Sustainability at Texas Instruments - TI.com · Sustainability at Texas Instruments ... th t b l l...
47
RFAB Sustainability at Texas Instruments Paul Westbrook Sustainable Development Manager Sustainable Development Manager Texas Instruments
-
Upload
truongnguyet -
Category
Documents
-
view
216 -
download
2
Transcript of Sustainability at Texas Instruments - TI.com · Sustainability at Texas Instruments ... th t b l l...

RFAB
Sustainability atTexas Instruments
Paul WestbrookSustainable Development ManagerSustainable Development ManagerTexas Instruments

History of Innovation
Innovation in the use of signal processing has been the technology thread throughout TI’sbeen the technology thread throughout TI s 75-plus-year history.
1970s
1980s1990s
Introduces
Introduces single-chip di it l i l
Demonstrates digital projection display system
Develops single-chip cell phone
1950s
1960s
Demonstrates first i t t d i it
Invents first handheld calculator
Introduces Speak and Spell
digital signal processor
And beyond ...
• energy harvesting
• ultra low power processors
1940s integrated circuit
Builds magnetic anomaly detection equipment
• embedded processorsRevolutionizes oil explorationwith reflection seismography

TI Businesses
2010 TI Revenue* by Segment: $13.97 billionUltra low power, high capability
d l hiEducation Technology$0.4 billion
processors and analog chips
Semiconductor $13.6 billion
3iPad – (12) TI chipsWind turbine – (6) TI chips LED lights E-bikes Smart Phones
What is Sustainability?
At TI, sustainability means operating in a manner th t b l l fit d t d ththat balances people, profit, product, and the planet.• Sustainable processes deliver services without exhausting p g
resources.• Sustainable manufacturing facilities work with nature and
use resources efficiently to achieve better results at a lower ycost and with less impact on the planet.
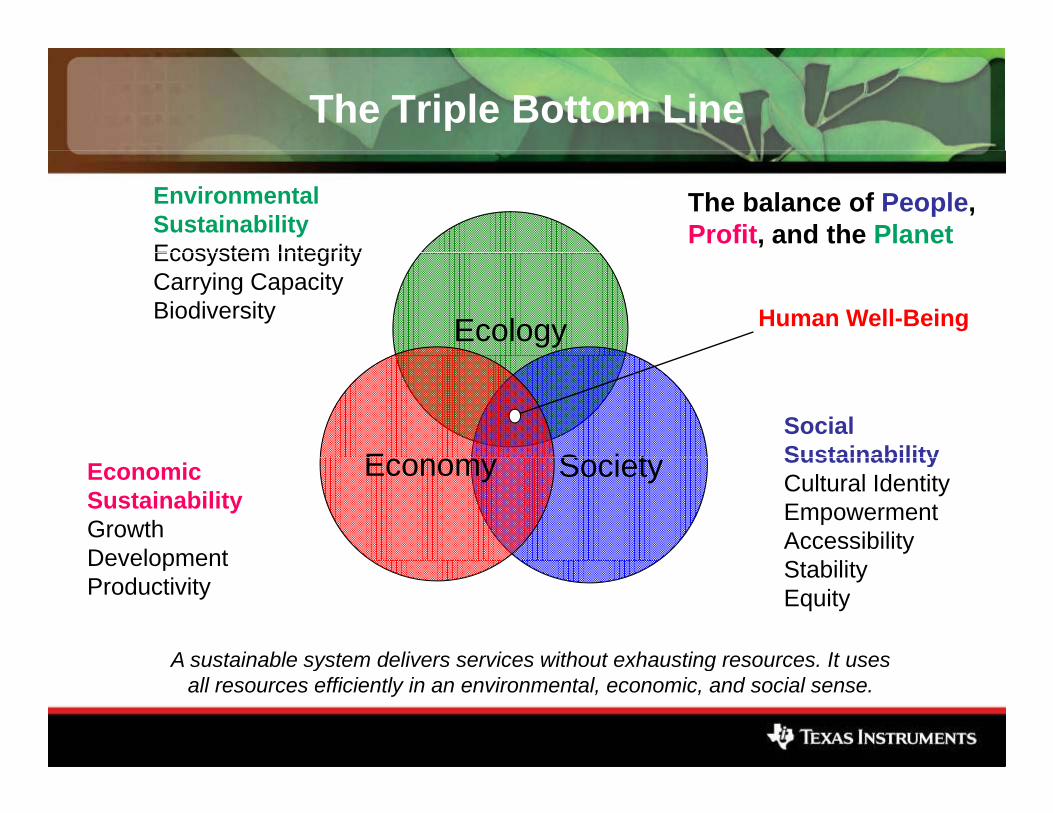
The Triple Bottom Line
Environmental SustainabilityEcosystem Integrity
The balance of People,Profit, and the Planet
Ecosystem IntegrityCarrying CapacityBiodiversity
Ecology Human Well-Being
SocialSustainabilityS i tE SustainabilityCultural IdentityEmpowermentAccessibilityS bili
EconomicSustainabilityGrowthDevelopment
SocietyEconomy
StabilityEquity
DevelopmentProductivity
A sustainable system delivers services without exhausting resources It usesA sustainable system delivers services without exhausting resources. It uses all resources efficiently in an environmental, economic, and social sense.
TI’s Path to Sustainability
TI has a legacy of environmental stewardship; i ti i i l f ffi i dincorporating principles of efficiency and resource conservation in operations worldwide.• TI combined these efforts and followed Leadership in Energy p gy
and Environmental Design (LEED) principles from the ground up while designing the company’s first “green” manufacturing site.
• This culminated in the Richardson, Texas fabrication site (RFAB), the world’s first LEED-certified semiconductor manufacturing facility.
• We followed RFAB with a LEED Silver certification at our Philippines site in Baguio and LEED Gold at our site in Clark.
What is LEED?
Leadership in Energy and Environmental DesignThe LEED Green Building Rating System is a voluntary, consensus-based standard for developing high-performance, sustainable buildings.
TI used the LEED system as an idea generator and a framework for design.g
The LEED point system challenges all participants, from designersto contractors, to be engaged in all aspects of building moresustainable facilities.
