
Surface & Coatings...
8
Glass-like Ce x O y sol–gel coatings for corrosion protection of aluminium and magnesium alloys N.C. Rosero-Navarro a , M. Curioni b , Y. Castro a, ⁎, M. Aparicio a , G.E. Thompson b , A. Durán a a Instituto de Cerámica y Vidrio (CSIC), Campus de Cantoblanco, 28049 Madrid, Spain b Corrosion and Protection Centre, School of Materials, The University of Manchester, M13 9PL, England, United Kingdom abstract article info Article history: Received 21 October 2010 Accepted in revised form 1 July 2011 Available online 13 July 2011 Keywords: Glass-like coating Cerium Corrosion Self-healing protection This work reports the preparation of glass-like, environmentally-friendly, cerium-based coatings for active corrosion protection of aluminium and magnesium alloys. It describes the production of cerium sol–gel sols from cerium nitrate and their deposition by immersion and automatic spray onto aluminium and magnesium alloys to produce uniform coatings with amorphous (glass-like) structures (Ce x O y ). The coatings have been characterised by profilometry, scanning electron microscopy (SEM), spectral ellipsometry and UV–visible, in order to analyse the structure and density of the glass-like cerium coatings as well as their redox ratio Ce 4+ /Ce 3+ as a function of pH and sintering temperature. Finally, electrochemical measurements (EIS) and standard corrosion tests (neutral salt spray, filiform corrosion, immersion–emersion test and adhesion on embossing and T-bend test) have been performed to study the corrosion behaviour of the cerium glass-like coatings on aluminium and magnesium alloys. EIS measurements confirm the healing or blocking of the defects by the corrosion inhibiting species. Excellent corrosion protection is provided by cerium glass-like coatings, satisfying the most demanding industrial requirements. © 2011 Elsevier B.V. All rights reserved. 1. Introduction Through alloying and appropriate heat treatment, aluminium alloys of high strength to weight ratio and damage tolerance are available for widespread applications in aircraft and automobile designs. However, these alloys require appropriate corrosion control systems to reduce corrosion susceptibility. With increasing demand for light-weighting in order to reduce fuel consumption and emissions, magnesium alloys, with a density two-thirds that of aluminium [1], are now attractive for the transport sector [2]. Additionally, magnesium alloys benefit from high thermal conductivity, dimensional stability, electromagnetic shielding behaviour, and good machinability, together with easy recycling. However, the poor corrosion resistance severely limits their extensive applications in a variety of sectors. A promising strategy to improve the corrosion resistance of aluminium and magnesium alloys is the application of conversion coatings with active corrosion inhibitors, usually obtained from corrosion inhibitor-containing baths. These treatments offer self- healing protection, defined as the ability of a material to recover/repair damage automatically, without external intervention. Chromate conversion coatings represent the benchmark for corro- sion protection systems for industrial and aerospace applications [3,4] because of their high efficiency/cost ratio. Two types of chromate-based coatings have been widely used, namely chromate conversion coatings (CCC) of 300–500 nm thickness, and chromic acid anodizing (CAA) to generate porous anodic films of 2–3 μm thickness. The protection systems usually include chemical or electrochemical pre-treatment, followed by application of epoxy primers and polymeric top-coats [5,6]. In spite of their excellent corrosion protection behaviour, chromates are now declared environmentally hostile, since they are carcinogenic, produce DNA damage, skin allergy, asthmatic reactions, and ulcerations [7]. Consequently, the European Community has forbidden the use of chromate coatings in all industrial sectors, except aeronautics, from July 2007 [8]. Thus, replacing chromium-based coatings by environmentally- friendly systems has triggered the study and development of protective systems containing alternative corrosion inhibitors. In particular, cerium and other rare earth elements have shown promise as alternatives to chromium-based systems [9–11]. Hinton et al. [12,13] proposed cerium- based coatings as a potential alternative to chromate coatings, reporting that precipitation of cerium oxide, cerium hydroxides or cerium hydrates on cathodic sites improved the corrosion resistance. Although the protection mechanism is still subject of debate, the corrosion inhibiting role of cerium species has been confirmed by different electrochemical techniques, including EIS [14–16], split cell technique, and electrochemical noise analysis [17–20]. Non-chromate conversion coatings (NCCC) may be obtained from aqueous solutions of rare earths with or without the presence of activator agents [21]. Other coatings include phosphate conversion coatings or coatings obtained by deposition of conducting polymers. Films produced from fluorotitanic or fluorozirconic acids, cobalt salts, Surface & Coatings Technology 206 (2011) 257–264 ⁎ Corresponding author. E-mail address: [email protected] (Y. Castro). 0257-8972/$ – see front matter © 2011 Elsevier B.V. All rights reserved. doi:10.1016/j.surfcoat.2011.07.006 Contents lists available at ScienceDirect Surface & Coatings Technology journal homepage: www.elsevier.com/locate/surfcoat
Transcript of Surface & Coatings...
Surface & Coatings Technology 206 (2011) 257–264
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r.com/ locate /sur fcoat
Glass-like CexOy sol–gel coatings for corrosion protection of aluminium andmagnesium alloys
N.C. Rosero-Navarro a, M. Curioni b, Y. Castro a,⁎, M. Aparicio a, G.E. Thompson b, A. Durán a
a Instituto de Cerámica y Vidrio (CSIC), Campus de Cantoblanco, 28049 Madrid, Spainb Corrosion and Protection Centre, School of Materials, The University of Manchester, M13 9PL, England, United Kingdom
⁎ Corresponding author.E-mail address: [email protected] (Y. Castro).
0257-8972/$ – see front matter © 2011 Elsevier B.V. Aldoi:10.1016/j.surfcoat.2011.07.006
a b s t r a c t
a r t i c l e i n f oArticle history:Received 21 October 2010Accepted in revised form 1 July 2011Available online 13 July 2011
Keywords:Glass-like coatingCeriumCorrosionSelf-healing protection
This work reports the preparation of glass-like, environmentally-friendly, cerium-based coatings for activecorrosion protection of aluminium andmagnesium alloys. It describes the production of cerium sol–gel sols fromceriumnitrate and their deposition by immersion and automatic spray onto aluminium andmagnesium alloys toproduce uniform coatingswith amorphous (glass-like) structures (CexOy). The coatings have been characterisedby profilometry, scanning electron microscopy (SEM), spectral ellipsometry and UV–visible, in order to analysethe structure and density of the glass-like cerium coatings as well as their redox ratio Ce4+/Ce3+ as a function ofpH and sintering temperature. Finally, electrochemical measurements (EIS) and standard corrosion tests(neutral salt spray, filiform corrosion, immersion–emersion test and adhesion on embossing and T-bend test)have been performed to study the corrosion behaviour of the cerium glass-like coatings on aluminium andmagnesium alloys. EIS measurements confirm the healing or blocking of the defects by the corrosion inhibitingspecies. Excellent corrosion protection is provided by cerium glass-like coatings, satisfying the most demandingindustrial requirements.
l rights reserved.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
Through alloying and appropriate heat treatment, aluminium alloysof high strength to weight ratio and damage tolerance are available forwidespread applications in aircraft and automobile designs. However,these alloys require appropriate corrosion control systems to reducecorrosion susceptibility. With increasing demand for light-weighting inorder to reduce fuel consumption and emissions, magnesium alloys,with a density two-thirds that of aluminium [1], are now attractive forthe transport sector [2]. Additionally, magnesium alloys benefit fromhigh thermal conductivity, dimensional stability, electromagneticshielding behaviour, and good machinability, together with easyrecycling. However, the poor corrosion resistance severely limits theirextensive applications in a variety of sectors.
