Temperature Induced Deformations in Match Cast Segments · Temperature Induced Deformations in...
10
Temperature Induced Deformations in Match Cast Segments 62 Carin L. Roberts- Wollmann Ph.D., P.E. Consulting Engineer Advanced Bridge Technology Associates Raleigh, North Carolina John E. Breen Ph.D., P.E. Nasser I. AI Rashid Chair in Civil Engineering University of Texas at Austin Austin, Texas Michael E. Kreger Ph.D., P.E. Associate Professor University of Texas at Austin Austin, Texas During the match casting operations of precast segments for segmental post- tensioned concrete box girder bridges , a problem can arise due to the heat of hydration of the newly cast segment. When the segments have a particularly high ratio of wing span to segment length, warping of the match cast segment can occur due to a thermal gradient that is caused by the high temperatures in the adjacent newly cast concrete . This warping , or bowing , has subsequently caused problems during erection operations. This paper presents the results of a field study of this phenomenon. Concrete temperatures and segment deformations measured during the casting of several segments for the San Antonio "Y" project are reported along with observations from the erection operations. A simple method is presented to determine whether, for a given bridge, measures to reduce the thermal gradient during match casting should be taken. M atch casting is an essential segment production method to control alignment in precast segmental post-tensioned concrete box girder bridges with thin epoxy or dry joints (see Fig. 1). Normally, the first segment of a span is cast between one fixed and one re- movable bulkhead [see Fig. 2(a)]. The subsequent pieces are cast between the fixed bulkhead and the previously cast PCI JOURNAL
Transcript of Temperature Induced Deformations in Match Cast Segments · Temperature Induced Deformations in...
Temperature Induced Deformations in Match Cast Segments
62
Carin L. RobertsWollmann Ph.D., P.E.
Consulting Engineer Advanced Bridge
Technology Associates Raleigh, North Carolina
John E. Breen Ph.D., P.E. Nasser I. AI Rashid Chair in Civil Engineering University of Texas at Austin Austin, Texas
Michael E. Kreger Ph.D., P.E.
Associate Professor University of Texas at Austin
Austin, Texas
During the match casting operations of precast segments for segmental posttensioned concrete box girder bridges, a problem can arise due to the heat of hydration of the newly cast segment. When the segments have a particularly high ratio of wing span to segment length, warping of the match cast segment can occur due to a thermal gradient that is caused by the high temperatures in the adjacent newly cast concrete . This warping, or bowing, has subsequently caused problems during erection operations. This paper presents the results of a field study of this phenomenon. Concrete temperatures and segment deformations measured during the casting of several segments for the San Antonio "Y" project are reported along with observations from the erection operations. A simple method is presented to determine whether, for a given bridge, measures to reduce the thermal gradient during match casting should be taken.
M atch casting is an essential segment production method to control alignment in precast segmental post-tensioned concrete box girder bridges with
thin epoxy or dry joints (see Fig. 1). Normally , the first segment of a span is cast between one fixed and one removable bulkhead [see Fig. 2(a)] . The subsequent pieces are cast between the fixed bulkhead and the previously cast
PCI JOURNAL
Fig. 1. Match casting operations.
segment acting as the removable bulkhead [see Fig. 2(b)].
A problem can arise when the rather high heat of hydration of the concrete in the new segment [Segment 2 in Fig. 2(c)] causes a thermal gradient in the match cast segment (Segment 1). This gradient can cause a bowing of the match cast Segment 1, as the higher
Remov- Q) able
Bulk-head
Shape of Thermal Gradient
Fixed Bulkhead
temperature on the face adjacent to the hydrating concrete causes it to elongate. Because the still plastic concrete of the new cast Segment 2 conforms to the shape of the match cast Segment 1 face, the bowing that occurs before the new cast concrete has achieved its initial set becomes a permanent curvature in the new segment. The resulting segments [see Fig. 2(d)] have one straight and one curved side.
For most segmental bridge projects, this slight bowing does not cause problems. However, when the width of the segment (wing tip to wing tip) is very large compared to the length of the segment, problems can arise. For these wide segments, the bow shape is a particular problem during the epoxy application and temporary post-tensioning operations at the erection site. The deformation of the segments required to close the gap can cause the size of the gap at the joints to increase as each joint is closed (see Fig. 3). In a recent segmental bridge project that had problems with bowed segments, the contractor reported that four consecutive joints could be closed but upon stressing to close the fifth , the first joint would reopen.'
End Form
"""""""'
-Fixed Bulkhead
This phenomenon not only poses problems in construction but it also can result in overly thick joints and raises questions about stress distributions across joints. In extreme cases, it can cause cracking in the segments.2
This study was initiated to investigate the thermal gradients in match cast segments and measure the subsequent deformations. This paper presents a brief summary of previous studies, a description of the current measurement program, a presentation of the results, an analysis of the collected data, and design or construction approaches to overcome this problem.
LITERATURE REVIEW Little mention has been given in the
literature to temperature induced deformations in match cast segments . Podolny2 describes the problem and notes that in order to eliminate the gaps, it is important to enclose both the newly cast and the match cast segments in an isothermal enclosure. He states that the effect is particularly significant for segments with width-tolength (w/L) ratios exceeding 6.
Temporary Post-tensioning.----.----,
a) First segment is cast square.
b) First segment is placed in match cast position and adjusted as required for geometry control . Temperature cools.
a) First two segments are dry matched
b) First two segments are epoxied and temporary post-tensioning is applied. Segments deform to close joint.
- - - - - - -~ - - - - -A.. ~ 2A. .... ~
- - - -0 ® ® C) 0 ®\ 0
c) Heat of hydration of second segment sets up a thermal gradient in the first which causes it to bow(A).
d) Segments cool to constantemperature. First segment returns to original shape, second segment retains one curved side.
c) Gap to be closed during second temporary posttensioning operation is larger than first.
d) Gap size continues to increase.
Fig. 2. Bowing of match cast segments. Fig. 3. Plan view of temporary post-tensioning operations.
July-August 1995 63
6' r c
w/L = 9.33
56' (17.1m) j
" I )r ____ J]....L-"~~~~~) ~1 6' (4.9m) ..j
Elevation
t<T.s~l
D Type Ill Segments
r 24' (7.3m) .. 1
w/L: 3.0 \tb;= __ ::J-~~~~-.~~) w Elevation
Type I Segments
Section
8'
~ D Section
Fig. 4. Various types of segments.
