH ESTÁNDAR (BS), y otros códigos europeos.
Modelado de boquillas para verificación de esfuerzos en recipientes que
producen las tuberías que se conectan a ellos. Este tipo de esfuerzo es
calculado con métodos muy particulares, el CAESAR II permite realizar estos
cálculos y definir criterios de aceptación que anteriormente no se podían
realizar sino solo de forma aproximada y por métodos obsoletos muy
conservadores. Además en los casos en los que se realiza análisis dinámico,
permite analizar esfuerzos por fatiga según el código ASME VII División II.
Modelado de recipientes y equipos, que permite analizar los recipientes y
equipos como elementos de flexibilidad, dilataciones térmicas y rigidez
aproximada a la realidad. En el pasado, solo se podía considerar a estos
equipos como cuerpos rígidos.

70
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Análisis dinámico de tuberías y equipos. Permite modelar los efectos de
vibraciones, golpe de ariete empujes por descargas atmosféricas y otros
efectos dinámicos que antes no se podían modelar. Así es posible la revisión
y optimización de diseños existentes o nuevos de tuberías que han
presentado sacudidas o vibraciones por condiciones de operación
particulares.
Análisis de esfuerzos en equipos con requerimientos especiales. Ciertos
requerimientos en cuanto a esfuerzos en recipientes a presión, bombas
centrifugas, compresores, intercambiadores de calor. Etc., pueden ser
revisados con el CAESAR II.
Diseño de bifurcaciones (yes, tees, etc.) muchas veces se ha requerido
realizar conexiones en tuberías existentes, esto implica cálculos muy
complicados que se pueden realizar rápidamente con el CAESAR II.
71
CAPÍTULO III
DESARROLLO DEL PROYECTO
En este capítulo, se describe la metodología empleada para la realización de
este trabajo, se muestran las diversas estrategias que hicieron posible el
cumplimiento de los objetivos planteados. El diseño metodológico utilizado en
esta investigación, permitió contrastar la visión teórica del problema y los
objetivos, con los datos obtenidos de la simulación computacional, así como
los lineamientos bajo los cuales se rigen los mismos. A continuación se
destacan aspectos como: El tipo de investigación, población y técnicas que
permitieron el desarrollo de esta investigación.
3.1 TIPO DE INVESTIGACIÓN
La presente investigación, es un proyecto factible, y está orientada a lograr
mejoras que solucionen las insuficiencias planteadas por Petróleos de
Venezuela S.A., pues la corporación tiene la necesidad de la publicación en
cuestión, y para ello cuenta con el apoyo de la Universidad de Oriente. El
proyecto factible, está compuesto de varias etapas generales: Diagnóstico,
planteamiento y fundamentos teóricos de la propuesta, procedimiento
metodológico de las actividades y recursos necesarios para su ejecución,
análisis y conclusiones sobre su viabilidad, y obviando la etapa de ejecución.
“El proyecto factible consiste en la elaboración de una propuesta, de
un modelo operativo viable o una solución posible a un problema de tipo
práctico, para satisfacer las necesidades de una institución o grupo social. La
propuesta debe tener apoyo, bien sea de una investigación de campo o una
de tipo documental, y puede referirse a la formulación de políticas,

72
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
programas, tecnologías o procesos”. Universidad Pedagógica Experimental
Libertador, UPEL- 1998
3.2 POBLACIÓN
La población objeto de estudio está conformada por el sistema de tuberías
que relaciona los reactores D-7623 Y D-7624 de la nueva unidad para
destilación de la Refinería de Puerto la Cruz.
3.3 TÉCNICAS UTILIZADAS
Para la realización de este proyecto fue necesaria la aplicación de las
siguientes técnicas:
Revisión bibliográfica.
Entrevista a personas con experiencia en el área bajo estudio.
Cálculos previos para obtener los datos necesarios para el
software CAESAR II.
Modelado y evaluación del sistema de tuberías en estudio,
utilizando el software de simulación CAESAR II, versión 5.10
3.4. PROCEDIMIENTO METODOLÓGICO
El desarrollo del marco metodológico del problema se hizo bajo la
investigación científica basado en un estudio evaluativo, donde se llevo a
cabo el procedimiento que permitió la recolección de los datos necesarios
para generar el modelo computacional de las tuberías de interconexión entre
equipos de reacción de la nueva fase de la RPLC., a través del software
CAESAR II en su versión 5.10. (Fig. 3.1.)

73
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 3.1. Procedimiento utilizado para el cumplimiento de los objetivos
planteados.
3.4.1. Inicio
Esta etapa constó con la inserción a la empresa, sus principios operacionales
y la descripción del proyecto de trabajo a desarrollar para el caso en estudio.
3.4.2. Recopilación de la información

74
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Basándose en el trabajo propuesto por la empresa, se procedió a la
recopilación de la información técnica relacionada con el proyecto conversión
profunda, más específicamente con el tren de reacción 1, para esto se
procedió a la revisión de los planos y documentos técnicos relacionados con
los equipos y sistemas más cercanos al proyecto, y se realizaron entrevistas
orales no estructuradas al personal de ingeniería encargados del desarrollo
del proyecto por parte de la empresa. Además, se realizó la revisión
bibliográfica pertinente en la biblioteca de tesis del departamento de
ingeniería mecánica, lo que permitió establecer las bases para la recolección
y recopilación de información, así como la comparación para comprobar la
originalidad del trabajo presentado.
3.4.3. Revisión de los códigos de diseño
Un análisis de flexibilidad requiere la revisión de Códigos de Diseño
contemplado en las Normas nacionales (PDVSA) y las internacionales
(ASME/ANSI), en este caso se utilizaron los siguientes, los mismos rigen en
su totalidad la existencia del sistema analizado:
American Society of Mechanical Engineers ASME B31.3
Norma PDVSA H-221. Materiales para tuberías.
Norma PDVSA N° MDP–01–DP–01 Temperatura y presión de
diseño.
Norma PDVSA N° L–212. Aislamiento térmico para tuberías y
equipos de servicios calientes.
Norma PDVSA N° HG-252. Criterios de diseño de esfuerzos en
tuberías.

75
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Norma PDVSA N° HG-251. Criterios de diseño de soportes para
tuberías.
Norma PDVSA N° 10606.1.203. Longitud máxima recomendada
para tuberías.
3.4.4. Selección del material de las tuberías
La selección apropiada de un material de construcción es una parte muy
importante del trabajo de un diseñador, ya que todo diseñador se enfrenta
con los requerimientos primarios concernientes al material de construcción
cuando se empieza el diseño (Fig. 3.2).
Hay muchos métodos para la selección de los materiales dentro de
los disponibles para el diseñador, pero antes, se debe realizar las siguientes
preguntas:
1. ¿Qué tan corrosivas son las condiciones del proceso?
2. ¿Qué tan susceptible es el material de construcción a un tipo
específico de corrosión?
3. ¿Cuán susceptible es la resistencia a la corrosión del material de
construcción a cambios en la composición química?
4. ¿Se requiere tratamiento térmico?, sea por estabilidad del equipo
o por resistencia a la corrosión.

76
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
5. Sí es requerido el tratamiento térmico, ¿qué tan sensible es el
material a los tratamientos térmicos?
6. ¿Qué tan sensible es el material de construcción a operaciones de
maquinado cuando fue originalmente producido?
7. Sí el método de unión será la soldadura, ¿Qué tan importante es
el material de aporte para la resistencia a la corrosión?
Figura 3.2. Factores y requerimientos que influyen en la selección del
material de las tuberías. Fuente: “Material selection” [9].
Así, las propiedades mecánicas y químicas son el primer criterio aplicado
en el proceso de selección, esto es especialmente importante, para
aplicaciones a altas temperaturas que ubican al material en su rango de

77
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
deslizamiento, en el cual la menor diferencia en la temperatura de operación
puede afectar significativamente la capacidad de absorber o disipar las
cargas estipuladas al material.
La norma PDVSA H-221 fija los criterios para la selección de
materiales, para su uso es necesario tener conocimiento de las condiciones
de operación y del servicio (fluido) utilizado, esta norma estima como
condición sine qua non, para que uno de los materiales listados pueda ser
utilizado este no deberá exceder los limites de presión y temperatura
tabulados y además el material seleccionado deberá cumplir con ambas
condiciones en su valor de diseño.
Luego de haber estudiado la norma, fue notable que los materiales
citados dentro de la norma PDVSA H-221 no están dentro del rango de
aplicación del proyecto, por tanto, se escogió el material de las tuberías
basándose en las normas que sirvieron como referencia bibliográfica para la
realización de la norma H-221, en especial se utilizó como referencia a la
norma ASME B31.3 por ser esta la que rige todos los cálculos del proyecto
en cuanto a esfuerzos y deformaciones.
La discusión sobre la selección del material pertinente para este trabajo,
comenzó con el estudio de las condiciones de proceso que pudieran afectar
la vida útil y la selección del material (tabla 3.1)

