Tehnologi Specifice Realizarii Retelelor de Transport G.N.
45
PROIECT la disciplina TEHNOLOGII SPECIFICE REALIZ Ă RII RE Ţ ELELOR DE TRANSPORT GAZE NATURALE 1
Transcript of Tehnologi Specifice Realizarii Retelelor de Transport G.N.

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 1/45
PROIECT
la disciplina
TEHNOLOGII SPECIFICE
REALIZĂRII
REŢELELOR DE TRANSPORT
GAZE NATURALE
1
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 2/45
Capitolul 1
Generalitati privind alcatuirea si functionarea retelelor de transport si distributie
a gazelor naturale combustibile
Gazele naturale sunt transportate de la locul de captare (de la sursa) pana la consumatori
(instalatiile de utilizare) printr-un sistem de alimentare compus din conducta de transport, numita
si conducta magistrala, statiile de predare si sistemul de distributie.
Conducta de transport prin care gazele circula cu presiune inalta se racordeaza la intrarea in
statiile de predare.
Statiile de predare sunt constituite din ansamblul instalatiilor de reducere si reglare a
presiunii, masurarea debitelor si odorizarea gazelor.Se disting :
- statii de predare la consumator important( combinate si platforme industriale), alimentand
instalatiile de utilizare direct din conducta de transport
- statii de predare pentru alimentarrea cu gaze a localitatilor si industriilor la diferite trepte
de presiuni (in functie de natura consumatorilor, densitatea suprafetelor locuite,
dezvoltarea in perspective a localitatilor si industriei etc.).
Sistemul de distributie a gazelor naturale este un ansamblu de conducte, aparate si accesorii,care, preluand gazele de la statia de predare le transporta pana la robinetele de bransament ale
consumatoriulor racordati la reteaua de presiune joasa, respective, pana la iesirea din statiile de
reglare a presiunii gazelor montate la capetele bransamentelor.
Foarte important este ca in momentul cand gazele ajung la consumator (fie el industrial sau
casnic), acestea trebuie sa fie curate din punct de vedere al impuritatilor mecanice pentru a nu
distruge echipamentele si instalatiile pe care le alimenteaza.
In acest sens pe tot lantul de transport de la sursa la destinatie, al gazelor naturale exista
sisteme de filtrare atat a impuritatilor mecanice cat si a altor tipuri de impuritati (apa, nisip,
noroi, etc), care au rolul sa curete gazele si sa protejeze atat instalatiile de transport si distributie
cat si instalatiile de consum.
Aceste sisteme poarta denumirea de separatoare de impuritati si filtre de gaze naturale.
2
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 3/45
Capitolul 2
FILTRU DE GAZE NATURALE TIP F.G.N.
UTILIZARE :
Filtrul de gaze naturale tip F.G.N. este utilizat în toate domeniile unde gazele trebuiefiltrate, având rolul de a reţine particulele solide şi partial cele lichide antrenate de curentul degaze.
CONSTRUCŢIE :
Construcţia si calculul filtrului de gaze naturale tip F.G.N. s-a făcut pe baza prescripţiilor valabile pentru fabricarea recipientelor sub presiune.
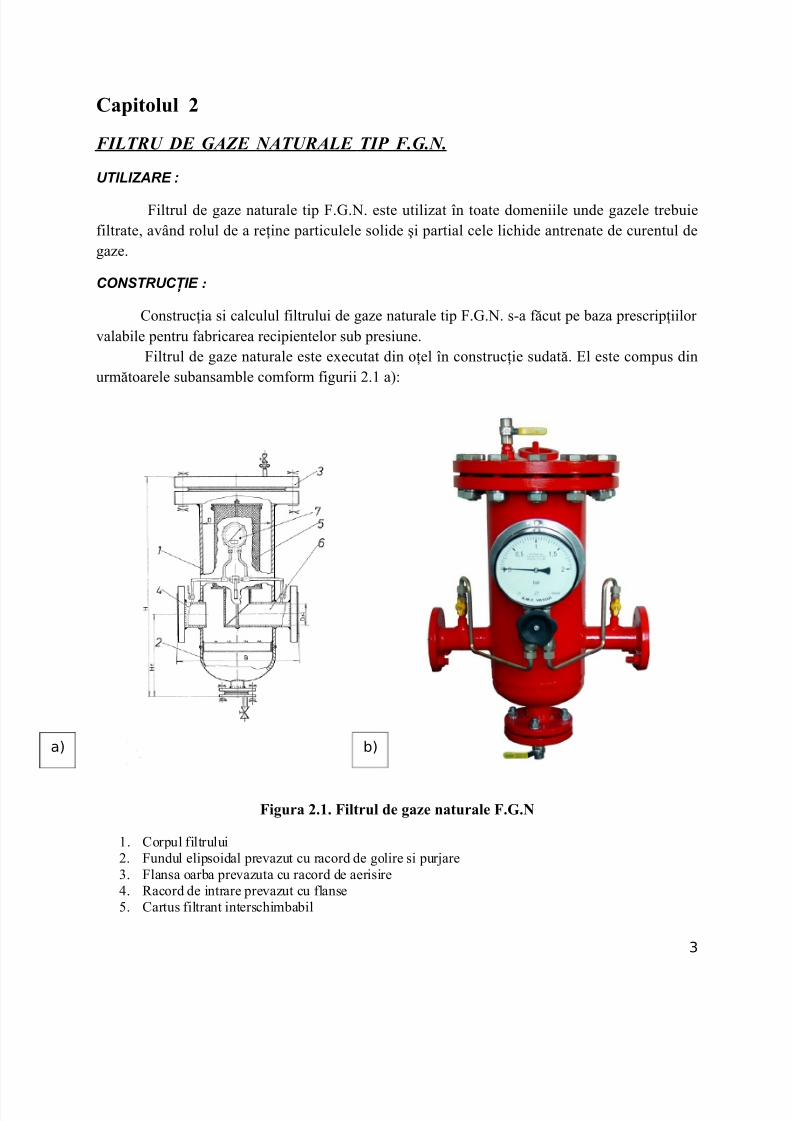
Filtrul de gaze naturale este executat din oţel în construcţie sudată. El este compus dinurmătoarele subansamble comform figurii 2.1 a):
Figura 2.1. Filtrul de gaze naturale F.G.N
1. Corpul filtrului2. Fundul elipsoidal prevazut cu racord de golire si purjare3. Flansa oarba prevazuta cu racord de aerisire4. Racord de intrare prevazut cu flanse5. Cartus filtrant interschimbabil
3
a) b)
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 4/45
6. Racord de iesire prevazut cu flansa7. Manometru diferential
FUNCŢIONARE:
Gazul încărcat cu particule solide si lichide pătrunde in corpul filtrului prin racordul deintrare. Aici se schimbă direcţia gazului, modificându-se viteza, iar în drumul către ieşire gazuleste obligat să treacă prin cartuşul filtrant, care reţine particulele solide si parţial cele lichide dingaze.
GRADUL DE FILTRARE:
Gradul de filtrare depinde de fineţea materialului filtrant aplicat pe cartuşul filtrant. Astfel avemdupă mărimea particulelor reţinute:
- filtru grosier cu fineţe de 800µ m ;
- filtru fin cu fineţe de 160µ m ;
- filtru extrafin cu fineţe de 10µ m.
CADEREA DE PRESIUNE:
Căderea maximă de presiune pe filtru, atunci când cartuşul se consideră îmbâcsit este de0,5 bar. In această situaţie cartuşul filtrant trebuie curăţat sau schimbat.
INTREŢINERE:
Intreţinerea filtrului constă din curăţirea sau schimbarea cartuşului filtrant când acesta esteîmbâcsit.
SIMBOLIZARE
Marcarea filtrelor se face printr-o serie de simboluri care ne ofera informatii de baza
vizavii de carateristicile tehnice ale acestuia astfel :
F.G.N.-D N P N D unde: D N –diametru niminal intrare – iesire [mm];
P N –presiunea nominala de lucru [bar];
D –diametrul nominal al corpului [mm].
4

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 5/45
Filtrele se construiesc pentru o gama larga de valori asa cum se observa in tabelele de mai jos.DN D P N P N H H1 B Q max
[mm] [mm] [bar] [bar ] [mm] [mm] [mm] [m3 /h]
20 100 10 25 530 190 300 15
25 100 10 25 530 190 300 20
50 200 10 25 700 260 500 80
80 200 10 25 975 280 500 190
100 250 10 25 1150 335 500 700
150 300 10 25 1315 410 650 1570
200 400 10 25 1470 500 775 2790
250 500 10 25 1480 530 900 4345
300 500 10 25 1865 630 900 5750
350 600 10 25 2100 600 1200 7520
DN D PN PN H H1 B Qmax
[ mm ] [ mm ] [bar] [ bar ] [ mm ] [ mm ] [ mm ] [ m3/h ]
20 100 40 64 530 190 300 15
25 100 40 64 530 190 300 20
50 200 40 64 745 345 500 85
80 200 40 64 1050 360 500 185
100 250 40 64 1230 400 550 690
150 300 40 64 1330 415 650 1690
200 400 40 64 1550 552 775 2770
250 500 40 64 1710 660 900 4350
300 500 40 64 1935 660 1050 6350
350 600 40 64 2200 650 1100 8540
In plansa 1 sunt prezentate mai detaliat elementele principale ale F.G.N. Asa cum amspecificat anterior elementele constructive principale (flansa cap, corp, racorduri intrare-iesire,fund bombat, etc) sunt imbinate intr-o structura nedemontabila prin sudare.
5

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 6/45
Capitolul 3
Prezentarea materialului metalic de baza si a compozitiei sale chimice
Corpul filtrului se realizeaza din otel carbon sau otel laminat. In varianta din otel laminatse obtine prin asamblarea din virole cilidrice. O virola cilindrica se obtine din tabla prin curbare pe valt si sudare in lungul generatoarei. In varianta din otel carbon, se realizeaza din teava
laminata la cald sau trasa la rece. Dimensiunile tevilor suntspecificate in tabelul de mai jos:
Tevile fara sudura din otel carbon, laminate la caldsau trase la rece se utilizeaza in constructia de utilaje cuconditii tehnice de calitate precizate, cat si in cele de uzgeneral. Acestea se livreaza cu lungimi de fabricatie de 4-12,5m. Tevile trebuie sa aiba suprafetele interioare siexterioare netede, corespunzatoare procesului de fabricatie.Suprafetele trebuie sa nu prezinte fisuri, suprapuneri dematerial, sulfuri, incluziuni metalice sau alte defecte vizibilecu ochiul liber.
Tevile se livreaza in stare ecruisata, sau tratate termic.Cele tratate termic (normalizate) se livreaza cu oxizi formatiin procesul tehnologic de fabricatie. La cerere se pot livra siin alte conditii de aspect al suprafetei (normalizata inatmosfera neutra N.A.N, decapata, etc)
Compozitia chimica [%] este prezentata in tabelulurmator:
Caracteristicile mecanice se prezinta astfel:Flansile sunt realizate dupa seria DIN 2527 PN6 pana
la PN40 si sunt realizate din otel carbon St 37-2 comformDIN 17100 respectiv DIN 1652, echivalent fiind OL 37-3comform STAS 500/2 si S235JR comform EURONORM10025.
Compozitia chimica este prezentata in tabelul urmator:
6

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 7/45
In aceste conditii pentru realizarea filtrului trebuie parcurse cateva etape si anume:- Taierea corpului filtrului la dimensiunile specificate din tronsonul de teava;
- Realizarea decuparilor pentru montarea elementelor anexe;- Prelucrarea mecanica a rosturilor de imbinare comform cerintelor;- Imbinarea corpului cu piesele anexe prin sudare.
Taierea se va realiza cu ajutorul unui echipament cu jet de plasma cu aer.
Capitolul 4Elemente tehnologice de baza pentru taierea termica
7

