
Tech-1.Info. Hardness Testing
6
ME 111L Summer 2013 1 Lab Book: Chapter1 Technical Information: Hardness Testing Types of Hardness Tests: Rockwell Hardness, Brinell Hardness, Vickers Hardness, and Microhardness (Read Callister 8th edition §6.10) There are various general methods of hardness testing. The most commonly used method is indentation hardness testing. What is measured is the resistance to permanent indentation, which involves permanent deformation when an indenter is forced into the surface of a material. Several indentation hardness tests are used. Each has advantages and limitations. Rockwell Hardness Tests Rockwell Standard Hardness Test For the Rockwell standard hardness test, the surface must be reasonably smooth, but may be curved. Two types of indenter are used: a ball indenter and a diamond cone indenter. The ball indenter is a tungsten carbide ball of a particular diameter (i.e., 1/16 in., 1/8 in., 1/4 in. or 1/2 in.). Although hardened steel balls are still used in some cases, tungsten carbide balls are now used commonly. An ASTM (American Society for Testing and Materials) standard (E 18– 02, p. 11) specifies: "The hardness of the tungsten carbide ball shall not be less than 1500 HV10. The material of the tungsten carbide balls shall have a density of 14.8 g/cm 3 ±0.2 and the following composition: Total other carbides 2.0% maximum Cobalt (Co) 5.0 to 7.0% Tungsten carbide (WC) balance The "tungsten carbide" balls actually consist of cemented tungsten carbide, where Co metal bonds the WC particles together. The percentages given in the above table are weight percentages. The hardness ("not be less than 1500 HV10") is Vickers hardness (see later in this document). The Rockwell diamond indenter has a sphero-conical shape with a 120° cone and a spherical tip radius of 200 μm. A specific total test force (i.e., 60 kgf, 100 kgf or 150 kgf) is applied after the preliminary test force of 10 kgf. The diameter of the indentation must be within the approximate range of 0.2 to 1.5 mm. A constant (equal to130 for ball indenters and 100 for the diamond indenter) minus the Rockwell hardness number is directly proportional to the incremental depth of the indentation, i.e., the depth of the indentation between application of the preliminary test force and the total test force. Practical use of Rockwell hardness testers will be taught in the laboratory. Two examples are given on the following page.
-
Upload
brunosipod -
Category
Documents
-
view
20 -
download
1
description
Hardness Testing Technical Information Materials Engineering Lab UT Austin ME 111L - Chapter 1
Transcript of Tech-1.Info. Hardness Testing
ME 111L Summer 2013 1 Lab Book: Chapter1
Technical Information: Hardness Testing
Types of Hardness Tests: Rockwell Hardness, Brinell Hardness, Vickers Hardness, and Microhardness
(Read Callister 8th edition §6.10) There are various general methods of hardness testing. The most commonly used method is indentation hardness testing. What is measured is the resistance to permanent indentation, which involves permanent deformation when an indenter is forced into the surface of a material. Several indentation hardness tests are used. Each has advantages and limitations.
Rockwell Hardness Tests
Rockwell Standard Hardness Test For the Rockwell standard hardness test, the surface must be reasonably smooth, but may be curved. Two types of indenter are used: a ball indenter and a diamond cone indenter. The ball indenter is a tungsten carbide ball of a particular diameter (i.e., 1/16 in., 1/8 in., 1/4 in. or 1/2 in.). Although hardened steel balls are still used in some cases, tungsten carbide balls are now used commonly. An ASTM (American Society for Testing and Materials) standard (E 18–02, p. 11) specifies:
"The hardness of the tungsten carbide ball shall not be less than 1500 HV10. The material of the tungsten carbide balls shall have a density of 14.8 g/cm3±0.2 and the following composition:
Total other carbides 2.0% maximum Cobalt (Co) 5.0 to 7.0% Tungsten carbide (WC) balance
The "tungsten carbide" balls actually consist of cemented tungsten carbide, where Co metal bonds the WC particles together. The percentages given in the above table are weight percentages. The hardness ("not be less than 1500 HV10") is Vickers hardness (see later in this document). The Rockwell diamond indenter has a sphero-conical shape with a 120° cone and a spherical tip radius of 200 µm. A specific total test force (i.e., 60 kgf, 100 kgf or 150 kgf) is applied after the preliminary test force of 10 kgf. The diameter of the indentation must be within the approximate range of 0.2 to 1.5 mm. A constant (equal to130 for ball indenters and 100 for the diamond indenter) minus the Rockwell hardness number is directly proportional to the incremental depth of the indentation, i.e., the depth of the indentation between application of the preliminary test force and the total test force. Practical use of Rockwell hardness testers will be taught in the laboratory. Two examples are given on the following page.

