“Supply of Linac structure components for brazing development… · “Supply of Linac structure...
24
Page 1 of 8 RRCAT/IMA/RSS/DA/2014 Date: 04/02/2014 “Supply of Linac structure components for brazing development” 1.0 Scope of work This document lists technical requirements for precision machining and supply of linac structure components for brazing development. The scope of work includes OFE copper rods procurement, machining, inspection, packing and supply of accelerator components to RRCAT, Indore. Bidders shall quote for complete set and not for individual components in view of the strict repeatability requirements. The offers will be evaluated on the basis of cost of one set of components (please see section 2.3 for details) in view of the quality control requirements. Considering the development aspect involved in this work and repeatability of process parameters to achieve repeatable and interchangeable components, the order will not be split on different bidders. Bidder can seek clarification/ discuss technical requirements of this work through an enquiry to purchase department (IRPU, DPS, RRCAT, Indore-452013). 2.0 Bidder’s qualification criteria Only those bidders are qualified to bid who fulfill following conditions. Full information on the following points shall be provided in the bids. 2.1 These precision machined components are to be developed indigenously hence bids from bidders who can machine these components in India only will be accepted. Bids from traders will not be accepted. 2.2 Bidder shall be ISO 9001 certified or its equivalent National/International certification for the manufacture and supply of precision components. 2.3 Bidder shall have below mentioned inhouse machining and inspection facilities. The minimum specs of these shall be as follows: a) Precision CNC Lathe/ Turn mill center - Position repeatability ≤ 3 micron, b) VMC / HMC used for coupler machining - Position repeatability ≤ 5 micron, c) CMM (with graphical report generation capability) - volumetric accuracy ≤ 3 microns over 100 mm length, d) Surface finish tester - Resolution ≤ 0.1 micron (Ra). These machines shall be in temperature controlled facility. 2.4 Bidder shall submit size and specifications of CNC machines, coordinate measuring machine (CMM) and other tools and instruments which they propose to use along with the bid. The details of the above machines and their location may be verified by RRCAT at the bid evaluation stage. If sizes/accuracies/machine specifications do not meet the requirements of the job, bid will be rejected. 2.5 Bidder shall give details in their bid as to how they propose to achieve dimensional tolerances better than ±5 microns and surface finish better than 0.2 microns Ra. The details shall include selection of machines, processes, parameters, dust control, temperature control, etc. 2.6 Bidder should have completed precision machining jobs involving dimensional tolerances of ± 5 microns and surface finish better than 0.2 microns Ra. Bidder shall give full contact details and contact address of customers to whom he has supplied these components. RRCAT may verify the details with these parties.
Transcript of “Supply of Linac structure components for brazing development… · “Supply of Linac structure...

Page 1 of 8
RRCAT/IMA/RSS/DA/2014 Date: 04/02/2014
“Supply of Linac structure components for brazing development”
1.0 Scope of work
This document lists technical requirements for precision machining and supply of linac structure components for brazing development.
The scope of work includes OFE copper rods procurement, machining, inspection, packing and supply of accelerator components to RRCAT, Indore.
Bidders shall quote for complete set and not for individual components in view of the strict repeatability requirements. The offers will be evaluated on the basis of cost of one set of components (please see section 2.3 for details) in view of the quality control requirements. Considering the development aspect involved in this work and repeatability of process parameters to achieve repeatable and interchangeable components, the order will not be split on different bidders. Bidder can seek clarification/ discuss technical requirements of this work through an enquiry to purchase department (IRPU, DPS, RRCAT, Indore-452013).
2.0 Bidder’s qualification criteria
Only those bidders are qualified to bid who fulfill following conditions. Full information on the following points shall be provided in the bids.
2.1 These precision machined components are to be developed indigenously hence bids from bidders who can machine these components in India only will be accepted. Bids from traders will not be accepted.
2.2 Bidder shall be ISO 9001 certified or its equivalent National/International certification for the manufacture and supply of precision components.
2.3 Bidder shall have below mentioned inhouse machining and inspection facilities. The minimum specs of these shall be as follows: a) Precision CNC Lathe/ Turn mill center - Position repeatability ≤ 3 micron, b) VMC / HMC used for coupler machining - Position repeatability ≤ 5 micron, c) CMM (with graphical report generation capability) - volumetric accuracy ≤ 3 microns
over 100 mm length, d) Surface finish tester - Resolution ≤ 0.1 micron (Ra).
