
TAPPI Student Summit · 2000 2008 2013 2000 2008 2013 2000 2008 2013 2000 2008 2013 TOTAL Mature...
43
TAPPI Student Summit
Transcript of TAPPI Student Summit · 2000 2008 2013 2000 2008 2013 2000 2008 2013 2000 2008 2013 TOTAL Mature...

TAPPI
Student Summit

Worldwide leading supplier of equipment
and services to packaging manufacturers
in the folding carton, corrugated board
and flexible materials industries
www.bobstgroup.com

• Founded in 1890
• Headquarters - Lausanne, Switzerland
• 5700 Employees
• Annual Sales $ 1,700,000,000

RECONDITIONING PLANTSPRODUCTION SITES
Worldwide
ATLAS - Bedford
GENERAL - Heywood
Slide 4 © Bobst Group 2009
MARTIN - Villeurbanne
FISCHER & KRECKE GmbH - Bielefeld
STEUER GmbH - Stuttgart
BOBST SA - Prilly/Mex
ASITRADE AG -Grenchen
BOBST GROUP ITALIA SpA
SCHIAVI - Piacenza
ROTOMEC - S. Giorgio Monferrato
BOBST GROUP LATINOAMÉRICA
DO SUL Ltda - Itatiba
BOBST
(Shanghai) Ltd
BOBST INDIA
PRIVATE Ltd - Pune
BOBST GROUP
Africa & Middle
East Ltd - Tunis
Production Sites

Why CORRUGATED
for a career path?
It’s not just brown cardboard
boxes anymore!!

Packaging trends in the corrugated
industry
and
Market expectation

Packaging trends in corrugated
industry :
Overall usage
Material : typical trend - light paper evolution
Flute style
Design complexity
Printing usage evolution
Others

Key driversGlobal corrugated production Trends & Forecasts by area- 2003-2007-2012- in Msm

Consumption SQM per capita 2012
43969
9954
39634
11013
51559
175516634
197310
16996
95
20
81
37
9
38
87
5
30
0
50000
100000
150000
200000
250000
North
america
C&S
America
Western
Europe
C & E
Europe
SE Asia &
India
China Pacif ic
Rim
Other
regions
World
mil
lio
n s
qm
0
10
20
30
40
50
60
70
80
90
100
Consumption SQM per capita 2007
46248
9178
40042
914619533
5665
179315
14409
35094
104
20
84
30
8
27
98
4
29
0
50000
100000
150000
200000
250000
North
america
C&S
America
Western
Europe
C & E
Europe
SE Asia &
India
China Pacif ic
Rim
Other
regions
World
mil
lio
n s
qm
0
20
40
60
80
100
120
Key driversConsumption of CB per capita

660g/m²
530g/m²
690g/m²
• Continuous reduction in material usage consumption – significant gap from
region to region
520/
506

• Continuous improvement in packaging design to reduce material usage
• Lead to more complexity and accuracy ie new requirement for equipment
From craddle to Grave
SUPPLY CHAIN EFFICIENCY
RECYCLING-TRANSPORTATION

Corrugated Boxes evolution (%)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2000
2008
2013
2000
2008
2013
2000
2008
2013
2000
2008
2013
TOTAL Mature markets Developing markets "Particular markets"
RSC, Brown Box Diecutted, Flat bed, Standard printing
Diecutted, Rotary, Standard printing RSC, High Graphics
Diecutted, Flat bed, High Graphics Diecutted, Rotary, High Graphics
Corrugated packaging evolution (% )