ME 111L Summer 2013 2 Lab Book: Chapter1
Rockwell B hardness test. The indenter is a 1/16 in. diameter tungsten carbide ball (or hardened steel ball). The preliminary test force is 10 kgf and the total test force is 100 kgf. The Rockwell B hardness number HRB is given by the following expression:
€
incremental depth of indentation mm( ) = 130 −HRB( ) × 0.002 mm( )
or
€
HRB =130 − incremental depth of indentation (mm)0.002 mm
An example ISO (International Organization for Standardization) hardness designation is 80.2 HRB. Rockwell C hardness test. The indenter is a 120° sphero-conical diamond ("C" Brale® indenter). The preliminary test force is 10 kgf and the total force test is 150 kgf. The Rockwell C hardness number HRC is given by the following expression:
€
incremental depth of indentation mm( ) = 100 −HRC( ) × 0.002 mm( )
or
€
HRB =100 − incremental depth of indentation (mm)0.002 mm
An example ISO hardness designation is 60.4 HRC. The figures below illustrate (1) the penetrations for the minor test force (minor load) and for the major test force (major load), and (2) a "C" Brale® indenter.

ME 111L Summer 2013 3 Lab Book: Chapter1
Rockwell Superficial Hardness Test The surface must be reasonably smooth, but may be curved. The indenter is a tungsten carbide ball (or hardened steel ball) of a particular diameter (i.e., 1/16 in., 1/8 in., 1/4 in. or 1/2 in.) or a diamond cone. A specific total test force (i.e., 15 kgf, 30 kgf or 45 kgf) is applied after the preliminary test force of 3 kgf. The diameter of the indentation must be within the approximate range of 0.2 to 1.5 mm. A constant (equal to 100 for both ball and diamond indenters) minus the Rockwell superficial hardness number the incremental depth of the indentation, i.e., the depth of the indentation between application of the preliminary test force and the total test force. Two examples follow. Rockwell 45T superficial hardness test. The indenter is a 1/16"-diameter tungsten carbide ball (or hardened steel ball). The preliminary test force is 3 kgf and the total test force is 45 kgf. The Rockwell 45T superficial hardness number is given by the following expression:
€
incremental depth of indentation mm( ) = 100 −HR45T( ) × 0.001mm( ) or
€
HR45T =100 −incremental depth of indentation mm( )
0.001mm
An example ISO hardness designation is 45.2 HR45T. Rockwell 30N superficial hardness test. The indenter is a 120° sphero-conical diamond ("N" Brale® indenter). The preliminary test force is 10 kgf and the total test force is 30 kgf. The Rockwell 30N superficial hardness number is given by the following expression:
€
incremental depth of indentation mm( ) = 100 −HR30N( ) × 0.001mm( ) or
An example ISO hardness designation is 74.5 HR30N. Rockwell Hardness Test Limitations. The material around a Rockwell indentation is cold worked. Although the extent of the cold-worked region depends on the type of material and its strain hardening characteristics, the depth of material affected is typically 10 to 15 times the depth of the indentation. Therefore, the depth of the indentation should be no more than 1/10th the thickness of the specimen. Minimum thickness values are often available in tabular format. Because an indentation hardness test cold works the surrounding material, other indentations must not be too close to a particular indentation. That is, if another indentation is made within the cold-worked area, the Rockwell hardness number will be too high. Usually, a distance of three diameters from the center of one indentation to the center of another is sufficient. If an indentation is made too close to the edge of a specimen, the Rockwell hardness number will be too small. The distance from the center of the indentation to the edge of the specimen must be at least 2.5 times the diameter of the indentation. Indentations made on a convex curved surface will result in Rockwell hardness numbers that are too small. Those made on a concave curved surface will result in Rockwell hardness numbers that are too large. Therefore, corrections are needed for cylindrical specimens, for example. These cylindrical surface corrections are not available for all Rockwell hardness scales.
