SURVEILLANCE & OPTIMIZATION PROCESSES ASME/API GAS LIFT WORKSHOP
12
SURVEILLANCE & OPTIMIZATION PROCESSES ASME/API GAS LIFT WORKSHOP ASME/API Gas Lift Workshop ExxonMobil Production Organization U. S. West Artificial Lift Team Gas Lift Operations Presented by Ignacio R. Gil - GL Coordinator Jesse Sendejo - GL Engineering Technician Houston, Texas February 5 & 6, 2002
description
ASME/API Gas Lift Workshop. SURVEILLANCE & OPTIMIZATION PROCESSES ASME/API GAS LIFT WORKSHOP. Houston, Texas February 5 & 6, 2002. Presented by Ignacio R. Gil - GL Coordinator Jesse Sendejo - GL Engineering Technician. ExxonMobil Production Organization U. S. West Artificial Lift Team - PowerPoint PPT Presentation
Transcript of SURVEILLANCE & OPTIMIZATION PROCESSES ASME/API GAS LIFT WORKSHOP

SURVEILLANCE & OPTIMIZATION PROCESSES
ASME/API GAS LIFT WORKSHOP
ASME/API Gas Lift Workshop
ExxonMobil Production Organization
U. S. West Artificial Lift Team
Gas Lift Operations
Presented by
Ignacio R. Gil - GL Coordinator
Jesse Sendejo - GL Engineering Technician
Houston, Texas
February 5 & 6, 2002

EXXONMOBIL GAS LIFT OPERATIONS
EXXONMOBIL GAS LIFT OPERATIONS
• Five major gas lift areas (mature fields)
• Operate 500 gas lift wells (on land)
• Lift over 305,000 Bbls of fluid per day
• Artificial Lift Team
• Trained experts in our GL fields
• Quality surveillance/optimization tools and processes (best practices)
• Management support

• Two ExxonMobil BHP trucks with Operators
• Assigned to Artificial Lift Team
• Utilize Electronic Memory Gauges
• Run Flowing and Static Pressure Surveys
• Run buildup tests
• Prepare reports and make recommendations to field and engineers
BOTTOM HOLE PRESSURE OPERATIONS
BOTTOM HOLE PRESSURE OPERATIONS
• Tag bottom
• Run Temperature Surveys

BOTTOM HOLE PRESSURE OPERATORS
BOTTOM HOLE PRESSURE OPERATORS

EXXON MOBIL PRODUCTIONU.S. WEST OPERATIONS ORGANIZATION
PRESSURE SURVEY REPORT
FIELD SUPT. WORK AREA WELL NUMBER SURVEY DATEMARCH 13, 2001
PURPOSE OF ANALYSIS TYPE TESTSCHEDULE X WELL WORK FOLLOW-UP FLOWING BHP XOTHER TROUBLESHOOT STATIC BHP
BUILD-UPHOURS S.I.
WELLBORE INFORMATION: OPERATING CONDITION:ZERO ELEVATION LINER SIZE WELL ON PRODUCTION GAS LIFT ENTERING FLOWLINE TEMP
11.5 YES YES 130CASING SIZE LINER TOP TUBING PRESSURE FLOWLINE CHOKE CASING PRESSURE
5 1/2" 95 OL 870PLUG BACK DEPTH LINER BOTTOM GAS LIFT PRESSURE GLG INPUT CHOKE TAGGED BTM.
940 X 34 5039+12= 5051'TOP PERF. BOTTOM PERF. SURF. GAUGE CLOSE BTM. HOLE TEMP PERF COVER (FEET)
5027' 5054' 147 3'5027 - 45 & 5052 - 54
TUBING & GLV STRING INFORMATION: RUN DATA:DEPTHEQUIPMENT TBG SIZE PORT
SIZETRO60 f
SGC DEPTH PRESS(PSI)
AVE.GRAD
TEMP.
VALVE 0 95 - 130VALVE 1750 565 .2685
VALVE 1/4 840 850 1699 2600 829 .3108
VALVE 1/4 820 840 2593 3050 1032 .4519
VALVE 1/4 800 828 3010 3400 1194 .4614
VALVE 1/4 790 817 3396 3750 1358 .4688
VALVE 1/4 760 786 3718 4500 1710 .4695
VALVE 5037 1953 .4537 147
TUBINGN NIPPLETOP PKRMID. PLR.LOW. PKR. 2 3/8 4738
GAUGE NO. T - 45 GAUGE SIZE: 1 5/16" X 6KBHPO:COMMENTS / REMARKS / RECOMMENDATIONS:NOTE: SOME PERFS COVERED. (SIBHP: 3-4-99 = 1971)
FBHP AT MID PERFS SIBHP AT MID PERFS P.I. DETERMINED LIFT DEPTH MECHANICALPROBLEMS?
1953 2593

