
Super Alloys Machining
34
9 Heat resistant super alloys – HRSA The interior of a functioning gas turbine is a challenging enviroment where the tem- peratures and pressures can be well beyond the limits of conventional metals, and as designers continue to improve turbine effi- ciency so these testing conditions become ever more severe. Consequently, specially developed alloys are required for compo- nents exposed to the most demanding tem- peratures, or for items whose structural integrity is critical. Heat resistant super alloys (HRSA) are a family of alloys utilised in the hottest parts of a gas turbine, able to withstand high operating temperatures, typically between 540°C and 1 000°C, without a damaging reduction in strength. They represent the largest group of materials in current aero engine manufacture - where their usage is forecast to grow further - and are also used in other classes of turbine, such as in power generation. As well as retaining strength and hardness at elevated temperatures, characteristic properties of HRSA alloys are their excep- tional resistance to both corrosion and creep, characteristics which are utilised in oil, petrochemical and medical applications. However they can be prone to work hard- ening during machining. Compressor Combustion chamber Exhaust nozzle Shaft Turbine
description
Sandvik Super Alloys Machining
Transcript of Super Alloys Machining

9
Heat resistant super alloys – HRSAThe interior of a functioning gas turbine isa challenging enviroment where the tem-peratures and pressures can be well beyondthe limits of conventional metals, and asdesigners continue to improve turbine effi-ciency so these testing conditions become
ever more severe. Consequently, speciallydeveloped alloys are required for compo-nents exposed to the most demanding tem-peratures, or for items whose structuralintegrity is critical.
Heat resistant super alloys (HRSA) are afamily of alloys utilised in the hottest partsof a gas turbine, able to withstand highoperating temperatures, typically between540°C and 1 000°C, without a damagingreduction in strength. They represent thelargest group of materials in current aeroengine manufacture - where their usage isforecast to grow further - and are also usedin other classes of turbine, such as in powergeneration.
As well as retaining strength and hardnessat elevated temperatures, characteristicproperties of HRSA alloys are their excep-tional resistance to both corrosion andcreep, characteristics which are utilised inoil, petrochemical and medical applications.However they can be prone to work hard-ening during machining.
Compressor
Combustion chamber
Exhaust nozzle
Shaft Turbine
10
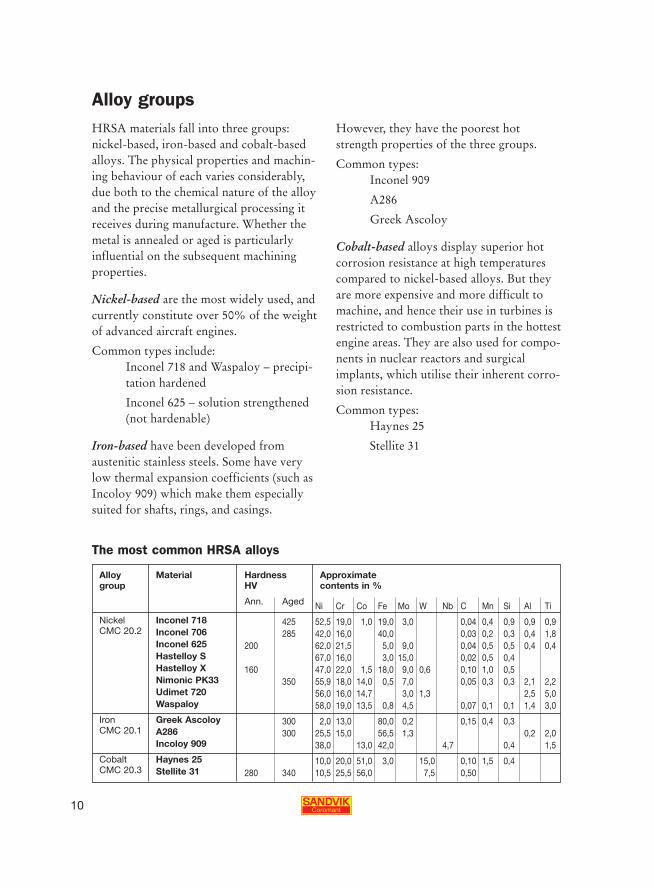
HRSA materials fall into three groups:nickel-based, iron-based and cobalt-basedalloys. The physical properties and machin-ing behaviour of each varies considerably,due both to the chemical nature of the alloyand the precise metallurgical processing itreceives during manufacture. Whether themetal is annealed or aged is particularlyinfluential on the subsequent machiningproperties.
Nickel-based are the most widely used, andcurrently constitute over 50% of the weightof advanced aircraft engines.
Common types include:Inconel 718 and Waspaloy – precipi-tation hardened
Inconel 625 – solution strengthened(not hardenable)
Iron-based have been developed fromaustenitic stainless steels. Some have verylow thermal expansion coefficients (such asIncoloy 909) which make them especiallysuited for shafts, rings, and casings.
However, they have the poorest hotstrength properties of the three groups.
Common types:Inconel 909
A286
Greek Ascoloy
Cobalt-based alloys display superior hotcorrosion resistance at high temperaturescompared to nickel-based alloys. But theyare more expensive and more difficult tomachine, and hence their use in turbines isrestricted to combustion parts in the hottestengine areas. They are also used for compo-nents in nuclear reactors and surgicalimplants, which utilise their inherent corro-sion resistance.
Common types:Haynes 25
Stellite 31
The most common HRSA alloys
Ni Cr Co Fe Mo W Nb C Mn Si Al Ti
425 52,5 19,0 1,0 19,0 3,0 0,04 0,4 0,9 0,9 0,9285 42,0 16,0 40,0 0,03 0,2 0,3 0,4 1,8
200 62,0 21,5 5,0 9,0 0,04 0,5 0,5 0,4 0,467,0 16,0 3,0 15,0 0,02 0,5 0,4
160 47,0 22,0 1,5 18,0 9,0 0,6 0,10 1,0 0,5350 55,9 18,0 14,0 0,5 7,0 0,05 0,3 0,3 2,1 2,2
56,0 16,0 14,7 3,0 1,3 2,5 5,058,0 19,0 13,5 0,8 4,5 0,07 0,1 0,1 1,4 3,0
300 2,0 13,0 80,0 0,2 0,15 0,4 0,3300 25,5 15,0 56,5 1,3 0,2 2,0
38,0 13,0 42,0 4,7 0,4 1,5
10,0 20,0 51,0 3,0 15,0 0,10 1,5 0,4280 340 10,5 25,5 56,0 7,5 0,50
Alloy group
NickelCMC 20.2
IronCMC 20.1
CobaltCMC 20.3
Inconel 718Inconel 706Inconel 625Hastelloy SHastelloy XNimonic PK33Udimet 720Waspaloy
Greek AscoloyA286Incoloy 909
Haynes 25Stellite 31
Material HardnessHV
Approximatecontents in %
Alloy groups
Ann. Aged