RFAB: TI’s Journey to Sustainability
TI’s Path to Sustainability
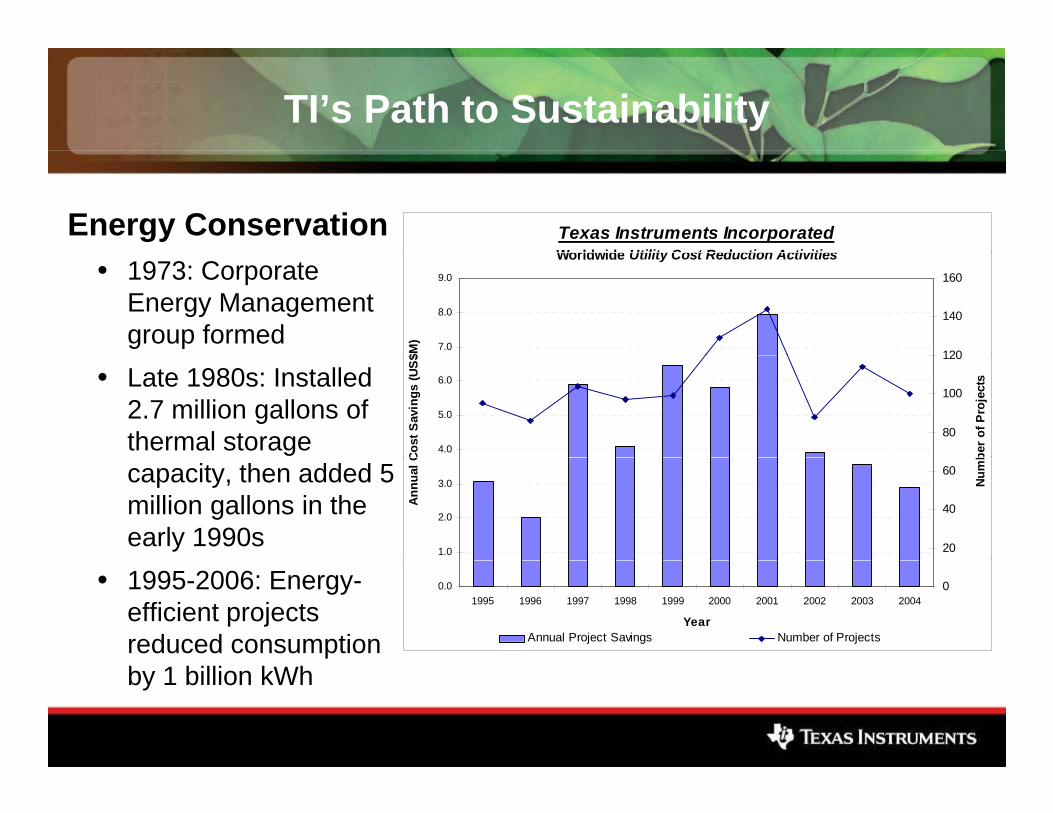
Energy Conservation Texas Instruments IncorporatedWorldwide Utility Cost Reduction Activities
• 1973: Corporate Energy Management group formed
Worldwide Utility Cost Reduction Activities
7.0
8.0
9.0
$M)
120
140
160
• Late 1980s: Installed 2.7 million gallons of thermal storage 4.0
5.0
6.0
Cost
Sav
ings
(US$
80
100
120
ber o
f Pro
ject
s
capacity, then added 5 million gallons in the early 1990s
1.0
2.0
3.0
Annu
al C
20
40
60
Num
b
• 1995-2006: Energy-efficient projects reduced consumption
0.01995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Year
0
Annual Project Savings Number of Projects
by 1 billion kWh
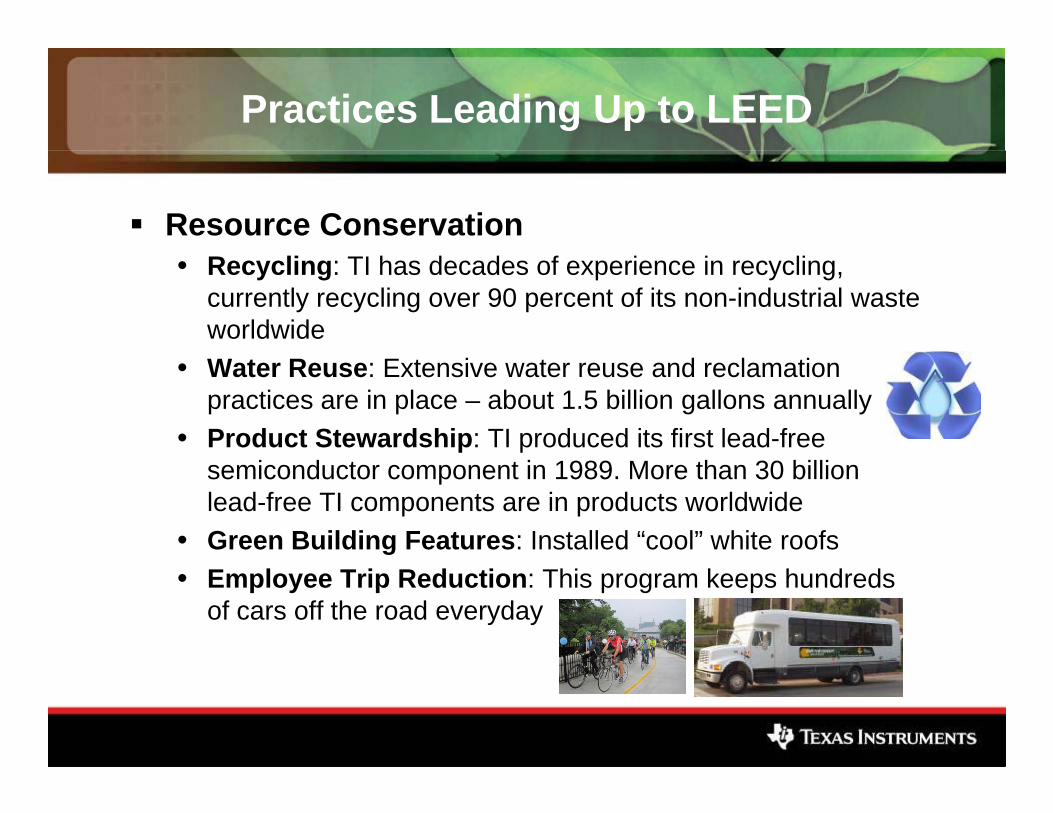
Practices Leading Up to LEED
Resource Conservation• Recycling: TI has decades of experience in recycling,
currently recycling over 90 percent of its non-industrial waste worldwide
• Water Reuse: Extensive water reuse and reclamation practices are in place – about 1.5 billion gallons annually
• Product Stewardship: TI produced its first lead-free semiconductor component in 1989. More than 30 billion lead-free TI components are in products worldwide
• Green Building Features: Installed “cool” white roofs• Employee Trip Reduction: This program keeps hundreds
of cars off the road everyday
TI’s Big Sustainability Leap: RFAB
Strategy Team - Fabscape• 4 strategy teams were formed in advance of project• 4 strategy teams were formed in advance of project• Request made to add a 5th team - sustainability• Generated early white papers on a number of ideasTour (Westbrook House – www enerjazz com/house)Tour (Westbrook House – www.enerjazz.com/house)• Invited 3 VP’s to tour active/passive solar home• Low utility bills for “normal” house spurred interestDesign WorkshopDesign Workshop• Teamed up with Rocky Mountain Institute (RMI)• Held 3-day design charrette to brainstorm ideas• Generated 15 “Big Honkin’ Ideas” to carry forward along with aGenerated 15 Big Honkin Ideas to carry forward along with a
large list of other good ideas• Made a first pass at LEED score sheet
What is a Fab?
A very big, clean facility …
• Total space: 1.1 million square feet Cleanroom space: 284 000 square feet• Cleanroom space: 284,000 square feet
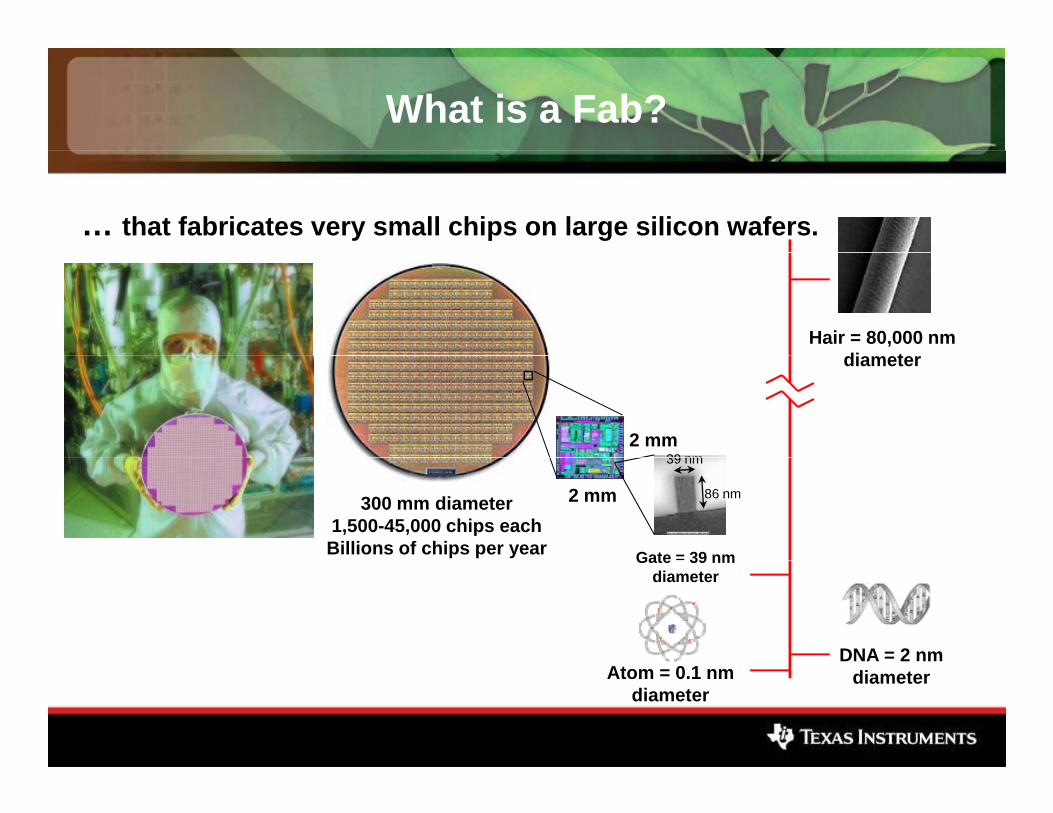
What is a Fab?
… that fabricates very small chips on large silicon wafers.
