Termelési logisztikattk.nyme.hu/fmkmmk/Gazdalkodasi_es_menedzsment/Documents/Oktatói... ·...
22
Termelési logisztika II. 2009. Termelési logisztika Termelési (gyártási) logisztika A termelési (gyártási) logisztika az alapanyag-raktártól - a termelési folyamaton keresz- tül – a késztermék-raktárig terjedő anyagáramlást tervezi, szervezi, irányítja és ellenőr- zi. Az anyag-, és információáramlás végig követi a termelési folyamat minden fázisát, beleért- ve az egyes fázisok közötti esetleges közbenső tárolást, várakozást is. A technológiai folyamat és a gyártmányok bonyolultságától függően az anyagáramlás különböző bonyolultságú háló- zatot képez. Főbb feladatai: a műveletek (munkahelyek) közötti mozgatás, tárolás munkahelyi tárolás, gépre való felhelyezés, levétel technológiai folyamatok közötti mozgatás, tárolás termelésközi készletekkel való gazdálkodás A gyártástechnika és a gyártásszervezés módszerei (műhelygyártás, csoportos gyártás, ter- mékorientált szegmentált gyártás, rugalmas gyártórendszerek, stb.) alapvetően befolyásolják a logisztikai struktúrát és paramétereket. Magas fokon automatizált, számítógép által irányított gyártási rendszereknél (pl. CIM rendszer) a technológiai és logisztikai folyamat már nehezen szétválasztható, ezért gyakran integráltan kell kezelni.
Transcript of Termelési logisztikattk.nyme.hu/fmkmmk/Gazdalkodasi_es_menedzsment/Documents/Oktatói... ·...

Termelési logisztika II. 2009.
Termelési logisztika
Termelési (gyártási) logisztika
A termelési (gyártási) logisztika az alapanyag-raktártól - a termelési folyamaton keresz-
tül – a késztermék-raktárig terjedő anyagáramlást tervezi, szervezi, irányítja és ellenőr-
zi. Az anyag-, és információáramlás végig követi a termelési folyamat minden fázisát, beleért-
ve az egyes fázisok közötti esetleges közbenső tárolást, várakozást is. A technológiai folyamat
és a gyártmányok bonyolultságától függően az anyagáramlás különböző bonyolultságú háló-
zatot képez.
Főbb feladatai:
a műveletek (munkahelyek) közötti mozgatás, tárolás
munkahelyi tárolás, gépre való felhelyezés, levétel
technológiai folyamatok közötti mozgatás, tárolás
termelésközi készletekkel való gazdálkodás
A gyártástechnika és a gyártásszervezés módszerei (műhelygyártás, csoportos gyártás, ter-
mékorientált szegmentált gyártás, rugalmas gyártórendszerek, stb.) alapvetően befolyásolják a
logisztikai struktúrát és paramétereket. Magas fokon automatizált, számítógép által irányított
gyártási rendszereknél (pl. CIM rendszer) a technológiai és logisztikai folyamat már nehezen
szétválasztható, ezért gyakran integráltan kell kezelni.

