
Subject: Request for extension of Doe Run Peru SRL’s PAMA...
164
1 Av. Víctor Andrés Belaunde 147 – Via Principal 155 Centro Empresarial Real, Torre Real 3 – 9 th Floor San Isidro Phone: (51 1) 215-1200, Fax: (51 1) 215-1241 [stamp:] CARGO Lima, July 08, 2009 VPAA-196-09 Mr. PEDRO SÁNCHEZ Minster of Energy and Mines [stamp:] MINISTRY OF ENERGY AND MINES OFFICE OF DOCUMENTARY ADMINISTRATION AND CENTRAL ARCHIVE RECEIVED 1 08 JULY 2009 Time: [illegible] Record: [stamp:] 1903816 Receipt of this document is not an indication of agreement MINISTRY OF ENERGY AND MINES By hand Subject: Request for extension of Doe Run Peru SRL’s PAMA by reason of an Act of God or Force Majeure Dear Sir: As you know, the international crisis has critically affected the financial aspect of our company, which has forced us to suspend from December 2008 the performance of the works on the last PAMA project “Sulfuric Acid Plant and Modification of the Copper Circuit,” which was planned to be completed by October 2009, likewise we have completely halted our operations from June of this year. However, in order to meet our environmental commitments and to reestablish our operations in a sustainable manner over time, we would like to ask your office to extend the period of the Doe Run Perú SRL Environmental Adjustment and Management Program for the La Oroya Metallurgical Complex, due to this situation of an Act of God or Force Majeure, which we are facing. We must indicate that this extension would be applicable for the last PAMA project, for an additional period of 30 months, which depends on the adequate availability of funds, which is currently anticipated in the company’s financial model, to which is added the use of the company’s US$ 38 million, which the Government has in custody (US$ 18 million in the letters of credit related to the PAMA and US$ 20 million from the reimbursement of income tax paid in excess in 2008). The project requires a period to deploy the contractors, complete the construction of the facilities and to adjust the metallurgical processes until the design parameters are met. Likewise, the financial model concludes that the 30 months requested ensure the feasibility of our operations, which is consistent with the requirement of the financial institutions.
Transcript of Subject: Request for extension of Doe Run Peru SRL’s PAMA...
1
Av. Víctor Andrés Belaunde 147 – Via Principal 155 Centro Empresarial Real, Torre Real 3 – 9th Floor San Isidro
Phone: (51 1) 215-1200, Fax: (51 1) 215-1241
[stamp:] CARGO
Lima, July 08, 2009
VPAA-196-09 Mr. PEDRO SÁNCHEZ Minster of Energy and Mines
[stamp:] MINISTRY OF ENERGY AND MINES OFFICE OF DOCUMENTARY ADMINISTRATION AND CENTRAL ARCHIVE RECEIVED 1 08 JULY 2009 Time: [illegible] Record: [stamp:] 1903816 Receipt of this document is not an indication of agreement
MINISTRY OF ENERGY AND MINES By hand Subject: Request for extension of Doe Run Peru SRL’s PAMA by reason of an Act of God or Force Majeure Dear Sir: As you know, the international crisis has critically affected the financial aspect of our company, which has forced us to suspend from December 2008 the performance of the works on the last PAMA project “Sulfuric Acid Plant and Modification of the Copper Circuit,” which was planned to be completed by October 2009, likewise we have completely halted our operations from June of this year. However, in order to meet our environmental commitments and to reestablish our operations in a sustainable manner over time, we would like to ask your office to extend the period of the Doe Run Perú SRL Environmental Adjustment and Management Program for the La Oroya Metallurgical Complex, due to this situation of an Act of God or Force Majeure, which we are facing. We must indicate that this extension would be applicable for the last PAMA project, for an additional period of 30 months, which depends on the adequate availability of funds, which is currently anticipated in the company’s financial model, to which is added the use of the company’s US$ 38 million, which the Government has in custody (US$ 18 million in the letters of credit related to the PAMA and US$ 20 million from the reimbursement of income tax paid in excess in 2008). The project requires a period to deploy the contractors, complete the construction of the facilities and to adjust the metallurgical processes until the design parameters are met. Likewise, the financial model concludes that the 30 months requested ensure the feasibility of our operations, which is consistent with the requirement of the financial institutions.
2
In addition, we must indicate that Doe Run Perú undertakes to use all available cash flow to complete the obligations under its PAMA within the shortest time frame that is financially feasible. Due to the significant influence of the change in metals prices on that cash flow, specific financing for the PAMA is most advisable, to ensure the completion of the PAMA within the 30 month period. The company will make all efforts to obtain financing for the aforementioned PAMA. Attached you will find two copies of the documentation associated with our request that contains technical, financial, and legal support and also makes it possible to see the environmental and health achievements reached to date, thanks to operations under the PAMA Projects already performed. Awaiting your positive response as it will be justice, I remain,
Sincerely,
[signature] José Mogrovejo
Corporate Vice President for Environmental Affairs
1
La Oroya Division
LA OROYA METALLURGICAL COMPLEX
REQUEST FOR EXTENSION OF DEADLINE TO COMPLETE THE COPPER CIRCUIT SULFURIC ACID PLANT PROJECT BASED ON ACT OF GOD OR FORCE MAJEURE GROUNDS
July 2009
2
TABLE OF CONTENTS Page 1. EXECUTIVE SUMMARY 4
1.1. INTRODUCTION 4 1.2. CURRENT ENVIRONMENTAL SITUATION AT LA OROYA 5 1.3. COMPLETED PAMA PROJECTS 7 1.4. BLOOD TESTING FOR LEAD CONTENTS IN POPULATION NOT
EXPOSED TO WORK (MINSA-GRJ-DRP AGREEMENT) 8
1.5. SUPPLEMENTARY 2008 HEALTH RISK STUDY 9 1.6. PROPOSAL FOR EXTENSION AND LEGAL GROUNDS 9 1.7. SOCIOECONOMIC IMPACT 10 1.8. FINANCIAL SITUATION 11
2. PAMA PROJECTS IMPLEMENTED BY 2008 12 2.1. BACKGROUND 12 2.2. PAMA PROJECTS COMPLETED BY 2006 14
2.2.1. COPPER REFINERY MOTHER LIQUOR TREATMENT PLANT (PAMA 5)
14
2.2.2. INDUSTRIAL EFFLUENTS TREATMENT PLANT (PAMA 8) 17 2.2.3. HANDLING OF SLAG (PAMA 12) 25 2.2.4. ENVIRONMENTAL ADAPTATION OF HUANCHAN SLAG
WAREHOUSE (PAMA 13) 29
2.2.5. CONDITIONING OF HUANCHAN FERRITES WAREHOUSE (PAMA 15)
34
2.2.6. HANDLING OF ARSENIC TRIOXIDE (PAMA 14) 37 2.2.7. DOMESTIC SOLID RESIDUE DEPOSIT (PAMA 16) 40 2.2.8. RESIDUAL WATER TREATMENT PLANTS (PAMA 16) 42 2.2.9. MONITORING STATION/AERIAL PHOTOGRAPHY 46
2.3. ADDITION PROJECTS COMPLETED BY YEAR 2006 46 2.3.1. REDUCTION OF STACK MATERIAL PARTICLE EMISSIONS 48
2.3.1.1. Bag-house for lead furnaces 50 2.3.1.2. Conditioning of Central Cottrell units 1, 2 and 3 for the
sinterization plant 52
2.3.1.3. Bag-house after arsenic kitchen 54 2.3.1.4. Bag-house for lead foam reverberatory furnace 56
2.3.2. REDUCTION OF LEAKAGE MATERIAL PARTICLE EMISSIONS 58 2.3.2.1. Repowering of ventilation systems A, B, C and D at the
sinterization plant 59
2.3.2.2. Enclosure of lead furnace and foaming plant buildings 62 2.3.2.3. Handling of copper and lead circuit smelting beds 65 2.3.2.4. Handling of nitrous gases at anodic waste plant 66 2.3.2.5. New ventilation system for the anodic waste plant building 69
2.4. REPOWERING OF ZINC CIRCUIT SULFURIC ACID PLANT – YEAR 2006 70 2.5. NEW LEAD CIRCUIT SULFURIC ACID PLANT – YEAR 2008 72
3. ENVIRONMENTAL OBJECTIVES ACHIEVED FOR COMPLETED PAMA PROJECTS
75
3.1. STACK EMISSIONS AT REGULATED RATES 75 3.2. AIR QUALITY 79 3.3. MANTARO RIVER POLLUTION CONTROL 83 3.4. HANDLING OF INDUSTRIAL AND HOUSEHOLD SOLID WASTE 88
3.4.1. MANAGEMENT OF INDUSTRIAL PROCESS WASTE 89 4. REQUEST FOR EXTENSION BASED ON FORCE MAJEURE GROUNDS:
COPPER CIRCUIT SULFURIC ACID PLANT 91
4.1. CONSIDERATIONS 91 4.1.1. LEGAL GROUNDS 92 4.1.2. TECHNICAL GROUNDS 95
3
4.1.3. FINANCIAL GROUNDS 96 4.1.4. ENVIRONMENTAL GROUNDS 102 4.1.5. SOCIO-ECONOMIC GROUNDS 102
4.2. REQUEST FOR EXTENSION BASED ON FORCE MAJEURE 105 4.3. DESCRIPTION OF REMAINING PAMA PROJECT: CHANGES IN COPPER
SMELTING AND COPPER CIRCUIT SULFURIC ACID PLANT 107
4.3.1. CHANGES IN COPPER SMELTING 107 4.3.2. COPPER CIRCUIT SULFURIC ACID PLANT 110
5. 2008 COMPLEMENTARY HEALTH RISK STUDY 114 5.1. Purpose 114 5.2. Activities 114 5.3. Achievements 115
6. PROGRESS IN CHILDREN’S AND PREGNANT WOMEN’S HEALTH: MINSA-GRJ-DRP AGREEMENT
116
6.1. HEALTH PROMOTION COMPONENT 116 6.2. PERSONAL CARE COMPONENT 135
6. PROGRESS IN SOCIAL RESPONSIBILITY 156 7.1. CIVIL AND COMMUNITY WORKS 156 7.2. ZOOTECHNICS, CATTLE RAISING AND PRODUCTIVE CHAINS 157 7.3. 2006-2008 AFFORESTATION AND ANDEAN GARDENING 160 7.4. SOCIAL DEVELOPMENT 161
ATTACHMENTS Attachment 1: Flow Diagram – Changes in Copper Smelting Attachment 2: Mass Balance – Changes in Copper Smelting Attachment 3: List of Main Equipment – Changes in Copper Smelting Attachment 4: Execution Schedule – Changes in Copper Smelting Attachment 5: Flow Diagram – Copper Circuit Sulfuric Acid Plant Attachment 6: Mass Balance – Copper Circuit Sulfuric Acid Plant Attachment 7: List of Main Equipment – Copper Circuit Sulfuric Acid Plant Attachment 8: Execution Schedule – Copper Circuit Sulfuric Acid Plant Attachment 9: Capital Costs Attachment 10: Report on 2009 and 2013 Cashflow Statement Projections. Ernst & Young.
4
1. EXECUTIVE SUMMARY
1.1. INTRODUCTION
Operations at La Oroya Metallurgical Complex (CMLO) were started in 1922 by U.S. Cerro de Pasco Corporation to process polymetallic sulfurous concentrates from the central region of Peru and to obtain high-quality refined metals such as silver, lead, copper, and zinc. These operations were developed with high-end technology and current environmental controls that were far less demanding than the current ones, therefore generating impacts that now represent environmental liabilities. These impacts were not suitably controlled due to the lack of national environmental regulations up to 1993, when the Peruvian State defined its environmental control policy for the mining-metallurgical business, therefore kicking off the solution for La Oroya environmental problems after almost 70 years of metallurgical complex operation.
Within the framework of the Centromin Perú privatization, on October 24,1997 Doe Run Peru S.R.L. (DRP) took over the management of CMLO operations as well as the commitment with the Peruvian Government to execute the projects contained in the “Environmental Adaptation and Management Program” (PAMA, as per its initials in Spanish) of the complex over a 10-year term, expiring in January 2007. This commitment does not include the remediation of environmental liabilities arising under previous administrations.
PAMA’s purpose consisted of reaching maximum allowable limits (LMP, as per its initials in Spanish) for solid, liquid and gas emissions, and for this purpose the implementation of nine projects involving an investment of US$107.58 million was considered. The scope of these projects along with its investments and technologies was analyzed by DRP with the support of international consultants, who decided to increase the investment amount to US$173.95 million, which led to the three PAMA investment amount revisions approved in due course by the Ministry of Energy and Mines (MEM, as per its initials in Spanish), without altering the deadline for the execution and therefore ensuring compliance with environmental aims.
PAMA investments performed during the 1998-2006 period added up to US$254 million, therefore exceeding the originally assumed commitment of US$107.58 million and the committed amount as per the third revision of US$173.95 million.
As at December 2006, DRP completed by the set deadline 8 of the 9 projects undertaken according to PAMA, apart from concluding the repowering of the Zinc Circuit Sulfuric Acid Plant and the supplementary projects, thus enabling the reduction of main stack and leakage material particle emissions.
Within the framework of Ministry Resolution 257-2006 MEM-DM which partly approves the extension of the term of the ninth PAMA project, “Sulfuric Acid Plants”, which takes into consideration health and corporate responsibility issues, investment has increased to US$244.77 million.
During the execution of the sub-projects related to the Sulfuric Acid Plant, several specific high-demand situations had to be faced with regard to mining-metallurgical projects in Peru and all over the world. This growing market situation gave rise to a high demand for foreign and domestic workshops; an increase in the price of equipment manufactured abroad, an increase in the price of construction materials, the need to pay a surplus for the prompt delivery of equipment, etc. These situations gave rise to an increase of initial investments, which in some cases reached 100%.
5
What has been stated in the above paragraph explains why as at December 2008 the investments made in PAMA projects reach the amount of US$316 million.
In September 2008 the new Lead Circuit Sulfuric Acid Plant became operative and as at December 2008 52% of the auxiliary projects for Changes in Copper Smelting and New Copper Circuit Sulfuric Acid Plant has been completed.
The overall environmental commitment will demand a PAMA investment of US$463 million as against the original PAMA investment of US$107 million.
The completion of the ninth PAMA Project, “Sulfuric Acid Plants”, was scheduled to take place in October 2009; however, as the world financial crisis caused a negative effect on DRP and resulted in a case of Act of God or force majeure, project execution was interrupted on December 15, 2008.
Therefore, a term extension is hereby requested for compliance with the remainder of the last PAMA project corresponding to the Copper Circuit Sulfuric Acid Plant, as a case of force majeure is involved in line with the provisions of section 11 of Supreme Decree 046-2004 EM. The term requested is 30 months, based on the recommendations of Australian GRS Company, which has been managing the project, and CH2MHILL consultants, who have recently evaluated technical aspects.
1.2. CURRENT ENVIRONMENTAL SITUATION AT LA OROYA
Along with the implementation of PAMA projects which are currently 100% operative, environmental improvements have been achieved by means of the proper handling of solids, liquids, material particles, and part of the gases.
As to the handling of solids, they have been properly handled through the operation of the following projects:
Safe warehouse for final disposal of arsenic trioxide waste in Vado.
Leakage proof warehouse for disposal of zinc ferrites.
Cochabamba landfill for final disposal of household solid waste.
Handling and disposal of copper and lead slag.
Environmental adaptation of Huanchán slag warehouse.
With regard to the handling of industrial and household effluents, the following facilities have been set into operation:
Copper refinery mother liquor treatment (bleed off) plant
Industrial effluents treatment plant
3 Wastewater treatment plants
With regard to the control of material particles emitted by the main stack, the following facilities have been set into operation:
6
Repowering of electrostatic precipitation systems (Central Cottrell).
Installation of a bag-house system to separate and clean lead furnace process gases that used to be led to the main stack.
Installation of a bag-house system to separate and clean the lead reverberatory furnace process gases that used to be led to the main stack.
Installation of a bag-house system to separate and clean arsenic furnace (kitchen) process gases that used to be led to the main stack.
Repowering of units A, B, C and D of the sinterization plant ventilation systems.
With regard to leakage material particle emissions, the following facilities have been set into operation:
Enclosure and ventilation systems provided with bag-house for the lead furnace, foaming plant, and anodic waste plant building.
Installation of a nitrous gas purifier system at the anodic waste plant.
Side enclosure and installation of a water sprinkler system at copper and lead smelting beds.
Paving of 63,000 m2 of CMLO internal ways.
Purchase of 2 aspirating sweeper carts.
Installation of a tire washer for vehicles leaving CMLO premises.
With regard to control of sulfur dioxide gas emissions:
Repowering of the zinc circuit sulfuric acid plant, increasing its annual capacity from 55,000 to 65,000 tons.
Construction, installation and startup of a lead circuit sulfuric acid plant with an annual capacity of 115,000 tons.
Reduction of SO2 emissions by shutting down and removing zinc circuit FBR roasters.
Along with the completion of the executed projects, the following main environmental improvements have been achieved:
No slag discharge to Mantaro river
Handling of solid waste without environmental impact: arsenic trioxide, zinc ferrites, household solid waste
Elimination of industrial effluents discharge to Yauli river
Reduction of flow of effluents discharged to Mantaro river by 86% as compared with 1997 by recirculating and optimizing water use
Treatment of 100% of industrial effluents and rainwater from the foundry, therefore obtaining a class III water discharge to Mantaro river
7
Reduction of dissolved lead in discharges to Mantaro river by 100% as compared with 2006
Reduction of dissolved arsenic in discharges to Mantaro river by 98% as compared with 2006
Treatment of 100% of the wastewater generated at DRP housing and industrial facilities
Reduction of material particles emitted by the main stack by 78% as compared with 1997, therefore meeting the maximum allowable limit in 2005
Reduction of lead emitted by the main stack by 68% as compared with 1997, therefore meeting the maximum allowable limit in 2006
Reduction of arsenic emitted by the main stack by 93% as compared with 1997, therefore meeting the maximum allowable limit in 2000
Reduction of SO2 emitted by the main stack by 52% as compared with 1997
Reduction of air lead contents by 86% as compared with 1997, therefore meeting the monthly air quality standard
Reduction of air arsenic contents by 76% as compared with 1997, therefore meeting the environmental aim established by Ministry Resolution 257-2006-EM-DM
1.3. COMPLETED PAMA PROJECTS
Under the administration of Centromin Perú S. A. (CMP), in 1996 La Oroya metallurgical complex prepared its PAMA according to national legislation with a view to relying on an environmental program, which will allow it to reach the maximum allowable limits in the handling of solid waste, liquid effluents and gas emissions, within a term of 10 years.
This PAMA approved by Board Resolution 334-97-EMDGM dated October 16, 1997 in an amount of US$131.74 million, was divided into two parts during the privatization of the metallurgical complex: the first one places environmental liabilities in an amount of US$24.17 million under CMP’s liability, while the second one leaves environmental liabilities in the amount of US$107.58 million to be assumed by the future owner.
When it took over operations at La Oroya on October 24, 1997, Doe Run Perú S.R.L. (DRP) assumed the PAMA of the metallurgical complex in the amount of US$107.58 million. The development of the engineering studies included in the projects involved in the PAMA resulted in the need to increase the initial investment levels of these projects to reach the maximum allowable limits. These increases were submitted to MEM and approved on three occasions, with the latest approval taking place on January 29, 2002 in an amount of US$173.95 million. On May 29, 2005, for the first time the Ministry of Energy and Mines approved the extension of PAMA term to be completed in January 2007 to October 2009, with a larger investment amounting to US$244.769. This approval was granted through Ministry Resolution 257-2006/MEM-DM, based on Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC. Chart 2.1 shows a summary of the modifications.
The strategy to implement PAMA projects, designed by CMP and assumed by DRP, consisted of executing in the first place the projects aimed at solving the
8
impacts generated by solid and liquid emissions, developing at the same time studies intended to evaluate alternatives to increase SO2 concentration in process gases, to finally design and install sulfuric acid plants.
Within this framework, in late 2006 DRP completed and set into operation 8 of the 9 projects included in the PAMA, there remaining only the lead and copper circuit sulfuric acid plants project pending to performed.
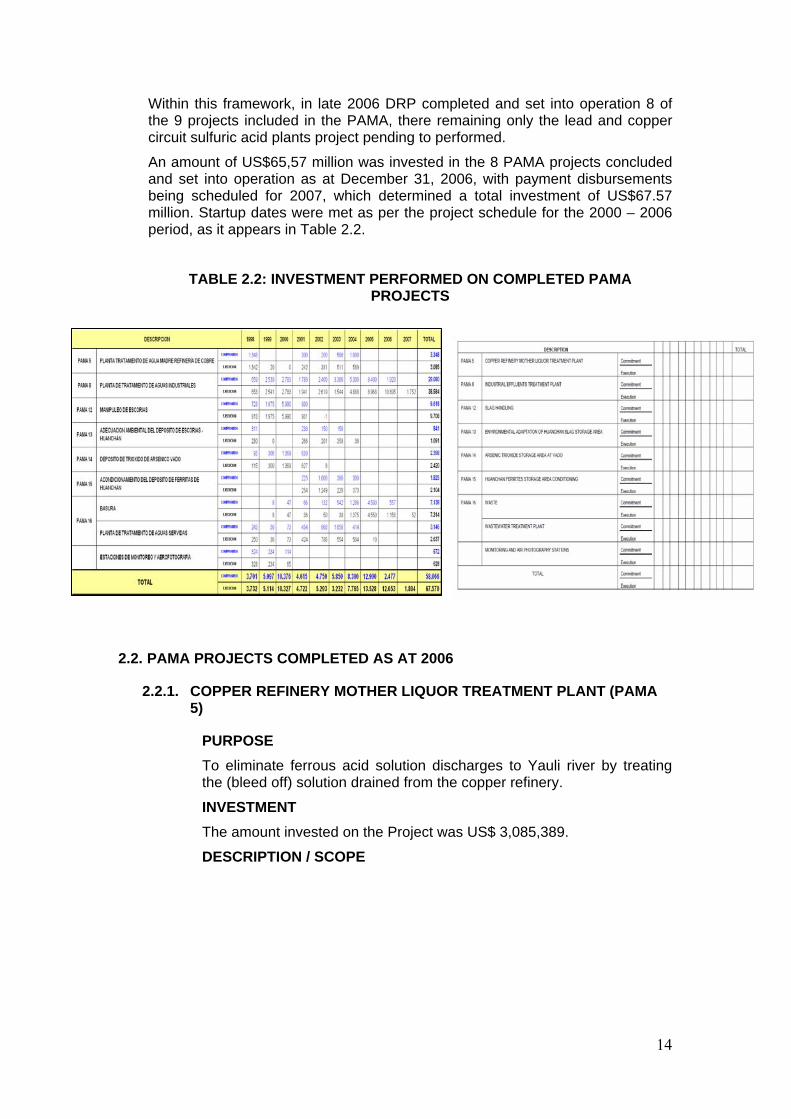
An amount of US$65.57 million was invested in the 8 PAMA projects concluded and set into operation as at December 31, 2006, with payment disbursements being scheduled for 2007, which determined a total investment of US$67.57 million. Startup dates were met as per the project schedule for the 2000 – 2006 period.
1.4. BLOOD TESTING FOR LEAD CONTENTS IN POPULATION NOT EXPOSED TO WORK (MINSA-GRJ-DRP AGREEMENT)
Considering the exposure to lead according to DIGEST studies in 2000 and DRP studies in 2001, and relying on a multidisciplinary team formed by Doe Run Peru, on July 4, 2003 MINSA/DIGESA-DRP Cooperation Agreement was executed, then renewed with the parties’ consent in July 2006. This renewal incorporated Junín Regional Government as a strategic partner to achieve La Oroya’s health aims, also expanding its scope of action to La Oroya Nueva, Santa Rosa de Sacco, Huaynacancha, Paccha and Huari and considering attention to health risks due to exposure to sulfur dioxide, lead, arsenic and cadmium.
Since then, the Agreement has been strengthened as to the number of personnel and budget resources assigned to the health protection of the population, mainly children under 6 and pregnant women, apart from having expanded its scope of action.
As at May 2009, work under the Agreement has been intensive in health issues and medical care. Starting from 2004, annual blood test campaigns have been regularly performed on children under 6 through CENSOPAS. Only the November 2007 campaign was developed through private Blufstein laboratory. In general, blood test campaigns include the following checks:
Social assessment of children’s housing facilities Informed consent signed by father, mother or guardian Clinical record preparation Growth and development control Pediatric clinical assessment Psychological assessment Taking of blood samples for lead and hemoglobin testing The blood lead levels considered for blood test campaigns are as follows:
o Level I: < 10 ug/100 ml, o Level II: 10 – 19.9 ug/100 ml, o Level III: 20 – 44.9 ug/100 ml, o Level IV: 45 – 69.9 ug/100 ml, and o Level V: > 70 ug/100 ml
FIGURE 6.17 in section 6.2 hereunder shows the evolution of blood lead levels in children under 6. According to this, from 2007 to date no children are reported to have Level V (> 70 ug/100 ml) and it can also be observed that in a comparison between 2008 and 2004, level IV has been reduced by 61% and level III, by 39%. All these reductions have reached the lowest levels, that is to say, children who were previously reported as level III, IV or V now show the lowest levels, as is the case with levels I and II. Therefore, it can be observed
9
that level II population has increased by 367%, that is, almost 4 times, while level I has increased by 4,446%.
It is worthwhile mentioning that these achievements have been made by developing MINSA-GRJ-DRP agreement programs and by reducing CMLO lead emissions thanks to the implementation and commissioning of PAMA projects that basically include the installation of modern plant filters and enclosures enabling the capturing of material particles discharged to the environment as well as the operation of Sulfuric Acid Plants.
These achievements stimulate the continuation of MINSA-GRJ-DRP agreement. Therefore, at present, in June 2009, the pertinent steps are being taken to renew the new agreement for 3 more years. The new agreement considers the incorporation of provincial Yauli-La Oroya municipality and National Health Institute, where DRP would be contributing an annual amount of US$903,000 to a trust fund.
1.5. SUPPLEMENTARY 2008 HEALTH RISK STUDY
Pursuant to the requirements under Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC for DRP’s PAMA expansion, in 2008 a Supplementary Health Risk Study was conducted by Integral Consulting Inc. international consultants, which had the key aim of evaluating future population health risks once PAMA projects were concluded in October 2009. Ministry Resolution 257-2006 MEM/DM for DRP’s PAMA expansion sets health purposes with regard to blood lead contents in children under 6 and the risk of exposure to arsenic.
The study conducted by Integral Consulting Inc. concludes that, once PAMA projects have been implemented, the objectives of blood lead levels and arsenic exposure risk will be achieved. Lower reductions are foreseen in stack and leakage emissions of sulfur dioxide by late 2008 as a result of the lead circuit sulfuric acid plant startup. However, substantial reductions are foreseen as a result of the installation of the third and last sulfuric acid plant in November 2009, which has been postponed after the suspension of copper circuit acid plant construction. Once the third sulfuric acid plant starts to operate, stack emissions of sulfur dioxide are expected to be reduced by 77% as against 2007 and leakage emissions, by 93%, which will allow us to meet the maximum allowable limits of stack SO2 emissions.
The study has deserved a favorable technical opinion from DIGESA, as notified by OSINERGMIN through Official Letter No. 437-2009-OS-GFM received at our offices on March 18, 2009, which literally reads as follows: “After analyzing the study and the conclusions of DIGESA report, we conclude that the Supplementary Human Health Risk Study-La Oroya Metallurgical Complex is satisfactory and 100% compliant with the provisions of Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC”.
