
T12 — Case Study: Dubai Aluminium - Rockwell Automation · T12 — Case Study: Dubai Aluminium...
21
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900B T12 — Case Study: Dubai Aluminium Jeff Krbec Business Manager, Global Solutions November 7-8, 2012 — 10:00AM
Transcript of T12 — Case Study: Dubai Aluminium - Rockwell Automation · T12 — Case Study: Dubai Aluminium...

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900B
T12 — Case Study: Dubai Aluminium
Jeff Krbec Business Manager, Global Solutions November 7-8, 2012 — 10:00AM
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Session Abstract
Dubai Aluminium (also known as DUBAL) is transferring its state of the art Reduction cell technology for the largest Aluminium Reduction line in the world currently being built at Abu Dhabi (EMAL). DUBAL selected the Global Solutions team at Rockwell Automation to develop and implement the control system for the reduction cells, which includes dozens of controllers and hundreds of I/O cabinets. This presentation will discuss best practices for large project control, as well as the complexities of managing a project which involves thousands of personnel.
2
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Dubai Aluminium DUBAL owns and operates the world’s largest modern
aluminium smelter with a captive power station.
Built on a 480-hectare site in Jebel Ali, Dubai, UAE,
the complex's major facilities comprise:
a one million tonne per annum primary aluminium
smelter
a 2,350 megawatt power station (at 30°C),
a large carbon plant, casthouse operations,
a 30 million gallon per day water desalination plant,
laboratories, port and storage facilities.
DUBAL also holds a 50 per cent share in EMAL.
Entirely state-owned, DUBAL is one of the largest non-
oil contributors to the economy of Dubai and widely
regarded as the industrial flagship of the UAE.
3

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Emirates Aluminium EMAL is a state of the art aluminium smelter complex
supplying the world with high quality metal. The advanced
smelter in Al Taweelah currently uses DX Reduction Cell
Technology to produce 750,000 tonnes of aluminium
annually. This will increase to 1.3 metric million tonnes by
the end of 2014 upon completion of Phase II and the
installation of the new generation DX+ Reduction
Technology, making it the largest single site smelter in the
world. Approval of a $4.5bn investment for Phase II,
combined with the original $5.7bn Phase I joint venture
between Dubai Aluminium and Mubadala Investment
Company, makes EMAL one of the largest industrial
projects in the UAE outside of the oil and gas sector and
one of the key projects leading the diversification of the
UAE’s economy. 4
EMAL Phase 1 (2009)
(2) 375K TPA Potlines
Casthouse
Carbon Plant