These machines shall be in temperature controlled facility. 2.4 Bidder shall submit size and specifications of CNC machines, coordinate measuring machine
(CMM) and other tools and instruments which they propose to use along with the bid.
The details of the above machines and their location may be verified by RRCAT at the bid evaluation stage. If sizes/accuracies/machine specifications do not meet the requirements of the job, bid will be rejected.
2.5 Bidder shall give details in their bid as to how they propose to achieve dimensional tolerances
better than ±5 microns and surface finish better than 0.2 microns Ra. The details shall include selection of machines, processes, parameters, dust control, temperature control, etc.
2.6 Bidder should have completed precision machining jobs involving dimensional tolerances of
± 5 microns and surface finish better than 0.2 microns Ra. Bidder shall give full contact details and contact address of customers to whom he has supplied these components. RRCAT may verify the details with these parties.

Page 2 of 8
2.7 The bidder should have completed a machining job of at least Rs. 30 Lakhs in last three years for a government, industrial organization. He shall have systems in place for procuring important raw material.
2.8 If bidder is subcontracting any operation related to this tender, he shall provide full details of the sub-contractor, address and specifications of the machines to be used, QA system of sub-contractor and his approval procedure for the subcontractor. The bidder shall have a written agreement with sub-contractor to use the mentioned facilities for this contract. Subcontracting is not allowed for finish machining operations. The final machining is to be done at bidder’s site.