11
17-4 PH
JetheteM152
CrusibelA286
Incoloy 800Sanicro 30
Incoloy 901
Incoloy 901
Inconel 625
Nimonic 75➡
Nimonic 263➡
Nimonic PK 33WaspaloyNimonic 90Nimonic 105
Nimonic 80AInconel 718
Nimonic 1023
400
300
200
100
10 20 30 40 50 60 70 80 90
With such a wide spread of materials underthe generic heading of HRSA it is impossi-ble to quote one set of cutting recommen-dations for the entire class, and the machin-
ing behaviour can vary greatly even withinthe same alloy group. In fact the samematerial can have numerous machiningrecommendations.
Stainlesssteels
Fe based alloys Ni based alloys
Austenitics
Precipitation hard-enable alloys inannealed conditions
Heat generated during cutting (tendency for plastic deformation)
Tendency for notch wear
Hardness HB
Weight %Nickel
Raw material conditionDue to the design of aero engines and theircomponents, raw component blanks maybe produced in different ways, depending
upon the size, shape and strength require-ments of the final item.
Material Components Advantage/suitability
Forging – discs, casings, and rings a basic shape, and also for strength
Casting – blades, spacers items requiring less strength/near net shape
Bar stock – shafts, small dia. parts bought straight from material producer
= Heat treated(aged)
= Solutiontreated(annealed)
Heat treatment� Annealing – heating to controlled temp-
erature then cooling at controlled rate.
� Solution treatment – heating followed byrapid cooling.
� Aging – slow cooling after solutiontreatment.

12
Each of these raw material types directlyaffects the alloy’s metallurgy, and so alsoaffects the subsequent machining behav-iour:
Forged materials usually have a finer grainsize than in castings, which improves thestrength and grain flow of the component.When machining, reducing the speed andincreasing the feed can help to reduce thepotential for work hardening and notching.
In castings the opposite applies, and apply-
ing low feeds and higher speeds can bebeneficial. Castings typically feature a hard,visibly mottled surface (the ‘orange peel’effect) which makes machining more diffi-cult and can cause notch wear on the insert.
Bar stock material is the easiest form of rawmaterial to deal with. Notching is not somuch of a problem, which allows harderand more wear resistant insert grades to beused than for forgings.
MachinabilityThe machinability of HRSA is generallypoor compared to both general steels andstainless steels, an unavoidable result of the
same structural features which give it itssuitability for turbine components.
Feature Demand on cutting tools
Strength in the material is retained at high temperatures
High dynamic shear strength
Poor thermal conductivity
Hardenable to 46 HRC
Surface prone to work hardening
Hard carbides in structure
High cutting forces
High cutting forces
High temperatures generated
High temperatures generated
High notching tendency
Abrasive
In addition, the machining behaviour willvary depending on the prior treatment ofthe material. When machining in the softcondition (prior to heat treatment) the heatand cutting forces generated are both con-siderably higher than for normal steels.However there is relatively little notching,and coated carbides with good plasticdeformation resistance at relatively highfeeds and depth of cut can be employed –for example 1005, S05F, or 2025.
However in the hard condition, after age-ing, the heat generated during cutting is sohigh that only grades with the highest hothardness are practical. Furthermore the sur-face is prone to work hardening, which
means that notch wear is a critical issue(although there are several programmingand application techniques that can helpalleviate that problem). The best productiv-ity is achieved with ceramics – whisker orSialon – at cutting speeds of 200–300m/min. If ceramics cannot be used, due to component shape, thin wall design,machine limitations, surface qualitydemands etc., then a fine grained PVDcoated carbide grade is the best alternative.Recommended cutting speed in such casesis about 40–80 m/min in nickel-based alloys.

13
60% 10% 30%
45% 40% 15%
100%
10% 5% 85%
70% 20% 5% 5%
Component Turning DHD
Disc
Milling Drilling Others
Typical HRSA components, and an indica-tion of the different machining methodsinvolved for each include:
Casing
Rings
Blades
Shafts