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 8/45
4.1. Adoptarea si prezentarea tipului de taiere termica aleasa
Sub denumirea generica de taiere termica se inteleg procedeele de taiere prin topire sauardere cu ajutorul unei surse termice. In aceasta categorie intra procedeele de taiere cu flacara
oxigaz, arc electric si laser. Asa cum a fost specificat pentru realizarea operatiilor de taierenecesare in procesul tehnologic de realizare al filtrelor F.G.N. s-a optat pentru taierea cu jet de plasma.
Taierea cu jet de plasma a fost aplicata la nivel industrial la inceputul anilor 60, dar dezvoltarea sa pentru debitari de precizie, in domeniul grosimilor mijlocii si mari dateaza de lainceputul anilor 70. Un salt calitativ a intervenit la nivelul anilor 90 prin dezvolatarea deechipamente capabile sa focalizeze si sa dirijeze mai eficient jetul de plasma.
Plasma este considerata a patra stare de agregare a materiei si se obtine prin amorsareaunui arc electric intr-un jet de gaz plasmagen care prin ionizare puternica va crea jetul de plasma.
Temperatura unui arc electric poate fi folosita pentru taierea metalelor. In torta cu plasmaaratata in figura 4.1 se poate obtine o temperatura de aproximativ 17000K.
Figura 4.1. Reprezentarea schematica a tehnologiei de taiere cu plasma.a) generarea jetului de plasma; b) transferul arcului catre piesa de lucru.
In aceste conditii materialul este topit rapid si cade din zona taiata. Efectulcombinat al temperaturii foarte mari si al actiunii jetului de gaz, produce o taietura foarte
ingusta, uniforma si foarte curata comparativ cu alte tipuri de taieri termice.Drept gaze pentru obtinerea jetului de plasma se folosesc argonul, heliul,
hidrogenul, sau amestecuri de argon (65-80%) si hidrogen (20-35%).Amorsarea arcului se face in doua etape:a) la inceput, datorita distantei mici dintre electrod si diafragma prin care este
obligat sa treaca jetul de plasma, se formeaza un arc secundar;
8
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 9/45
b) apoi, prin cresterea debitului de gaz si aducerea piesei in dreptul duzei, seformeaza arcul principal, intre electrod si piesa iar arcul secundar dispare.
Jetul de plasmă este folosit pentru debitarea metalelor de grosimi mici, având capacitateade a debita grosimi între 2 şi 50mm. În general pistoletele de debitat pot lucra doar pe materialeconductive termic şi electric pentru a iniţializa arcul, însă noile tehnologi permit ca formarea
arcului de plasmă să aibă loc între duză şi electrod. Jetul de plasmă este avantajos pentrudebitarea foilor metalice în forme complexe, circulare sau unghiulare.
Pistoletele de debitat cu jet de plasmă folosesc o serie de metode pentru a forma arcul de plasmă, depinzând de mediul înconjurător, sursa care este utilizată şi vechimea ei. Sursele maivechi utilizează un circuit de mare tensiune şi înaltă frecvenţă pentru a amorsa arcul. Aceastametoda are o serie de dezavantaje incluzând riscul electrocutării, dificultatea reparării sursei şi omare cantitate de emisii radioactive. Sursele de debitat cu jet de plasmă avansate, cum ar fiechipamente sau computere cu comandă numerică, utilizează contactul dintre piesă şi duză pentru a amorsa arcul; duza şi electrodul sunt în contact; când gazul începe sa curgă, duza este
împinsă înainte. O alta metoda, foarte puţin utilizată, este aceea de amorsare a arcului printr-odescărcare capacitivă în circuitul primar al sursei.Sursele analogice, care utilizează de obicei o putere mai mare de 2kW, folosesc un
transformator de înaltă frecvenţă. Invertoarele modifică linia de curent în curent continuu, careeste alimentat printr-un tranzistor IGBT (tranzistor bipolar cu grilă izolată). IGBT-urile suntîntâlnite la surse de curent de înaltă frecvenţă. Schimbările de frecvenţă pot varia adesea de la 10la 200Hz, depinzând de abilitatea tranzistorilor şi rectificatorilor; schimbarea la frecvenţe maimari reduce uşor fluxul magnetic din transformatorul secundar şi de aceea mărimea acestuia poate fi redusa constructiv. De aceea invertoarele folosite la debitarea cu jet de plasmă au o putere mare şi sunt uşoare; modelele noi sunt echipate cu circuit intern care permite surselor care
nu au factor de corecţie al puterii să funcţioneze cu ajutorul unor generatoare de putere.În cazul tăierii uscate, focalizarea jetului de plasmă este dată de forma duzei şi a piesei
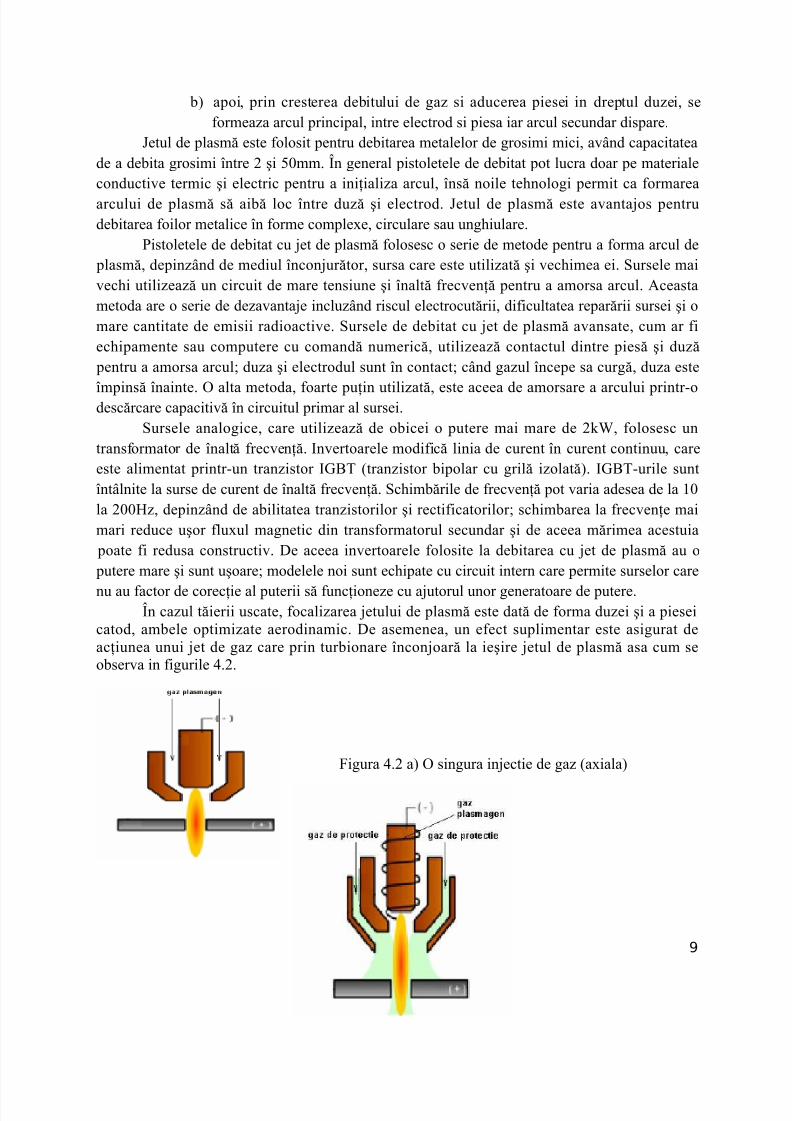
catod, ambele optimizate aerodinamic. De asemenea, un efect suplimentar este asigurat deacţiunea unui jet de gaz care prin turbionare înconjoară la ieşire jetul de plasmă asa cum seobserva in figurile 4.2.
Figura 4.2 a) O singura injectie de gaz (axiala)
9

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 10/45
Figura 4.2 b) Injectie de gaz plasmagen turbionara + injectie de gaz de protectie
Figura 4.2. c) Injectie degaz plasmagen turbionar si turbion de apa pentru
protectie si constrangere.
Gazul turbionar are şi rolul de protejare a duzei de stropii de metal, mai ales la începutulcontactului cu suprafaţa metaelului şi în timpul operaţiei de străpungere. Primul şi cel mai ieftingaz plasmagen folosit a fost aerul.
Taierea cu plasma de aer s-a utilizat la taierea otelurilor carbon incepand cu anul 1980.
Principiul procedeului este prezentat in figura 4.3.
Figura 4.3. Procedeul de taiere cu plasma de aer.
La grosimi de 12mm ale componentelor dinotel carbon, pot fi atinse viteze de taiere de 2-2,5m/min ceea ce determina un pret de cost de cca.20 de ori mai mic fata de taierea oxigaz.
10

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 11/45
In figura 4.4 este prezentat echipamentul de taiere cu plasma manual POWERMX45:
Figura 4.4 Powermax 45
Grosime de taiere: -Recomandat 12mm-Maximala 19mmTensiune de alimentare: 220v a.c.Tensiune nominala de iesire 132v d.cCurent de taiere: 20-45AAlimentare cu gaz: aer curat, uscat sinecontaminat cu ulei sau azotDebit aer: 170l/minPresiune flux: 6,2bari
In tabelul de mai jos este prezentata diagrama de taiere:
Gazul plasmagen poate fi debitat de o butelie de azot sau un compresor de aer echipat cuun sistem eficient de purificare si filtrare.
4.2. Avantajele tipului de taiere termica adoptate
11

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 12/45
Ca avantaje ale acestei tehnologi de taiere avem:
- Viteza ridicata de taiere;
- Precizie mare a taieturilor;
- Latime mica a ZIT;
- Gazul plasmagen ieftin (aer);
- Investitie moderata;
- Costuri de intretinere relativ mici;
- Usor de utilizat.
Ca dezavantale avem:
- Taieturi cu inclinatie pronuntata a fetelor la taierea clasica cu plasma.
4.3. Capacitatea de taiere a materialelor metalice
Oţelurile carbon şi slab aliate:
Se calculează un "carbon echivalent" Cech, cu formula:
Dacă Ce ≤ 0,35 oţelurile se taie fără dificultăţi şi nu prezintă pericol de fisurare(fisurarea se produce prin formarea de constituenţi fragili - bainită, martensită - la răcirea rapidăa zonei tăiate);
Dacă Ce > 0,35 trebuie efectuată o preîncălzire a materialului, urmată de o răcirerelativ lentă.
Preîncălzirea se poate face cu arzătoare fixe sau mobile (care se mişcă odată cuarzătorul de tăiere).
Temperaturile de preîncălzire la oţeluri carbon sunt, în general, următoarele:
Cech Temp. de preincalzirela piese cu grosimeas≤ 25mm(0C)
Temp. de preincalzirela piese cu grosimeas>25mm(0C)
Modul de racire al pieselor
0,35....0,40 - ...100 In aer linistit0,40....0,50 ...100 100...200 In aer linistit0,50....0,60 100...200 200...350 In cuptor 0,60...1,20 200...300 350...500 In cuptor peste 1,20 350...450 500...600 In cuptor
12

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 13/45
În general, se consideră că se pot tăia în bune condiţii, oţelurile carbon şi slab aliate careconţin mai puţin de: 0,5%C; 5%Cr; 4%Mn; 2%Ni.
Oţeluri mediu şi înalt aliate:
La acestea apare pericolul de fisurare (călire) a marginilor tăiate, iar oxizii formaţi pot săaibă temperaturi înalte de topire.
În general, se pot tăia bine (cu preîncălzire , dacă se depăşesc unele valori în conţinutulde elemente de aliere):− oţeluri cu până la 19% Ni (cu preîncălzire de la 9% Ni)− oţeluri cu până la 12% Mn (cu preîncălzire de la 1,5% Mn)− oţeluri cu până la 10% Cr (cu preîncălzire de la 2%Cr)− oţeluri cu până la 4% Si fără preîncălzire cu condiţia ca C ≤ 0,2%!!!
Asa cum am specificat anterior pentru realizarea filtrului F.G.N. vor trebui efectuatediferite tipuri de taieri si decupari asupra piesei de baza (teava din care se efectueaza corpul), pentru a fi adusa la forma ceruta in vederea asamblarii prin sudare.
Teava din care se realizeaza corpul este teava rotunda fara sudura din otel carbon,
laminate la cald sau tras la rece OLT 35, 45, 65 comform STAS 8183-80 cu urmatoarea
compozitie chimica:
Elementcomponent
Tip otel C Mn Si P S N
Corp OLT35 0,1 0,4 0,2 0.04 0,045 -
Flansi OL37-1K 0,17 1,4 - 0,045 0,035 0,009
Calculam carbonul echivalentpentru piesa noastra:
= 0.16 < 0.35 =>operatia de taiere se
poate face fara preincalzire.
4.4. Zona de influenta termica (ZIT)
Prin ZIT figura 4.5. se înţelege zona adiacentă unei tăieturi (suduri) termice, în care sau
produs modificări structurale ca urmare a încălzirii peste pragul de recristalizare.
Figura 4.5. Zona deinfluenta termomecanicaZIT
13