Termelési logisztika II. 2009.
Termelési rendszer
A kitűzött termelési cél elérése érdekében létrehozott munkahelyek és termelő berendezések
egymással kapcsolatos csoportjait, és a közöttük létrehozott anyag- és információáramlást, va-
lamint a rendszer irányítási és vezetési módszerét értjük.
A rendszerelméletből alapmodellje alapján elmondhatjuk, hogy minden rendszer alapvetően
bemenettel és kimenettel rendelkezik. A rendszer belső struktúrája, valamint a külső környe-
zeti hatások eredményezik a bemenet kimenetté alakulását.
A termelő rendszer is rendelkezik ezzel a tulajdonsággal.
Termelő rendszer felépítése
A be- és kimenetek mellett fontos fogalmak a vezérlés és szabályozás, melyekről később ej-
tünk szót.
Termelő rendszerInputok Outputok
Szabályozás
VezérlésKörnyezet
Termelési logisztika II. 2009.
Termelő rendszer bemeneti oldala
Bemeneti oldalon találhatóak a felhasználandó erőforrások. Ezek lehetnek:
- anyag (alap-, segéd-, üzem-, irodaszerek, stb.)
- energia
- tőke (pénz)
- munkaerő
- kapacitás (termelő berendezések, létesítmények, ingatlanok)
- információ
Termelő rendszer kimeneti oldala
A kimeneti oldalon nagyjából ugyanazok jelennek meg, mint a bemeneten, csak a rendszer
működéséből fakadóan más formában, átalakítva:
- termék, szolgáltatás
- anyag (selejt, melléktermék, hulladék)
- energia (hasznosításáról gondoskodni kell)
- munkaerő (képzettebb, megváltozott létszám)
- amortizáció (költségként számolható el)
- információ
Két fontos fogalom a kimenettel kapcsolatban:
eredményesség (hatásosság): a tervezett tevékenység megvalósítása, a tervezett
eredmények elérése.
hatékonyság: adott eredmény mekkora erőforrás felhasználással jön létre
A termelő rendszerek két fontos csoportja az előállított kimenet szempontjából a terméket, il-
letve szolgáltatást előállító rendszerek. Általában elmondható, hogy a terméket előállító rend-
szerek szolgáltatást is kapcsolnak a termékhez (pl. szerviz, alkatrész-utánpótlás, ügyfélszolgá-
lat).
Eredmény / ráfordítás
Termelési logisztika II. 2009.
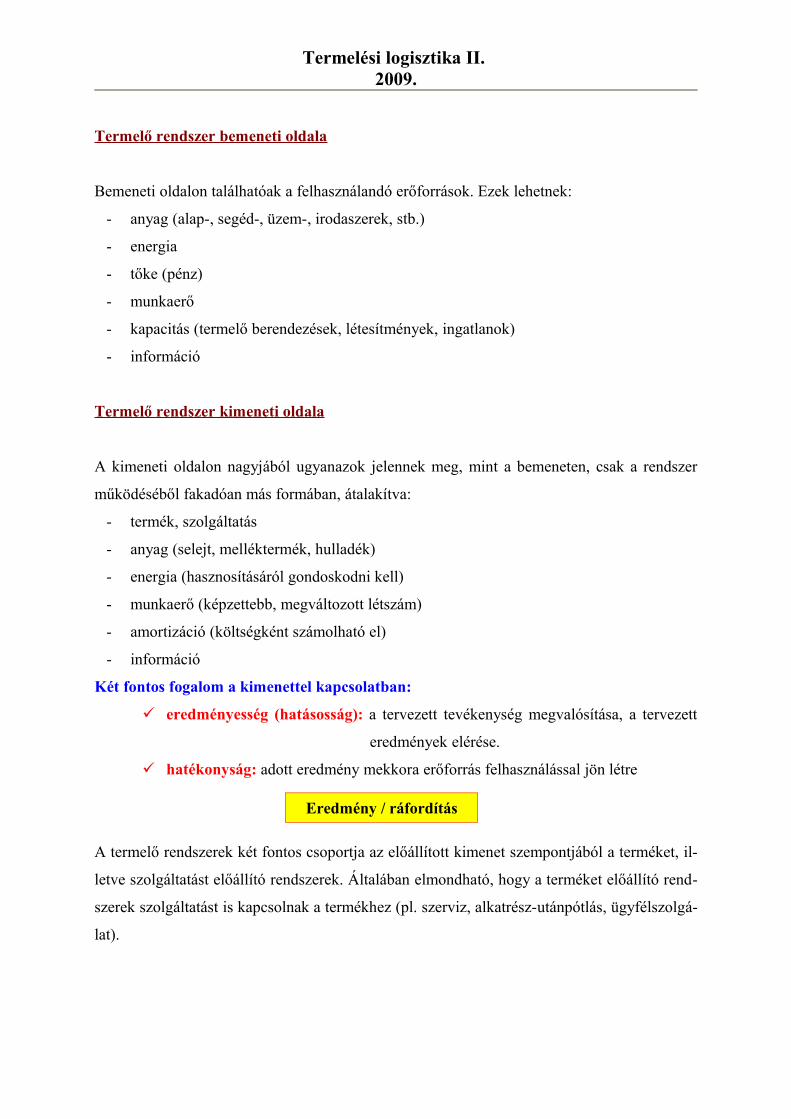
A termék és szolgáltatás közötti főbb különbségek
Termék SzolgáltatásMegfogható MegfoghatatlanRaktározható Nem raktározhatóEmber-gép kapcsolat Ember-ember kapcsolatMérhető minőség Nehezen mérhető minőségSzabványos EgyediUtólagos visszajelzés a vevőtől Azonnali visszajelzés a vevőtőlPélda: személygépkocsi, televízió,
rádió, …
Példa: fodrászat, kórházi kezelés,
kozmetika,…
A termék egy folyamat eredménye, mely lehet (ISO 9000 szerint):
szolgáltatás (pl. szállítás)
szoftver (pl. könyvelő program)
hardver (pl. motoralkatrész)
feldolgozott anyag (pl. kenőanyag)
Termelő rendszer alrendszerei
A termelő rendszer alrendszerekből áll. Ezek bonyolult kapcsolatai alkotják magát a termelő
rendszert. A kapcsolatok egymásutánisága szempontjából több fajtát különböztetünk meg
(ábra Term.menedzsment 33.oldal)
1. soros kapcsolat:
- az elemek térben és időben egymást követik
- közel azonos kapacitás szükséges az egyes elemek között
- megbízhatóság alacsony