A promising strategy to improve the corrosion resistance ofaluminium and magnesium alloys is the application of conversioncoatings with active corrosion inhibitors, usually obtained fromcorrosion inhibitor-containing baths. These treatments offer self-healing protection, defined as the ability of amaterial to recover/repairdamage automatically, without external intervention.
Chromate conversion coatings represent the benchmark for corro-sion protection systems for industrial and aerospace applications [3,4]because of their high efficiency/cost ratio. Two types of chromate-based
coatings have been widely used, namely chromate conversion coatings(CCC) of 300–500 nm thickness, and chromic acid anodizing (CAA) togenerate porous anodic films of 2–3 μm thickness. The protectionsystems usually include chemical or electrochemical pre-treatment,followed by application of epoxy primers and polymeric top-coats [5,6].In spite of their excellent corrosion protection behaviour, chromates arenow declared environmentally hostile, since they are carcinogenic,produce DNA damage, skin allergy, asthmatic reactions, and ulcerations[7]. Consequently, the European Community has forbidden the use ofchromate coatings in all industrial sectors, except aeronautics, from July2007 [8]. Thus, replacing chromium-based coatings by environmentally-friendly systems has triggered the study and development of protectivesystemscontainingalternative corrosion inhibitors. In particular, ceriumand other rare earth elements have shown promise as alternatives tochromium-based systems [9–11]. Hinton et al. [12,13] proposed cerium-based coatings as a potential alternative to chromate coatings, reportingthat precipitation of cerium oxide, cerium hydroxides or ceriumhydrates on cathodic sites improved the corrosion resistance. Althoughthe protection mechanism is still subject of debate, the corrosioninhibiting role of cerium species has been confirmed by differentelectrochemical techniques, including EIS [14–16], split cell technique,and electrochemical noise analysis [17–20].
Non-chromate conversion coatings (NCCC) may be obtained fromaqueous solutions of rare earths with or without the presence ofactivator agents [21]. Other coatings include phosphate conversioncoatings or coatings obtained by deposition of conducting polymers.Films produced from fluorotitanic or fluorozirconic acids, cobalt salts,

258 N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
and phosphate permanganate coatings are available, but they are lesseffective than the traditional chromate treatments [22–25].
Sol–gel technology is an alternative approach for coating genera-tion, being environmentally-compliant and compatible with organicpaints. A key advantage of sol–gel films resides in their covalentbonding and strong adhesion to the substrate, as well as the barriereffect, limiting the access of the environment to the alloy surface [26–29]. Inorganic sol–gel coatings offer excellent barrier properties [30–32], but the high temperatures required for coating densification areusually incompatible with the preservation of the light alloy micro-structure and properties [33]. In order to remedy the previous, organicand hybrid coatings containing cerium, vanadium, molybdenum,lanthanides or organic inhibitors have been developed [34–39]. Thesecoatings can be densified at relatively low temperature (b300 °C) toobtain glass-like structures without any crystallisation, and littlechange of the microstructure of aluminium and magnesium alloys.Alkylalkoxides with methacrylate or epoxy-functionalised groups havebeen used as a base to form barrier-type coatings. The addition ofselected inhibitors to the base formulation has also provided self-healing ability [35–37,40–42]. However, the addition of active corrosioninhibitors to the precursor sols frequently results in degradation of thebarrier properties of the coatings and deactivation of the inhibitingproperties [34,43,44].
For active inhibition, pure cerium oxide coatings have beenprepared from sol–gel sols with sintering at relatively high temper-atures of 350–800 °C, resulting in CeO2 nano-crystalline films [45,46].CeO2 crystalline coatings have been also prepared from aqueous sol–gel suspensions containing CeO2 nano-particles after sintering at hightemperatures [47–51].
The aim of this workwas to establish a newprocedure for producingglass-like, environmentally-friendly, cerium-based coatings for corro-sion protection of aluminium and magnesium alloys. The coatings,generated from alcoholic sol–gel sols, are densified at reduced sinteringtemperatures, i.e. below 250 °C. This method [52] produces uniformcoatings with amorphous structures and excellent adhesion to themetallic substrates and to various organic primers. The process involvesthe stabilisation of Ce3+ ions in a glass-like structure, a primary route tofacilitate their diffusion or migration to damaged regions to inhibitlocalised corrosion. Further, the CexOy glass-like coatings can be used inconjunction with paint systems, primers and/or topcoats, to providefurther corrosion resistance. Aluminium and magnesium alloys treatedwith the cerium-based coatings successfully passed various, commonlyaccepted, accelerated corrosion tests. Thus, the treated substratessurpass the most demanding requirements of the aircraft, automobileand building industries, thereby providing an alternative to chromium-based coatings.
2. Experimental
2.1. Preparation and characterisation of cerium sol–gel sols
Cerium sol–gel sols were prepared with pH=2 (labelled as Ce–Alsol) and pH=6 (labelled as Ce–Mg sol) employing cerium nitrate Ce(NO3)3.6H2O as the precursor. For both sols, the preparation involvedtwo steps. In the common first step, a cerium nitrate solution wasprepared by dissolving 39.1 g of cerium nitrate in 142 g of ethanol and13.8 g of acetic acid. In the second step of the Ce–Al sol, 8.5 g of citricacid and 6.5 g of butanediol were added to the cerium nitrate solutionresulting in a final pH close to 2. In the case of the Ce–Mg sol, 2.85 g ofdiethanolamine and 3 g of glycidyl-methacrylate were dissolved inthe initial cerium nitrate sol leading to a pH sol close to 6. Both solswere stored at 5 °C; their stability was evaluated by following thechange of viscosity with time using a rheometer (Haake RS50,Germany). The synthesis of both sols was scaled-up to pilot plantscale, 5 L, for deposition with industrial spraying robots.
2.2. Metal substrate preparation
Aluminium alloy AA2024 was given to a three-step cleaningprocedure, with surface preparation including alkaline cleaning(Metaclean T2001 — Chemie Vertrieb Hannover GmbH & Co KG),alkaline etching (Turco Liquid Aluminetch Nr.2 — Turco ChemieGmbH) and a final step of acid desmutting (Turco Liquid Smutgo NC—
Turco Chemie GmbH). The aluminium alloy AA3105 was cleanedusing alkaline etching (Gardoclean S 5080 — Chemetall) and aciddesmutting (Gardoclean 450 — Chemetall) at 45 °C.
Magnesium alloy AZ-31 was pre-treated by mechanical polishing to#2000 emery paper finish and then cleanedwith nitric acid (0.01 N), for30 s. The AZ91 alloy was exposed to two-step cleaning procedure, firstwith 2.5 NNaOH for 5 min andsubsequentlywith10 vol%HF for 10 min.
2.3. Deposition methods and treatments of cerium coatings
The Ce–Al sol–gel sol was applied to the AA2024 and AA3105substrates using automatic spray. The coatings were densified for 12 hat 120 °C in air. A complete protection systemwas obtained onAA2024by automatic spraying at Fraunhofer Institut Produktiontechnik undAutomatisierung (IPA, Germany) to provide a 15–25 μmepoxy primerand a Mankiewicz 20–30 μm top-coat deposited on the Ce–Al glass-like coatings (labelled as AA2024-complete Ce-Al system). In the caseof the AA3105 alloy, the Ce–Al glass-like coatings were covered by apolyester based paint (primer CP22-0422White Basf, and the top-coatCI24-0095 P S White) applied by coil coating at PLALAM (labelled asAA3105-complete Ce–Al system).