78
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 3.1 Condiciones de diseño y operación del sistema de reactores.
Fuente: Documento técnico, RPLC
Condiciones Valores
Presión de diseño 3635 psig = 255 kg/cm2
Temperatura de diseño 932 ºF = 500 ºC
Densidad de fluido 99,2 lb/ft3 = 0,001589 kg/cm3
Sobre espesor de Corrosión permitido 0,1181 in = 3mm
Condición de operación: 85% Temperatura Presión
860,07 ºF =460,068 ºC
2877 psig = 202,26 kg/cm2
Condición de operación: SOR 92% Temperatura Presión
860,03 ºF = 460, 01º C
2835 psig = 199, 313 kg/cm2
Condición de operación: EOR 92% Temperatura Presión
859,89 ºF = 459,93 ºC
2994,10 psig = 210,498 kg/cm2
Las temperaturas y presiones que se evaluaron para la selección de los
elementos de soportes fueron:
Por medidas de esta etapa del proyecto conversión profunda, la máxima
presión que se manejará será la proveniente del compresor existente en la
planta de hidrogeno que es de 2538 psig, a la cual se le añade por razones
de sobre diseño un 30% de la misma, dando como resultado:
(Ec. 3.1)

79
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Cumpliendo con el apartado 2.4.5 y 2.4.6 del capítulo II, donde se
expresa: La temperatura de diseño para tuberías con aislamiento externo,
será la máxima temperatura de diseño del fluido contenido. NORMA ASME
B31.3
La máxima temperatura será la proveniente del horno trifásico,
aumentado un 8%, es decir:
(Ec. 3.2)
Prueba hidrostática.
El fluido para la realización de la prueba hidrostática será agua a
temperatura ambiente, a menos que exista la posibilidad de congelamiento u
otros efectos adversos sobre las tuberías o el proceso.
La presión para la prueba hidrostática en cualquier punto de la
tubería metálica deberá cumplir:
No ser menor a 1,5 veces la presión de diseño.
(Ec. 3.3)

80
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Las corrientes de fluidos y su composición química que de hecho
intervienen en el sistema de tuberías seleccionado para estudio según los
Diagramas de procesos facilitados fueron (tabla 3.2):
Tabla 3.2. Composición porcentual de las corrientes de servicio entre los
reactores D-7623 Y D-7624.Fuente: Documento técnico, RPLC.
MASS BALANCE (85% CONVERSION)
Caso 1
MASS BALANCE (SOR 92% CONVERSION)
Caso 2
MASS BALANCE (EOR 92% CONVERSION)
Caso 3
Corrientes 36 37 39 36 37 39 36 37 39
PRESION (Psig) 2877 2877 2877 2877 2877 2877 2994,10 2994,10 2989
TEMPERATURA (ºF) 860,07 852,79 851,58 860,01 852,70 851,52 859,89 853,78 851,63
DENSIDAD (lb/ft3) 7,00 6,77 6,79 7,54 6,37 6,39 6,66 6,46 6,48
%HIDROGENO 3,88 4,10 4,09 4,23 4,46 4,44 4,53 4,56 4,54
%METANO 3,64 3,63 3,63 3,31 3,31 3,30 3,43 3,43 3,42
%ETANO 1,61 1,61 1,60 1,67 1,67 1,67 1,77 1,77 1,76
%PROPANO 1,45 1,45 1,44 1,51 1,50 1,50 1,58 1,58 1,57
%I-BUTANO 0,41 0,41 0,41 0,45 0,44 0,44 0,46 0,46 0,45
%N-BUTANO 0,70 0,70 0,70 0,89 0,88 0,88 0,81 0,80 0,91
%N- PENTANO 0 0 0 0 0 0 0 0 0
%NITROGENO 0,06 0,063 0,06 0,06 0,06 0,06 0,06 0,06 0,06
%H2S 2,77 2,76 2,75 2,93 2,92 2,92 2,86 2,86 2,85
%AMONIACO 0,27 0,27 0,27 0,28 0,28 0,28 0,28 0,28 0,28
%H20 0,94 0,94 0,93 0,94 0,94 0,93 0,94 0,93 0,93
%NAFTA LIGERA 1,75 1,74 1,74 1,50 1,50 1,50 1,51 1,51 1,51
%NAFTA PESADA 2,51 2,50 2,50 2,98 2,98 2,97 2,97 2,97 2.96
%KEROSENE 5.16 5,15 5,13 6,34 6,33 6,31 6,31 6,30 6,29
%DIESEL 10,35 10,33 10,34 11,17 11,14 11,51 11,12 11,09 11,10
%VGO 26,025 25,96 26,12 26,38 26,32 26,47 26,26 26,20 26,35
% RESIDUOS DE ASPIRADO
36,89 36,81 36,72 33,73 33,65 33,58 33,58 33,50 33,43
%CATALIZADOR 1 0 0 0 0 0 0 0 0 0
%CATALIZADOR 2 0 0 0 0 0 0 0 0 0
%COKE 1,51 1,51 1,50 1,54 1,54 1,53 1,53 1,53 1,52
%SOLIDOS EN MEZCLA
65,991 66,1431 66,359 64,723 64,8764 65,088 65,033 65,184 65,3961
%LIQUIDOS EN MEZCLA
1,6017 1,60086 1,5961 1,7049 1,70209 1,6960 1,7122 1,7092 2,5143

81
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
En las tablas 3.1 y 3.2 se observan las condiciones de operación y la
composición porcentual de las corrientes que interviene en el sistema de
tuberías que conecta los reactores D-7623 y D-7624, debido a la
composición corrosiva del fluido de servicio, por contener elementos y
compuestos y como: Hidrogeno (H2), Nitrógeno (N2), Acido sulfúrico (H2S),
Amoniaco (NH3), Kerosene, Residuos de vacío y Coque entre otros, se
pueden presentar diferentes modos de falla, tales como:
CORROSIÓN
Corrosión galvánica.
Picadura.
Corrosión por grietas.
Ataque intergranular.
Corrosión por Erosión.
Corrosión atmosférica (externa).
Sulfuración a altas temperaturas (con o sin hidrógeno).
ALGUNOS EFECTOS METALÚRGICOS TALES COMO:
Crecimiento de grano.
Grafitización.
Sensibilización.
Formación de fase sigma.
Fragilización a 885ºF (475ºC).
Carburización.
FALLAS MECÁNICAS TALES COMO:
Fatiga mecánica.
Fatiga por corrosión.

82
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Daño mecánico.
Fractura frágil.
Deslizamiento.
Un estudio realizado sobre los aceros de aplicación en la RPLC arrojó
que los más comúnmente utilizados son (tabla 3.3):
Tabla 3.3. Aceros de uso común en la RPLC. Fuente: George Antaki.
Piping and pipeline engineering [13].
Acero
¿Es aplicable
al proyecto?
Razón
Simple al carbono
NO
Temperatura máxima de operación: 800 °F
Baja aleación
NO
Sufre de corrosión por H2S y posee baja
soldabilidad
Cr- Mo
NO
Una larga exposición a altas temperaturas
resulta en fragilización del material
Al Níquel
NO Temperatura máxima de operación: 50 °F
Titanio y aleaciones NO En presencia de hidrogeno TMax.: 350°F
Martensíticos
NO
Son poco soldables
Temperatura máxima de operación: 700 °F
Ferríticos
NO
Fragilizan por cloruros y sulfuros. Temperatura
máxima de operación: 700 °F
AustenÍticos
SI
Buenas propiedades y resistencia a la
corrosión a altas temperaturas
Dúplex
SI /NO
50% ferrita- 50% austeníta, resistencia a la
corrosión. Usados en sistemas de agua
salada y ambientes marinos
Como se puede observar de la tabla 3.3, los aceros aceptables para el
proyecto son los de tipo austeníticos y los dúplex; los dúplex a pesar de
tener una buena resistencia a la corrosión no se usan porque
mayoritariamente son utilizados en aplicaciones con altas concentraciones de

83
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
sales. De los aceros austeníticos, se puede escoger entre el SS 321 y el SS
347 por presentar la composición química necesaria para soportar los
agentes corrosivos de la composición del servicio, y cuyas descripciones son
(tablas 3.4 y 3.5)
Tabla 3.4. Especificación técnica del acero SS 347 seleccionado para el
proyecto. Fuente: EuroInox[16].