€
HR30N =100 −incremental depth of indentation mm( )
0.001mm

ME 111L Summer 2013 4 Lab Book: Chapter1
Brinell Hardness Test The surface must be reasonably smooth and flat. The indenter is a 5 or10 mm diameter hardened steel or tungsten carbide ball. The test force, usually 500 to 3000 kgf, is applied for a specified time (10 to 30s). The Brinell hardness number HB is the applied force in kgf divided by the contact area of the indentation in mm2. The diameter of the indentation is approximately 2.40 to 6.00 mm. The depth of the indentation is approximately 95.5/HB in mm for 3000 kgf test force and 10 mm diameter ball indenter. The Brinell hardness number HB is given by the following expression:
€
HB = 2PπD D− D2 − d2( )
where P is the force in kgf, D is the ball diameter in mm, and d is the diameter of the indentation in mm. An example ISO hardness designation is 290 HB (10 mm ball, 3000 kgf force, applied 10-15 seconds). Brinell Hardness Test Limitations. The thickness of the specimen should be at least ten times the depth of the indentation. The depth of indentation is given by the following expression:
€
Depth (mm) = PπD×HB
where P is the load in kgf, D is the ball diameter in mm and HB is the Brinell hardness number. This expression reduces to approximately 95.5/HB in mm for 3000 kgf test force and 10 mm diameter ball indenter. The distance from the center of the indentation to the edge of the specimen should be at least three times the diameter of the indentation. The distance from the center of an indentation to the center of a subsequent indentation should be at least three times the diameter of the first indentation.
Vickers Hardness Test The surface must be smooth and clean, and a flat surface is best. The indenter is a Vickers diamond pyramid indenter (shown on the next page under Vickers microhardness test). The test force is usually1 kgf to 30 kgf, applied for a normal test time of 10 to 15s. Larger test forces (up to 120 kgf) are possible with some Vickers hardness testers. The Vickers hardness number HV is the applied force in kgf divided by the contact area of the indentation in mm2. The diagonal of the indentation (d) is approximately 0.2 to 1.5 mm. The depth of the indentation is approximately d/7. The Vickers hardness number HV is given by the following expression:
€
HV = PAs
=2psin(α /2)
d2
where P is the test force in kgf, As is the surface area of the indentation in mm2, d is the mean diagonal length in mm, and � is the face angle of the indenter (ideally 136°0'). For a perfect indenter HV is given by:
€
HV ≈1.8544 Pd2

ME 111L Summer 2013 5 Lab Book: Chapter1
An example ISO hardness designation is 390 HV30 (where the second number indicates that a force of 30 kgf was applied for 10-15 seconds). Microhardness Tests The surface must be metallographically prepared for observation through a microscope (more on this in Laboratory Unit 2). The test force is usually 50 gf to 1000 gf. Smaller test forces (down to 1 gf) are possible with some microhardness testers. Knoop microhardness test. The indenter is a Knoop indenter. The Knoop hardness number HK is the applied force in gf divided by the projected area of the indentation in µm2. The long diagonal of the indentation (d) is approximately 0.001 to 0.200 mm. The depth of the indentation is approximately d/30.