1.6. PROPOSAL FOR EXTENSION AND LEGAL GROUNDS
10
Doe Run Peru S.R.L (DRP) has been developing PAMA’s “SULFURIC ACID PLANTS” project according to the requirements and specifications set forth in Ministry Resolution No. 257-2006-EM/DM up to December 2008, with a view to achieving significant reductions in environmental impacts associated with SO2 emissions to the environment.
Within this framework, the construction and startup of the new lead circuit sulfuric acid plant were satisfactorily completed in September 2008, as agreed with the Peruvian government. This plant has been operating according to design parameters and has reached the environmental aims foreseen for this stage. Besides, in December 2006 the old zinc circuit acid plant was repowered and has since then been operating according to expected engineering parameters. At present, CMLO has a sulfuric acid production capacity of 45% of its PAMA commitment.
However, the “Modifications in the Copper Circuit Foundry and Sulfuric Acid Plant” project which was being developed according to the set deadlines and schedules has been suspended since December 15, 2008, as a result of the decline of metal prices and the international financial situation, which seriously affected corporate economy and made it impossible to cover remaining investment costs.
In the face of this situation, Civil Code regulations about “excusable” causes for non-compliance or inaccurate compliance with obligations turn out to be applicable. According to these regulations, the debtor cannot be charged with failing to comply with its commitments in favor of a creditor if an irregular situation arises from extraordinary, unexpected and uncontrollable events occurring beyond its jurisdiction.
This provision is expressly mentioned in the contract whereby DRP assumed CMLO administration. In this contact, the parties established in the Force Majeure clause that extraordinary economic changes would be regarded as an “excusable cause”.
Another supplementary legal basis, different from clause fifteen of the stock transfer, capital increase and share issuance agreement of Metalúrgica La Oroya S.A. and the Civil Code, can be found in section 11 of Supreme Decree No. 046-2004-EM, which does not establish liabilities or penalties when cases of Act of God and force majeure occur.
To complete the remainder of the last PAMA project, an additional term estimated at 30 months is required, including:
Negotiation and remobilization: 2 months.
Performance of the remainder of the project: 28 months (including 20 months of construction and 8 months of commissioning).
1.7. SOCIOECONOMIC IMPACT
The socioeconomic significance of the metallurgical complex is considerable as its contribution to the economic progress of La Oroya and the region results from the investments made and from its operation, which involves the use of supplies, materials and services of different types, thus generating different commercial transactions that stimulate economic development.
11
La Oroya has 2,471 workers, which means that approximately 20,000 people are directly dependent on the metallurgical complex for a living. The economic study conducted by CELIDE Company between 1992 and 1993 estimated that this workforce is responsible for 70% of the commercial turnover at La Oroya city.
Most workers at La Oroya live in the central area of Peru: Junín, Huancayo, Jauja, Tarma, Carhuamayo, Cerro de Pasco, Huánuco, and others, so the social effect of La Oroya metallurgical complex in the region extends to a large portion of the central area.
Because of their nature, CMLO metallurgical operations require the consumption of electric power, supplied by ELECTROANDES. Our historical average expenses for the period 2004-2007 have been US$20 million annually, within the framework of a long-term contract. Starting from 2008 and as a result of the national cost increase due to the power shortage, this amount has risen to US$37 million annually.
According to current labor regulations, all DRP workers and their dependent relatives are provided with ESSALUD health services, for which purpose the company has been contributing an annual amount of US$5.9 million.
As regards direct and indirect labor costs, it is worth mentioning that during 2008 fiscal year (November 2007 to October 2008) the same have added up to US$101 million. Besides, in 2008 DRP entered into a Collective Bargaining Agreement with workers for a period of 5 years, which guarantees production planning and operating continuity. The Agreement considers a [probably] severance payment of S/ 11,500 and a labor peace agreement of S/ 5,500 per worker.
On the other hand, DRP has allocated a fund of S/ 9,000,000 to the Program of Solidarity with the People, aimed at promoting social welfare and development and contributing to the improvement of the living conditions of inhabitants, by performing works, programs and/or projects as set forth in the Agreement executed between DOE RUN PERU SRL and THE PERUVIAN STATE. This contribution is composed by voluntary economic contributions by DRP.
1.8. FINANCIAL SITUATION
During the last quarter of 2008, world economy experienced serious changes as a result of the global financial crisis, including the reduction of global economic activity, the substantial reduction of metal price levels, and the increase of interest rates, among the main aspects. The changes mentioned above had a negative effect on company operations and therefore on its financial statements, specifically on some financial indicators, as a result of which in late February 2009 the revolving loan with BNP Paribas, Standard Bank plc and Banco de Crédito del Perú was suspended. In March 2009 BNP Paribas collected the whole revolving loan that was outstanding at that date, equal to US$60 million, through the collecting current account.
As a result of the suspension of the revolving loan, the Company ran out of working capital and was unable to meet its obligations with its main suppliers and creditors. Payable obligations with concentrate suppliers amount to around US$100 million. At present, the Company lacks the necessary resources and financing to meet its obligations.
12
Failure to pay its obligations with its suppliers has led to the interruption of concentrates and other supplies for the normal operation of La Oroya metallurgical complex. As a result of this lack of supply, the Company has been forced to suspend, starting from June 3, 2009, its operations at the metallurgical complex, which it had been operating on a reduced basis since late March 2009.
In order to evaluate the company’s capacity to meet its commitments related to the modified PAMA, DRP hired the services of the well-known Ernst & Young company to prove to the Ministry of Energy and Mines and other government agencies that the company’s capacity to generate the funds required to meet its commitments with the government and the 2009-2013 Operating Plan has been significantly affected by the world financial crisis starting as of September 2008. The aforementioned consultants have evaluated the projected cash flow statements for 2009-2013.
The report shows that the Company’s chances to meet its Investment Program as per the Operating Plan depend on the procurement of the financing funds included in the cash flows projected for 2009 and 2010.
The report states that the financing required by the Company to meet its working capital requirements and the 2009-2010 Operating Plan adds up to US$135 million and US$52 million for 2009 and 2010, respectively.
The report is enclosed as Attachment 10.
DRP has performed an estimate of flows and terms required to complete outstanding PAMA projects, as specified under 4.1.3. PAMA projects will be financed with the working cash flows generated by the Company, which can finance the project to May 2012.
2. PAMA PROJECTS IMPLEMENTED BY 2008
2.1. BACKGROUND
Under Centromin Perú S. A. (CMP) administration, in 1996 La Oroya metallurgical complex prepared its PAMA according to national regulations, in order to provide an environmental program allowing it to achieve, within 10 years, maximum allowable limits as regards the handling of solid waste, liquid effluents, and gas emissions.
13
This PAMA approved by Board Resolution 334-97-EMDGM on October 16, 1997 in an amount of US$131.74 million was divided into two parts during the privatization of the metallurgical complex: the first one places environmental liabilities in an amount of US$24.17 million under CMP’s liability, while the second one leaves environmental liabilities in an amount of US$107.58 million to be assumed by the future owner.
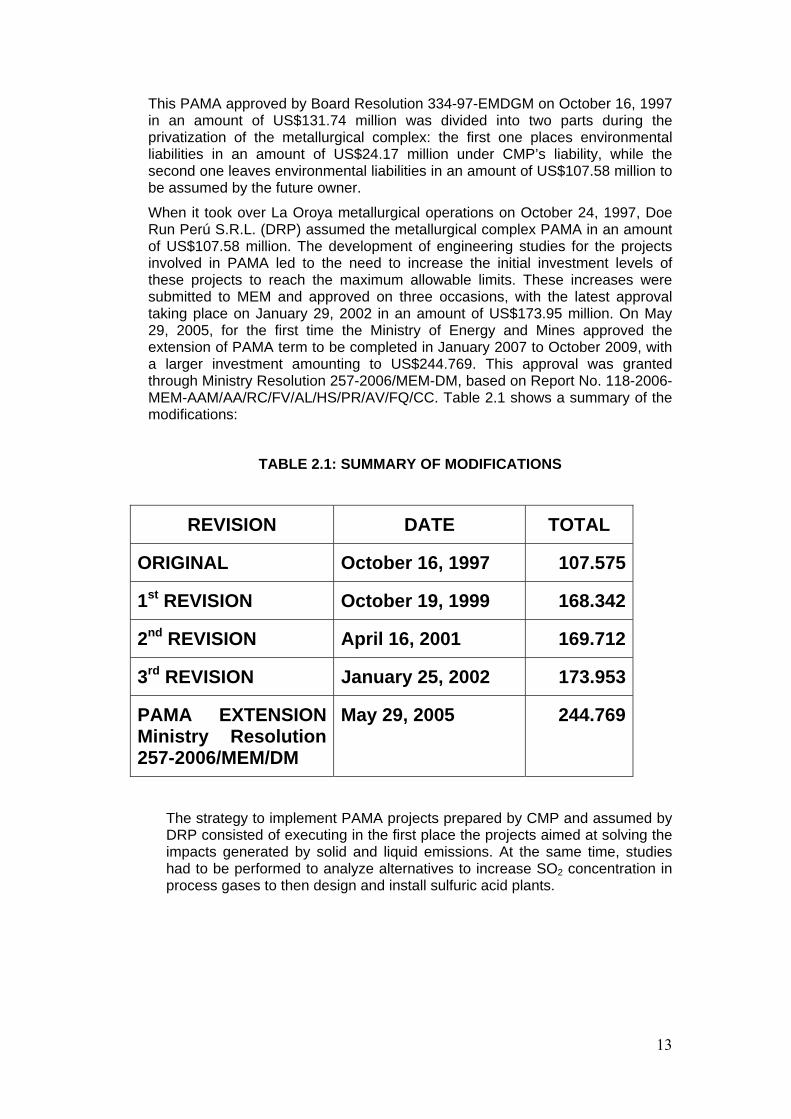
When it took over La Oroya metallurgical operations on October 24, 1997, Doe Run Perú S.R.L. (DRP) assumed the metallurgical complex PAMA in an amount of US$107.58 million. The development of engineering studies for the projects involved in PAMA led to the need to increase the initial investment levels of these projects to reach the maximum allowable limits. These increases were submitted to MEM and approved on three occasions, with the latest approval taking place on January 29, 2002 in an amount of US$173.95 million. On May 29, 2005, for the first time the Ministry of Energy and Mines approved the extension of PAMA term to be completed in January 2007 to October 2009, with a larger investment amounting to US$244.769. This approval was granted through Ministry Resolution 257-2006/MEM-DM, based on Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC. Table 2.1 shows a summary of the modifications:
TABLE 2.1: SUMMARY OF MODIFICATIONS
REVISION DATE TOTAL
ORIGINAL October 16, 1997 107.575
1st REVISION October 19, 1999 168.342
2nd REVISION April 16, 2001 169.712
3rd REVISION January 25, 2002 173.953
PAMA EXTENSION Ministry Resolution 257-2006/MEM/DM
May 29, 2005 244.769
The strategy to implement PAMA projects prepared by CMP and assumed by DRP consisted of executing in the first place the projects aimed at solving the impacts generated by solid and liquid emissions. At the same time, studies had to be performed to analyze alternatives to increase SO2 concentration in process gases to then design and install sulfuric acid plants.
14
Within this framework, in late 2006 DRP completed and set into operation 8 of the 9 projects included in the PAMA, there remaining only the lead and copper circuit sulfuric acid plants project pending to performed.
An amount of US$65,57 million was invested in the 8 PAMA projects concluded and set into operation as at December 31, 2006, with payment disbursements being scheduled for 2007, which determined a total investment of US$67.57 million. Startup dates were met as per the project schedule for the 2000 – 2006 period, as it appears in Table 2.2.
TABLE 2.2: INVESTMENT PERFORMED ON COMPLETED PAMA PROJECTS
2.2. PAMA PROJECTS COMPLETED AS AT 2006
2.2.1. COPPER REFINERY MOTHER LIQUOR TREATMENT PLANT (PAMA 5)
PURPOSE
To eliminate ferrous acid solution discharges to Yauli river by treating the (bleed off) solution drained from the copper refinery.
INVESTMENT
The amount invested on the Project was US$ 3,085,389.
DESCRIPTION / SCOPE
15
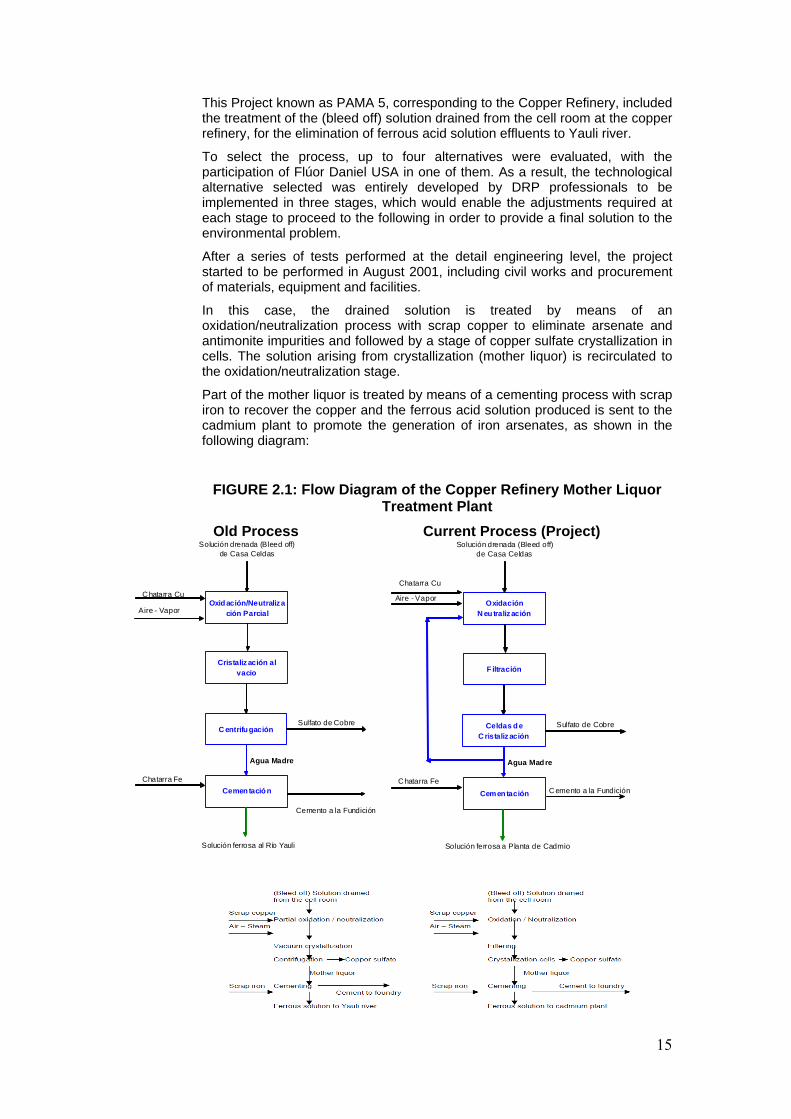
This Project known as PAMA 5, corresponding to the Copper Refinery, included the treatment of the (bleed off) solution drained from the cell room at the copper refinery, for the elimination of ferrous acid solution effluents to Yauli river.
To select the process, up to four alternatives were evaluated, with the participation of Flúor Daniel USA in one of them. As a result, the technological alternative selected was entirely developed by DRP professionals to be implemented in three stages, which would enable the adjustments required at each stage to proceed to the following in order to provide a final solution to the environmental problem.
After a series of tests performed at the detail engineering level, the project started to be performed in August 2001, including civil works and procurement of materials, equipment and facilities.
In this case, the drained solution is treated by means of an oxidation/neutralization process with scrap copper to eliminate arsenate and antimonite impurities and followed by a stage of copper sulfate crystallization in cells. The solution arising from crystallization (mother liquor) is recirculated to the oxidation/neutralization stage.
Part of the mother liquor is treated by means of a cementing process with scrap iron to recover the copper and the ferrous acid solution produced is sent to the cadmium plant to promote the generation of iron arsenates, as shown in the following diagram:
FIGURE 2.1: Flow Diagram of the Copper Refinery Mother Liquor Treatment Plant
Old Process Current Process (Project)
Oxid ación/Neutralización Parcial
Cristalización al vacio
C entrifu gación
Cemen tació n
Solución drenada (Bleed off) de Casa Celdas
C hatarra Cu
Aire - Vapor
Sulfato de Cobre
Chatarra Fe
Cemento a la Fundición
Agua Madre
Solución ferrosa al Río Yauli
Oxidación N eu tralización
F iltración
Celdas d e C ristalización
Cemen tación
Solución drenada (Bleed off) de Casa Celdas
Chatarra Cu
Aire - Vapor
Sulfato de Cobre
C hatarra Fe C emento a la Fundición
Agua Madre
Solución ferrosa a Planta de Cadmio
16
COMPLETED WORK
PHASE I: After the engineering development, the tests performed on an industrial scale were successful and process parameters were confirmed at the oxidation/neutralization stage, forming iron arsenates, which after filtering were recycled to the copper foundry and the purified solution with low impurity contents was used to produce commercial quality crystallized copper sulfate.
At this stage, a semiautomatic FSD filter, a DURCO 100 gl/min pump, a 18 m3 modified design reactor tank (H/D ratio = 1.7) replacing the original 9 m3 one and a piping network and PH control instrument were installed. The pertinent civil works were carried out and new metal structures were assembled while existing ones were reinforced.
The implementation of this phase took place between August 2001 and March 2002 and led to a Yauli river discharge reduction from 60 to 50 m3/day on average.
PHASE II: Two modified design tanks were fabricated and installed, which enabled the improved reaction kinetics of the new process. One of the tanks was fabricated and installed to store the filtered copper sulfate solution and the other was intended to store mother liquor solution. Two pumps were purchased for solutions transfill and the necessary civil works were performed.
Operating and process parameters were optimized, therefore reducing reaction times and confirming the need to use 5 newly designed neutralization tanks to treat all the bleed off solution generated by the refinery.
With the information thus obtained, detail engineering was generated and developed for Phase III of the project.
PHASE III: In this phase, two tanks were fabricated and installed to complete the tank farm of five oxidation-neutralization tanks required to treat the whole of the bleed off solution generated by the copper refinery. Besides, two stainless steel Jumbo cells provided with cooling water linings were constructed and installed, which reduced copper sulfate crystallization time and made this process stage more fluent (changing from 72 to 20 hours), a booth was constructed to house control instruments, a 25 m3 stainless steel tank was fabricated to store mother liquor solution, and two cylindrical tanks with a capacity of 9,000 gallons each were conditioned to store condensate water, in replacement of the one currently in use.
At this stage of the project, effluents to Yauli river managed to be reduced to “zero effluents”.
ENVIRONMENTAL ACHIEVEMENT
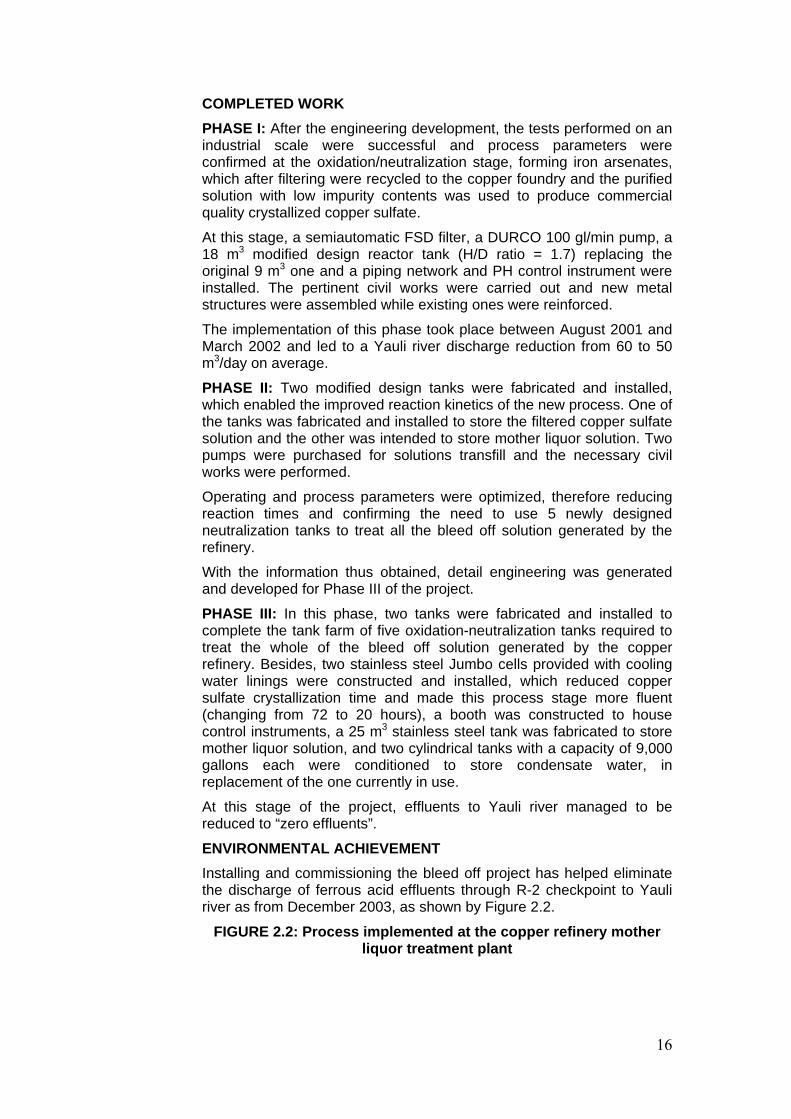
Installing and commissioning the bleed off project has helped eliminate the discharge of ferrous acid effluents through R-2 checkpoint to Yauli river as from December 2003, as shown by Figure 2.2.
FIGURE 2.2: Process implemented at the copper refinery mother liquor treatment plant
17
2.2.2. INDUSTRIAL EFFLUENTS TREATMENT PLANT (PAMA 8)
PURPOSE
Treatment of liquid effluents generated at La Oroya metallurgical complex to reduce contaminating components to allowable levels according to current legal regulations for liquid effluents in the mining-metallurgical business (Ministry Resolution No. 011-96-EM/VMM).
INVESTMENT
The amount invested on this project was US$ 38,584,448.
DESCRIPTION / SCOPE
The project included the installation of piping networks to collect the effluents generated at the metallurgical complex, such as process water, acid water and rainwater (Phase I), the construction of pumping chambers and three equalizer tanks for separation and/or mixture of liquid effluents according to their specifications (Phase II), and the construction and commissioning of the plant including process tests and final adjustment (Phase III). Cooling water not in contact with the process is recirculated.
The engineering for the industrial effluents treatment plant was developed by Montgomery Watson Harza consultants, a company widely experienced in this kind of plants all over the world.
Civil works were carried out by Globestar S.A.C., Fujita Gumi S.A.C. and ARSAC. Electromechanical and control equipment was purchased from Peruvian and foreign companies. Installation and assembly took place between October and December 2006, as was also the case with the integration of remote control and monitoring systems, with the participation of Siesa, Siemens, Control system y Control total companies.
Testing and operation were supervised by Montgomery Watson Harza consultants.
18
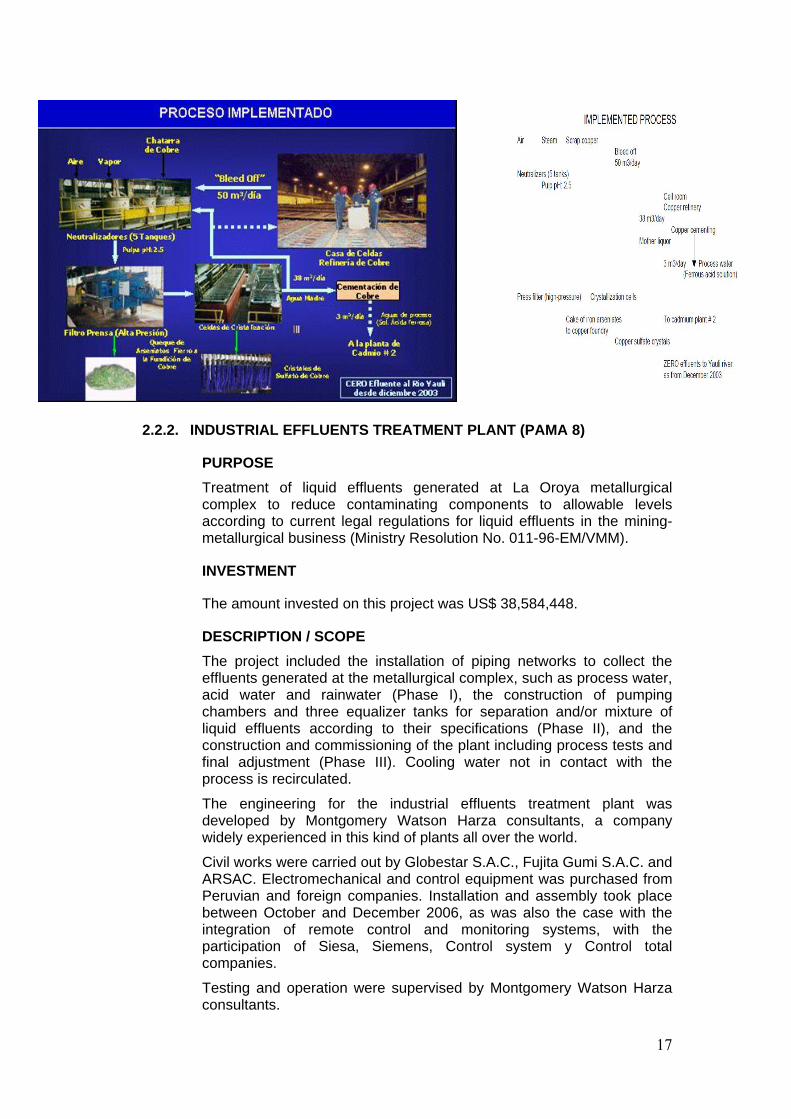
COMPLETED WORK
PHASE I: Collection system, installation of piping networks to collect effluents according to their specifications.