New Cast 1 Segment I
I
t I
t 3'-0" (914 mm)
3'-0" (914 mm)
10" (254 mm)
1 ---+f--!-§§§~f~~=12" (51 mm) r 2" (51 mm)
Match Cast 1 Segment
I
Top View of Segments
9'-0" (2.74 m)
10" (254 mm) 3'-0" (914 mm)
3'-0" (914 mm)
Wing Thermocouples
Web Thermocouples
Elevation View
Fig. 5. Typical thermocouple layout in segments.
64
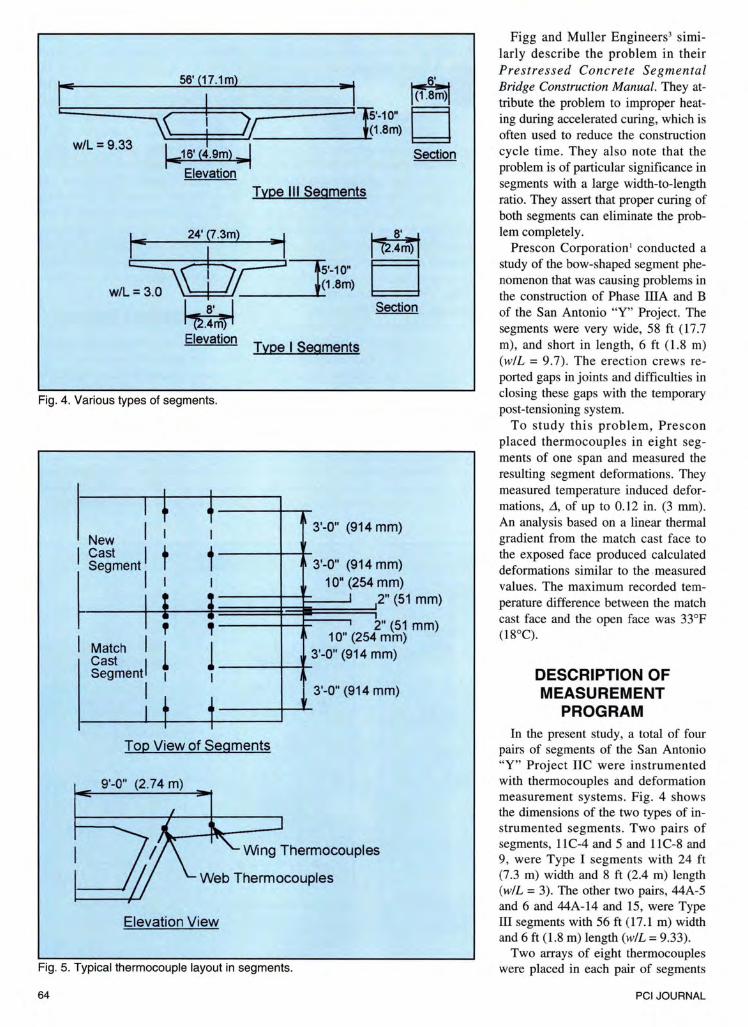
Figg and Muller Engineers3 similarly describe the problem in their Prestressed Concrete Segmental Bridge Construction Manual. They attribute the problem to improper heating during accelerated curing, which is often used to reduce the construction cycle time. They also note that the problem is of particular significance in segments with a large width-to-length ratio. They assert that proper curing of both segments can eliminate the problem completely.
Prescon Corporation' conducted a study of the bow-shaped segment phenomenon that was causing problems in the construction of Phase IDA and B of the San Antonio "Y" Project. The segments were very wide, 58 ft (17.7 m), and short in length, 6 ft (1.8 m) (w!L = 9.7) . The erection crews reported gaps in joints and difficulties in closing these gaps with the temporary post-tensioning system.
To study this problem, Prescon placed thermocouples in eight segments of one span and measured the resulting segment deformations. They measured temperature induced deformations, .1, of up to O.I2 in. (3 mm). An analysis based on a linear thermal gradient from the match cast face to the exposed face produced calculated deformations similar to the measured values. The maximum recorded temperature difference between the match cast face and the open face was 33°F (18oC).
DESCRIPTION OF MEASUREMENT
PROGRAM In the present study, a total of four
pairs of segments of the San Antonio "Y" Project IIC were instrumented with thermocouples and deformation measurement systems. Fig. 4 shows the dimensions of the two types of instrumented segments. Two pairs of segments, II C-4 and 5 and 11 C-8 and 9, were Type I segments with 24 ft (7.3 m) width and 8 ft (2.4 m) length (w/L = 3). The other two pairs, 44A-5 and 6 and 44A-14 and 15, were Type ill segments with 56 ft (17 .1 m) width and 6ft (1.8 m) length (w/L = 9.33).
Two arrays of eight thermocouples were placed in each pair of segments
PCI JOURNAL
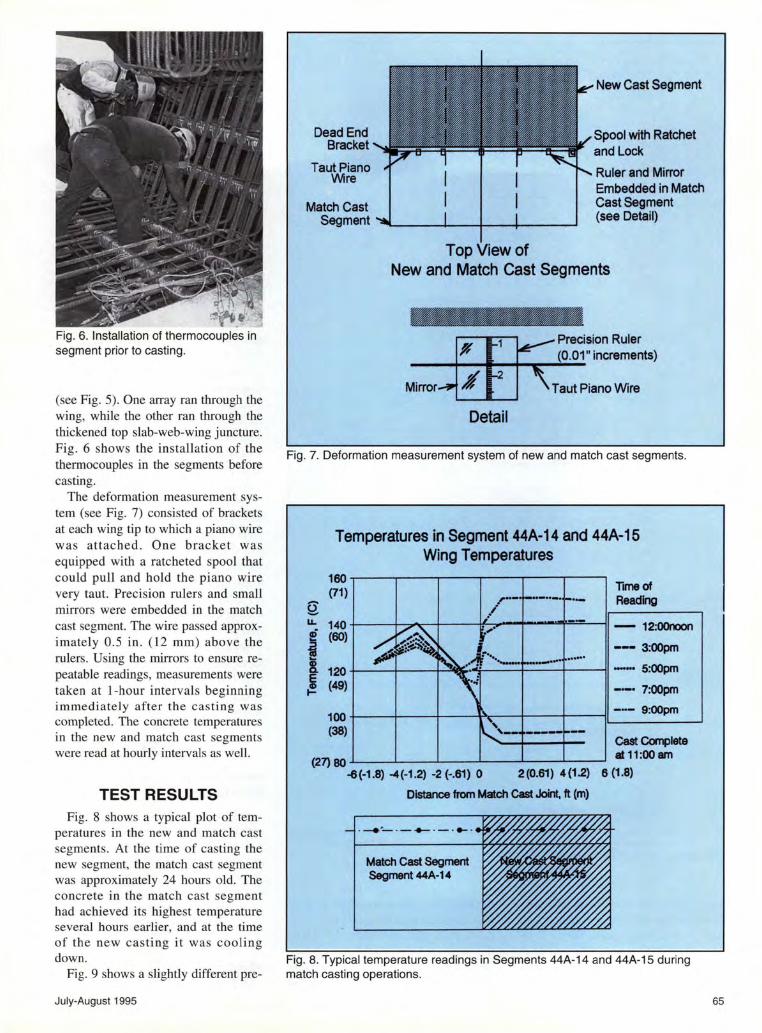
Fig. 6. Installation of thermocouples in segment prior to casting.
