![Catalog: Undergraduate Catalog 2015-2016 [Archived Catalog ... · Catalog: Undergraduate Catalog 2015-2016 [Archived Catalog] Title: President and Provost Pages ... atmosphere that](https://static.fdocuments.net/doc/165x107/5f59bb23b86bd235f05f50f6/catalog-undergraduate-catalog-2015-2016-archived-catalog-catalog-undergraduate.jpg)
Sunchill Catalog
51
A Our knowledge of equipment technology in industrial and commercial refrigeration, food service equipment and commercial and industrial air conditioning enables us to offer total project management that includes de sign, sales, installation, and service of superior equipment. We are a customerdriven, valueoriented company that takes pride in the excellence we offer. From product to total solution
-
Upload
kyriacos-psaras -
Category
Documents
-
view
219 -
download
0
description
Our Solutions
Transcript of Sunchill Catalog

A
Our knowledge of equipment technology in industrial and commercial refrigeration, food service equipmentand commercial and industrial air conditioning enables us to offer total project management that includes design, sales, installation, and service of superior equipment. We are a customerdriven, valueoriented companythat takes pride in the excellence we offer.
From product to total solution

Refrigeration costs can account or up to 60% of monthly energy costs and upgrading to new technologies could save you up to 50% on your energy bills. Existing refrigeration equipment with an oldfashioned technology cost a lot to run. In today's technologies are systems and accessories that canbe added to improve your system performance. One major factor is that traditional units have beenbuild by none experts in refrigeration plants. The type of refrigerants use is another factor of consumingmore energy plus the high cost of the refrigerants in case of leak. A simple and cheap system costdouble to run than a well studied system and usually a well studied system using modern technologiescould pay back in less than 3 years.

Freezing & Cooling
Ammonia CO2 Propane
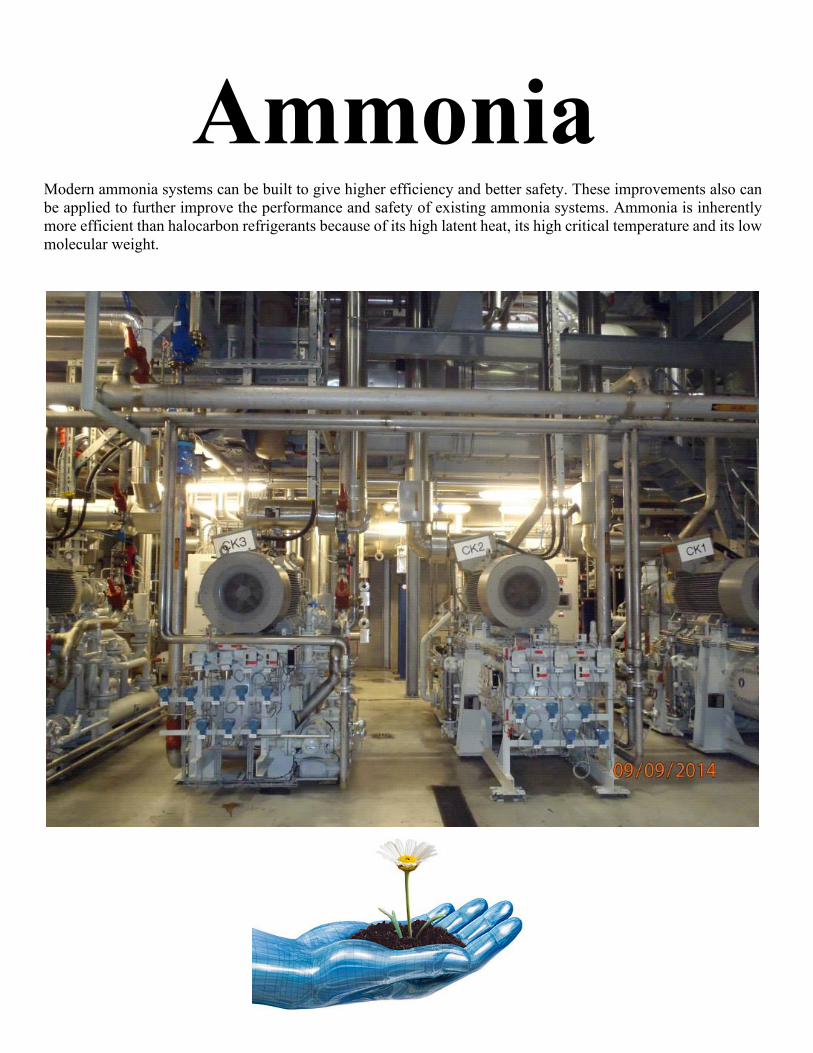
Modern ammonia systems can be built to give higher efficiency and better safety. These improvements also canbe applied to further improve the performance and safety of existing ammonia systems. Ammonia is inherentlymore efficient than halocarbon refrigerants because of its high latent heat, its high critical temperature and its lowmolecular weight.