84
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 3.5. Especificación técnica del acero SS 321 seleccionado para el
proyecto. Fuente: EuroInox [16].

85
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
3.4.5. Cálculo del mínimo espesor de pared para las tuberías en
estudio
Para esto fue necesaria una revisión de la norma ASME B31.3, en su
capítulo II sección 303 de diseño, donde el mínimo espesor de pared para
cualquier tubo sometido a presión interna es una función de:
El esfuerzo permisible para el material del tubo.
Presión de diseño.
Diámetro de diseño del tubo.
Intensidad de la corrosión y/o erosión.
Al combinar todos los parámetros antes mencionados para el cálculo
según las ecuaciones 2.3, 2.4, 2.5, 2.6, se obtiene un espesor nominal
comercial mínimo de 2.312 pulgadas, como requisito necesario para que el
arreglo de tuberías que interconecta los reactores del proceso de
HDHPLUS®, para el proyecto conversión profunda en la RPLC, pueda
soportar los efectos de las cargas estáticas, expansión térmica, y condiciones
de prueba hidrostática que se presentarán en el desarrollo de las fases de
puesta en marcha y evolución normal esperadas de la tuberías de 18
pulgadas de diámetro requerida para el servicio de slurry.
3.8.6. Cálculo del espesor del aislante
Según norma PDVSA L-212 “Aislamiento térmico para tuberías y equipos en
servicios calientes” (tabla 3.6). Se puede utilizar: Silicato de calcio Tipo I, ya
que la temperatura máxima es la de diseño con un valor de 500°C.

86
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 3.6. Materiales para aislamiento según temperatura. Fuente:
Norma PDVSA L-212
Para mantener una temperatura interna de diseño de 500 °C y una
temperatura de superficie de aislante de 35° C para fácil maniobrabilidad de
los operadores se puede calcular a través de la ecuación 3.4:
(Ec. 3.4)
Donde:
Q= Transferencia de calor máxima
Top/Tamb= temperaturas de operación y ambiente, respectivamente

87
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
E= espesor del aislante
K= conductividad térmica del aislante
1/F= resistencia térmica de la película de aire.
Realizando el cálculo se obtiene que:
918 m
Verificando con la norma PDVSA L-212: da un espesor de aislante de
5,11 in o 130 mm.
Tabla 3.7. Espesor del aislamiento en pulgadas para protección del
personal, material: Silicato de Calcio. Fuente: Norma PDVSA L-212

88
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
3.6.5. Modelado tridimensional en el software CAESAR II versión
5.10.
El software CAESAR II en su versión 5.10 requiere la especificación por parte
del usuario de una serie de referencias técnicas para la determinación de los
esfuerzos en el sistema objeto del análisis. Estos detalles, referentes
únicamente a las tuberías y no a los equipos, consisten en datos del material,
clase, diámetro, presión, temperatura, viscosidad del fluido utilizado, material
aislante, código de evaluación, módulo de elasticidad, densidad de la tubería,
densidad del aislamiento, soportería, codos, tees y por supuesto geometría.
Aunado a esto, también se deben especificar todas las fuerzas externas
que pudieran provocar algún tipo de carga cíclica o no sobre la tubería, como
lo serían: las fuerzas del viento, las provocadas por el choque del fluido
contra los codos en su recorrido a través de la tubería, etc
Por lo que luego de contar con los datos e información necesaria para el
análisis de flexibilidad, se procedió al diseño y la selección del tendido más
apropiado para la interconexión de los reactores D-7623 y D-7624,( Fig. 3.4,
3.5 y 3.6) para lo cual se estudiaron tres diferentes rutas; con el propósito de
verificar las ventajas y desventajas que podría tener la variación del diseño
sobre las evaluaciones de la prueba hidrostática, carga de operación, carga
sostenida y expansión térmica para las cuales serán valorados los modelos.
Debido a los lineamientos del proyecto Conversión Profunda el diseño
del tendido de tuberías que conectará los reactores, deberá poseer la mínima

89
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
cantidad posible de cambios de dirección, con la intención de minimizar la
posibilidad de un aumento no deseado en la velocidad de corrosión y
vibraciones debido a la aparición de bolsillos de aire credos principalmente
por la composición trifásica del servicio de slurry, deberá también ser capaz
de soportar los desplazamientos provocados por la expansión térmica,
debido a las altas temperaturas de evaluación, y la ubicación de los soportes
para la sujeción de la tubería deberá coincidir con el espaciamiento que se
estima para la realización del posterior diseño de la estructura metálica que
rodeara a los reactores y de la cual estarán sujetos los soportes.
El modelo 1 posee cinco (5) cambios en la orientación de las tuberías
que distribuyen los aproximadamente 73596,94 mm de longitud del recorrido,
en los cuales en el punto más alto del estudio (la salida del reactor D-7623)
se presenta un cambio de dirección que proporciona a la tubería un recorrido
en forma de L invertida, lo que puede ser una manera de agregar flexibilidad
para absorber las expansiones térmicas que en esta sección del recorrido
pueden ser más influyentes ya que está directamente conectado a los
equipos. (Fig. 3.2)
El modelo 2 al igual que el modelo 1 posee cinco (5) cambios en la
orientación de las tuberías que distribuyen los aproximadamente 75864,9 mm
de longitud del recorrido, este modelo difiere del modelo 1 ya que este posee
un cambio de dirección en forma de L para agregar flexibilidad y está ubicado
en la parte más baja del recorrido (entrada al reactor D-7624), el cual se
planteó de esta manera para verificar cuales son los efectos del diseño sobre
los esfuerzos y las cargas que será evaluados.(Fig.3.3).

90
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
El modelo 3 posee 6 cambios de dirección y 73800,95 mm de recorrido
de tuberías, este modelo posee un cambio de dirección en el punto más alto
en forma de L (al igual que el modelo 1), y otro cambio en la parte más baja
(al igual que en el modelo 2), pero posee una sección inclinada que
disminuye la longitud de la sección vertical de la tubería, lo cual podría
minimizar el efecto de los esfuerzos en esta sección. (Fig. 3.4)
Figura 3.2. Interface del diseño para conexión entre equipos, Modelo 1.
Fuente: CAESAR II 5.10

91
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 3.3. Interface del diseño para conexión entre equipos, Modelo 2.
Fuente: CAESAR II 5.10
Figura 3.4. Interface del diseño para conexión entre equipos, Modelo 3.
Fuente: CAESAR II 5.10

92
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
CAPÍTULO IV
ANÁLISIS DE RESULTADOS
En este capítulo, se muestran los resultados obtenidos del análisis de
flexibilidad aplicado a la línea de interconexión de los reactores D-7623 y D-
7624, para el proceso HDHPLUS® en la RPLC. Ya que esta instalación está
en la fase de ingeniería de detalle, se estudiaron tres casos para la conexión
entre los reactores.
Para el estudio, independientemente de la conexión, se utilizó la norma
ASME B31.3, y la norma PDVSA en sus módulos de diseño. Se estudiaron
los siguientes materiales: A182 F321H para las bridas, A358 347 para las
tuberías, SA 336 F22V y SA 542 D-cl4 para el cuerpo de los reactores, SA
387 GR 22 cl. 2 y SA 516 Gr 65 para el faldón de sustentación, como
material aislante se utilizó silicato de calcio con un espesor mínimo de 130
mm y una densidad de 0.00018 kg/cm3. La velocidad del viento se fijo en
38 m/s.
Cada uno de los casos de interconexión entre equipos fue estudiado en
función a las condiciones de diseño, con las cargas de prueba hidrostática,
operación sostenida y expansión térmica, con el objeto de obtener una
recomendación apropiada sobre la soportería necesaria para su sustentación
en la vida productiva de la instalación En las tablas que se presentan en este
capítulo, se muestran los resultados de las evaluaciones de esfuerzos sobre
la tubería realizados por el software CAESAR II, donde:

93
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
WW: Peso de la tubería llena de fluido.
HP: Presión de prueba hidrostática (5410,3125 psig)
WIND1: Condición de carga de viento 1 (Norma ASCE #7).
W: Peso en vacio de la tubería.
F1: Fuerza aplica en los codos (1700 N)
T1: Según sea las prueba, temperatura de 500°C.
P1: Según sea las prueba, presión de 3625 psig
La simulación tridimensional realizada mediante el software CAESAR
II, arrojó una serie de resultados de la línea de estudio, correspondientes a
los esfuerzos por operación, esfuerzos sostenidos y esfuerzos por expansión
térmica. El cumplimiento del código ASME B31.3 para este análisis, se
determinó estableciendo comparaciones entre los esfuerzos generados en
las tuberías debido a los casos antes mencionados, con los esfuerzos
admisibles establecidos por este código.
4.1. Evaluación del sistema en estudio sin soportería
En función de determinar cuáles fueron los mayores esfuerzos
ocasionados por las cargas estudiadas, se realizó el análisis de flexibilidad
estático a cada uno de los tres (3) modelos a fin de establecer cuál de estos
sería el más factible, tomando en cuenta factores como el diseño de
conexión entre equipos, los mayores esfuerzos presentados, sus causas y la
posibilidad de colocación de equipos para sustentación en cada opción de
conexión.