(see Fig. 5). One array ran through the wing, while the other ran through the thickened top slab-web-wing juncture. Fig. 6 shows the installation of the thermocouples in the segments before casting.
The deformation measurement system (see Fig. 7) consisted of brackets at each wing tip to which a piano wire was attached. One bracket was equipped with a ratcheted spool that could pull and hold the piano wire very taut. Precision rulers and small mirrors were embedded in the match cast segment. The wire passed approximately 0 .5 in . (12 mm) above the rulers. Using the mirrors to ensure repeatable readings, measurements were taken at 1-hour intervals beginning immediately after the casting was completed. The concrete temperatures in the new and match cast segments were read at hourly intervals as well.
TEST RESULTS Fig. 8 shows a typical plot of tem
peratures in the new and match cast segments. At the time of casting the new segment, the match cast segment was approximately 24 hours old. The concrete in the match cast segment had achieved its highest temperature several hours earlier, and at the time of the new casting it was cooling down.
Fig. 9 shows a slightly different pre-
July-August 1995
Dead End Bracket
Taut Piano Vv'ire
Match Cast Segment
Top of
New Cast Segment
Spool with Ratchet and Lock
Ruler and Mirror Embedded in Match Cast Segment (see Detail)
New and Match Cast Segments
Precision Ruler ---+-K-.. -+-.::~(~0-.0-1" increments)
Mirror i Taut Piano Wire
Detail
Fig. 7. Deformation measurement system of new and match cast segments.
Temperatures in Segment 44A-14 and 44A-15 Wing Temperatures
§
160 (71)
I.L. 140 t (60)
l 120 ~ (49)
100 (38)
;;; v.; .. ~ ~~:;;~
r-· ·'· II"
v'· ~. '-..., .... . .__ .. ~
,, ,, __
TUT18of t---··-· -··- Reading
-- - 12:00noon
---3:00pm ~---... ~ ......
--5:00pm
--7:00pm
---9:00pm
~-- --- Cast Complete at 11:00am
(27) 80 -6(-1.8} -4(-1.2) -2 (-.61} 0 2(0.61) 4(1.2) 6 (1.8)
Distance from Match Cast Joint, ft (m)
·-·-·--·- · ... · Match cast Segment Segment 44A-14
Fig. 8. Typical temperature readings in Segments 44A-14 and 44A-15 during match casting operations.
65
Temperatures in Segment 44A-14 and 44A-15 Wing Temperatures
Differences from Time of Casting ~ 80 44 u
0 0
:::: 60
0 40
-~-- -- -
--33 :::: 22 0 ,..... __ ---~ ~ .a 20 11 .a
A ...... __ -- -~ ~ ~ 0 0 ~
-Match Cast New Cast-E -20 -11 E Q) Q)
1- ... I 1- -40 -22 1--6 -4 -2 0 2 4 6
(-1.8X-1.2) (-.6) (.6) (1 .2) (1 .8) Distance from Match Cast Joint . ft (m)
Time of Reading
-12:00pm
3:00pm
5:00pm
7:00pm
----9:00pm
Cast Complete at 11 :00 am
Temperatures in Segment 44A-5 and 44A-6 Wing Tem!)eratures
Differences from Time of Casting Time of 80 44 u Reading
~ 0 r-------~~ 0
60 33 :::; -2:00pm :::: --,,--- -0 40 22 0
~ ::I ~
--t"'"
''" --~ 20 ::I
4:00pm
6:00pm
f1 0 Q) 0.
...!!}, 11
0
-11
Q) --- 8:00pm 0.
E -20 ~Match Cast New Cast- E ----1 O:OOprr Q)
I ---6 -4 -2 J
Q)
1- -40 ... I -2 4
-22 6
1- '-:=----:--=---~-:-' Cast Complete
(-1 .8X-1.2) (- .6) (.6) (1 .2) (1 .8)
Distance from Match Cast Joint. ft (m)
Temperatures in Segment 11 C-8 and 11 C-9 Wing Temperatures
Differences from Time of Casting M « u
~ 0
: M " :::; 0 40 22 0 ~ 20 11 ~ .a .a ~ 0 0 ~ 0. 0. E -20 -11 E Q) Q)
1- -40 -22 1--8 -4 0 4 8
(-2.4) (-1.2) (1.2) (2.4) Distance from Match Cast Joint. ft (m)
at 12·00 pm
Time of Reading
-3:00pm
- - 6:30pm
---- 8:30pm
---10:30pm
Cast Complete at 12:30 pm
Fig. 9. Typical temperature differences in Segments 44A-14 and 44A-1 5, 44A-5 and 44A-6, and 11 C-8 and 11 C-9.