The Ce–Mgsol–gel solwas deposited onAZ91 andAZ-31 substratesby dip-coating at a withdrawal rate of 30 cm/min and densified for10 min at 250 °C in air. A primer coat of 15–20 μm thickness wasfurther applied using an automatic spray over the Ce–Mg glass-likecoating on the AZ-91 alloy to generate a complete protection system(AZ91-complete Ce–Mg system).
2.4. Physical and electrochemical characterisation of coatings
The coating thickness was measured by profilometry (Talystep-Taylor Hobson, UK) and scanning electron microscopy (SEM) (ZEISSEVO 50). A spectroscopic ellipsometer (Woollam M2000U, USA) wasutilised to determine the coating thickness and the refraction index,and their change with room humidity.
Coatings produced from both sols were analysed by transmissionelectron microscope (TEM). X-Ray diffraction was employed to followthe possible crystallisation of CeO2 in the films. TEM samples wereobtained by scratching the films and placing the fragments ontocarbon-coated copper grids.
Ultraviolet–visible spectra (Perkin Elmer, Lambda 950) wererecorded in transmission mode for coatings deposited on SiO2 sub-strates. The Ce4+/Ce3+ ratiowas determined for both Ce–Al and Ce–Mgfilms after deconvolution of absorption curves using Origin 8.
Electrochemical impedance spectroscopywas performedonAZ-31,bare and protected with the Ce–Mg glass-like coating as a function ofthe immersion time in 0.35 gl−1 NaCl solution. EIS measurementswere performedusing a SolartronModulab potentiostat at open circuitpotential with an AC voltage amplitude of 10 mV, in the frequencyrange from 10 mHz to 40 kHz. The area exposed (working electrodearea) to the electrolyte was 7.5 cm2 and platinum sheet was used asthe counter electrode.
2.5. Standard corrosion tests
The AA2024-complete Ce–Al system was scribed and exposed toneutral salt spray test (SST) following ASTM B-117. For inspection,samples were washed with deionised water, dried and examined atintermediate times during the 1000 h test. Filiform corrosion testing
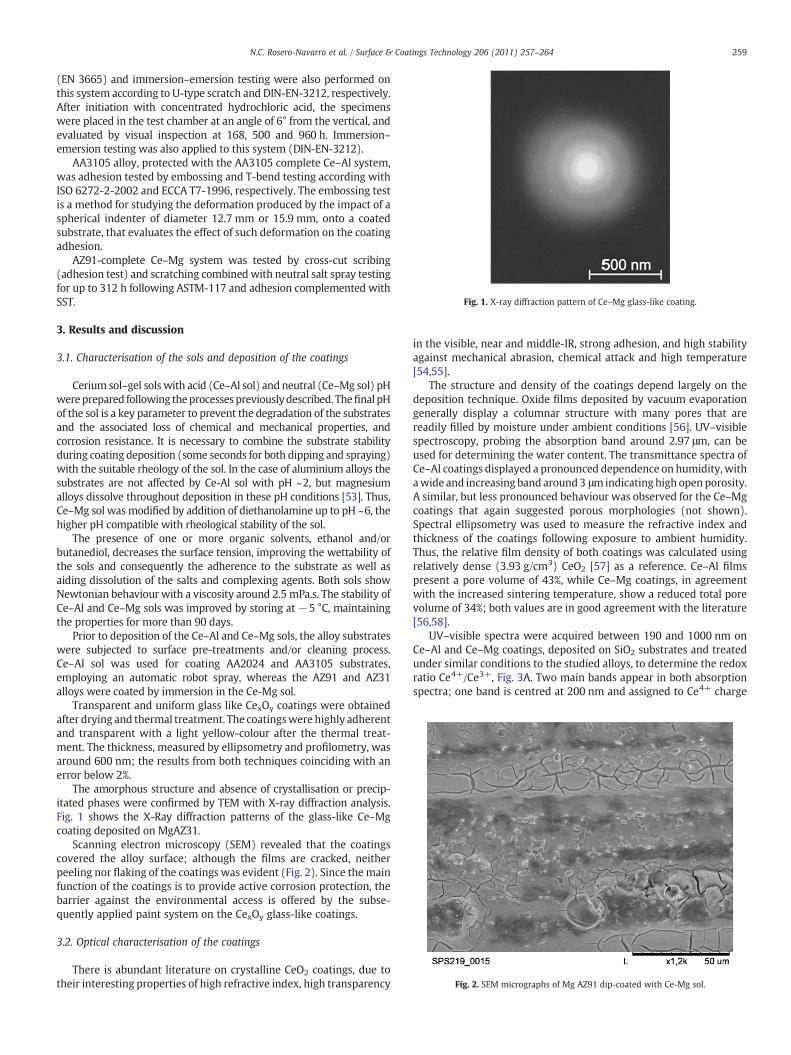
Fig. 1. X-ray diffraction pattern of Ce–Mg glass-like coating.
Fig. 2. SEM micrographs of Mg AZ91 dip-coated with Ce-Mg sol.
259N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
(EN 3665) and immersion–emersion testing were also performed onthis system according to U-type scratch and DIN-EN-3212, respectively.After initiation with concentrated hydrochloric acid, the specimenswere placed in the test chamber at an angle of 6° from the vertical, andevaluated by visual inspection at 168, 500 and 960 h. Immersion–emersion testing was also applied to this system (DIN-EN-3212).
AA3105 alloy, protected with the AA3105 complete Ce–Al system,was adhesion tested by embossing and T-bend testing according withISO 6272-2-2002 and ECCA T7-1996, respectively. The embossing testis a method for studying the deformation produced by the impact of aspherical indenter of diameter 12.7 mm or 15.9 mm, onto a coatedsubstrate, that evaluates the effect of such deformation on the coatingadhesion.
AZ91-complete Ce–Mg system was tested by cross-cut scribing(adhesion test) and scratching combinedwith neutral salt spray testingfor up to 312 h following ASTM-117 and adhesion complemented withSST.
3. Results and discussion
3.1. Characterisation of the sols and deposition of the coatings
Cerium sol–gel sols with acid (Ce–Al sol) and neutral (Ce–Mg sol) pHwereprepared following theprocessespreviouslydescribed. Thefinal pHof the sol is a key parameter to prevent the degradation of the substratesand the associated loss of chemical and mechanical properties, andcorrosion resistance. It is necessary to combine the substrate stabilityduring coating deposition (some seconds for both dipping and spraying)with the suitable rheology of the sol. In the case of aluminium alloys thesubstrates are not affected by Ce-Al sol with pH ~2, but magnesiumalloys dissolve throughout deposition in these pH conditions [53]. Thus,Ce–Mg sol wasmodified by addition of diethanolamine up to pH ~6, thehigher pH compatible with rheological stability of the sol.
The presence of one or more organic solvents, ethanol and/orbutanediol, decreases the surface tension, improving the wettability ofthe sols and consequently the adherence to the substrate as well asaiding dissolution of the salts and complexing agents. Both sols showNewtonian behaviour with a viscosity around 2.5 mPa.s. The stability ofCe–Al and Ce–Mg sols was improved by storing at −5 °C, maintainingthe properties for more than 90 days.