Termelési logisztika II. 2009.
2. párhuzamos kapcsolat:- a műveletek azonos időben zajlanak
- csökkenti az átfutási időt
- a műveletek lehetnek azonosak vagy különbözőek is
- ott alkalmazható, ahol nem feltétel az előidejűség
- növeli a rendszer megbízhatóságát
- 3. híd kapcsolat
- két soros ág összekötése
- az egyik ágon elindított folyamat a másik ágon befejezhető egy átrakást követően
(pl. motor-összeszerelő sor)
4. konvergens: több párhuzamosan indult folyamatot egyre kevesebb követ
5. divergens: egyre több ág a folyamatok előrehaladtával (pl. kőolaj-finomító)
6. csomóponti kapcsolat: egy konvergens + egy divergens kapcsolat
A termeléssel kapcsolatban számos kérdés merül fel, amely a vállalat hosszú távú sikerének
záloga. Ezek a következők:
a) termékstratégiák
b) termékek életciklusa
c) gyártási folyamatok
1. Termékstratégiák
A felhasználói igényekhez való alkalmazkodás alapján négyféle termékstratégiáról beszélhe-
tünk.
Egyedi terméket adott felhasználó számára készítenek el. Ez a termék nem gyártható készlet-
re, várnia kell a vevőnek, magas minőségű és az előállítása szintén magas költséggel valósít-
ható meg.
Szabványosított termék: az egyedi termék „ellentéte”. Tömegszerűen gyártott, készletből el-
érhető, a vevő igényeit nem biztos, hogy maradéktalanul kielégíti. Ez az ára a gyors kiszolgá-
lásnak és az alacsony költségnek.

Termelési logisztika II. 2009.
Kevert stratégiával gyártott termék: az egyedi és szabványos termék között helyezkedik el
a kevert stratégia és az egyedi tömegtermék. A fenti két stratégia elemeit ötvözi, egyedi és
szabványos jellemzőket is hordoz magában. (pl.: versenyautó)
Egyedi tömegtermékek előállítása a rugalmas gyártórendszerek alkalmazásával valósulhatott
meg, ahol gyors átállással az egyedi igényeknek megfelelő termékváltozatok gyárthatóak le.
2. Termékek életciklusa
A termékek a fejlesztéstől a piacról történő kivezetésig hosszú utat tesznek meg. Alapvetően a
termékfejlesztés, a beruházás, a gyártás és a gyártás leállítását határolhatjuk el termelési
szempontból. (ábra: Log. II. 29. oldal)
A költségek nagysága szempontjából az első két időszak a legjelentősebb, majd a gyártás idő-
szakában csökkenek és a leállítás közeledtével újra nőni kezdenek.
Az eladott mennyiségek szempontjából a bevezetés, a növekedés, az érettség és a hanyatlás
szakaszairól beszélhetünk. Az érettség szakaszáig az eladott mennyiség nő, ott stabilizálódik,
majd a hanyatlás időszakában visszaesnek az értékesítések.
3. Gyártási folyamatok
A termelési rendszerben folyamatok zajlanak le. A gyártási folyamat csoportosítására több le-
hetőségünk is van:
a) a gyártás tömegszerűsége alapján
b) a munkahelyek kialakítása alapján
c) anyagáramok szerint (Term.log.41.oldal)
a) A gyártás tömegszerűsége alapján : Adott idő alatt legyártott termékmennyiség függ a
kereslettől és a rendelkezésre álló erőforrásoktól.
Termelési logisztika II. 2009.
Egyedi gyártás:
- alacsony volumenben termelnek pl. 50 db/év
- gyakran egyedi terméket állítanak elő,
- jól alkalmazkodik a vevői igényekhez,
- jelentős az emberi munkavégzést igé-
nyel,
- a gépek általános célúak,
- a termék-előállítás hosszadalmas,
- magasak a költségek,
- projektként is értelmezhető (pl. egy híd
megépítése vagy egy Rolles Royce.
Sorozatgyártás:
- ugyanolyan terméket állítanak elő egyidőben vagy közvetlenül egymás után,
rendszeresen,
- több egységben,
- lehet egészen magas az előállított volu-
men, melynek a piaci igény szab határt,
- egy sorozaton belül a minőségi tulajdonsá-
gok azonosak,
- univerzális és célgépeket egyaránt alkal-
maznak
- biztosítja a gyors átállást egyik sorozatról egy másik sorozatra,
- operatív irányításigénye kisebb,
- általában szabványos termékstratégiánál alkalmazzák
- fő kérdése az optimális sorozatnagyság meghatározása.
Tömeggyártás
- nagy volumenű azonos termék előállítása
- nagy kapacitású célgépeket alkalmaznak az adott termelési feladat elvégzésé-
hez. (CD gyártás)
- beruházás-igényes