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Global Solutions Bringing you a world of experience
5
Consistent methodology deployed in all locations
The right team for your project from our worldwide talent
All major industries Any production environment Combining technology &
application knowledge
Based on PMI ® PMBOK®
Certified project managers Repeatable, measurable,
auditable Risk management
Domain Expertise
Global Execution
Information | Process | Discrete Automation | Power Motion | Sustainable Production | Technology Migration | Hardware Integration
80 Countries | 20 Languages | 3000+ Employees | Average 13+ Years Experience | Single point of contact
Project Management
Helping you exceed your business goals
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
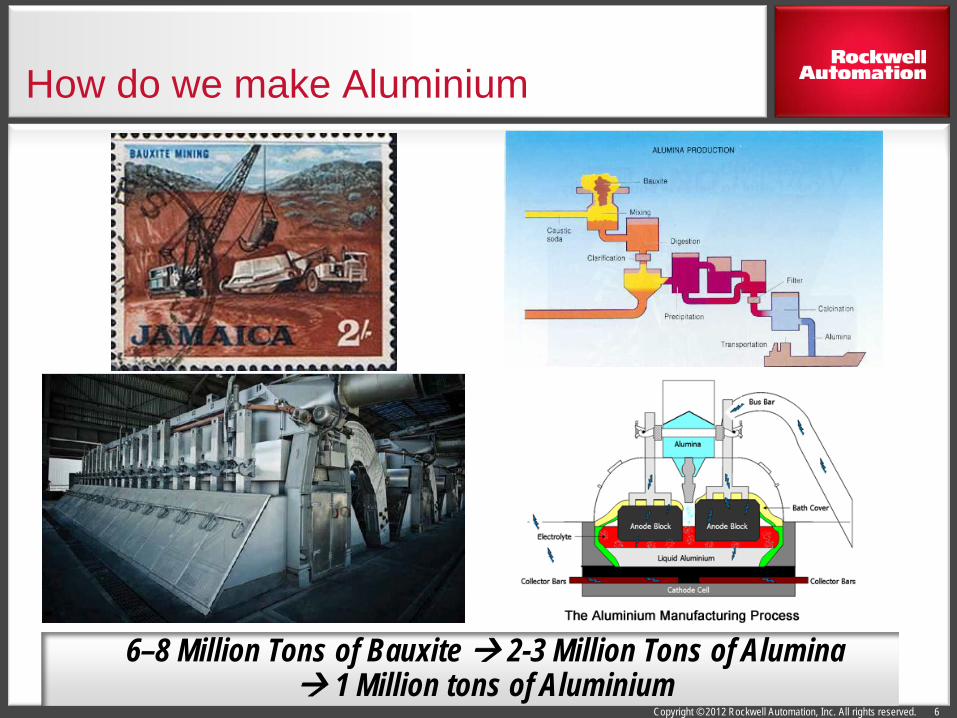
How do we make Aluminium
6
6–8 Million Tons of Bauxite 2-3 Million Tons of Alumina 1 Million tons of Aluminium

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
EMAL Phase 2
DUBAL is providing a 444 cell (pot) 550 K tpa system to their partailly
owned subsidiary EMAL Process design Technology License Automation & IT systems Startup Assistance
In order to maximise the line output, the line will have the most cells on a
single line ever built. Reduced Capital Investment Unique Electrical Challenges
7

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Project Overall Coordination
Rockwell Automation Project Management Hardware engineering Network Design Network Test FS Development / Documentation Level 1 &2 Consultancy FAT Cabinet Assembly Cable Provision Installation Management Commissioning
DUBAL Automation L1 Code HMI Screen design L2 Interface
DUBAL IT L2 Code, screen L3 Code, Screen, Reports Audio System
SNC Automation specifications Panel & Cabinet Installation Cable routing engineering Power supply Fibre network supply
DUBA
L Te
chno
logy
Dev
elopm
ent &
Tran
sfer
P
rojec
t Man
ager
EMAL Operation needs/requirements Operators
DUBAL Technology Development Process & Pot Design Process Definition Documentation Control

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 9
DUBAL EMAL
RA DESIGN TEAM
MFG TEAM

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 10
Original System Architecture
Note: Final network architecture is more complex than shown to facilitate phased implementation (redundant star in place of REP ring)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 11
Pot Group Architecture
Looks easy right ? Maybe not if you need to connect (48) of these subsystems

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
System Scale
12
550K ton per year potline 1500 meter length 2000VDC, 460,000 amp
power feed 1351 Cabinets ~2500 Cables > 10,000 Engineering & PM
Hours > 30,000 manufacturing and
test hours > 7,000 Commissioning Hours
(50) L7x Controllers (224) 10” PV+ (224) Point I/O Nodes (448) E3+ motor starters on Enet/IP (50) Stratix 8000s (448) ETAPs

