Techniki ł czenia tworzyw sztucznych – spawanieztp.zut.edu.pl/fileadmin/12.pdf · Instytut In...
7
Instytut In ynierii Materialowej – Zaklad Tworzyw Polimerowych Techniki l czenia tworzyw sztucznych – spawanie 1 Techniki l czenia tworzyw sztucznych – spawanie 1. Cel wiczenia Celem wiczenia zaznajomienie studentów z zagadnieniami dotycz cymi metod l czenia tworzyw sztucznych, a tak e wykonanie pol czenia próbek wybranymi metodami . 2. Okre lenie podstawowych zagadnie oraz opis metod l czenia. Tworzywa sztuczne mo emy l czy poprzez klejenie, pol czenia mechaniczne (nity, gwinty, zatrzaski). Tworzywa termoplastyczne mo na dodatkowo l czy technikami zgrzewania i spawania. Wybór metody l czenia zale y od postaci l czonych elementów, zastosowania, warunków eksploatacji a tak e od budowy chemicznej i wla ciwo ci fizycznych l czonych materialów. 2.1. Spawanie tworzyw sztucznych Techniki spawania maj zastosowanie w przypadku l czenia elementów z tworzyw termoplastycznych, gdzie konieczne jest wykonywanie trwalych pol cze z du wydajno ci i mo liwie wysok jako ci . L czenie technik spawania umo liwia uzyskanie wyrobów finalnych o zalo onych parametrach u ytkowych w sposób szybki i stosunkowo malym kosztem (rys. 1). Rys. 1. Zbiornik do galwanizacji wykonany z polipropylenu (PP) technikami spawania. Szkielet jest stalowy pokryty przyspawanymi profilami z PP. Spawanie termoplastów polega na doprowadzaniu ciepla do l czonych powierzchni i materialu l cz cego (spoiwa), w celu uplastyczniania ich i docisku spoiwa do l czonych powierzchni. Podczas spawania, miedzy uplastycznionym materialem l czonym i spoin , zachodzi dyfuzja makrocz steczek i po ochlodzeniu powstaje trwale zl cze kohezyjne. Warunkami dobrej dyfuzji jest odpowiednia ruchliwo dyfunduj cych la cuchów, dlatego material l czony i spoiwo powinny mie podobn temperatur mi knienia (topnienia), a tak e podobn budow chemiczn [6]. Wi kszo tworzyw termoplastycznych jest ze sob niemieszalna termodynamicznie, w zwi zku z tym spoiwo musi by z tego samego polimeru co material l czony. Wyj tkiem jest np. polimetakrylan metylu (PMMA), który mo na spawa zmi kczonym (suspensyjnym-przezroczystym) polichlorkiem winylu (PVC). Umo liwia to uzyskanie wi kszej wytrzymalo ci pol czenia ni przy stosowaniu pr tów z PMMA. Tworzywa termoplastyczne wykazuj ce w stanie uplastycznionym takie cechy jak: podatno na destrukcje termooksydacjn , sklonno do degradacji termicznej, du y wska nik szybko ci plyni cia
Transcript of Techniki ł czenia tworzyw sztucznych – spawanieztp.zut.edu.pl/fileadmin/12.pdf · Instytut In...

������������ �������� ��������������������Instytut In � ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł czenia tworzyw sztucznych – spawanie 1
Techniki ł ! czenia tworzyw sztucznych – spawanie 1. Cel " wiczenia
Celem # wiczenia zaznajomienie studentów z zagadnieniami dotycz cymi metod ł czenia tworzyw sztucznych, a tak $ e wykonanie poł czenia próbek wybranymi metodami .
2. Okre % lenie podstawowych zagadnie & oraz opis metod ł ' czenia. Tworzywa sztuczne mo $ emy ł czy # poprzez klejenie, poł czenia mechaniczne (nity, gwinty,
zatrzaski). Tworzywa termoplastyczne mo $ na dodatkowo ł czy # technikami zgrzewania i spawania. Wybór metody ł czenia zale $ y od postaci ł czonych elementów, zastosowania, warunków eksploatacji a tak $ e od budowy chemicznej i wła ( ciwo ( ci fizycznych ł czonych materiałów.
2.1. Spawanie tworzyw sztucznych Techniki spawania maj zastosowanie w przypadku ł czenia elementów z tworzyw
termoplastycznych, gdzie konieczne jest wykonywanie trwałych poł cze ) z du $* wydajno ( ci i mo $ liwie wysok jako ( ci . Ł czenie technik spawania umo $ liwia uzyskanie wyrobów finalnych o zało $ onych parametrach u $ ytkowych w sposób szybki i stosunkowo małym kosztem (rys. 1).