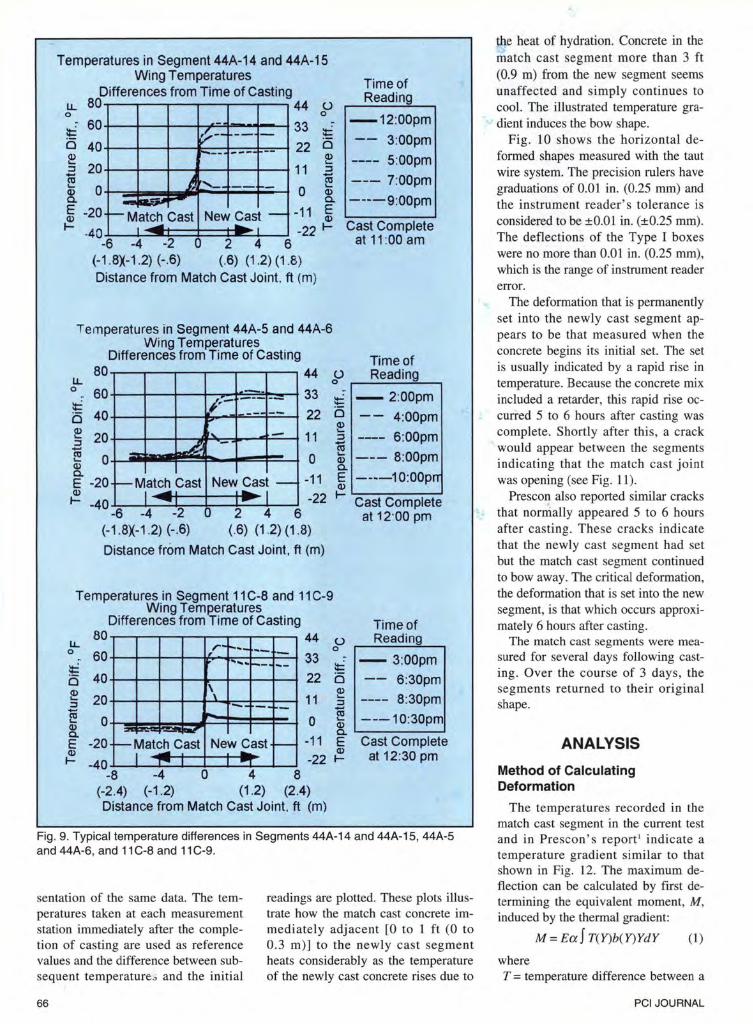
sentation of the same data. The temperatures taken at each measurement station immediately after the completion of casting are used as reference values and the difference between subsequent temperature" and the initial
66
readings are plotted. These plots illustrate how the match cast concrete immediately adjacent [0 to 1 ft (0 to 0.3 m)] to the newly cast segment heats considerably as the temperature of the newly cast concrete rises due to
tQe heat of hydration. Concrete in the match cast segment more than 3 ft (0.9 m) from the new segment seems unaffected and simply continues to cool. The illustrated temperature gradient induces the bow shape.
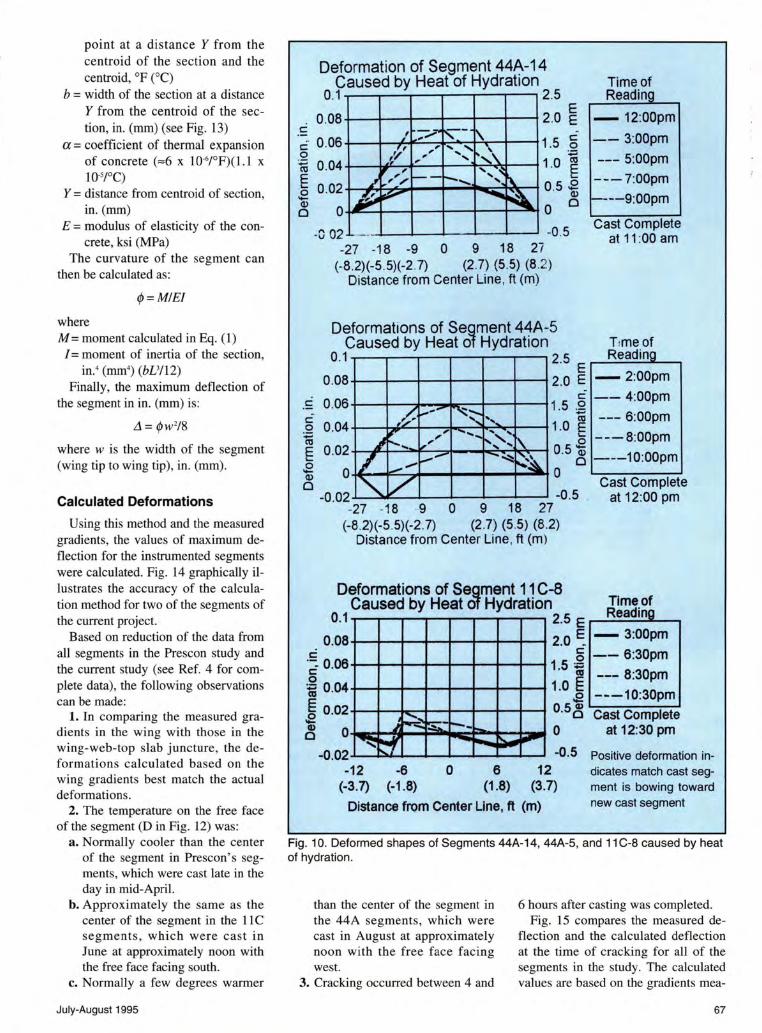
Fig. 10 shows the horizontal deformed shapes measured with the taut wire system. The precision rulers have graduations of 0.01 in. (0.25 mrn) and the instrument reader's tolerance is considered to be ±0.01 in. (±0.25 mm). The deflections of the Type I boxes were no more than 0.01 in. (0.25 mm), which is the range of instrument reader error.
The deformation that is permanently set into the newly cast segment appears to be that measured when the concrete begins its initial set. The set is usually indicated by a rapid rise in temperature. Because the concrete mix included a retarder, this rapid rise occurred 5 to 6 hours after casting was complete. Shortly after this, a crack would appear between the segments indicating that the match cast joint was opening (see Fig. 11).
Prescon also reported similar cracks that normally appeared 5 to 6 hours after casting. These cracks indicate that the newly cast segment had set but the match cast segment continued to bow away. The critical deformation, the deformation that is set into the new segment, is that which occurs approximately 6 hours after casting.
The match cast segments were measured for several days following casting. Over the course of 3 days, the segments returned to their original shape .
ANALYSIS
Method of Calculating Deformation
The temperatures recorded in the match cast segment in the current test and in Pres con's report' indicate a temperature gradient similar to that shown in Fig. 12. The maximum deflection can be calculated by ftrst determining the equivalent moment, M, induced by the thermal gradient:
M = Ea f T(Y)b(Y)YdY (1)
where T = temperature difference between a
PCI JOURNAL
point at a distance Y from the centroid of the section and the centroid, °F CCC)
b = width of the section at a distance Y fro m the centroid of the section, in. (mm) (see Fig. 13)
a= coefficient of thermal expansion of concrete (:o:6 x 1Q·6fCF)(l.l x w-s;oq
Y = distance from centroid of section, in. (mm)
E = modulus of elasticity of the concrete, ksi (MPa)
The curvature of the segment can then be calculated as:
</> = MIEI
where M =moment calculated in Eq. (1) I = moment of inertia of the section,
in.4 (mm4) (bV/12)
Finally, the maximum deflection of the segment in in. (mm) is:
,1 = tf>w2/8
where w is the width of the segment (wing tip to wing tip), in. (mm).