● Cooling of process liquids or heatexchanging secondary refrigerants.
● Food processing.
● Freezing water production with or without ice accumulation, particularly withCacade.
● Air processing installation.
● Refrigerating unit heat recovery.
● Cold storage rooms, etc...
● Slaughterhouses hall air processing.
● Penetration testing and equalisation with weight losses controled.
● Cutting and production workshop air processing (salting, cooked meats, etc).
● Freezing and deepfreezing tunnel.

●Industrial & Commercial Refrigeration using HFCs●NH3/CO2 Cascade Systems●R290/CO2 Cascade Systems●Ammonia Refrigeration plants●Transcritical CO2 refrigeration and Air Conditioning●Ammonia Absorption Refrigeration●Absorption NH3/CO2 Cascade●R290 Process & Air Conditioning Chillers
Our Technology
SUNCHILL REFRIGERATION offers innovative and competitive solutions,adapted to the customer requirements with reduction in the carbon footprintand energy saving.
SUNCHILL REFRIGERATION has designed, constructed and installed specific refrigerating units for the foodprocessing industry for more than 30 years :
Cooling liquids or secondary refrigerants for food processing.
Freezing water production, with or without ice accumulation, particularly with Cascade.
Air processing: Temperature, hygrometry, over pressurised room (filtered clean air supply) and air filtrationcontrol for laboratories, manufacturing workshops and storage areas.
Freezing and deepfreezing installation
Refrigerating unit heat recovery for utility processing (cleaning water, etc).



A new generation of chillers running on natural refrigerant R290 offers now a significant increase of COP. Runswith 50% less energy than any traditional Chiller, giving the end user the economical benefits that never hadbefore.



In the years, SunChill Power Ltd specialized in the construction of machines for special systems. This has allowedthe company to meet different markets, such as fruit and vegetable, wine, meat packing and fisheries, but alsoseveral industry sectors, some of them including:
Food processing;
● Dairy;
● Pharmaceutical & petrochemical ;
● Leisure and iceskating;
● Retail and large distribution .
● Meat processing
● Bakeries