PHOTO 2.1 Installation of HDPE boxes and pipes to the pumping station
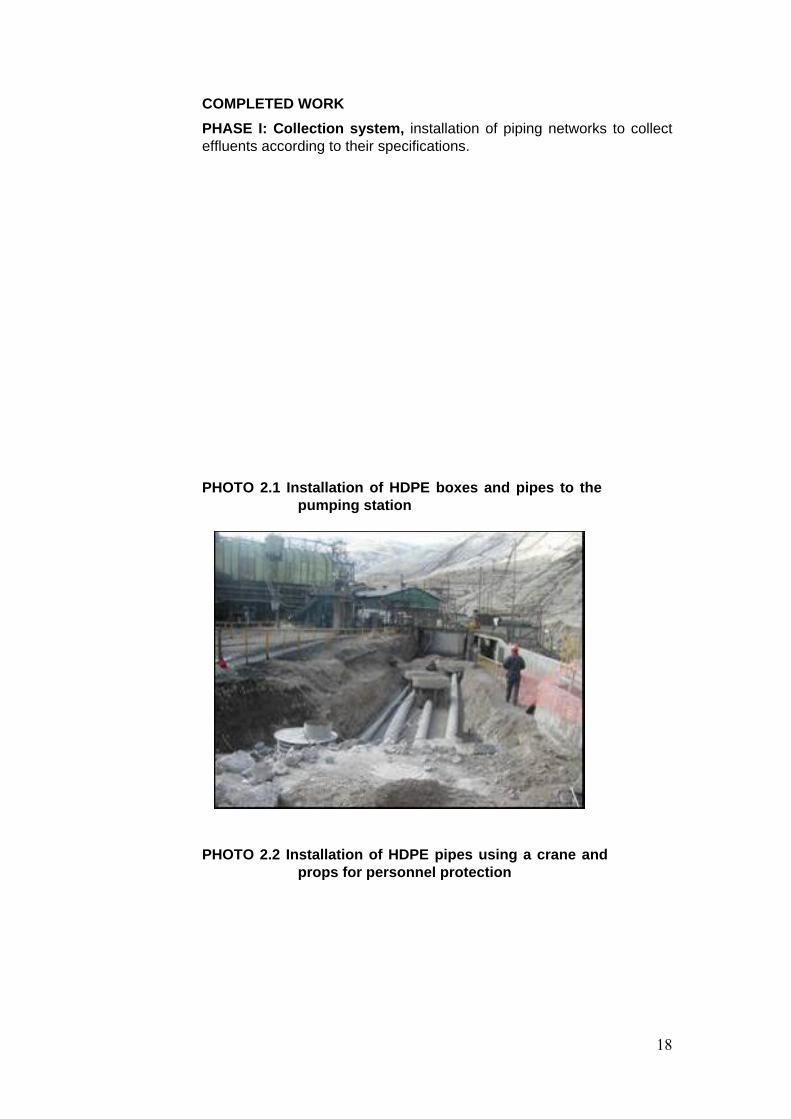
PHOTO 2.2 Installation of HDPE pipes using a crane and props for personnel protection
19
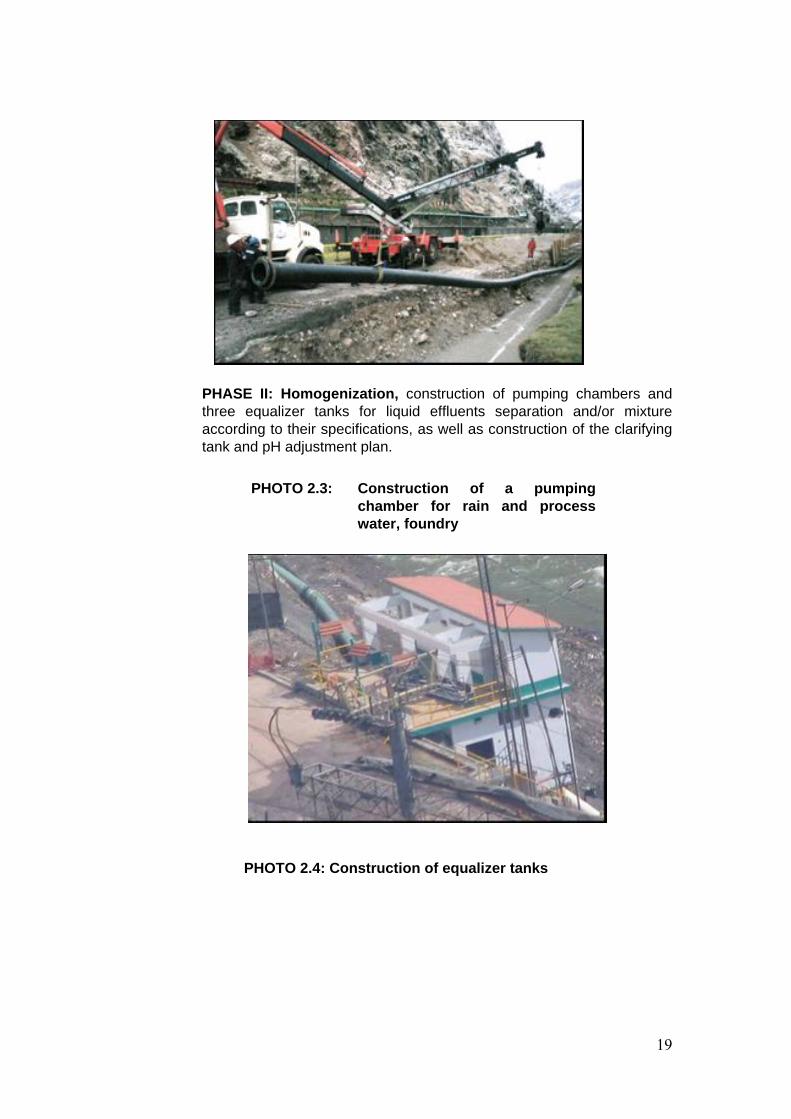
PHASE II: Homogenization, construction of pumping chambers and three equalizer tanks for liquid effluents separation and/or mixture according to their specifications, as well as construction of the clarifying tank and pH adjustment plan.
PHOTO 2.3: Construction of a pumping chamber for rain and process water, foundry
PHOTO 2.4: Construction of equalizer tanks
20
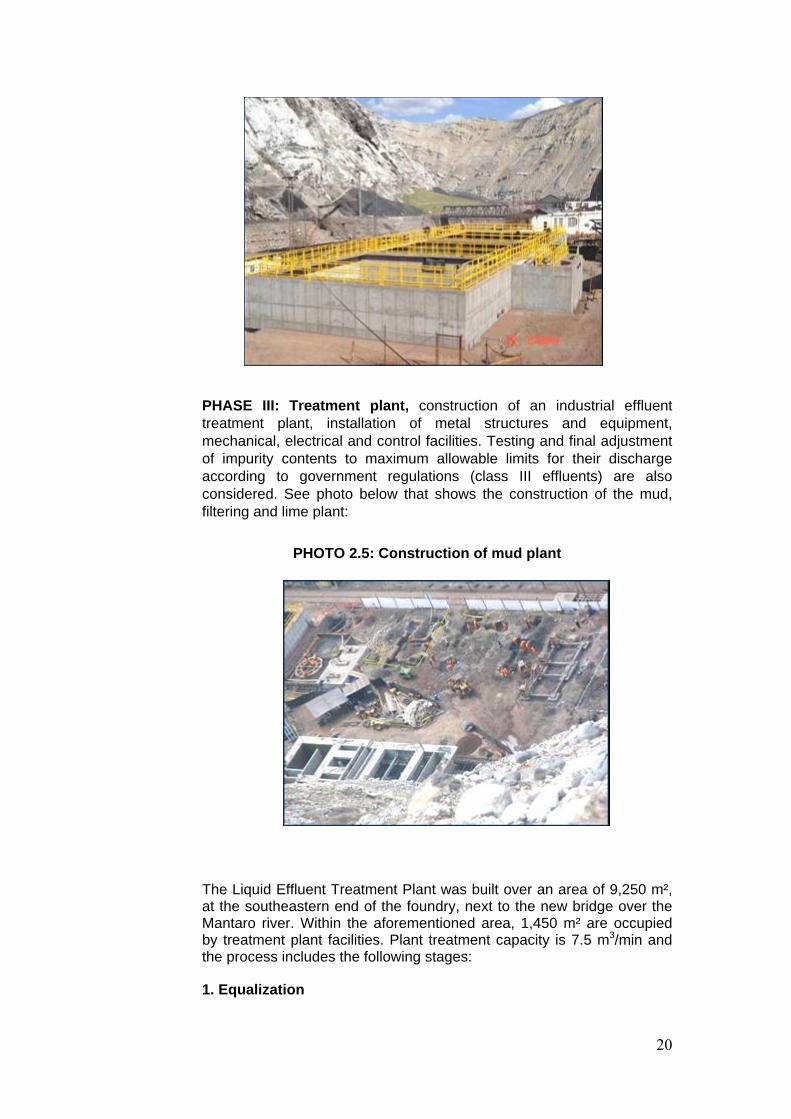
PHASE III: Treatment plant, construction of an industrial effluent treatment plant, installation of metal structures and equipment, mechanical, electrical and control facilities. Testing and final adjustment of impurity contents to maximum allowable limits for their discharge according to government regulations (class III effluents) are also considered. See photo below that shows the construction of the mud, filtering and lime plant:
PHOTO 2.5: Construction of mud plant
The Liquid Effluent Treatment Plant was built over an area of 9,250 m², at the southeastern end of the foundry, next to the new bridge over the Mantaro river. Within the aforementioned area, 1,450 m² are occupied by treatment plant facilities. Plant treatment capacity is 7.5 m3/min and the process includes the following stages:
1. Equalization
21
At this stage, effluents generated at the metallurgical complex are received in three different chambers according to their specifications – process water, acid water and rainwater – and are treated for pH adjustment up to 7 by adding lime slurry.
2. Metal Precipitation - Clarification
At this stage of the process, effluents from the 3 equalizer tanks are mixed in a single line feeding the reaction chambers, where metal precipitation takes place.
The metal precipitation process consists in increasing the pH level of pretreated solutions to pH values above 11 by adding a lime or caustic soda slurry, thus forming insoluble metal hydroxides in two phases: (1) liquid phase – clarified water and (2) solid phase – precipitated mud, settled and captured by tubular modules and then delivered to mud tanks.
3. Mud Dehydration
The solids settled at clarifier facilities (underflow) are delivered to two metal tanks, each with a capacity of 100 m³, to be then transferred to press filters for filtering and dehydration.
The solids arising from filtering are directly discharged to a hopper under each filter provided with a conveyor screw for discharge. The product is sent to smelting beds to be mixed with the appropriate concentrates for metallurgical processing.
4. Final pH Adjustment
The solution treated by clarifiers is sent to the final pH adjustment stage by adding sulfuric acid. The solution thus treated and keeping a pH value between 6 and 9 is directly discharged to Mantaro river according to established standards.
SUPPLEMENTARY AUXILIARY PROJECTS:
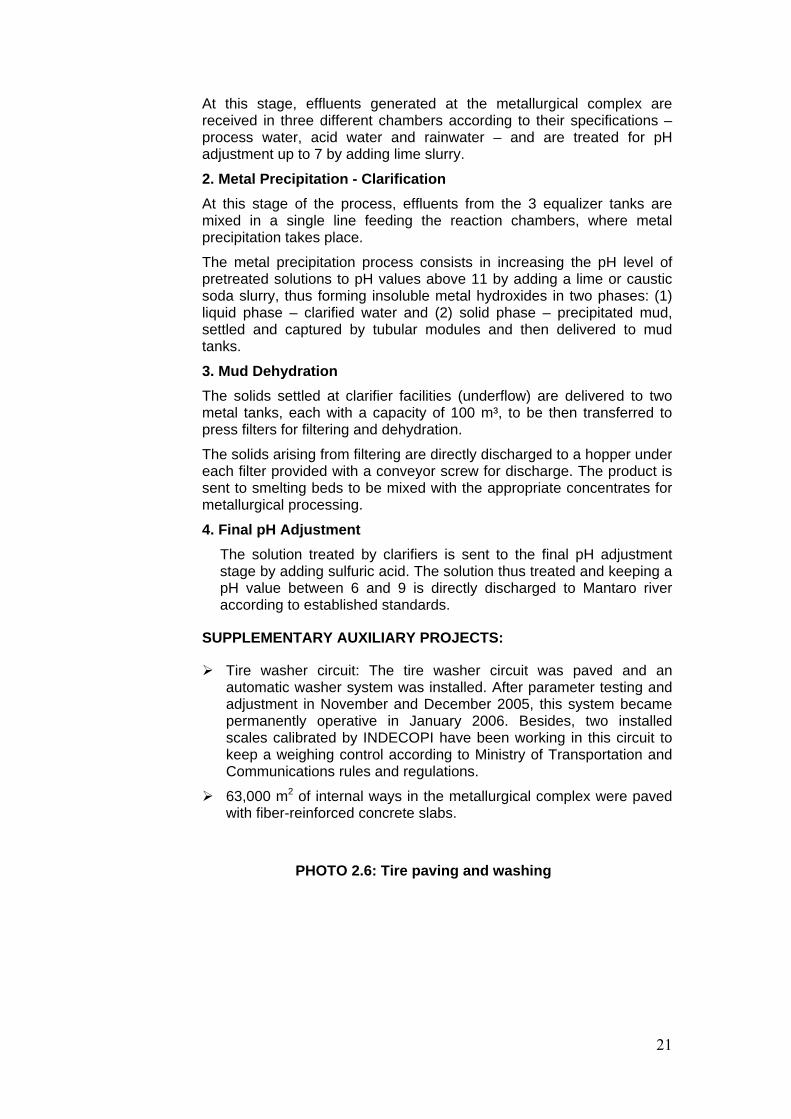
Tire washer circuit: The tire washer circuit was paved and an automatic washer system was installed. After parameter testing and adjustment in November and December 2005, this system became permanently operative in January 2006. Besides, two installed scales calibrated by INDECOPI have been working in this circuit to keep a weighing control according to Ministry of Transportation and Communications rules and regulations.
63,000 m2 of internal ways in the metallurgical complex were paved with fiber-reinforced concrete slabs.
PHOTO 2.6: Tire paving and washing
22
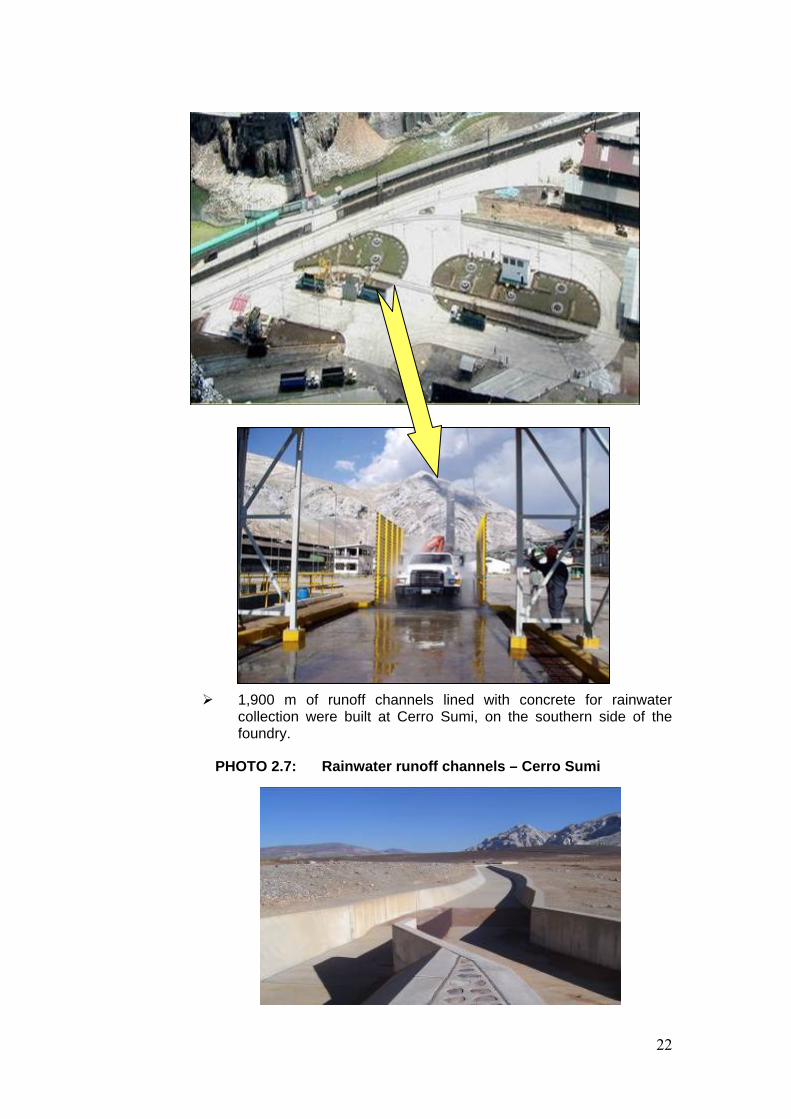
1,900 m of runoff channels lined with concrete for rainwater collection were built at Cerro Sumi, on the southern side of the foundry.
PHOTO 2.7: Rainwater runoff channels – Cerro Sumi
23
Cadmium and indium plant demolition
Cadmium and indium plants were relocated to clear the area and start the second stage of construction and the third stage of the treatment plant.
PHOTO 2.8: Cadmium plant demolition
PHOTO 2.9: New cadmium plant
24
PHOTO 2.10: Old indium plant
PHOTO 2.11: New indium plant
25
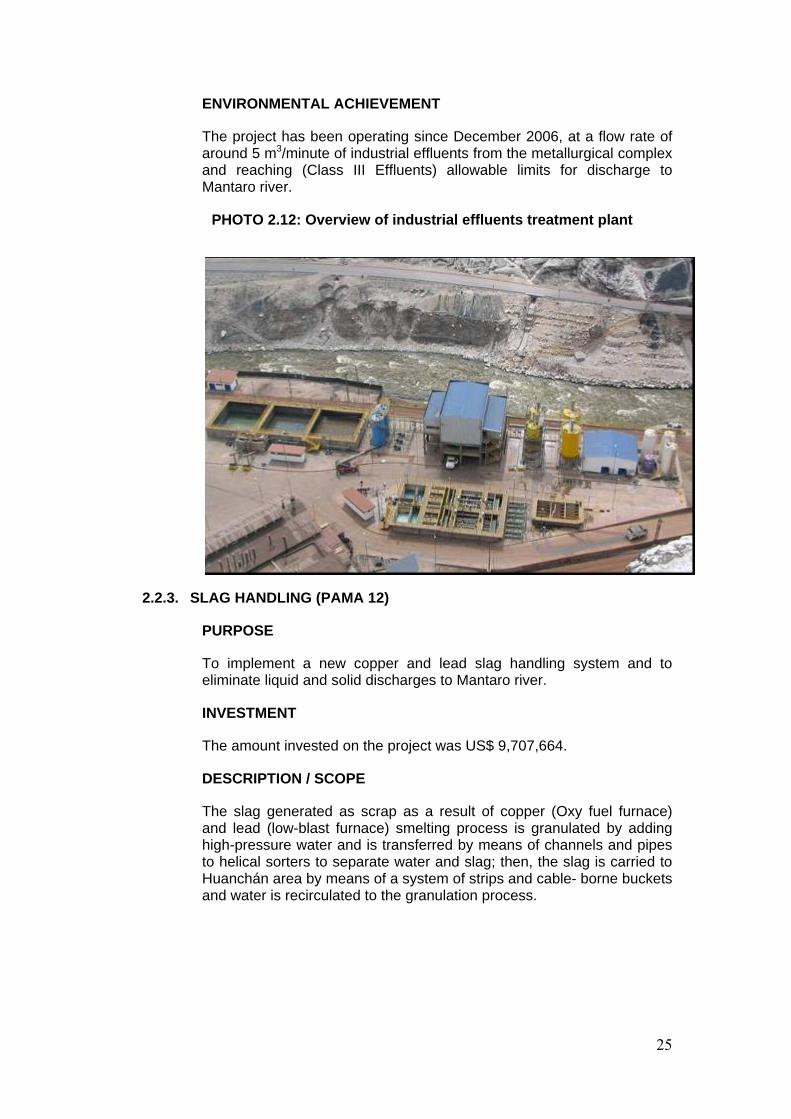
ENVIRONMENTAL ACHIEVEMENT
The project has been operating since December 2006, at a flow rate of around 5 m3/minute of industrial effluents from the metallurgical complex and reaching (Class III Effluents) allowable limits for discharge to Mantaro river.
PHOTO 2.12: Overview of industrial effluents treatment plant
2.2.3. SLAG HANDLING (PAMA 12)
PURPOSE
To implement a new copper and lead slag handling system and to eliminate liquid and solid discharges to Mantaro river.
INVESTMENT
The amount invested on the project was US$ 9,707,664.
DESCRIPTION / SCOPE
The slag generated as scrap as a result of copper (Oxy fuel furnace) and lead (low-blast furnace) smelting process is granulated by adding high-pressure water and is transferred by means of channels and pipes to helical sorters to separate water and slag; then, the slag is carried to Huanchán area by means of a system of strips and cable- borne buckets and water is recirculated to the granulation process.
26
The slag conveyance capacity of the industrial cable-borne system is 80 tons/hour, at a speed of 1.5 m/sec. At present, the average rate of work is 70 tons/hour and 18 hours/day.
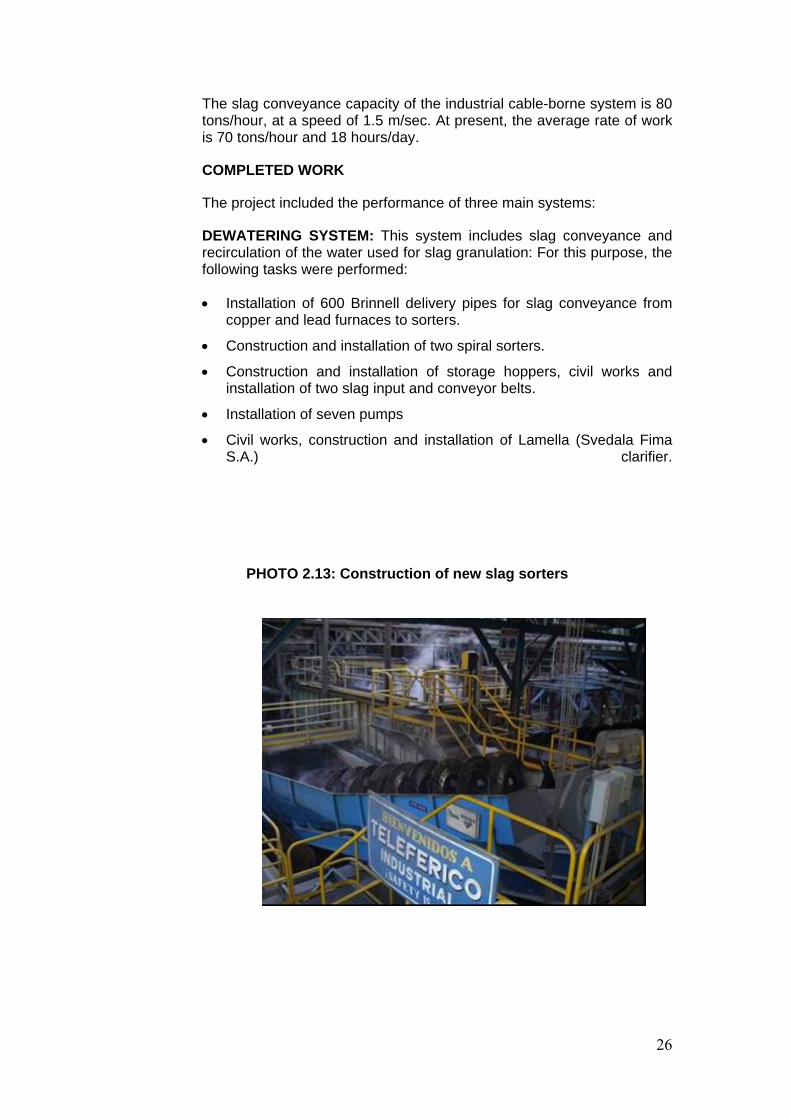
COMPLETED WORK
The project included the performance of three main systems:
DEWATERING SYSTEM: This system includes slag conveyance and recirculation of the water used for slag granulation: For this purpose, the following tasks were performed:
Installation of 600 Brinnell delivery pipes for slag conveyance from copper and lead furnaces to sorters.
Construction and installation of two spiral sorters.
Construction and installation of storage hoppers, civil works and installation of two slag input and conveyor belts.
Installation of seven pumps
Civil works, construction and installation of Lamella (Svedala Fima S.A.) clarifier.
PHOTO 2.13: Construction of new slag sorters
27
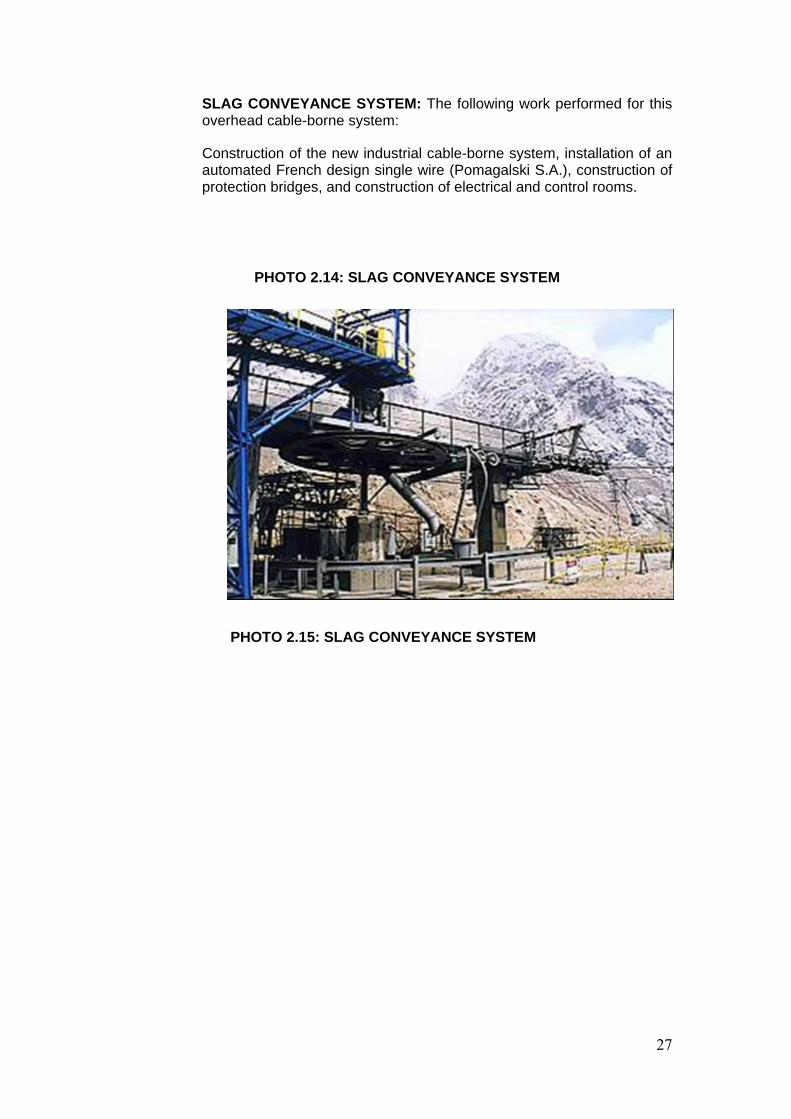
SLAG CONVEYANCE SYSTEM: The following work performed for this overhead cable-borne system:
Construction of the new industrial cable-borne system, installation of an automated French design single wire (Pomagalski S.A.), construction of protection bridges, and construction of electrical and control rooms.