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 14/45
-la grosimi s < 100 mm : ZIT ≈ 2 mm-la grosimi s ≈ 200 mm : ZIT ≈ 3...4 mm
Dacă oţelul tăiat are un conţinut ridicat de carbon sau este aliat, atunci ZIT poate să ajungă la 6…7 mm.
4.5. Precizia dimensionala a taierii
Aceasta depinde de modul de urmărire a trasajului, desenului, şablonului etc.
a) Urmărire manuală:− după trasaj ± 1,4 mm− cu rolă sau ac, după desen la scară 1:1 ± 1 mm− cu spot luminos, după desen la scară 1:1 ± 0,8 mm
b) Urmărire automată:
− fotoelectrică (după desen scara 1:1 ± 0,6 mm)− cu şablon şi rolă magnetică ± 0,6 mm− comandă program ± 0,4 mm
4.6. Elaborarea planului de taiere pentru piesele componente aleansamblului ales.
- volumul deşeurilor să fie mult mai mic faţă de elementul tăiat, astfel ca deformaţiile să se
producă la deşeuri;- sensul de taiere la decuparea unor discuri sau piese dreptunghiulare este prezentat infigura 4.6:
Figura 4.6. Sensul de taiere
14
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 15/45
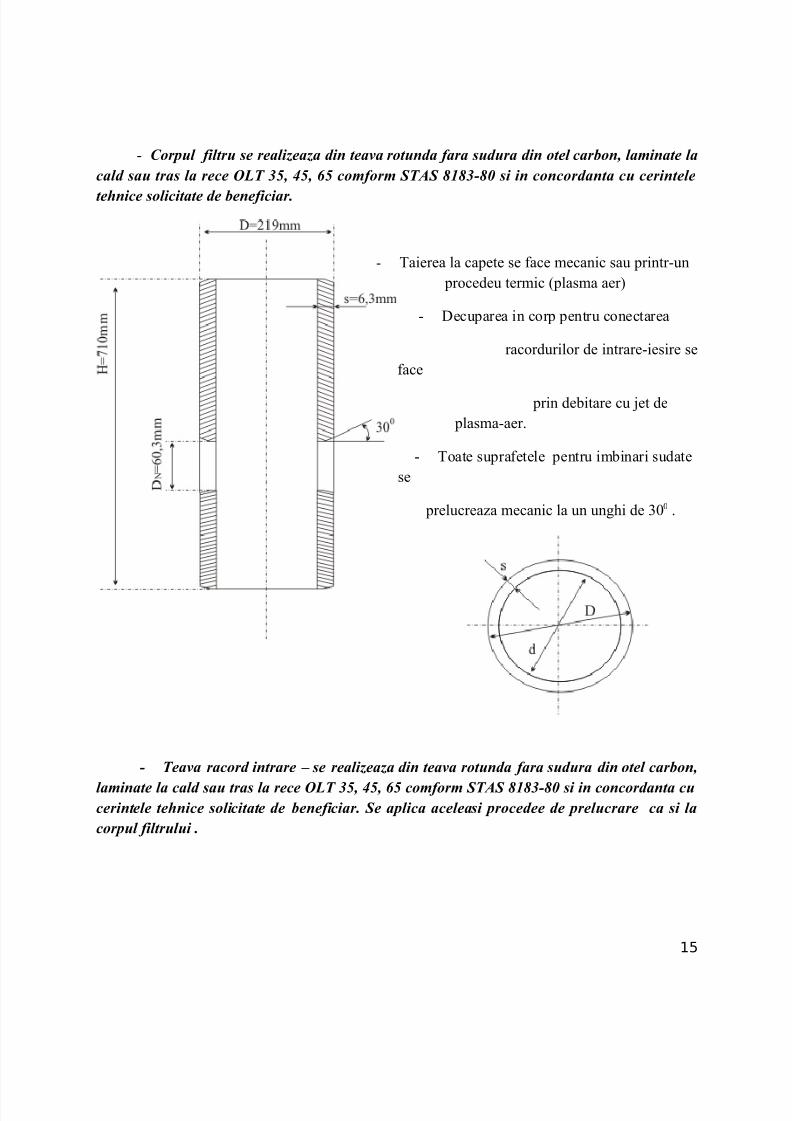
- Corpul filtru se realizeaza din teava rotunda fara sudura din otel carbon, laminate la
cald sau tras la rece OLT 35, 45, 65 comform STAS 8183-80 si in concordanta cu cerintele
tehnice solicitate de beneficiar.
- Taierea la capete se face mecanic sau printr-un procedeu termic (plasma aer)
- Decuparea in corp pentru conectarea
racordurilor de intrare-iesire seface
prin debitare cu jet de plasma-aer.
- Toate suprafetele pentru imbinari sudatese
prelucreaza mecanic la un unghi de 300 .
- Teava racord intrare – se realizeaza din teava rotunda fara sudura din otel carbon,
laminate la cald sau tras la rece OLT 35, 45, 65 comform STAS 8183-80 si in concordanta cucerintele tehnice solicitate de beneficiar. Se aplica aceleasi procedee de prelucrare ca si la
corpul filtrului .
15
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 16/45
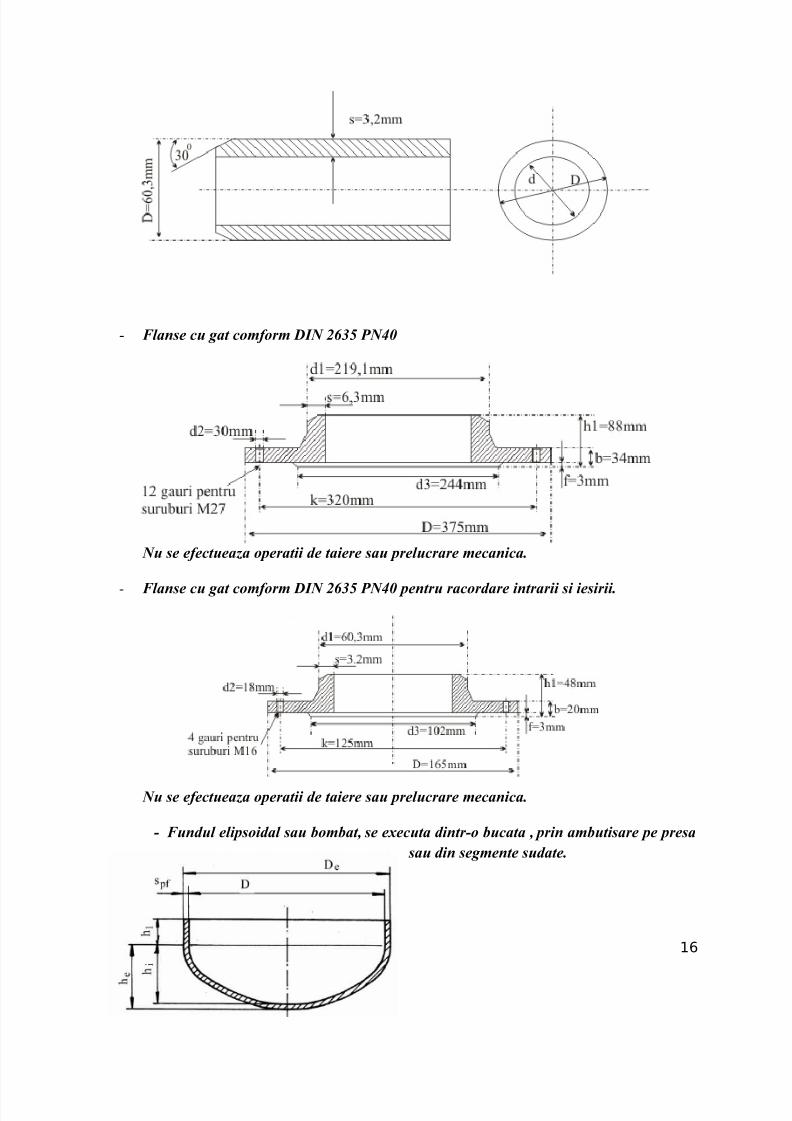
- Flanse cu gat comform DIN 2635 PN40
Nu se efectueaza operatii de taiere sau prelucrare mecanica.
- Flanse cu gat comform DIN 2635 PN40 pentru racordare intrarii si iesirii.
Nu se efectueaza operatii de taiere sau prelucrare mecanica.
- Fundul elipsoidal sau bombat, se executa dintr-o bucata , prin ambutisare pe presa
sau din segmente sudate.
16

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 17/45
Se utilizează în mod obişnuit funduri cu hi/D=0,25 , pentru care tensiunile inelare în zonaadiacentă ecuatorului sunt relativ mici.
Dupa taierea si prelucrarea mecanica a pieselor se va trece la imbinarea acestora prinsudare comform fisei tehnice de executie. Metoda de sudare aleasa este sudarea electricamanuala cu electrozi inveliti.
4.7. Calitatea taierilor cu jet de plasma
- La tăierea manuală corectă, rugozitatea corespunde unei strunjiri grosolane.
- La tăierea mecanizată, asperităţile au valori sub 50μm, rugozitatea corespunzând unei strunjirifine sau unei rectificări grosolane.- Dacă pe suprafaţa tăiată apare o “întârziere” (curbare) a striurilor |||||→)))) înseamnă că viteza
de tăiere a fost prea mare figura 4.7.b).- Dacă pe suprafaţă apar topiri grosolane şi“smulgeri” de material (lipsuri) rezultă că vitezade tăiere a fost prea mică figura 4.7.c).
17

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 18/45
Figura 4.7.Aspecte ale diferitelor tipuri de taieri in functie de viteza de taiere
4.8. Masuri de tehnica securitatii muncii la taierea cu de plasma
SOCURILE ELECTRICE POT FI LETALE- Instalarea electrica a unitatii de taiat in plasma trebuie facuta numai de personalul
"CALIFICAT" in acest scop, conform legilor de Protectie a muncii in vigoare.- Asigurati-va de conectarea cablului de alimentare la " BORNA DE MASA"- Evitati orice "CONTACT DIRECT" cu partile neizolate ale "CIRCUITULUI DE TAIERE",
circuit ce include ansamblul conductorilor strabatuti de curent.- Purtati intotdeauna echipament de protectie : manusi, sort, masca, pantofi de protectie, etc.- Pastrati echipamentul de protectie curat si in buna stare.- NU UTILIZATI cablul sau capul de taiere daca izolatia este uzata sau degradata sau daca
conexiunile electrice sunt slabite.- NU FOLOSITI aparatul in incaperi umede sau in ploaie.- DECONECTATI aparatul de la retea in timpul instalarii sau in timpul operatiilor de
intretinere si reparatii.
RADIATIILE PRODUSE DE ARCUL CU PLASMA POT DAUNA OCHILOR SI POTPROVOCA ARSURI PIELII.
- Protejati-va intotdeauna ochii cu ochelari de sudura din sticla inactinica sau cu o masca pentrusudura : DIN 4 -10, in functie de modul de taiere (din apropiere sau de la distanta) si infunctie de intensitatea curentului.
- Purtati echipament de protecti si evitati expunerea pielii la razele ultraviolete produse de arculelectric.
- Asigurati-va ca cei din preajma dumneavostra se protejeaza in acelasi mod.
FUMUL SI GAZUL DEGAJAT IN TIMPUL OPERATIUNILOR DE TAIERE POT FIDAUNATOARE SANATATII
- Asigurati o buna circulatie a aerului in perimetrul de taiere cu plasma.- Utilizati masca respiratorie individuala daca sistemul de ventilatie nu este suficient pentru a
inlatura fumul si gazul degajat.- Nu taiati materiale care au fost curatite in prealabil cu solventi clorurati: vaporii degajati prin
actiunea razelor ultra-violete produse de arc pot fi toxici.- Evitati taierea suprafetelor vopsite, acoperite galvanic ori murdarite cu ulei sau grasimi.
Curatati suprafetele inainte de taiere.
18
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 19/45
ZGOMOTUL POATE DAUNA AUZULUI.
- Zgomotul produs de taierea in plasma poate depasi 85 dB (A).- Verificati nivelul de EXPUNERE INDIVIDUALA la zgomot. zilnic.- Utilizati mijloace adecvate de protectie in cazul in care limita admisa de zgomot este depasita.
SCINTEILE SI METALUL TOPIT POT PRODUCE INCENDII.- Nu taiati pe containere sau tevi continand produse inflamabile in stare lichida sau gazoasa.- Indepartati materialele inflamabile din zona de taiere pe un perimetru de 10 metri.- Asigurati-va de existenta mijloacelor de stingerea incendiilor in zona.
INTRODUCERE SI DESCRIERE GENERALAARCUL DE PLASMA SI PRINCIPII DE BAZA PENTRU EXECUTAREA OPERATIEI DETAIERE IN PLASMA
- Plasma este un gaz incalzit la o temperatura foarte inalta. Astfel el se ionizeaza si devine un bun conductor electric.
- Taierea in plasma foloseste plasma pentru a transfera arcul electric partii metalice care setopeste prin incalzire si apoi se separa.
- Capul de taiere necesita o alimentare cu aer comprimat pentru a se putea genera plasma si ase raci in acelasi timp.
- Apropiind capul de taiere de piesa ce urmeaza a fi taiata (conectata la polaritate pozitiva (+)arcul electric este transferat catre piesa creindu-se un arc in plasma intre electrod (-) si piesa.
- Timpul de mentinere al arcului pilot este de maximum 2 secunde. Daca transferul arcului nuse realizeaza in acest interval de timp ciclul este imediat oprit cu exceptia aerului
comprimat.- In vederea initializarii unui nou ciclu este necesar ca butonul capului de taiere sa fie reapasat.
Capitolul 5.Tehnica sudarii cu electrozi inveliti
5.1. Elemente tehnologice de baza pentru sudarea electrica manuala cu electrozi
inveliti
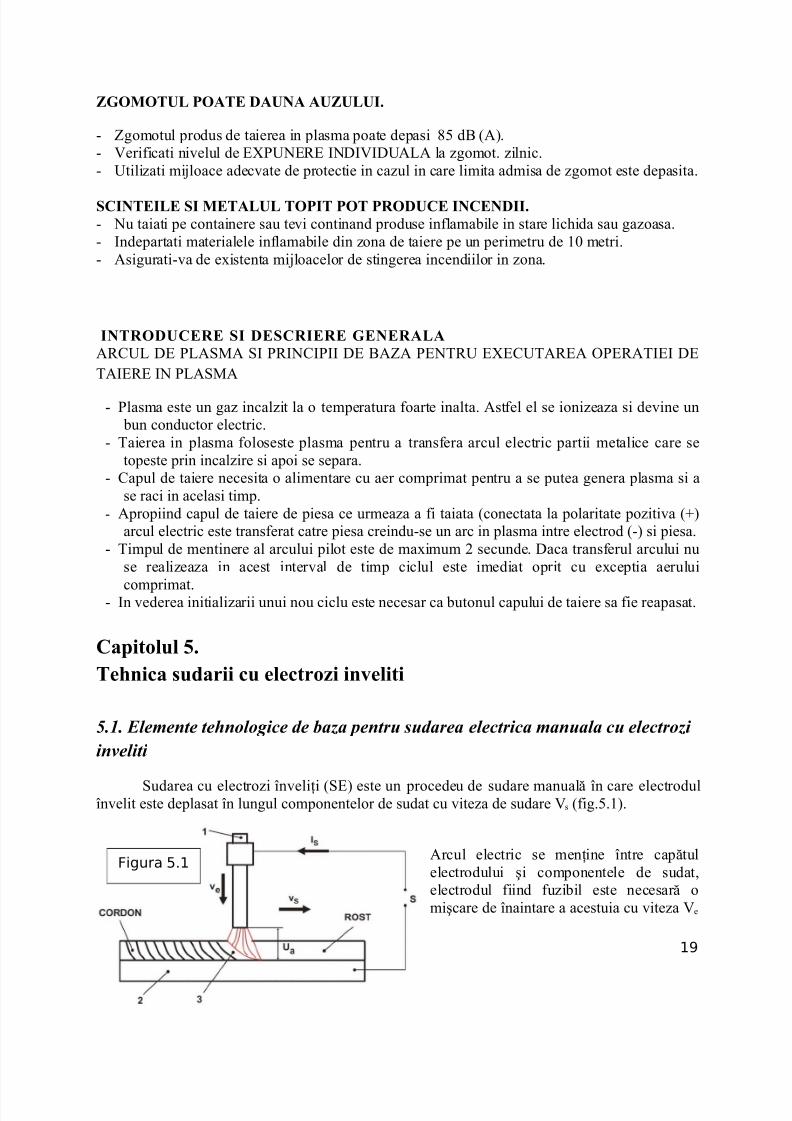
Sudarea cu electrozi înveliţi (SE) este un procedeu de sudare manuală în care electrodulînvelit este deplasat în lungul componentelor de sudat cu viteza de sudare Vs (fig.5.1).
Arcul electric se menţine între capătulelectrodului şi componentele de sudat,electrodul fiind fuzibil este necesară omişcare de înaintare a acestuia cu viteza Ve
19
Figura 5.1