Termelési logisztika II. 2009.
- nagy az amortizációja
- nagy szerepe a marketingnek a termék iránti kereslet növelésében
- minimális %-os megtakarítás, jelentős profitnövekedést eredményez
- érzékeny a leállásra (nagy veszteség)
- nagyfokú automatizáltság jellemzi.
b) A termelő rendszer a munkahelyek alapján lehet:
1. Technológiai csoportosítású munkahelyekkel kialakított rendszer
(műhely rendszerű gyártás: azok a munkahelyek vannak egy helyen, melyek azonos
technológiai folyamatokat látnak el. Ha egy munkadarabon ugyan azt a műveletet
többször kell elvégezni, akkor a termék újra és újra visszatér az adott műhelybe.
(ábra:Log.I. 500.old.)
Előnye:
- A géppark jól áttekinthető
- A terület jól kihasználható
- Nem érzékeny a gyártási profil változására
Hátránya:
- Hosszú a termékátfutási idő
- Magas a fajlagos előállítási költség
- Elmosódik a felelősség
- Nagy az anyagmozgatási igénye (hosszú az anyagmozgatási út)
- Nagy a termelésközi készlet
- Alacsony fokú az automatizáltság
2. Termék csoportos: azok a munkahelyek vannak egy helyen, amelyek egy gyárt-
mány megmunkálásához szükségesek.
Jellemzői: (ábra:Log.I. 502.old.)
Előnye:
- A termelés irányítása egyszerűbb
- Kisebbek a fajlagos gépköltségek
- Magasabb termelékenységi színvonal
- A felelősség egyértelműen meghatározható
- Rövidebbek az anyagmozgatási utak

Termelési logisztika II. 2009.
Hátránya:
- Merev gyártórendszer
- Érzékeny a profilváltásra
- Nem mindig biztosítható a gépek jó kihasználása
- Műveletközi raktárakra lehet szükség, ha nem megfelelők a műveleti idők
3. folyamatos rendszerű termelés:
- A szakosított munkahelyek a technológiai műveletek sorrendjében helyezked-
nek el
- A munkadarabok a munkahelyek között egy irányban mozognak.
- Tömegtermelés esetén valósítható meg.
- Az anyagmozgató gépek telepítettek és folyamatos vagy ütemes anyagmozga-
tást valósítanak meg.
- Lehet kötött ütemű (szinkronizált) és kötetlen ütemű (nem szinkronizált)
Előnye:
csökken a termelési terület
legrövidebbek az anyagmozgatási távolságok
a folyamat jól áttekinthető
a termelés programozása, irányítása könnyen megoldható
csökken a fajlagos költség
csökken a selejt
csökken a termékátfutási idő
könnyen automatizálható
Hátránya:
átállás más termékre nehézkes
érzékeny a zavarokra
nagy a beruházási igénye
A műveleti időket össze kell hangolni⇒munkamegosztás nő.
Egyetlen termékfajta nagy tömegben való gyártásának egyetlen módja a folyamatos
termelés.