PHOTO 2.14: SLAG CONVEYANCE SYSTEM
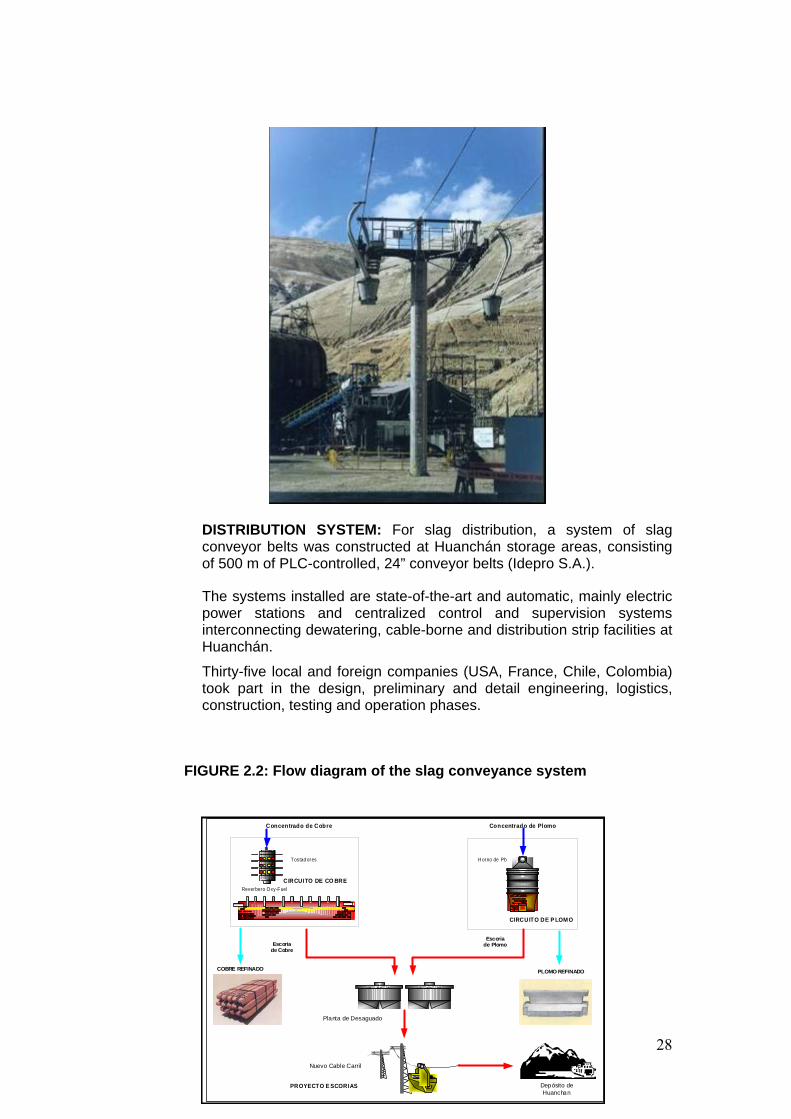
PHOTO 2.15: SLAG CONVEYANCE SYSTEM
28
DISTRIBUTION SYSTEM: For slag distribution, a system of slag conveyor belts was constructed at Huanchán storage areas, consisting of 500 m of PLC-controlled, 24” conveyor belts (Idepro S.A.).
The systems installed are state-of-the-art and automatic, mainly electric power stations and centralized control and supervision systems interconnecting dewatering, cable-borne and distribution strip facilities at Huanchán.
Thirty-five local and foreign companies (USA, France, Chile, Colombia) took part in the design, preliminary and detail engineering, logistics, construction, testing and operation phases.
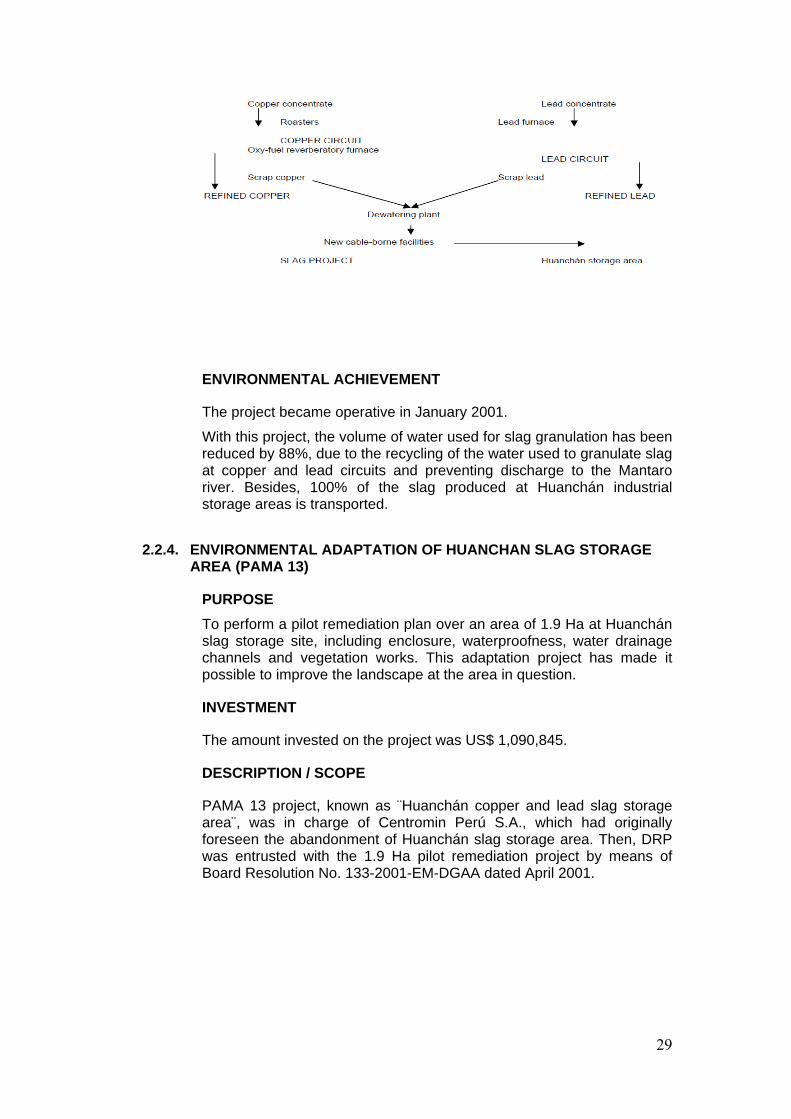
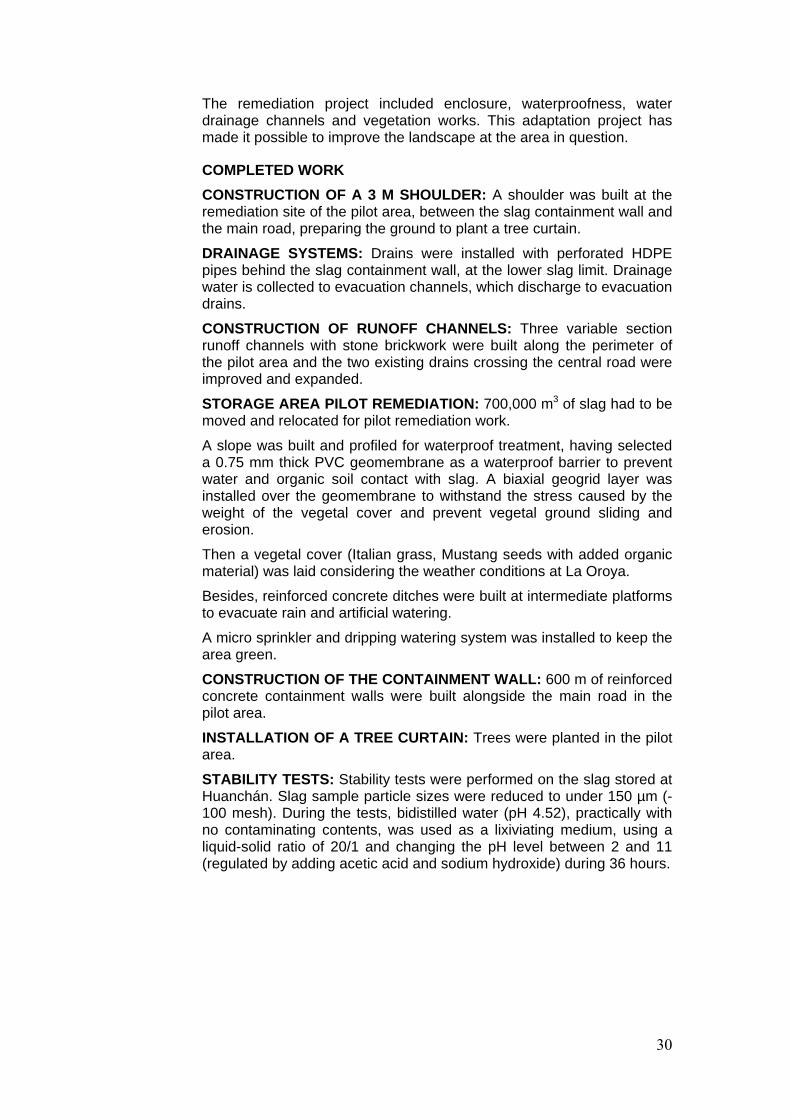
FIGURE 2.2: Flow diagram of the slag conveyance system
Reverbero Oxy-Fuel
CIRCUITO DE CO BRE
Tostad ores
Depósito deHuanchan
CIRCUITO DE P LOMO
H orno de Pb
Planta de Desaguado
Concentrado de PlomoConcentrado de Cobre
Escoriade Cobre
Escoriade Plomo
PROYECTO E SCORIAS
COBRE REFINADO PLOMO REFINADO
Nuevo Cable Carril
29
ENVIRONMENTAL ACHIEVEMENT
The project became operative in January 2001.
With this project, the volume of water used for slag granulation has been reduced by 88%, due to the recycling of the water used to granulate slag at copper and lead circuits and preventing discharge to the Mantaro river. Besides, 100% of the slag produced at Huanchán industrial storage areas is transported.
2.2.4. ENVIRONMENTAL ADAPTATION OF HUANCHAN SLAG STORAGE AREA (PAMA 13)
PURPOSE
To perform a pilot remediation plan over an area of 1.9 Ha at Huanchán slag storage site, including enclosure, waterproofness, water drainage channels and vegetation works. This adaptation project has made it possible to improve the landscape at the area in question.
INVESTMENT
The amount invested on the project was US$ 1,090,845.
DESCRIPTION / SCOPE
PAMA 13 project, known as ¨Huanchán copper and lead slag storage area¨, was in charge of Centromin Perú S.A., which had originally foreseen the abandonment of Huanchán slag storage area. Then, DRP was entrusted with the 1.9 Ha pilot remediation project by means of Board Resolution No. 133-2001-EM-DGAA dated April 2001.
30
The remediation project included enclosure, waterproofness, water drainage channels and vegetation works. This adaptation project has made it possible to improve the landscape at the area in question.
COMPLETED WORK
CONSTRUCTION OF A 3 M SHOULDER: A shoulder was built at the remediation site of the pilot area, between the slag containment wall and the main road, preparing the ground to plant a tree curtain.
DRAINAGE SYSTEMS: Drains were installed with perforated HDPE pipes behind the slag containment wall, at the lower slag limit. Drainage water is collected to evacuation channels, which discharge to evacuation drains.
CONSTRUCTION OF RUNOFF CHANNELS: Three variable section runoff channels with stone brickwork were built along the perimeter of the pilot area and the two existing drains crossing the central road were improved and expanded.
STORAGE AREA PILOT REMEDIATION: 700,000 m3 of slag had to be moved and relocated for pilot remediation work.
A slope was built and profiled for waterproof treatment, having selected a 0.75 mm thick PVC geomembrane as a waterproof barrier to prevent water and organic soil contact with slag. A biaxial geogrid layer was installed over the geomembrane to withstand the stress caused by the weight of the vegetal cover and prevent vegetal ground sliding and erosion.
Then a vegetal cover (Italian grass, Mustang seeds with added organic material) was laid considering the weather conditions at La Oroya.
Besides, reinforced concrete ditches were built at intermediate platforms to evacuate rain and artificial watering.
A micro sprinkler and dripping watering system was installed to keep the area green.
CONSTRUCTION OF THE CONTAINMENT WALL: 600 m of reinforced concrete containment walls were built alongside the main road in the pilot area.
INSTALLATION OF A TREE CURTAIN: Trees were planted in the pilot area.
STABILITY TESTS: Stability tests were performed on the slag stored at Huanchán. Slag sample particle sizes were reduced to under 150 µm (-100 mesh). During the tests, bidistilled water (pH 4.52), practically with no contaminating contents, was used as a lixiviating medium, using a liquid-solid ratio of 20/1 and changing the pH level between 2 and 11 (regulated by adding acetic acid and sodium hydroxide) during 36 hours.
31
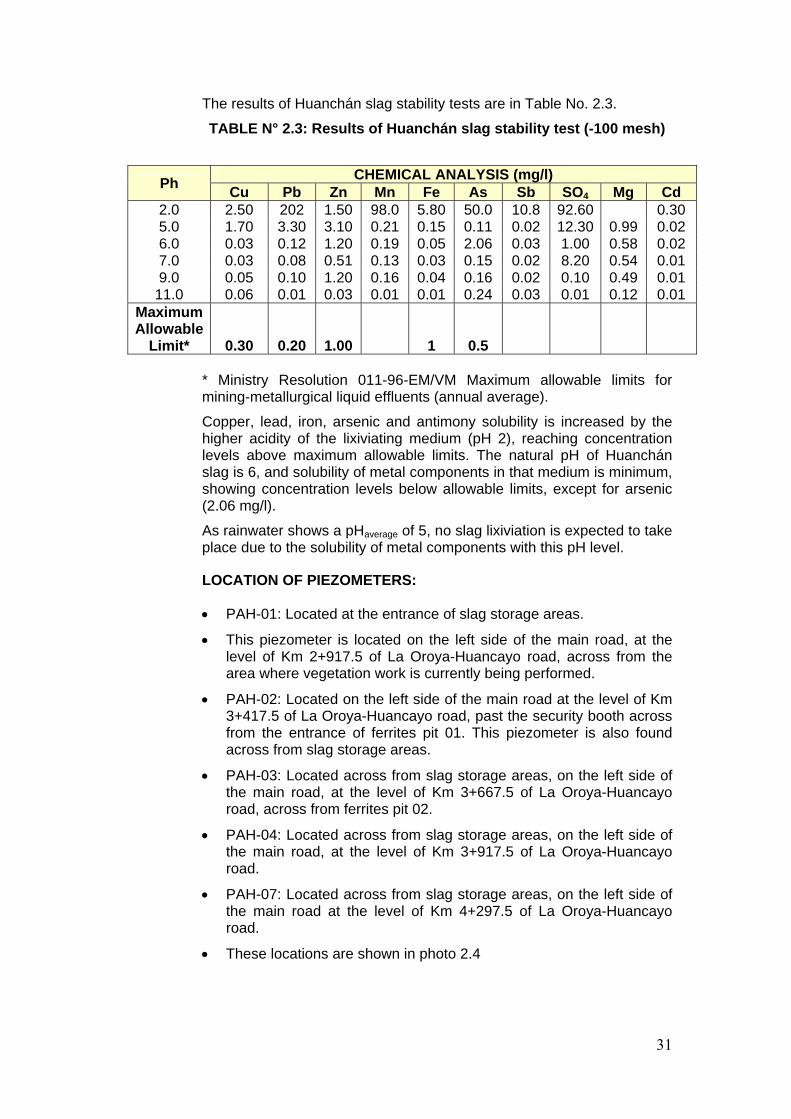
The results of Huanchán slag stability tests are in Table No. 2.3.
TABLE N° 2.3: Results of Huanchán slag stability test (-100 mesh)
* Ministry Resolution 011-96-EM/VM Maximum allowable limits for mining-metallurgical liquid effluents (annual average).
Copper, lead, iron, arsenic and antimony solubility is increased by the higher acidity of the lixiviating medium (pH 2), reaching concentration levels above maximum allowable limits. The natural pH of Huanchán slag is 6, and solubility of metal components in that medium is minimum, showing concentration levels below allowable limits, except for arsenic (2.06 mg/l).
As rainwater shows a pHaverage of 5, no slag lixiviation is expected to take place due to the solubility of metal components with this pH level.
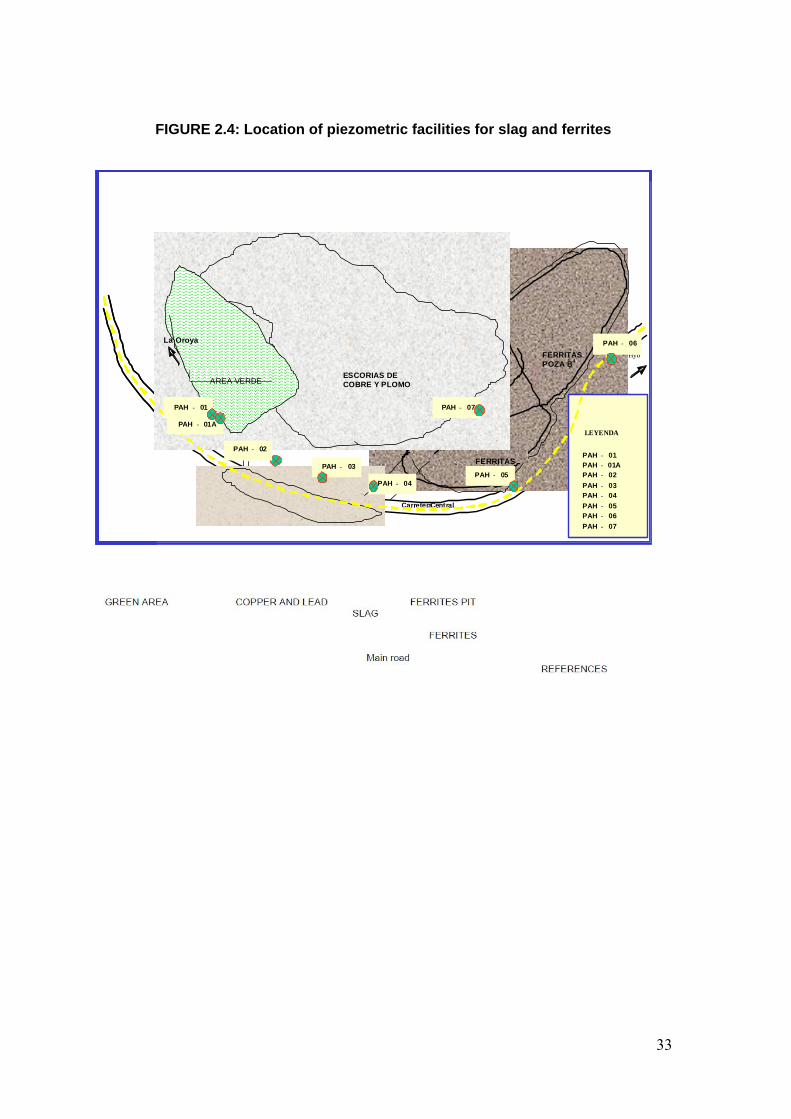
LOCATION OF PIEZOMETERS:
PAH-01: Located at the entrance of slag storage areas.
This piezometer is located on the left side of the main road, at the level of Km 2+917.5 of La Oroya-Huancayo road, across from the area where vegetation work is currently being performed.
PAH-02: Located on the left side of the main road at the level of Km 3+417.5 of La Oroya-Huancayo road, past the security booth across from the entrance of ferrites pit 01. This piezometer is also found across from slag storage areas.
PAH-03: Located across from slag storage areas, on the left side of the main road, at the level of Km 3+667.5 of La Oroya-Huancayo road, across from ferrites pit 02.
PAH-04: Located across from slag storage areas, on the left side of the main road, at the level of Km 3+917.5 of La Oroya-Huancayo road.
PAH-07: Located across from slag storage areas, on the left side of the main road at the level of Km 4+297.5 of La Oroya-Huancayo road.
These locations are shown in photo 2.4
Ph CHEMICAL ANALYSIS (mg/l)
Cu Pb Zn Mn Fe As Sb SO4 Mg Cd 2.0 2.50 202 1.50 98.0 5.80 50.0 10.8 92.60 0.30 5.0 1.70 3.30 3.10 0.21 0.15 0.11 0.02 12.30 0.99 0.02 6.0 0.03 0.12 1.20 0.19 0.05 2.06 0.03 1.00 0.58 0.02 7.0 0.03 0.08 0.51 0.13 0.03 0.15 0.02 8.20 0.54 0.01 9.0 0.05 0.10 1.20 0.16 0.04 0.16 0.02 0.10 0.49 0.01
11.0 0.06 0.01 0.03 0.01 0.01 0.24 0.03 0.01 0.12 0.01 Maximum Allowable
Limit* 0.30 0.20 1.00 1 0.5
32
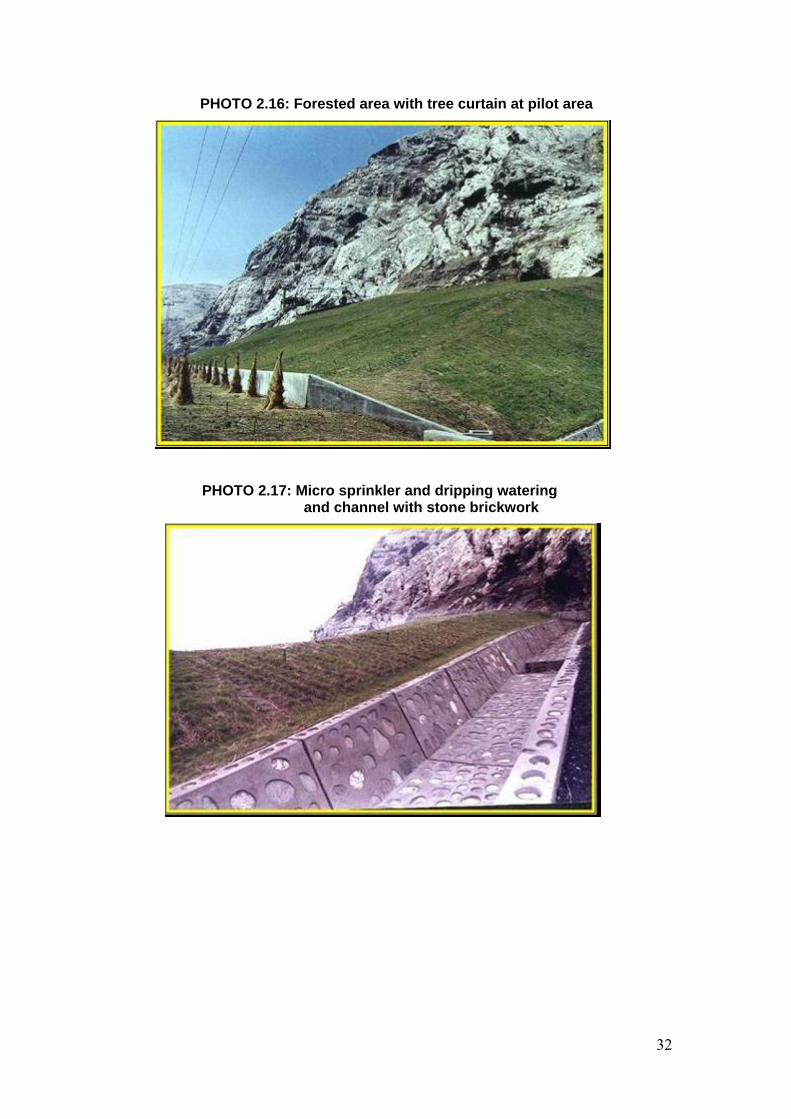
PHOTO 2.16: Forested area with tree curtain at pilot area
PHOTO 2.17: Micro sprinkler and dripping watering and channel with stone brickwork
33
FIGURE 2.4: Location of piezometric facilities for slag and ferrites
LEYENDA
PAH - 01
PAH - 01APAH - 02
PAH - 03
PAH - 04
PAH - 05
PAH - 06
PAH - 07
Hyo
La Oroya
CarreteraCentral
PAH - 01
PAH - 01A
PAH - 02
PAH - 03
PAH - 04
PAH - 07
PAH - 05
PAH - 06
FERRITASPOZA Bº 4
FERRITAS
ESCORIAS DE COBRE Y PLOMOAREA VERDE
LEYENDA
PAH - 01
PAH - 01APAH - 02
PAH - 03
PAH - 04
PAH - 05
PAH - 06
PAH - 07
Hyo
La Oroya
CarreteraCentral
PAH - 01
PAH - 01A
PAH - 02
PAH - 03
PAH - 04
PAH - 07
PAH - 05
PAH - 06
FERRITASPOZA Bº 4
FERRITAS
ESCORIAS DE COBRE Y PLOMOAREA VERDE
34
2.2.5. CONDITIONING OF HUANCHAN FERRITES STORAGE AREA (PAMA
15)
PURPOSE
To guarantee carriage and storage of zinc ferrites in the form of a cake (industrial waste from zinc lixiviation) in an environmentally safe manner and to meet PAMA commitment as to the handling of fresh zinc ferrites.
Also, to ensure the stability of new and old storage areas.
INVESTMENT
The amount invested on the project was US$ 2,103,995.
DESCRIPTION / SCOPE
According to Section 1 subsection c) of Board Resolution No. 28-2002-EM-DGAA dated January 25, 2002, the Ministry of Energy and Mines approved Project 7 for Huanchán ferrites storage area conditioning.
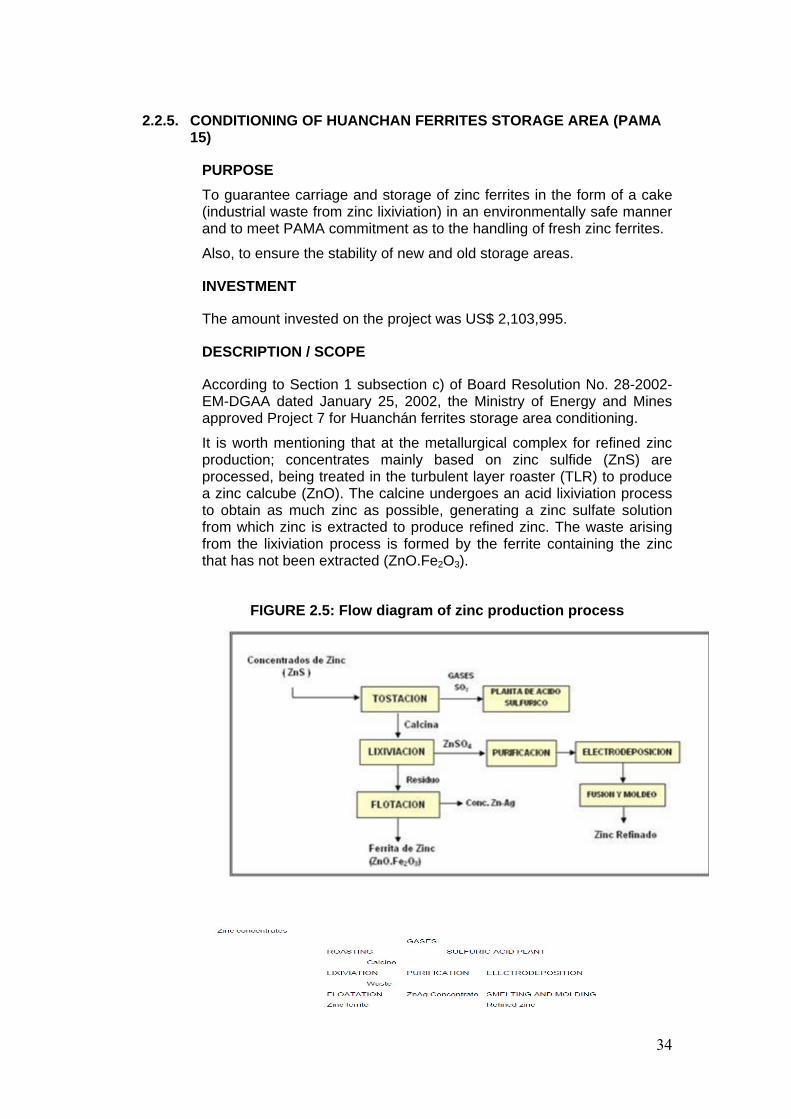
It is worth mentioning that at the metallurgical complex for refined zinc production; concentrates mainly based on zinc sulfide (ZnS) are processed, being treated in the turbulent layer roaster (TLR) to produce a zinc calcube (ZnO). The calcine undergoes an acid lixiviation process to obtain as much zinc as possible, generating a zinc sulfate solution from which zinc is extracted to produce refined zinc. The waste arising from the lixiviation process is formed by the ferrite containing the zinc that has not been extracted (ZnO.Fe2O3).