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 20/45
spre componentele de sudat. Intensitatea curentului de sudare se stabileşte în circuitul format dinelectrod, arcul electric şi sursa de sudare iar tensiunea arcului între capătul electrodului şi baia demetal topit.
Dintre performantele cele mai importante ale procedeului S.E. se remarcă posibilitatearealizării operaţiei de sudare aproape la toate metalele şi aliajele metalice. Grosimea
componentelor de sudat variază de la valoarea minimă de circa 1 mm până la valorile cele maimari posibile. Prin acest procedeu se poate suda în orice poziţie. Procedeul S.E. dă posibilitateaunei accesibilităţi uşoare la toate cordoanele de sudură a unei structuri sudate. Echipamentele desudare pentru acest procedeu sunt ieftine, simple şi uşor de întreţinut. Principiul unei instalatii desudat cu electrozi inveliti este prezentata si in figura 5.2
Figura 5.2
Procedeul S.E. are însă şi o serie de dezavantaje de natură economică şi a productivităţii.Astfel, factorul operator este foarte redus, mai mic decât 25%, iar gradul de utilizare almaterialului de adaos este dintre cele mai reduse, cifrându-se la mai puţin de 65%. Din acestmotiv sudarea cu electrozi înveliţi, în multe situaţii, în care există posibilitatea tehnică şieconomică a înlocuirii ei cu o sudare mecanizată, aceasta din urma trebuie introdusă.
Factorul operator redus şi gradul de utilizare al materialului de adaos mic se datoreazănecesităţii schimbării frecvente a electrozilor. Capătul prins în cleştele port electrod se pierde deobicei. De asemenea, pierderi importante au loc şi în timpul procesului de sudare datorităstropilor. Schimbarea frecventă a electrozilor ingreunează desfăşurarea continuă a procesului desudare, scade productivitatea muncii, deci şi factorul operator, dar totodată creează cratere careduc la concentratori de tensiune, zone periculoase în condiţiile comportării fragile a materialuluişi care reduc rezistenţa la oboseală a îmbinării.
Componentele cu grosimea sub 3 mm se sudează dintr-o singură trecere fărăa prelucrareamarginilor. Componentele cu grosimea cuprinsă între 3-7 mm se sudează S.E. dintr-o singurătrecere cu rostul prelucrat în V. Îmbinările de colţ se sudează dintr-o singură trecere până lacalibrul de 8 mm.
De obicei intensitatea curentului de sudare la S.E. este cuprinsă între 25-500 A. Nu sefoloseşte o intensitate mai mare de 500 A întrucât electrodul ar trebui să aibă diametrul preamare, pentru a reduce supraîncălzirea acestuia prin efect Joule, devine greu şi dificil de mânuit.Tensiunea arcului este cuprinsă între 15 şi 35 V, iar viteza de sudare între 6-30 m/h.
20

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 21/45
5.2. Particularitati tehnologice ale tipului de sudare adoptat
- Diametrele electrozilor inveliţi – 1,6; 2,0; 2,5 ; 3,2 ; 4,0 ; 5,0 ; 6,0- Curent desudare 40 – 500 A;- Tensiune de sudare 15 – 35 V- Se pot suda grosimi de la 1 la 200 mm;- se pot suda majoritatea metalelor si aliajelor metalice. Excepţie fac metalele active saurefractare (magneziu, titanul, wolframul);- se poate suda cap la cap dintr-o trecere cu rost in I grosimi de până la 3 mm; pentru grosimimai mari se utilizează rostul in V.
Randurile sudate pot fi:- trase, fără pendulare – utilizate la stratul de rădăcină sau când se doreşte reducerea tensiunilor şi deformaţiilor.- Cu pendulare – se asigură o încălzire mai bună a marginilor piesei şi o reducere a vitezei desolidificare a băii. Pendularea se face cu o aplitudine cuprinsă între dimensiunea electrodului şitriplul acestei dimensiuni.- forma şi dimensiunea rosturilor sunt standardizate şi ele se aleg în funcţie de tipul şi grosimeamaterialului de bază, tipul îmbinării şi poziţia de sudare.- La sudarea în mai multe straturi, primul strat (stratul de rădăcina) se depune cu electrozi de 2,5sau 3,2 mm iar celelalte straturi (straturi de umplere) se depun cu electrozi de 4, 5 sau 6 mm.
Echipamentul pentru sudare
La sudarea cu electrozi înveliţi se folosesc surse de sudare cu caracteristică coborâtoare.Echipamentele pentru sudarea cu electrozi inveliţi se pot împarţi în următoarele clase:
- Transformatoare pentru sudare :Avantaje: cele mai ieftine echipamente pentru sudare.Dezavantaje: nu se poate suda cu electrozi bazici; comportare la sudare limitata; greutatemare.
- Redresoare cu diode pentru sudare – faţă de transformator, permite sudarea electrozilor bazici
- Redresoare cu tiristori pentru sudare – faţă de redresorul cu diode, permite reglareacontinuă a curentului de sudare şi poate permite utilizarea ciclurilor automate cu reacţieinversă pentru îmbunătăţirea comportarii la sudare.
- Invertoare pentru sudare. Avantaje: au greutate redusă (de aproximativ 10 ori maiuşoare decât transformatoarele); Se comporta placut la sudare datorită reacţiei inverse şimodularii caracteristicii de sudare în funcţie de aplicaţie; Economie la consumul decurent electric datorită compensării factorului de putere. Dezavantaje: preţ mare deachiziţie; se defectează uşor dacă nu sunt îndeplinite condiţiile de utilizare.
21

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 22/45
5.3. Fenomene metalurgice in baia de metal topit (BM) si in cusatura (Cus)
Proprietăţile cusaturii sunt determinate de compoziţia chimică şi de condiţiile de cristalizare a băii de metal topit.
În scurta perioadă de existenţă a bai de metal topit, fenomenele sunt influenţate de materialulde baza şi materialul de adaos, de atmosfera din zona de sudare şi de stratul de zgură (dacăexistă).
Fenomenele metalurgice sunt identice cu cele de la elaborarea oţelului dar prezintă condiţiispeciale (volum mic de metal topit 0,5... 3 cm 3, viteze de încălzire şi răciri mari, gaze sub presiune etc.).
Principalele fenomene metalurgice, în această zonă, sunt:− absorbţia de gaze (O2, N, H);
− oxidarea;− evaporarea şi arderea elementelor de aliere;− formarea şi degajarea de gaze;− alierea metalului cusăturii.
Oxigenul: reduce plasticitatea, creste temperatura de tranziţie, scade rezistenta la rupere (Rm) Măsuri :se utilizează oţeluri calmate sau semicalmate, se curăţă piesele de rugină şi oxizi.
Azotul: reduce plasticitatea, scade duritatea Vickers (KV), creste rezistenta la rupere (Rm) şiduritatea Brinell (HB).
Măsur i: utilizarea de oţeluri calmate cu Al sau Ti, arc scurt la sudare.Hidrogenul: scade plasticitatea, determină formarea de microfisuri (prin recombinareamoleculară în spaţiile granulare şi reticulare) şi fisuri în cusătură şi în zonele învecinate acesteia.
Măsuri : uscarea electrozilor şi a fluxurilor, curăţarea pieselor de uleiuri şi vopsele,introducerea de fluorină (CaF2) în învelişul electrozilor şi în fluxuri, pentru “legarea”hidrogenului.
Aceste gaze pot produce şi pori în cusătură, deoarece la răcirea materialului de baza şicusaturii scade solubilitatea gazelor respective. Dacă viteza de ieşire a bulelor de gaz este maimică decât viteza de înaintare a frontului de cristalizare, se formează pori (sufluri).
Măsuri: limitarea vitezei de răcire a cusăturii prin cresterea curentului de sudare Is sau prin preîncălzire.
Cusătura sudată se solidifică ciclic: deşi viteza de sudare Vs este relativ constantă,degajarea căldurii latente de cristalizare supraîncălzeştepentru un moment baia de sudură,întrerupând procesul de cristalizare care se reia ulterior. Rezultă o suprafaţă "cu solzi" a cusăturii
(fig5.3).
Figura 5.3. Suprafata cu formade solzi a cusaturii.
22
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 23/45
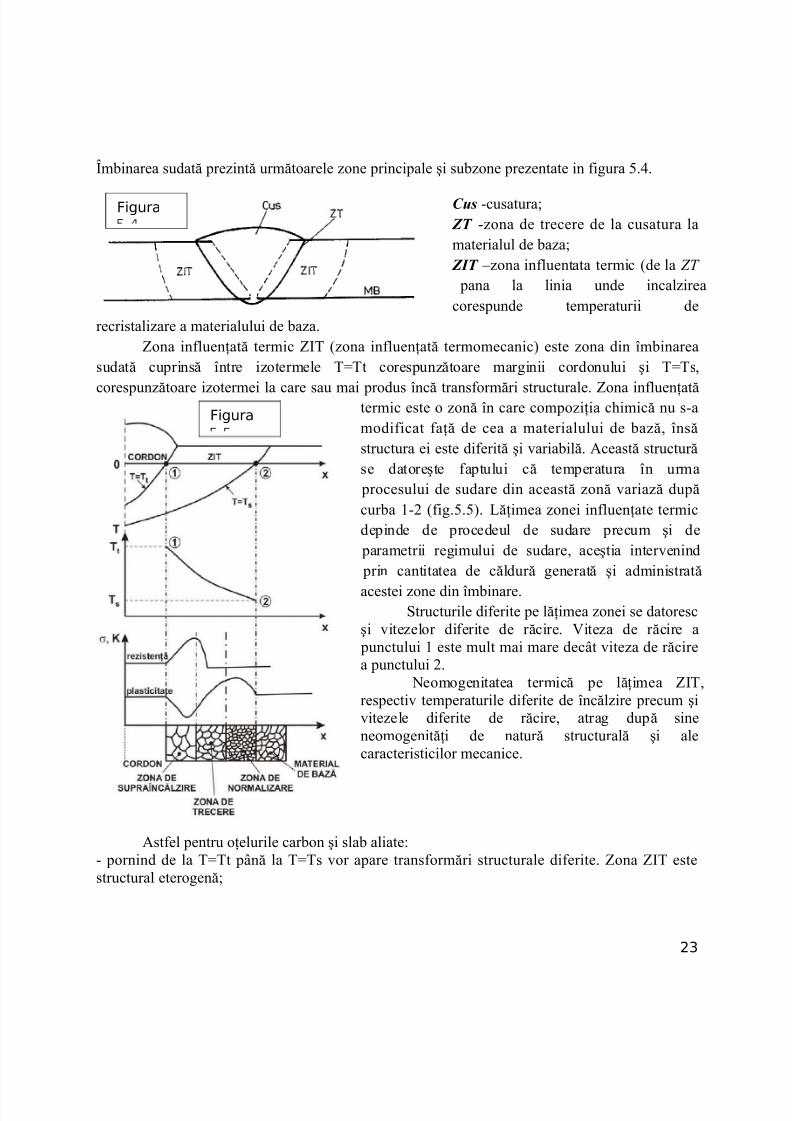
Îmbinarea sudată prezintă următoarele zone principale şi subzone prezentate in figura 5.4.
Cus -cusatura; ZT -zona de trecere de la cusatura lamaterialul de baza; ZIT –zona influentata termic (de la ZT pana la linia unde incalzireacorespunde temperaturii de
recristalizare a materialului de baza.Zona influenţată termic ZIT (zona influenţată termomecanic) este zona din îmbinarea
sudată cuprinsă între izotermele T=Tt corespunzătoare marginii cordonului şi T=Ts,
corespunzătoare izotermei la care sau mai produs încă transformări structurale. Zona influenţatătermic este o zonă în care compoziţia chimică nu s-amodificat faţă de cea a materialului de bază, însăstructura ei este diferită şi variabilă. Această structurăse datoreşte faptului că temperatura în urma procesului de sudare din această zonă variază dupăcurba 1-2 (fig.5.5). Lăţimea zonei influenţate termicdepinde de procedeul de sudare precum şi de parametrii regimului de sudare, aceştia intervenind prin cantitatea de căldură generată şi administrată
acestei zone din îmbinare.Structurile diferite pe lăţimea zonei se datoresc
şi vitezelor diferite de răcire. Viteza de răcire a punctului 1 este mult mai mare decât viteza de răcirea punctului 2.
Neomogenitatea termică pe lăţimea ZIT,respectiv temperaturile diferite de încălzire precum şivitezele diferite de răcire, atrag după sineneomogenităţi de natură structurală şi alecaracteristicilor mecanice.
Astfel pentru oţelurile carbon şi slab aliate:- pornind de la T=Tt până la T=Ts vor apare transformări structurale diferite. Zona ZIT estestructural eterogenă;
23
Figura
Figura