Faithful to its 30 years of experience in the commercial and industrial refrigeration engineering and the constantmonitoring of the stage of production, SunChill mission is to satisfy different needs and provide innovative andcost effective solutions throughout a wide range of advanced and efficient products.
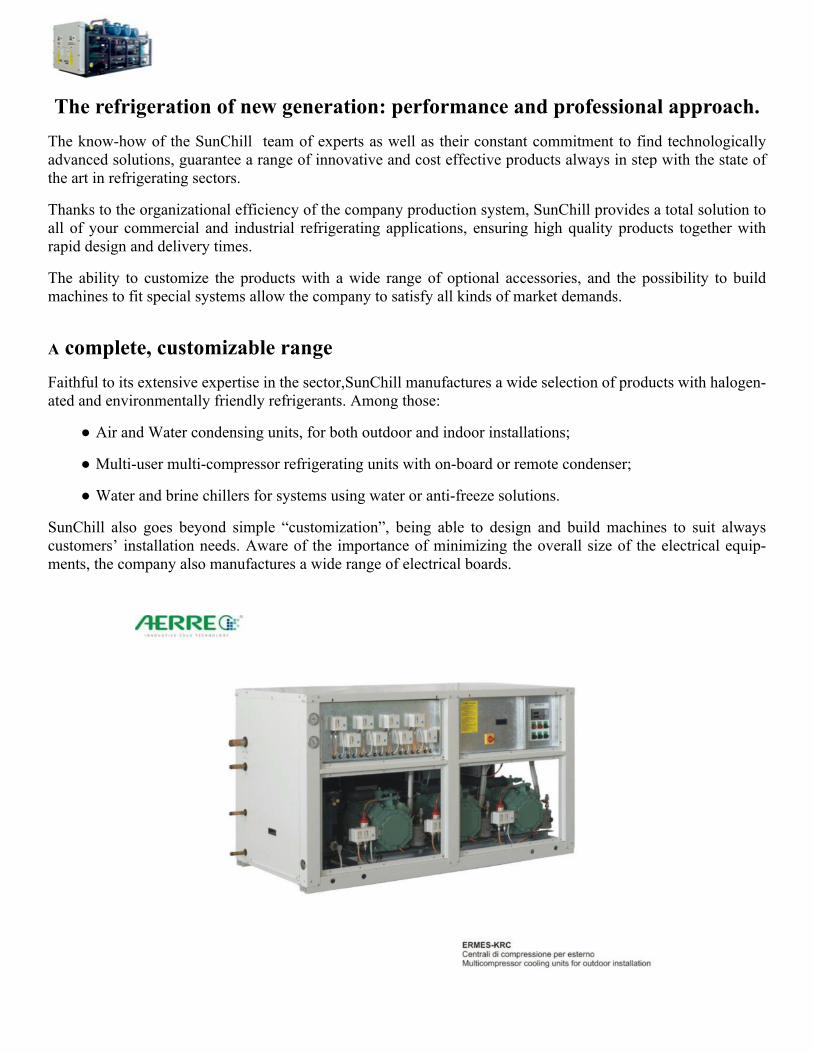
The knowhow of the SunChill team of experts as well as their constant commitment to find technologicallyadvanced solutions, guarantee a range of innovative and cost effective products always in step with the state ofthe art in refrigerating sectors.
Thanks to the organizational efficiency of the company production system, SunChill provides a total solution toall of your commercial and industrial refrigerating applications, ensuring high quality products together withrapid design and delivery times.
The ability to customize the products with a wide range of optional accessories, and the possibility to buildmachines to fit special systems allow the company to satisfy all kinds of market demands.
Faithful to its extensive expertise in the sector,SunChill manufactures a wide selection of products with halogenated and environmentally friendly refrigerants. Among those:
● Air and Water condensing units, for both outdoor and indoor installations;
● Multiuser multicompressor refrigerating units with onboard or remote condenser;
● Water and brine chillers for systems using water or antifreeze solutions.
SunChill also goes beyond simple �customization�, being able to design and build machines to suit alwayscustomers� installation needs. Aware of the importance of minimizing the overall size of the electrical equipments, the company also manufactures a wide range of electrical boards.