Calculated Deformations
Using this method and the measured gradients, the values of maximum deflection for the instrumented segments were calculated. Fig. 14 graphically illustrates the accuracy of the calculation method for two of the segments of the current project.
Based on reduction of the data from all segments in the Prescon study and the current study (see Ref. 4 for complete data), the following observations can be made:
1. In comparing the measured gradients in the wing with those in the wing-web-top slab juncture, the deformations calculated based on the wing gradients best match the actual deformations.
2. The temperature on the free face of the segment (Din Fig. 12) was:
a. Normally cooler than the center of the segment in Prescon's segments, which were cast late in the day in mid-April.
b. Approximately the same as the center of the segment in the 11 C segments, which were cast in June at approximately noon with the free face facing south.
c. Normally a few degrees warmer
July-August 1995
Time of Reading
-12:00pm
--3:00pm
---5:00pm
---7:00pm
!----9:00pm
Cast Complete at 11 :00 am -0 02 -0.5
-27 -18 -9 0 9 18 27 (-8.2)(-5.5)(-2 .7) (2 .7) (5.5) (8 .2)
Distance from Center Line, ft (m)
Deformations of Segment 44A-5 Caused by Heat ol Hydration T:me of
0.1 2.5 E Reading
0.08 2.0 E - 2:00pm
c: 0.06 1.5 -~ -- 4:00pm
5 0.04 +----Jf7'1~-~~+:::~t--t 1 .0 ~ --- 6:00pm ~ (5 - - -8:00pm E 0.02 °·5 ~ ---10:00pm ~ o~--f==:......,.+---+--....P--+....,;;;;-..o 0
c:
-0 .02 -0.5 -27 -18 -9 0 9 18 27
(-8.2)(-5.5)(-2.7) (2 .7) (5.5) (8.2) Distance from Center Line, ft (m)
Cast Complete at 12:00 pm
Deformations of Segment 11 C-8 Caused by Heat ol Hydration RTimde. ~!
0.1 2.5 E ea m"
0.08 2.0 ~ - 3:00pm
·- 006 c;· 5 --6:30pm
1.5:;::::; ~ ---8:30pm 0
~ 0.04
§ 0.02 -~ 0 ~
-0.02 -12
(-3.7)
r-~
"" ·-~ -6
(-1.8)
..::... --r-
0
.... -6
(1.8)
-1·0
J2 ---10:30pm 0·5 ~ Cast Complete 0 at 12:30 pm
-0.5 12
(3.7)
Distance frQm Center Line, ft (m)
Positive deformation indicates match cast segment is bowing toward new cast segment
Fig. 10. Deformed shapes of Segments 44A-14, 44A-5, and 11 C-8 caused by heat of hydration.
than the center of the segment in the 44A segments, which were cast in August at approximately noon with the free face facing west.
3. Cracking occurred between 4 and
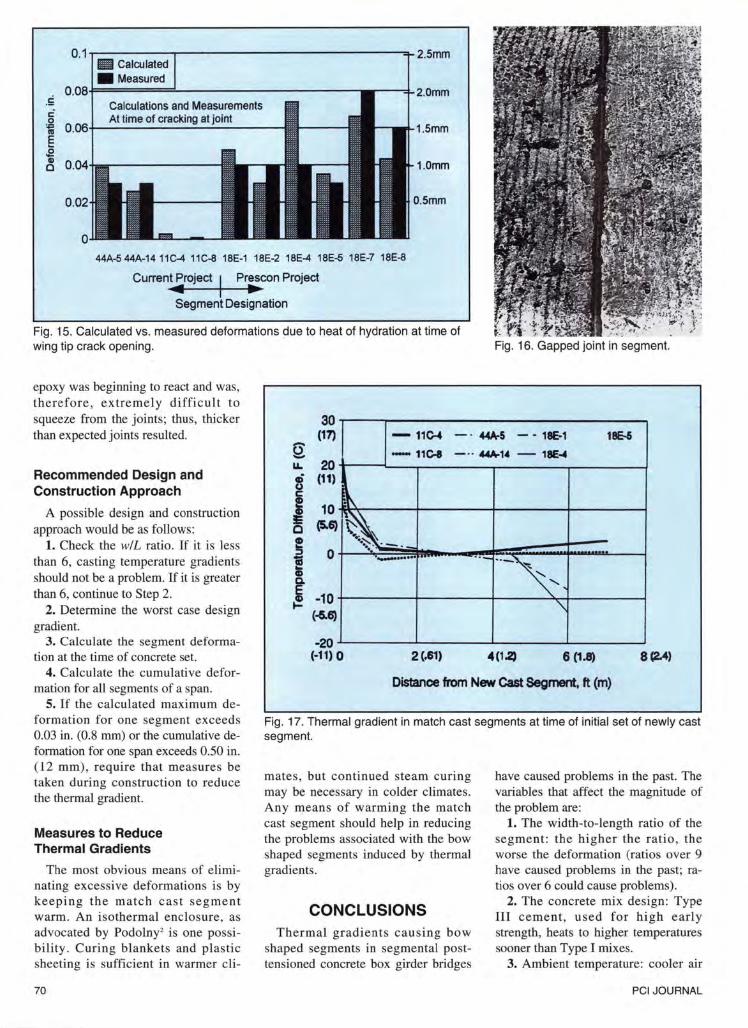
6 hours after casting was completed. Fig. 15 compares the measured de
flection and the calculated deflection at the time of cracking for all of the segments in the study. The calculated values are based on the gradients mea-
67
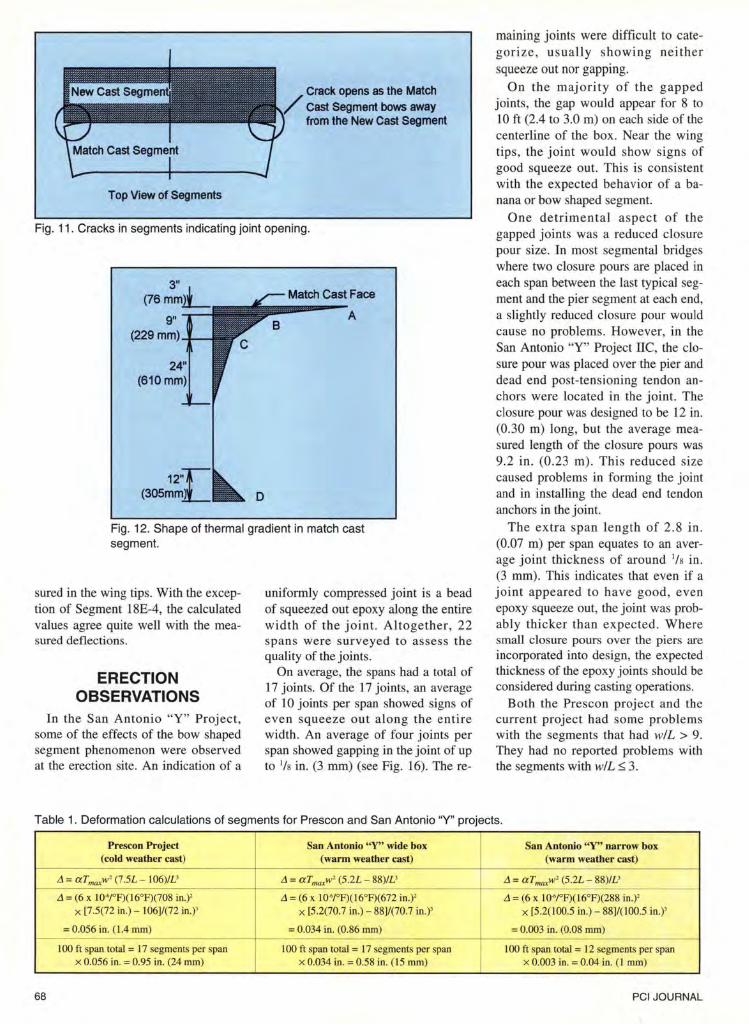
Top View of Segments
Crack opens as the Match Cast Segment bows away from the New Cast Segment
Fig. 11. Cracks in segments indicating joint opening.