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 24/45
- lângă cordonul de sudură grăunţii cristalini vor avea dimensiuni mai mari ca urmare atemperaturilor ridicate ce le-au dat posibilitatea de a se dezvolta. La temperaturile mai scăzuteale ZIT dimensiunile grăunţilor vor fi mai reduse, specifice structurii de normalizare;- structurile din apropierea cordonului de sudură vor fi structuri îndepărtate de cele de echilibru,iar structurile din vecinătatea materialului de bază, neafectat termic, vor fi structural apropiate de
cele de echilibru;- structurile depărtate de cele de echilibru cu grăunţi mari, au rezistenţă mecanică mare şi plasticitate redusă, iar grăunţii fini, specifici structurilor de echilibru au rezistenţă mică şi plasticitate mare (fig. 5.5).
Ca atare, cordonul de sudură şi ZIT sunt nu numai zone de neomogenitate chimică şistructurală ci şi de neomogenitate a caracteristicilor mecanice. Datorită acestor particularităţi aleZIT, ea constituie zona cea mai sensibilă a îmbinării sudate.
5.4. Aprecierea sudabilitatii otelurilor (carbonul echivalent C ech )
Sudabilitatea este proprietatea unui material de a se îmbina nedemontabil cu un alt material prin formarea unor legaturi atomice între atomii marginali ai suprafetelor de îmbinat în anumiteconditii de temperatura si/sau presiune. Sudabilitatea este o însusire complexa determinata de: proprietatile materialului de baza si de cele ale materialului de adaos, de tehnologia de sudare side nivelul solicitarilor în exploatare.
Metodele de încercare, utilizate în prezent pentru determinarea sudabilitatii, sunt numeroasesi variate, fara sa se fi ajuns la standardizarea unor metode unice. Pentru aprecierea sudabilitatiise fac încercari laborioase asupra materialului de baza, asupra zonei influentata termic (ZIT),asupra sudurii propriu-zise si asupra îmbinarilor sudate.
Conform STAS 7194, aprecierea sudabilitatii otelurilor ia in considerare: comportarea metalurgica la sudare (compozitie chimica, caracteristicimetalografice, caracteristici mecanice, tendinta de fisurare la cald sau la rece), definita
de modul cum reactioneaza otelul fata de actiunea unui anumit proces de sudare,actiune localizata în zona de trecere si în zona influentata termic; comportarea tehnologica la sudare, definita ca posibilitatea de a se realizaîmbinari printr-un anumit procedeu de sudare, în vederea realizarii anumitor cerinte; comportarea în constructia sudata, definita de capacitatea otelului de a preluaîncarcari în anumite conditii de exploatare.
În continuare se va aprecia sudabilitatea unor oteluri numai pe baza factoruluimetalurgic. Comportarea metalurgica la sudare se poate determina având în vedere compozitiachimica a otelului si tendinta de fisurare la cald si la rece.
Influenta compozitiei chimice asupra sudabilitatii otelurilor nealiate si slab aliate seexprima cu ajutorul conceptului de carbon echivalent, determinat dupa relatia (STAS 7194):
În functie de procentul de carbon echivalent obtinut otelul se încadreaza în una din celetrei grupe de sudabilitate:
- grupa Ia - sudabilitate buna neconditionata (Ce< 0,25%);
24

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 25/45
- grupa Ib - sudabilitate buna conditionata (0,25% < Ce < 0,5%);- grupa II – sudabilitate posibila (0,5% < Ce < 0,65%);- grupa III – sudabilitate necorespunzatoare ( 0, 65 < Ce < 1%).
Cu masuri tehnologice speciale (preîncalzirea pieselor, folosirea unor anumite materiale
de adaos, folosirea unor procedee speciale adecvate), se pot suda si oteluri cu Ce > 0,65%.Otelurile care se încadreaza în grupa Ia de sudabilitate pot fi sudate prin toate procedeele de sudare prin topire sau prin presiune fara restrictii speciale.
Grupa Ib se refera la categoria otelurilor la care garantarea calitatii îmbinarii sudate seface numai în anumite conditii. Astfel, se limiteaza grosimea maxima sudabila, se prescriumetode de sudare adecvate, preîncalziri, tratamente termice, se interzice sudarea la temperaturisub 5ºC, în vânt sau în ploaie, etc.
Cu otelurile din grupa II se pot realiza constructii sudate de calitate corespunzatoarenumai în anumite conditii, fara a se garanta calitatea si siguranta în exploatare. Conditiilerestrictive se refera la preîncalziri, tratamente termice, metoda de sudare, parametrii regimuluide sudare, etc’
Otelurile care se încadreaza în grupa III de sudabilitate, în general, nu permit realizareade îmbinari sudate de calitate buna.Fisurarea datorata factorilor metalurgici se produce în cursul procesului de cristalizare-
racire a cusaturii din cauza micsorarii scaderii plasticitatii materialului cu continut mare deelemente însotitoare sau de impuritati. Cel mai frecvent se pot produce fisuri în mijloculcusaturii (1), în zona de diluare (2), în zona de racordare (3), sub cordon (4) sau în zonainfluentata termic (5), fig. 4.5.
Figura 4.5. Posibile fisuri datorate factorilor
metalurgici.
Cele mai periculoase sunt cele de racordare si de sub cordon deoarece sunt greu deidentificat si produc desprinderea cusaturii dupa contur. Din punct de vedere metalurgic fisurilese pot forma la cald sau la rece.
Fisurile la cald apar la sfârsitul procesului de recristalizare si formarea lor estefavorizata la otelurile si aliajele cu interval mare de solidificare. În scopul aprecieriicomportarii otelurilor din acest punct de vedere se foloseste notiunea de indice de sensibilitate
la fisurare la cald HCS, care poate fi determinat cu ajutorul relatiei:
Otelul prezinta sensibilitate redusa la fisurare la cald daca indicele determinat rezultasub 4.
25

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 26/45
Fisurile la rece se formeaza în cursul racirii cusaturii, un rol important avându-lcontinutul de hidrogen difuzibil. Pentru aprecierea sensibilitatii la fisurare la rece se folosestedeterminarea parametrului de fisurare P, cu relatia:
in care H-este continutul de hidrogen in cm3/100g.
Continutul de hidrogen se determina cu ajutorul graficului prezentat mai jos, în functiede carbonul echivalent si de metoda de sudare. Cu cât valoarea lui P este mai micasensibilitatea la fisurare la rece scade.
In cazul nostru avem:
Elementcomponent
Tip otel C Mn Si P S N
Corp OLT35 0,1 0,4 0,2 0.04 0,045 -Flansi OL37-1K 0,17 1,4 - 0,045 0,035 0,009
Carbonul echivalent:
Pentru corp avem: Ce=0,16% - Grupa Ia de sudabilitate
26

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 27/45
Pentru flansi avem: Ce=0,40 – Grupa Ib de sudabilitate
Indice de sensibilitate la fisurare la cald HCS:
Pentru corp avem: HCS=5,75>4 =>(tendinta de fisurare la cald)Pentru flansi avem: HCS=3,23 <4 =>(sensibilitate redusa la fisurare)
Parametrul de fisurare la rece P:
Pentru corp avem: P=0,34 (nu are tendinta de fisurare la rece)Pentru flansi avem: P=0,39 (nu are tendinta de fisurare la rece)
5.5. Alegerea materialului de adaos si a auxiliarelor
Prin acestea se înţeleg totalitatea materialelor metalice şi nemetalice care se utilizează la
realizarea îmbinărilor sudate. Principiul care stă la baza alegerii materialelor de adaos (MA) urmăreşte obţinerea de
cusături cu compoziţie chimică, caracteristici mecanice şi comportare în exploatare apropiatede cele ale materialelor de bază (M.B.), adică realizarea compatibilităţii chimico-mecanico-metalurgice.
La alegerea MA se ţine seama de:− compoziţia chimică a M.B.;− caracteristicile mecanice şi tehnologice ale M.B.;− metoda şi procedeul de sudare (arc acoperit, descoperit, gaz protector etc.);− condiţiile de sudare (poziţia de sudare, temperatura etc.);− condiţiile de exploatare a structurii sudate;
− factori economici.
5.5.1. Sârme şi vergele pentru sudarea oţelurilor (STAS 1126-87)
Sunt sârme (în colaci) sau vergele, din oţeluri carbon sau aliate, utilizate pentru sudareacu flacără oxigaz, în atmosferă de gaz protector, sub flux, şi pentru fabricarea electrozilor înveliţi.Simbolizare (exemplu):
27

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 28/45
S 12 Mn 2 Si φ 1,6 / STAS 1126 – 87; S - simbolul sârmei de sudare; 12 - % max. de C în sutimi de procent; Mn2 - element de aliere (2%Mo); Si - element de aliere (sub 1% nu se menţionează conţinutul în procente);
φ1,6 - diametrul sârmei.
Diametrele nominale de sârme sunt:φ 0,6/ 0,8/ 1,0/ 1,2/ 1,6/ 2,0/ 2,5/ 3,25/ 4,0/ 5,0 mm.
5.5.2. Electrozi înveliţi pentru sudarea oţelurilor carbon şi slab aliate
Sunt constituiţi din vergele metalice pe care se aplică, prin presare, un înveliş dinsubstanţe care, prin topirea şi gazeificarea lor, asigură:
arderea stabilă a arcului electric (funcţia ionizatoare); formarea unui mediu gazos protector pentru metalul topit din spaţiul arcului electric; formarea unei cruste de zgură care reduce viteza de răcire a B.M. şi a Cus; degazeificarea B.M., reducerea %S şi %P; pentru mărirea productivităţii sudării, învelişul poate conţine pulbere de Fe astfel că se
poate depune, în acelaşi interval de timp, cantităţi duble de metal în rost.În funcţie de caracterul zgurilor formate, învelişurile electrozilor pot fi: acid (A) rutilic (R) bazilic (B) celulozic (C) oxidant (O)
alte tipuri sau combinaţii (S)
Învelişuri acide: asigură o sudare uşoară (arcul este stabil), cusătura (orizontală) are unaspect frumos, nu sunt sensibile la oxizi şi rugină dar prezintă pericol de fisurare la cald (în timpul răcirii cusăturii). Se utilizează la construcţiile sudate de importanţă secundară, solicitate static (caracteristici mecanice satisfăcătoare).
Învelişuri rutilice (conţin bioxid de titan, TiO2 - rutil): se utilizează la sudarea oţelurilor carbon cu rezistenţă scăzută şi medie, exploatate la temperaturi normale, cu max. 0,25 %C şi cu grosimea maximă smax=35 mm. Zgura este mai vâscoasă (permite sudarea “de poziţie”, adică pe un plan vertical sau “peste cap “- de plafon), se desprinde uşor, arculeste stabil, caracteristicile mecanice ale cusăturii sunt bune dar prezintă pericol de
fisurare la cald. Învelişuri bazice: se utilizează la sudarea oţelurilor slab aliate şi mediu sau bogat aliate
precum şi a secţiunilor groase din oţeluri carbon (s > 25..35 mm). Se obţine un metaldepus cu o bună rezistenţă faţă de fisurarea la cald sau la rece, cu o bună rezilienţă(plasticitate) chiar şi la temperaturi scăzute, cu caracteristici mecanice foarte bune, fără pori (conţinutul de H,S şi P este foarte redus). Arcul este însă mai puţin stabil (se sudeazăcu polaritate inversă, adică + la electrod şi deci în c.c.), topirea este mai înceată(productivitatea este deci mai scăzută), pătrunderea relativ redusă, cu alte cuvinte,
28