Prior to deposition of the Ce–Al and Ce–Mg sols, the alloy substrateswere subjected to surface pre-treatments and/or cleaning process.Ce–Al sol was used for coating AA2024 and AA3105 substrates,employing an automatic robot spray, whereas the AZ91 and AZ31alloys were coated by immersion in the Ce-Mg sol.
Transparent and uniform glass like CexOy coatings were obtainedafter drying and thermal treatment. The coatingswere highly adherentand transparent with a light yellow-colour after the thermal treat-ment. The thickness, measured by ellipsometry and profilometry, wasaround 600 nm; the results from both techniques coinciding with anerror below 2%.
The amorphous structure and absence of crystallisation or precip-itated phases were confirmed by TEM with X-ray diffraction analysis.Fig. 1 shows the X-Ray diffraction patterns of the glass-like Ce–Mgcoating deposited on MgAZ31.
Scanning electron microscopy (SEM) revealed that the coatingscovered the alloy surface; although the films are cracked, neitherpeeling nor flaking of the coatings was evident (Fig. 2). Since the mainfunction of the coatings is to provide active corrosion protection, thebarrier against the environmental access is offered by the subse-quently applied paint system on the CexOy glass-like coatings.
3.2. Optical characterisation of the coatings
There is abundant literature on crystalline CeO2 coatings, due totheir interesting properties of high refractive index, high transparency
in the visible, near and middle-IR, strong adhesion, and high stabilityagainst mechanical abrasion, chemical attack and high temperature[54,55].
The structure and density of the coatings depend largely on thedeposition technique. Oxide films deposited by vacuum evaporationgenerally display a columnar structure with many pores that arereadily filled by moisture under ambient conditions [56]. UV–visiblespectroscopy, probing the absorption band around 2.97 μm, can beused for determining the water content. The transmittance spectra ofCe–Al coatings displayed a pronounced dependence on humidity, withawide and increasing band around3 μmindicatinghigh openporosity.A similar, but less pronounced behaviour was observed for the Ce–Mgcoatings that again suggested porous morphologies (not shown).Spectral ellipsometry was used to measure the refractive index andthickness of the coatings following exposure to ambient humidity.Thus, the relative film density of both coatings was calculated usingrelatively dense (3.93 g/cm3) CeO2 [57] as a reference. Ce–Al filmspresent a pore volume of 43%, while Ce–Mg coatings, in agreementwith the increased sintering temperature, show a reduced total porevolume of 34%; both values are in good agreement with the literature[56,58].
UV–visible spectra were acquired between 190 and 1000 nm onCe–Al and Ce–Mg coatings, deposited on SiO2 substrates and treatedunder similar conditions to the studied alloys, to determine the redoxratio Ce4+/Ce3+, Fig. 3A. Two main bands appear in both absorptionspectra; one band is centred at 200 nm and assigned to Ce4+ charge
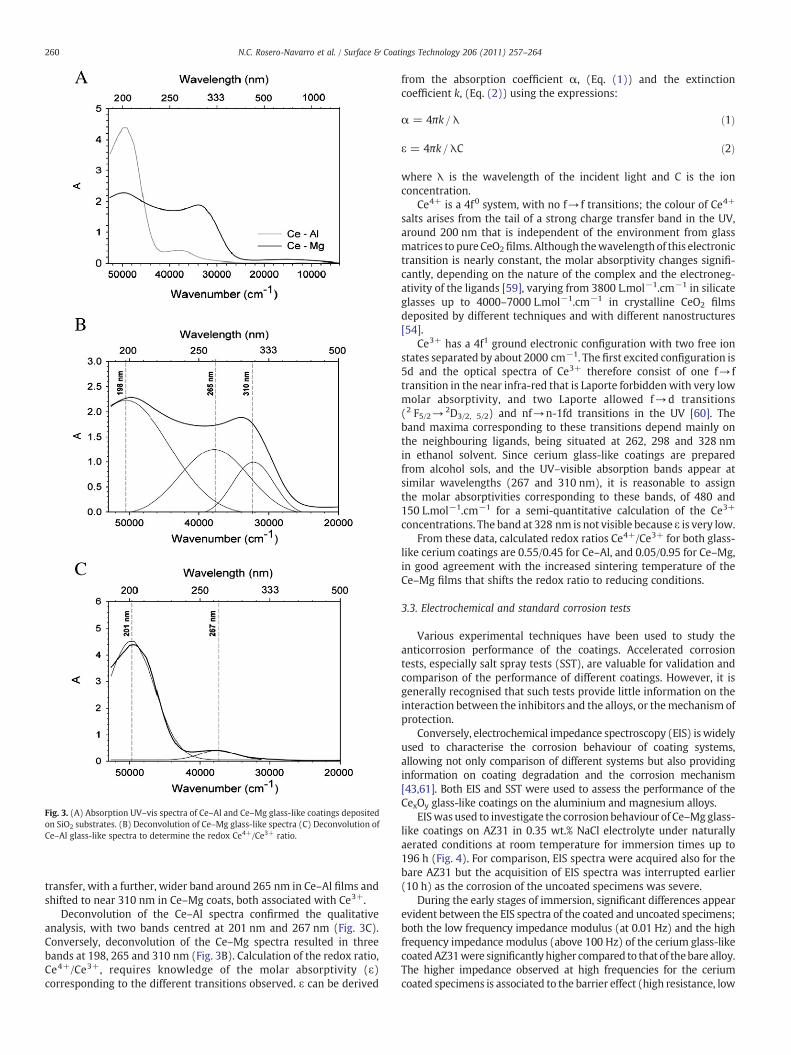
Fig. 3. (A) Absorption UV–vis spectra of Ce–Al and Ce–Mg glass-like coatings depositedon SiO2 substrates. (B) Deconvolution of Ce–Mg glass-like spectra (C) Deconvolution ofCe–Al glass-like spectra to determine the redox Ce4+/Ce3+ ratio.
260 N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
transfer, with a further, wider band around 265 nm in Ce–Al films andshifted to near 310 nm in Ce–Mg coats, both associated with Ce3+.
Deconvolution of the Ce–Al spectra confirmed the qualitativeanalysis, with two bands centred at 201 nm and 267 nm (Fig. 3C).Conversely, deconvolution of the Ce–Mg spectra resulted in threebands at 198, 265 and 310 nm (Fig. 3B). Calculation of the redox ratio,Ce4+/Ce3+, requires knowledge of the molar absorptivity (ε)corresponding to the different transitions observed. ε can be derived
from the absorption coefficient α, (Eq. (1)) and the extinctioncoefficient k, (Eq. (2)) using the expressions:
α = 4πk = λ ð1Þ
ε = 4πk = λC ð2Þ
where λ is the wavelength of the incident light and C is the ionconcentration.
Ce4+ is a 4f0 system, with no f→ f transitions; the colour of Ce4+
salts arises from the tail of a strong charge transfer band in the UV,around 200 nm that is independent of the environment from glassmatrices to pure CeO2films. Although thewavelengthof this electronictransition is nearly constant, the molar absorptivity changes signifi-cantly, depending on the nature of the complex and the electroneg-ativity of the ligands [59], varying from 3800 L.mol−1.cm−1 in silicateglasses up to 4000–7000 L.mol−1.cm−1 in crystalline CeO2 filmsdeposited by different techniques and with different nanostructures[54].