Termelési logisztika II. 2009.
Tipikus gépelrendezések: (Log. I. 504. oldal)
d. A folyamatos és a csoportos rendszer kombinációja
c. Váltakozó tárgyú elágazásos gyártósor
b. Komplex folyamatos gyártósor
a. egyszerű folyamatos gyártósor
Termelési logisztika II. 2009.
4. Integrált (rugalmas) gyártórendszer a termeléssel kapcsolatos
valamennyi alrendszer (megmunkáló, anyagmozgató, raktározó, minőségellenőrző,
előkészítő folyamatok) a termelésirányító alrendszer felügyelete alatt végzi tevékeny-
ségét.
Kialakulásának okai:
nőtt a mozgatási és a várakozási idő aránya az átfutási időn belül
nőttek a készletek
rugalmatlan volt az eddigi gyártás
(ábra Log. I. 505. oldal)
Feltételek:
a gépek NC vagy CNC jellegűek és a szerszámváltások automatikusak
a gépek kiszolgálását robotok végzik
rugalmas anyagmozgató rendszert igényel
c) anyagáramok szerint (Term.log.41.oldal)
A folyamattípusok összefüggnek a termékkel, melyet a folyamat-termék mátrix szemléltet.
- Projekt jellegű folyamat:
- Egyedi/kissorozat:
- Szakaszos/kötegelt (batch) folyamat
- Soros (line) folyamat:
- Folyamatos
Stratégiai kérdések
• A termelő berendezések térbeli elhelyezése:Űzemi belső elrendezés:
Üzemek, épületek, berendezések, munkahelyek egymáshoz viszonyított térbeli elrende-
zése. Ezt nevezik layout-tervezésnek.
Meghatározza:
az anyagmozgatási útvonalak helyét és hosszát
területszükségletet
dolgozói létszámot
a termékátfutási időket
a termék önköltségét

Termelési logisztika II. 2009.
Cél: anyagmozgatási utak minimalizálása
Anyagmozgatási útvonalak hosszát befolyásoló tényezők:
Műveleti sorrendek
Munkahelyek, termelő-berendezések területigénye
Alkalmazott anyagmozgató gép
Anyagáram intenzitás
A mozgatandó anyag jellemzői
Hatósági előírások
A tervezés lépései:
1. A térbeli elrendezés alaptípusának meghatározása (ábra: Log.I. 511. oldal)
Lehet:
- állandó gépfelállítású (hosszú időn át változatlan termelés esetén)
- változó gépfelállítású (a termelési intervallum rövidebb)
Alaptípusok:
o egyedi: nincs anyagmozgatási kapcsolata más termelő berendezéssel
o vonalas (soros): a munkadarab egy irányban áramolhat csak
o csoportos: min. 3, max. 12 gép vesz részt a mdb. Megmunkálásában. A
gépek két sorban helyezkednek el, a mdb. Két irányba is áramolhat.
o Műhelyszerű: min. 4 berendezés, nem sorban egymás mellett, kétirá-
nyú mdb. áramlás lehetséges
2. Elvi elrendezési terv készítése
3. Végleges terv elkészítése
Ha a gyártási folyamatokat időbeli lefolyásuk szerint csoportosítjuk, akkor szakaszos, illetve
folyamatos gyártásról beszélhetünk.
• Push vagy Pull rendszer?A termelőfolyamat és a vevők közötti kapcsolat is hosszú távú kérdés. A vevőnél igény jelent-
kezik, melyet kielégít a vállalat. A termelőfolyamat esetén, ha az igény a folyamat elején je-
lentkezik toló (nyomó) rendszerről, ha a folyamat végén, a felhasználónál jelentkezik, akkor
húzó rendszerről beszélhetünk.