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 29/45
sudarea este mai dificilă. Deoarece învelişurile bazice sunt higroscopice (absorbumezeala din atmosferă), electrozii trebuie uscaţi 2-3 ore la 200 - 300 °C înainte desudare.
Notă: electrozii cu înveliş bazic fac sudarea mai dificilă dar asigură cea mai ridicată calitate acusăturii.
Învelişuri oxidante: se utilizează pentru straturi de acoperire (aspect), sunt netede şi fără pori dar dau proprietăţi mecanice scăzute.
Învelişuri celulozice: se utilizează în special pentru sudarea tablelor subţiri (dau pătrundere foarte redusă) şi pentru straturi de rădăcină la rosturi mari şi neuniforme.
Electrozii înveliţi fabricaţi în România sunt încadraţi în 5 grupe, în funcţie de domeniul deutilizare:
Grupa I - Pentru sudarea oţel Carbon şi slab aliate (STAS 1125/2-81). Grupa II - Pentru sudarea oţel Carbon de granulaţie fină şi a celor utilizate la temperaturi
scăzute (STAS 1125/3 - 81).
Grupa III - Pentru sudarea oţelurilor termorezistente (STAS 1125/4 - 81). Grupa IV - Pentru sudarea oţelurilor inoxidabile şi refractare (STAS 1125/5-81). Grupa V - Pentru încărcare (STAS 1125/6 - 81).
Simbolizarea este complexă (ex.):- E 43. 24 . 13 . R . 2 . 1. / STAS 1125/2 – 81- E - simbolul grupei- 43 - Rm min. (dan/mm2)- 24 – lungimea specifica la rupere standardizata (A5 (%))- 13 – rezilienţa- R - tipul învelişului (rutilic)
- 2 - poziţia de sudare (codificată)- 1 - caracterul curentului de sudare (codificat).
5.5.3. Alegerea electrozilor pentru imbinarea sudata a filtrului F.G.N
In conformitate cu cele specificate mai sus si cu cerintele costructive pentru filtrul F.G.N. sevor alege pentru realizarea sudurilor electrozi produsi de firma Romaneasca Ductil Buzau,electrozii SAMBAZ cu clasificarile SR EN 499 comform standard E 42 5 B 42 H5, AWS A 5.1si E 7018-1 H4R cu urmatoarele specificatii:
Descriere aplicatii
Electrozi bazici pentru sudarea otelurilor carbon si slab aliate. invelisul acestui electrod a fost studiat pentru a asigura o absorbtie scazuta de umiditate si deasemenea un continut scazut de hidrogen difuzibil in metalul depus ( <4ml/100g ). Excelentele caracteristici mecanice alemetalului depus recomanda acest electrod pentru structurile puternic solicitate static si dinamic.Continutul scazut de hidrogen difuzibil asigura o rezistenta marita la fisurarea la rece sideasemenea valori crescute ale rezilientei pâna la temperatura de – 50 °C . Caracteristiciexcelente de sudabilitate in toate pozitiile de sudare cu exceptia pozitiei vertical descendent.
29

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 30/45
Stropire foarte redusa atat in curent continuu cât si in curent alternativ, cu o rata mare dedepunere. Aplicatii principale: vase sub presiune, boilere, poduri, fabricatie tevi.
Comportare la sudare
Specifica electrozilor cu invelis bazic, arcul arde stabil, topirea are loc in picaturimijlocii cu stropire redusa. Zgura acopera bine rândul de sudura, iar dupa solidificare sedesprinde usor.
Continutul de hidrogen difuzibil: max. 3 cm3 /100 g M. D. dupa calcinare la 250 ÷ 300°C min. 90 min. si 5 cm3/100 g M.D. dupa expunere ( 80 % umiditate la 27 °C – timp de 9 ore ) Randamentul nominal efectiv : RE = 116 %.
Pozitii de sudare
Tip curent: DC(+); AC
Compozitia chimica a depozitului
Carateristicile mecanice ale metalului depus
Indicatii de depozitare si calcinare
Inainte de sudare electrozii se vor usca in mod obligatoriu timp de 2 ore la 250 ÷ 300°C.Electrozii SANBAZ se pot ambala si vacuum, in cutii standard (mari) conform tabelului de mai jos, precum si in cutii la 1/2 sau 1/4 din greutatea standard. In conditiile ambalarii in vacuum,dupa deschiderea ambalajului, timp 9 ore electrozii pot fi folositi la efectuarea operatiei de
sudare, fara sa se calcineze in prealabil.
Indicatii de sudare si ambalare
30

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 31/45
5.6. Elemente tehnologice la sudarea cu electrozi inveliti
Din punct de vedere funcţional, electrozii se caracterizează prin diametrul lor de şilungimea Le.
Se fabrică electrozi cu de = 1,6/ 2,0/ 2,5/ 3,25/ 4,0/ 5,0/ 6,0/ mm- de = φvergea metalică- Le = 350 mm la de < 3,25 mm- Le = 450 mm la de ≥ 3,25 mm
( la de ≥ 3,25 mm, lungimea poate fi mai mare deoarece efectul Joule este mai redus la grosimi
mari).- Calculul curentului de sudare utilizat , în funcţie de d e :
- Is = 5 d∗ e (de+5) la sudarea oţelului carbon şi slab aliate;- Is = 5 d∗ e (de+3) la sudarea oţelurilor aliate. La sudarea cu Is prea mic, arcul este instabil
şi sudarea se face cu întreruperi. La sudarea cu Is prea mari, electrodul se încălzeşte preatare şi învelişul se degradează.
- Alegerea d e în funcţie de grosimea s a componentelor de sudat (tab.5.1):
Tabelul 5.1.
La sudarea în mai multe treceri, rădăcina se sudează cu de imediat inferior celui din tabel.- modul operator (mişcarea vârfului electrodului) se alege în funcţie de poziţia de sudare şi
de geometria rostului. Trebuie să asigure topirea marginilor componentelor, să nuamestece zgura topită cu baia de metal topit.
-5.6.1. Alegerea dimensiunilor electrodului pentru sudarea elementelor comonenteale filtrului F.G.N si calculul I s respectiv U a.
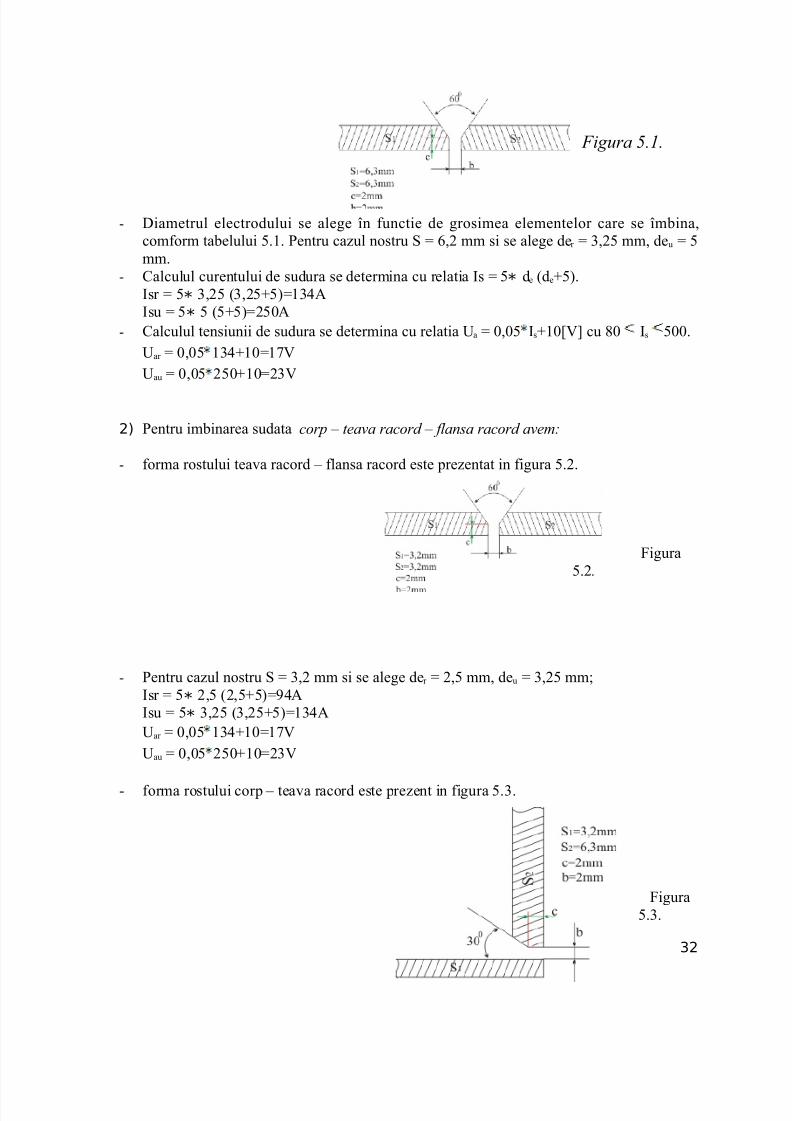
1) Pentru imbinarea sudata flansa cap – corp – fund bombat avem:
- forma rostului este prezentat in figura 5.1.
31
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 32/45
Figura 5.1.
- Diametrul electrodului se alege în functie de grosimea elementelor care se îmbina,comform tabelului 5.1. Pentru cazul nostru S = 6,2 mm si se alege der = 3,25 mm, deu = 5mm.
- Calculul curentului de sudura se determina cu relatia Is = 5 d∗ e (de+5).Isr = 5 3,25 (3,25+5)=134A∗
Isu = 5 5 (5+5)=250A∗
- Calculul tensiunii de sudura se determina cu relatia Ua = 0,05 Is+10[V] cu 80 Is 500.Uar = 0,05 134+10=17VUau = 0,05 250+10=23V
2) Pentru imbinarea sudata corp – teava racord – flansa racord avem:
- forma rostului teava racord – flansa racord este prezentat in figura 5.2.
Figura5.2.
- Pentru cazul nostru S = 3,2 mm si se alege der = 2,5 mm, deu = 3,25 mm;Isr = 5 2,5 (2,5+5)=94A∗
Isu = 5 3,25 (3,25+5)=134A∗
Uar = 0,05 134+10=17VUau = 0,05 250+10=23V
- forma rostului corp – teava racord este prezent in figura 5.3.
Figura5.3.
32

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 33/45
- Pentru cazul nostru se alege der = 3,25 mm, deu = 5 mm;Isr = 5 3,25 (3,25+5)=134A∗
Isu = 5 5 (5+5)=250A∗
Uar = 0,05 134+10=17VUau = 0,05 250+10=23V
Ordinea de sudare care se va aplica in cazul tuturor componentelor este ordinea clasica pentru sudarea unui contur inchis si este prezentata in figura 5.4.
Figura 5.4. Sudarea unui contur inchis
5.6.2. Modul operator
Operaţia de sudare este însoţită de o pendulare a vârfului electrodului, respectiv a arculuielectric. În cazul îmbinărilor înguste la table subţiri pendularea poate să nu existe asa cum seobserva in figura 5.5.a). Se va aplica pentru rost in cazul de fata.
Figura 5.5.
33
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 34/45
În cazul în care este necesară o topire pregnantă a marginilor componentelor de sudat se poate realiza pendularea conform figurii 5.5B şi D.
În cazul în care este necesară depunerea de material de adaos în cantitate mai mare pendularea se face după figura 5.5C, E şi F. Se va aplica pentru umplerea cusaturii
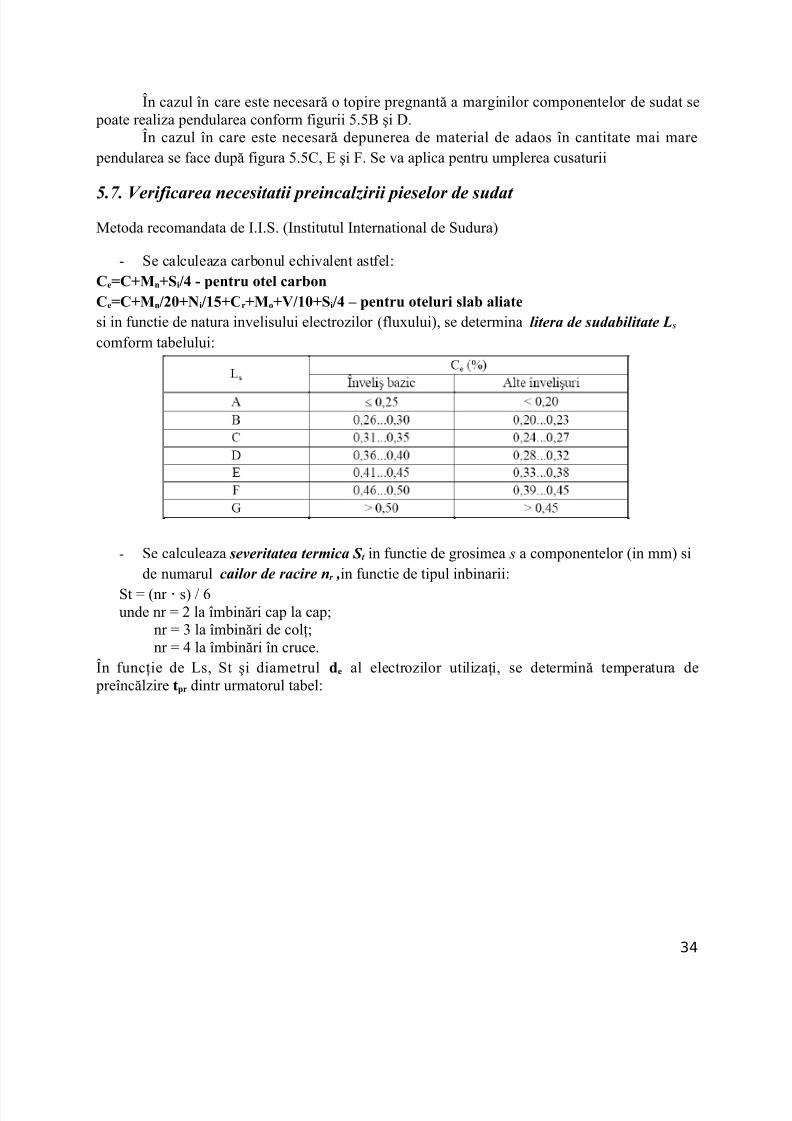
5.7. Verificarea necesitatii preincalzirii pieselor de sudat
Metoda recomandata de I.I.S. (Institutul International de Sudura)
- Se calculeaza carbonul echivalent astfel:Ce=C+Mn+Si/4 - pentru otel carbonCe=C+Mn/20+Ni/15+Cr+Mo+V/10+Si/4 – pentru oteluri slab aliatesi in functie de natura invelisului electrozilor (fluxului), se determina litera de sudabilitate L s
comform tabelului:
- Se calculeaza severitatea termica S t in functie de grosimea s a componentelor (in mm) side numarul cailor de racire nr ,in functie de tipul inbinarii:
St = (nr s) / 6⋅
unde nr = 2 la îmbinări cap la cap;nr = 3 la îmbinări de colţ;nr = 4 la îmbinări în cruce.
În funcţie de Ls, St şi diametrul de al electrozilor utilizaţi, se determină temperatura de preîncălzire tpr dintr urmatorul tabel:
34