Since the evaluation of the offer will be based on the above points, the bidder is encouraged to provide maximum details on the above requirements. Not giving specific and parametric reply to the above points may lead to rejection of offer.
3.0 Bid evaluation process
The offers will be evaluated on the basis of following:
3.1 Detailed technical information by the bidder as asked in “Bidder’s qualification criteria”.
3.2 Prompt response to the technical queries raised by the purchaser.
3.3 The purchaser reserves the right to visit the bidder’s facility for evaluation prior to finalization of the order.
4.0 Technical requirements
4.1 Manufacturing drawing
Drawings applicable for machining and inspection of the components are mentioned in Table-1.
Table-1
S.No. Drawing No. Title
1. RRCAT/IMA/MML/090-LP/R0 sh 1 of 1 Linac structure for brazing development
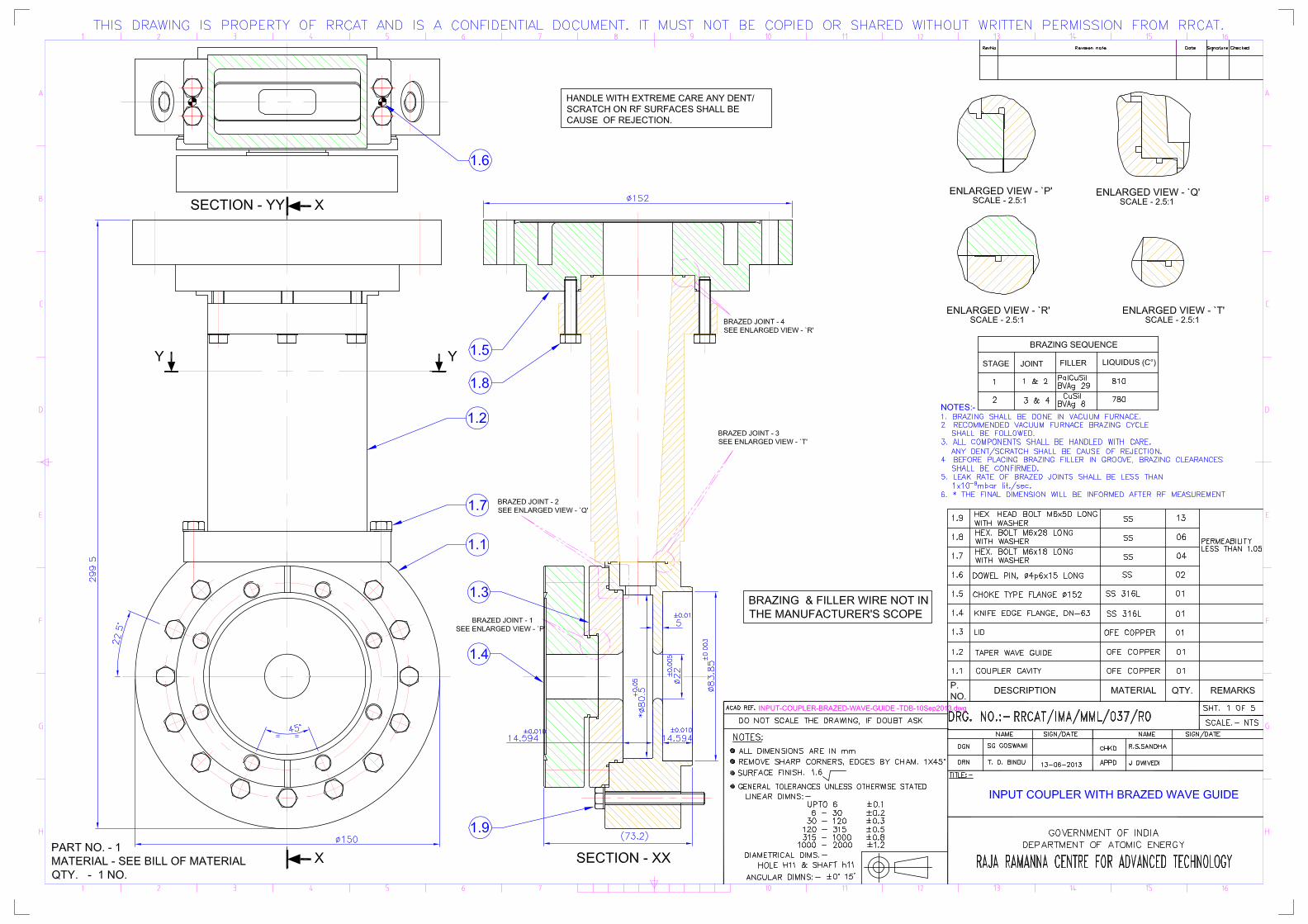
2. RRCAT/IMA/MML/037/R0 sh 1 of 5 Input coupler with brazed waveguide
3. RRCAT/IMA/MML/037-LP/R0 sh 2 of 5 Input coupler with brazed waveguide for brazing development
4. RRCAT/IMA/MML/037/R0 sh 3 of 5 Input coupler with brazed waveguide
5. RRCAT/IMA/MML/037/R0 sh 4 of 5 Input coupler with brazed waveguide
6. RRCAT/IMA/MML/037/R0 sh 5 of 5 Input coupler with brazed waveguide
7. RRCAT/IMA/MML/094-LP/R0 sh 1 of 1 Cells stack sub assembly for brazing development
8. RRCAT/IMA/MML/004-LP/R0 sh 1 of 1 Buncher cell Type -2B for brazing development
9. RRCAT/IMA/MML/091-LP/R0 sh 1 of 1 Buncher cell Type -2A for brazing development