Ce3+ has a 4f1 ground electronic configuration with two free ionstates separated by about 2000 cm−1. The first excited configuration is5d and the optical spectra of Ce3+ therefore consist of one f→ ftransition in the near infra-red that is Laporte forbiddenwith very lowmolar absorptivity, and two Laporte allowed f→d transitions(2 F5/2→ 2D3/2, 5/2) and nf→n-1fd transitions in the UV [60]. Theband maxima corresponding to these transitions depend mainly onthe neighbouring ligands, being situated at 262, 298 and 328 nmin ethanol solvent. Since cerium glass-like coatings are preparedfrom alcohol sols, and the UV–visible absorption bands appear atsimilar wavelengths (267 and 310 nm), it is reasonable to assignthe molar absorptivities corresponding to these bands, of 480 and150 L.mol−1.cm−1 for a semi-quantitative calculation of the Ce3+
concentrations. The band at 328 nm is not visible because ε is very low.From these data, calculated redox ratios Ce4+/Ce3+ for both glass-
like cerium coatings are 0.55/0.45 for Ce–Al, and 0.05/0.95 for Ce–Mg,in good agreement with the increased sintering temperature of theCe–Mg films that shifts the redox ratio to reducing conditions.
3.3. Electrochemical and standard corrosion tests
Various experimental techniques have been used to study theanticorrosion performance of the coatings. Accelerated corrosiontests, especially salt spray tests (SST), are valuable for validation andcomparison of the performance of different coatings. However, it isgenerally recognised that such tests provide little information on theinteraction between the inhibitors and the alloys, or themechanism ofprotection.
Conversely, electrochemical impedance spectroscopy (EIS) is widelyused to characterise the corrosion behaviour of coating systems,allowing not only comparison of different systems but also providinginformation on coating degradation and the corrosion mechanism[43,61]. Both EIS and SST were used to assess the performance of theCexOy glass-like coatings on the aluminium and magnesium alloys.
EISwas used to investigate the corrosion behaviour of Ce–Mgglass-like coatings on AZ31 in 0.35 wt.% NaCl electrolyte under naturallyaerated conditions at room temperature for immersion times up to196 h (Fig. 4). For comparison, EIS spectra were acquired also for thebare AZ31 but the acquisition of EIS spectra was interrupted earlier(10 h) as the corrosion of the uncoated specimens was severe.
During the early stages of immersion, significant differences appearevident between the EIS spectra of the coated and uncoated specimens;both the low frequency impedance modulus (at 0.01 Hz) and the highfrequency impedance modulus (above 100 Hz) of the cerium glass-likecoatedAZ31were significantly higher compared to that of thebare alloy.The higher impedance observed at high frequencies for the ceriumcoated specimens is associated to the barrier effect (high resistance, low
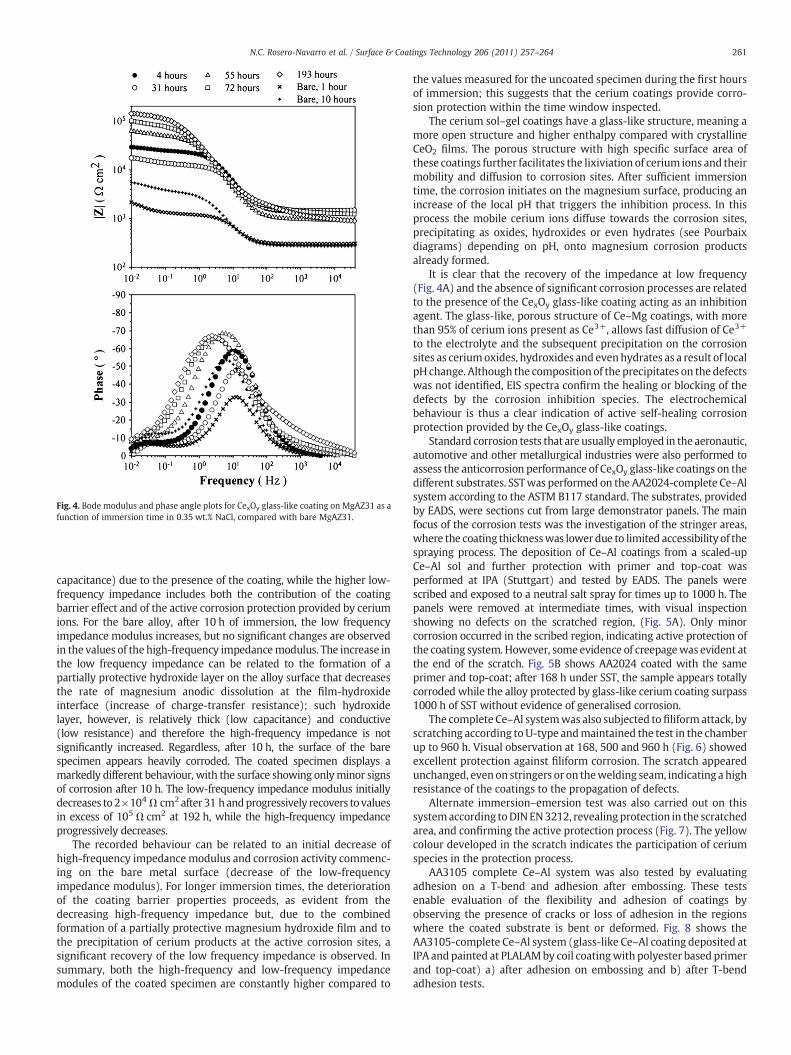
Fig. 4. Bode modulus and phase angle plots for CexOy glass-like coating on MgAZ31 as afunction of immersion time in 0.35 wt.% NaCl, compared with bare MgAZ31.
261N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
capacitance) due to the presence of the coating, while the higher low-frequency impedance includes both the contribution of the coatingbarrier effect and of the active corrosion protection provided by ceriumions. For the bare alloy, after 10 h of immersion, the low frequencyimpedance modulus increases, but no significant changes are observedin the values of the high-frequency impedancemodulus. The increase inthe low frequency impedance can be related to the formation of apartially protective hydroxide layer on the alloy surface that decreasesthe rate of magnesium anodic dissolution at the film-hydroxideinterface (increase of charge-transfer resistance); such hydroxidelayer, however, is relatively thick (low capacitance) and conductive(low resistance) and therefore the high-frequency impedance is notsignificantly increased. Regardless, after 10 h, the surface of the barespecimen appears heavily corroded. The coated specimen displays amarkedly different behaviour, with the surface showing onlyminor signsof corrosion after 10 h. The low-frequency impedance modulus initiallydecreases to 2×104 Ω cm2 after 31 handprogressively recovers to valuesin excess of 105 Ω cm2 at 192 h, while the high-frequency impedanceprogressively decreases.
The recorded behaviour can be related to an initial decrease ofhigh-frequency impedance modulus and corrosion activity commenc-ing on the bare metal surface (decrease of the low-frequencyimpedance modulus). For longer immersion times, the deteriorationof the coating barrier properties proceeds, as evident from thedecreasing high-frequency impedance but, due to the combinedformation of a partially protective magnesium hydroxide film and tothe precipitation of cerium products at the active corrosion sites, asignificant recovery of the low frequency impedance is observed. Insummary, both the high-frequency and low-frequency impedancemodules of the coated specimen are constantly higher compared to
the values measured for the uncoated specimen during the first hoursof immersion; this suggests that the cerium coatings provide corro-sion protection within the time window inspected.