FIGURE 2.5: Flow diagram of zinc production process
35
The project consisted in providing a waterproof treatment to the ferrites pit known as 4A and 4B, located between Km 3.700 and Km 4.600 on the left side of La Oroya – Huancayo main road.
HTDP membranes were used for the waterproof treatment, as well as for the drainage piping and sprinkler watering systems.
For stability purposes, stability tests were performed and slopes around pits were reinforced.
Actions were analyzed and implemented to handle and carry ferrites from the plant to the storage area, including the construction of tire washers both at the plant and at the storage area.
COMPLETED WORK
The project included two stages:
1. Storage of zinc ferrites
After several studies and field tests, the handling of ferrites (zinc lixiviation waste) was defined as a paste or cake with humidity levels around 45%, thus ensuring a safe carriage, no material dispersion by the wind, and an arrangement without generating effluents causing an impact on the receiving body as they are discharged or filtered. The following actions were developed and implemented for this purpose:
Transportation:
Conventional hoppers in dump trucks were modified according to a design developed by DRP, allowing ferrite paste carriage without spillage or leakage from Zileret plant, inside the metallurgical complex, to pit # 4 at Huanchán.
PHOTO 2.18 Ferrite arrangement in hopper and discharge at Huanchán
.
New storage pit:
An area of 43,065 m2 (60 %) of old pit # 4 was made waterproof, and for this purpose existing ferrites were compacted and a perimeter dam was formed, using landfill and minimum compacting of the 90% modified proctor. The dam reaches a height of 12 m in the area facing the side of the hill (discharge slope) and 4.5 m at the end facing the main road and the waterproof pit at the bottom,
36
slopes and upper edge, using 48,484 m2 of 1.5 mm HDPE geomembrane.
Rainwater management:
Despite its high rate of evaporation, the following actions were adopted to handle rainwater:
Installation of a full drainage and collection system for the effluent coming from the storage area, formed by the water arising from ferrites exudation and by the rainwater trapped in the storage site. The system consists of two drainage channels at the bottom of the pit, using 8” diameter HDPE pipes with ¼” holes for draining any rainwater accumulation.
Construction of two collecting pits for water drainage inside the pit and installation of a submersible electrical pump fitted with level check for rainwater pumping to the sprinkler watering system.
Installation of a sprinkler watering system using 4¨ and 2¨ PV pipes as well as ¾¨ sprinklers.
Installation of electrical poles for pumps and lighting.
Installation of piezometers for slope stability monitoring and control purposes.
2. Construction and setting into operation of runoff channels
Drainage channels were repaired and set into operation at the back of the slope by means of variable section stone brickwork: 950 m of existing channel were repaired and 450 m of new channel were constructed. Besides, 650 m of existing channel were cleared and made operative.
PHOTO 2.19: Channel construction and setting into operation
37
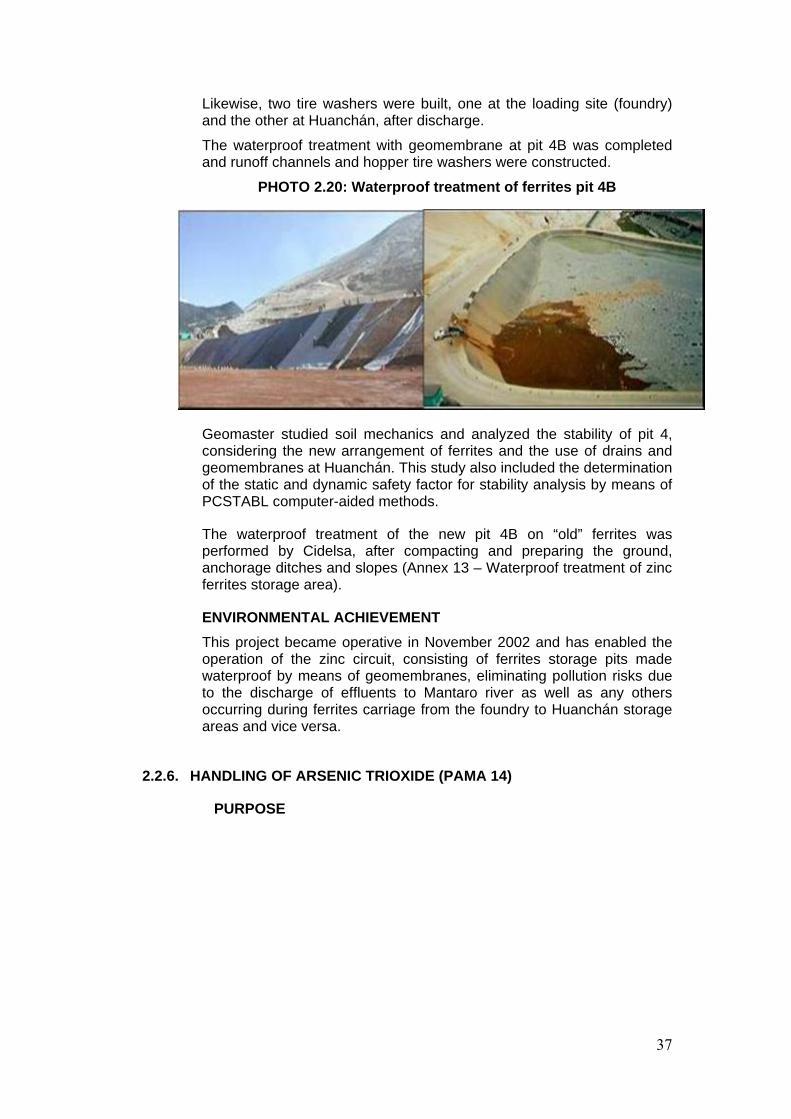
Likewise, two tire washers were built, one at the loading site (foundry) and the other at Huanchán, after discharge.
The waterproof treatment with geomembrane at pit 4B was completed and runoff channels and hopper tire washers were constructed.
PHOTO 2.20: Waterproof treatment of ferrites pit 4B
Geomaster studied soil mechanics and analyzed the stability of pit 4, considering the new arrangement of ferrites and the use of drains and geomembranes at Huanchán. This study also included the determination of the static and dynamic safety factor for stability analysis by means of PCSTABL computer-aided methods.
The waterproof treatment of the new pit 4B on “old” ferrites was performed by Cidelsa, after compacting and preparing the ground, anchorage ditches and slopes (Annex 13 – Waterproof treatment of zinc ferrites storage area).
ENVIRONMENTAL ACHIEVEMENT
This project became operative in November 2002 and has enabled the operation of the zinc circuit, consisting of ferrites storage pits made waterproof by means of geomembranes, eliminating pollution risks due to the discharge of effluents to Mantaro river as well as any others occurring during ferrites carriage from the foundry to Huanchán storage areas and vice versa.
2.2.6. HANDLING OF ARSENIC TRIOXIDE (PAMA 14)
PURPOSE
38
Implementation of a system for the handling, transport and final disposal of the arsenic trioxide under US EPA standards.
INVESTMENT
The total investment was of US$ 2,419,615
DESCRIPTION / SCOPE
The project consisted in the construction, at the area known as VADO (located at 9 km from La Oroya), of two potholes with double waterproofing layer over a claypan; a main pothole for the disposal of arsenic trioxide and other one for the handling of liquids.
This project of ZERO discharge philosophy considered the handling of arsenic trioxide at the plant, the construction of a torpedo car for the transport and the discharge in the deposit. It must be indicated that the arsenic trioxide is stored with cement and lime inside the torpedo car before being sent to Vado. There, water is added producing a mix before being deposited at the deposit.
Doe Run Peru treats copper, lead and zinc concentrates that include impurities like the arsenic, antimony and bismuth, among others. One of the forms to drain arsenic consists in the arsenic trioxide production in the Copper, Arsenic and Antimony Roasters Plants.
In the Copper, Arsenic and Antimony Roasters Plants, copper concentrates with a high level of arsenic are treated to produce a copper calcine and a gas with a high level of As4O6 that is treated in the arsenic electrostatic precipitator to obtain dust containing approximately 50 to 60% of arsenic.
The dust arising from the lead and copper pyrometallurgical processes recovered in the Cottrell Central is also treated in this plant to produce a calcine called Cottrell Central Roasted Dust (Polvo de Cottrell Central Tostado, PCCT) and a gas that together with the gas of the copper concentrate roasters follow the same treatment in the arsenic electrostatic precipitator.
The dust recovered in the arsenic Cottrell is mixed with a sulfur addition (copper or pyrite bed) and treated in a multiple hearth roaster to produce a copper calcine and a gas containing As2O3. This gas is treated in condensers (kitchens) where, due to the temperature drop, the As2O3 precipitates and then is sold or stored.
For its environmental storage, DRP designed and built a deposit in the area of VADO that, for a useful life of 25 years, covers an area of 270 m length and 75 m (average) width with a useful depth of 8 m. The construction will be carried out in multiple cells, the first one being of 98 m x 70 m.
The disposal of arsenic trioxide is carried out in the form of pulp mixed with cement, lime and water. This deposit has a double layer waterproofing system for which a 60 mils (1.5 mm) textured geomembrane, geotextile, clay, gravel and washed sand were used. This waterproofing system is considered the safest system for the disposal of dangerous materials and conforms to the requirements of the US EPA standards.
39
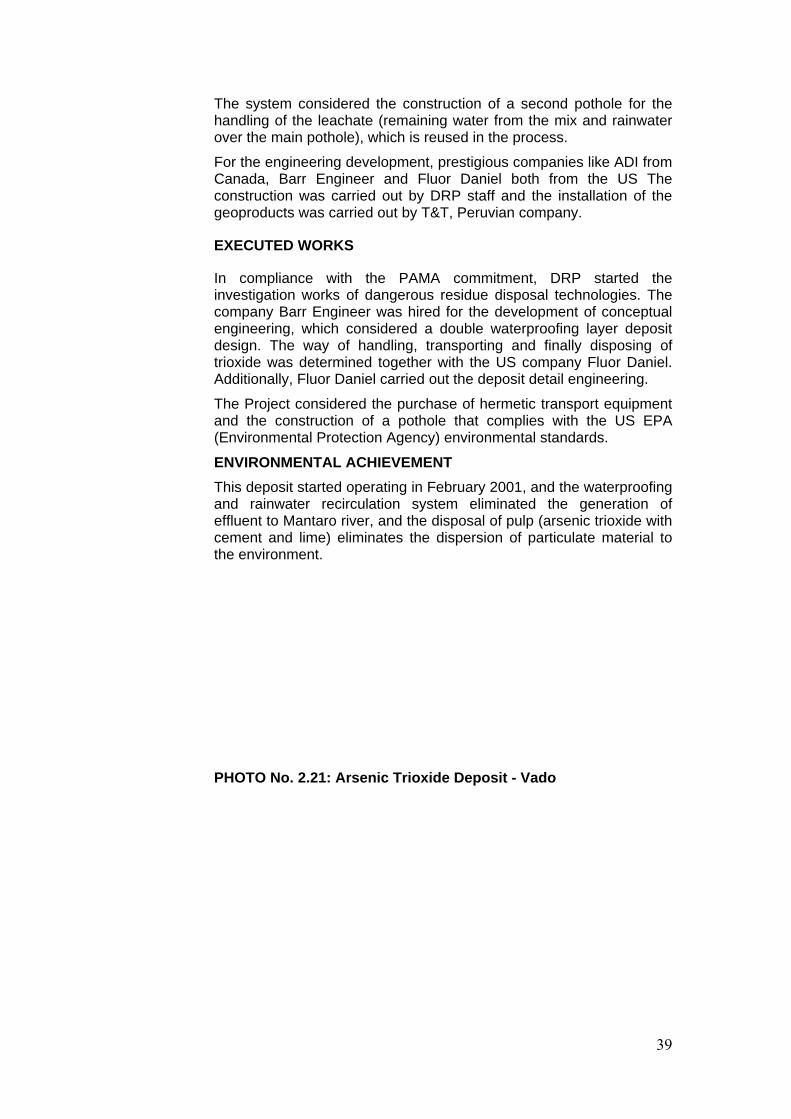
The system considered the construction of a second pothole for the handling of the leachate (remaining water from the mix and rainwater over the main pothole), which is reused in the process.
For the engineering development, prestigious companies like ADI from Canada, Barr Engineer and Fluor Daniel both from the US The construction was carried out by DRP staff and the installation of the geoproducts was carried out by T&T, Peruvian company.
EXECUTED WORKS
In compliance with the PAMA commitment, DRP started the investigation works of dangerous residue disposal technologies. The company Barr Engineer was hired for the development of conceptual engineering, which considered a double waterproofing layer deposit design. The way of handling, transporting and finally disposing of trioxide was determined together with the US company Fluor Daniel. Additionally, Fluor Daniel carried out the deposit detail engineering.
The Project considered the purchase of hermetic transport equipment and the construction of a pothole that complies with the US EPA (Environmental Protection Agency) environmental standards.
ENVIRONMENTAL ACHIEVEMENT
This deposit started operating in February 2001, and the waterproofing and rainwater recirculation system eliminated the generation of effluent to Mantaro river, and the disposal of pulp (arsenic trioxide with cement and lime) eliminates the dispersion of particulate material to the environment.
PHOTO No. 2.21: Arsenic Trioxide Deposit - Vado
40
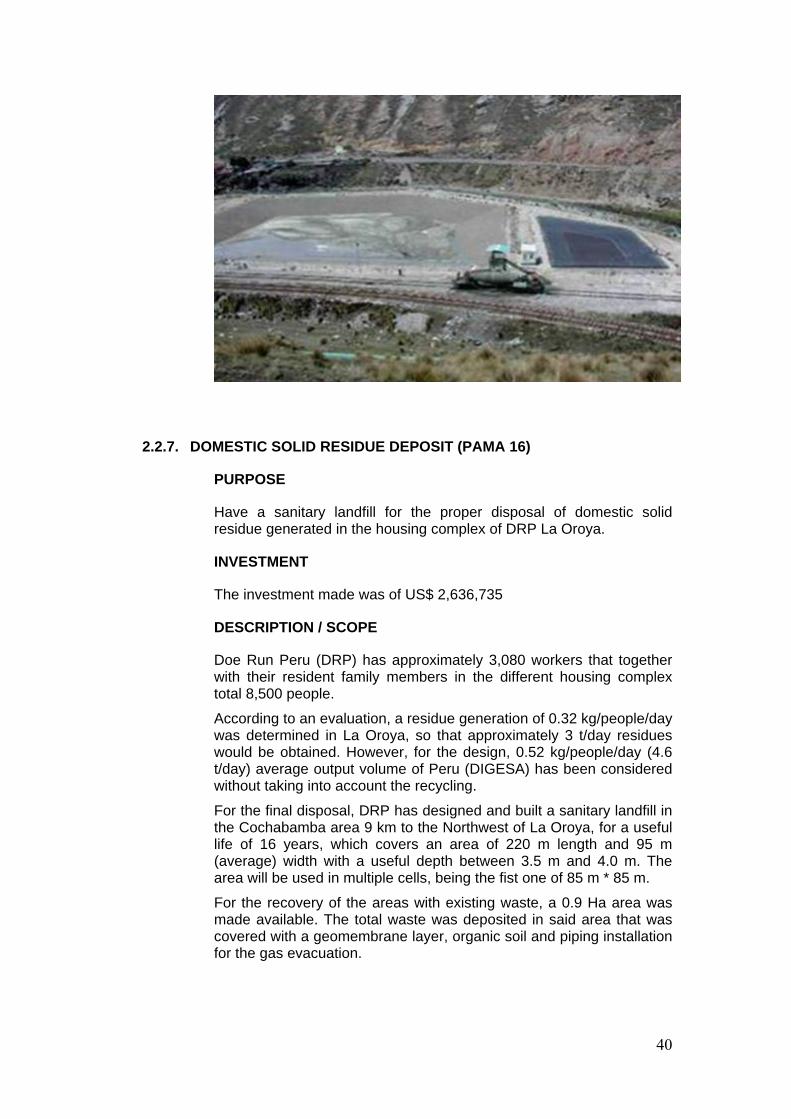
2.2.7. DOMESTIC SOLID RESIDUE DEPOSIT (PAMA 16)
PURPOSE
Have a sanitary landfill for the proper disposal of domestic solid residue generated in the housing complex of DRP La Oroya.
INVESTMENT
The investment made was of US$ 2,636,735
DESCRIPTION / SCOPE
Doe Run Peru (DRP) has approximately 3,080 workers that together with their resident family members in the different housing complex total 8,500 people.
According to an evaluation, a residue generation of 0.32 kg/people/day was determined in La Oroya, so that approximately 3 t/day residues would be obtained. However, for the design, 0.52 kg/people/day (4.6 t/day) average output volume of Peru (DIGESA) has been considered without taking into account the recycling.
For the final disposal, DRP has designed and built a sanitary landfill in the Cochabamba area 9 km to the Northwest of La Oroya, for a useful life of 16 years, which covers an area of 220 m length and 95 m (average) width with a useful depth between 3.5 m and 4.0 m. The area will be used in multiple cells, being the fist one of 85 m * 85 m.
For the recovery of the areas with existing waste, a 0.9 Ha area was made available. The total waste was deposited in said area that was covered with a geomembrane layer, organic soil and piping installation for the gas evacuation.
41
The deposit has been designed taking into account the national and international environmental standards to ensure the impact control towards the environment: air, water and land.
The residue disposal will be carried out daily and, at the end of the day, the residue will be compacted and covered with a clayey material that will avoid the rainwater impact and eliminate the life cycle of insects and rodents.
Before the engineering development, other necessary and important studies were carried out, such as:
Archaeological.
Geotechnical.
Hydrological.
Environmental impact.
The engineering studies at a conceptual level and the detail engineering studies were developed by the Canadian company GOLDER ASSOCIATES, and the construction was carried out by the DRP staff. Additionally, other specialized companies took part in the project: Fabinco, MCA Drillers, Globestar, TDM, among others.
EXECUTED WORKS
For the project development and execution, the following works were carried out:
● Archeological. With and without excavations after which the Certificate of Absence of Archaeological Remains (Certificado de Inexistencia de Restos Arqueológicos, CIRA) was obtained (for the project zone and for an intangible zone in the hill near the project area.
● Slopes stability, geodynamic, geotechnical and hydrological works carried out by Golder Associates.
● Construction and abandonment in cells.
● Leachate handling system to eliminate the impact to Mantaro river maintaining its characteristic of water quality III.
● Handling of rainwater outside the deposit and safe deposit inaccessible to people and animals.
● Recycling area and proper handling of gases in the abandonment.
● Installation of a perimeter fence of 1,000 m with precast concrete modules.
● Installation of ground water monitoring wells (7 piezometers), works carried out by the companies Geotécnica and MCA Drillers.
● Perimeter channels with stone masonry (1200 ml) and a sedimentation pothole for the runoff water handling.
● Installation of a 650 m metallic fence.
42
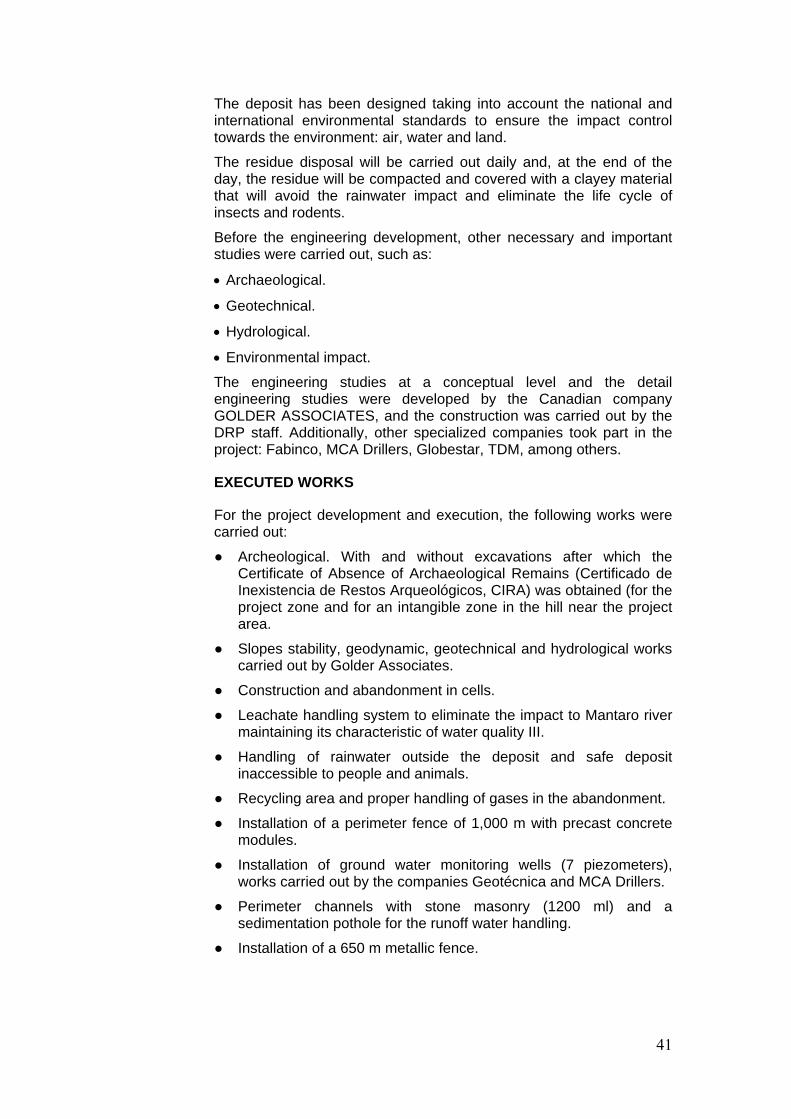
ENVIRONMENTAL ACHIEVEMENT
Have a sanitary landfill with a useful time of 16 years with the infrastructure and equipment necessary for an environmentally safe handling. This project, which started operating on May 31, 2005, has an additional area that could double its current useful life.
PHOTO 2. 21: Sanitary Landfill - Cochabamba
2.2.8. RESIDUAL WATER TREATMENT PLANTS (PAMA 16)
PURPOSE
Treatment of the total black waters generated in the housing and industrial areas under the responsibility of DRP, which were discharged to Yauli and Mantaro river. The final effluent must be classified as Class III.
INVESTMENT
The investment made was of US$ 7,313,883 for the construction and operation of three black water treatment plants.
DESCRIPTION / SCOPE
Three modular treatment plants located at Huaymanta, Chulec and the Smelter using a technology that combines the Activated Sludge and Rotary Biological Discs in only one unit (aeration tank), in which a wheel of tubes is installed serving as aerator. It spins with an external engine around its shaft. In this way, the drainage treatment is carried out due to the activated sludge and also due to the microorganisms adhered to the discs surface. Thus, the activated sludge system and the fixed mass system can be combined in only one procedure.
43
Black water collection systems and pumping systems towards the plant were included.
Each treatment system consists in the following units:
a. Automatic bar screen The automatic bar screen system consists in a stainless steel
ladder-type system. The operation start is easy: rows of self-cleaning sheets form a ladder in an alternate way, some sheets are fixed and others mobile, which, based on the latter, form a group that moves upwards so that the solids are deposited and transported to the next step until they reach the screen end where the discharge is performed. This movement is automatic.
The solid compacting system operates through a compacting screw.
b. Manual bar screen
The manual bar system consists in a galvanized steel screen, the openings of which prevent solids from entering the treatment plant. Its cleaning depends on the treatment plant operator. This screen operates in Stand By.
c. Pretreatment basin (Equalization tank)
The waters enter, by overflow, this treatment unit. Residual waters are accumulated in said basin and equalized with the help of a radial aeration submerged jet-type aerator that provides a determined O2 amount per day. In this way, the waters acquire a homogeneous characteristic that helps to reach an optimum operation of the biological system. The surplus water arising from the inflow regulation of the biological system enters this basin.
By overflow, the pretreatment waters go to the elevation Basin for its subsequent elevation to the mechanical aeration biological system.
d. Elevation tank
The waters coming from the pretreatment enter by overflow through a connection between tanks. Its function is the transfer of the waters to the mechanical aeration biological system through the use of submerged pumps. The elevation pumps mainly direct the waters to a flow regulator in order to provide an hourly flow to the mechanical aeration biological system.
The flow that enters the treatment plant is regulated through a flow meter that permanently registers the ingress of black waters to the system.
e. Aeration tank
44
The biological treatment is carried out based on the activated sludge and the fixed mass with the use of STM mechanical aerators that provide the oxygen necessary for the active sludge and the contact surface for the fixed mass that adheres to the tubes that form the aerators.
The organic matter contained in the residual waters is degraded by the microorganisms present in the mix liquor through bacterial oxidation processes, phosphorous assimilation and desnitrification processes. The basin design, the arrangement and the aerators model help these two processes through the generation of oxygen gradients that are generated in this basin.
The treated waters together with the active sludge pass, by overflow, to the sedimenters.
f. Sedimenter
The ingress of the mix liquor with the treated waters is carried out by the overflow of the aeration tanks. The sedimenters are designed in such a way that the conic part accumulates the sludge that is settled and the upper part provides the retention time necessary for the optimum sedimentation.
From this sedimenter, the sludge will return to the biological system using a set of centrifugal pumps. In addition, it is possible to direct the sludge to the sludge digester.
The treated waters are canalized through the dump in direction to the disinfection.
g. Disinfection
The waters coming from the biological system free of organic matter (according to the requirements), enter the chlorination channel. In this basin, sodium hypochlorite solution 10% is added as disinfectant agent in the proper dose in a manner that provides disinfection according to the requirement. The chlorination chamber is designed in channels to provide residence time to the waters that come into contact with the disinfectant solution.
h. Sludge digester
Its function is the digestion and stabilization of the sludge so that it is ready to be de dehydrated for its subsequent disposal. The digestion is carried out through the use of radial aeration submerged jet-type aerator that provides the oxygen necessary for the digestion. The sludge purging is carried out when the sludge level in the aeration tanks exceeds the established levels.
i. Press filter
The sludge dehydration is carried out using Filter Press equipment. The system consists in a plate filter that is fed by a screw pump that purges the sludge of the sludge digester basin.
45
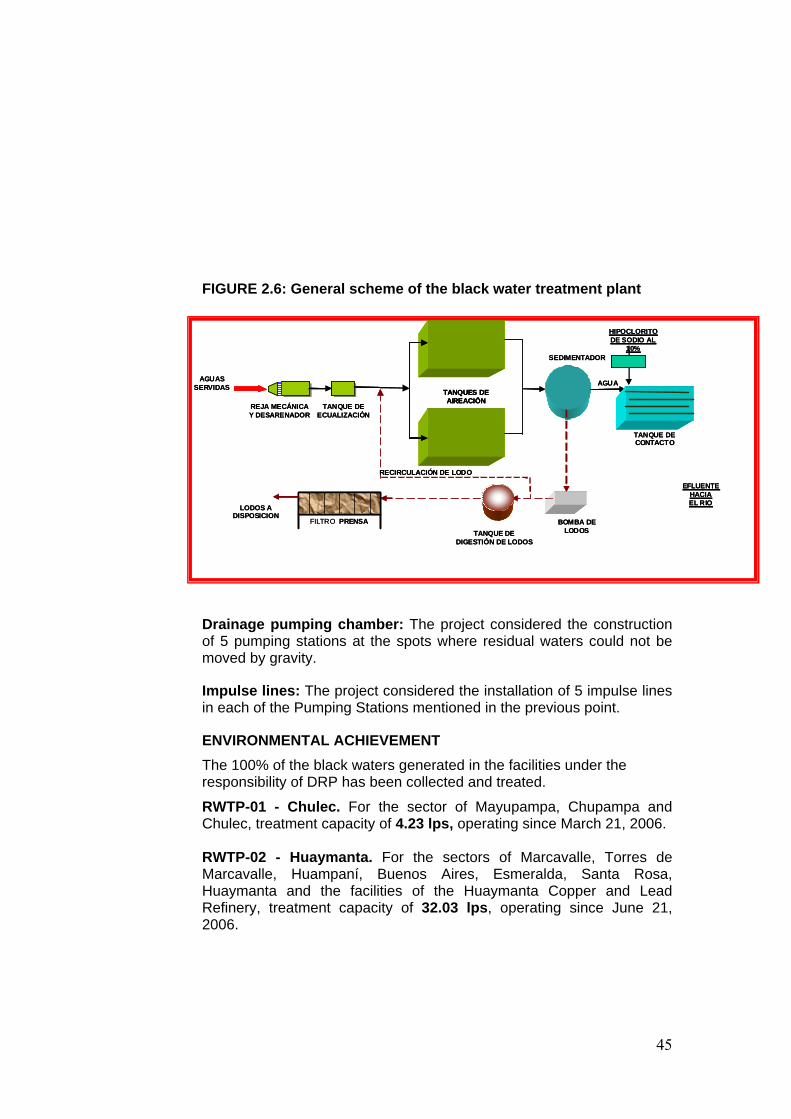
FIGURE 2.6: General scheme of the black water treatment plant
Drainage pumping chamber: The project considered the construction of 5 pumping stations at the spots where residual waters could not be moved by gravity.