10. RRCAT/IMA/MML/006-LP/R0 sh 1 of 1 Regular cell - A for brazing development

Page 3 of 8
11. RRCAT/IMA/MML/092-LP/R0 sh 1 of 1 Regular cell - B for brazing development
12. RRCAT/IMA/MML/038/R0 sh 1 of 3 Output coupler brazed waveguide
13. RRCAT/IMA/MML/038-LP/R0 sh 2 of 3 Output coupler brazed waveguide for brazing development
14. RRCAT/IMA/MML/038/R0 sh 3 of 3 Output coupler brazed waveguide
15. RRCAT/IMA/MML/041/R0 sh 1 of 1 Ring nut
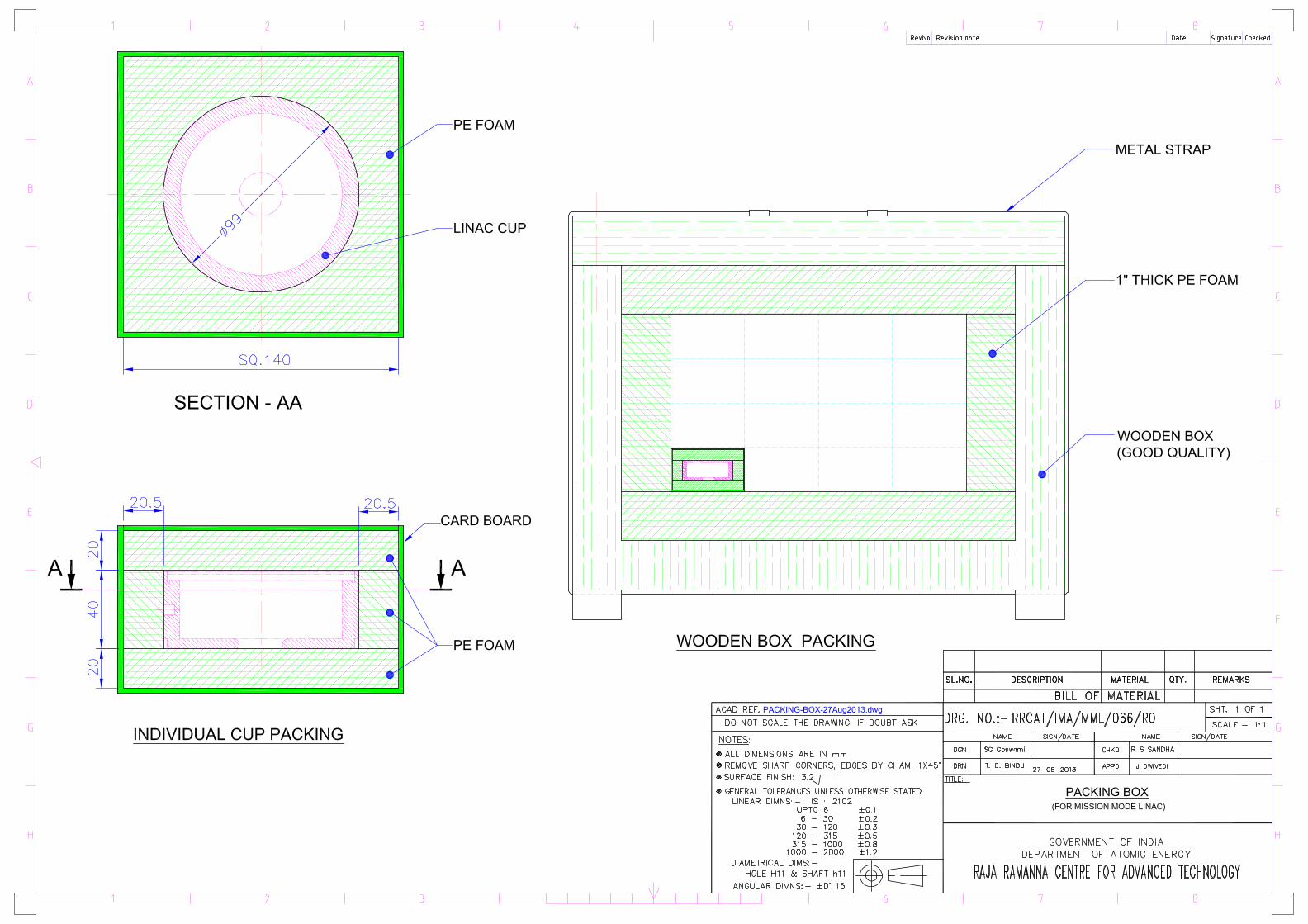
16. RRCAT/IMA/MML/66/R0 sheet 1 of 1 Packing box
The dimensions specified on drawing are at 30°C. Suitable temperature control shall be maintained during machining and inspection of the components since the temperature change will lead to change in dimensions. The coefficient of thermal expansion of copper is 17 µm/m.K. In case machining or dimensional inspection is done at temperature different from 30°C, suitable temperature compensation shall be used.
4.2 Material
The material of components is given on manufacturing drawings. The accelerator components are to be machined from oxygen free electronic copper rods of grade 1, UNS No. C10100 as per ASTM F68 and ASTM B187. The flanges are to be machined from austenite stainless steel grade 316L as per ASTM A240.
Bidder shall submit mill certificate / inspection certificate 3.1 as per EN 10204 for chemical analysis and mechanical properties to RRCAT for acceptance. RRCAT may ask copies of invoice and communicate with the original material manufacturer to ascertain its quality and genuineness. RRCAT may carry out additional testing for chemical analysis and mechanical properties at a NABL approved lab, at its cost to verify the certificates.