The cerium sol–gel coatings have a glass-like structure, meaning amore open structure and higher enthalpy compared with crystallineCeO2 films. The porous structure with high specific surface area ofthese coatings further facilitates the lixiviation of cerium ions and theirmobility and diffusion to corrosion sites. After sufficient immersiontime, the corrosion initiates on the magnesium surface, producing anincrease of the local pH that triggers the inhibition process. In thisprocess the mobile cerium ions diffuse towards the corrosion sites,precipitating as oxides, hydroxides or even hydrates (see Pourbaixdiagrams) depending on pH, onto magnesium corrosion productsalready formed.
It is clear that the recovery of the impedance at low frequency(Fig. 4A) and the absence of significant corrosion processes are relatedto the presence of the CexOy glass-like coating acting as an inhibitionagent. The glass-like, porous structure of Ce–Mg coatings, with morethan 95% of cerium ions present as Ce3+, allows fast diffusion of Ce3+
to the electrolyte and the subsequent precipitation on the corrosionsites as ceriumoxides, hydroxides and evenhydrates as a result of localpH change. Although the composition of the precipitates on the defectswas not identified, EIS spectra confirm the healing or blocking of thedefects by the corrosion inhibition species. The electrochemicalbehaviour is thus a clear indication of active self-healing corrosionprotection provided by the CexOy glass-like coatings.
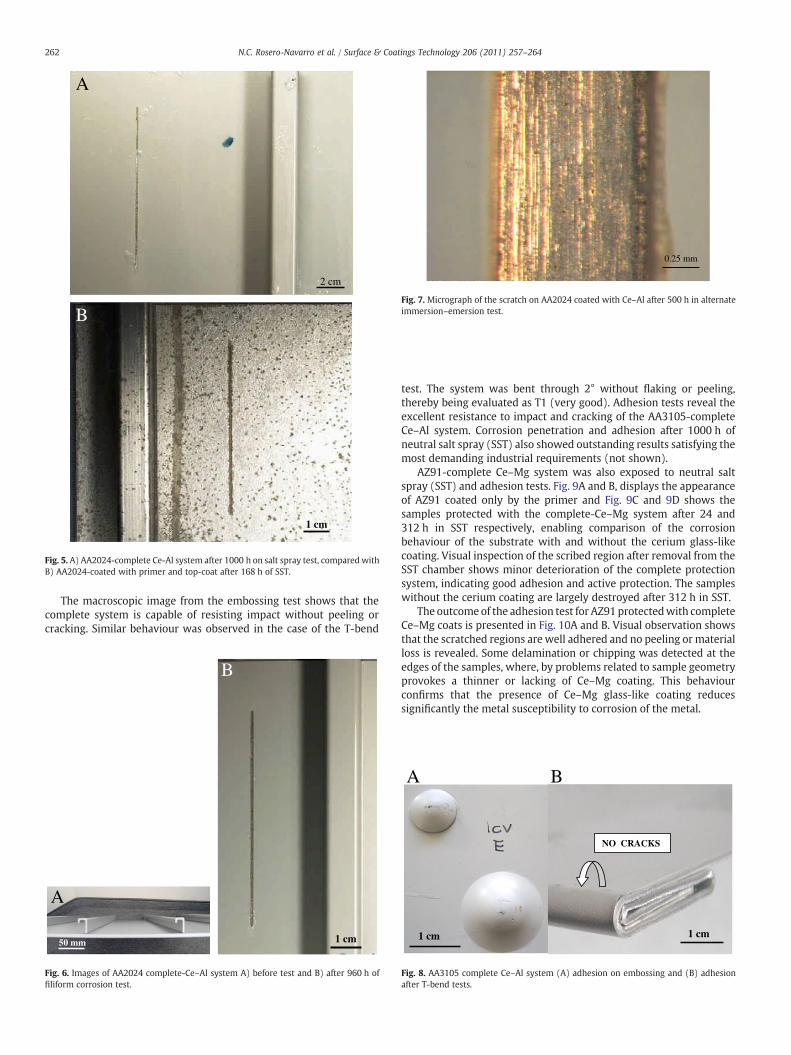
Standard corrosion tests that are usually employed in the aeronautic,automotive and other metallurgical industries were also performed toassess the anticorrosion performance of CexOy glass-like coatings on thedifferent substrates. SSTwas performed on the AA2024-complete Ce–Alsystem according to the ASTM B117 standard. The substrates, providedby EADS, were sections cut from large demonstrator panels. The mainfocus of the corrosion tests was the investigation of the stringer areas,where the coating thicknesswas lowerdue to limited accessibility of thespraying process. The deposition of Ce–Al coatings from a scaled-upCe–Al sol and further protection with primer and top-coat wasperformed at IPA (Stuttgart) and tested by EADS. The panels werescribed and exposed to a neutral salt spray for times up to 1000 h. Thepanels were removed at intermediate times, with visual inspectionshowing no defects on the scratched region, (Fig. 5A). Only minorcorrosion occurred in the scribed region, indicating active protection ofthe coating system. However, some evidence of creepagewas evident atthe end of the scratch. Fig. 5B shows AA2024 coated with the sameprimer and top-coat; after 168 h under SST, the sample appears totallycorroded while the alloy protected by glass-like cerium coating surpass1000 h of SST without evidence of generalised corrosion.
The complete Ce–Al systemwas also subjected to filiform attack, byscratching according to U-type andmaintained the test in the chamberup to 960 h. Visual observation at 168, 500 and 960 h (Fig. 6) showedexcellent protection against filiform corrosion. The scratch appearedunchanged, even on stringers or on thewelding seam, indicating a highresistance of the coatings to the propagation of defects.
Alternate immersion–emersion test was also carried out on thissystemaccording toDINEN3212, revealingprotection in the scratchedarea, and confirming the active protection process (Fig. 7). The yellowcolour developed in the scratch indicates the participation of ceriumspecies in the protection process.
AA3105 complete Ce–Al system was also tested by evaluatingadhesion on a T-bend and adhesion after embossing. These testsenable evaluation of the flexibility and adhesion of coatings byobserving the presence of cracks or loss of adhesion in the regionswhere the coated substrate is bent or deformed. Fig. 8 shows theAA3105-complete Ce–Al system (glass-like Ce–Al coating deposited atIPA and painted at PLALAMby coil coatingwith polyester based primerand top-coat) a) after adhesion on embossing and b) after T-bendadhesion tests.
0.25 mm
Fig. 7. Micrograph of the scratch on AA2024 coated with Ce–Al after 500 h in alternateimmersion–emersion test.
A
2 cm
B
1 cm
Fig. 5. A) AA2024-complete Ce-Al system after 1000 h on salt spray test, compared withB) AA2024-coated with primer and top-coat after 168 h of SST.
262 N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
The macroscopic image from the embossing test shows that thecomplete system is capable of resisting impact without peeling orcracking. Similar behaviour was observed in the case of the T-bend
A
B
50 mm 1 cm
Fig. 6. Images of AA2024 complete-Ce–Al system A) before test and B) after 960 h offiliform corrosion test.
test. The system was bent through 2° without flaking or peeling,thereby being evaluated as T1 (very good). Adhesion tests reveal theexcellent resistance to impact and cracking of the AA3105-completeCe–Al system. Corrosion penetration and adhesion after 1000 h ofneutral salt spray (SST) also showed outstanding results satisfying themost demanding industrial requirements (not shown).