Hair = 80,000 nmdi t
2 mm39 nm
diameter
300 mm diameter1,500-45,000 chips eachBillions of chips per year
2 mm 86 nm
39 nm
Gate = 39 nm
DNA = 2 nm
Gate 39 nmdiameter
diameterAtom = 0.1 nmdiameter
RFAB: The Opportunity
Very tight temperature and humidity requirements . . .• 70F+/-2 (21C+/-1) and 45% RH +/- 3%70F+/ 2 (21C+/ 1) and 45% RH +/ 3%
Combined with a large amount of exhaust and subsequent make up air . . .• 650,000 cfm (307 m3/sec) = 2 Macy’s Kermit balloons per second
Combined with the need to recirculate a large volume of air through the filters for cleanliness . . .• 4,400,000 cfm (2077 m3/sec) = 22 Goodyear blimps a minute
C bi d ith h d d f t l ithCombined with hundreds of process tools with vacuum pumps, RF generators, and support equipment . . .Combined with extensive use of deionized (DI) water to rinse the wafers during processingrinse the wafers during processing . . .
Could lead to annual power consumption of 170,000 mWh (10,000 homes worth)and water consumption of 3 million gallons/day (6,000 homes worth).p g y ( , )
Annual utility bills could total $20M - $25M.
RFAB: Cost Reduction – Friend or Foe?
Challenge: R d f b t f t b 30 t f th i• Reduce fab costs per square foot by 30 percent from the previous fab
Response:• A LEED building does not have to cost more• Forced space efficiency (2 level vs. 3 level)• Forced us to question everything• Couldn’t just copy previous design – had to innovate• All of this led to . . . . Engineering!
Our goal was to achieve GoldGold LEED certification for the RFAB office building and SilverSilver certification for the fab itself.
g g
building and SilverSilver certification for the fab itself.
RFAB Project Features
92-acre site
1.1 million square feet
284,000 square feet of cleanroom space
Capacity for about 1,000 employees
Main components:• Fab building
• Support building
• Central utility plant (CUP) building
• Administration building