The manufacturer of OFE copper rods and stainless steel grade 316L for this work shall be ISO 9001 certified with production of extruded, drawn and rolled products in its scope. Some Suggested manufacturers of OFE copper are M/s LUVATA, M/s Hitachi and M/s MKM Germany and of stainless steel are M/s Arcelor Mittal, M/s Columbus and M/s Sandvik. Material acceptance is a hold point. Bidder shall start machining only after written approval from RRCAT for material acceptance.
4.3 Quantity
4.3.1 Components required for one Linac structure assembly consists of components shown in assembly drawing RRCAT/IMA/MML/090-LP/R0 sh 1 of 1 “Linac structure for brazing development” and its sub-assembly drawings referred in the BOM of this drawing.
4.3.2 One set of components is defined as components required for eight assemblies of “Linac structure for brazing development”.
4.3.3 One set of components as defined in 4.3.2 is to be supplied against this tender.
5.4 Machining
The dimensional tolerances and surface finish required on components are mentioned on manufacturing drawings.
Manufacturer shall give details of manufacturing process and quality controls as to how the above requirement is included and verified in the process plan to RRCAT for approval within

Page 4 of 8
two weeks of receiving commercially clear purchase order. Only RRCAT approved process plan shall be used for machining. In case bidder proposes any change in the process, he shall take written approval from RRCAT.
Sulphur free, water soluble coolant and machining lubricants should be used for machining.
Scratch marks on RF/brazing surfaces shall be cause of rejection hence handling during storage and transport is to be done with extreme care. No grinding / polishing are permitted on the components. All dimensions must be made by machining.
No holding marks are allowed on the finished components. As the material is soft, special holding devices may be required during machining. These devices will be designed and implemented by the supplier.
4.5 Cell machining
The components machining shall be carried out in the sequence given below:
Prototype qualification: Machine one regular cell (drawing no. RRCAT/IMA/MML/006-LP/R0 sheet 1 of 1) and carry out its inspection using CMM and surface finish tester.
Submit cells with inspection report to RRCAT for verification. (Hold Point)
RRCAT will give feedback within one week of receiving cells and inspection report.
Series manufacturing: Machine cells using established process and inspection method.
In case, prototype cell does not meet the requirements shown on the drawings, one more regular cell shall be machined and inspected. This process will continue till the prototype is qualified. Series manufacturing shall be taken after prototype qualification.
4.6 Coupler machining
The components machining shall be carried out in the sequence given below:
Prototype qualification: Machine one Input coupler assembly (drawing no. RRCAT/IMA/MML/037/R0 sheet 2 of 5 and sheet 3 of 5) and carry out its inspection using CMM and surface finish tester.
Submit the components with inspection report to RRCAT for verification. (Hold Point)
RRCAT will give feedback within one week of receiving coupler and inspection report.
Series manufacturing: Machine couplers (Input and output) using the established process and inspection method.
In case, prototype coupler does not meet the requirements shown on the drawings, one more coupler shall be machined and inspected. This process will continue till the prototype is qualified. Series manufacturing shall be taken after prototype qualification.
4.7 Components identification
The identification number shall be engraved on each component at the location shown on component drawing.

Page 5 of 8
The cell numbering scheme is as follows:
WW-XX-YYY-ZZZ
Where WW: Vendor’s initials,
XX : Design revision number beginning from 01,
YYY: Cell type,
for e.g.: RCA for Regular cell A,
RCB for Regular cell B,
BCA for Buncher cell type 2A,
BCB for Buncher cell type 2B
ZZZ : Cell number starting from 001
The coupler numbering scheme is as follows:
WW-XX-YYY-ZZZ
Where WW: Vendor’s initials,
XX : Design revision number beginning from 01,
YYY: Coupler type,
for eg: INP for input coupler,
OUT for output coupler,
ZZZ : coupler number starting from 001
4.8 Inspection
The machined components shall be inspected for dimensional accuracy on a CMM with accuracy better than 3 micron. An additional format of inspection report, as shown in Annex-1, will be provided by RRCAT during manufacturing stage which will be filled by manufacturer. The bidder shall submit all inspection reports in signed paper copies and electronic scan copies with an electronic copy in Excel sheet listing all dimensions, surface roughness and links to raw material certificates. All electronic reports shall be in one folder titled “Linac components for brazing development” with appropriate linking. Surface roughness shall be measured on a surface finish tester. The component identification number shall be mentioned on its inspection report. Inspection with any tools which may cause marks/scratches on the components are strictly forbidden as it may cause RF breakdown.