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 35/45
In cazul nostru avem:
Carbonul echivalent pentru flansi: Ce=1,57Carbonul echivalent pentru corp, tevile de racod si fund bombat: Ce=0,55Litera sudabilitatii pentru flansi: Ls=GLitera sudabilitatii pentru corp, tevile de racod si fund bombat: Ls=GTemperatura de preincalzire flansa cap – corp: nu este necesara preinalzire;Temperatura de preincalzire corp - fund bombat: nu este necesara preincalzire.
In concluzie efectuarea sudurilor se poate face fara preicalzirea niciunui material.
5.8. Tensiuni interne si deformatii ale componentelor sudate
Arcul electric este o sursa puternica de caldura, sub a carui influienta se stabileste, in piesele care se sudeaza, un camp termic valabil, din cauza deplasarii arcului in lungul cusaturiide sudura.
In imediata apropiere a arcului electric, temperatura campului este foarte inalta, depasindtemperatura de topire a otelului; ea scade rapid in orice directie de la sursa catre directia deinaintare a acului si mult mai incet in directia opusa. Incalzirea neuniforma care se produce intimpul sudarii si racirea, influentata de multi factori externi, provoaca deformatii inegale in piesele care se sudeaza; aceste deformarii produc la randul lor eforturi remanente, cu atat mai
35

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 36/45
mari cu cat neuniformitatea campului termic este mai accentuata.Deformatiile pot fi : longitudinale, transversale, de incovoiere, de rasucire, iar eforturile
provocate de aceste deformatii pot fi: trecatoare sau remanente, respectiv liniare, plane sauspatiale. Regiunile incalzite mai mult sunt impiedicate in dilatarea lor de regiunile incalzite mai putin; la racire, regiunule care ar urma sa ramana cu anumite deformatii permanente sunt intinse
de zonele vecine.De aici rezulta ca atat la incalzire cat si la racire apar in piese tensiuni, care nu dispar o
data cu racirea completa a pieselor si care provoaca deformatii permanente. Talpile profilelor dupa sudura se indoaie, barele se incovoaie si se rasucesc, piesele cap la cap nu mai raman in prelungire (fig. 5.6).Observatiile practice facute asupra acestor deformatii permit sa se ia unelemasuri pentru a le preveni sau macar a le elimina.
5.9. Procedee de reducere a deformatiilor
Exista diferite procedee practice care limiteaza la minimum deformatiile finale ale pieselor sudate si anume:
incalzirea uniforma a pieselor de sudat;
sudarea in trepte intoarse pe portiuni de cate 200-400mm din cordonul de sudura; dacasunt mai multe straturi, acestea se decaleaza si se sudeaza fiecare in sens invers stratuluianterior;
ordinea rationala de aplicare a cusaturilor, astfel la sudarea unui profil I cu talpi late (fig.5.7), daca se executa intai ambele suduri 1 si apoi ambele suduri 2, piesa se inconvoaie;
daca sudurile 1 si 2 se sudeaza alternativ, piesa ramane dreapta;
sudarea in mai multe straturi. Se va evita extinderea zonei deformatiilor plastice ladepunerea straturilor ulterioare, deoarece in acest caz cresc deformatiile remanente;
ciocanirea cusaturilor la rece si mai ales la cald;
utilizarea sudurilor discontinue atunci cand intervalele dintre cusaturi sunt mai mari;
36
Fig. 5.6. Deformatiile
pieselor sudate

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 37/45
aplicarea unei forte exterioare care produce deformatii de sens contrar celor care seasteapta in timpul sudarii.
5.10. Defecte ale imbinarilor sudate.
Defectul de sudare reprezintă o abatere de la:• continuitatea cordonului de sudură;• forma şi dimensiunile cordonului de sudură;• aspectul exterior al cordonului de sudură;• structura şi compoziţia chimică;
Prezenţa acestor defecte de sudură reduce rezistenţa mecanică a cusăturii,influenţează negativcapacitatea de etanşare şi comportarea în exploatare.
Defcte de compactitate:− fisurile;
− suflurile;− porii;− incluziunile de zgură;− incuziunile de oxid;− incluziunile metalice.
Defectele de legatura:− lipsa de topire;− nepătrunderea la rădăcină;
Defecte de forma:− crestăturile;− supraânălţarea excesivă;− picătura;− scurgerea de metal;− lipsa de aliniere;− străpungerea;− lăţimea neregulată;
37
2 2
1 1
Fig. 5.7. Sudarea unui
profil cu talpi late
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 38/45
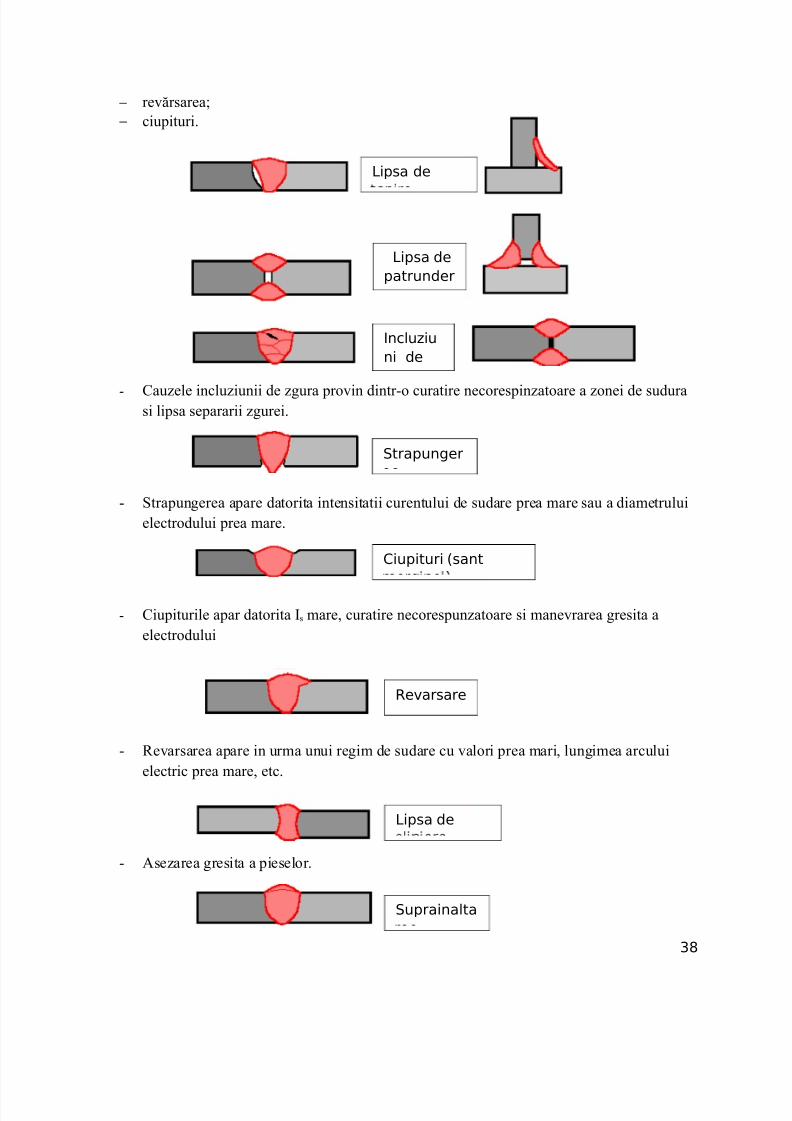
− revărsarea;− ciupituri.
- Cauzele incluziunii de zgura provin dintr-o curatire necorespinzatoare a zonei de sudurasi lipsa separarii zgurei.
- Strapungerea apare datorita intensitatii curentului de sudare prea mare sau a diametruluielectrodului prea mare.
- Ciupiturile apar datorita Is mare, curatire necorespunzatoare si manevrarea gresita aelectrodului
- Revarsarea apare in urma unui regim de sudare cu valori prea mari, lungimea arculuielectric prea mare, etc.
- Asezarea gresita a pieselor.
38
Lipsa de
Lipsa de
patrunder
Incluziu
ni de
Strapunger
Ciupituri (sant
Revarsare
Lipsa de
Suprainalta

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 39/45
- Suprainaltarea apare la o viteza prea mica a electrodului de sudura sau la un diametru prea mare al acestuia.
5.11. Controlul si receptia asamblarilor sudate
La constructiile metalice sudate se fac urmatoarele operatii de verificare si de control:
verficarea dimensiunilor fiecarei piese sudate si a pozitiei ei relative in ansamblulimbinarii;
examinarea si verificarea cordoanelor de sudura; verificarea calitatii sudurii.
Dimensiunile si pozitia relativa se verifica prin masurari, verificari cu sabloane siexaminarea exterioara.
Cordoanele de sudura se verifica prin masurari cu sabloane de control si se examineaza laexterior cu ochiul liber si cu lupa.
Calitatea sudurii se verifica prin incercarea epruvetelor prin guri de control si prinexaminarea cu raze Roentgen, raze gama sau cu unde ultrasonice.
5.11.1. Incercari in epruveteConcluzii destul de sigure in ce priveste calitatea unei suduri se pot trage pe baza
incercarilor efectuate asupra epruvetelor de sudura, executate o data cu imbinarea respectiva.Aceste epruvete se executa fie in prelungirea cordoanelor de sudura, ele fiind fixate prin suduriusoare de piesele imbinate prin sudura, fie separat.
5.11.2. Incercari nedistructive (electrice si electromagnetice)
Incercarile pe epruvete conduc la distrugerea acestora. In constructiile metalice insaintereseaza sa se constate calitatea sudurii executate , fara sa se distruga imbinarile respective.
Calitatea unei suduri este influentata insa, in afara de defectele ei exterioare si de defecte
interioare care nu se repeta cu exactitate in epruvetele de sudura. Scopul incercarilor nedistructive consta in special in detectatrea acestor defecte interioare ale sudurilor faradistrugerea imbinarilor respective.
Datorita acestor considerente se fac verificari electrice si magnetice care se bazeaza perezistenta mai mare ce o opun defectele interioare ale sudurilor la trecerea unui curent electricsau a unui flux magnetic. Pe acest principiu se bazeaza defectoscopul electric, ale carei linii deforta, orientate perpendicular pe cordonul de sudura au directii paralele daca sudura este fara
39
Sulfuri. Neregularit

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 40/45
defecte. Daca insa in interiorul cordonului exista defecte curentul electric intampina in regiuneafiecarui defect o rezistenta marita, care disperseaza liniile de forta ale curentului.
Acelasi fenomen apare daca tabla este strabatuta de fluxul magnetic al unui defectoscopmagnetic, in locul unui curent electric. In acest caz, liniile de forta magnetice inlocuiesc liniile decurent si daca deasupra cordonului de sudura se aseaza o hartie pe care se presara pilitura de fier
imaginea liniilor de forta permite sa se constate prezenta defectelor de sudura deoarece in jurulacestora se concentreaza liniile de forta si provoaca ingramadirea piliturii.
5.11.3. Defetoscopia Roemtgen
Defectoscopia Roentgen se bazeaza pe faptul ca razele Roentgen, avand o lungime deunda foarte mica si o frecventa foarte mare trec prin metale fiind mai putin sau mai multabsorbite pe drum dupa cum metalul prezinta sau nu defecte interioare. Razele Roentgen sunt produse intr-un tub Roentgen imbracat intr-o camasa de plumb, pentru a proteja personalul de
deservire contra radiatiilor periculoase sanatatii. Tubul este prevazut cu un orificiu prin care estedirijat fasciculul de sudura ce trebuie examinat, iar in spatele cusaturii se aseaza o placafotografica (radiografie) sau un ecran fluorescent (radioscopie) pe care apar defectele cautate subforma de pete.
5.11.4. Defectoscopia cu raze gama
Este o metoda de control nedistrucriv (STAS 6606/1-86), care se bazeaza pe dependenţadintre penetrarea radiaţiei gama şi structura macroscopică a materialului.
Elementul principal al acestei metodeîl constituie sursa de radiaţii gama care este o sursăradioactivă naturală. Metoda de control este răspândită deoarece instalaţiile sunt de dimensiuni
mici, destul de simple şi portabile, putând fi utilizateatât în atelier cât şi în afara lui.Radiaţiile gama au o putere de penetrare mare, asigură un contrast bun şi permit controlul pieselor de grosime apreciabilă. Dezavantajul metodei poate fi considerat sensibilitatearadiografiei care este inferioară celei cu raze X. Iradierea cu sursele gama nu poate fi întreruptă,motiv pentru care utilizarea, manipularea şi depozitarea acestora reclamă măsuri severe pentruasigurarea protecţiei personalului. Sursele de radiaţii gama utilizate la controlul nedistructiv suntsurse radioactive. Izotopii radioactivi pot fi obţinuţi prin fuziune, activare sau reacţii nucleare.Majoritatea izotopilor radioactivi se prepară prin activare deoarece sunt mai ieftini.
Prin activare, izotopii se obţin introducând materiale stabile în fluxuri de neutroni unde,după un timp, are loc emisia de fotoni gama. Orice sursă radioactivă este închisă într-un învelişde protecţie etanş şi inactiv numit capsulă care prezintă o rezistenţă suficient de mare pentru a
împiedica, în condiţii normale de utilizare, orice dispersie sau împrăştiere a materialuluiradioactiv conţinut şi orice posibilitate de contaminare. Ca sursă radioactivă se folosesc pastilede Co60, Ir92, Cs137, Tm170.
Substanta radioactiva emite razele gama prin orificiul recipientului care este indreptatspre cordonul de sudura; in spatele cusaturii se aseaza placa fotografica pe care apar defectelesub forma de pete.
Verificarea cu raze gama prezinta urmatoarele avantaje fata de roentgenografie:
− razele gama au o putere de patrundere mai mare, permitand astfel controlul pieselor mai
40