Rys. 1. Zbiornik do galwanizacji wykonany z polipropylenu (PP) technikami spawania. Szkielet jest stalowy pokryty przyspawanymi profilami z PP. Spawanie termoplastów polega na doprowadzaniu ciepła do ł + czonych powierzchni i materiału
ł + cz + cego (spoiwa), w celu uplastyczniania ich i docisku spoiwa do ł + czonych powierzchni.
Podczas spawania, miedzy uplastycznionym materiałem ł czonym i spoin , zachodzi dyfuzja makrocz steczek i po ochłodzeniu powstaje trwałe zł cze kohezyjne. Warunkami dobrej dyfuzji jest odpowiednia ruchliwo (,# dyfunduj cych ła ) cuchów, dlatego materiał ł czony i spoiwo powinny mie # podobn temperatur- mi - knienia (topnienia), a tak $ e podobn budow - chemiczn [6]. Wi - kszo (,# tworzyw termoplastycznych jest ze sob niemieszalna termodynamicznie, w zwi zku z tym spoiwo musi by # z tego samego polimeru co materiał ł czony. Wyj tkiem jest np. polimetakrylan metylu (PMMA), który mo $ na spawa # zmi - kczonym (suspensyjnym-przezroczystym) polichlorkiem winylu (PVC). Umo $ liwia to uzyskanie wi - kszej wytrzymało ( ci poł czenia ni $ przy stosowaniu pr- tów z PMMA.
Tworzywa termoplastyczne wykazuj ce w stanie uplastycznionym takie cechy jak: podatno (,# na destrukcje termooksydacjn , skłonno (,# do degradacji termicznej, du $ y wska . nik szybko ( ci płyni - cia
/�0�1�2�34�5�6�7�2�8�9 :�;�5�;�4�5�2�<�=�8�9Instytut In > ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł? czenia tworzyw sztucznych – spawanie 2
(MFR), s ? materiałami, których ł? czenie technikami spawania wi ?A@ e si B z dodatkowymi trudno C ciami lub cz B sto jest praktycznie niewykonalne.
W technikach spawania, nagrzewanie odbywa si B w strumieniu gor ? cego gazu najcz B�C ciej powietrza, lub w przypadku tworzyw wra @ liwych na termooksydacjB (utleniania pod wpływem podwy @ szonej temperatury) - azotu, argonu, etc [3].
Wytrzymało D�E mechaniczn F wzgl G dn F spoiny okre C la si B stosunkiem wytrzymało C ci na rozci ? ganie spoiny do wytrzymało C ci materiału pierwotnego (nie spojonego). Wytrzymało C ci wzgl B dne spoin wahaj ? si B w granicach 50%-90% w zale @ no C ci od materiału i techniki spawania. Spoiny wykonywane przez automaty maj ? wi B ksz ? wytrzymało C,H ni @ spoiny wykonane r B cznie.
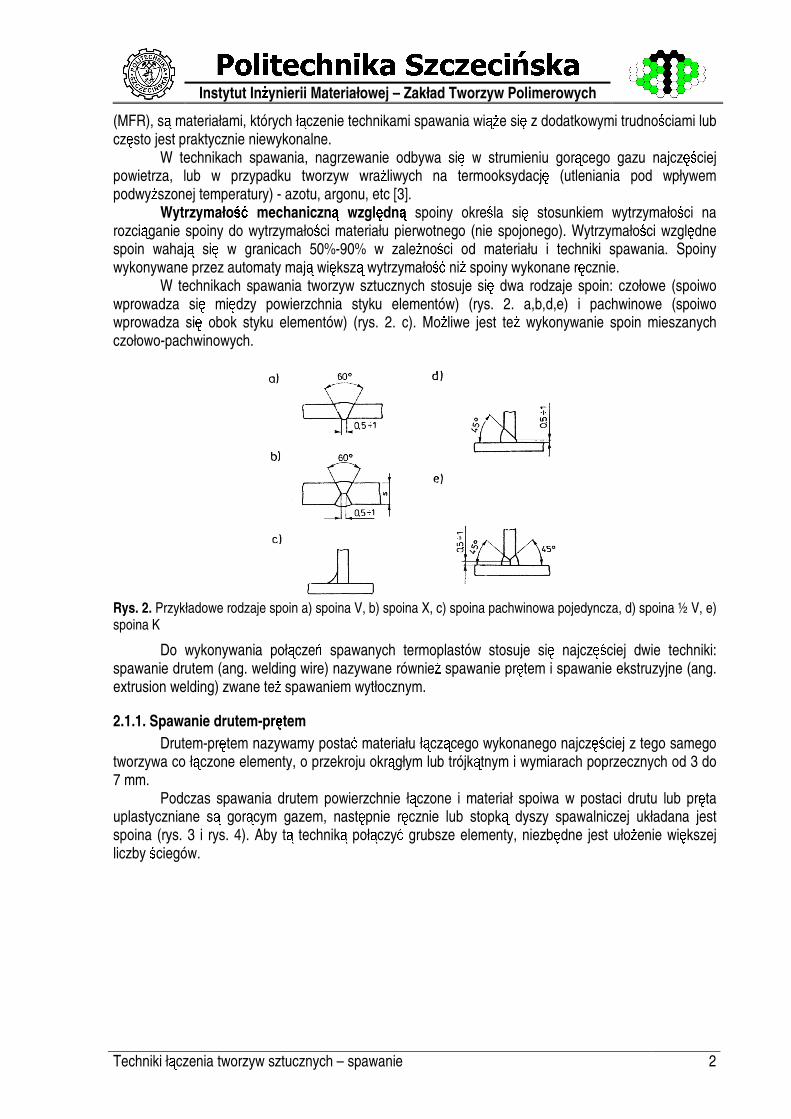
W technikach spawania tworzyw sztucznych stosuje si B dwa rodzaje spoin: czołowe (spoiwo wprowadza si B mi B dzy powierzchnia styku elementów) (rys. 2. a,b,d,e) i pachwinowe (spoiwo wprowadza si B obok styku elementów) (rys. 2. c). Mo @ liwe jest te @ wykonywanie spoin mieszanych czołowo-pachwinowych.