In installation where CO2 is used as refrigerant, it is either used in subcritical conditions, below 30°C, in cascadewith another refrigerant, or in transcritical conditions, above 30°C, as single refrigerant.
The use of CO2 with a second refrigerant is particularly suited to applications where goods must be cooled orstored at temperatures below 30°C. This concept is also perfect for conversions of low temperature R22installations. CO2 can be used to cool goods or industrial premises to below 50°C.
Combining two compression cycles in a cascade system means that it is possibleto operate each compressor at a reasonable compression ratio and optimise energy efficiency.
CO2 is nontoxic, noninflammable and suitable for use with food: contact withCO2 does not render foodstuffs unfit for consumption.
Thanks to its particular thermophysical and thermodynamic properties, the CO2flow rate is lower and the compressor needed is smaller than for a system using an HFC refrigerant.
HFC refrigerant is only required in the high stage of the cascade.
SUNCHILL REFRIGERATION will installed at A.ZORBAS factory a system using thistechnology for frozen goods storage, Quick Spiral freezing tunnel, Cold water production and Glycol. The use ofCO2 in cascade systems for subzero temperatures is now becoming the standard in the food industry, supermarkets and logistics.

Already used in the 19th century, in particular on trawlers to produce the cold necessary topreserve the fish, then replaced by fluorinated refrigerants, CO2 offers thermodynamic andenvironmental properties useful in refrigeration and is now a credible alternative to fluorinatedfluids.Its remarkable thermodynamic properties allow the construction of high energy efficiency installations.It is possible to use CO2 in refrigeration systems in two different ways: as a secondary refrigerant (without compression) as a primary refrigerant (with compression): it is used in "subcritical" cycles (below 30°C) in acascade system with another refrigerant or alone in a "transcritical" cycle (above 30°C)

Thermal Storage Systems
Cooling with ice thermal storage can be the most costeffective, reliable system approach to cooling offices,schools, hospitals, malls, and other buildings, and provide a steady source of low temperature fluids for processcooling applications. These systems are also environmentally friendly because they help lower energy consumption and reduce greenhouse gas emissions
Systems with ice thermal storage can be installed at the same or lower first cost than traditional systems whendesigned with the colder supply water available from ice. The savings that result from the use of smaller chillersand cooling towers, reduced pump and pipe sizes, and less connected horsepower, offset the cost of the icethermal storage equipment. Additional savings can be found when using lower temperature air distribution, whichallows reduced ductwork and fan sizes.
Smaller Chillers and Heat Rejection Equipment: By designing the system around 24hour per day chilleroperation, the size of the chillers and cooling towers or aircooled condensers required for an ice system issignificantly reduced, when compared to conventional chillers and heat rejection equipment sized for theinstantaneous peak load. A typical thermal storage design includes chillers that provide 50 to 60 percent of thepeak cooling load. The balance of the cooling requirement is provided from the ice storage system.
With less connected horsepower, ice storage can lower peakelectrical demand for the HVAC or process cooling system by 50 percent or more. Since most electrical ratesinclude demand charges during peak demand times and/or higher day versus night kWh charges, savings onelectrical bills can be substantial. Peak electrical demand rates of 21 to 30 cents per kW are not uncommon. Inareas with "realtime pricing," where the electric rate varies hour by hour based on the market price of electricity,day to night kWh costs can vary by 500 to 1,000 percent. The use of electricity at night versus peak daytime hourscan lead to large savings on energy bills.

Thermal Storage
Take control of energy costs while keeping buildingoccupants productive and comfortable by storingenergy when electricity is less expensive. By avoiding peak demand charges and using lowcost nightenergy it is possible to pay up to 50% less for thelargest portion of your electric demand cooling.Even as electricity rates fluctuate, be prepared, totake advantage of lower energy costs.
True Plant Efficiency Means Lower Life Cycle Cost

The term �phase change material� (PCM) is used to describe materials that use phase changes (e.g., solidify,liquify, evaporate or condense) to absorb or release large amounts of latent heat at relatively constant temperature.Phase change materials leverage the natural property of latent heat to help maintain products temperature forextended periods of time.
Most PCMs today are chemical formulations derived from petroleum products, salts or water. These types ofPCMs are limited in temperature range options, containment methods, thermal cycles and latent heat capacities.PureTemp PCMs are patented natural vegetable based phase change materials which were developed under 5years of research sponsored by the National Science Foundation and Department of Defense. Derived from 100%renewable resources, PureTemp PCM technology is improving our world one degree at a time. These renewablebased PCMs are made from a �green� technology, converting vegetablebased feedstock into PCMs through apatented and proprietary manufacturing process.
� Thermal energy storage capacities which average 200 J/g• Over 200 unique, engineered phase change transition temperatures between 40˚C and 150˚C� Consistent, repeatable performance over thousands of thermal (melt/solidify) cycles� 100% renewable � produced from agricultural sources, not petroleum� Readily biodegradable and nontoxic



(solar, biogas, hydro, wind, etc..) competitive with traditional sources of supply.