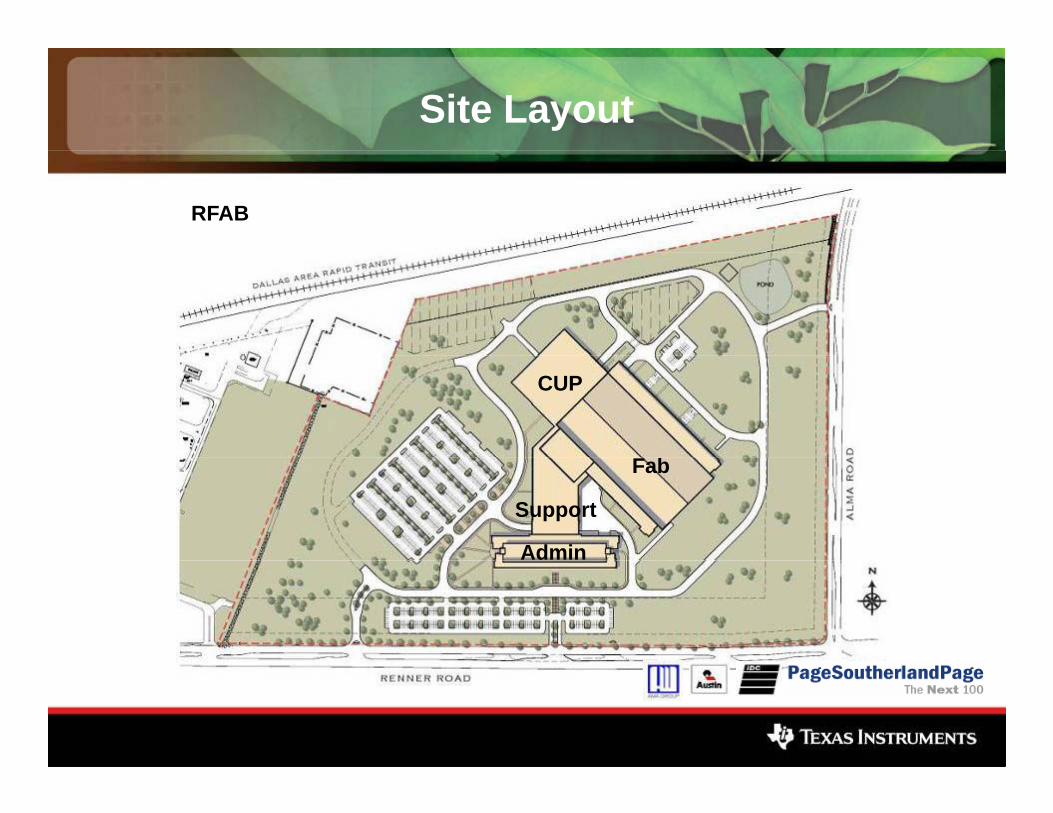
Site Layout
RFAB
CUP
F bFab
Support
Admin

How Can a Fab Go Green?
Start by following LEED principles as a guideline …Five broad categories encourage a holistic approach to building design:• Sustainable SitesSustainable Sites• Water Efficiency• Energy and Atmosphere
M t i l d R• Materials and Resources • Indoor Environmental Quality
.
Project certified under LEED-NC version 2.1
LEED Category: Sustainable Sites
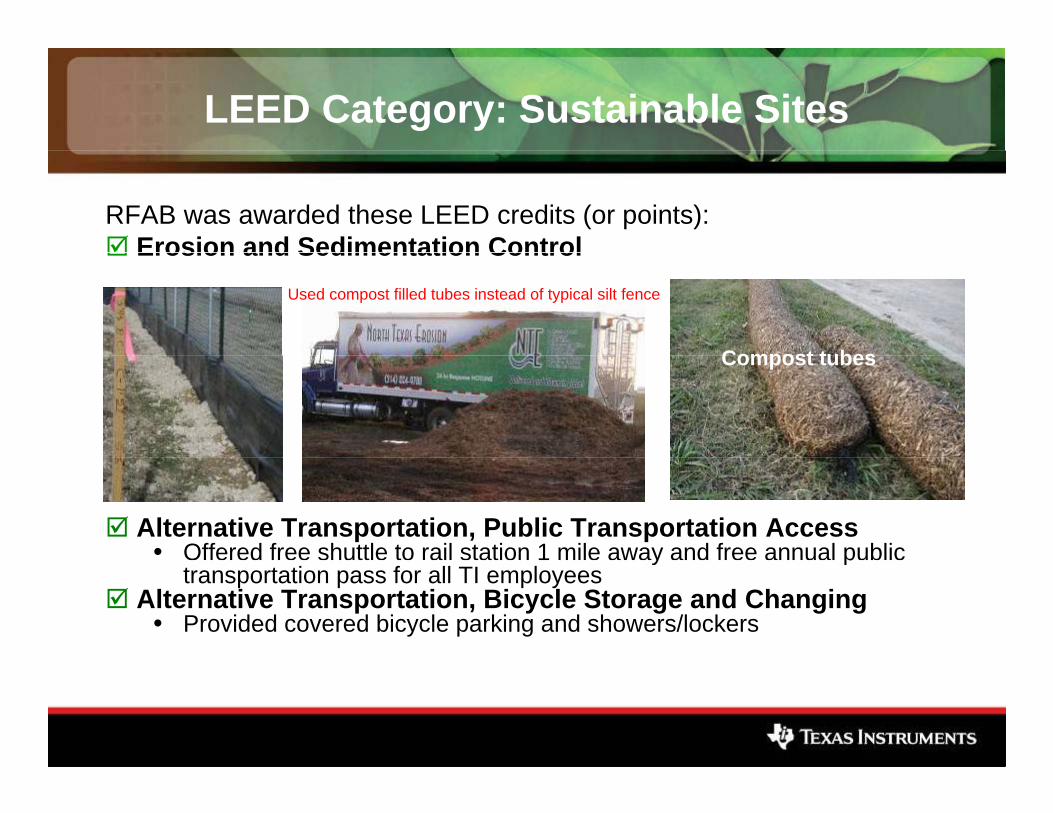
RFAB was awarded these LEED credits (or points):Erosion and Sedimentation ControlErosion and Sedimentation Control
Compost tubes
Used compost filled tubes instead of typical silt fence
Compost tubes
Alternative Transportation, Public Transportation Access• Offered free shuttle to rail station 1 mile away and free annual public y p
transportation pass for all TI employeesAlternative Transportation, Bicycle Storage and Changing
• Provided covered bicycle parking and showers/lockers
LEED Category: Sustainable Sites
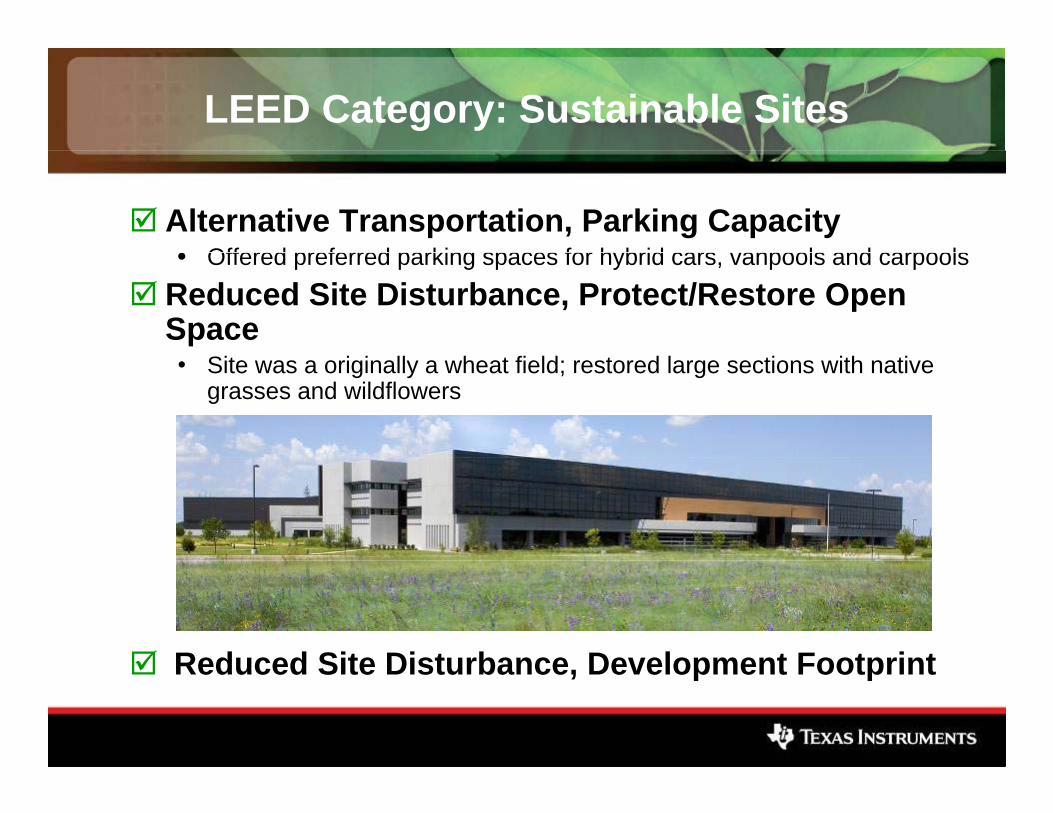
Alternative Transportation, Parking Capacity• Offered preferred parking spaces for hybrid cars vanpools and carpools• Offered preferred parking spaces for hybrid cars, vanpools and carpools
Reduced Site Disturbance, Protect/Restore Open Space• Site was a originally a wheat field; restored large sections with native
grasses and wildflowers
Reduced Site Disturbance Development FootprintReduced Site Disturbance, Development Footprint
LEED Category: Sustainable Sites
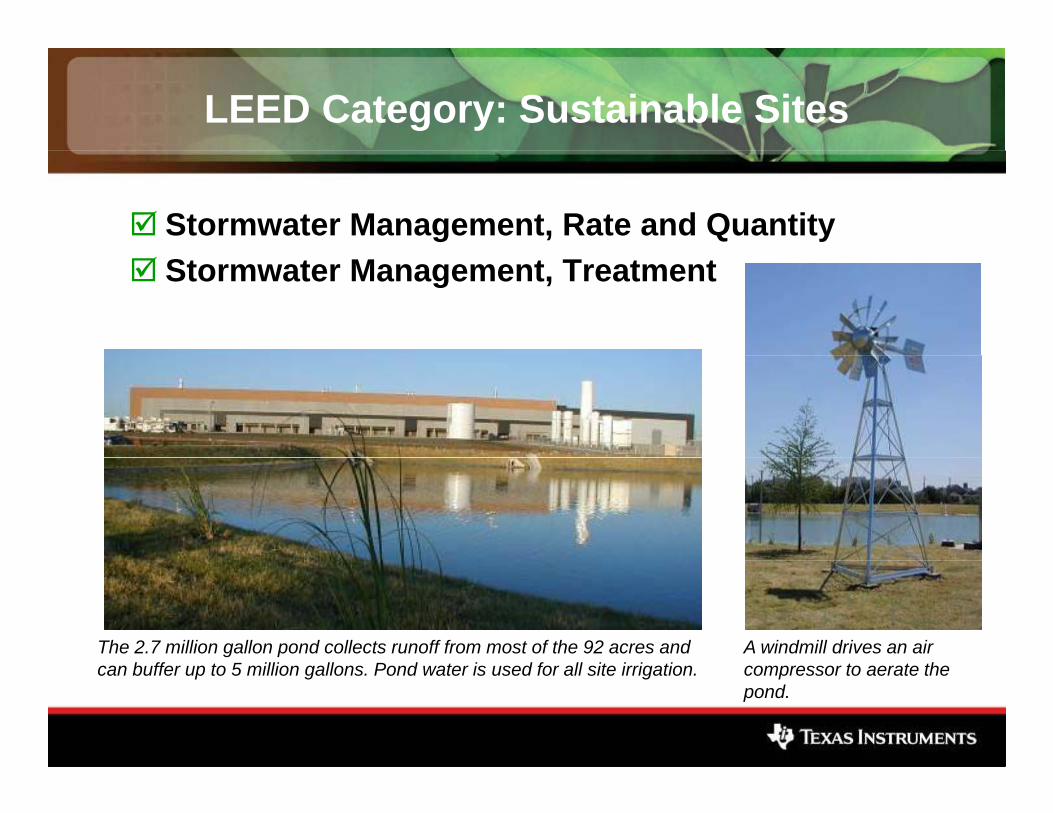
Stormwater Management, Rate and QuantityStormwater Management, Treatment
The 2.7 million gallon pond collects runoff from most of the 92 acres and b ff t 5 illi ll P d t i d f ll it i i ti
A windmill drives an air t t thcan buffer up to 5 million gallons. Pond water is used for all site irrigation. compressor to aerate the
pond.