94
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Para el modelo1 se realizaron cuatro evaluaciones (tabla 4.1) donde se
observa que para los casos de prueba hidrostática y carga sostenida, los
resultados obtenidos sobrepasan los valores del esfuerzo admisible permitido
por la norma ASME B31.3, presentando valores de 150.7% el esfuerzo
admisible (206842.7 kPa), y 275.1% el esfuerzo permitido (124795.0 kPa)
respectivamente, mientras que el estudio realizado para el caso de
expansión térmica se muestra permitida dentro del rango de la norma con un
32.8% (203568.8 KPa).
Figura 4.1. Distribución nodal para el modelo 1. Fuente: CAESAR II.
Para el caso de carga de operación no se presentan valores de
porcentaje comparativo (% ratio) debido a que la norma ASME no presenta
valores límite para este tipo de evaluación, esta solo se realizó para
establecer una “carga caliente” y poderla comparar con la “carga fría” para

95
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
cuando se evalúe el sistema con soportería (mas adelante); sin embargo, si
se hace una comparación entre las cargas evaluadas y los esfuerzos
obtenidos del cálculo según las ecuaciones de la norma ASME B31.3, para
los casos de operación y carga sostenida se puede observar que el esfuerzo
máximo de operación es 10,79% mayor, al mayor de los esfuerzos
ocasionados por la carga sostenida, lo que demuestra que son los efectos de
la elevada temperatura de estudio los que toman mayor efecto en el sistema.
Tabla 4.1. Esfuerzos máximos presentados en el modelo 1, evaluando 4
casos (Prueba hidrostática, carga de operación, carga sostenida y expansión
térmica) sin elementos de soportería. Fuente: CAESAR II.
Para el modelo se realizaron las mismas cuatro evaluaciones aplicadas
al modelo 1 (Tabla 4.2). Donde también los casos de prueba hidrostática y
carga sostenida sobrepasan los valores de esfuerzo admisible permitido por
la norma ASME B31.3, en este modelo la prueba hidrostática presentó
esfuerzos 141.2 % mayor a los permitidos por la norma (206844.0 kPa),
Prueba Hidrostática
Carga de operación
Carga sostenida
Expansión térmica
Combinación de cargas
WW+HP+F+WIN W+T+P+F+WIN W+P+F+WIN T
CodeStressRatio(%) 150.7 0.0 275.1 32.8
CodeStress(KPa) 311614.7 384865.9 343335.3 66766.3
Allowable(kPa) 206842.7 0.0 124795.0 203568.8
Axial Stress(kPa) 50533.6 36627.9 38731.4 696.6
BendingStress(kPa) 261081.1 347262.3 304603.9 66077.6
TorsionStress(kPa) 33287.2 30669.0 39036.3 13959.7
Hoop Stress(KPa) 107899.0 72298.1 77535.9 0.0
3DMaxIntensity(kPa) 304183.6 388014.3 334533.6 69638.0

96
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
mientras que para la prueba de operación sostenida se presentó un esfuerzo
462.1% mayor al permitido por la norma (124795.0 kPa). De nuevo, sólo la
evaluación para la expansión térmica se muestra permitida dentro del rango
de la norma siendo esta de solo 28.8% en comparación con la norma
(203568.8 kPa); en esta oportunidad los esfuerzos ocasionados por cargas
de operación sostenida son 10% mayores que los producidos por las cargas
de operación, lo que es indicativo de que el modelo se ve mayoritariamente
afectado por las presiones internas y combinación de pesos que actúan en el
mismo.
Figura 4.2. Distribución nodal para el modelo 2. Fuente: CAESAR II.

97
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.2. Esfuerzos máximos presentados en el modelo 2, evaluando 4
casos (Prueba hidrostática, carga de operación, carga sostenida y expansión
térmica) sin elementos de soportería. Fuente: CAESAR II
Para el modelo 3 se pueden observar los mayores esfuerzos en
cuanto a las evaluaciones de prueba hidrostática, cargas de operación,
sostenida y expansión térmica de los tres modelos estudiados. En este
modelo se presentan esfuerzos 251.9% mayor al permitido por la evaluación
hidrostática de la norma (206842.7 kPa), y 668.8% los permitidos para los
esfuerzos producidos por las cargas sostenidas (124795.0 kPa), y aunque los
efectos provocados por la expansión térmica siguen estando dentro de los
admisibles por la norma con un 44.2%, se determinó que este no es un
modelo viable ya que en este los mayores esfuerzos son producidos por las
combinaciones de los efectos térmicos y de presión que actúan en con
mucha más intensidad de lo que lo harían en cualquiera de los otros dos
modelos estudiados, además al tener una mayor cantidad de codos que
provoquen más cambios en el recorrido del fluido trifásico entre equipos lo
que aumenta la posibilidad de la creación de “bolsillos de aire” que provocan
Prueba Hidrostática
Carga de operación
Carga sostenida
Expansión térmica
Combinación de cargas
WW+HP+F+WIN
W+T+P+F+WIN
W+P+F+WIN
T
CodeStress Ratio(%): 141.2 0.0 462.1 28.8
Code Stress(kPa): 292123.1 523245.9 576711.1 58703.2
Allowable(kPa): 206844.0 0.0 124795.0 203568.8
Axial Stress(kPa): 33803.4 37266.7 33940.3 602.0
Bending Stress(kPa): 265927.6 498549.3 559140.8 57669.5
Torsion Stress(kPa): 30944.1 76303.7 63072.5 15767.2
Hoop Stress(kPa): 97291.1 97291.1 84679.7 0.0
3DMaxIntensity(kPa): 293135.7 542717.3 578462.0 61185.6

98
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
una aceleración en la velocidad de corrosión y el aumento de vibraciones en
la tubería.
Figura 4.3. Distribución nodal para el modelo 3. Fuente: CAESAR II.
Tabla 4.3. Esfuerzos máximos presentados en el modelo 3, evaluando 4
casos (Prueba hidrostática, carga de operación, carga sostenida y expansión
térmica) sin elementos de soportería. Fuente: CAESAR II
Prueba Hidrostática
Carga de operación
Carga sostenida
Expansión térmica
Combinación de cargas
WW+HP+F+WIN
W+T+P+F+WIN
W+P+F+WIN
T
Code 0Stress Ratio (%): 251.9 0.0 668.8 44.2
Code Stress(kPa): 520978.8 878065.2 834672.4 89889.5
Allowable(kPa): 206842.7 0.0 124795.0 203568.8
Axial Stress(kPa): 39367.1 45303.9 47515.7 994.1
Bending Stress(kPa): 481611.8 832447.7 787156.7 88736.7
Torsion Stress(kPa): 51278.7 69198.1 82551.6 18658.7
Hoop Stress(kPa): 97291.1 97291.1 102528.9 0.0
3D Max Intensity(kPa): 514167.0 898192.9 823918.1 93776.8

99
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
4.2. Determinación de los niveles de esfuerzo para la proposición,
posicionamiento y evaluación de la soporteria presentada para el
sistema
Consiste básicamente, en la implementación o colocación de soportes a lo
largo los modelos de conexión, para así poder minimizar las cargas que
inciden sobre los nodos críticos. Dichos cambios siempre adaptados a las
limitaciones de espacio del entorno del sistema.
Para la selección de los elementos de soportería, se estudió el sistema
totalmente restringido en sus extremos (nozzles de conexión a equipos) para
seleccionar como primera aproximación los soportes colgantes bien sea de
carga constante o los soportes de carga variable de resorte con la intención
de mantener los esfuerzos estudiados por debajo de los permitidos por la
norma.
Para el modelo 1 se consideraron ocho puntos para la colocación de los
elementos de soporte. (Fig. 4.4) Se colocaron soportes de carga constante
en los nodos 600 y 1900, para intentar minimizar las diferencias de
expansiones térmicas entre la tubería y la entrada al recipiente, para resistir
57066 Newton de carga y aceptar desplazamientos de hasta 105.968 mm en
el nodo 600.
Para los nodos 800, 1200, 1300 y 1400 se sugiere la colocaron dos
soportes colgantes de carga constante en cada uno de estos puntos para
resistir 22906 Newton de carga fría con un desplazamiento vertical máximo
de 168,198 mm en el nodo 800.