Electricity generation throughout the day is 30% greater on average compared with any other system


The TS300 ThermoSorber thermal heat pump is installed at a meat packing plant in Green Bay,Wisconsin. It produces 3,077 KWh of 57˚C hot water, plus 1000 kW of 1˚C chilling, from 3,400 Kg/h of6,8 bar steam.Commissioned in 2009.

The ARCTIC system chills turbine inlet air on a LM6000. It delivers 7,000 KW of exhaust heat poweredchilling with less than 200 kW of parasitic load. ARCTIC eliminates the need for tempering air fans,medium voltage step down transformers, and antiicing system. The ARCTIC system delivers constant9˚C inlet air under most ambient conditions, to boost LM6000 output by 11MW onthe hottest days of the year. Commissioned in 2010.



Gas Driven Recirculation System is one of the most advance refrigeration concept that can be adapted to anyexisting system to improve the efficiency and lower the running cost. The system improve the refrigerationcapacity up to 30% and is the most popular system used in USA today. Apart from the energy improvementprotects the compressors from liquid return.


Industrial refrigeration lighting requires special precautions, especially in the food processing industry.We offer luminaires that are ideal for cold storage rooms and other refrigerated areas.
Lighting in
Light generates heat which must be removed bythe refrigeration system. Particular attention has tobe paid to the energy efficiency of the light source,because losses count double; heat generated duringthe production of light and the energy needed for itsremoval by the refrigeration system.We have selected highefficiency LED modulesto reduce the energy consumption associatedwith lighting. Unlike fluorescent tubes, they reachmaximum light output immediately. It is thereforenot necessary to overspecify their size to reach therequired light output.
Industrial refrigeration lighting is often found inthe food processing industry. Therefore, hygienerequirements add to the physical demands foroperation in the cold: resistance to cleaningagents and corrosion, easy to clean, anticondensation design, etc.Sammode sealed tube luminaires reduce dirtdeposition and the use of resistive materials(stainless steel and coextruded polycarbonate/methacrylate) are highly resistant to cleaningagents and cleaning with a high pressure jet.Sammode luminaires are suitable for the storageof food and comply the following standards:2002/72/EC, 2004/1/ EC, 2004/19/EC,2005/79/EC, 2007/19/EC.
Sammode is extending its portfolio by offering new ranges for lighting at low temperatures down to60 °C. For each application, we�ve developped ranges of LED luminaires, working as efficiently aspossible within a defined temperature range.
down to 60°C

HiTech Cold RoomsSMALL COLD ROOMS AVAILABLE ONLY WITH STANDARD DIMENSIONS, THICKNESSES
60 OR 90 MM ;MEDIUMSIZED COLD ROOMS TO BE CUSTOMIZED ACCORDING TO YOUR SPECIFICA
TIONS AND DIMENSIONS, THICKNESSES 70 OR 100 MM ;MEDIUM AND BIGSIZED COLD ROOMS, FLEXIBLE AND CUSTOMIZABLE, THICK
NESSES 70, 100, 120, OR 150 MM.EMIINDUSTRIAL PANELS FOR BIGSIZED COLD ROOMS, SOLD BY SQUARE METRE,
TO BE CUT AND JOINT WITH PROFILES DURING THE INSTALLATION, THICKNESSES MM 60, 80, 100,120, 150, 180 AND 200 MM.