LEED Category: Sustainable Sites
Landscape/Exterior Design to Reduce Heat Islands, Site • Used reflective concrete and shade trees• Used reflective concrete and shade trees
Landscape/Exterior Design to Reduce Heat Islands, Roof
A Reflective Roof
A
B
A. Reflective RoofB. PondC. Reflective
ConcreteD. Typical
Concrete
C
DD
LEED Category: Sustainable Sites
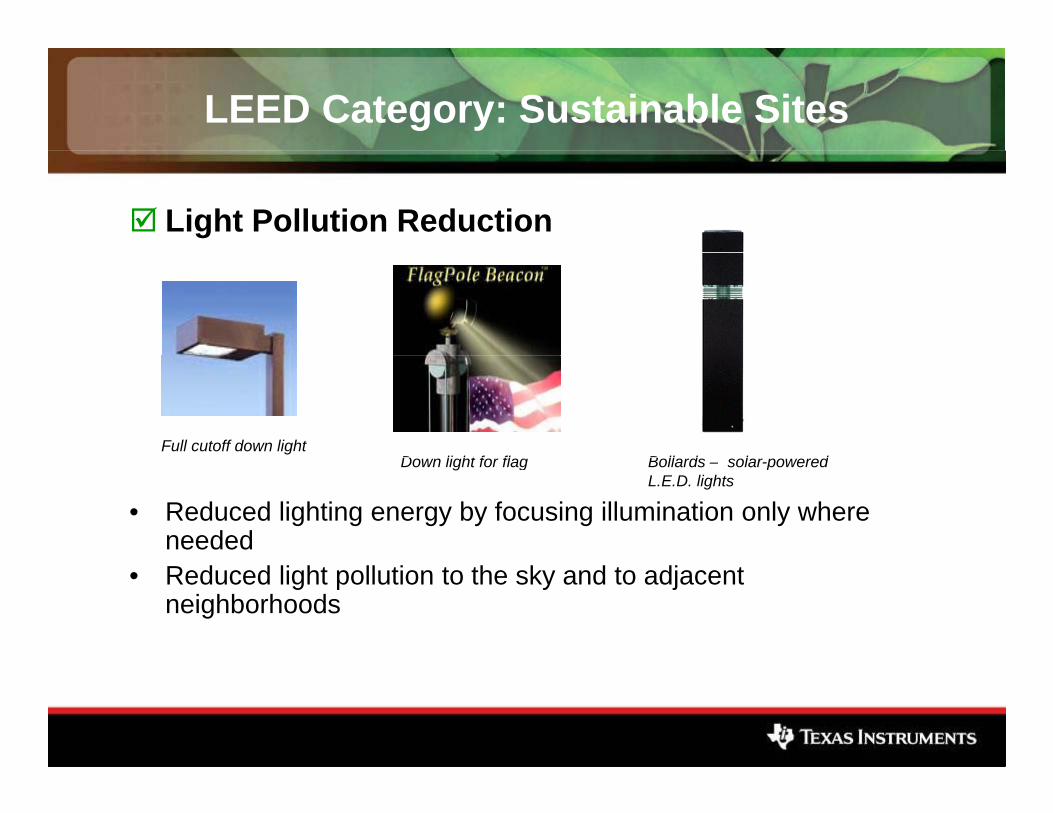
Light Pollution Reduction
Full cutoff down lightD li ht f fl B ll d l d
• Reduced lighting energy by focusing illumination only where needed
Down light for flag Bollards – solar-powered L.E.D. lights
• Reduced light pollution to the sky and to adjacent neighborhoods

LEED Category: Water Efficiency
Water-Efficient Landscaping – Reduce Irrigation by 50 PercentW t Effi i t L d i N P t bl U I i tiWater-Efficient Landscaping, No Potable Use or Irrigation• The pond is our irrigation source
Innovative Wastewater TechnologiesWater-Use Reduction – Reduce by 20 PercentWater Use Reduction – Reduce by Additional 10 Percent• Reduced office use by 39 percent, fab by 41 percent
Water turbine-powered sensor faucet
Waterless urinal
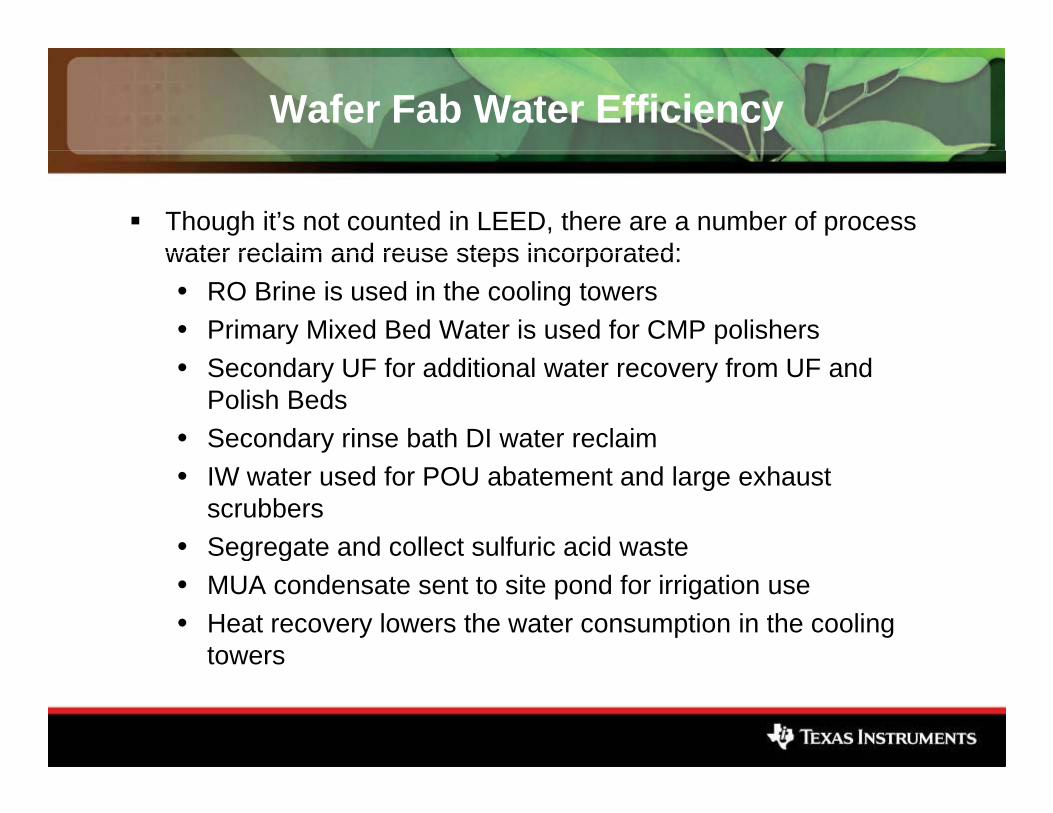
Wafer Fab Water Efficiency
Though it’s not counted in LEED, there are a number of process water reclaim and reuse steps incorporated:water reclaim and reuse steps incorporated:• RO Brine is used in the cooling towers• Primary Mixed Bed Water is used for CMP polishers• Secondary UF for additional water recovery from UF and
Polish Beds• Secondary rinse bath DI water reclaim• IW water used for POU abatement and large exhaust
scrubbers• Segregate and collect sulfuric acid wasteg g• MUA condensate sent to site pond for irrigation use• Heat recovery lowers the water consumption in the cooling
towerstowers
LEED Category: Energy and Atmosphere
Fundamental Systems CommissioningMinimum Energy PerformanceMinimum Energy PerformanceChlorofluorocarbon Reduction in Heating, Ventilation, Air Conditioning and Refrigeration EquipmentOptimization of Energy PerformanceOptimization of Energy Performance
LEED awards an additional point for every 5 percent improvement in this category up to a maximum of 10 pointsin this category, up to a maximum of 10 points.
TI ENERGY SAVINGS APPROACH• Tools and support equipment efficiencyTools and support equipment efficiency• Shell efficiency• Facilities systems integration and efficiency• Education / Culture
The Negawatt
Negawatt (n) - a measure of energy efficiency; it i tt f da unit in watts of energy saved
Solar and wind may be sexy . . .
. . . but efficiency yields the best financial and environmental benefits
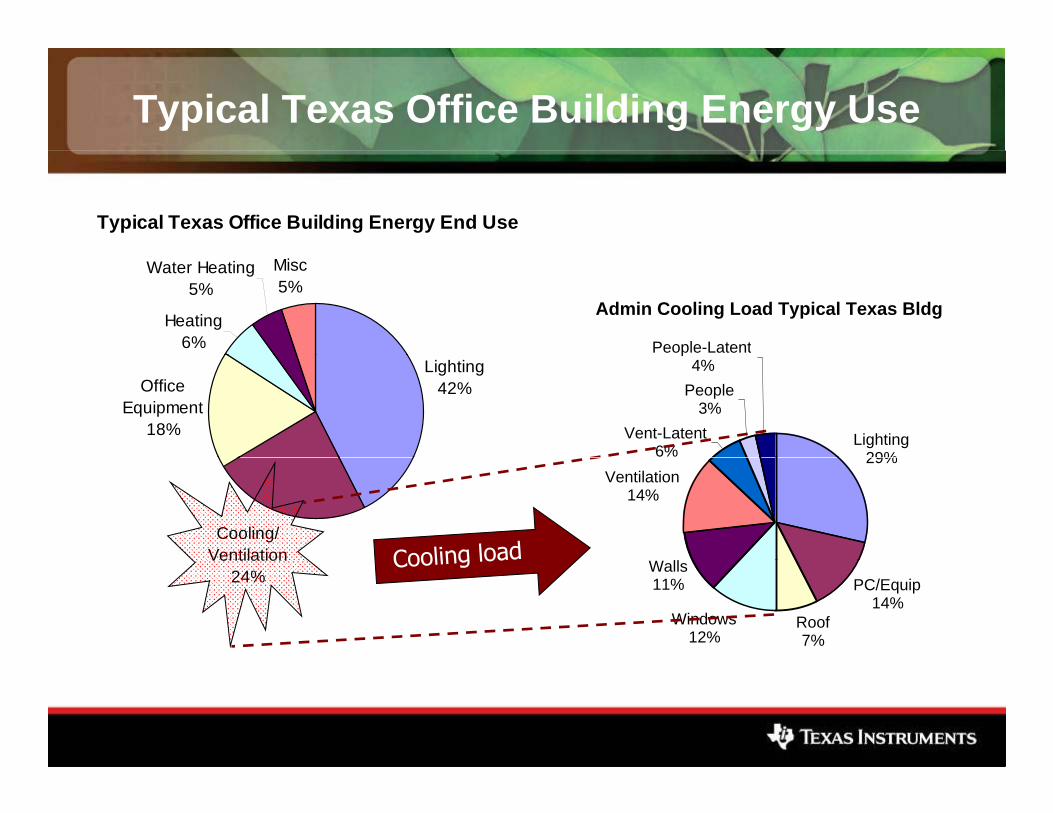
Typical Texas Office Building Energy Use
Typical Texas Office Building Energy End Use
Admin Cooling Load Typical Texas Bldg
People-LatentHeating
6%
Water Heating5%
Misc5%
Lighting29%
Vent-Latent6%
People3%
p4%Lighting
42%Office Equipment
18%29%
W ll
Ventilation14%
Cooling/ Ventilation
PC/Equip14%
Roof7%
Windows12%
Walls11%
Ventilation24%
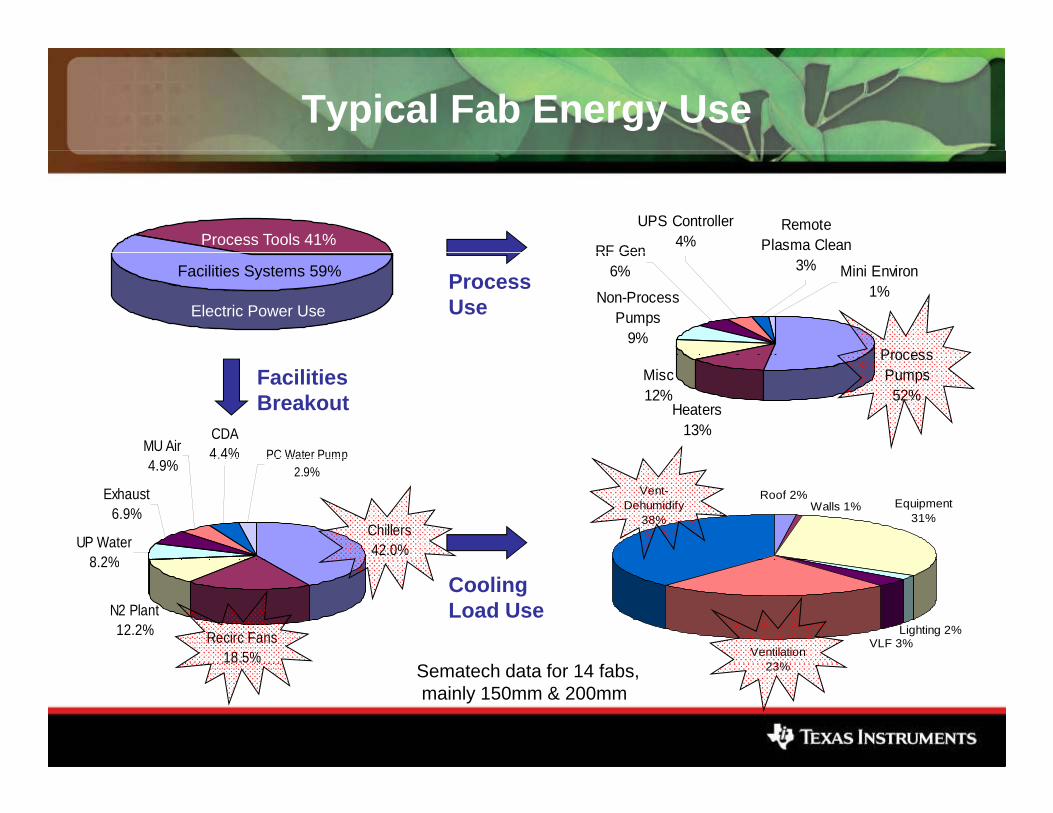
Typical Fab Energy Use