100
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Para los nodos 1500 y 1600, se utilizaron 2 soportes de carga variable,
ya que en estos nodos se encuentran en los puntos más bajos (nodo 1900)
de la sección vertical de la tubería, por lo que es en estas secciones donde
se espera se presenten con mayor intensidad los efectos de las cargas
combinadas de esfuerzos de presión y vibraciones provocadas por el
movimiento natural del sistema. Para el punto 1500 se colocó un soporte que
resiste 54023 Newton de carga caliente y 47456 Newton de carga fría con un
desplazamiento de 32,838 mm de desplazamiento horizontal, con una
constante de resorte de 200 Newton/mm. En la tabla 4.4 se presentan los
soportes y su ubicación.
Figura 4.4. (a) Distribución nodal para el modelo 1, (b) Nodos para la
colocación de elementos de soportes. Fuente: CAESAR II.

101
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.4. Resumen de cargas y desplazamientos para la selección de
soportes, modelo 1. Fuente: CAESAR II.
Nodo
Carga fría (N)
Movimiento eje Y (mm)
Movimiento eje X (mm)
Movimiento eje Z (mm)
Soporte recomendado
600 57066 105.968 -30.047 26.260 1 Soporte de carga constante, eje Y
800 22906 168.198 -21.008 67.089 2 Soportes de carga constante, eje Y
1200 64627 171.680 81.160 133.115 2 Soportes constante, ejes X-Z
1300 25626 151.468 91.710 144.474 2 Soportes de carga constante, eje Y
1400 51251 53.049 100.966 167.576 2 Soportes constante, ejes X-Z
1500 47456 32.838 95.869 167.576 2 Soportes de carga constante, eje Y
1600 127190 -56.794 139.459 127.334 2 Soportes constante, ejes X-Z
1900
44882 -91.247 7.260 16.283 1 Soporte de carga constante, eje Y
Luego de determinar los nodos críticos del sistema y de haber
seleccionado los soportes apropiados para dichos puntos se determinaron
cuales son los nuevos esfuerzos máximos del sistema con los elementos de
sujeción. Se puede observar en la tabla 4.5 que la evaluación de las tuberías
cumple con los requisitos de la norma ASME B31.3 ya que ningún esfuerzo
está por encima del 100% del esfuerzo permisible calculado por la norma.

102
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.5. Esfuerzos máximos presentados en el modelo 1, evaluado con
los elementos de soportería. Fuente: CAESAR II.
Para el modelo 2 se consideraron diez puntos para la colocación de
los elementos de soporte (fig. 4.5), se colocó 1 soporte colgante de carga
constante para cada punto en los nodos 500, 700 y 1900, para intentar
minimizar las diferencias de expansiones térmicas entre la tubería y la
entrada al recipiente, en el nodo 500 para resistir 66565 Newton de carga y
un desplazamiento vertical de 93.721 mm.
Para los nodos 800, 900, 1100,1200, 1500 y 1700, se colocaron dos
soportes colgantes de carga constante en cada uno de estos puntos,
colocados para resistir 51948 Newton de carga y desplazamientos en el eje Y
de 48.916 mm en el nodo 900.
Para el nodo 1000 se tienen 2 soportes de carga variable para una
carga de instalación de 41290 Newton y una carga caliente de 51191
Prueba Hidrostática
Carga de operación
Carga sostenida
Expansión térmica
Combinación de cargas
WW+HP+F+WIN
W+T+P+F+WIN
W+P+F+WIN
T
CodeStress Ratio(%): 26.8 0.0 36.7 25.5
Code Stress(kPa): 55490.3 96643.7 45837.0 72142.4
Allowable(kPa): 206844.0 0.0 124795.0 282795.7
Axial Stress(kPa): 47133.5 32331.5 34506.1 879.1
Bending Stress(kPa): 9338.4 63575.9 13033.1 71585.5
Torsion Stress(kPa): 3116.2 13745.7 3571.2 15169.4
Hoop Stress(kPa): 145199.0 97291.1 102528.9 0.0
3D Max Intensity(kPa): 166667.0 120738.1 116909.6 75260.4

103
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Newton, con un desplazamiento vertical de 49,502 mm y una constante de
resorte de 200 Newton/mm, esta selección parece apropiada ya que se
emplean para satisfacer los requerimientos, de estos puntos donde prevén
movimientos horizontales, provocados por la expansión térmica y los efectos
de las presiones internas inherentes a los equipos. En la tabla 4.5 se
presentan los soportes y su ubicación.
Figura 4.5. (a) Distribución nodal para el modelo 2, (b) Nodos para la
colocación de elementos de soportes. Fuente: CAESAR II.

104
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.6. Resumen de cargas y desplazamientos para la selección de
soportes, modelo 2. Fuente: CAESAR II.
Nodo
Carga fría (N)
Movimiento eje X (mm)
Movimiento eje Y (mm)
Movimiento eje Z (mm)
Soporte recomendado
500 66546 1.883 93.721 24.187 1 Soporte de carga constante
700 24620 -9.370 92.853 83.633 1 Soporte de carga constante
800 18961 -18.513 70.885 101.321
1 Soporte carga constante, eje X
900 51948 -28.238 48.916 116.580
2 Soportes de carga constante
1000 51191 -68.476 -49.505 153.663
2 Soportes carga constante, ejes X-Z
1100 47400 -73.717 -69.717 154.910
2 Soportes carga constante, ejes X-Z
1200 83229 -68.076 -159.350 136.242
2 Soportes de carga constante
1500 35194 -8.791 -190.178 95.163 2 Soportes de carga constante
1700 31662 26.370
-148.417 72.048 2 Soportes de carga constante
1900 56327 42.792 -92.922 29.426 1 Soporte de carga constante
Luego de determinar los nodos críticos del modelo 2 y de haber
seleccionado los soporte apropiados para dichos puntos se determinaron los
nuevos esfuerzos máximos del sistema cuando este se encuentra con los
elementos de sujeción, En la tabla 4.7 se observa que la evaluación de las
tuberías cumple con los requisitos de la norma ASME B31.3 ya que ningún
esfuerzo está por encima del 100% del esfuerzo permisible calculado por la
norma.

105
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.7. Esfuerzos máximos presentados en el modelo 2, evaluado con
los elementos de soportería Fuente: CAESAR II.
Los soportes de las tuberías se seleccionaron para el mayor rango de
la temperatura que pueda ocurrir (Temperatura de diseño), por lo que, los
soportes podrán emplearse para satisfacer los requerimientos, en los puntos
donde prevean grandes movimientos ocasionados por la expansión térmica.
4.3. Estimación de los desplazamientos ocasionados en los
reactores debido a la dilatación térmica
Para el análisis apropiado de la expansión térmica provocada en los
reactores por las elevadas temperaturas de diseño (500°C) y operación (460
°C)(figura 4.6) fue necesario recurrir al apéndice C de la norma ASME B
31.3, específicamente en la tabla C-1, donde se puede observar que para
aceros tipo SA 336 F22V y SA 542 D-cl4 del grupo de los aceros “carbono-
molibdeno”, la temperatura de diseño especificada, debe tener una
expansión lineal no mayor a 212,090 milímetros por cada 30480 milímetros
de longitud recta (8.35 pulgadas/100 pies); y para la temperatura de
Prueba Hidrostática
Carga de operación
Carga sostenida
Expansión térmica
Combinación de cargas WW+HP+F+WIN W+T+P+F+WIN W+P+F+WIN T
CodeStress Ratio(%): 20.3 0.0 36.7 21.0
Code Stress(kPa): 42046.4 103641.5 45770.2 59277.5
Allowable(kPa): 206842.7 0.0 124795.0 282593.6
Axial Stress(kPa): 31623.2 32290.4 34270.1 757.5
Bending Stress(kPa): 10909.0 66361.0 11816.5 58188.3
Torsion Stress(kPa): 7315.8 14133.3 7696.7 14573.4
Hoop Stress(kPa): 72298.1 72298.1 77535.9 0.0
3DMaxIntensity(kPa): 112246.4 124060.0 117444.5 61797.9

106
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
operación, debe tener una expansión lineal no mayor a 191,262 milímetros
por cada 30480 milímetros de sección recta de estudio (7.53 pulgadas/100
pies).
Figura 4.6. Interface típica de los reactores de hidroconversión catalítica
de residuos, caso reactor D-7623 Fuente: CAESAR II.
Para el estudio realizado, se dividió el cuerpo del reactor 37,74 m
(123,8221 ft) en cinco (5) secciones, cuyas longitudes se obtuvieron de los
planos de diseño de los reactores proporcionados por la empresa, con la
intención de que en la sección número tres (3) se presentaran los 30,48 m
(100 ft) de longitud máxima permitida para el estudio de una sección recta de
tubería (figura 4.7)

107
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 4.7. Secciones del cuerpo del reactor D-7623.. Fuente: CAESAR II
La división de los nodos de ubicación de los reactores fue asignada
de la siguiente manera:
Nodo 100-200: Brida de entrada al reactor.
Nodo 200-300: Cono inferior. Longitud: 4500 mm
Nodo 300-400: Primera parte de sección cilíndrica. Longitud: 800 mm.
Nodo 400-500: Sección cilíndrica media. Longitud: 29456.80 mm.
Nodo 500-600: Tercera parte de sección cilíndrica. Longitud: 530.00 mm.
Nodo 600-700: Cono superior. Longitud: 2455 mm
Nodo 700-800: Brida de salida del reactor.