14
Turning of HRSA alloys
An idealised production cycle for the turn-ing of a HRSA component can be brokeninto three distinct stages, each with specific
demands on the tooling and the machinedsurface.
Classification of machining stages
The as-cast or as-forged components oftenhave very rough, uneven skin or scale. Theyare generally machined in the soft condition(while the hardness may be, for example, 26HRC) at the foundry to the basic compo-nent shape, using coated carbide grades athigh feed rates, large depths of cut and lowspeeds. Ceramics may also be used, withgood machine and forging conditions. Herethe main priorities is productivity and largestock removal – in the total machiningprocess, perhaps 80% of the original weightwill be machined away, and the bulk of itwill be removed during FSM. The compo-nent shapes are simple and standard generalturning toolholders can be used. Many crit-ical parts have a ring removed at this stagefor material analysis.
FSM – First stage machining – up to 10 mm depth of cut
Material to be removed
15
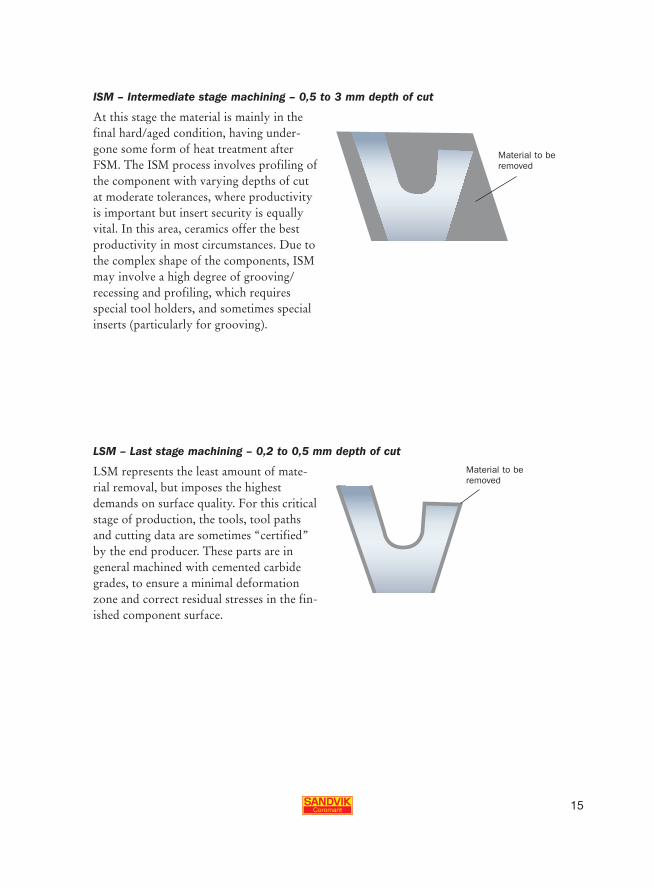
At this stage the material is mainly in thefinal hard/aged condition, having under-gone some form of heat treatment afterFSM. The ISM process involves profiling ofthe component with varying depths of cutat moderate tolerances, where productivityis important but insert security is equallyvital. In this area, ceramics offer the bestproductivity in most circumstances. Due tothe complex shape of the components, ISMmay involve a high degree of grooving/recessing and profiling, which requiresspecial tool holders, and sometimes specialinserts (particularly for grooving).
ISM – Intermediate stage machining – 0,5 to 3 mm depth of cut
LSM represents the least amount of mate-rial removal, but imposes the highestdemands on surface quality. For this criticalstage of production, the tools, tool pathsand cutting data are sometimes “certified”by the end producer. These parts are ingeneral machined with cemented carbidegrades, to ensure a minimal deformationzone and correct residual stresses in the fin-ished component surface.
LSM – Last stage machining – 0,2 to 0,5 mm depth of cut
Material to be removed
Material to be removed

16
+6080670 670
S05F1005 1005H13A H13A1025 41252025 2135––
+
Typical wear mechanisms
Notch Wear – this is a mechanical wearwhich is concentrated at the depth of cut.The extent of notch wear is directly relatedto :
Least notch Worst notch
Entering/lead angle
Depth of cut
Geometry
Material hardness
Material condition
Grade
Round inserts
Below nose radius
Positive
Soft condition
Bar stock
PVD fine grain carbide(1005)
CVD (S05F)
CNMG 95 degree
Above nose radius
Negative
Hardened
Cast
Ceramic (6080/670)
Because of these factors, notching is thecritical wear for ISM where the material ishard and the depth of cut is relatively high.
To reduce notching, use as large alead/entering angle as possible, and as largea nose radius as possible.
Plastic deformation (PD)/even flank wear– as a result of combined high temperaturesand high pressure on the cutting edge. Thiswear is much more of a grade-specific issuethan notch wear, which is more applicationrelated. Good wear resistance and hot hard-ness will reduce the likelihood of plasticdeformation.
Turning Grooving
Ceramic
Carbide
Top slice wear – this type of wear is com-mon for ceramics in HRSA. Small slices ofthe cutting tool material are lost around theinsert’s top face, and when the flank of theinsert is worn to a certain degree, the work-
piece pressure against the periphery will behigh enough to break small slices awayalong the edgeline. The recently sliced areawill then form a new sharp edge that againcuts well, and the cutting process can
Wear resistance
With carbide grades two wear mechanismsdominate – plastic deformation, and notchwear. It is important to identify which is
the most prominant before selecting thecorrect grade and strategy.
Forged