SurveillanceSurveillance
Surveillance should be an ongoing process to identify efficient well performance and identify any changes in gas lift wells.
Recommended Surveillance Processes:
• Monitor well tests and field production. Accurate well tests and maintenance of testing facilities is essential in identifying changes and early detection of problem gas lift wells.
• Each pumper should review morning report to identify any problems that need to be corrected or need further investigation.
• Monitor tubing/casing/GL line pressures. Any changes in these pressures need to be identified and evaluated.
• Monitor gas lift rates to wells and trend TGLR’s.
• Utilize well test seriatim sorted in descending order for pumping beat or field to help identify best and poor well producers.
• Identify bottleneck problems and minimize/remove flow line fluid chokes to improve gas lift well performance.
• Conduct periodic gas lift well reviews between operations and engineering to improve communications and discuss/identify problem wells.
• Utilize and request BHP data (FPT’s, SIBHP’s, TB, etc.) on any problem gas lifted well that has been identified.
• Communicate on problem wells to insure quick action.

OptimizationOptimizationOptimization should be an ongoing process to troubleshoot and fine tune all gas lift wells and ensure economic performance.
Recommended Optimization Process:
• Install 2-pen pressure recorder to monitor the well during the unloading, troubleshooting and fine tuning process.
• Unload well slowly using a lower than normal gas lift rate to eliminate equipment failures.
• Unload well without a tubing fluid choke. If a tubing fluid choke is utilized to unload the well, monitor the well production and slowly
work tubing fluid choke to open line as quickly as possible.
• Monitor tubing and casing pressures and start testing well production.
• Optimize well to maximize production (TBFD) USING THE LEAST AMOUNT OF GAS LIFT GAS POSSIBLE. Monitor production well tests to achieve this goal.
• Once gas lift well is optimized, schedule BHP operator to run a FPT (flowing pressure traverse) and a SIBHP (shut-in bottom hole pressure). Use data to:
• evaluate GLV design
• calculate PI
• determine operating depth
• as a basis for future design revisions
• to identify bottle necks

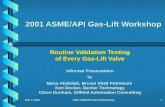
FLOWING PRESSURE TRAVERSE
FLOWING PRESSURE TRAVERSE

NODAL ANALYSIS NODAL ANALYSIS

EXXON MOBIL PRODUCTIONU.S. WEST OPERATIONS ORGANIZATION
PRESSURE SURVEY REPORT
FIELD SUPT. WORK AREA WELL NUMBER SURVEY DATEOCTOBER 2, 2001
PURPOSE OF ANALYSIS TYPE TESTSCHEDULE X WELL WORK FOLLOW-UP X FLOWING BHP XOTHER TROUBLESHOOT STATIC BHP
BUILD-UPHOURS S.I.
WELLBORE INFORMATION: OPERATING CONDITION:ZERO ELEVATION LINER SIZE WELL ON PRODUCTION GAS LIFT ENTERING FLOWLINE TEMP
11.0 YES YES 138CASING SIZE LINER TOP TUBING PRESSURE FLOWLINE CHOKE CASING PRESSURE
5.5 114 OL 888PLUG BACK DEPTH LINER BOTTOM GAS LIFT PRESSURE GLG INPUT CHOKE TAGGED BTM.
936 X 34 5039+12= 5051'TOP PERF. BOTTOM PERF. SURF. GAUGE CLOSE BTM. HOLE TEMP PERF COVER (FEET)
5027' 5054' 147 3'5027 - 45 & 5052 - 54
TUBING & GLV STRING INFORMATION: RUN DATA:DEPTHEQUIPMENT TBG SIZE PORT
SIZETRO60 f
SGC DEPTH PRESS(PSI)
AVE.GRAD
TEMP.
VALVE 0 114 - 138VALVE 1000 342 .2278
VALVE 3/16 895 865 1772 1800 573 .2886
VALVE 1/4 930 847 2524 2550 823 .3332
VALVE 1/4 910 834 2724 2750 897 .3704
VALVE 5/16 910 747 2923 2950 988 .4559
VALVE 4000 1470 .4593
VALVE 4500 1702 .4643
TUBING 5040 1944 .4480 147
N NIPPLETOP PKRMID PKRPACKER 2 7/8 4818
GAUGE NO. T - 45 GAUGE SIZE: 1 5/16" X 6KBHPO:COMMENTS / REMARKS / RECOMMENDATIONS:NOTE: SOME PERFS. COVERED. (SIBHP: 3-4-99 = 1971)
FBHP AT MID PERFS SIBHP AT MID PERFS P.I. DETERMINED LIFT DEPTH MECHANICALPROBLEMS?
1944 2724

FLOWING PRESSURE TRAVERSE
FLOWING PRESSURE TRAVERSE

QUESTIONS???QUESTIONS???