Impulse lines: The project considered the installation of 5 impulse lines in each of the Pumping Stations mentioned in the previous point.
ENVIRONMENTAL ACHIEVEMENT
The 100% of the black waters generated in the facilities under the responsibility of DRP has been collected and treated.
RWTP-01 - Chulec. For the sector of Mayupampa, Chupampa and Chulec, treatment capacity of 4.23 lps, operating since March 21, 2006. RWTP-02 - Huaymanta. For the sectors of Marcavalle, Torres de Marcavalle, Huampaní, Buenos Aires, Esmeralda, Santa Rosa, Huaymanta and the facilities of the Huaymanta Copper and Lead Refinery, treatment capacity of 32.03 lps, operating since June 21, 2006.
AGUAS SERVIDAS
REJA MECÁNICAY DESARENADOR
TANQUES DEAIREACIÓN
EFLUENTE HACIAEL RIO
SEDIMENTADOR
BOMBA DE LODOS
FILTRO PRENSA
RECIRCULACIÓN DE LODO
TANQUE DE DIGESTIÓN DE LODOS
TANQUE DE CONTACTO
TANQUE DE ECUALIZACIÒN
AGUA
HIPOCLORITO DE SODIO AL
10%
LODOS A DISPOSICION
AGUAS SERVIDAS
REJA MECÁNICAY DESARENADOR
TANQUES DEAIREACIÓN
TANQUES DEAIREACIÓN
EFLUENTE HACIAEL RIO
SEDIMENTADOR
BOMBA DE LODOS
FILTRO PRENSA
RECIRCULACIÓN DE LODO
TANQUE DE DIGESTIÓN DE LODOS
TANQUE DE CONTACTO
TANQUE DE ECUALIZACIÒN
AGUA
HIPOCLORITO DE SODIO AL
10%
LODOS A DISPOSICION
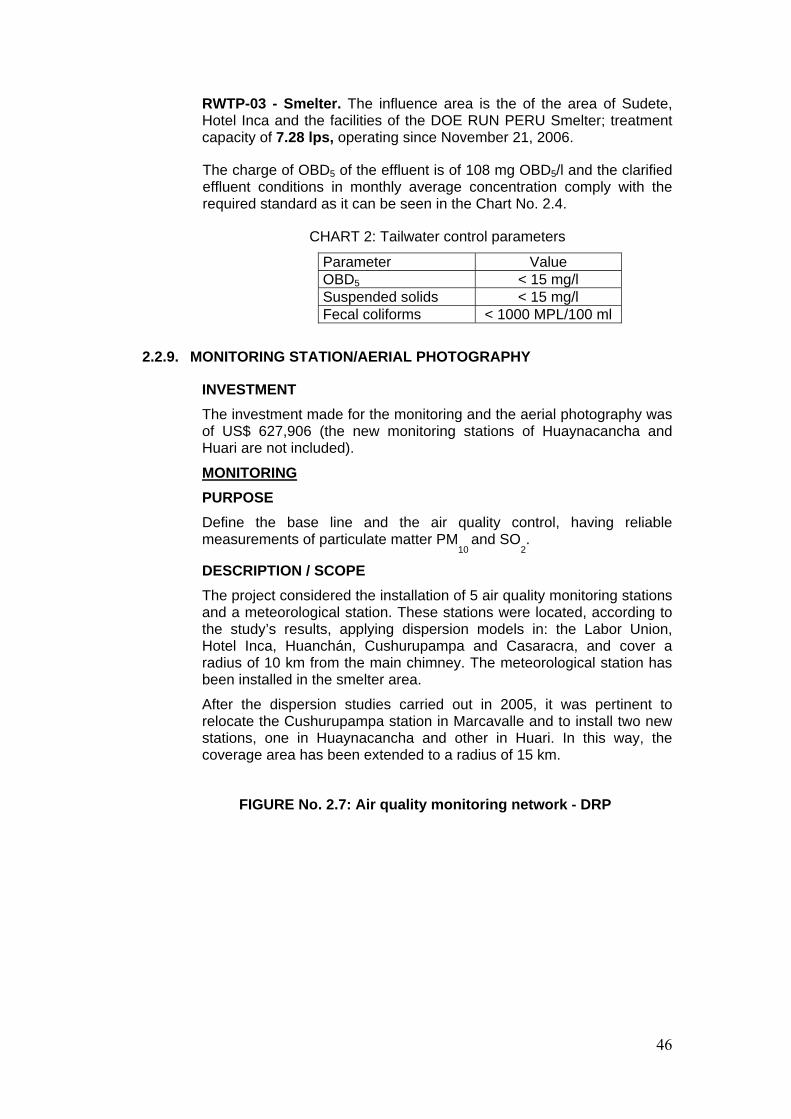
46
RWTP-03 - Smelter. The influence area is the of the area of Sudete, Hotel Inca and the facilities of the DOE RUN PERU Smelter; treatment capacity of 7.28 lps, operating since November 21, 2006.
The charge of OBD5 of the effluent is of 108 mg OBD5/l and the clarified effluent conditions in monthly average concentration comply with the required standard as it can be seen in the Chart No. 2.4.
CHART 2: Tailwater control parameters
Parameter Value OBD5 < 15 mg/l Suspended solids < 15 mg/l Fecal coliforms < 1000 MPL/100 ml
2.2.9. MONITORING STATION/AERIAL PHOTOGRAPHY
INVESTMENT
The investment made for the monitoring and the aerial photography was of US$ 627,906 (the new monitoring stations of Huaynacancha and Huari are not included).
MONITORING
PURPOSE
Define the base line and the air quality control, having reliable measurements of particulate matter PM
10 and SO
2.
DESCRIPTION / SCOPE
The project considered the installation of 5 air quality monitoring stations and a meteorological station. These stations were located, according to the study’s results, applying dispersion models in: the Labor Union, Hotel Inca, Huanchán, Cushurupampa and Casaracra, and cover a radius of 10 km from the main chimney. The meteorological station has been installed in the smelter area.
After the dispersion studies carried out in 2005, it was pertinent to relocate the Cushurupampa station in Marcavalle and to install two new stations, one in Huaynacancha and other in Huari. In this way, the coverage area has been extended to a radius of 15 km.
FIGURE No. 2.7: Air quality monitoring network - DRP
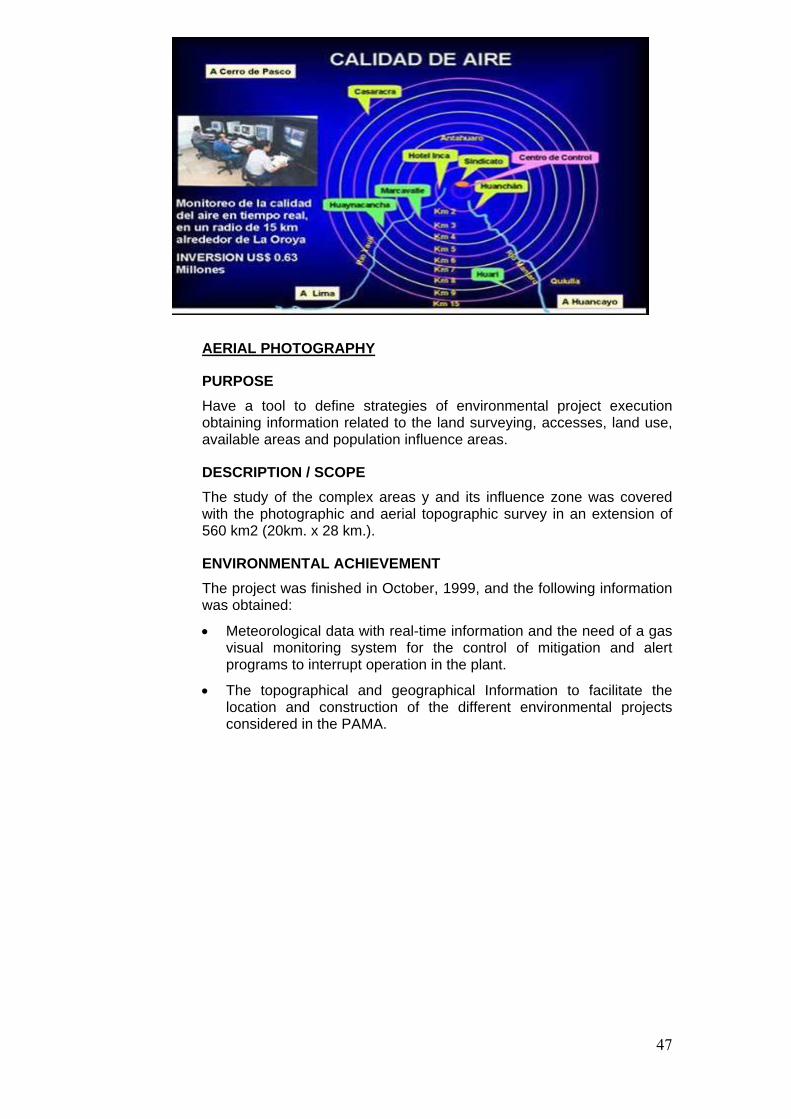
47
AERIAL PHOTOGRAPHY
PURPOSE
Have a tool to define strategies of environmental project execution obtaining information related to the land surveying, accesses, land use, available areas and population influence areas.
DESCRIPTION / SCOPE
The study of the complex areas y and its influence zone was covered with the photographic and aerial topographic survey in an extension of 560 km2 (20km. x 28 km.).
ENVIRONMENTAL ACHIEVEMENT
The project was finished in October, 1999, and the following information was obtained:
Meteorological data with real-time information and the need of a gas visual monitoring system for the control of mitigation and alert programs to interrupt operation in the plant.
The topographical and geographical Information to facilitate the location and construction of the different environmental projects considered in the PAMA.
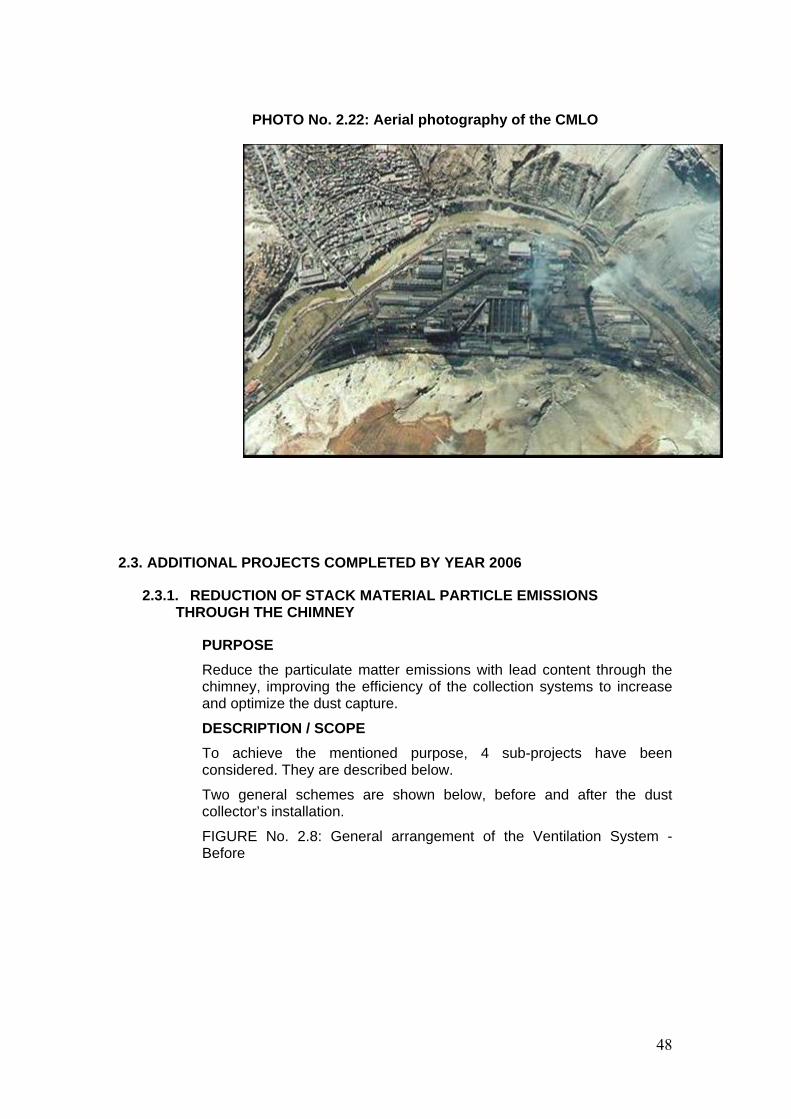
48
PHOTO No. 2.22: Aerial photography of the CMLO
2.3. ADDITIONAL PROJECTS COMPLETED BY YEAR 2006
2.3.1. REDUCTION OF STACK MATERIAL PARTICLE EMISSIONS THROUGH THE CHIMNEY
PURPOSE
Reduce the particulate matter emissions with lead content through the chimney, improving the efficiency of the collection systems to increase and optimize the dust capture.
DESCRIPTION / SCOPE
To achieve the mentioned purpose, 4 sub-projects have been considered. They are described below.
Two general schemes are shown below, before and after the dust collector’s installation.
FIGURE No. 2.8: General arrangement of the Ventilation System - Before
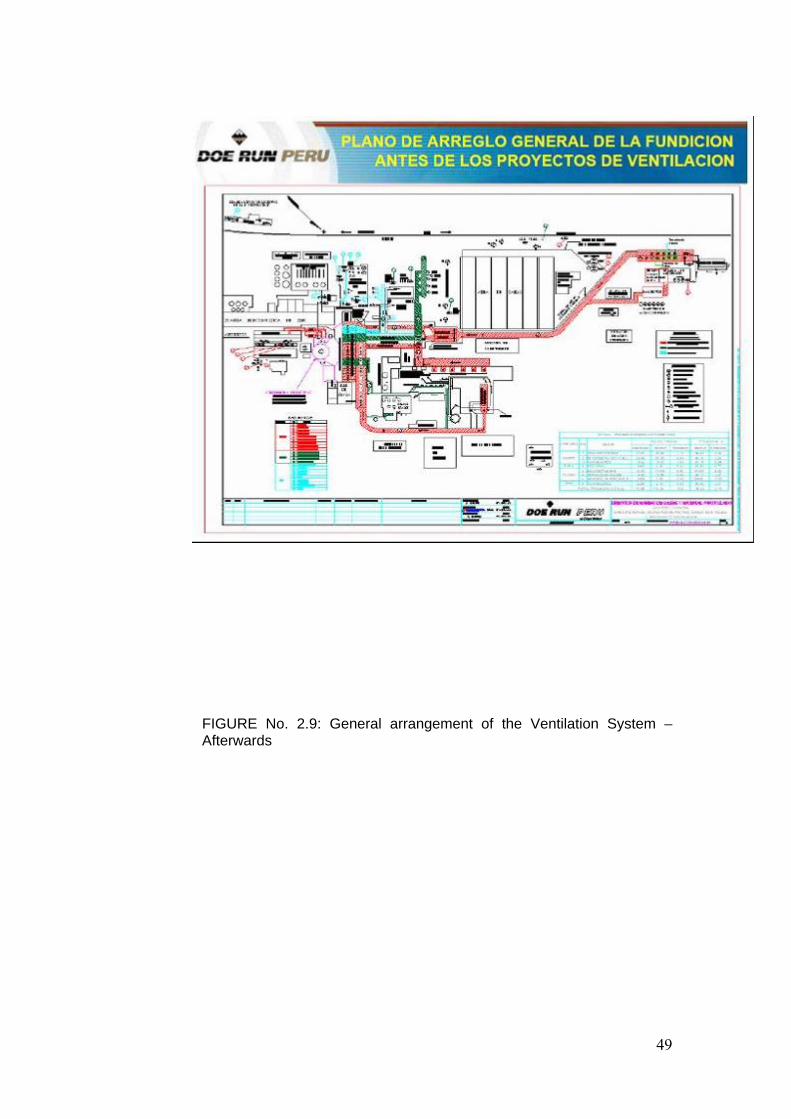
49
FIGURE No. 2.9: General arrangement of the Ventilation System – Afterwards
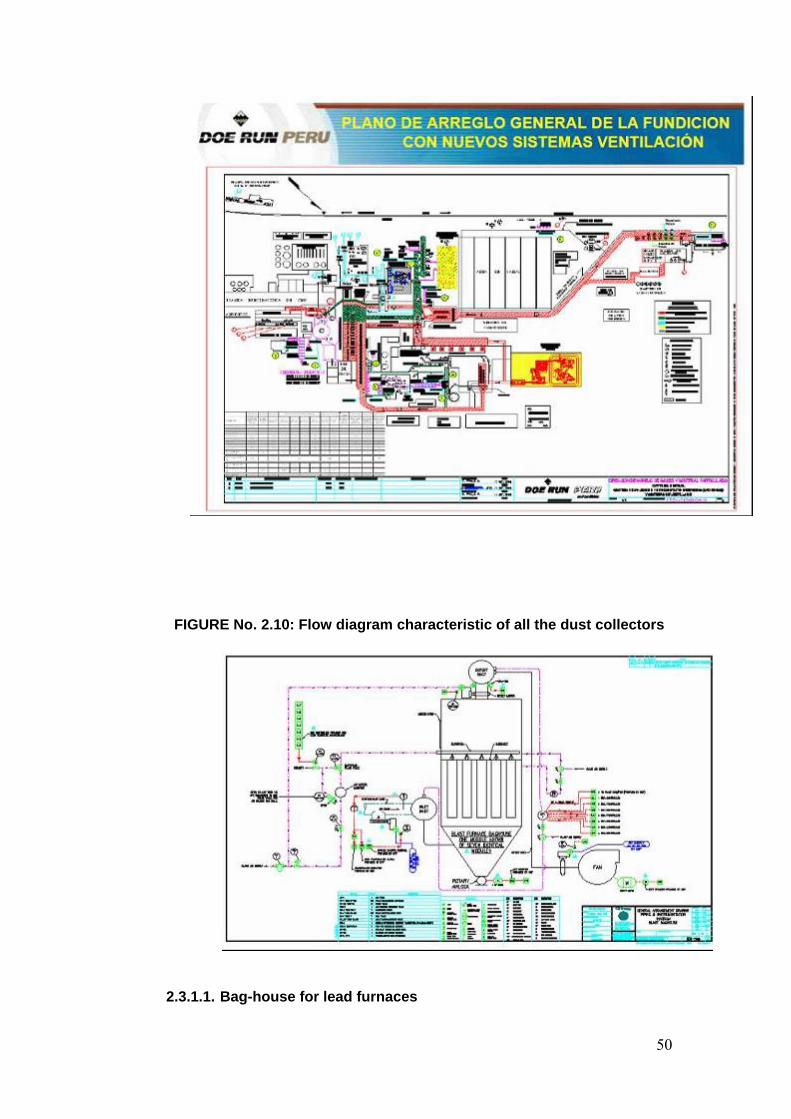
50
FIGURE No. 2.10: Flow diagram characteristic of all the dust collectors
2.3.1.1. Bag-house for lead furnaces
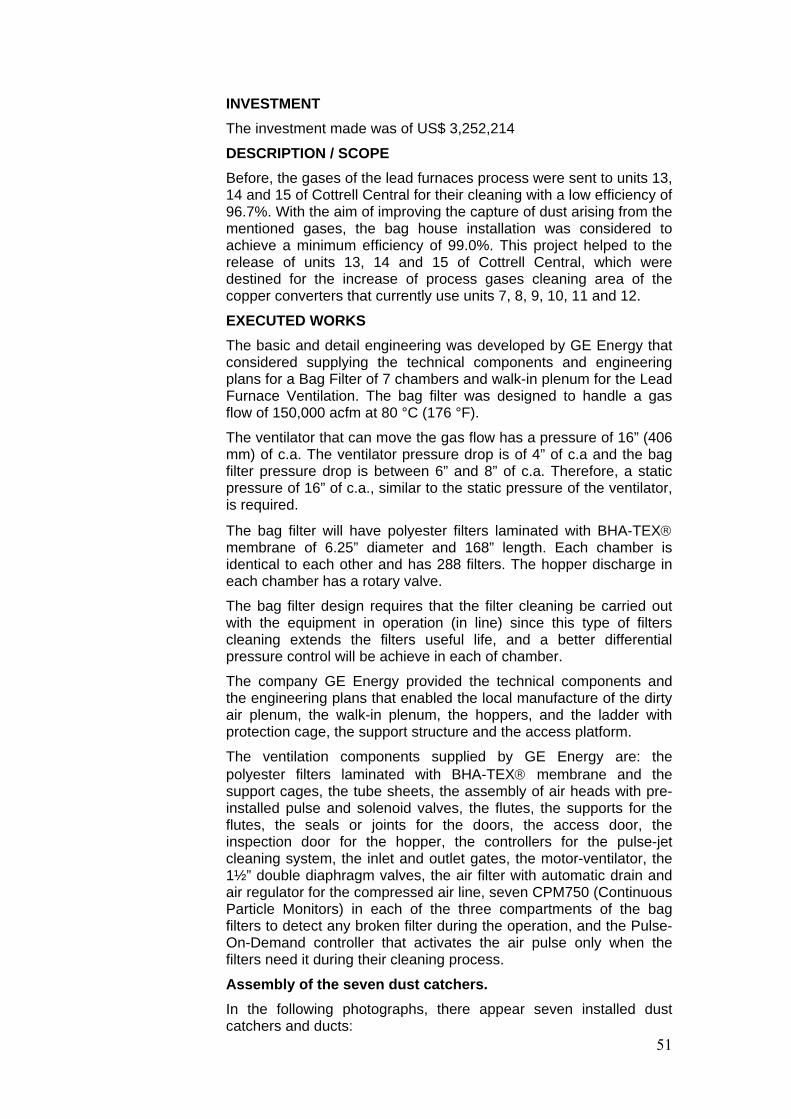
51
INVESTMENT
The investment made was of US$ 3,252,214
DESCRIPTION / SCOPE
Before, the gases of the lead furnaces process were sent to units 13, 14 and 15 of Cottrell Central for their cleaning with a low efficiency of 96.7%. With the aim of improving the capture of dust arising from the mentioned gases, the bag house installation was considered to achieve a minimum efficiency of 99.0%. This project helped to the release of units 13, 14 and 15 of Cottrell Central, which were destined for the increase of process gases cleaning area of the copper converters that currently use units 7, 8, 9, 10, 11 and 12.
EXECUTED WORKS
The basic and detail engineering was developed by GE Energy that considered supplying the technical components and engineering plans for a Bag Filter of 7 chambers and walk-in plenum for the Lead Furnace Ventilation. The bag filter was designed to handle a gas flow of 150,000 acfm at 80 °C (176 °F).
The ventilator that can move the gas flow has a pressure of 16” (406 mm) of c.a. The ventilator pressure drop is of 4” of c.a and the bag filter pressure drop is between 6” and 8” of c.a. Therefore, a static pressure of 16” of c.a., similar to the static pressure of the ventilator, is required.
The bag filter will have polyester filters laminated with BHA-TEX membrane of 6.25” diameter and 168” length. Each chamber is identical to each other and has 288 filters. The hopper discharge in each chamber has a rotary valve.
The bag filter design requires that the filter cleaning be carried out with the equipment in operation (in line) since this type of filters cleaning extends the filters useful life, and a better differential pressure control will be achieve in each of chamber.
The company GE Energy provided the technical components and the engineering plans that enabled the local manufacture of the dirty air plenum, the walk-in plenum, the hoppers, and the ladder with protection cage, the support structure and the access platform.
The ventilation components supplied by GE Energy are: the polyester filters laminated with BHA-TEX membrane and the support cages, the tube sheets, the assembly of air heads with pre-installed pulse and solenoid valves, the flutes, the supports for the flutes, the seals or joints for the doors, the access door, the inspection door for the hopper, the controllers for the pulse-jet cleaning system, the inlet and outlet gates, the motor-ventilator, the 1½” double diaphragm valves, the air filter with automatic drain and air regulator for the compressed air line, seven CPM750 (Continuous Particle Monitors) in each of the three compartments of the bag filters to detect any broken filter during the operation, and the Pulse-On-Demand controller that activates the air pulse only when the filters need it during their cleaning process.
Assembly of the seven dust catchers.
In the following photographs, there appear seven installed dust catchers and ducts:
52
PHOTO No. 2.23: Dust catchers and ducts in operation
ENVIRONMENTAL ACHIEVEMENT
Improve the collection efficiency of 96.7% up to a minimum efficiency of 99%, with a reduction of particulate matter through the main chimney from 0.46 to 0.14 MT/day.
2.3.1.2. Conditioning of Central Cottrell units 1, 2 and 3 for the sinterization plant.
INVESTMENT
The investment made was of US$279,042.
DESCRIPTION / SCOPE
Before, the gases of the sintering machine process were sent to units 4, 5 and 6 of Cottrell Central for their cleaning. It was deemed convenient increasing the gases cleaning area and the dust capture efficiency through the use of units 1, 2 and 3 of Cottrell Central released with the discontinuation of the operations of the three New Jersey roasters (Fluid Bed Roaster) of the Zinc Circuit, on December, 2004,
EXECUTED WORKS
Background

53
In the anodic waste plant, copper and lead anodic sludge is melted through the use of reverberatories. The gases generated in this process are sent to an electrostatic precipitator to recover the contained dust. Then, the gases treated in this unit are sent directly to the chimney.
Present
After the fluid bed furnaces of the zinc refinery became non-operational, units 1, 2 and 3 turned available. Therefore, DRP developed the detail engineering so that these units were used in the treatment of dust contained in the gases that arise from the anodic waste electrostatic precipitator, with the aim of increasing its recovery.
Two harmonic filter banks and a reactive energy bank were acquired and installed in the Cottrell Central to improve the dust capture.
PHOTO No. 2.24: Harmonic filter and reactive energy banks
ENVIRONMENTAL ACHIEVEMENT
Reduction of the particle emission through the main chimney from 0.60 to 0.52 MT/day.
After the implementation and start-up of this new ventilation system, the recovery of particulate matter through the chimney has been increased by 0.200 MT/day exceeding the tonnage of 0.08 MT/day due to the increase of the dust capture efficiency. It is estimated at 0.14 MT/day or 51.1 MT/year.