UPS Controller4%RF Gen
Remote Plasma CleanProcess Tools 41%
Process
Non-Process Pumps
9%
RF Gen6% 3% Mini Environ
1%Facilities Systems 59%
Electric Power Use
Process Use
Process Pumps52%
Heaters13%
Misc12%
MU AirCDA4.4% PC Water Pump
Facilities Breakout
Roof 2%Walls 1% Equipment
31%
Vent-Dehumidify
38%Chillers42.0%UP Water
8 2%
Exhaust6.9%
4.9%4.4% PC Water Pump
2.9%
Lighting 2%
Ventilation 23%
VLF 3%Recirc Fans18.5%
N2 Plant12.2%
8.2%Cooling Load Use
23%Sematech data for 14 fabs,mainly 150mm & 200mm
Energy Savings – Equipment Efficiency
Vacuum Pumps: (reduced cooling load by >300 tons)• Met with suppliers to develop improved pump efficiency• Worked with industry consortium (ISMI) and vendors to
develop an idle signal protocol (SEMI S**)
Exhaust: (reduced exhaust load by >100,000 cfm)• Returned some general exhaust (heat) to space• Identified top tool internal constraints• Identified top tool internal constraints
Process Cooling (PC) Water (reduced system flow by >3,000 gpm)
• Reduced pressure drop and increased delta T (effectiveness) on tool and support equipment heat exchangers
Energy Savings – Office Efficiency
• Passive solar orientation with exterior shading• Optimized glazing (high VLT low SHGC low U value)• Optimized glazing (high VLT, low SHGC, low U value)• Reflective roof • Natural daylighting with light shelves• High-efficiency lighting (motion and daylight sensors)• Demand-controlled ventilation• Attention to detail on insulation and infiltration• Solar water heating

Fab Energy Flow
Shell Loss- air leak
Other Exhaust Enthalpy Wheel1. External Load
4. Exhaust and Make Up Air6. Energy Efficient – Energy Recovery
Boiler
Recirc Fans
air leak- thermal
Cooling Coil
General Exhaust Boiler Make Up AirRun Around
Lighting MUA
Tool Power Support Syst 54 CHW
MUA
40 CHWTool Power Support Syst 54 CHW
CDA3 Sensible Heat Removal
2. Internal Cooling Load3. Sensible Heat Removal
5. MUA Cooling, Dehumidification, and Heating
Energy Savings – Facilities Efficiency
Central Utilities Plant – Chiller Plant (25% of fab load) S lit l t t t h d t it• Split plant to match needs to capacity:
– 40° F (4.4° C) for dehumidification (.44 - .51 kW/ton)– 54° F (12.2° C) for all other loads (.32 - .50 kW/ton)
• Heat recovery on 54° F plant (75% of CHW load)• Heat recovery on 54 F plant (75% of CHW load)– More constant load year-round– Minimal energy penalty for free hot water– Reduced boilers from six to two (500HP each)Reduced boilers from six to two (500HP each)
• Utilize variable primary distribution – only one set of pumps that vary their speed with the demand
• Redundancy is 1 x 40° F chiller for both 40° F and 54° F y(blending for 54° F)
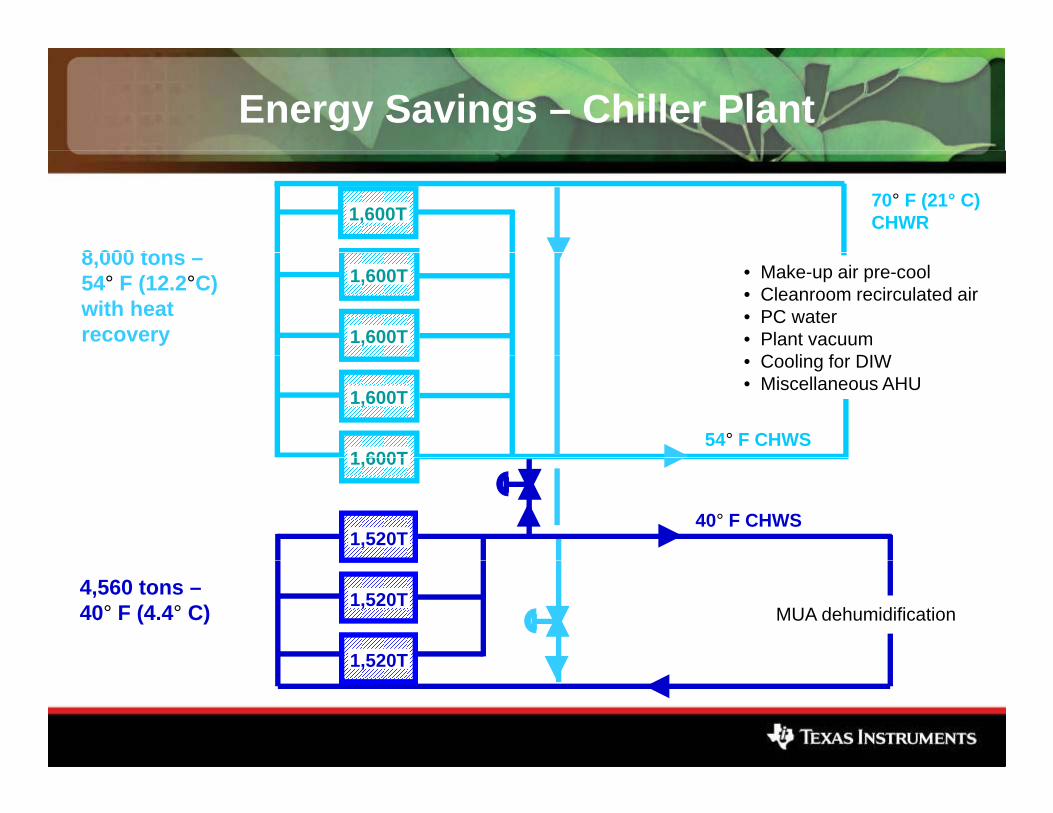
Energy Savings – Chiller Plant
70° F (21° C) CHWR
8 000 t
1,600T
8,000 tons –54° F (12.2°C) with heat recovery
1,600T
1,600T
• Make-up air pre-cool • Cleanroom recirculated air • PC water• Plant vacuum
C li f DIW
54° F CHWS1 600T
1,600T
• Cooling for DIW • Miscellaneous AHU
40° F CHWS
1,600T
1,520T
4,560 tons –40° F (4.4° C)
1 520T
1,520TMUA dehumidification
1,520T