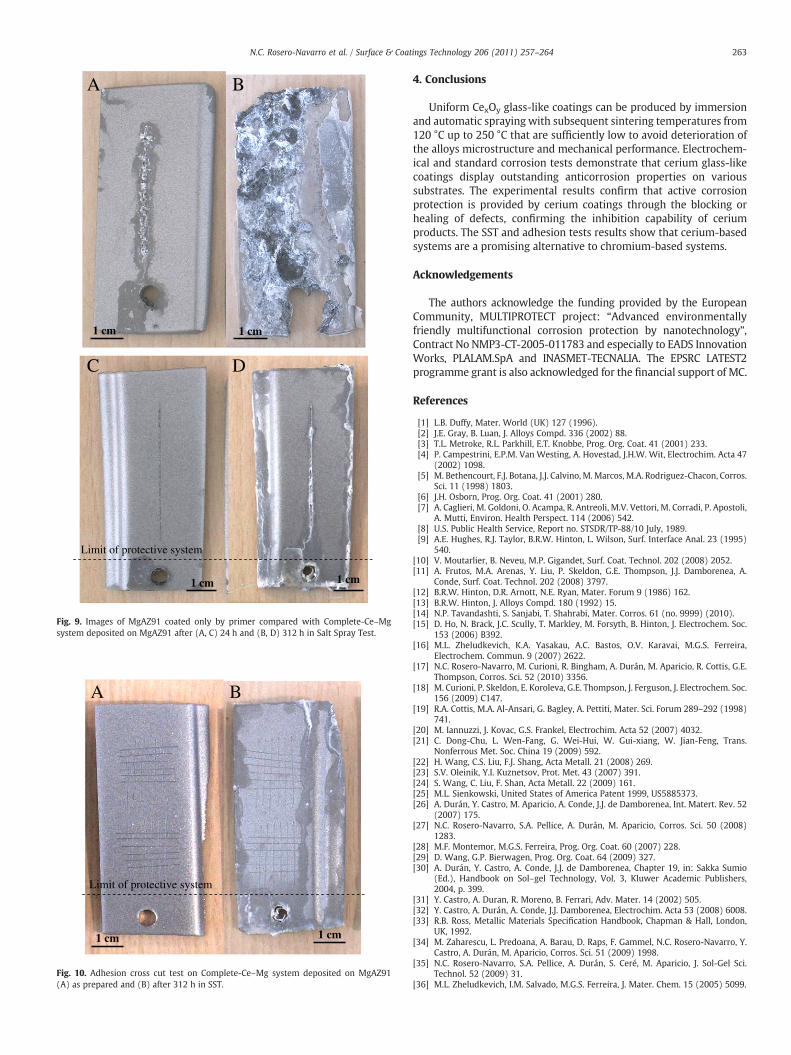
AZ91-complete Ce–Mg system was also exposed to neutral saltspray (SST) and adhesion tests. Fig. 9A and B, displays the appearanceof AZ91 coated only by the primer and Fig. 9C and 9D shows thesamples protected with the complete-Ce–Mg system after 24 and312 h in SST respectively, enabling comparison of the corrosionbehaviour of the substrate with and without the cerium glass-likecoating. Visual inspection of the scribed region after removal from theSST chamber shows minor deterioration of the complete protectionsystem, indicating good adhesion and active protection. The sampleswithout the cerium coating are largely destroyed after 312 h in SST.
The outcomeof the adhesion test for AZ91 protectedwith completeCe–Mg coats is presented in Fig. 10A and B. Visual observation showsthat the scratched regions are well adhered and no peeling or materialloss is revealed. Some delamination or chipping was detected at theedges of the samples, where, by problems related to sample geometryprovokes a thinner or lacking of Ce–Mg coating. This behaviourconfirms that the presence of Ce–Mg glass-like coating reducessignificantly the metal susceptibility to corrosion of the metal.
NO CRACKS
1 cm 1 cm
A B
Fig. 8. AA3105 complete Ce–Al system (A) adhesion on embossing and (B) adhesionafter T-bend tests.
Limit of protective system
D
A B
C
1 cm 1 cm
1 cm 1 cm
Fig. 9. Images of MgAZ91 coated only by primer compared with Complete-Ce–Mgsystem deposited on MgAZ91 after (A, C) 24 h and (B, D) 312 h in Salt Spray Test.
Limit of protective system
A B
1 cm 1 cm
Fig. 10. Adhesion cross cut test on Complete-Ce–Mg system deposited on MgAZ91(A) as prepared and (B) after 312 h in SST.
263N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
4. Conclusions
Uniform CexOy glass-like coatings can be produced by immersionand automatic spraying with subsequent sintering temperatures from120 °C up to 250 °C that are sufficiently low to avoid deterioration ofthe alloys microstructure and mechanical performance. Electrochem-ical and standard corrosion tests demonstrate that cerium glass-likecoatings display outstanding anticorrosion properties on varioussubstrates. The experimental results confirm that active corrosionprotection is provided by cerium coatings through the blocking orhealing of defects, confirming the inhibition capability of ceriumproducts. The SST and adhesion tests results show that cerium-basedsystems are a promising alternative to chromium-based systems.
Acknowledgements
The authors acknowledge the funding provided by the EuropeanCommunity, MULTIPROTECT project: “Advanced environmentallyfriendly multifunctional corrosion protection by nanotechnology”,Contract No NMP3-CT-2005-011783 and especially to EADS InnovationWorks, PLALAM.SpA and INASMET-TECNALIA. The EPSRC LATEST2programme grant is also acknowledged for the financial support of MC.
References
[1] L.B. Duffy, Mater. World (UK) 127 (1996).[2] J.E. Gray, B. Luan, J. Alloys Compd. 336 (2002) 88.[3] T.L. Metroke, R.L. Parkhill, E.T. Knobbe, Prog. Org. Coat. 41 (2001) 233.[4] P. Campestrini, E.P.M. Van Westing, A. Hovestad, J.H.W. Wit, Electrochim. Acta 47
(2002) 1098.[5] M. Bethencourt, F.J. Botana, J.J. Calvino, M.Marcos, M.A. Rodriguez-Chacon, Corros.
Sci. 11 (1998) 1803.[6] J.H. Osborn, Prog. Org. Coat. 41 (2001) 280.[7] A. Caglieri, M. Goldoni, O. Acampa, R. Antreoli, M.V. Vettori, M. Corradi, P. Apostoli,
A. Mutti, Environ. Health Perspect. 114 (2006) 542.[8] U.S. Public Health Service, Report no. STSDR/TP-88/10 July, 1989.[9] A.E. Hughes, R.J. Taylor, B.R.W. Hinton, L. Wilson, Surf. Interface Anal. 23 (1995)
540.[10] V. Moutarlier, B. Neveu, M.P. Gigandet, Surf. Coat. Technol. 202 (2008) 2052.[11] A. Frutos, M.A. Arenas, Y. Liu, P. Skeldon, G.E. Thompson, J.J. Damborenea, A.