Match Cast Face
A
Fig. 12. Shape of thermal gradient in match cast segment.
sured in the wing tips. With the exception of Segment 18E-4, the calculated values agree quite well with the measured deflections.
ERECTION OBSERVATIONS
In the San Antonio "Y" Project, some of the effects of the bow shaped segment phenomenon were observed at the erection site. An indication of a
uniformly compressed joint is a bead of squeezed out epoxy along the entire width of the joint. Altogether, 22 spans were surveyed to assess the quality of the joints.
On average, the spans had a total of 17 joints. Of the 17 joints, an average of 10 joints per span showed signs of even squeeze out along the entire width. An average of four joints per span showed gapping in the joint of up to 'Is in. (3 mm) (see Fig. 16). The re-
maining joints were difficult to categorize, usually showi ng neither squeeze out nor gapping.
On the majority of the gapped joints, the gap would appear for 8 to 10 ft (2.4 to 3.0 m) on each side of the centerline of the box. Near the wing tips, the joint would show signs of good squeeze out. This is consistent with the expected behavior of a banana or bow shaped segment.
One detrimental aspect of the gapped joints was a reduced closure pour size. In most segmental bridges where two closure pours are placed in each span between the last typical segment and the pier segment at each end, a slightly reduced closure pour would cause no problems. However, in the San Antonio "Y" Project TIC, the closure pour was placed over the pier and dead end post-tensioning tendon anchors were located in the joint. The closure pour was designed to be 12 in. (0.30 m) long, but the average measured length of the closure pours was 9.2 in. (0.23 m). This reduced size caused problems in forming the joint and in installing the dead end tendon anchors in the joint.
The extra span length of 2.8 in. (0.07 m) per span equates to an average joint thickness of around 'Is in. (3 mm). This indicates that even if a joint appeared to have good, even epoxy squeeze out, the joint was probably thicker than expected. Where small closure pours over the piers are incorporated into design, the expected thickness of the epoxy joints should be considered during casting operations.
Both the Prescon project and the current project had some problems with the segments that had wiL > 9. They had no reported problems with the segments with wiL :=;; 3.
Table 1. Deformation calculations of segments for Prescon and San Antonio "Y" projects.
Prescon Project San Antonio "Y" wide box San Antonio "Y" narrow box (cold weather cast) (warm weather cast) (warm weather cast)
Ll = aT,axw' (7 .5L- I 06)/L' Ll = aTmaxw' (5.2L- 88)/L' Jl Ll = aTmaxw' (5.2L- 88)/L' "f ~ -
Ll = (6 X 10'6/°F)( l6°F)(708 in.)2 Ll = (6 X JO·'f°F)(l6°F)(672 in.)2 c Ll = (6 X J0·'/°F)(l6°F)(288 in.)2 "'
x [7.5(72 in.) - 106]/(72 in.)' x [5 .2(70.7 in.)- 88]/(70.7 in.)' x [5.2(1 00.5 in.)- 88]/(1 00.5 in.)' '~",
= 0.056 in. ( 1.4 mm) = 0.034 in. (0.86 mm) [D = 0.003 in. (0.08 mm) -~
100 ft span total = 17 segments per span
•. I I 00 ft span total = 17 segments per span 100ft span total= 12 segments per span
x 0.056 in. = 0.95 in. (24 mm) x 0.034 in. = 0.58 in. (I 5 mm) x 0.003 in.= 0.04 in. (I rnm)
68 PCI JOURNAL
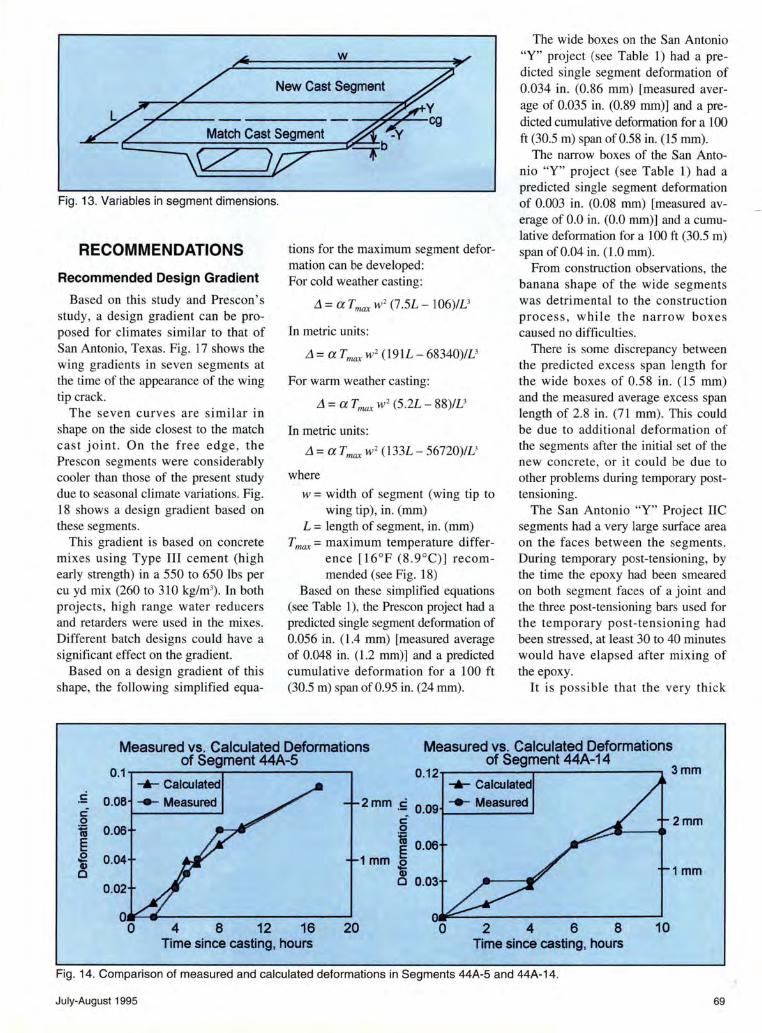
w
New Cast Segment
The wide boxes on the San Antonio "Y" project (see Table 1) had a predicted single segment deformation of 0.034 in . (0.86 mm) [measured average of 0.035 in. (0.89 mm)] and a predicted cumulative deformation for a 100 ft (30.5 m) span of 0.58 in. (15 mm). v?