108
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Para obtener el verdadero valor del desplazamiento térmico
presentado en cada una de las cinco (5) secciones, se debe restar el valor
del último nodo de la sección en estudio con el valor del primer nodo de la
misma, y este valor obtenido debe ser menor o igual al valor presentado por
la tabla C-1 de la norma ASME B31.3 para la temperatura estudiada.
Del estudio de expansión térmica realizado, se puede observar que
las condiciones más críticas para la evaluación de la expansión térmica en
los equipos son las que se presentan en las combinación de carga en
operación, donde el equipo no sólo se “levanta” en la dirección Y+ 5.22%
más de lo permitido por la norma citada, sino que también tiende a inclinarse
en la dirección Z+. (Fig. 4.8)
Figura 4.8. Interface típica de los reactores HDHPLUS®, mostrando el
movimiento ocasionado, para los casos de prueba. Fuente: CAESAR II
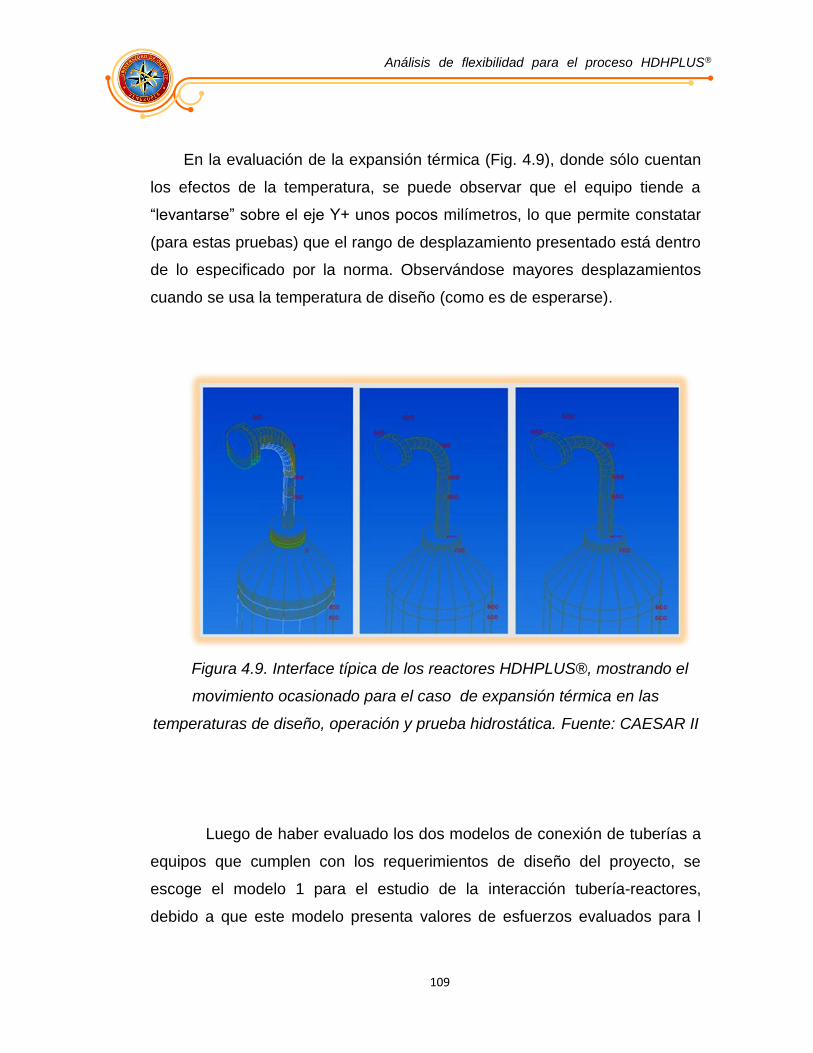
109
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
En la evaluación de la expansión térmica (Fig. 4.9), donde sólo cuentan
los efectos de la temperatura, se puede observar que el equipo tiende a
“levantarse” sobre el eje Y+ unos pocos milímetros, lo que permite constatar
(para estas pruebas) que el rango de desplazamiento presentado está dentro
de lo especificado por la norma. Observándose mayores desplazamientos
cuando se usa la temperatura de diseño (como es de esperarse).
Figura 4.9. Interface típica de los reactores HDHPLUS®, mostrando el
movimiento ocasionado para el caso de expansión térmica en las
temperaturas de diseño, operación y prueba hidrostática. Fuente: CAESAR II
Luego de haber evaluado los dos modelos de conexión de tuberías a
equipos que cumplen con los requerimientos de diseño del proyecto, se
escoge el modelo 1 para el estudio de la interacción tubería-reactores,
debido a que este modelo presenta valores de esfuerzos evaluados para l

110
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
por debajo de lo permitido por la norma, y representa una menor cantidad de
soportes. Sin embargo no se descarta el modelo 2 para futuras evaluaciones
ya que este también representa un diseño factible.
4.4. Proposición y evaluación de la soportería presentada para el
sistema completo
El estudio del sistema completo (Fig. 4.10) se hace necesario debido a la
inevitable interacción entre las tuberías y los reactores a través de las bridas
que funcionan como boquillas de conexión, ya que como se estudió en el
apartado 4.3 los reactores se expanden en el eje vertical “Y” y se inclinan en
el eje “Z”, lo que provoca en las bridas esfuerzos y cargas que tienden a
propagarse y afectar a los espárragos de sujeción de las mismas afectando
las tuberías y exigen una sobre carga en los soportes previamente
seleccionados.

111
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Figura 4.10. Internase típica del modelo de estudio “Interacción tuberías-
equipos”. Fuente: CAESAR II
Del modelo 1, se toman las dimensiones de las tuberías, la ubicación de
los soportes, las cargas calientes y desplazamientos máximos que resisten
los soportes colgantes para comparar y poder determinar cuál es el efecto
que produce la expansión térmica de los reactores D-7623 y D-7624 en las
tuberías.
Una vez dimensionado el sistema se procedió al análisis estático
para determinar cuáles esfuerzos provocaban el fallo de la evaluación con
respecto a la norma ASME B31.3, lo que provocó la colocación de un nuevo
soporte de carga variable adicional a los ocho ya estudiados en el modelo 1
original, este soporte se ubica en el codo de salida del reactor D-7623 (nodo
850 en el modelo reactor- tuberías) y debe soportar una carga de 40471
Newton y un desplazamiento vertical de 369.568 mm, con la intención de
atenuar los valores de esfuerzos producidos en las bridas de conexión y
redirigir los desplazamientos provocados por la expansión térmica de los
reactores.
En la tabla 4.8 se presenta un cuadro comparativo entre las cargas y
desplazamientos presentados en el modelo 1 original y el modelo 1
interacción tubería- equipos, donde se puede observar que las mayores
variaciones en cuanto al desplazamiento vertical se presentan con respecto
al modelo 1 original, lo cual es lógico ya que al desplazamiento natural de las
tuberías deberá agregársele el desplazamiento que es provocado en los
equipos debido a la alta temperatura de evaluación.