Energy Savings – Hot Water
65° F (18° C) HRWRHR
1. Primary source – waste heat from air compressors;
2 Secondary source waste heatHRWR
54° F heat
HR
HR• MUA pre-heat/re-heat• Raw water heating for DIW
2
2. Secondary source waste heat from chillers;
3. Coldest days require boilers to be used.
100° F
recoverybundles
HR
HR 140° F HWR
HDIW boilers
100 F(38° C) HRWSHR
25 HP
25 HP HDIW heating
180° F HWS
500 HP
500 HPBoiler backup
CDA
1500 HP
Cooling Towers 3
Energy Savings – Facilities Efficiency
Make-Up Air• Runaround coils for free reheat• Lowered face velocity (<400fpm) to reduce fan horsepower• Used high-pressure spray humidification instead of steamg p p y• Planned for the space to add enthalpy recovery wheels to
recapture up to 70% of the exhaust energy
Recirculating AirRecirculating Air• 25 percent cleanroom filter coverage (300 ton load reduction
vs. 50%)Reduced filter pressure drop and minimized velocity–Reduced filter pressure drop and minimized velocity
–Achieved >10,000 cfm/kW at 70 feet per minute velocity
Energy Savings - Pumps, Fans, & More
Utilize the Big Duct, Small Fan & Big Pipe, Small Pump Idea i i i f i ti l– minimize friction loss
• Pretend that every pipeline is a drain line• First optimize the piping layout, then layout the equipment
Utilize Variable Frequency Drives and minimize balancing valves (drive with accelerator, not brake)( , )
Continue to use premium efficiency motors
We did well. We can do even better.
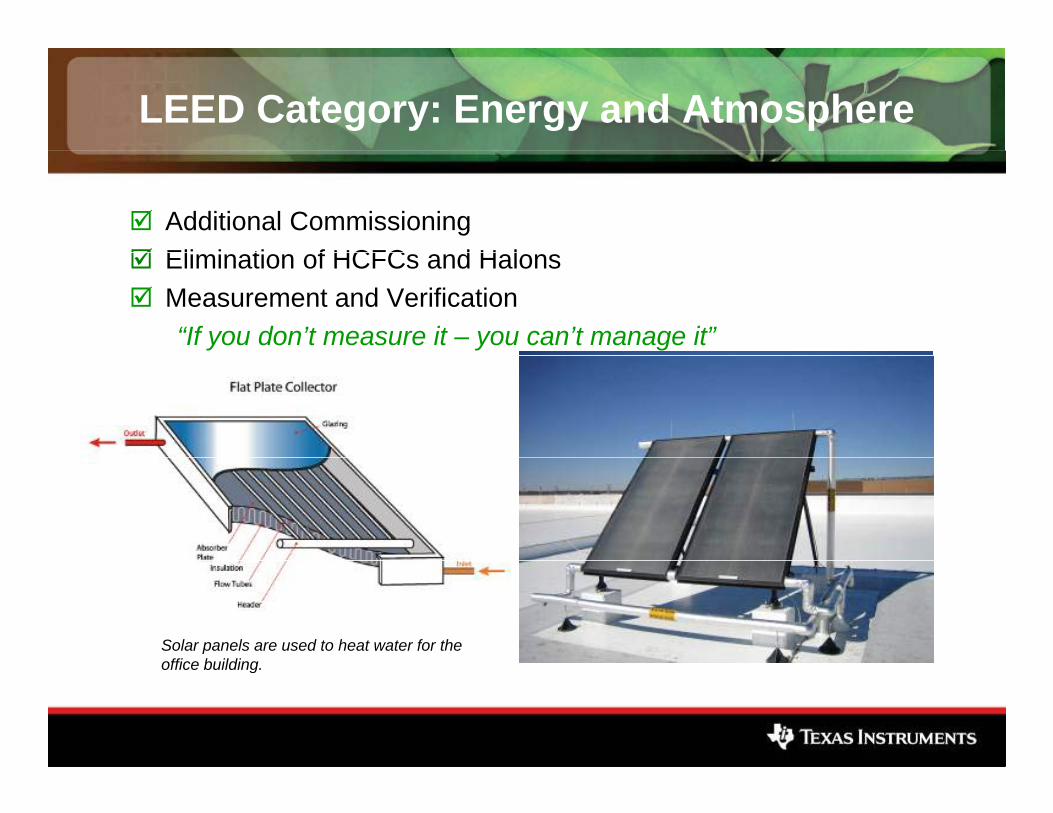
LEED Category: Energy and Atmosphere
Additional CommissioningEli i ti f HCFC d H lElimination of HCFCs and HalonsMeasurement and Verification“If you don’t measure it – you can’t manage it”
Solar panels are used to heat water for the office buildingoffice building.
LEED Category: Materials and Resources
Construction Waste Management: Diverted 50 PercentConstruction Waste Management: Diverted 75 PercentConstruction Waste Management: Diverted 75 Percent• Recycled almost 90 percent of construction waste
Recycled Content:• Sum of post-consumer recycled content plus half of post-industrialSum of post-consumer recycled content plus half of post-industrial
content equals 10 percent of total material value (office = 35 percent, fab = 57 percent)
Local/Regional Materials:• Up to 20 percent manufactured locally (office = 76 percent,
fab = 73 percent)Local/Regional Materials:• More than 20 percent harvested locally (office = 71 percent• More than 20 percent harvested locally (office = 71 percent,
fab = 30 percent) Certified Wood:• Admin = 79 percent, fab = 100 percentAdmin 79 percent, fab 100 percent
LEED Category: Materials and Resources
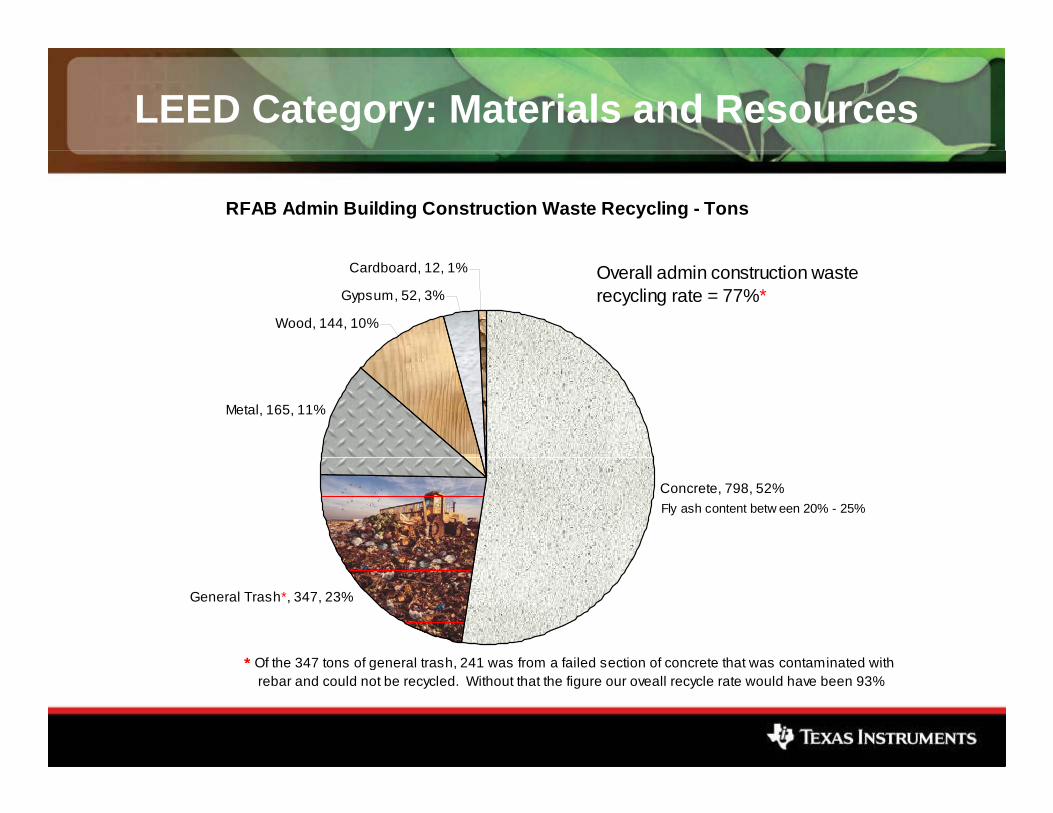
RFAB Admin Building Construction Waste Recycling - Tons
Wood, 144, 10%
Gypsum, 52, 3%
Cardboard, 12, 1% Overall admin construction waste recycling rate = 77%*
Metal, 165, 11%
Concrete, 798, 52%Fly ash content betw een 20% - 25%
General Trash*, 347, 23%
* Of the 347 tons of general trash 241 was from a failed section of concrete that was contaminated with Of the 347 tons of general trash, 241 was from a failed section of concrete that was contaminated with rebar and could not be recycled. Without that the figure our oveall recycle rate would have been 93%
LEED Category: Materials and Resources
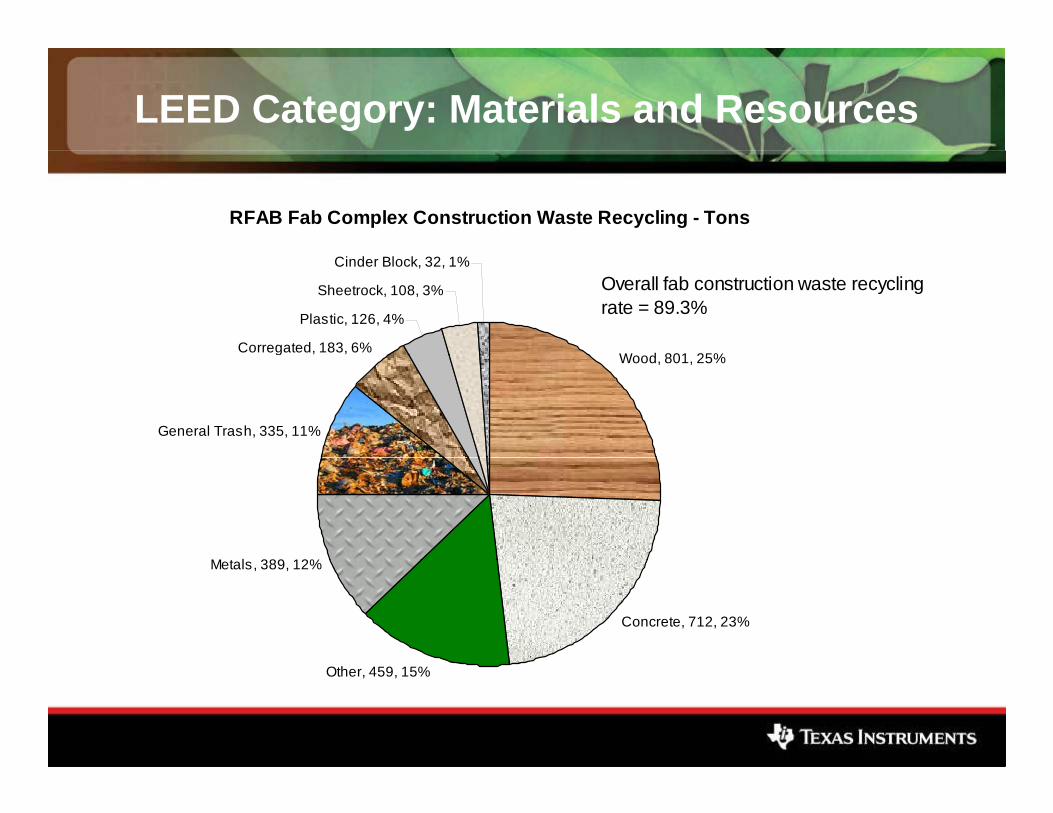
RFAB Fab Complex Construction Waste Recycling - Tons
W d 801 25%Corregated, 183, 6%
Plastic, 126, 4%
Sheetrock, 108, 3%
Cinder Block, 32, 1%Overall fab construction waste recycling rate = 89.3%
Wood, 801, 25%
General Trash, 335, 11%
M t l 389 12%Metals, 389, 12%
Concrete, 712, 23%
Other, 459, 15%
LEED Category: IEQ