Fig. 13. Variables in segment dimensions.
RECOMMENDATIONS
Recommended Design Gradient
Based on this study and Prescon's study, a design gradient can be proposed for climates similar to that of San Antonio, Texas. Fig. 17 shows the wing gradients in seven segments at the time of the appearance of the wing tip crack.
The seven curves are similar in shape on the side closest to the match cast joint. On the free edge, the Prescon segments were considerably cooler than those of the present study due to seasonal climate variations. Fig. 18 shows a design gradient based on these segments.
This gradient is based on concrete mixes using Type III cement (high early strength) in a 550 to 650 lbs per cu yd mix (260 to 310 kg/m3
). In both projects, high range water reducers and retarders were used in the mixes. Different batch designs could have a significant effect on the gradient.
Based on a design gradient of this shape, the following simplified equa-
tions for the maximum segment deformation can be developed: For cold weather casting:
..1 = a Tmax W 2 (7 .5L- 106)/V
In metric units:
..1 = a Tmax W2 (191L- 68340)/U
For warm weather casting:
..1 = a Tmax w2 (5.2L- 88)/U
In metric units:
..1 = a Tmax w 2 (133L- 56720)/V
where
w = width of segment (wing tip to wing tip), in. (mm)
L = length of segment, in. (mm) Tmax = maximum temperature differ
ence [l6°F (8.9°C)] recommended (see Fig. 18)
Based on these simplified equations (see Table 1), the Prescon project had a predicted single segment deformation of 0.056 in. (1.4 mm) [measured average of 0.048 in. (1.2 mm)] and a predicted cumulative deformation for a 100 ft (30.5 m) span of 0.95 in. (24 mm).
The narrow boxes of the San Antonio "Y" project (see Table 1) had a predicted single segment deformation of 0.003 in. (0.08 mm) [measured average of 0.0 in. (0.0 mm)] and a cumulative deformation for a 100ft (30.5 m) span of 0.04 in. (1.0 mm).
From construction observations, the banana shape of the wide segments was detrimental to the construction process , while the narrow boxes caused no difficulties.
There is some discrepancy between the predicted excess span length for the wide boxes of 0.58 in. (15 mm) and the measured average excess span length of 2.8 in. (71 mm). This could be due to additional deformation of the segments after the initial set of the new concrete, or it could be due to other problems during temporary posttensioning.
The San Antonio "Y" Project IIC segments had a very large surface area on the faces between the segments . During temporary post-tensioning, by the time the epoxy had been smeared on both segment faces of a joint and the three post-tensioning bars used for the temporary post-tensioning had been stressed, at least 30 to 40 minutes would hilVe elapsed after mixing of the epoxy.
It is possible that the very thick
Measured vs. Calculated Deformations of Segment 44A-5
0.1 ~-----r----------,
Measured vs. Calculated Deformations of Segment 44A-14
3mm ,._ Calrulated
.E 0.08 c 0
i 0.06 e .e ., 0.04 0
0.02
0 0 4 8 12 16 20
Time since casting, hours
0.12~-----.----------,
2mm .E 0.09 c 0
i e o.06 1mm .e
Q) 0 0.03
9 0
.,._ Calrulated
....... Measured
2 4 6 8 Time since casting, hours
10
Fig. 14. Comparison of measured and calculated deformations in Segments 44A-5 and 44A-14.
July-August 1995
2mm
1mm
69
.e r:: 0 :p tel
§ .E Cl)
0
0.1 T""""-----.--------------~2.5mm 1!111!1 Calcu lated • Measured
0.08~=====-----------
Calculations and Measurements At time of cracking at joint
44A-5 44A-1 4 11C-4 11C-8 18E-1 18E-2 18E-4 18E-5 18E-7 18E-8
Curren~roject I Pri:con Project
Segment Designation
2.0mm
1.5mm
1.0mm
0.5mm
Fig. 15. Calculated vs. measured deformations due to heat of hydration at time of wing tip crack opening.
30
Fig. 16. Gapped joint in segment.
epoxy was beginning to react and was, therefore , extremely difficu lt to squeeze from the joints; thus, thicker than expected joints resulted. (17) - 11C-4 - · 44A-5 -- 18E-1 1~
Recommended Design and Construction Approach
A possible design and construction approach would be as follows:
1. Check the w/L ratio. If it is Jess than 6, casting temperature gradients should not be a problem. If it is greater than 6, continue to Step 2.
2. Determine the worst case design gradient.
3. Calculate the segment deformation at the time of concrete set.
4. Calculate the cumulative deformation for all segments of a span.
5. If the calculated maximum deformation for one segment exceeds 0.03 in. (0.8 mm) or the cumulative deformation for one span exceeds 0.50 in. (12 mm), require that measures be taken during construction to reduce the thermal gradient.