Rys. 2. Przykładowe rodzaje spoin a) spoina V, b) spoina X, c) spoina pachwinowa pojedyncza, d) spoina ½ V, e) spoina K
Do wykonywania poł? cze I spawanych termoplastów stosuje siB najcz B�C ciej dwie techniki: spawanie drutem (ang. welding wire) nazywane równie @ spawanie pr B tem i spawanie ekstruzyjne (ang. extrusion welding) zwane te @ spawaniem wytłocznym.
2.1.1. Spawanie drutem-pr G tem Drutem-pr B tem nazywamy posta H materiału ł? cz ? cego wykonanego najcz B�C ciej z tego samego
tworzywa co ł? czone elementy, o przekroju okr ? głym lub trójk ? tnym i wymiarach poprzecznych od 3 do 7 mm.
Podczas spawania drutem powierzchnie ł? czone i materiał spoiwa w postaci drutu lub pr B ta uplastyczniane s ? gor ? cym gazem, nast B pnie r B cznie lub stopk ? dyszy spawalniczej układana jest spoina (rys. 3 i rys. 4). Aby t ? technik ? poł? czy H grubsze elementy, niezb B dne jest uło @ enie wi B kszej liczby C ciegów.

J�K�L�M�NO�P�Q�R�M�S�T U�V�P�V�O�P�M�W�X�S�TInstytut In Y ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki łZ czenia tworzyw sztucznych – spawanie 3
A
AA - A
a be
c d
Rys. 3. Schemat spawania drutem w strumieniu gor [ cego powietrza. a – drut spawalniczy, b – gor [ ce powietrze, c – spoina, d – zukosowany ł[ czony materiał, e – dysza spawalnicza
Rys. 4. Spawanie płyt z PP drutem profilowym z zastosowaniem dyszy spawalniczej.
W przypadku braku dyszy spawalniczej mo \ liwe jest spawanie wahadłowe (Urz Z d Dozoru Technicznego nazywa takie spawanie wachlarzowym) bez u \ ycia dyszy (rys.5 i rys. 6.), spawanie wtedy jest zdecydowanie mniej wydajne (ok. 10-krotnie wolniejsze).

]�^�_�`�ab�c�d�e�`�f�g h�i�c�i�b�c�`�j�k�f�gInstytut In l ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki łm czenia tworzyw sztucznych – spawanie 4
2
1
3
45 6
7
8
9
Rys. 5. Spawanie wahadłowe pr n tem z tworzywa w strumieniu gor o cego gazu (najcz nqp ciej powietrza): 1 – materiały ło czone, 2 – pr n t-drut z tego samego tworzywa co materiały ło czone, 3 – ko r cówka spawarki-dmuchawy gor o cego gazu, 4 – lico wykonanej spoiny, 5 – nadlew-wypływka, 6 – ukosowany pod k o tem 60O materiał – spoina doczołowa V, 7 – kierunek wykonywanego ruchu wahadłowego, 8 – gor o cy gaz, 9 – nacisk na pr n t spawalniczy (ok. 1 – 2 kg)
Rys. 6. Zobrazowanie prawidłowego nadlewu-wypływki przy wahadłowym spawaniu utwardzonego polichlorku winylu (PVC) i profilowanego pr n ta spawalniczego PVC.