Termelési logisztika II. 2009.
Push rendszernél:
- a gyártó a saját ütemében állítja elő a terméket, függetlenül a felhasználás pil-
lanatnyi ütemétől.
- Leginkább a műhelyrendszerű gyártásra jellemző
- Egy gyártási lépés befejezése után a teljes mennyiség átkerül a következő
helyre
- Gyártásközi készletek keletkezhetnek
- Azt gyártják, amire szükség lesz⇒ma még ez a gyakoribb
Pull rendszernél:
- A kibocsátás egy „húzó jel” kiadása után következik.
- A gyártás üteme követi a felhasználás ütemét
- Azt gyártják, amit a következő lépés igényként jelez⇒
- A végterméktől származó húzó hatás érvényesül
- Azt gyártják, amire szükség van
- Tipikus megvalósítása a Kanban rendszer

Termelési logisztika II. 2009.
Előnyei:
- Egyszerű
- Önszabályozó, nincs szükség ütemadóra
- Tetszőleges tételnagyságok
- Minimális gyártásközi készletek
• Készletre gyártás vagy rendelésre gyártás?1. készletre gyártás: Tömegtermékeknél, hasonló vevői igények esetén.(pl.: Suzuki,
VW).
2. rendelésre gyártás: Ha a vevői igények egyediek, nehézkes és gazdaságtalan a kész-
letezés, (pl.: Rolls Royce).
További stratégiai megfontolás tárgya lehet még az összpontosítás/diverzifikáció, valamint a
vertikális integráció (alapanyagoktól egészen a késztermékig mi állítsunk elő mindent, vagy
félkésztermékekből gyártsunk) kérdése is (make or buy).

Termelési logisztika II. 2009.
• Make or buy döntés (termelni vagy vásárolni)
Célja: a vállalat karcsúsítása a gyártási mélység csökkentése (összköltségek csökkentése ér-
dekében)
Előnye:
Az állandó költségek egy része teljesítménytől függő változó költséggé alakul át.
A „make” mellett szóló okok:
folyamatos minőség-ellenőrzés biztosítható
saját know-how
titokban tarthatók az új fejlesztések
a piacon nincs megfelelő beszállító
a gyártási mélység növelésével, nő a vállalt önállósága
nincsenek a beszállítással problémák (kockázat csökken)
javul az eszköz és létszám kapacitás kihasználtság
csökkenthető az adóköteles nyereség (beruházás miatt)
nincs üzemen kívüli szállítási, csomagolási költség
nincs szállítási idő
rugalmas
A „buy” mellett szóló okok:
a specializálódott termelő magas színvonalat tud biztosítani
több beszállító bekapcsolásával csökkenthető a kockázat
kisebb a kockázat egy estleges rossz fejlesztés esetén
van reklamációs lehetőség
megszüntethetők a szűk keresztmetszetek
elkerülhető a speciális eszközök alacsony kapacitáskihasználtsága
nem kell beruházás
a figyelem és a pénz a saját termelésű alkatrészekre fordítódhat
kisebb az önköltség a specializálódott termelőnél
alacsony raktározási költség
igény szerinti lehívás a beszállítótól

Termelési logisztika II. 2009.
A Make or Buy döntés folyamata:
1. Első lépésben azt kell eldönteni, hogy egy adott alkatrészt külső forrásból sze-
rezzünk be (Buy), vagy magunk készítsük el (Make) (Log.I. 428. oldal)
2. Második lépésben azt, hogy a saját gyártásra kiválasztott alkatrész esetén érde-
mes-e valamennyi gyártási folyamatot a vállalaton belül végezni. (Log.I. 429.
oldal)
• Gyártástervezés, Aggregált tervezés
Célja:
Határidők pontos betartása
Nagy és egyenletes kapacitáskihasználás
Rövid átfutási idők biztosítása
Alacsony készletszint
Nagy rugalmasság
Alacsony költségek
Tervezési biztonság növelése
Tervezési időhorizontok:
Az aggregált tervezés középtávon történik és célja az igények és a termelési
lehetőségek költségkímélő módon történő összehangolása!
Célja:
• Az alul- és túlterhelés minimális értéken tartása
Rövidtáv Középtáv Hosszútáv< 2 hónap 2-12 hónap > 12 hónap
Munka ütemezés Létszám ÜzemelhelyezésTételnagyság tervezés Készletek ÜzemelrendezésGépterhelés tervezése Alvállalkozók Termékterv
volumen MunkarendszerStratégiai partnerek