Indoor Environmental QualityMinimum Indoor Environmental Air Quality (IAQ) PerformanceEnvironmental Tobacco Smoke ControlEnvironmental Tobacco Smoke ControlCarbon Dioxide MonitoringConstruction IAQ Management PlanQ gIAQ Management Plan, Before OccupancyLow-Emitting Materials, Adhesives & SealantsLow-Emitting Materials, PaintsLow-Emitting Materials, CarpetLow-Emitting Materials, Composite Wood
LEED Category: IEQ
Indoor Chemical and Pollutant Source ControlThermal Comfort, Comply with ASHRAE 55-1992 (Thermal Environmental Conditions for Human Occupancy)Occupancy)Thermal Comfort, Permanent Temperature & Humidity MonitoringDaylight and Views, Views for 90 Percent of Spaces
Cost/Benefit
We invested less than 1 percent of the project cost (less than $1 5 million) in LEED related items:$1.5 million) in LEED-related items:• Predominately efficiency improvements that we would have
considered regardless of LEEDOverall project cost was 30 percent less than our previous 300Overall project cost was 30 percent less than our previous 300 mm fabIn the first full year, we should save $1 million in operating costsAt f ll b ild o t e ill sa e more than $4 million per earAt full build out, we will save more than $4 million per year:• 20 percent energy reduction (>35% for facilities systems)• 40 percent water-use reduction• 50 percent emissions reduction• LEED Gold Certified Office and Fab• www.ti.com/rfabwww.ti.com/rfab

Continuing Efforts at TI
All new major projects at TI will be LEED registered:N b ildi t it i th Phili i (th fi t LEED• New building at our site in the Philippines (the first LEED-certified project in that country – Silver)
• New assembly and test facility in the Philippines – Clark was certified as LEED Goldcertified as LEED Gold.
We are integrating LEED-EB credits into our internal Best Practice checklist for all of our existing fabs and buildingsbuildingsWe are allocating dedicated capital for utility savings projectsTI publishes an annual corporate citizenship report to align efforts and improve transparency in operations –www.ti.com/ccr
Continuing Efforts
In the semiconductor industry:M lti ti ISMI (I t ti l S i d t• Multi-company consortium, ISMI (International Semiconductor Manufacturing Initiative), formed a green fabs work team to address areas outside of LEED
• Released Labs21 benchmarking tool (~Energy Star for fabs)Released Labs21 benchmarking tool ( Energy Star for fabs)• Working with our tool suppliers and equipment manufacturers
to improve resource efficiencyFor everyone:For everyone:• Sharing our story and information with others• Giving facility tours to thousands• Raising industry awareness• Raising industry awareness• Educating contractors and suppliers
Recognition
American Institute of Architects, CoreNet Global and International Interior Design Association, “Sustainable Leadership Award Winner for Design & Development, Multinational Business” – 2006 p ,American Subcontractors Association, “Outstanding Project over $25 Million” –2005 Associated Builders and Contractors, Inc., North Texas Chapter, “ABC Excellence in Construction, Judges’ Award” – 2006 , gLeague of Women Voters, “Excellence in Environmental Awareness Corporate Award” – 2006 Leeds School of Business at the University of Colorado at Boulder, “Summit Award” – 2005 North Central Texas Council of Governments, “Celebrating Leadership in Development Excellence (CLIDE) Award” for RFAB – 2007 Texas Construction, “Best of '06 – 1st place Judges' Award” – 2006 Topping Out Magazine “Topping Out Award” – 2006Topping Out Magazine, Topping Out Award 2006 Newsweek, Green Ranking of America’s 500 largest corporations, 2010, 2009 (TI ranked 34 out of 500 in 2010)Dow Jones Sustainability Indexes, “North America Component”, 2010, 2007, 2006 (there’s an associated logo we can use with this)2006 (there s an associated logo we can use with this)For more: http://www.ti.com/corp/docs/company/awardfactsheet.shtml#esh