We are proud to offer our creations to customers with big exigenciesand we are always able to find solutions for the energy saving
Air condensed chiller in cold only and heat pump models

Chiller with axial ventilators, cooling capacity from 215.6 to 987.8 kW; VR models (cold only) absorption capacity from 76.6 to 320.7 kW, VH models (with heat pump) heating capacity from 221 to 1,044.8 kW.

Multifunction air/water units with independent high temperature hot water production conceived and developedby Frost Italy are multifunction units for the climate control of environments in terms of airconditioning, heatingand hot water production. A multifunction chiller connected to internal terminal units is completely autonomousin the production of hot and chilled water without the need for a boiler and is typified by its high energyefficiency and low running costs.

Frost Italy has designed and developed avariety of Water terminal units for watercooled air conditioning and heating installations. The extensive range of Air conditioning water terminal unit modelsavailable, with fan convector forceiling/floor installation, wall mountedfan coil and water cassettes, offers a variety of technical features andcooling/heating capacities to suit specificrequirements with consequent energy savings for installation in homes, commercialpremises and shops.

EC motors for Air Conditioning fan coils
The fandeck range for fancoil units called ECMCO is realized using a wide selection of electronic commutationmotors coupled with subassembled housing /impellers that are chosen in line with required airflows anddimension. The housing/impeller assemblies are designed in accordance with customer requests and designed inmodular sizes (see table) and can be fixed to the motor according to a 1 to 3 modular scheme, on plates or drainpans (see table). The motors employed are permanent magnet electronically commutated equipped with an externalcard for the control of the motor placed inside a metal box. The card has an input 010 Vdc for direct speedregulation and an output 10 Vdc with the possibility to connect a potentiometer for speed regulation.
The decisive advantage of fans and motors with GreenTech EC technology compared to conventional asynchronous motors lies in their significantly higher efficiency of up to 90 % as opposed to 20�70 % with AC motors.This means not only better use of primary energy, but also less lost heat and hence a longer service life. Theefficiency advantage is ever clearer in partialload operation, since the builtin electronics make the EC motorscontinuously adjustable. This means the speed can always adapted to the specific requirements. This is anadvantage which leads to entirely new opportunities for savings in many applications, but also provides morecomfort � for example by the significantly reduced noise level.

designs, installs and maintains refrigerating units supplying refrigerated cabinets,cold rooms and laboratories.
●● Design
●● Central refrigerating unit and pipe network dimensioning and installation.●● Refrigerated cabinet and cold room connection and installation.●● Refrigerating unit pressure testing
For all refrigerated cabinet and cold room layout modification, acts as soon aspossible, in complete safety, on request and outside public opening hours.
offers different types of maintenance contract and a 24h repair service,guaranteeing the good operation of your installation 24 hours a day.
● Video surveillance system installation.● lRefrigerant loading.● Commissioning and adjustments (thermostatic or electronic pressure reducing valves, etc).● Energy control.● Hot sanitary water production by heat recovery.

Ç åôáéñåßá AISBERG êáôáóêåõÜæåé ôþñá øõãåßá óõíôÞñçóçò (display cabinets) ãéá êáôáóôÞìáôá êáéυπεραγορές με θερμοκρασία εξάτμισης αερίου ‐2˚C αντί των παραδοσιακών κατασκευών πουλειτουργούν στους ‐15 ˚C. Αυτό έχει επακόλουθο μείωση στην απαιτουμένη ενέργεια τωνêïìðñåóÝñ óå õöéóôÜìåíá øõãåßá êáé ÷ñçóéìïðïßçóç ìéêñüôåñùí êïìðñåóÝñ ãéá êáéíïýñãéåòêáôáóêåõÝò. Åðßóçò ç åôáéñåßá êáôáóêåõÜæåé ôþñá êáôáøýîåéò (display cabinets) ìå ÷ñÞóçãëõêüëçò ãéá ôçí áðïðÜãùóç êáé áðïöåýãïíôáé ðëÝïí ïé çëåêôñéêÝò áíôéóôÜóåéò. Ç åîïéêïíüìçóçåíÝñãåéáò ðïõ åðéôõã÷Üíåôå åßíáé 4KW áíÜ ìÝôñï êáôÜøõîçò ôçí çìÝñá.