Termelési logisztika II. 2009.
• A kapacitás feleljen meg az igényeknek
Probléma:
Az előrejelzett igények nem a gyártási lehetőségeknek megfelelően alakulnak.
Megoldási lehetőségek az aggregált tervezésen kívül:
• Igények megváltoztatása
1. Árképzés változtatása (kihat a keresletre)
2. Reklám
3. Korai teljesítés:
4. Késői teljesítés
5. Új igény biztosítása
• Gyártási kapacitás változtatása
1. Humán erőforrás létszámának változatása
2. Túlóra
3. Részmunkaidős munka
4. Munkaidő csökkentés, szabadságolás
5. Készletépítés
Lényege:
1. az egyes időszakokban előrejelzett igényeket időben összeadjuk, halmozzuk
2. a hasonló termékeket összevonjuk (aggregáljuk)
3. meghatározzuk a szükséges mennyiségeket, készleteket, beszerzést
Az aggregált tervezés vonatkozhat:
• termékre (pl. vonalas füzet)
• termékcsaládra (pl. azonos méretű füzetek)
• terméktípusokra: a hasonló termékcsaládok csoportja
Gördülő időtáv (rollírozó):
Az aggregált tervezésre jellemző. Lényege: hogy a következő időszak tervét nem az adott idő-
szak végén, hanem korábban készítik.
Termelési logisztika II. 2009.
Az aggregált tervezés feladatai:
Gyártási programtervezés: az értékesítési folyamat határozza meg (előrejelzések alapján) a
termék fajtáját, mennyiségét és időbeliségét.
Mennyiségi tervezés: meg kell határozni a bruttó és a nettó anyagszükségletet
Bruttó anyagszükséglet:
Elsődleges: előre jelzett végtermék mennyiség
• Másodlagos: a végtermékek előállításához szükséges
nyersanyagok, alkatrészek mennyisége.
Anyagnorma az az egységnyi anyag, amely az adott termék előállításá-
hoz szükséges.
Az anyagnormáknak három különböző fajtája létezik:
Nettó anyagnorma: az elméleti, tisztán felhasznált anyag meny-
nyisége (veszteségmentesen).
Bruttó anyagnorma: beletartozik a felhasználási hulladék is (de
a selejt nem)
Beszerzési anyagnorma: nemcsak a felhasználási hulladékot,
hanem a betervezett selejtet és a várható hiányt, a rossz árutáro-
lásból eredő károkat, üzemek közötti biztonsági készletet is tar-
talmazza.
• Harmadlagos: a segéd és üzemanyagok mennyiségé-
re vonatkozik.
Nettó anyagszükséglet: bruttó anyagszükséglet - rendelkezésre álló raktárkészlet
A vállalat által használt anyagszükséglet meghatározása
1. Először termékenként, késztermékenként, vagy gyártmányonként össze kell
állítani az anyagigényt.
2. Meg kell vizsgálni azt, hogy a beruházásoknak és a felújításoknak mekkora az
anyagszükséglete, a karbantartás szükséglete, valamint mekkora a rezsianyag-
szükséglet.

Termelési logisztika II. 2009.
Rezsianyagnak nevezzük a vállalkozás ügyviteléhez szükséges anyagokat (adminiszt-
rációs anyagok, tisztálkodószerek, stb.)
Az anyagszükségletek vizsgálatakor számítható egy úgynevezett kronologikus átlag-
készlet, mely az adott időszak átlagos készletállományáról ad információt.
A kronologikus átlagkészlet a meghatározott időszak átlagkészlete olyan módon, hogy
a nyitó és a zárókészlet 50-50%-os mértékben van feltüntetve, valamint a nyitó és a
záró közötti időszakok 100%-os mértékben kerülnek számításba.
Példa:
Zárókészletek2007. IV. né. 2008. I. né. 2008. II. né. 2008. III. né. 2008. IV. né.300 db 400 db 480 db 240 db 360 db
Ekkor az adott raktár kronologikus átlagkészlete:
Kr = (300/2 + 400 + 480 + 240 + 360/2)/4 = 362,5 db, ennyi készlet volt átlagosan negyed-
évenként 2008-ban, ebben a raktárban.
Az anyagszükséglet további vizsgálatához anyagmérleget kell készíteni. Vizsgálni kell, hogy
nincsenek-e magas igények, nagy eltérések.
Az anyagmérleg adott időszakban a következőképpen írható fel:
Nyitókészlet + Beszerzés = Felhasználás + Zárókészlet
Az anyagtervezést mutatószámok is segítik. Ezek közül néhányat az alábbiakban mutatunk
be:
1. A készletek fordulatszámát számítjuk ki. Akkor jó, ha minél nagyobb a forgási sebesség.
2. Hány napra elegendő az adott készlet: minél kisebb, annál jobb.
3. Fajlagos anyagfelhasználás mutatója:
Fh= össz. anyagfelhasználás értéke vagy mennyisége
a termelt termékmennyiség
4. Anyaghányad mutató:
Ah=Az időszak folyamán felhasznált anyagköltség
az időszak termelési értéke