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 41/45
groase;
− nu necesita instalatii anexe si nici sursa de energie;− este o metoda mai putin costisitoare.
Ea prezinta insa si unele dezavantaje:
− cere un timp de expunere mai mare ;
− la piesele mai subtiri de 60 mm are o sensibilitate mai redusa fata de roentgenografie.
5.11.5. Defectoscopia ultrasonica
Aceasta consta in examinarea cordoanelor de sudura prin impulsuri de oscilatiiultrasonice care patrund prin metal si in receptionarea impulsurilor reflectate de defecteleinterioare ale cordoanelor. Undele ultrasonice sunt emise de un cristal emitator si suntreceptionate de un al doilea cristal receptor.
Defectoscopul ultrasonic se compune dintr-un generator de inalta frecventa, un
amplificator, un sincronizator, doua placute de cuart (placuta emitatoare si placuta receptoare) siun oscilograf catodic.
Fazele verificarii unei suduri cu ajutorul defectoscopului ultrasonic sunt urmatoarele:
− semnalizarea impulsului de inalta frecventa de catre sincronizator;
− transmiterea impulsului la amplificator, care-l comunica oscilografului catodicpe al caruiecran apare un punct;
− transmiterea concomitenta si cristalului cuart-emitator a unui impuls, care va patrunde in piesa, va intanli defectul, va fi reflectat de acesta si apoi receptionat de cristalul receptor,care-l va comunica amplificatorului, insa cu o oarecare intarziere fata de impulsul direct,deoarece a trebuit sa parcurga in plus distanta pana la defect si invers: pe ecranuloscilografului catodic va aparea deci un al doilea punct.
− suprafata de fund a piesei de controlat va reflecta si ea unda care, pe ecranuloscilografului, va face sa apara un al treilea punct.In functie de diferentele distantelor dintre aceste puncte se poate aprecia adancimea la
care se afla defectul, citindu-se direct pe ecran cu ajutorul unei scari de masurat. Prin acestsistem de detectare a defectelor se obtin rezultate remarcabile, cu singurul inconvenient ca nu se pot determina cu toata precizia forma, caracterul si marimea defectului, ceea ce urmeaza sa sefaca prin roentgenografie sau gamagrafie.
Capitolul 6
Tratamente termice ulterioare sudarii
6.1. Tratamentul termic de detensionare
41
8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 42/45
Datorită proceselor de încălzire - răcire, în orice construcţie sudată rămân tensiunireziduale (T.R). Reducerea nivelului acestora se poate asigura printr-un tratament termic dedetensionare (T.D) care coboară nivelul limitei de curgere Rp 0,2(σC).
T.D. produce următoarele efecte:− reduce nivelul tensiunilor reziduale;
− măreşte stabilitatea dimensională a structurii;− reduce posibilitatea ruperii fragile.Decizia privind aplicarea unui T.D. trebuie să aibă în vedere următoarele:− T.D. măreşte durata de fabricaţie şi costul structurii sudate;− dacă T.D. se aplică local sau întregii structuri (de preferat T.D. total);− dacă T.D. nu măreşte tendinţa de fragilizare a materialului metalic respectiv ( în cazul
construcţiilor sudate de mare importanţă şi a unor materiale mai puţin cunoscute, se vacerceta această tendinţă).
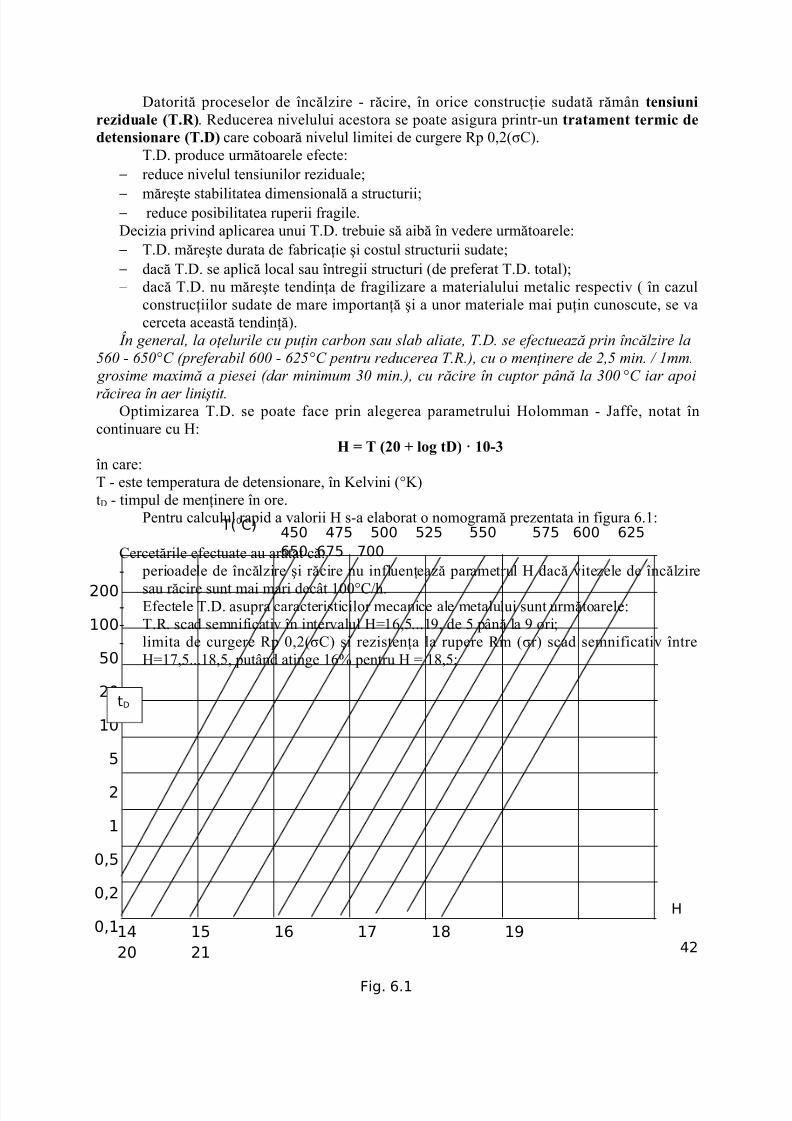
În general, la oţelurile cu puţin carbon sau slab aliate, T.D. se efectuează prin încălzire la560 - 650°C (preferabil 600 - 625°C pentru reducerea T.R.), cu o menţinere de 2,5 min. / 1mm. grosime maximă a piesei (dar minimum 30 min.), cu răcire în cuptor până la 300°C iar apoi
răcirea în aer liniştit.Optimizarea T.D. se poate face prin alegerea parametrului Holomman - Jaffe, notat în
continuare cu H:H = T (20 + log tD) ⋅ 10-3
în care:T - este temperatura de detensionare, în Kelvini (°K)tD - timpul de menţinere în ore.
Pentru calculul rapid a valorii H s-a elaborat o nomogramă prezentata in figura 6.1:
Cercetările efectuate au arătat că:- perioadele de încălzire şi răcire nu influenţează parametrul H dacă vitezele de încălzire
sau răcire sunt mai mari decât 100°C/h.- Efectele T.D. asupra caracteristicilor mecanice ale metalului sunt următoarele:- T.R. scad semnificativ în intervalul H=16,5...19, de 5 până la 9 ori;- limita de curgere Rp 0,2(σC) şi rezistenţa la rupere Rm (σr) scad semnificativ între
H=17,5...18,5, putând atinge 16% pentru H = 18,5;
42
200
100
50
20
10
5
2
1
0,5
0,2
0,114 15 16 17 18 19
20 21
450 475 500 525 550 575 600 625
650 675 700
Fig. 6.1
H
T(0C)
tD

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 43/45
- temperatura de tranziţie (ductil-fragil) creşte semnificativ pentru H =17,5...18,5, cu pânăla +20 °C.
Concluzie: pentru a reduce cât mai mult T.R., cu o degradare cât mai mică a caracteristicilor mecanice, se poate alege valoarea H = 17,5 (de exemplu, la batiurile sudate ale maşinilor-unelteunde temperatura de tranziţie are mai mică importanţă).
Notă: conform normativelor din mai multe ţări, introducerea pieselor şi scoaterea acestoradin cuptor se poate face la 300°C (temperatura cuptorului). Se recomandă ca durata de menţineresă fie de 2,5 min. pentru fiecare mm. grosime maximă a piesei, la temperaturi de detensionare de600-625°C (la alte temperaturi, conform nomogramei).
Capitolul 7
Tehnologia fabricarii constructiilor sudate
Ca in orice domeniu pentru realizarea unui produs, intotdeauna se pleaca de lanecesitatea acelui produs.
In acest sens primul pas este realizarea unui plan care sa cuprinda informatiile necesare invederea realizarii produsului, cerintele tehnice, procedeele si scopul final al produsului. Astfelfluxul tehnologic ce trebuie urmat poate fi enumerat astfel:
- Prezentarea cerintelor tehnice pentru ansamblul ce trebuie realizat;- Realizarea schitei ansamblului si/sau subansamblelor;- Alegerea materialelor comform cu cerintele tehnice de rezistenta, mediu de lucru,
temperatura, presiune, etc;- Alegerea procedeelor optime pentru realizarea prelucararilor mecanice (procedee termice,
mecanice, etc;- Efectuarea prelucrarilor mecanice (debitari, taieri, decupari, etc), comform dimensiunilor
specificate in proiect, in vederea realizarii subansamblelor ce compun ansamblul cerut;- Alte prelucari sau tratamente termice, chimice sau de alta natura pentru aducerea
componentelor la parametrii fizico chimici ceruti;- Alegerea tipului de imbinari sudate in functie de parametrii de material si parametrii
tehnologici urmariti comform cerintelor de proiectare;
43

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 44/45
- Pregatirea subansamblelor in vederea imbinarii prin sudare (curatire mecanica sauchimica a supafetelor ce urmeaza a fi sudate);
- Alegerea tipului de sudura care se va folosita la imbinarea subansamblelor;- Alegerea mediului de protectie ce trebuie folosit in timpul procesului de sudare;- Alegerea materialului de adaos ce se va folosi, in functie de tehnologia de sudare aleasa si
caracteristicile metalurgice si mecanice ale subansamblelor ce trebuie sudate;- Preincalzirea subansamblelor daca este cazul in vederea eliminarilor tensiunilor mecanicesi a altor probleme care apar datorita incalziri locale in urma procesului de sudare;
- Asamblarea prin sudare si realizarea ansamblului final;- Aplicarea daca este cazul de tratamente termice sau de alta natura asupara produsului
finit sau a imbinarilor sudate, in vederea aducerii acestuia in parametrii fizici specificatiiin proiect;
- Verificarea prin diferite metode a calitatii imbinarilor sudate si a parametrilor geometricisi fizici ai ansamblului finit;
- Aplicarea de solutii de protectie ( vopsire, galvanizare, etc), ale asambluilui comforme cucerintele specificate;
- Efectuarea probelor de rezistenta mecanica, hidraulica, termica, etc in functie de caz, invederea determinarii cerintelor de calitate cerute de beneficiar.
Capitolul 8
Masuri de tehnica securitatii muncii la sudarea cu arc electric cu electrozi inveliti
Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoareleaccidente:
• electrocutare;• afecţiuni ale ochilor şi arsuri ale pielii;• intoxicare cu gaze şi fum;• incendii datorate unor scântei.
Sursele de curent pentru sudare trebuie să fie legate la pământ. Sudorul trebuie să lucrezenumai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător.
Se interzice sudarea pieselor vopsite sau în apropierea substanţelor inflamabile. Cablurile de sudare trebuie să fie în perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a
stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se
degajă în timpul sudării.
44

8/3/2019 Tehnologi Specifice Realizarii Retelelor de Transport G.N.
http://slidepdf.com/reader/full/tehnologi-specifice-realizarii-retelelor-de-transport-gn 45/45
La sudarea pe şantiere în locuri periculoase,sudorii vor purta centuri de siguranţă. Toate locurile de sudare trebuie protejate cu paravane,iar la intrari se va scrie „SE
SUDEAZA”, „PERICOL DE ORBIRE”; Sudorul trebuie sa poarte echipamentul de protectie necesar; Toate aparatele, dupa instalarea lor pe locul de munca, trebuie legate la borna de pamant;
Inainte de punerea in functiune a aparatelor, sudorul, echipat, verifica daca nu suntscurtcircuite, daca legaturile si contactele sunt corecte;
Clestele de sudare trebuie sa fie perfect izolat; Sudorul, inainte de amorsarea arcului electric, trebuie sa puna ecranul pentru protejarea
capului contra radiatiilor, a stropiloe de metal, a zgurii; La terminarea lucrului, aparatele se vor scoate de sub tensiune; Pentru inlaturarea fumului si a gazelor se vor folosi ventilatoare; Sudorul trebuie sa lucreze numai pe covoare de cauciuc sau pe gratare de lemn si
imbracat cu echipament de protectie; In vederea prevenirii incendiilor, se vor lua masuri ca intre punctul de sudare si
materialele inflamabile sa fie minimum 5 m.