Knoop Indenter
The Knoop hardness number HK is given by the following expression:
€
HK =1000PAP
=1000Pd2C
where P is the test force in gf, Ap is the projected area of the indentation in µm2 and d is the length of the long diagonal in µm. C is the indenter constant:
€
C =tan B /2( )2tan A /2( )
where B is the included transverse edge angle (ideally 130°00'00") and A is the included longitudinal edge angle (ideally 172°30'00"). For a perfect indenter with ideal angles, C = 0.070279, and HK is given by:
€
HK ≈14229 Pd2
Apparently, there is no ISO hardness designation for a Knoop hardness number. Vickers microhardness test. The indenter is a Vickers indenter (also known as a diamond pyramid indenter). The Vickers hardness number HV is the applied force in gf divided by the contact area of the indentation in µm2. The depth of the indentation is approximately d/7.
Vickers Indenter
The Vickers hardness number HV is given by the following expression:
�
HV =PAs
=2000P sin /2( )
d2
where P is the test force in gf, As is the surface area of the indentation in mm2, d is the mean diagonal length in µm, and � is the face angle of the indenter (ideally 136°0'). For a perfect indenter HV is given by:
�
HV 1850 Pd2
d
d
ME 111L Summer 2013 2 Lab Book: Chapter1
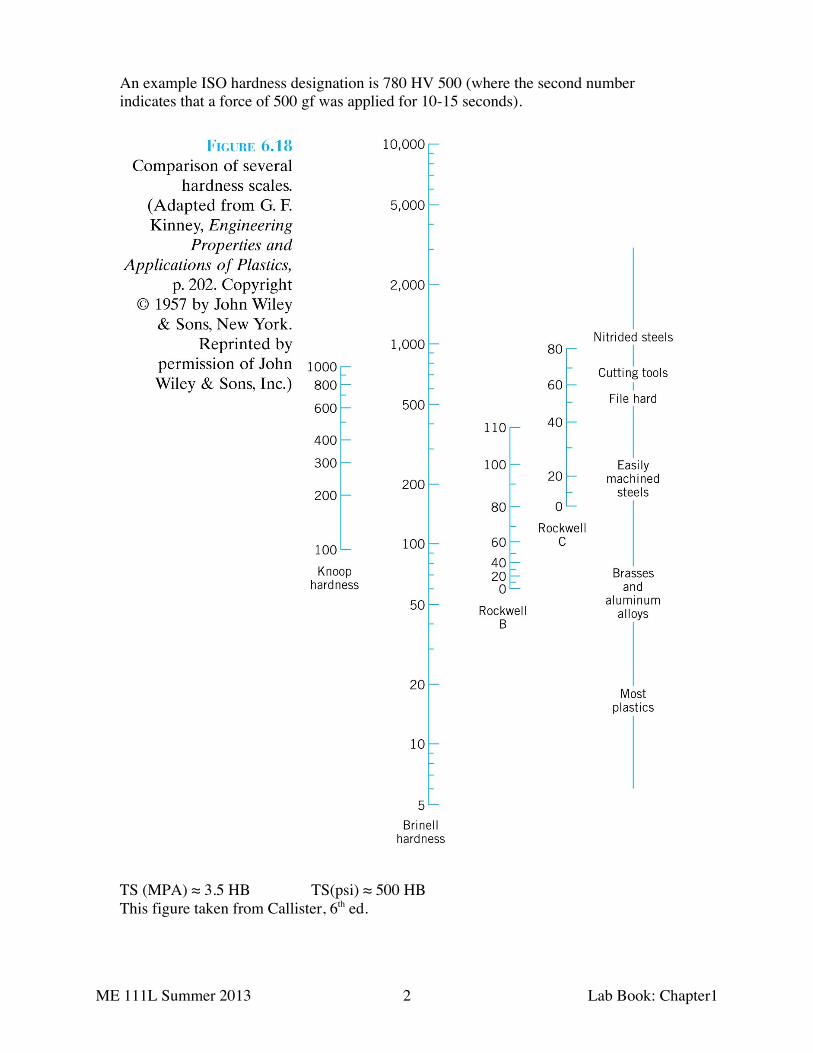
An example ISO hardness designation is 780 HV 500 (where the second number indicates that a force of 500 gf was applied for 10-15 seconds).
TS (MPA) ≈ 3.5 HB TS(psi) ≈ 500 HB This figure taken from Callister, 6th ed.


