Printing Processes for
Corrugated
A Look at Comparative Processes
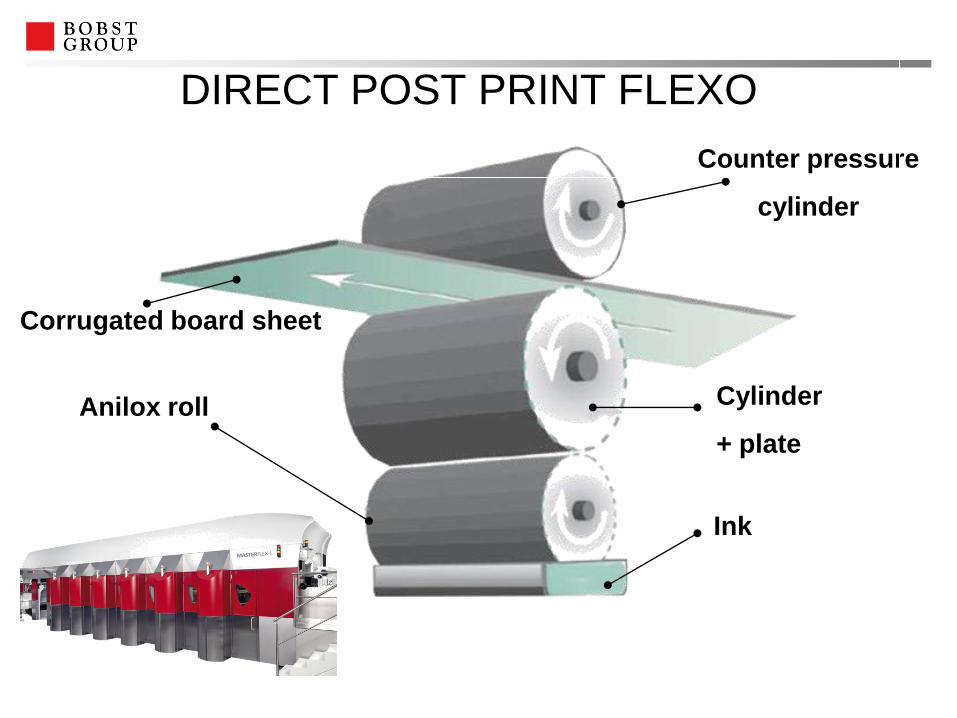
Ink
Cylinder
+ plate
Anilox roll
Corrugated board sheet
Counter pressure
cylinder
DIRECT POST PRINT FLEXO

• Most popular printing process
in CB
• 1 up to 4 colors
• Limited registration
• From small to large
Production runs
• Good enough
POST PRINT FLEXO
BASIC FLEXO HIGH GRAPHIC
• Growing alternative to Preprint and
offset
• Inline or offline
• up to 9 colors + V
• Very good registration
• From small to large Production runs
• In house process
• Installed base still limited

Cylinder
+ plate
Anilox roll
Liner ( from roll ) Master Impression
cylinder
Ink
PRE PRINT FLEXO

PRE PRINT FLEXO
• Printing process reaching offset process
• Continuous printing process (roll)
• Up to 8 colors and Varnish
• Usually consider as cost effective for long runs.
• Min. production around 3 reel ( 45 000 sqm )
• Need to have long term visibility in marketing campaign management
• Can be used for very large packaging dimension
• Printing combinations are possible Pre-Print & Post-Print HG for latest
Differentiation
• Cost of the printing plates quiet important ( size up to 2.8 m web)

Cylinder +
plate
Paper ( sheet )
Master Impression
cylinderInkWater
cylinder + blanket
OFFSET PRINTING

• # 1 Printing process for Very high graphic requirement 150 LPI
• Sheet to sheet printing process, offline
• Up to 7 colors and Varnish (most common is 5 + varnish)
• The sheet must be laminated on a corrugated board roll or on a sheet
(ASITRADE litho-laminator machine)
• Standard coated paper have poor mechanical characteristics (can be
balanced with appropriate adjustment on the board combination)
• Stock usually required to secure a long term implementation process
• Limited dimensions on machine side i.e. 2 pieces pack will be
required from time to time
• Direct Litho now possible, but limited to light, flexible sheets (micro
and nano-flute)
OFFSET PRINTING

Feeder
Dryer
Silk screen
Ink blade
SCREEN PRINTING

Traditional CorrugatedA flute
B flute
C flute
Double-wall
Micro FluteE flute
&
Micro combination
Fine FluteF flute
G&N flute
Litho-laminated
Flexo pre-print
HQ in/off-line flexo post print
Direct offset
Digital print & Silk Screen
Corrugated Board Printing Techniques
Basic in/off-line flexo post

Evolution of Printing Processes
Decorative Corrugated
1970 1980 1990 2000 2010
Litho-laminated Sh/web
Direct offset print
Flexo pre-print
HG Flexo Post print
Digital print
Litho-laminated Sh/Sh
Niche developping
Growing
Stagnant
Stagnant
Continuous growth
Stagnant

Corrugated Board packaging usage and processes
RSC 2008
RSC = Regular Slotted Case, mainly produced on FFG converting equipment
FFG std;
37%
Pre print
+FFG 40%
FFG nt; 21%
Manuel 2%
RSC,
Standard
89%
RSC, High
graphic &
Multi colors
11%
Diecutted
49%
Not
Diecutted
51%

Corrugated Board packaging usage and processes
Diecutted Boxes 2008
Not
Diecutted
51%
Diecutted
49%
Flat bed
diecutting
59%
Rotary
diecutting
41%
Flat bed,
Standard
72%
Flat bed,
High graphic;
28% Flexo post-
print +
FBDC; 38%
Litho-lam +
FBDC; 45%
Flexo pre-
print +
FBDC; 18%
DRO,
Standard;
75%
High graphic
& multicol
25%
DRO std a;
11%
DRO std;
38%
Pre-print +
DRO std;
15%
DRO nt; 35%
Not
Diecutted
51%
Diecutted
49%
Flat bed
diecutting
59%
Rotary
diecutting
41%
Flat bed,
Standard
72%
Flat bed,
High graphic;
28% Flexo post-
print +
FBDC; 38%
Litho-lam +
FBDC; 45%
Flexo pre-
print +
FBDC; 18%
DRO,
Standard;
75%
High graphic
& multicol
25%
DRO std a;
11%
DRO std;
38%
Pre-print +
DRO std;
15%
DRO nt; 35%