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Project Execution - iPM
13

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 14
Integrated PM Methodology Based on PMI – a Global Standard
A Guide to the Project Management Body of Knowledge (PMBOK® Guide): PMI has become, and continues to be, the leading professional association in project management
– PMI has over 200,000 members in 125 countries – The PMBOK® Guide is the globally recognized standard
for managing projects in today’s marketplace – The PMBOK® Guide is approved as an American
National Standard (ANS) by the American National Standards Institute (ANSI)
Planning Closing Executing
Con trolling Initiating
Process Groups
Knowledge Areas
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
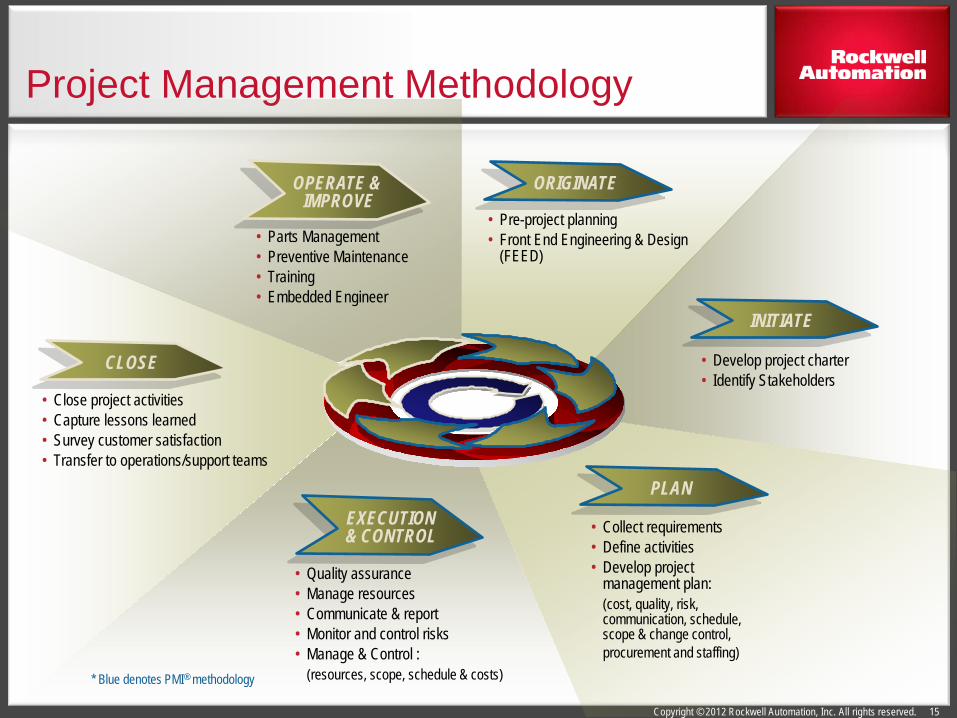
Project Management Methodology
15
• Develop project charter • Identify Stakeholders
• Collect requirements • Define activities • Develop project
management plan: (cost, quality, risk,
communication, schedule, scope & change control,
procurement and staffing)
• Quality assurance • Manage resources • Communicate & report • Monitor and control risks • Manage & Control : (resources, scope, schedule & costs)
• Close project activities • Capture lessons learned • Survey customer satisfaction • Transfer to operations/support teams
• Pre-project planning • Front End Engineering & Design
(FEED)
* Blue denotes PMI® methodology
• Parts Management • Preventive Maintenance • Training • Embedded Engineer
OPERATE & IMPROVE
CLOSE
ORIGINATE
INITIATE
PLAN EXECUTION & CONTROL

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Project Execution – Governance Model
It is very typical for Global Solutions to implement a Governance model on major projects.
This project includes a quarterly steering team:
16
Middle East Sales Director
Heavy Industries Business Manager
Metals Business
Development Manager
Technology Development
& Transfer Director
Contract Manager
IT Manager
Automation
Manager