Conde, Surf. Coat. Technol. 202 (2008) 3797.[12] B.R.W. Hinton, D.R. Arnott, N.E. Ryan, Mater. Forum 9 (1986) 162.[13] B.R.W. Hinton, J. Alloys Compd. 180 (1992) 15.[14] N.P. Tavandashti, S. Sanjabi, T. Shahrabi, Mater. Corros. 61 (no. 9999) (2010).[15] D. Ho, N. Brack, J.C. Scully, T. Markley, M. Forsyth, B. Hinton, J. Electrochem. Soc.
153 (2006) B392.[16] M.L. Zheludkevich, K.A. Yasakau, A.C. Bastos, O.V. Karavai, M.G.S. Ferreira,
Electrochem. Commun. 9 (2007) 2622.[17] N.C. Rosero-Navarro, M. Curioni, R. Bingham, A. Durán, M. Aparicio, R. Cottis, G.E.
Thompson, Corros. Sci. 52 (2010) 3356.[18] M. Curioni, P. Skeldon, E. Koroleva, G.E. Thompson, J. Ferguson, J. Electrochem. Soc.
156 (2009) C147.[19] R.A. Cottis, M.A. Al-Ansari, G. Bagley, A. Pettiti, Mater. Sci. Forum 289–292 (1998)
741.[20] M. Iannuzzi, J. Kovac, G.S. Frankel, Electrochim. Acta 52 (2007) 4032.[21] C. Dong-Chu, L. Wen-Fang, G. Wei-Hui, W. Gui-xiang, W. Jian-Feng, Trans.
Nonferrous Met. Soc. China 19 (2009) 592.[22] H. Wang, C.S. Liu, F.J. Shang, Acta Metall. 21 (2008) 269.[23] S.V. Oleinik, Y.I. Kuznetsov, Prot. Met. 43 (2007) 391.[24] S. Wang, C. Liu, F. Shan, Acta Metall. 22 (2009) 161.[25] M.L. Sienkowski, United States of America Patent 1999, US5885373.[26] A. Durán, Y. Castro, M. Aparicio, A. Conde, J.J. de Damborenea, Int. Matert. Rev. 52
(2007) 175.[27] N.C. Rosero-Navarro, S.A. Pellice, A. Durán, M. Aparicio, Corros. Sci. 50 (2008)
1283.[28] M.F. Montemor, M.G.S. Ferreira, Prog. Org. Coat. 60 (2007) 228.[29] D. Wang, G.P. Bierwagen, Prog. Org. Coat. 64 (2009) 327.[30] A. Durán, Y. Castro, A. Conde, J.J. de Damborenea, Chapter 19, in: Sakka Sumio
(Ed.), Handbook on Sol–gel Technology, Vol. 3, Kluwer Academic Publishers,2004, p. 399.
[31] Y. Castro, A. Duran, R. Moreno, B. Ferrari, Adv. Mater. 14 (2002) 505.[32] Y. Castro, A. Durán, A. Conde, J.J. Damborenea, Electrochim. Acta 53 (2008) 6008.[33] R.B. Ross, Metallic Materials Specification Handbook, Chapman & Hall, London,
UK, 1992.[34] M. Zaharescu, L. Predoana, A. Barau, D. Raps, F. Gammel, N.C. Rosero-Navarro, Y.
Castro, A. Durán, M. Aparicio, Corros. Sci. 51 (2009) 1998.[35] N.C. Rosero-Navarro, S.A. Pellice, A. Durán, S. Ceré, M. Aparicio, J. Sol-Gel Sci.
Technol. 52 (2009) 31.[36] M.L. Zheludkevich, I.M. Salvado, M.G.S. Ferreira, J. Mater. Chem. 15 (2005) 5099.

264 N.C. Rosero-Navarro et al. / Surface & Coatings Technology 206 (2011) 257–264
[37] N.C. Rosero-Navarro, L. Paussa, F. Andreatta, Y. Castro, A. Durán, M. Aparicio, L.Fedrizzi, Surf. Interface Anal. 42 (2010) 299.
[38] D. Raps, T. Hack, J. Wehr, M.L. Zheludkevich, A.C. Bastos, M.G.S. Ferreira, O.Nuyken, Corros. Sci. 51 (2009) 1012.
[39] K.A. Yasakau, M.L. Zheludkevich, O.V. Karavai, M.G.S. Ferreira, Prog. Org. Coat. 63(2008) 352.
[40] X. Zhong, Q. Li, J. Hu, X. Yang, F. Luo, Y. Dai, Prog. Org. Coat. 69 (2010) 52.[41] S.V. Lamaka, M.f. Montemor, A.f. Galio, M.L. Zheludkevich, C. Trindade, L.F. Dick,
M.G.S. Ferraira, Electrochim. Acta 53 (2008) 4773.[42] A.N. Khramov, V.N. Balbyshev, N.N. Voevodin, M.S. Donley, Prog. Org. Coat. 47
(2003) 207.[43] M. García-Heras, A. Jiménez-Morales, B. Casal, J.C. Galván, S. Radzki, M.A. Villegas,
J. Alloys Compd. 380 (2004) 219.[44] D.G. Shchukin, M.L. Zheludkevich, K.A. Yasakau, S.V. Lamaka, H. Möhwald, M.G.S.
Ferreira, Adv. Mater. 18 (2006) 1672.[45] A.S. Hamdy, Mater. Lett. 60 (2006) 2633.[46] S. Zhang, Q. Li, B. Chen, X. Yang, Electochim. Acta 55 (2010) 870.[47] H. Hasannejad, M. Aliofkhazraei, A. Shanaghi, T. Shahrabi, A.R. Sabour, Thin Solid
Films 517 (2009) 4792.
[48] R.G. Biswas, R.D. Sanders, J. Mater. Eng. Perform. 7 (1998) 727.[49] V.A.C. Haanappel, T. Fransen, B. Geerdink, P.J. Gellings, M.F. Stroosnijder, Oxid.
Met. 35 (1991) 405.[50] F. Czerwinski, J.A. Szpunar, J. Sol-Gel Sci. Technol. 9 (1997) 103.[51] R. Haugsrud, Corros. Sci. 44 (2002) 1569.[52] N.C. Rosero-Navarro, Y. Castro, M. Aparicio, A. Durán, Spanish Paten, P200930982,
(2009).[53] M. Ch Zhao, M. Liu, G.L. Song, A. Atrens, Corros. Sci. 50 (2008) 3168.[54] R.G. Toro, G. Malandrino, I.L. Fragala, J. Phys. Chem. B 108 (2004) 16357.[55] S. Debnath, M.R. Islam, M.S.R. Kha, Bull. Mater. Sci. 30 (2007) 315.[56] G. Atanassov, R. Thielsch, D. Popov, Thin Solid Films 223 (1993) 288.[57] T. Suzuki, I. Kosacki, V. Petrovsky, H.U. Anderson, J. Appl. Phys. 91 (2002) 2308.[58] J. Hierso, O. Se, A. Ringuede, C. Laberty-Robert, L. Bianchi, D. Grosso, C. Sanchez,
Chem. Mater. 21 (2009) 2184.[59] A. Paul, M. Mulholland, M.S. Zaman, J. Mater. Sci. 11 (1976) 2082.[60] R.H. Abu-Eittah, S.A. Marie, M.B. Salem, Can. J. Anal. Sci. Spectr. 4 (2004) 248.[61] H. Shi, F. Liu, E.H. Han, Prog. Org. Coat. 66 (2009) 183.


