Bardzo istotna podczas spawania drutem jest odpowiednio dobrana temperatura gor m cego gazu, oraz równomierna prs dko t,u spawania i nacisk, tak aby powstał wła t ciwy nadlew-wypływka, który jest gwarancj m dobrego spawu. Zarówno materiał łm czony jak i drut spawalniczy musz m by u w takim samym stopniu uplastycznione, gdy v w przeciwnym wypadku nie nast m pi dyfuzja i spoina b s dzie wadliwa. Nale v y podkre t li u , v e temperatura któr m b s dzie miało tworzywo podczas spawania zale v y jednocze t nie od temperatury gazu oraz pr s dko t ci spawania, czyli czasu jaki b s dzie gor m cy gaz oddziaływał z tworzywem. Przy wi s kszej pr s dko t ci spawania temperatura gazu powinna by u wy v sza ni v przy mniejszej pr s dko t ci spawania.
Na rysunku 7 pokazane jest jak nale v y dobiera u warstwy spoin w zale v no t ci od grubo t ci materiału łm czonego. Nale v y zwróci u uwag s , v e do wykonania spoiny X potrzeba mniej materiału ni v do wykonania analogicznej spoiny V.

w�x�y�z�{|�}�~���z���� ����}���|�}�z��������Instytut In � ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł� czenia tworzyw sztucznych – spawanie 5
Rys. 7. Zale � no ��� ilo � ci warstw spoiwa od grubo � ci (mm) spawanych elementów.
2.1.2. Spawanie ekstruzyjne W spawaniu ekstruzyjnym (wytłocznym) uplastycznione spoiwo jest wytłaczane z wytłaczarki i
specjaln � głowic � tzw. butem spawalniczym jest formowana spoina miedzy uplastycznionymi gor � cym gazem powierzchniami ł� czonymi (rys. 8). T � metod � mo � emy jednym przej � ciem wykonywa � spoiny o du � ej grubo � ci. Spawanie ekstruzyjne jest bardziej wydajne ni � spawanie drutem.
d
ec
fg a
b
A
A
A - A
Rys. 8. Schemat spawania ekstruzyjnego. a – stopione tworzywo z ekstrudera, b – gor � ce powietrze, c – spoina, d – ukosowany ł� czony materiał, e – but spawalniczy z PTFE, f – podstawa buta, g – dysza ekstrudera.
���������������������� ���������������������Instytut In � ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł� czenia tworzyw sztucznych – spawanie 6
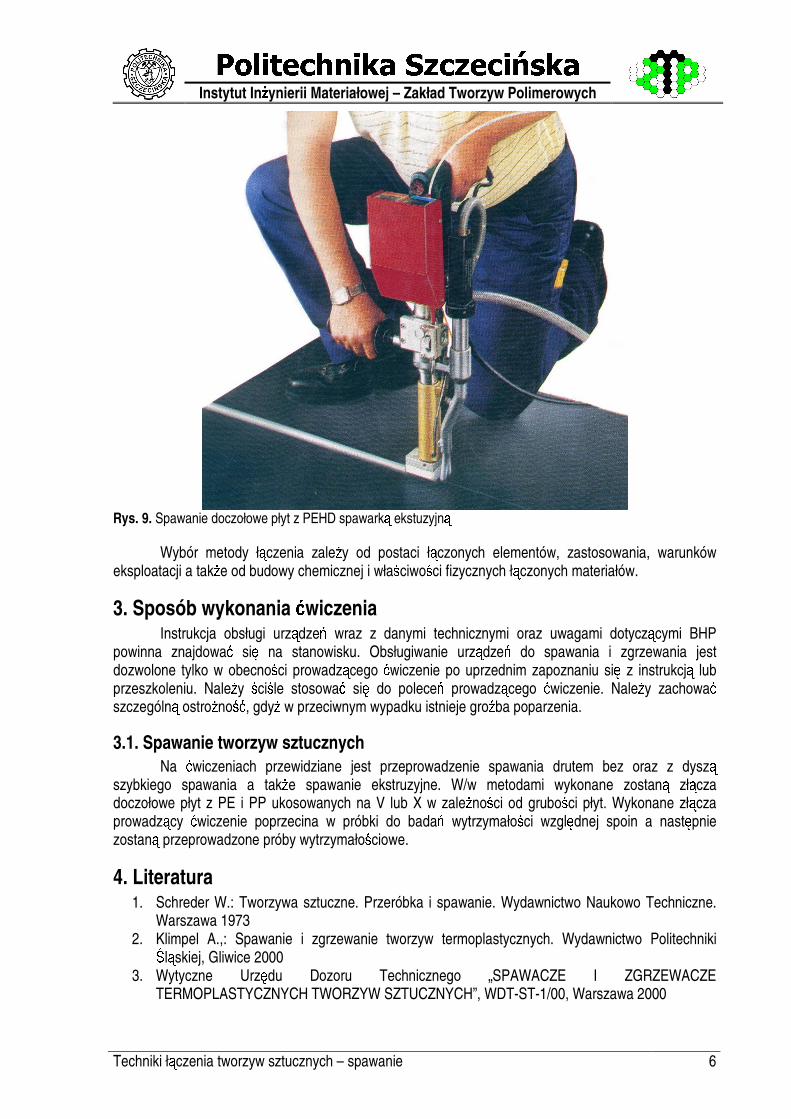