Final inspection of components will be witnessed by RRCAT representative.
Representative of RRCAT may visit supplier or sub-contractor’s premises at any reasonable time to review the progress of work and inspection. Supplier has to demonstrate the inspection methods and recheck any dimension asked by the RRCAT representative.
All components made of OFE copper shall not be touched with bare hands and must be handled with gloved hands using clean room quality powder & oil free gloves.
5.0 Acceptance criteria
The machined components, supplied in undamaged condition in proper packing and meeting the dimensional and surface finish requirements will be accepted.

Page 6 of 8
6.0 Packing
The finished components shall be stored in secure, clean cupboards having soft rubber mats to prevent damage.
All finish machined component shall be stored properly so as to avoid any damage (scratch/ dent) on RF surfaces. All components shall be wrapped in lint free paper/cloth and then in clean aluminum foil, clean 100 microns thick polyethylene sealed bags, and packed individually in stainless steel/stiff boxes with half inch thick polyethelene foam lining on all sides, top and bottom to prevent damage / scratching during handling and transport. The packing details are given in drawing no. RRCAT/IMA/MML/66/R0 sheet 1 of 1. Packing shall provide adequate protection against shocks, corrosion and handling forces.
7.0 Delivery schedule
The machined components shall be delivered to regional stores unit, RRCAT as per the time schedule mentioned in Table-2. Bidder shall confirm the schedule.
Table-2
# Activity description Incremental time period from PO release date
1. Prototype cell & coupler machining qualification 2 months
2. Delivery of eight assemblies 4 months
3. Cumulative time period from PO date 6 months
8.0 Mandatory questionnaire
The bidder should fill-up the mandatory questionnaire given in Table-3 and submit it with their offer.
Table-3
# QUESTION BIDDER’S RESPONSE
8.1 Do you have ISO 9001 or equivalent national/international certification for manufacture and supply of precision components?
Yes/ No
Please attach certificate.
8.2 Do you have the required machining and measurement facilities inhouse as asked in section 2.0?
Yes/ No
8.3 Have you provided the location, sizes and accuracies of machines, and CMM you propose to use for this work? Provide important specifications of machines proposed to be used for this work.
Yes/ No
a) Position repeatability of CNC Lathe/ Turn mill center
Provide details
b) Position repeatability of VMC / HMC
Provide details
c) Volumetric accuracy of CMM
Provide details
Page 7 of 8
8.4 Have you provided machine and process details as to how you propose to achieve dimensional tolerances better than
± 5 microns and surface finish better than 0.2 microns Ra?
Yes/ No
8.5 Have you completed precision machining jobs involving
dimensional tolerances of ±5 microns and surface finish better than 0.2 microns Ra?
Provide full contact details and contact address of customers to whom you have supplied these components.
8.6 Have you provided full details of the sub-contractor and his machines, if any, to use the facilities for this contract?
Yes/ No
8.7 Do you agree to use oxygen free electronic copper rods of grade 1, UNS No. C10100 as per ASTM F68 and ASTM B187 and submit mill certificate / inspection certificate 3.1 as per EN 10204 for chemical analysis and mechanical properties to RRCAT for acceptance?
Yes/ No
8.8 Do you agree with the delivery schedule?
Yes/ No
8.9 Have you given details of your packing plan?
Provide details.
****End of specification****

Page 8 of 8
Annex-1: Format of inspection traveler of Linac structure components to be prepared in MS Excel and supplied in native electronic and printed signed forms a) Auto screening of dimensions for non-conformance to be included in the format. b) Non-conforming dimensions/features to be automatically turned red in bold font.
Component ID Manufacturer and date of manufacture
Date of inspection
Acceptance Applicable drawing
Measured dimensions (This column should include all dimensions, the limited dimensions given below are to be taken as example)
Respective detailed inspection report numbers
Material certificate
Name of inspector and Remarks Cavity ID
Aperture Internal
length Aperture bore radius
Surface roughness
(QA Authority of Manufacturer)
Sign and Stamp
(Supervisor)
Sign and Stamp
(Inspector)
Sign and Stamp