Termelési logisztika II. 2009.
5. Anyagkihasználás mutató
Ak= A gyártmány nettó anyagfelhasználás normája .
bruttó anyagfelhasználás norma
Határidő és kapacitástervezés: a megrendelések időbeli lefolyását kell megtervezni:
a kezdő és befejezési időpontokat (előre időzítés, visszafelé időzítés)
az időkapacitásokat
gyártási sorrendet: a műveletek időbeli sorrendje
Rendelésindítás és ellenőrzés
Határidő és kapacitás- tervezés
Mennyiségi- tervezés
Gyártási programtervezés
Rendelés ellenőrzés
Rendelésfeladás
Átfutási idő és kapacitásigény meghatározása
Anyag-szükséglet tervezés
Kapacitásidőzítés és sorrend-tervezés
Program tervezés
Beszerzés,vásárlás
Raktárkészlet nyilvántartás
Vevői megrendelések
Prognózisok
G Y Á R T Á S T E R V E Z É S
GYÁR-TÁS
IRÁNYÍ-TÁS

Termelési logisztika II. 2009.
Kapacitástervezés:A kapacitástervezéshez ismerni kell a termelési folyamatok időjellemzőit (un. időalapokat).
Log.II.35.oldal
Az időalap fogalma (T): Valamely időszak napokban, műszakszámban, órában, percben ki-
fejezett időmennyisége, amely adott gép, üzem teljesítőképességének kihasználásra rendelke-
zésre áll.
Időalapok:
1. Naptári időalap (TN): adott időszak naptári napjainak, óráinak teljes mennyisége.
2. Hasznos időalap (TH): a naptári időalap azon része, mely idő alatt a termelő beren-
dezés, a gazdaságosan megengedhető maximális időterhelés mellett üzemeltethető. A
TH= TN-Tj
3. Munkarend szerinti időalap (TMR): A naptári időalap azon része, mely idő alatt az
elfogadott munkarendnek megfelelően a berendezésnek üzemelnie kell.
4. Termelési vagy produktív időalap (TP): a berendezés adott időszakban ténylegesen
munkával töltött ideje
Feladat: Log.II.37. oldal.
Időnorma (t): az a tervezhető emberi munka vagy gépi idő felhasználás, amely valamely
konkrét művelet tartós végrehajtásához, adott feltételek mellett szükséges.
Teljesítménynorma (n): az a tervezhető termékmennyiség, mely meghatározott feltételek
mellett időegység alatt előállítható.
Az idő- és teljesítménynorma segítségével meghatározható:
• Gép- és eszköz szükséglet
• Munkaerő-szükséglet
• Átfutási idő
• Kapacitás kihasználások
• Értékelés, elemzés, bérezés
t = idő / termékmennyiség
n = 1 / t

Termelési logisztika II. 2009.
Átfutási idők (ciklus idő):
Az alapanyag üzembe érkezésétől a késztermék kibocsátásáig eltelt idő.
Fajtái: (Log.II.53. oldal)
1. technológiai átfutási idő: befolyásolják a műveleti idők és a műveletek közötti kap-
csolat (soros vagy párhuzamos)
2. Termelési átfutási idő: a technológiai átfutási idő + anyagmozgatás + ellenőrzés +
tárolás + veszteségidők. Cél hogy megközelítse a technológiai átfutási időt!!
3. naptári átfutási idő: termelési átfutási idő + munkarendből fakadó megszakítások
Átfutási idő számítása hálótervezéssel: (Log.II.61. oldal)
Termelési kapacitás: adott berendezés (csoport) teljesítőképességének adott időpontban is-
mert felső határa, mely a berendezés gazdaságosan megengedhető maximális terhelése mellett
érhető el.