2.3.1.3. Bag -house after arsenic kitchen.
INVESTMENT
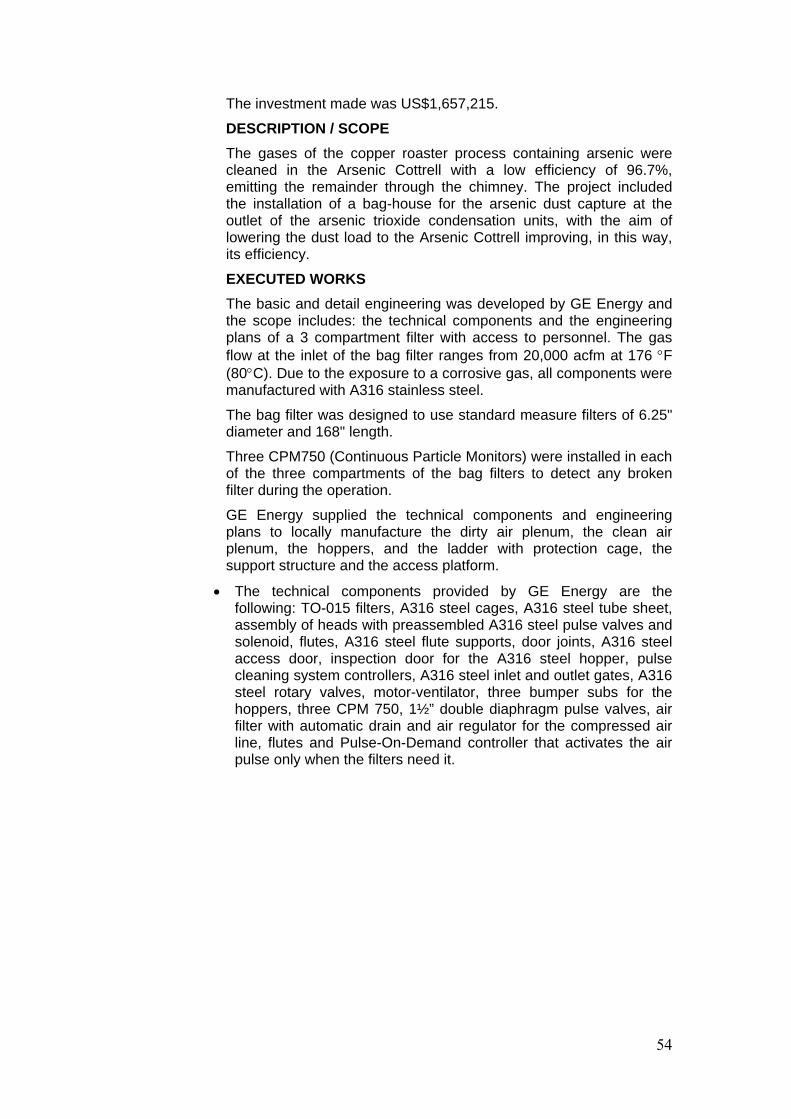
54
The investment made was US$1,657,215.
DESCRIPTION / SCOPE
The gases of the copper roaster process containing arsenic were cleaned in the Arsenic Cottrell with a low efficiency of 96.7%, emitting the remainder through the chimney. The project included the installation of a bag-house for the arsenic dust capture at the outlet of the arsenic trioxide condensation units, with the aim of lowering the dust load to the Arsenic Cottrell improving, in this way, its efficiency.
EXECUTED WORKS
The basic and detail engineering was developed by GE Energy and the scope includes: the technical components and the engineering plans of a 3 compartment filter with access to personnel. The gas flow at the inlet of the bag filter ranges from 20,000 acfm at 176 F (80C). Due to the exposure to a corrosive gas, all components were manufactured with A316 stainless steel.
The bag filter was designed to use standard measure filters of 6.25" diameter and 168" length.
Three CPM750 (Continuous Particle Monitors) were installed in each of the three compartments of the bag filters to detect any broken filter during the operation.
GE Energy supplied the technical components and engineering plans to locally manufacture the dirty air plenum, the clean air plenum, the hoppers, and the ladder with protection cage, the support structure and the access platform.
The technical components provided by GE Energy are the following: TO-015 filters, A316 steel cages, A316 steel tube sheet, assembly of heads with preassembled A316 steel pulse valves and solenoid, flutes, A316 steel flute supports, door joints, A316 steel access door, inspection door for the A316 steel hopper, pulse cleaning system controllers, A316 steel inlet and outlet gates, A316 steel rotary valves, motor-ventilator, three bumper subs for the hoppers, three CPM 750, 1½” double diaphragm pulse valves, air filter with automatic drain and air regulator for the compressed air line, flutes and Pulse-On-Demand controller that activates the air pulse only when the filters need it.
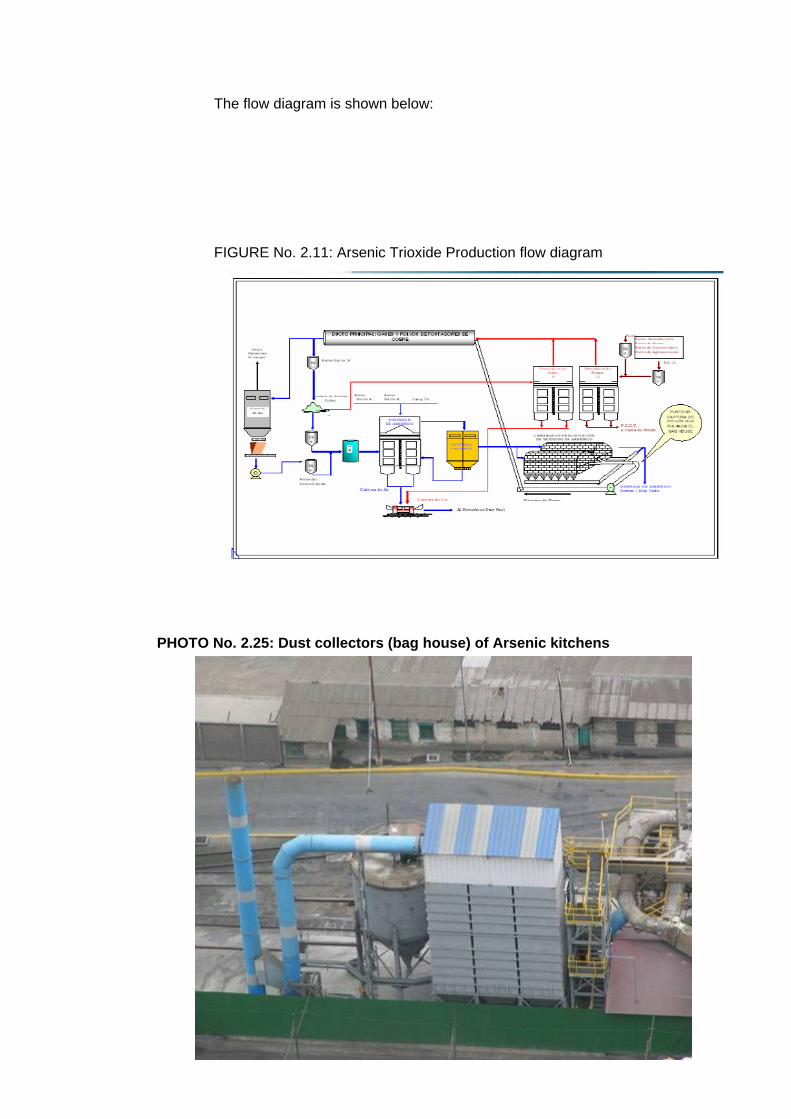
55
The flow diagram is shown below:
FIGURE No. 2.11: Arsenic Trioxide Production flow diagram
PHOTO No. 2.25: Dust collectors (bag house) of Arsenic kitchens
56
ENVIRONMENTAL ACHIEVEMENT
Reduction of the dust loading to the arsenic cottrell from 16.02 to 9.61 MT/day with a reduction in the supply to the main chimney of 0.40 MT/day. The production of emission for the main chimney will be of 1 to 0.60 MT/day.
2.3.1.4. Bag-house for lead foam reverberatory furnace.
INVESTMENT
The investment made was US$2,152,052.
DESCRIPTION / SCOPE
The project considered the installation of a “bag house” for the capture of dust contained in the gases of the reverberatory furnace that processes the lead foams. This enabled the reduction of the dust load that was sent to units 16, 17, 18, 19, 20 and 21, which then were only used for gas cleaning of the copper reverberatory.
EXECUTED WORKS
The scope of the engineering developed by GE Energy considered the supply of technical components and engineering plans for a Bag Filter of 25,080 Am3/hr (16,000 ACFM) at 2192 F (1200 C) when going out of the furnace. The gas conditioning tower (EGC) will provide a gas flow of 8,600 acfm at 175 °C (350 °F) to the bag filter.
The bag filter has been designed for filters of: 4.625” diameter and 120.5” length. The filters are made of fiberglass laminated with BHA-TEX® PTFE membrane.
Three CPM750 (Continuous Particle Monitors) were installed in each of the three compartments to detect damaged or broken filters during the operation.
57
The motor-ventilator has a flow of 21,500 acfm. This flow is the result of the combination of fresh air and hot gas coming from the furnace when the gas treatment tower (EGC) water spraying is cut. Under normal conditions, the flow towards the bag filter is of 8,600 acfm at 175 °C (350 °F).
GE Energy provided the technical components and engineering plans to allow DRP to locally manufacture the mixing chamber, the dirty air chamber and the clean air chamber, the hoppers, the ladder with protection cage, the support structure and the access platform.
The technical components provided by GE are the fiberglass filters with BHA-TEX membrane, the cages with rigid rods, the tube sheet, the assembly of air heads with pulse valves and preassembled solenoids, the flutes and their supports, the door joints, the access doors, the inspection door for the hoppers, the pulse-jet cleaning system controller, the inlet and outlet gates, the rotary valves and the ventilator assembly. In addition, the following will be included: 3 hammers for the hoppers, three CPM750, 1½” double diaphragm valves, air filter with automatic drain and air regulator for the compressed air line and the Pulse-On-Demand controller that activates the air pulse only when the filters need it.
The photo shows the collector with its respective ducts and conditioning towers:
PHOTO No. 2.25: Dust collector (Bag house) of Reverberatory furnace of lead foams.
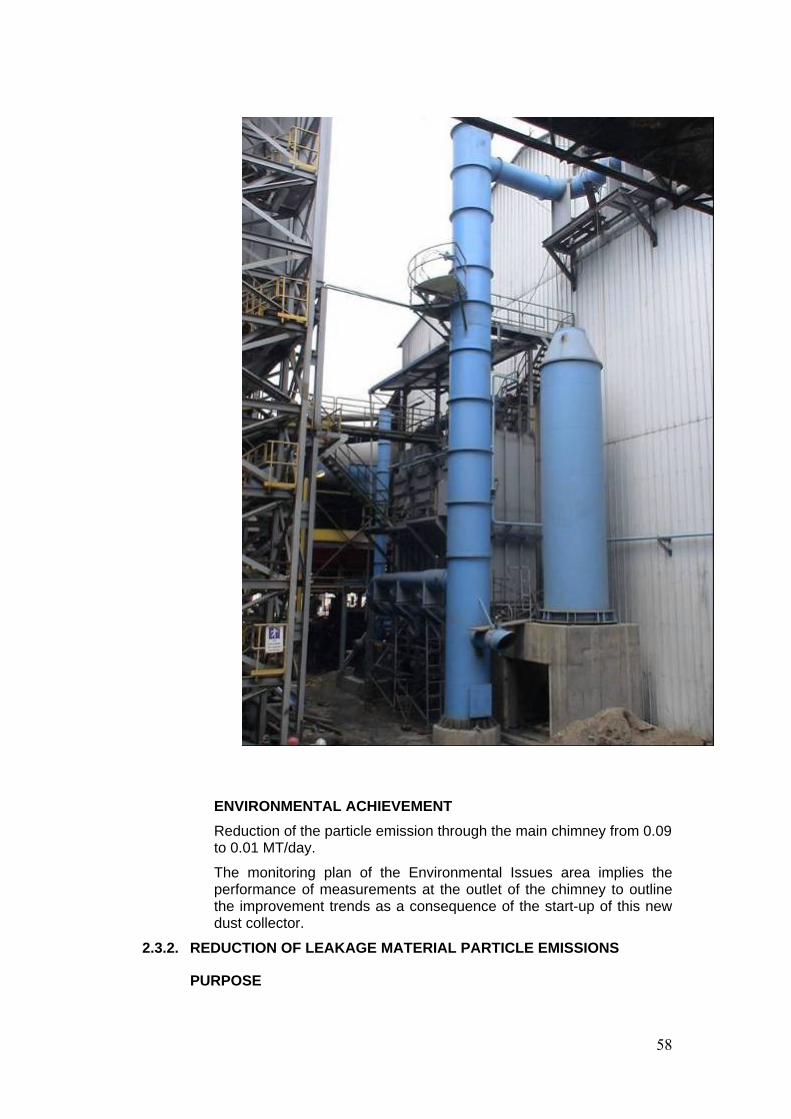
58
ENVIRONMENTAL ACHIEVEMENT
Reduction of the particle emission through the main chimney from 0.09 to 0.01 MT/day.
The monitoring plan of the Environmental Issues area implies the performance of measurements at the outlet of the chimney to outline the improvement trends as a consequence of the start-up of this new dust collector.
2.3.2. REDUCTION OF LEAKAGE MATERIAL PARTICLE EMISSIONS
PURPOSE
59
Control the important leakage emissions that arise from the different operations at the metallurgical complex, reducing the particulate matter emissions with lead content.
DESCRIPTION
In order to reduce the leakage emissions of the metallurgical complex, the following 6 sub-projects have been considered:
2.3.2.1. Repowering of ventilation systems A, B, C and D at the sinterization plant
INVESTMENT
The investment made was of US$1,774,403.
DESCRIPTION / SCOPE
The current ventilation system of the sintering plant, including the transfer points at the return bands and bucket elevation, had two “bag houses” and two gas washers “scrubbers” of low efficiency in the dust recovery. The project considered the repowering of the existing bag houses of systems A and B. Likewise, a bag house was installed in system D, and the system C scrubber was replaced with a bag house.
EXECUTED WORKS
The engineering was developed by the Company GE Energy and the installation by companies contracted by DRP. The works carried out in the following systems are described below:
SYSTEM A: The repowering of the pulse-jet bag filter with top access consisted in the supply of ½” double diaphragm valves (that will replace the current 1” valves), air heads of 6” diameter, pulse on demand controller, tube sheet, polyester filters laminated with BHA-TEX membrane with new cages and snapbands.
A new 18” and 115,000 ACFM ventilator with static pressure water column is also included. The selected engine had 2,300 volts.
The following are components that GE Energy provided: polyester filters laminated with BHA-TEX membrane, support cages, tube sheets, assembly of air head with pulse valves, solenoid valves, flutes, flutes supports, seals or joints for the doors, controller for the pulse-jet cleaning system, motor-ventilator, 1½” double diaphragm valves, air filter with automatic drainage and air regulator for the compressed air line and Pulse-On-Demand controller that activates the air pulse only when the filters need cleaning.
SYSTEM B: This conversion equipment improved the existing equipment with double 1 1/2" diaphragm valves, air heads of 6" diameter, Pulse On Demand controller, tube sheet with snapband, polyester filters with BHA-TEX and new cages.
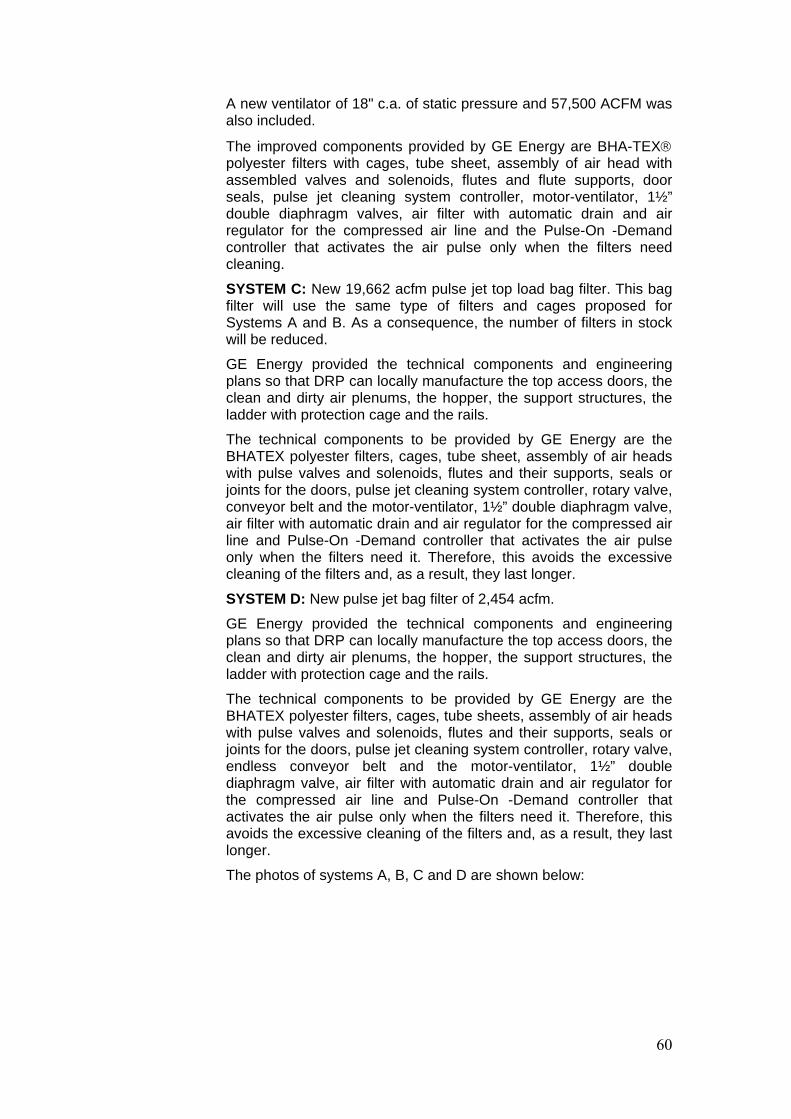
60
A new ventilator of 18" c.a. of static pressure and 57,500 ACFM was also included.
The improved components provided by GE Energy are BHA-TEX polyester filters with cages, tube sheet, assembly of air head with assembled valves and solenoids, flutes and flute supports, door seals, pulse jet cleaning system controller, motor-ventilator, 1½” double diaphragm valves, air filter with automatic drain and air regulator for the compressed air line and the Pulse-On -Demand controller that activates the air pulse only when the filters need cleaning.
SYSTEM C: New 19,662 acfm pulse jet top load bag filter. This bag filter will use the same type of filters and cages proposed for Systems A and B. As a consequence, the number of filters in stock will be reduced.
GE Energy provided the technical components and engineering plans so that DRP can locally manufacture the top access doors, the clean and dirty air plenums, the hopper, the support structures, the ladder with protection cage and the rails.
The technical components to be provided by GE Energy are the BHATEX polyester filters, cages, tube sheet, assembly of air heads with pulse valves and solenoids, flutes and their supports, seals or joints for the doors, pulse jet cleaning system controller, rotary valve, conveyor belt and the motor-ventilator, 1½” double diaphragm valve, air filter with automatic drain and air regulator for the compressed air line and Pulse-On -Demand controller that activates the air pulse only when the filters need it. Therefore, this avoids the excessive cleaning of the filters and, as a result, they last longer.
SYSTEM D: New pulse jet bag filter of 2,454 acfm.
GE Energy provided the technical components and engineering plans so that DRP can locally manufacture the top access doors, the clean and dirty air plenums, the hopper, the support structures, the ladder with protection cage and the rails.
The technical components to be provided by GE Energy are the BHATEX polyester filters, cages, tube sheets, assembly of air heads with pulse valves and solenoids, flutes and their supports, seals or joints for the doors, pulse jet cleaning system controller, rotary valve, endless conveyor belt and the motor-ventilator, 1½” double diaphragm valve, air filter with automatic drain and air regulator for the compressed air line and Pulse-On -Demand controller that activates the air pulse only when the filters need it. Therefore, this avoids the excessive cleaning of the filters and, as a result, they last longer.
The photos of systems A, B, C and D are shown below:
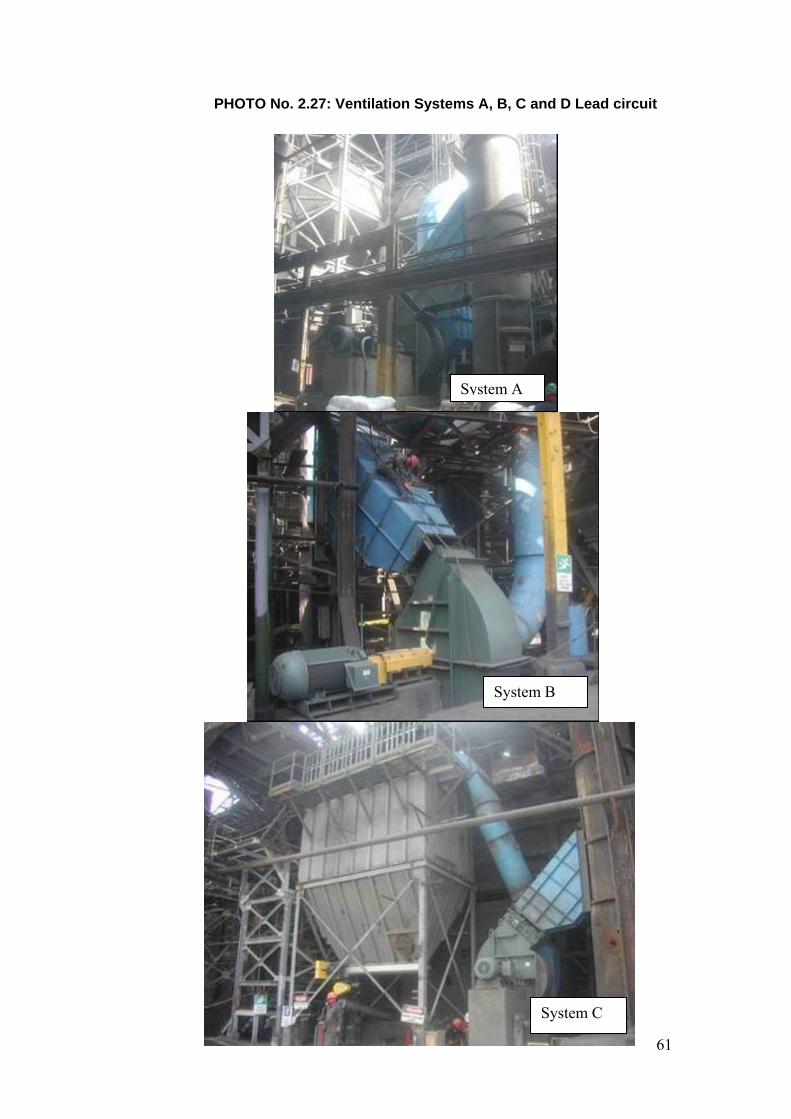
61
PHOTO No. 2.27: Ventilation Systems A, B, C and D Lead circuit
System C
System A
System B
62
The installed compressor to provide compressed air to the ventilation systems is shown below:
ENVIRONMENTAL ACHIEVEMENT
Increase in the dust recovery from 4.18 to 5.11 t/h, reducing the lead in the fugitive emissions by 0.31 MT/day.
2.3.2.2. Enclosure of the lead furnaces and foaming plant buildings.
INVESTMENT
The investment made was of US$3,229,756.
DESCRIPTION / SCOPE
The project considered the enclosure of the lead furnaces deck board and the enclosure of the foaming plant, finishing with the installation of a ventilation system that includes ducts, ventilators and a bag house for the cleaning of the air contained inside the enclosures.
EXECUTED WORKS
The detail engineering developed by GE Energy includes the following:
Two bag filters designed to air the buildings of the foaming plant (815,000 feet3) and the lead furnaces plant (652,000 feet3), for which 12 air renewals per hour have been considered, the ventilation flows being of 163,000 acfm and 130,400 acfm, respectively.
The bag filters will have 6 and 7 compartments for the buildings of the foaming plant and the lead furnaces plant, respectively. Both filters will use polyester filters with BHA-TEX membrane of 6.25" diameter and 168" length. Each compartment will be identical and will have 288 filters, and the filter cleaning was made with the equipment in operation (in-line).
System D
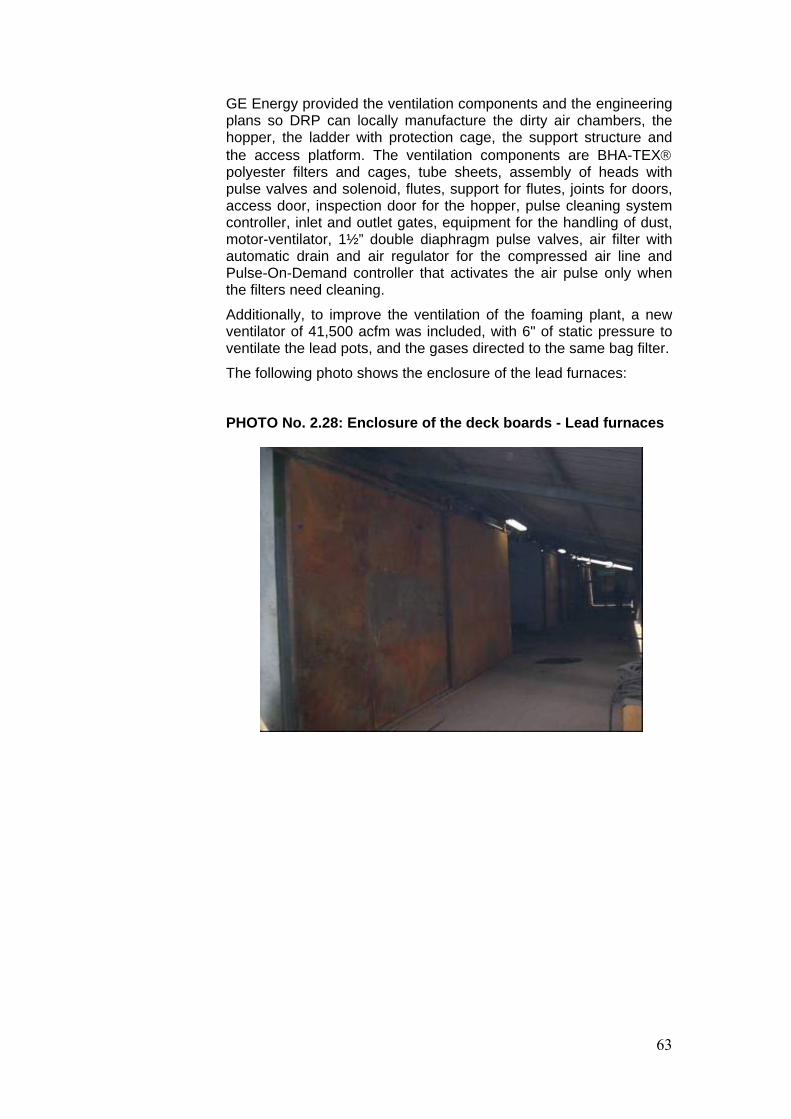
63
GE Energy provided the ventilation components and the engineering plans so DRP can locally manufacture the dirty air chambers, the hopper, the ladder with protection cage, the support structure and the access platform. The ventilation components are BHA-TEX polyester filters and cages, tube sheets, assembly of heads with pulse valves and solenoid, flutes, support for flutes, joints for doors, access door, inspection door for the hopper, pulse cleaning system controller, inlet and outlet gates, equipment for the handling of dust, motor-ventilator, 1½” double diaphragm pulse valves, air filter with automatic drain and air regulator for the compressed air line and Pulse-On-Demand controller that activates the air pulse only when the filters need cleaning.