17
26 HRC
Hardness Grade requirements Typical wear mechanisms
ToughnessHot hardness
continue under these circumstances for along time without posing a threat to theoverall quality, in less sensitive roughing orsemifinishing operations. But in finishingoperations, where surface quality and/orburr formation is important, top slicing can
be critical. This tendency increases withhigh feed rates due to increased radial pres-sure.
Material – Inconel 718 – 26 HRCSNMG 190616-QM 1005vc 40 m/min, fn 0,4 mm/r, ap 10 mm, κr 45°Tool life – 18 min
FSM
35 to 46 HRC Hot hardnessResistance to notching
Material – Waspaloy, aged RNGN 120700 6080vc 215 m/min, fn 0,2 mm/r, ap 1,5 mmTool life – 5 min
ISM
Material – Inconel 718, forged – 35–40 HRCRCGX 120700 670vc 183 m/min, fn 0,17 mm/r – PocketingTool life – 2 min
Material – Inconel 718 – 46HRCCNMG 120412-QM 1005vc 60 m/min, fn 0,25 mm/r, ap 2 mm, κr 95°Tool life – 5 min
35 to 46 HRC Hot hardness
Material – Inconel 718 – 46 HRCCNMG 120408-MF S05Fvc 100 m/min, fn 0,25 mm/r, ap 0,25 mmTool life - 6mins
LSM
18
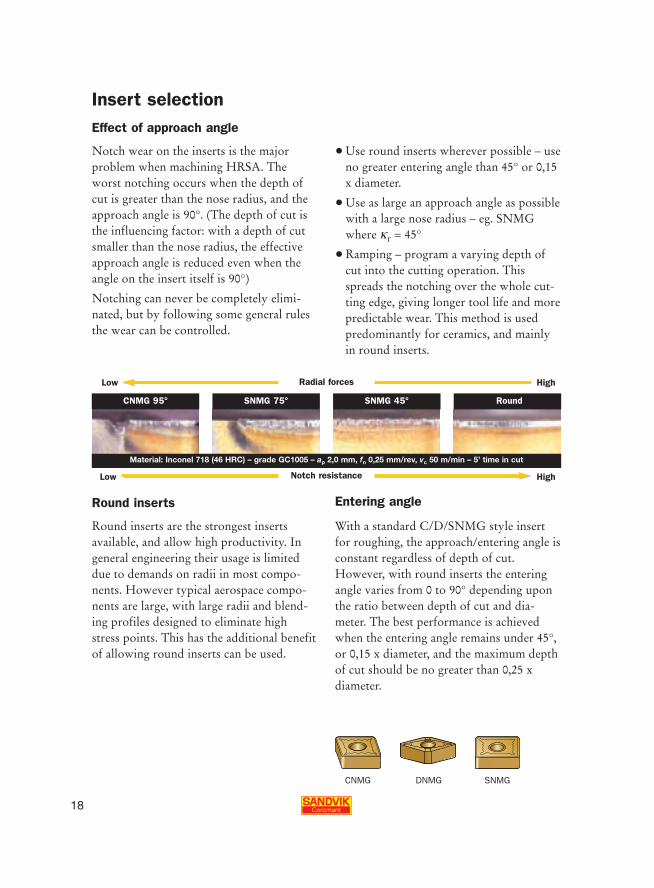
CNMG DNMG SNMG
Insert selection
Notch wear on the inserts is the majorproblem when machining HRSA. Theworst notching occurs when the depth ofcut is greater than the nose radius, and theapproach angle is 90°. (The depth of cut isthe influencing factor: with a depth of cutsmaller than the nose radius, the effectiveapproach angle is reduced even when theangle on the insert itself is 90°)
Notching can never be completely elimi-nated, but by following some general rulesthe wear can be controlled.
� Use round inserts wherever possible – useno greater entering angle than 45° or 0,15x diameter.
� Use as large an approach angle as possiblewith a large nose radius – eg. SNMGwhere κr = 45°
� Ramping – program a varying depth ofcut into the cutting operation. Thisspreads the notching over the whole cut-ting edge, giving longer tool life and morepredictable wear. This method is usedpredominantly for ceramics, and mainlyin round inserts.
Effect of approach angle
Round inserts
Round inserts are the strongest insertsavailable, and allow high productivity. Ingeneral engineering their usage is limiteddue to demands on radii in most compo-nents. However typical aerospace compo-nents are large, with large radii and blend-ing profiles designed to eliminate highstress points. This has the additional benefitof allowing round inserts can be used.
With a standard C/D/SNMG style insertfor roughing, the approach/entering angle isconstant regardless of depth of cut.However, with round inserts the enteringangle varies from 0 to 90° depending uponthe ratio between depth of cut and dia-meter. The best performance is achievedwhen the entering angle remains under 45°,or 0,15 x diameter, and the maximum depthof cut should be no greater than 0,25 xdiameter.
Entering angle
Radial forces
Notch resistance
HighLow
Low High
SNMG 45° Round
Material: Inconel 718 (46 HRC) – grade GC1005 – ap 2,0 mm, fn 0,25 mm/rev, vc 50 m/min – 5’ time in cut
SNMG 75°CNMG 95°

19
κriC
ap
fn
hex
For larger depths of cut than 25% of thediameter, it is better to use square insertswith a constant 45° entering angle.
Cos κr = (0,5iC–ap)/0,5iCNote: this principle also applies to standardinserts when the depth of cut is less thanthe nose radius.
Chip thickness
The chip thickness varies with roundinserts, and depends upon the enteringangle. With low ap/iC ratios, the feed canbe increased in order to raise the chipthickness to a desired level. Recommended
chip thicknesses for HRSA are between0,15 to 0,4 mm for carbide, and 0,08 to 0,15mm for ceramic – any higher would resultin top slice wear.
hex = κr(sinKr) fn =hex
sinκr12,7 mm diameter insert – Ceramic 670.
Depth of cut 2 mm gives a maximum enter-ing angle κr = 46°.
To machine with a chip thickness 0,12 mmcalcutate the correct feed/rev.
Example
fn =hex
=0,12
= 0,17sin46 0,72
mm/r
0,25 60° 1,160,2 53° 1,250,15 46° 1,40,1 37° 1,660,05 26° 2,3
Depth of cut todiameter ratioap/iC
Entering angleκr
Feed modificationvalue
8 10 12 160,25 2 2,5 3 4 60°0,2 1,6 2 2,4 3,2 53°0,15 1,2 1,5 1,8 2,4 46°0,1 0,8 1 1,2 1,6 37°0,05 0,4 0,5 0,6 0,8 26°
Depth of cut todiameter ratioap/iC
Depth of cut for insertdiameter, mm
Enteringangle κr

20
The surface finish generated has a directrelationship to both the nose radius sizeand the feed rate. To achieve a certain sur-face finish, a small nose radius requires alower feed rate than a large nose radius –
which in practical terms means that smallnose radius inserts lead to lower productiv-ity. Therefore, for the highest productivitythe nose radius should be as large as possi-ble – the largest of all being round inserts.
Application hintsWrap around – is a problem which occurswith round inserts when plunging or pro-filing into corners. A large area of the insertis in contact at any one time, creating highcutting pressures, so the feed needs to bereduced. However if it is reduced toomuch, vibration can occur. To reduce thisproblem the insert diameter should be assmall as possible compared to the radiusbeing generated.
Recommendations
1) Never plunge straight in - ramp or pro-file around a radius to the desired cuttingdepth.
2) Aim for a profile radius no smaller thanthe insert diameter. This can be achievedby either increasing the radius or reduc-ing the insert diameter. After roughingout the recess to the finish depth, thecorners can then be reduced to thedesired finish radius size.
Insert too large for radius
Radius increased for insert
Insert decreased for radius
0,4 0,8 1,2 1,6 8 10 12 16
0,17 0,22 0,27 0,32 0,5 0,57 0,62 0,7
Nose radius size Insert diameter
Maximum feed to achieve surface finish Rmax 8,0 – Ra 1,6 µm – N7
Surface finish

21
1005
670 67060801005 1005
S05F 1005
Sialon 6080
CBN
fn1
fn2fn2
Programming recommendations
Because of the wrap around problem in theradii, the feed needs to be reduced as thesize of cut increases. The larger the differ-ence between the radius and the insertdiameter, the less the feed needs to bereduced. However a good starting point isto use 50% feed into radius/plunging
compared to parallel cuts.
fn1 = parallel cuts - max chip chickness(carbide 0,15 to 0,4 mm – ceramic 0,08to 0,15 mm).
fn2 = radius/plunging – 50% max chipthickness.
Carbide tool materials
General Turning Grooving
FSM
ISM
LSM
PVD fine grain carbide
Whisker ceramicSialon ceramicPVD fine grain carbide
CVD fine grain carbide
fn mm/r
vc
m/min
Uncoated carbide
New1005
NewS05F
Whiskerceramics 670
Profiling 1 faceinto radius
Profiling 2 facesinto large radius
Profiling 2 facesinto small radius
Machining a widegroove
Machining a narrowgroove
0,3
0,2
0,1
50 100 150 200 250 300