112
Tabla 4.8. Comparación de cargas y desplazamientos para el modelo 1 original y modelo 1 interacción
equipos- tuberías. Fuente: CAESAR II
MODELO 1 (Diseño original)
MODELO 1 (Tuberías - Equipos)
Nodo
Carga por soporte (Newton)
Carga total
( Newton)
Desplazamiento vertical
(mm)
Tipo de Soporte
(cantidad)
Nodo
Carga por
soporte (Newton)
Carga total
(Newton)
Desplazamiento vertical (mm)
Tipo de Soporte
(cantidad)
% variación de carga
250 - - - - 850 40471 40471 369.538 Carga constante(1)
600 52401 52401 89.852 Carga constante(1)
1100 28533 57066 396.544 Carga constante(2)
8.17
800 12805.5 25611 162.562 Carga constante(2)
1300 11453 22906 393.291 Carga constante(2)
10.56
1200 34537.5 69075 201.336 Carga constante(2)
1800 32313.5 64627 333.972 Carga constante(2)
-6.44
1300 25626 51252 181.127 Carga constante(2)
1900 12812.5 25626 311.996 Carga constante(2)
-50
1400 25625.5 51251 82.719 Carga constante(2)
2300 25625.5 51251 228.502 Carga constante(2)
0
1500 23728 47456 62.510 Carga constante(2)
2400 23726.5 47453 206.528 Carga constante(2)
0
1600 63838 127676 -27.112 Carga variable(2)
3000 31797.5 63595 74.708 Carga variable (2)
-50
1900 21665.5 43333 -62.696 Carga constante(1)
3400 44882 44882 6.279 Carga variable (1)
3.45

113
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
4.5. Estudio de las bridas utilizadas como boquillas de conexión a
los equipos D-7623 y D-7624
El análisis realizado, demuestra que son los efectos combinados de la
presión y temperatura de diseño los que provocan la falla en la evaluación de
la brida superior que conecta el equipo D-7623 con el inicio de la tubería
(Fig. 4.11), provocando un aumento de hasta 8% por encima de la norma
ASME B31.3 en los esfuerzos evaluados por el método de las presiones
equivalentes, mientras que la evaluación realizada para las condiciones de
operación máxima son satisfactorias en cuanto a la norma. En la tabla 4.9 se
muestran los resultados de esta evaluación.
Figura 4.11. Evaluación de la distribución de esfuerzos en la boquilla
superior del reactor D-7623, para prueba hidrostática, carga de operación,
carga sostenida y expansión térmica. Fuente: CAESAR II.

114
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.12. Resultados de la evaluación de Presión Equivalente sobre la
brida en la parte superior del reactor D-7623. Fuente: CAESAR II.
Caso de prueba %Comparación con la norma
Presión equivalente
admisible (kPa)
Presión equivalente
resultante (kPa)
Hidrostática (37 °C - 37300KPa)
65,46
57312.66
37517.72
Operación (500°C- 25000 kPa) (480°C-19830 kPa) (35°C-15700 kPa)
107,52 77.43 37,01
23504.22 25994.61 43092.23
25272.43 20127.37 15950.55
Sostenida (500°C- 25000 kPa) (480°C-19830 kPa) (35°C-15700 kPa)
107,43 77,34 37,01
23504.22 25994.61 43092.23
25249.44 20105.44 15950.02
Expansión térmica 500° C
0,10 23504.22 22.98
Para la evaluación de presiones equivalentes en la brida de conexión
inferior a el equipo D-7624 (Fig. 4.9) se obtuvieron resultados más
satisfactorios con resultados por debajo del 70% con respecto a la norma en
todos los casos. En la tabla 4.10 se muestran los resultados de esta
evaluación.
Figura 4.12. Evaluación de la distribución de esfuerzos en la boquilla
inferior del reactor D-7624, Para prueba hidrostática, carga de operación,
carga sostenida y expansión térmica. Fuente: CAESAR II.

115
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Tabla 4.13. Resultados de la evaluación de Presión Equivalente sobre la
brida en la parte inferior del reactor D-7624. Fuente: CAESAR II.
Caso de prueba %Comparación con la norma
Presión equivalente
admisible (kPa)
Presión equivalente
resultante (kPa)
Hidrostática (37 °C - 37300KPa)
68,12
57312.66
39039.51
Operación (500°C- 25000 kPa) (480°C-19830 kPa) (35°C-15700 kPa)
62.29 50.35 40.71
43092.23 43092.23 43092.23
26842.86 21698.86 17543.44
Sostenida (500°C- 25000 kPa) (480°C-19830 kPa) (35°C-15700 kPa)
62.29 50.35 40.71
43092.23 43092.23 43092.23
26842.86 21698.86 17543.44
Expansión térmica 500 °C
0
43092.23
0
116
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
En relación a los resultados obtenidos mediante la generación del
modelo computacional para la tubería y los reactores del proyecto
Conversión Profunda de la RPLC, se puede concluir que:
El acero austenítico A347, reflejó ser una buena elección en
cuanto al material para el sistema de tuberías, ya que resiste las
condiciones de diseño y operación para los cuales fue evaluado.
El espesor de 2.312 pulgadas seleccionado para el sistema de
tuberías, resiste todas las condiciones de prueba a las cuales fue
sometido según la norma ASME B31.3
Se evaluaron tres vías para la conexión mediante tuberías de los
reactores D-7623 y D-7624, entre los cuales se escogió como
mejor opción el modelo 1, ya que el rango de esfuerzos a los que
se encuentra sometido están dentro de los permitidos por la
norma y exhibe la menor cantidad de soportes para su
sustentación.
Los problemas de flexibilidad del modelo 1 ocasionados
fundamentalmente por los efectos de la expansión térmica, fueron
solventados mediante la implementación de la propuesta de
elementos de soportería especializados de tipo colgante para
cargas constantes y variables en las tuberías.
117
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
Se estudió el desplazamiento provocado en los reactores por los
efectos de la expansión térmica, y se determinó que para las
evaluaciones realizadas en las condiciones de diseño el equipo
sobrepasa el límite de 8,38 in/100 pies en un 5,22% en el eje Y+
además de inclinarse en el eje Z+, mientras que para las
evaluaciones realizadas en condiciones de operación normal los
desplazamientos permanecen dentro del permitido por la norma
ASME B31.3.
Se estudiaron mediante el método de las presiones equivalentes
las boquillas de los reactores, se obtuvo como resultado que la
boquilla superior del reactor D-7623 es deficiente cuando es
evaluada en las condiciones de diseño, y no se evalúa con el
soporte adicional del apartado 4.4 debido a la fuerza axial y
esfuerzos de flexión que se presentan.
La evaluación de las propuestas generadas para el modelo 1
cumple de manera satisfactoria con los esfuerzos permisibles por
el código ASME B31.3 para el caso de prueba hidrostática, carga
sostenidas y para el caso de expansiones térmica.

118
Análisis de flexibilidad para el proceso HDHPLUS®
HDHPLUS®
5.2. Recomendaciones
En vista de que el sistema se encuentra conectado a equipos
verticales los cuales están sometidos a efectos dinámicos, como
los vórtices del viento, vibraciones y sismos, debe ser planteado
un análisis de flexibilidad que genere las respuestas oportunas
ante ese tipo de cargas.
Se recomienda llevar a cabo un análisis de flexibilidad que incluya
la estructura metálica que rodeará a los reactores y de la cual
estará sujeta los equipos de soportería estudiados, debido a los
desplazamientos que de por sí tendrá la estructura.
Se recomienda validar cualquier cambio en el diseño del sistema
ya que los resultados arrojados por esta evaluación están
asociados directamente al diseño propuesto.

119
BIBLIOGRAFÍA CITADA
[1] Rengel, Y.(2009). “Análisis estático de flexibilidad de los cabezales de vapor de
la unidad destiladora atmosférica DA-3 de la Refinería de Puerto la Cruz”. Tesis de
grado. Escuela de Ciencias e Ingeniería Aplicada, UDO, Puerto la cruz, Venezuela.
[2] Bustamante, J. (2008) “Análisis estático de flexibilidad al múltiple principal de
carga de refinería de puerto la cruz”. Tesis de grado. Escuela de Ciencias e Ingeniería
Aplicada, UDO, Puerto la cruz, Venezuela.
[3] Rivas, S. (2010). “Evaluación de los esfuerzos estáticos en las líneas de
transporte de crudo desde el múltiple N° 1 al múltiple N° 7.1 del patio de
almacenamiento de refinería de puerto la cruz. Tesis de grado. Escuela de Ciencias e
Ingeniería Aplicada, UDO, Puerto la cruz, Venezuela.
[4] Documento técnico TM-JYDP-0752. PDVSA Refinación Oriente. “Descripción
del proceso de Hidroconversión Catalítica de Residuos”, Gerencia Proyecto Conversión
Profunda.
[5] Urrieta, C. (2009) “Análisis estático de flexibilidad de la línea de crudo de la
unidad de destilación atmosférica DA-1 de la refinería de Puerto la Cruz”. Tesis de
grado, Escuela de Ingeniería y Ciencias Aplicadas, UDO, Puerto La Cruz.
[6] FIME- UNPRG, Diseño mecánico II, (2009) “Guía para el diseño de tuberías”
.documento en versión PDF. Disponible en:
[http://www.unprg.edu.pe/bounprg/blogs/media/blogs/rsamillanri/DMecanico/disenio-
tuberias.pdf]. Perú.
[7] PDVSA. (1995 ). “Norma PDVSA N° MDP–01–DP–01 Temperatura y presión
de diseño”.