CROSS COOLING SYSTEM
«Aisberg» developed new version of cross cooling system with regulation temperature in the range of-1/+4 °C for meat products.Experience shows that the use of cross cooling system is effective not only for cookery but also formeat products. For this in showcases construction installed the tubular electric heating elementsand modified system automation, made adjustments in aerodynamics.During defrost with standard cooling system humidity and air temperature in cabinet increases to+12...+14 °C. In average defrost time is approximately 10% of the refrigerator operating time.
- increasing of term storage products- products longer preserved in the domestic refrigerators- goods in the packaging film do not lose its visual appeal, as the film is not misted- reduced write-off of perishable products.

CROSS COOLING SYSTEM

Heat Recovery System
Made in Germany

Traditionally, the DKHeat Recovery has mainlybeen used for the purpose of heating drinking water,since most end customers need large amounts ofwarm water every day, for example for cleaningpurposes. This warm water is required in evenquantities over the entire year, leading to the bestefficiency with respect to heat recovery. This is thedecisive difference compared with heat recovery forheating purposes, which is used over half the yearat the most.However, there are customers who only use thedesuperheating for heating mains water, so that thecondensation heat is available for heating purposesfor example in a supermarket. For this application,DK can offer different combination systems. Heating water is warmed in a basin and drinking water isheated by means of an additional stainless steelspiral tube in the same basin in a continuous flowprocess.

Refrigeration design is crucial to a refrigerated system for its efficiency and reliability, so piping is one of themost important factors.

Our approach in refrigeration is to use as less energy as possible and get maximum efficiency of a system. Oneway to do that is to recover as much energy loss through the plant and reuse it to improve system capacity. Weare recovering energy that usually lost through the floor, and we are desuperheating the outgoing gas from thecompressors thus saving energy and the same time protecting the floor from freezing. Another advantage of thesystem is saving height and initial cost.
A new concept to refrigeration

Now is the time to save energy
Our system could save to you real energy that you are using on freezers defrosts by eliminating theelectrical heaters.Benefits:
· 100% free defrost
· Rise in temperature during defrost 1.5˚C maximum
· Less power consumption of compressors
· Less power consumption of condenser fans
· Lower head pressure of compressors
· Increase lifetime of system
· Pays back in less than three years

· an act, process, or methodology of making something (as a design, system, or decision) as fullyperfect, functional, or effective as possible
· mathematically, a process aimed at minimization or maximization of an objective function
· Reduce utility costs
· Electricity
· Maintenance
· Increase effectiveness of production
· Increase capacity/throughput
· Enhance capital utilization
· Decrease product unit cost
Chilling energy costs can be reduced by the fullytrained & experienced personnel of
SunChill Power ltd
will be able to support you in providing retrofitting services to your existingrefrigeration and air conditioning system either at service or as part of a retrofitting project. Savings can rangefrom a 15% to 50% reduction in energy consumption.
¾ Evaluation of Refrigeration & Air Conditioning machinery
¾ Fault finding for Refrigeration & Air Conditioning
¾ Engineering supervising for energy saving
¾ Solar refrigeration and Air Conditioning
¾ Solar thermal design projects (Hot water, Steam, Cooling, Power)
¾ Thermal imaging inspection
¾ Commercial & Industrial Refrigeration pipe Design (Ammonia, CO2, HFCs)
¾ Refrigeration 2D Piping drawings or 3D Piping drawings
¾ Commercial & Industrial Refrigeration Load Calculations
¾ Refrigeration Machinery room design
¾ Blast (Quick) freezers design
¾ Pump liquid refrigeration plant design
¾ Cascade system design