22
Ceramic insertsCeramics typically run at 6 times the speedsof carbides, although at lower feed rates.They show a high tendency to notching,which is why they are mainly used inround inserts to ensure a very low entryangle. Ceramics do not generally have abeneficial effect on the surface integrity,and are therefore not used when machiningclose to the finished component shape.
The two Sandvik Coromant ceramic gradesoffer high productivity in Ni and Co basedalloys when compared to carbide grades –but cannot be used for Titanium alloys dueto the risk of fire.
CC670 is a whisker ceramic which givesgood toughness properties.
CC6080 is a Sialon ceramic which offersbetter notch resistance, but reduced tough-ness compared to CC670.
The selection of the most suitable grade isdependent upon both the material type andthe operation involved
Material and operationcriteria
670 – Whisker 6080 – Sialon
Materials that cause aggressive notch wear atdepth of cut (ie. Waspalloy, Rene 41, Inconel 625)
Materials that result in chemical wear (ie.Inconel 706, Inconel 909)
Very hard materials
For operations involving longer passes at constantdepth of cut – notch wear resistance required
Plunging cuts
Interrupted cuts
Deep grooving
Removal of forging scale
Removal of heat treat scale
Alternative choice fortough applications
Alternative choice fortough applications
Alternative choice fortough applications
First choice
First choice
First choice
First choice
First choice
First choice
First choice
First choice
Ceramics have no geometry, but are avail-able in E/A condition (edge hone) or Tcondition (small negative T land). Both ofthese, but especially the T condition, makeceramic geometries more negative andhence generate higher cutting forces com-pared to carbides, which can often exclude
their use on thin walled components.
T land should be used when greater tough-ness is required – ie. FSM, high feed appli-cations, machining into corners, and pock-eting.

23
E/A condition should be used for lowerfeeds and depths of cut, under goodmachining conditions.
For roughing with ceramics the best per-formance occurs when the entering angle is45° or below.
� First choice – round inserts with a depthof cut of 0,15 x diameter, giving a 45°approach angle. Use as large an insert aspossible to maximise ap.
� Second choice – square inserts with a 45°entering angle, when larger depths of cutare required. This style offers the bestproductivity, but component shapesrestrict its use for many operations.
Control of the chip thickness is important,and for round inserts is controlled by thedepth of cut/diameter relationship, and thefeed rate. The recommended range is 0,1 to0,15 mm chip thickness, and the feed rateshould be modified to give a chip thicknessin this range.
fn =0,12
=0,12
= 0,17sin45 0,707
mm/rev
Square inserts
eg SNGN 45° κrChip thickness 0,12 mm
Round insertsWhere κr is max cosκr =
(0,5iC – ap)
0,5iC
eg for RNGN 12 (iC 12,7), ap 2,0 mmChip thickness 0,12 mm cosκr =
(6,35 – 2)
6,35= 0,69
κr = 47°
fn =0,12
=0,12
= 0,16sin47 0,73
mm/rev
6,35 0,95 1,599,52 1,43 2,38
12,7 1,91 3,1819,06 2,86 4,7725,4 3,81 6,35
Diameter, mm ap at κr = 45°(dia x 0,15),mm
max ap (dia x 0,25),mm
fn =hex
sinκr
fn =hex
sinκr

24
fn/2 fn fn/2
Application hints for ceramic insertsInsert selection
� Where possible use round or squareinserts with a small entering angle andlarge nose radius.
� Always use the strongest insert noseangle.
� Thick inserts give additional strength.
Pre-chamfering
� Minimises the risk of burrs when theinsert exits the cut, and also assists theinsert when it first enters.
� To avoid notch wear when chamfering,use a direction feed at 90° to the pro-duced chamfer.
Turning to a shoulder
� To avoid the inserts being damaged bychip jamming close to the shoulder,reduce feed by 50% (fn/2).
� To avoid breakage with a round insertclose to a shoulder, the insert should fol-low a radial path. The size of the radius =insert radius + 1 mm.
HighLow
Low HighProductivity
Radial forces

25
Notch wear
Notch wear can never be eliminated butcan be minimised with good planning andsome general advice:
� Use round inserts whenever possible.
� Use largest entering angle whereverpossible.
� Employ a planned relationship betweeninsert diameter and depth of cut (DOC)
� “Roll over action” is possible in pro-gramming to eliminate the need for pre-chamfering and minimise the notch wear.There will be one contact point where theinsert hits the hard scale/surface at thecorner of the component and one at theDOC line.
� Ramping on a CNC lathe is the methodmost easily used. It ensures that any dam-age is spread out along the cutting edge.
� Ramping with varying DOC is the verybest solution.
� Multiple passes with varying DOC canbe an alternative.
� When using ramping or multiple passesthe DOC should never be less then 0,25mm, otherwise there is a risk of chipping.
mm mm
6,35 0,8899,52 1,397
12,70 1,90519,06 2,79425,40 3,810