120
[8]Código ASME, (1993). “ASME B31.3 Tuberías Para Procesos Químicos y
Refinerías de Petróleo (Chemical Plant Petroleum Refinery Piping)”, USA.
[9] Antaki, G. (1997). “Material selection”. Tercera edición. Editorial Marcel Dekker,
Inc. South Carolina. USA.
[10] Conessa, J (2008). “Diseño de reactores multifásicos heterogéneos”.
Universidad de Alicante. Disponible en
[http://rua.ua.es/dspace/bitstream/10045/15296/5/Tema5_MULTIFASICO_RUA.pdf]
[11] Budynas, Richard y Nisbett, Keith. “Diseño en ingeniería mecánica de Shigley”.
Octava edición. Editorial MCGraw Hill. 2008.
[12] Lisega. (2010). “Catálogos de soportes estándar 2010”, Alemania. Disponible
en [http://www.lisega.de/downloads/soportes-estandar-2010.html]
[13] Antaki, G. (2003) “Piping and pipeline engineering”. Primera edición. Editorial
Marcel Dekker, Inc. Inc. South Carolina. USA.
[14] Islas, B. (2009) “conceptos para el desarrollo básico de arreglos en tuberías de
plantas industriales bajo la norma ASME/ ANSI”. Tesis de grado. Escuela Superior de
Ingeniería Mecánica y Eléctrica, Unidad Profesional azcapotzalco. México. Disponible
en
[http://itzamna.bnct.ipn.mx:8080/dspace/bitstream/123456789/4594/1/CONCEPTOSDE
SARR.pdf]
[15] COADE. (2007) “Technical references of CAESAR II versión 5.10”. Disponible
en [www.coade.com]
[16] EUROINOX. (2012) “Tabla de propiedades técnicas de los aceros inoxidables”.
Materiales y aplicaciones. Volumen 5. Disponible en: [www. Euroinox.com]

121
BIBLIOGRAFÍA ADICIONAL
Comisión de trabajo de grado Dpto. Mecánica.”Instructivo para la
elaboración de proyectos de trabajo de grado para el departamento de
mecánica”. Primera edición, 2007.
Manual de ingeniería de diseño volumen 10, Norma PDVSA N° L–212
“Aislamiento térmico para tuberías y equipos de servicios calientes”.
Revisión final. 2010
Manual de ingeniería de diseño volumen 10, Norma PDVSA N° MDP–01–
DP–01 “Temperatura y presión de diseño”. Revisión final. 1995.
Manual de ingeniería de diseño volumen 13-II, Norma PDVSA N° HG-252
“Criterios de diseño de esfuerzos en tuberías”. Revisión final. 1998.
Manual de ingeniería de diseño volumen 13-II, Norma PDVSA N° HG-251
“Criterios de diseño de soportes para tuberías”. Revisión final. 1993.
Manual de ingeniería de diseño volumen 13-I, Norma PDVSA N° H-221
“Materiales para tuberías”. Revisión final. 2007.
Manual de ingeniería de diseño volumen 13-III, Norma PDVSA N°
10606.1.203 “longitud máxima recomendada para tuberías, metros”.
Revisión final. 1993.

122
METADATOS PARA TRABAJOS DE GRADO, TESIS Y ASCENSO:
TÍTULO
Análisis De Flexibilidad Para El Arreglo De Tuberías Que
Interconecta Los Reactores D-7623 y D-7624 En El Proceso
De Hidroconversión Catalítica De Residuos (HDH).
SUBTÍTULO
AUTOR (ES):
APELLIDOS Y NOMBRES
CÓDIGO CVLAC / E MAIL
Fernández González Mayra José CVLAC:1 8.454.21 4
E MAIL:[email protected]
CVLAC:
E MAIL:
CVLAC:
E MAIL:
CVLAC:
E MAIL:
PALÁBRAS O FRASES CLAVES:
análisis_________________________________________
flexibilidades_____________________________________
reactores________________________________________
conversión______________________________ ___
profunda________________________________________
hidroconversion___________________________________
catalítica_______________________________
residuos_____________________________________ __

123
METADATOS PARA TRABAJOS DE GRADO, TESIS Y ASCENSO:
ÀREA SUBÀREA
Ingeniería y ciencias
aplicadas
Ingeniería mecánica
RESUMEN (ABSTRACT):
El presente trabajo de investigación se centró en el estudio de flexibilidad realizado a las
líneas de tuberías que interconectan los reactores de Hidroconversión Catalítica de Residuos,
que serán parte del tren de destilación principal del nuevo proyecto de la refinería de puerto la
cruz “Conversión Profunda”. El problema presentado está en la conexión de estos equipos, y
radica en las altas condiciones de operación que posee el sistema, donde se presentan
temperaturas de hasta 900 °F y presiones de 3000 psi, lo que promueve la presencia de
muchos problemas del tipo que solo un equipo multidisciplinario podía solucionar, el rol del
presente trabajo, se encargó de proveer respuestas en cuanto a cuál sería el material
apropiado para la tubería, y de esta tubería cual sería el correspondiente espesor, luego de
solventados estas preguntas se necesito saber cuáles serian los apoyos necesarios para la
tubería en cuestión y a partir de estos considerar y demostrar bajo el margen de las normas
internacionales de diseño, como las normas ASME/ANSI y aunado a las normas nacionales
PDVSA en su modulo de diseño, cuáles serían los rangos de operación normal en cuanto a
esfuerzos y reacciones que se presentan en el sistema antes mencionado, también se
determinaran las condiciones apropiadas para la realización de la prueba hidrostática.
METADATOS PARA TRABAJOS DE GRADO, TESIS Y ASCENSO:

124
CONTRIBUIDORES:
APELLIDOS Y NOMBRES ROL / CÓDIGO CVLAC / E_MAIL
Gomes, Carlos ROL CA AS X TU JU
CVLAC:
E_MAIL
E_MAIL
Payares, Félix ROL CA AS TU JU X
CVLAC:
E_MAIL
E_MAIL
Sterlacci Gaetano ROL CA AS TU JU X
CVLAC:
E_MAIL
E_MAIL
ROL CA AS TU JU
CVLAC:
E_MAIL
E_MAIL
FECHA DE DISCUSIÓN Y APROBACIÓN:
2007
AÑO
07
MES
27
DÍA
LENGUAJE. SPA

125
METADATOS PARA TRABAJOS DE GRADO, TESIS Y ASCENSO:
ARCHIVO (S):
NOMBRE DE ARCHIVO TIPO MIME
Pre-grado. Análisis de flexibilidad. doc Application/Ms Word
CARACTERES EN LOS NOMBRES DE LOS ARCHIVOS: A B C D E F G H I J K L M N
O P Q R S T U V W X Y Z. a b c d e f g h i j k l m n o p q r s t u v w x y z. 0 1 2 3 4
5 6 7 8 9.
ALCANCE
ESPACIAL: __________________________________ (OPCIONAL)
TEMPORAL: __________________________________ (OPCIONAL)
TÍTULO O GRADO ASOCIADO CON EL TRABAJO:
______________Ingeniero Mecánico___________________________
NIVEL ASOCIADO CON EL TRABAJO:
______________pregrado____________________________________
ÁREA DE ESTUDIO:
______________departamento de mecánica______________________
INSTITUCIÓN:
_____Universidad de Oriente/ Núcleo de Anzoátegui________________

126
METADATOS PARA TRABAJOS DE GRADO, TESIS Y ASCENSO:
DERECHOS
De acuerdo al ARTÍCULO 41 del reglamento de trabajos de grado
“Los trabajos de grado son propiedad de la Universidad de Oriente y sólo podrán
ser utilizados para otros fines con el consentimiento del consejo de núcleo respectivo,
quien lo participará al consejo universitario
AUTOR AUTOR AUTOR
TUTOR JURADO JURADO
POR LA SUBCOMISION DE TESIS
Fernández G. Mayra José
Gomés, Carlos Payares, Félix Sterlacci, Gaetano


