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Risk Mitigation - Network test
17
Network Test included:
(48) Logix CPUs (pot controllers)
(2) Logix CPUs (current distribution)
(26) Stratix 8000 switches (2) Cisco 3750x switches
I/O, PV+, E3+ on Enet for (5)
Pots
Network design, test and commissioning provided by RA Network Security Services team
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
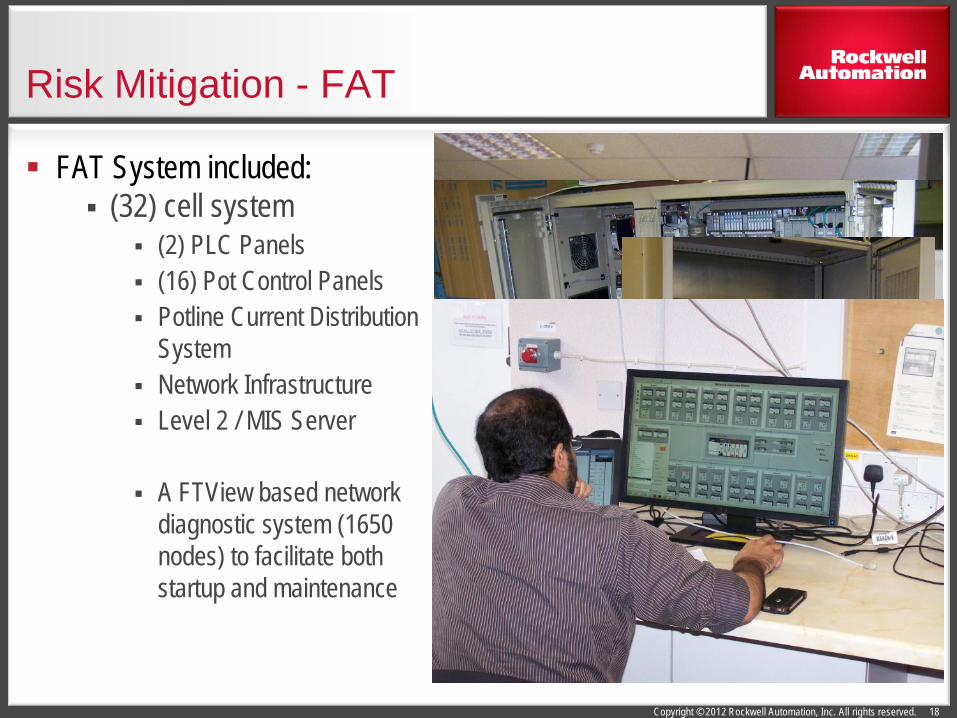
Risk Mitigation - FAT
FAT System included: (32) cell system
(2) PLC Panels (16) Pot Control Panels Potline Current Distribution
System Network Infrastructure Level 2 / MIS Server
A FTView based network
diagnostic system (1650 nodes) to facilitate both startup and maintenance
18
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Risk Mitigation - Pilot
(10) pots from EMAL Phase 1 have been converted to the new technology
The existing lab line at DUBAL has a different electrical system
This will also provide a training system for operators
19
Image courtesy of EMAL

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Risk Mitigation – Life Cycle Support
Commissioning team is made up of local Field Service personnel to ensure a smooth transition for on-going support
The EMAL site has had Parts Management agreement and Techconnect support contract in place since phase 1 commissioning started in 2008
These contracts shall be expanded for scope and additional components L7x controllers and EtherNet/IP
infrastructure components
20
• Develop project charter • Identify Stakeholders
• Collect
requirements • Define activities • Develop project
management plan: (cost, quality, risk,
communication, schedule, scope & change control,
procurement and staffing)
• Quality assurance • Manage resources • Communicate & report • Monitor and control risks • Manage & Control : (resources, scope, schedule & costs)
• Close project activities • Capture lessons learned • Survey customer
satisfaction • Transfer to
operations/support teams
• Pre-project planning • Front End Engineering &
Design (FEED)
• Parts Management • Preventive Maintenance • Training • Embedded Engineer
OPERATE & IMPROVE
CLOSE
ORIGINATE
INITIATE
PLAN EXECUTION & CONTROL

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
www.rockwellautomation.com
Follow ROKAutomation on Facebook & Twitter. Connect with us on LinkedIn.
Rev 5058-CO900B
Thanks for your time


