26
vc
ap
Carbide insertsGC1005 is a TiAlN PVD coated fine graincarbide with excellent hot hardness andtoughness properties. It is effective in bothFSM and ISM areas combined with QMgeometry for high feeds, and -23/NMPgeometries for lower feeds.
It has good notch resistance, and to reducenotch tendency even further, use as large anapproach angle as possible (SNMG 45°,CNMG 100° corner) along with the largestpossible nose radius.
1005 is a universal grade which works fromroughing to finishing. When selecting the
most suitable cutting speed, the followingfactors need to be considered:
� Depth of cut (chip area).
� Material hardness – the harder the mate-rial, the more notching will occur. In anyapplication where notching is the mostcritical wear mechanism and the onewhich dictates when the insert is changed,then the lower speed recommendationshould be adopted.
ap (mm)
LSM
ISM
ISM
FSM
0,25 to 0,5 60 to 80 -23/NGP 0,15 to 0,25
0,5 to 1,0 50 to 70 -23/QM 0,15 to 0,25
1,0 to 4,0 40 to 60 QM 0,2 to 0,35*)
2,0 to 10,0 25 to 40 QM 0,25 to 0,4*)
vc (m/min) Geometry Feed (mm/r)
*) This feed applies only where a small entry angle is used.
S05F is a fine grained carbide with a CVDcoating, developed for finish machining.CVD coatings are not usually used due tobeing too notch sensistive, but LSM appli-cations use depths of cut below the size ofthe insert’s nose radius, which means that asmall entry angle is used, and hence thatnotch wear is not a major problem.
Note however that the depth of cut shouldbe 30% of the insert radius, thus giving a45° entry angle. The following recommend-ations assume that this is the case, andapply only to S05F finish machining.
The CVD coating gives extremely good hothardness and coating adhesion, which inturn allows high cutting speeds (up to 120m/min in Inconel 718), and gives very long
tool life at lower speeds. To get maximumproductivity from this grade, the speedselection should be based upon the lengthof cut for each particular operation.
The total length of cut, ie. the spiral cuttinglength (SCL), can be calculated using theformula below, and a corresponding speedcan then be taken from the speed chartbased upon the SCL.
80
50
30
0,25 10

27
Spiral cutting length (SCL)
Spiral cutting length = circumference (m) x(length of cut/feed per rev)
External or internal turning
SCL =Dm1 x π
xlm
1000 fn
Facing
Note: the cutting length is reduced with a higher feedrate, which then allows a higher cutting speed to beused. The same time in cut can be achieved at both0,15 and 0,25 mm/r, which gives a double productivityincrease when surface finish quality allows.
40 38 1520 38 152060 18 1080 18 108080 11 880 11 880
100 6 600 6 600120 3 360 4 480
vcm/min
Feed 0,15 mm/r 0,25 mm/r
minutes SCL
SCLm
Cutting speedm/min
1600140012001000800600400200
040 60 80 100 120
Cutting distance for S05F – material Inconel 718 (46 HRC) – ap 0,25 mm (CNMG 120408-MF S05F)
S05F – fn 0,15 mm/r
S05F – fn 0,25 mm/r
SCL =Dm1+Dm2
xπ
xlm1
2 1000 fn
Spiral cutting length graph for finishing only – ap 0,25 mm
Spiral cutting length (m) for S05F – material Inconel 718 (46 HRC) – ap 0,25 mm
minutes SCL
( )

28
Example – calculation of length of cut and cutting speed
ComparisonUncoated at vc – 30 m/min, fn – 0,15 mm/rTime to machine – 31 min
S05F at feed 0,15 mm/revSCL = [(900/1000) x 3,142] x (50 x 0,15) = 943 m
Best productivity achieved at approx.70 m/min
Time to machine – 13,5 min
S05F at feed 0,25 mm/revSCL = [(900/1000) x 3,142] x (50 x 0,25) = 566 m
Best productivity achieved at approx. 100 m/min
Time to machine – 5,7 min CNMG 120408-23 H13A
vc 30 m/min – ap 0,25mm – fn 0,15 mm/rev
SCL 943 m – 31 min
CNMG 120408-MF S05F
vc 100 m/min – ap 0,25mm – fn 0,25 mm/rev
SCL 566 m - 5,7 min
Although S05F is recommended predomi-nantly for finishing, in certain applicationswhere good PD resistance is more impor-tant than notch resistance, S05F can offerincreased productivity and tool life overGC1005. In such cases, the same generalcutting recommendations as for GC1005should be followed:
� Round inserts in all materials
� Material in the soft condition
� Bar stock raw material
� Roughing with a small entry angle –SNMG 45° approach
Productivity tips for carbide grades when rough machining
As described above for the approach angle,using an insert with a small entry anglereduces both the notching tendency andchip thickness, which then in turn allows
for a higher feed rate. In fact, similar metalremoval rates can be achieved using twomethods:
Dia.900 mm
fn ax.
50 mm

29
1) Square inserts - with a uniform leadangle, higher depths of cut can be madecompared to round inserts. Therefore incomponents where large amounts ofstock removal is involved, high depths of
cut at medium feeds should be used.Note that if the maximum feed rate of0,35 mm/min is used, the tool life will bereduced to 3 min.
Example
Material – Inconel 718 (HRC 46)SNMG 120408-QM 1005vc – 50 m/minfn – 0,25 mm/revap – 4 mm
Tool life – 5 min
Metal removal rate = 50 cm3/min
2) Round inserts – because the depth of cutis limited to 15% of the diameter, andthe lead angle is 45°, the maximum diam-eter insert possible should be used. Feedrate is the key to productivity, and here
up to 0,6 mm/r is possible. This methodis therefore the best where material stocklevels are low and where profiling isrequired.
Example
Material – Inconel 718 (HRC 46)RCMX 120400-E S05Fvc – 50 m/minfn – 0,5 mm/revap – 2 mm
Tool life – 5 min
Metal removal rate = 50 cm3/min
Depth of cut mm
Feedmm/r
3,5
3,0
2,5
2,0
1,5
1,0
0,5
00,2 0,4 0,6 0,8
RCMX 120400-E S05F application area in Inconel 718
Chip breaking with bestproductivity.
Chip breaking but out-side grade applicationarea.
Grade functions butlong helical chips.

30
CoroCut® Q-Cut
MF
NGP
MF
MM
CGT
UM
MM
MR
-23
QM
QM
GF
RO
RO
TF
TF
4G
4P
4P
5E
NMP
Cutting tool geometry for turning and grooving
Property Geometry requirement Best geometry Application type
Work hardening tendency Positive sharp edge NGP Hardened
High temperatures generated Positive geometry -23, κr 45° Hardened
High notching Positive geometry -23, κr 95° Hardened
rHigh cutting forces generated Strong geometry -QM
Strong chip hammering tendency Strong edge line -QM, κr 95°
The properties of HRSA directly influence the choice of cutting tool geometry:
Recommendation for tool geometry:
Applicationarea
Feed range,mm
Edgerounding
Geometryrequirements
Geometry recommendation
General turning Grooving
Doublesided
Positive
Direct pressedground
Direct pressedpositive geometry
Direct pressed– primary land
LSM 0,1 to 0,2 Small
ISM 0,15 to 0,25 Small
FSM 0,20 to 0,4 Medium
Note: the ground inserts NGP and CGT should be usedfor thin walled components to minimise the cuttingforces and hence risk of distortion.