% of diecutted boxes (sqm)
20%
25%
30%
35%
40%
45%
50%
55%
60%
65%
70%
2000 2008 2012
TOTAL
Mature markets
Western Europe
North America
Pacif ic Rim
Developing
markets
Eastern Europe
Central & South
America
Africa & Middle East
South East Asia
"Particular
markets"
China
India
From 48% to 58%
=> + 20%
Diecutted Boxes evolution 2008-2012

Market expectation Diecutting processes ( for Autoplaten and Rotary diecutters )
Accuracy : print to cut
Material (board grade, flute…) : larger scope
Quality ( dust, )
Dimensional acceptance
Process flexibility
Folding-glueing Inline FFG – or offline
Accuracy
Quality ( fishtailing )
Design style
Printing process In and offline
Accuracy
Registration LPI, number of colors, varnish
Material, flute , paper
Dimensional acceptance
Process flexibility

Market Segmentation of Printing Processes:
18% decorative
~75%
45-50%
High
Graphics%
18%
Standard%
82%
Flexo pre-
print 21%
Litho-
laminating
36%
Flexo
post print
42%
2008
Million sqm 0
5'000
10'000
15'000
20'000
25'000
30'000
35'000
40'000
45'000
50'000
2000 2008 2012
Litho-laminating
Flexo pre-print
Flexo post print
1998

Decorative applications
• From 2-3 colors to 6-7 + varnish
• Home appliance, food display, wine display, cosmetic display,
liquor/wine box, beer wrap around, food tray, food packaging
• Plate screen from 28-32 l/cm

Trends in Decorative Printing on
Corrugated Board
• Emphasis on sustainability
– Reduce consumption of raw material : paper, water, inks,
– Reduce noise
• Shorter runs
– Increase flexibility, JIT…
– Reduce inventory,
• Market fragmentation
– In-store signage, packaging, point of sale displays, SRP…
• Technological developments
– High graphic flexo post-print challenging offset
– Emergence of digital

Bobst Flexo #units evolution
• Box identification has increased
• Flexo units in last 4 years for high level quality printing
• 70% of the machines are for decorative printing
• Evolution of Flexo quality has peaked
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2000 2004 2008
5 and more
3-4 col
1-2 col.

Flexo High graphic market trend
Source BOBST: 09..2009
Actual evolution
Forecasted trend

High Graphic
Post print Flexo
Qty / Run
1 100 1000 10 000 100 000
Quality
120 LPI
Screen
printing
Digital
printing
Basic Post print Flexo
80 LPI
160 LPI Offset printing + Litholam
Pre-print Flexo

Flexo quality printing evolution (source BOBST SA 2009)2000
2009
1998 2004 2009
Anilox screen 100-200 L/cm 140-280 L/cm 200-350 (480) L/cm
Plate screen 26-34 L/cm (stand.)
32-40 L/cm (fine)
28-36 L/cm (stand.)
34-42 L/cm (fine)
34-42 L/cm (stand.)
48-60 L/cm (fine)
Converting
Material
B to C flute B, E, F flute EB, EF, N flute, thinner and
lighter paper
Packaging Wrap around, US
Box, trays
Self-sell packaging Promotion packaging &
supports on POS
Shelf Ready Packaging
Commercial
needs
Transport, protection Product design
differentiation on the shelf
(Offset alternative),
Marketing message
transmission
Quick and flexible
promotion reaction
Going “green”
Technical
evolution
From ’95 Masterflex-A Duo Technik & Registron S5500, Masterflex-L with reliability
and consistent register process evolution, DDF, direct drives, dryers



Visual Impact Distance
Time to cross the aisle is seconds
To be seen - Visual Printing Impact is key

VISUAL EFFECT in STORES
• At a distance of 2-10 m the visual impact is maximum
and at the same distance the customer must
received the marketing message
• Impossible to differentiate the printing process
with their quality

From 30 cm it’s able to see the difference,
but the message is already given

Corrugated Packaging is
becoming more complex and is
the best option for sustainability
.
Career Paths in CORRUGATED
• Engineering
• Design
– Graphic
– Machinery
• Sales
• Manufacturing
• IT
• Management

Almost everything
ships in a
CORRUGATED box

For more information visitwww.bobstgroup.com


