Measures to Reduce Thermal Gradients
The most obvious means of eliminating excessive deformations is by keeping the match cast segment warm. An isothermal enclosure, as advocated by Podolny2 is one possibility. Curing blankets and plastic sheeting is sufficient in warmer eli-
70
§ - 11Co8 - ·· 44A-1~ - 18E~ &L 20 g (11)
! 10
0 (5.6)
~ 0 ! G) Q.
~ -10 (-5.6)
-~
~--............. ·· -·--~ ~
' ' '\
-20 (-11) 0 2 (.81) 4 (1.2) 6 (1.8) 8(2A)
Distance from New Cast Segment, ft (m)
Fig. 17. Thermal gradient in match cast segments at time of initial set of newly cast segment.
mates, but continued steam curing may be necessary in colder climates. Any means of warming the match cast segment should help in reducing the problems associated with the bow shaped segments induced by thermal gradients.
CONCLUSIONS Thermal gradients causing bow
shaped segments in segmental posttensioned concrete box girder bridges
have caused problems in the past. The variables that affect the magnitude of the problem are:
1. The width-to-length ratio of the segment: the higher the ratio, the worse the deformation (ratios over 9 have caused problems in the past; ratios over 6 could cause problems).
2. The concrete mix design: Type III cement, used for high early strength, heats to higher temperatures sooner than Type I mixes.
3. Ambient temperature: cooler air
PCI JOURNAL
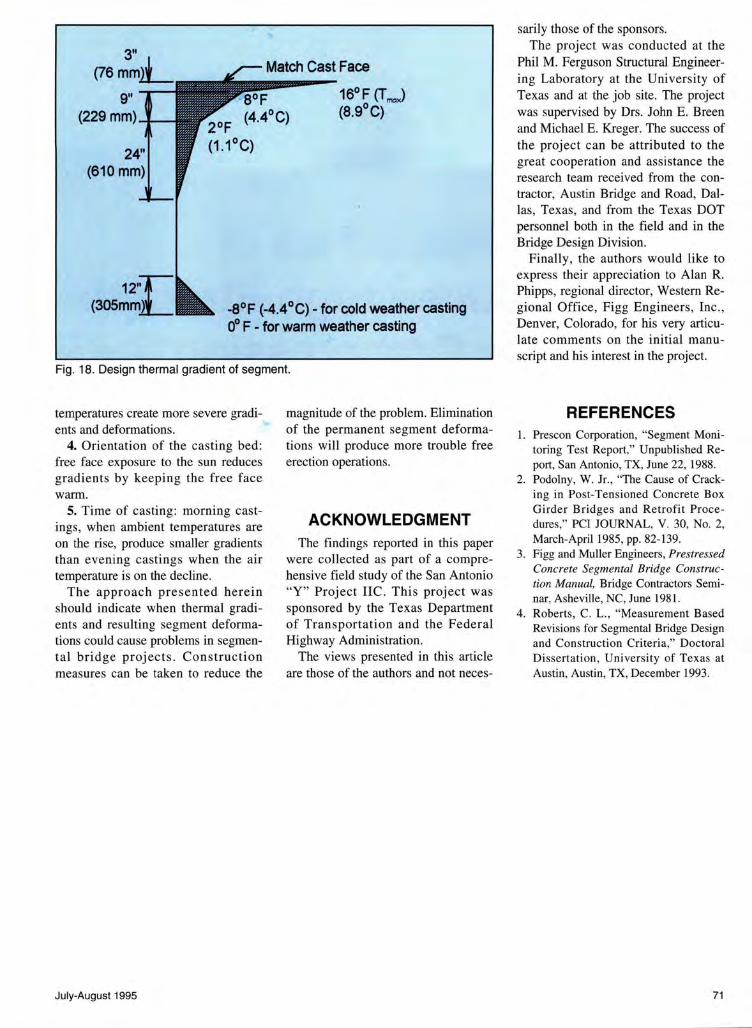
Match Cast Face
9" (229 mm)
F 2oF (4.4oC)
16°F (T,.,) (8.9°C)
(1.1°C)
-8°F (-4.4°C)- for cold weather casting 0° F - for warm weather casting
Fig. 18. Design thermal gradient of segment.
temperatures create more severe gradients and deformations.
4. Orientation of the casting bed: free face exposure to the sun reduces gradients by keeping the free face warm.
5. Time of casting: morning castings, when ambient temperatures are on the rise, produce smaller gradients than evening castings when the air temperature is on the decline.
The approach presented herein should indicate when thermal gradients and resulting segment deformations could cause problems in segmental bridge projects. Construction measures can be taken to reduce the
July-August 1995
magnitude of the problem. Elimination of the permanent segment deformations will produce more trouble free erection operations.
ACKNOWLEDGMENT The findings reported in this paper
were collected as part of a comprehensive field study of the San Antonio "Y" Project IIC. This project was sponsored by the Texas Department of Transportation and the Federal Highway Administration.
The views presented in this article are those of the authors and not neces-
sarily those of the sponsors. The project was conducted at the
Phil M. Ferguson Structural Engineering Laboratory at the University of Texas and at the job site. The project was supervised by Drs. John E. Breen and Michael E. Kreger. The success of the project can be attributed to the great cooperation and assistance the research team received from the contractor, Austin Bridge and Road, Dallas, Texas, and from the Texas DOT personnel both in the field and in the Bridge Design Division.
Finally, the authors would like to express their appreciation to Alan R. Phipps, regional director, Western Regional Office, Figg Engineers, Inc., Denver, Colorado, for his very articulate comments on the initial manuscript and his interest in the project.
REFERENCES 1. Prescon Corporation, "Segment Moni
toring Test Report," Unpublished Report, San Antonio, TX, June 22, 1988.
2. Podolny, W. Jr., "The Cause of Cracking in Post-Tensioned Concrete Box Girder Bridges and Retrofit Procedures," PCI JOURNAL, V. 30, No. 2, March-April 1985, pp. 82-139.
3. Figg and Muller Engineers, Prestressed Concrete Segmental Bridge Construction Manual, Bridge Contractors Seminar, Asheville, NC, June 1981.
4. Roberts, C. L., "Measurement Based Revisions for Segmental Bridge Design and Construction Criteria," Doctoral Dissertation, University of Texas at Austin, Austin, TX, December 1993.
71





![LOCAL DEFORMATIONS OF WILD GROUP ACTIONS · Wiles, Taylor-Wiles, and others ([26], [25]). M. Artin and others have studied deformations of singularities. We focus on deformations](https://static.fdocuments.net/doc/165x107/5f0c14bc7e708231d433a5f8/local-deformations-of-wild-group-actions-wiles-taylor-wiles-and-others-26.jpg)