31
Recommended starting choices for nickel and cobalt based HRSAGeneral Turning
GC1005 30–40 0,3–0,4
SNMG190616-QM
CC670 150–200 0,15–0,2
RNGN 19
SNGN 19
CC6080 200–300 0,12–0,18
RNGN 12
CC670 200–300 0,15–0,2
RPGX
GC1005 40–60 0,2–0,3
*NMG QM
S05F 40–60 0,2–0,3
*NMG QM
S05F 40–120 0,15–0,25
*NMG MF
GC1005 60–80 0,15–0,25
*NMG-23
*NGP
H13A 30–40 0,15–0,25
*NMG-23
FSM
ISM
LSM
Machiningstage
1st choice
2nd choice
Cuttingspeed,m/min
Feed,mm/r
Depthof cut,mm
Insertstyle
Comments
Use 45° approach to reducechip thickness and notching.
Use 45° approach to reducechip thickness and notching –first choice on good qualityforgings.
Use round inserts whereverpossible to minimise notching.
For pocketing use positiveinserts.
Always use an approach angleif possible to reduce notchingie. square SNMG – 45° or use100° corner on CNMG.
For use on lower notchingmaterials – bar stock materialand non-hardened material likeInconel 625.
Use speed according to thespiral cutting length required foreach operation – see page 26.
Use the ground *NGP for thinwall components due to lowercutting forces.
Where coated grades are notapplicable.
Up to 10
Up to 5
1 to 3
1 to 3
1 to 3
1 to 5
0,25 to 0,5
0,25 to 0,5
0,25 to 0,5

32
Grooving
GC1005 40– 60 0,07–0,15
TF
5E
GC1005 40– 60 0,2–0,4
RO
4P
CC670 200–400 0,05–0,1
150.23
GC1005 60– 80 0,15–0,25
GF
4G
GC1005 50– 70 0,15–0,25
RO
4P
ISM
LSM
Machiningstage
1st choice
2nd choice
Cuttingspeed,m/min
Feed,mm/rev
Depthof cut,mm
Insertstyle
Comments
Max ap15 x D
0,25 to0,5
0,25 to0,5
For rough grooving.
For profiling.
For rough grooving under goodconditions.
For finish grooving.
For finish profiling.

33
When milling superalloys, there are certainprocess requirements which must beobserved.
� Usually the milling of high-temperaturealloys requires more rigid and powerfulequipment than the milling of carbonsteels, otherwise chatter will occur.
� Cutter accuracy in both radial and axialdirections is essential to maintain a con-stant tool load and a smooth operation,and to prevent premature failure of indi-vidual cutter teeth.
� Cutting edges must be sharp with a mini-mum of edge rounding, to prevent chipadherence at the point where the edgeexits the cut.
� The number of cutting teeth actually incut during the milling cycle must be ashigh as possible. This will give goodproductivity provided that the stability is good enough.
� When employing side- and face-millingcutters, flywheels should always be con-sidered, provided that the spindle speed issufficiently high for the kinetic energy toactually assist the cutting action.
� Cutting speeds for superalloys are gener-ally low. Common practice is to employ afairly low cutting speed in combinationwith a moderately high feed per tooth, toproduce a chip thickness not less than 0,1mm and prevent work hardening of thematerial.
� Coolant should be applied in generousquantities around the cutting edge whenthe cutting speeds are low, in order toreduce chip adhesion. However, whencutting speeds are increased towards thehigher values of the recommended ranges,
mist coolants should be used for bestresults.
� The cutting edge geometry should alwaysbe positive.
� For cutting depths below 5 mm, theentering angle should be less than 45°. Inpractice, a round, positive-rake insert isrecommended.
� If special design cutters are being consid-ered for an application, it is essential toallow sufficient space between each toothfor effective chip evacuation around thecutting edge. The length of chip whenmilling a superalloy is much longer thanthat from a carbon steel workpiece.
� Flank wear around the cutting edgeshould not exceed 0,2-0,3 mm, otherwisethe chance of a catastrophic failureincreases rapidly. Normal best practice isto index the cutting edges at frequentintervals, as this will produce the mosteconomical results.
� Down milling should be used, to obtainthe smallest chip thickness where theedge exits cut and reduce any chip adher-ence.
Milling of HRSA alloys

34
Facemilling
Slot Milling
CoroMill® 245R245-12T3E-ML 2030 25–40 0,15
CoroMill® 200RCHT 10T3M0-ML 2030RCHT 1204M0-ML 2030 25–40 0,15RCHT 1606M0-ML 2030RCHT 2006M0-ML 2030
T-Max 45LNCX 1806AZ R-32 2030 30 0,25
Tool choice Cutting speed vc m/min Feed fz mm/tooth
R390-11T308M-ML 2030R390-170408M-ML 2030 30–40 0,10R390-180612H-ML 2030
R390-11T308M-MH 2030 30–40 0,10R390-180612H-ML 2030
CoroMill® 331-WL 1025 30–40 0,10
CoroMill® 390 endmill
CoroMill® 390 long edge
Tool choice Cutting speed vc m/min Feed fz mm/tooth
The following tables suggest recommendedcutting data for milling Ni-based HRSA.They should be used as a starting pointonly, as the optimal cutting data will
depend on the precise operating conditionsand the quality criteria required for the fin-ished item.
Recommendations for milling of Ni-based HRSA

35
Pocketing
R390-11T308M-ML 2030R390-170408M-ML 2030 30–40 0,10R390-180612H-ML 2030
R390-11T308M-MH 2030 30–40 0,10R390-180612H-ML 2030
CoroMill® 200RCHT 10T3M0-ML 2030RCHT 1204M0-ML 2030 25–40 0,15RCHT 1606M0-ML 2030RCHT 2006M0-ML 2030
CoroMill® 390 long edge
CoroMill® 390 endmill
Tool choice Cutting speed vc m/min Feed fz mm/tooth
Side Milling
R390-11T308M-ML 2030R390-170408M-ML 2030 30–40 0,10R390-180612H-ML 2030
R390-11T308M-MH 2030 30–40 0,10R390-180612H-ML 2030
CoroMill® 390 endmill
CoroMill® 390 long edge
Tool choice Cutting speed vc m/min Max chip thickness hex mm
Drilling of HRSA alloysThe following recommendations fordrilling of HRSA should be regarded as ini-tial starting points, to be modified if neces-sary to suit specific situations. Furtherinformation is available in Coromant publi-cations.
50 0,03–0,14
10–25 0,06–0,14
Tool choice Cutting speed vc m/min Feed fn mm/r(Depending on drill dia.)
Coromant U drillInsert geometry: -53, grade 1020
(For both central and peripheral inserts)
CoroDrill™ Delta-CRecommended grade: 1020