Rys. 9. Spawanie doczołowe płyt z PEHD spawark ekstuzyjn
Wybór metody ł� czenia zale ¡ y od postaci ł� czonych elementów, zastosowania, warunków eksploatacji a tak ¡ e od budowy chemicznej i wła ¢ ciwo ¢ ci fizycznych ł� czonych materiałów.
3. Sposób wykonania £ wiczenia Instrukcja obsługi urz � dze ¤ wraz z danymi technicznymi oraz uwagami dotycz � cymi BHP
powinna znajdowa ¥ si ¦ na stanowisku. Obsługiwanie urz � dze ¤ do spawania i zgrzewania jest dozwolone tylko w obecno ¢ ci prowadz � cego ¥ wiczenie po uprzednim zapoznaniu si ¦ z instrukcj � lub przeszkoleniu. Nale ¡ y ¢ ci ¢ le stosowa ¥ si ¦ do polece ¤ prowadz � cego ¥ wiczenie. Nale ¡ y zachowa ¥ szczególn � ostro ¡ no ¢,¥ , gdy ¡ w przeciwnym wypadku istnieje gro § ba poparzenia.
3.1. Spawanie tworzyw sztucznych Na ¥ wiczeniach przewidziane jest przeprowadzenie spawania drutem bez oraz z dysz �
szybkiego spawania a tak ¡ e spawanie ekstruzyjne. W/w metodami wykonane zostan � zł� cza doczołowe płyt z PE i PP ukosowanych na V lub X w zale ¡ no ¢ ci od grubo ¢ ci płyt. Wykonane zł� cza prowadz � cy ¥ wiczenie poprzecina w próbki do bada ¤ wytrzymało ¢ ci wzgl ¦ dnej spoin a nast ¦ pnie zostan � przeprowadzone próby wytrzymało ¢ ciowe.
4. Literatura 1. Schreder W.: Tworzywa sztuczne. Przeróbka i spawanie. Wydawnictwo Naukowo Techniczne.
Warszawa 1973 2. Klimpel A.,: Spawanie i zgrzewanie tworzyw termoplastycznych. Wydawnictwo Politechniki ¨
l � skiej, Gliwice 2000 3. Wytyczne Urz ¦ du Dozoru Technicznego „SPAWACZE I ZGRZEWACZE
TERMOPLASTYCZNYCH TWORZYW SZTUCZNYCH”, WDT-ST-1/00, Warszawa 2000

©�ª�«�¬�®�¯�°�±�¬�²�³ ´�µ�¯�µ�®�¯�¬�¶�·�²�³Instytut In ¸ ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł¹ czenia tworzyw sztucznych – spawanie 7
4. K. Kwiatkowski, Z. Rosłaniec – „Badanie poł¹ cze º spawanych elastomerów poli(eterowo-estrowych). Cz. I. Wpływ zawarto » ci segmentów gi ¼ tkich na morfologi ¼ i wła » ciwo » ci mechaniczne”, POLIMERY 2004,49, 268-274
5. Spawanie termoplastycznych tworzyw sztucznych przy u ½ yciu spawarek r ¼ cznych. Materiały reklamowe firmy LEISTER, prospekt 21A/PL , Kagiswil, Szwajcaria