36
Machining examples heat resistant super alloys HRSA
Machining stage: FSM
Component: DiscWorkpiece material: Inconel 718CMC-code: 20.22Hardness: 26 HRCInsert: SNMG 100616Insert grade: 1005Geometry: QMCutting speed vc: 40 m/minFeed fn: 0,35 mm/rDepth of cut ap: 8 mmTool life: 18 min
Machining stage: FSM
Component: CasingWorkpiece material: Inconel 718CMC-code: 20.22Hardness: 30 HRCInsert: SNMG 190616Insert grade: 1005Geometry: QMCutting speed vc: 40 m/minFeed fn: 0,35 mm/rDepth of cut ap: 2–8 mm
ISM
CasingInconel 71820.2230 HRCSNGN 1907246080T01020200 m/min0,15 mm/r8 mm
ISM
CasingInconel 71820.2230 HRCRNGN 1207006080T01020200 m/min0,15 mm/r2 mm
Turning applications
FSM
DiscInconel 71820.2226 HRC150.23670
400 m/min0,05 mm/r
3 min
Test ring

37
Machining stage: ISM
Component: DiscWorkpiece material: WaspaloyCMC-code: 20.22Hardness: 45 HRCInsert: CNMG 120412Insert grade: 1005Geometry: -23Cutting speed vc: 50 m/minFeed fn: 0,25 mm/rDepth of cut ap: 2,5 mmTool life: 5 min
Machining stage: ISM
Component: DiscWorkpiece material: Inconel 718CMC-code: 20.22Hardness: 45 HRCInsert: SNMG 120408-QMInsert grade: S05FGeometry: QMCutting speed vc: 50 m/minFeed fn: 0,35 mm/rDepth of cut ap: 2,5 mmTool life: 5 min

38
Machining stage: ISM
Component: DiscWorkpiece material: WaspaloyCMC-code: 20.22Hardness: 46 HRCInsert: RNGN 120700Insert grade: 6080Geometry: T01020Cutting speed vc: 300 m/minFeed fn: 0,12 mm/rDepth of cut ap: 2 mmTool life: 4 min
Machining stage: ISM
Component: DiscWorkpiece material: WaspaloyCMC-code: 20.22Hardness: 46 HRCInsert: RPGX 120700Insert grade: 670Geometry: T01020Cutting speed vc: 250 m/minFeed fn: 0,1 mm/rDepth of cut ap: 2 mm

39
Machining stage: LSM
Component: DiscWorkpiece material: Inconel 718CMC-code: 20.22Hardness: 45 HRCInsert: CNMG 120408Insert grade: S05FGeometry: MFCutting speed vc: 120 m/minFeed fn: 0,25 mm/rDepth of cut ap: 0,3 mmTool life: 4 min
Machining stage: LSM
Component: DiscWorkpiece material: WaspaloyCMC-code: 20.22Hardness: 46 HRCInsert: CoroCutInsert grade: 1005Geometry: ROCutting speed vc: 60 m/minFeed fn: 0,3 mm/rDepth of cut ap: 0,5 mm

40
Milling applications
Component: CasingWorkpiece material: Inconel 718CMC-code: 20.22Hardness: HRC 45Cutter: CoroMill 390Cutter diameter: 63 mmInsert: R390-11T308M-ML 1025Number of inserts zn: 6Cutting speed vc: 30 m/minSpindle speed n: 152 rpmTable feed vf: 73 mm/minFeed per tooth fz: 0,08 mmDepth of cut ap: 1,5 mmDepth of cut ae: 40 max
Component: CasingWorkpiece material: Inconel 718CMC-code: 20.22Hardness: HRC 40Cutter: CoroMill 200Cutter diameter: 63 mmInsert: RCHT 1204M0-ML 1025Number of inserts zn: 4Cutting speed vc: 30 m/minSpindle speed n: 152 rpmTable feed vf: 91 mm/minFeed per tooth fz: 0,15 mmDepth of cut ap: 1,5 mmDepth of cut ae: 40 max

41
Component: CasingWorkpiece material: Inconel 718CMC-code: 20.22Hardness: HRC 41Cutter: CoroMill 390Cutter diameter: 16 mmInsert: R390-11T308M-PL 1025Number of inserts zn: 2Cutting speed vc: 30 m/minSpindle speed n: 600 m/minTable feed vf: 60 mm/minFeed per tooth fz: 0,05 mmDepth of cut ap: 5 mmDepth of cut ae: 4 mm
Drilling applications
Component: Combustion casingWorkpiece material: NimonicCMC-code: 20.22Hardness: 350 HBDrill: CoroDrill Delta-C
R415.5-0900-30-AC1Drill diameter: 9,0 mmGrade: 1020Cutting speed vc: 20 m/minSpindle speed n: 700Feed speed vf: 70 mm/minFeed per rev fn: 0,1 mm/revHole depth: 7 mmTool life: 48 holes

42
Component: FittingWorkpiece material: Inconel 718CMC-code: 20.22Hardness: 35 HRCDrill: Coromant U drillDrill diameter: 17 mm Grade: 1020Cutting speed vc: 40 m/minSpindle speed n: 750 rpmFeed speed vf: 60 mm/minFeed per rev fn: 0,08 mmHole depth: 30 mm
Component: FlangeWorkpiece material: Waspaloy Ni-basedCMC-code: 20.24Hardness: 320 HBDrill: CoroDrill Delta-C
R415.5-09000-30-AC1Drill diameter: 9,0 mmGrade: 1020Cutting speed vc: 18 m/minSpindle speed n: 600 rpmFeed speed vf: 60 mm/minFeed per rev fn: 0,1 mmHole depth: 5 mmTool life: 2 components


