Additionally, to improve the ventilation of the foaming plant, a new ventilator of 41,500 acfm was included, with 6" of static pressure to ventilate the lead pots, and the gases directed to the same bag filter.
The following photo shows the enclosure of the lead furnaces:
PHOTO No. 2.28: Enclosure of the deck boards - Lead furnaces
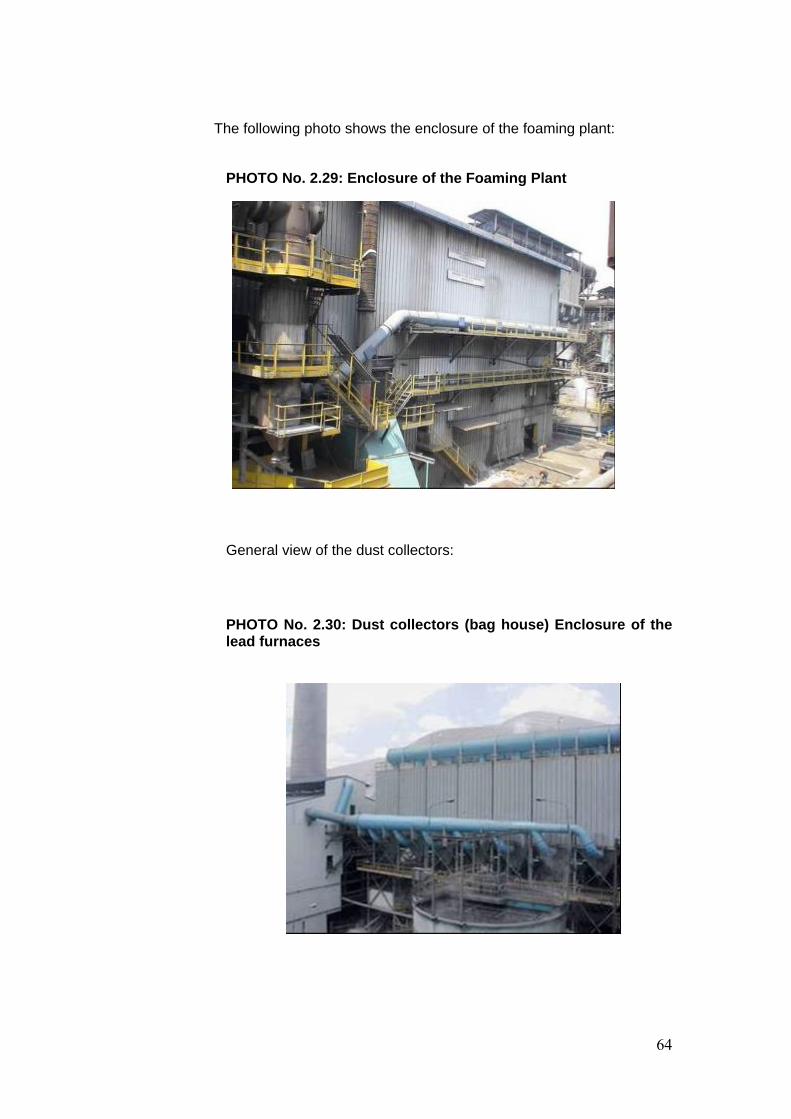
64
The following photo shows the enclosure of the foaming plant:
PHOTO No. 2.29: Enclosure of the Foaming Plant
General view of the dust collectors:
PHOTO No. 2.30: Dust collectors (bag house) Enclosure of the lead furnaces
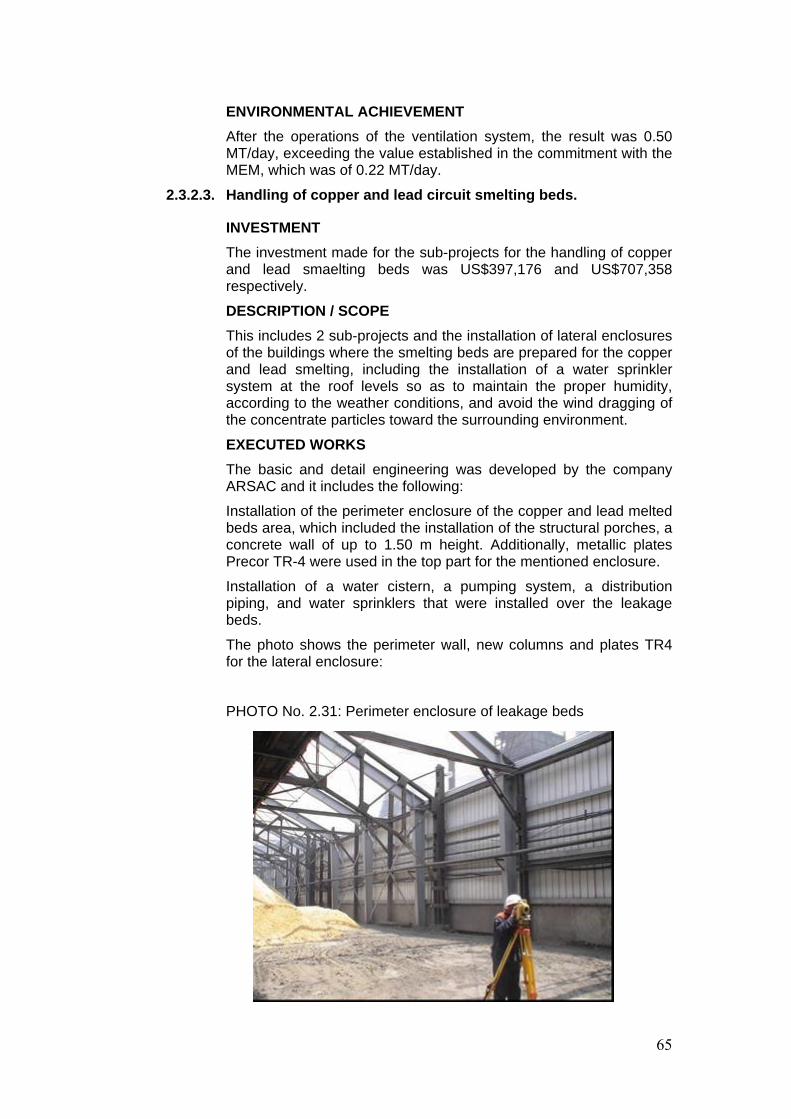
65
ENVIRONMENTAL ACHIEVEMENT
After the operations of the ventilation system, the result was 0.50 MT/day, exceeding the value established in the commitment with the MEM, which was of 0.22 MT/day.
2.3.2.3. Handling of copper and lead circuit smelting beds.
INVESTMENT
The investment made for the sub-projects for the handling of copper and lead smaelting beds was US$397,176 and US$707,358 respectively.
DESCRIPTION / SCOPE
This includes 2 sub-projects and the installation of lateral enclosures of the buildings where the smelting beds are prepared for the copper and lead smelting, including the installation of a water sprinkler system at the roof levels so as to maintain the proper humidity, according to the weather conditions, and avoid the wind dragging of the concentrate particles toward the surrounding environment.
EXECUTED WORKS
The basic and detail engineering was developed by the company ARSAC and it includes the following:
Installation of the perimeter enclosure of the copper and lead melted beds area, which included the installation of the structural porches, a concrete wall of up to 1.50 m height. Additionally, metallic plates Precor TR-4 were used in the top part for the mentioned enclosure.
Installation of a water cistern, a pumping system, a distribution piping, and water sprinklers that were installed over the leakage beds.
The photo shows the perimeter wall, new columns and plates TR4 for the lateral enclosure:
PHOTO No. 2.31: Perimeter enclosure of leakage beds
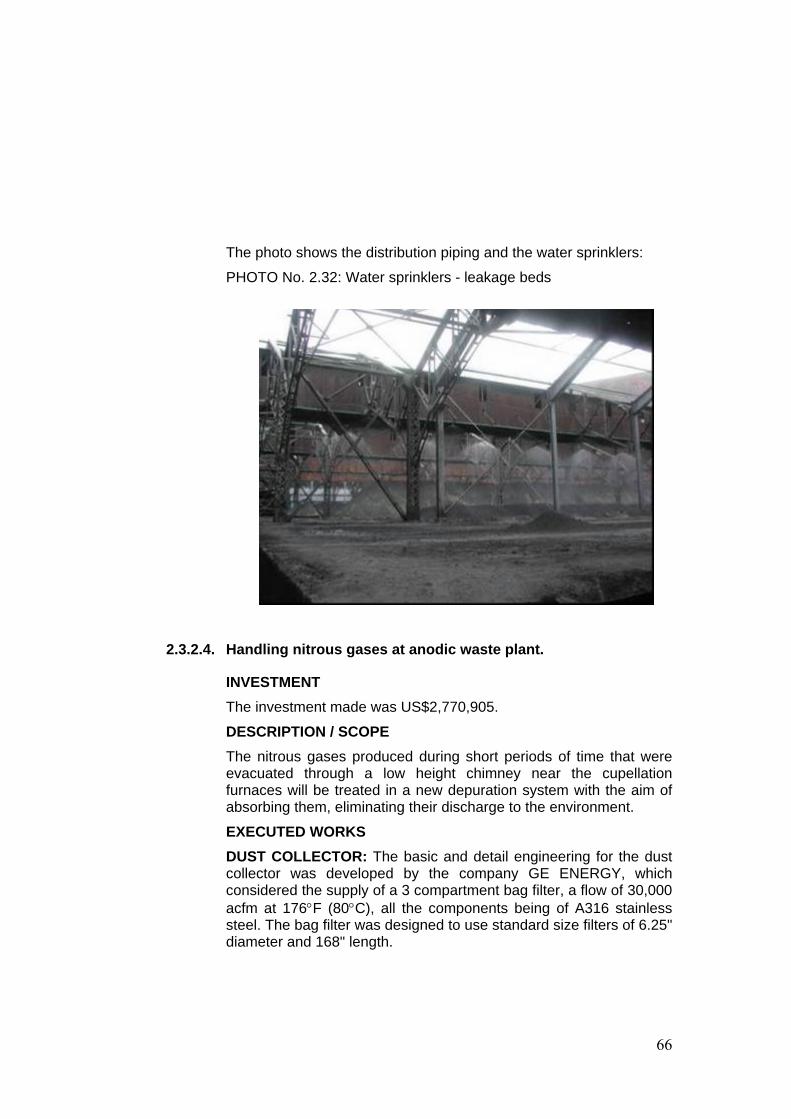
66
The photo shows the distribution piping and the water sprinklers:
PHOTO No. 2.32: Water sprinklers - leakage beds
2.3.2.4. Handling nitrous gases at anodic waste plant.
INVESTMENT
The investment made was US$2,770,905.
DESCRIPTION / SCOPE
The nitrous gases produced during short periods of time that were evacuated through a low height chimney near the cupellation furnaces will be treated in a new depuration system with the aim of absorbing them, eliminating their discharge to the environment.
EXECUTED WORKS
DUST COLLECTOR: The basic and detail engineering for the dust collector was developed by the company GE ENERGY, which considered the supply of a 3 compartment bag filter, a flow of 30,000 acfm at 176F (80C), all the components being of A316 stainless steel. The bag filter was designed to use standard size filters of 6.25" diameter and 168" length.
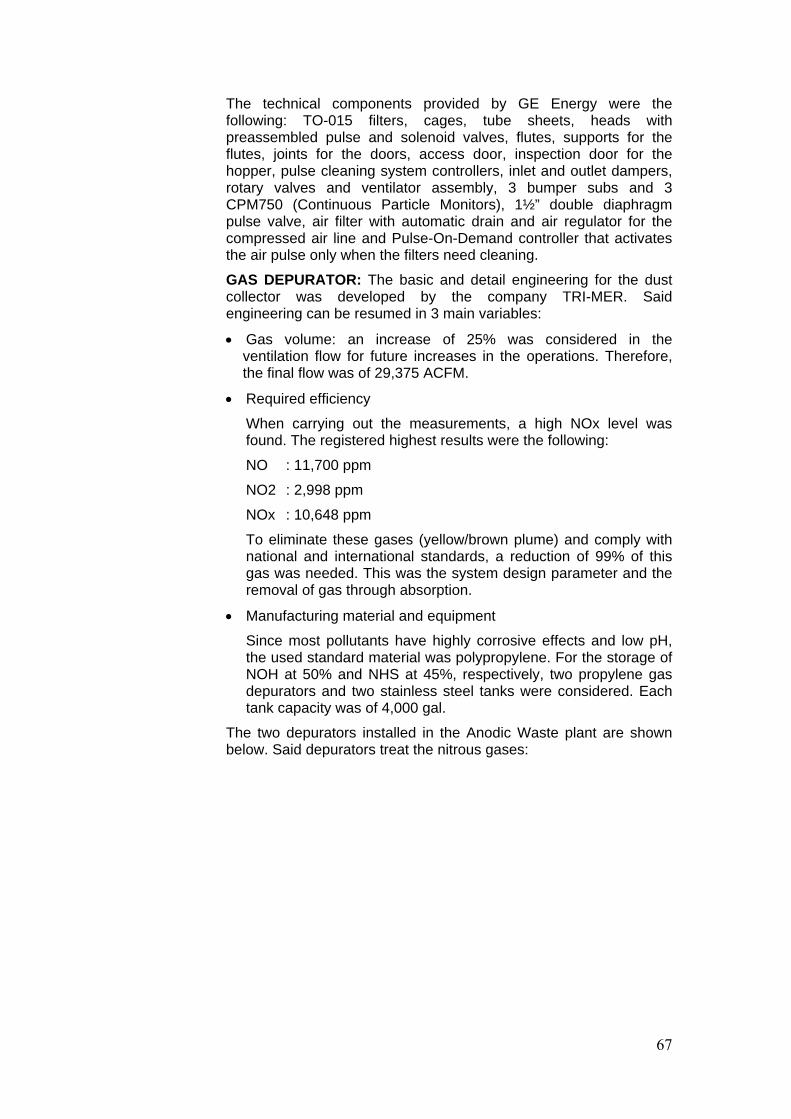
67
The technical components provided by GE Energy were the following: TO-015 filters, cages, tube sheets, heads with preassembled pulse and solenoid valves, flutes, supports for the flutes, joints for the doors, access door, inspection door for the hopper, pulse cleaning system controllers, inlet and outlet dampers, rotary valves and ventilator assembly, 3 bumper subs and 3 CPM750 (Continuous Particle Monitors), 1½” double diaphragm pulse valve, air filter with automatic drain and air regulator for the compressed air line and Pulse-On-Demand controller that activates the air pulse only when the filters need cleaning.
GAS DEPURATOR: The basic and detail engineering for the dust collector was developed by the company TRI-MER. Said engineering can be resumed in 3 main variables:
Gas volume: an increase of 25% was considered in the ventilation flow for future increases in the operations. Therefore, the final flow was of 29,375 ACFM.
Required efficiency
When carrying out the measurements, a high NOx level was found. The registered highest results were the following:
NO : 11,700 ppm
NO2 : 2,998 ppm
NOx : 10,648 ppm
To eliminate these gases (yellow/brown plume) and comply with national and international standards, a reduction of 99% of this gas was needed. This was the system design parameter and the removal of gas through absorption.
Manufacturing material and equipment
Since most pollutants have highly corrosive effects and low pH, the used standard material was polypropylene. For the storage of NOH at 50% and NHS at 45%, respectively, two propylene gas depurators and two stainless steel tanks were considered. Each tank capacity was of 4,000 gal.
The two depurators installed in the Anodic Waste plant are shown below. Said depurators treat the nitrous gases:
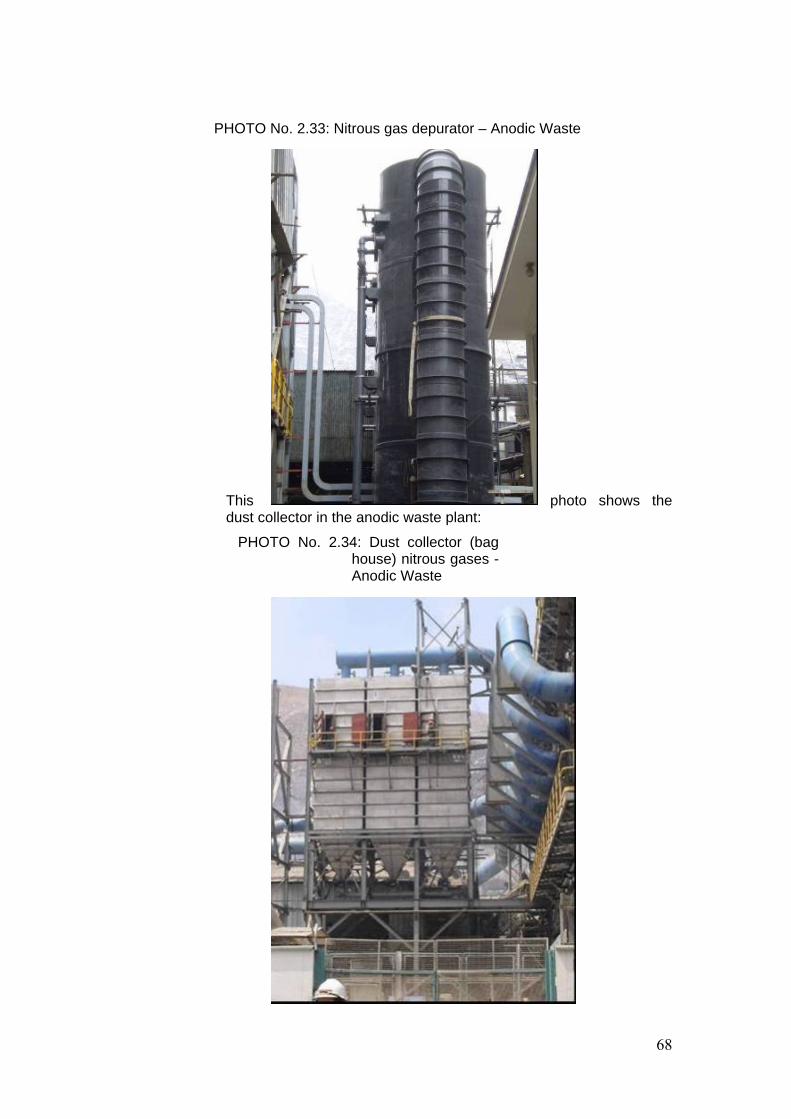
68
PHOTO No. 2.33: Nitrous gas depurator – Anodic Waste
This photo shows the dust collector in the anodic waste plant:
PHOTO No. 2.34: Dust collector (bag house) nitrous gases - Anodic Waste
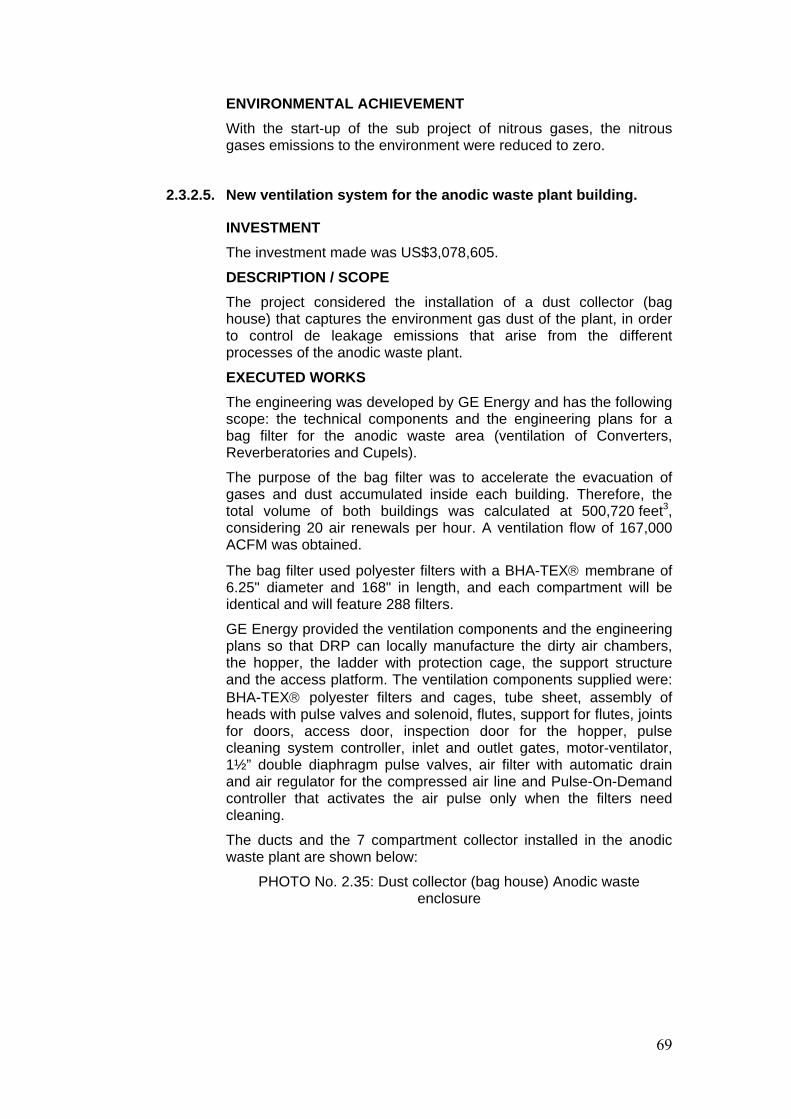
69
ENVIRONMENTAL ACHIEVEMENT
With the start-up of the sub project of nitrous gases, the nitrous gases emissions to the environment were reduced to zero.
2.3.2.5. New ventilation system for the anodic waste plant building.
INVESTMENT
The investment made was US$3,078,605.
DESCRIPTION / SCOPE
The project considered the installation of a dust collector (bag house) that captures the environment gas dust of the plant, in order to control de leakage emissions that arise from the different processes of the anodic waste plant.
EXECUTED WORKS
The engineering was developed by GE Energy and has the following scope: the technical components and the engineering plans for a bag filter for the anodic waste area (ventilation of Converters, Reverberatories and Cupels).
The purpose of the bag filter was to accelerate the evacuation of gases and dust accumulated inside each building. Therefore, the total volume of both buildings was calculated at 500,720 feet3, considering 20 air renewals per hour. A ventilation flow of 167,000 ACFM was obtained.
The bag filter used polyester filters with a BHA-TEX membrane of 6.25" diameter and 168" in length, and each compartment will be identical and will feature 288 filters.
GE Energy provided the ventilation components and the engineering plans so that DRP can locally manufacture the dirty air chambers, the hopper, the ladder with protection cage, the support structure and the access platform. The ventilation components supplied were: BHA-TEX polyester filters and cages, tube sheet, assembly of heads with pulse valves and solenoid, flutes, support for flutes, joints for doors, access door, inspection door for the hopper, pulse cleaning system controller, inlet and outlet gates, motor-ventilator, 1½” double diaphragm pulse valves, air filter with automatic drain and air regulator for the compressed air line and Pulse-On-Demand controller that activates the air pulse only when the filters need cleaning.
The ducts and the 7 compartment collector installed in the anodic waste plant are shown below:
PHOTO No. 2.35: Dust collector (bag house) Anodic waste enclosure
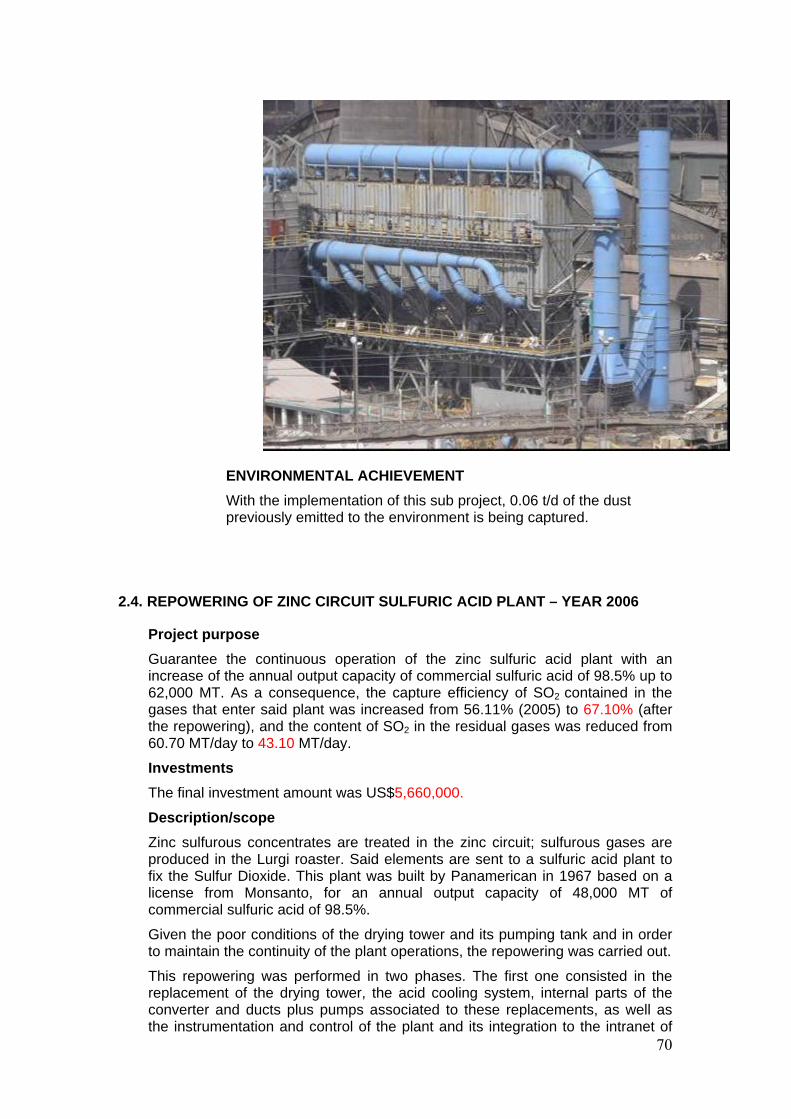
70
ENVIRONMENTAL ACHIEVEMENT
With the implementation of this sub project, 0.06 t/d of the dust previously emitted to the environment is being captured.
2.4. REPOWERING OF ZINC CIRCUIT SULFURIC ACID PLANT – YEAR 2006
Project purpose
Guarantee the continuous operation of the zinc sulfuric acid plant with an increase of the annual output capacity of commercial sulfuric acid of 98.5% up to 62,000 MT. As a consequence, the capture efficiency of SO2 contained in the gases that enter said plant was increased from 56.11% (2005) to 67.10% (after the repowering), and the content of SO2 in the residual gases was reduced from 60.70 MT/day to 43.10 MT/day.
Investments
The final investment amount was US$5,660,000.
Description/scope
Zinc sulfurous concentrates are treated in the zinc circuit; sulfurous gases are produced in the Lurgi roaster. Said elements are sent to a sulfuric acid plant to fix the Sulfur Dioxide. This plant was built by Panamerican in 1967 based on a license from Monsanto, for an annual output capacity of 48,000 MT of commercial sulfuric acid of 98.5%.
Given the poor conditions of the drying tower and its pumping tank and in order to maintain the continuity of the plant operations, the repowering was carried out.
This repowering was performed in two phases. The first one consisted in the replacement of the drying tower, the acid cooling system, internal parts of the converter and ducts plus pumps associated to these replacements, as well as the instrumentation and control of the plant and its integration to the intranet of
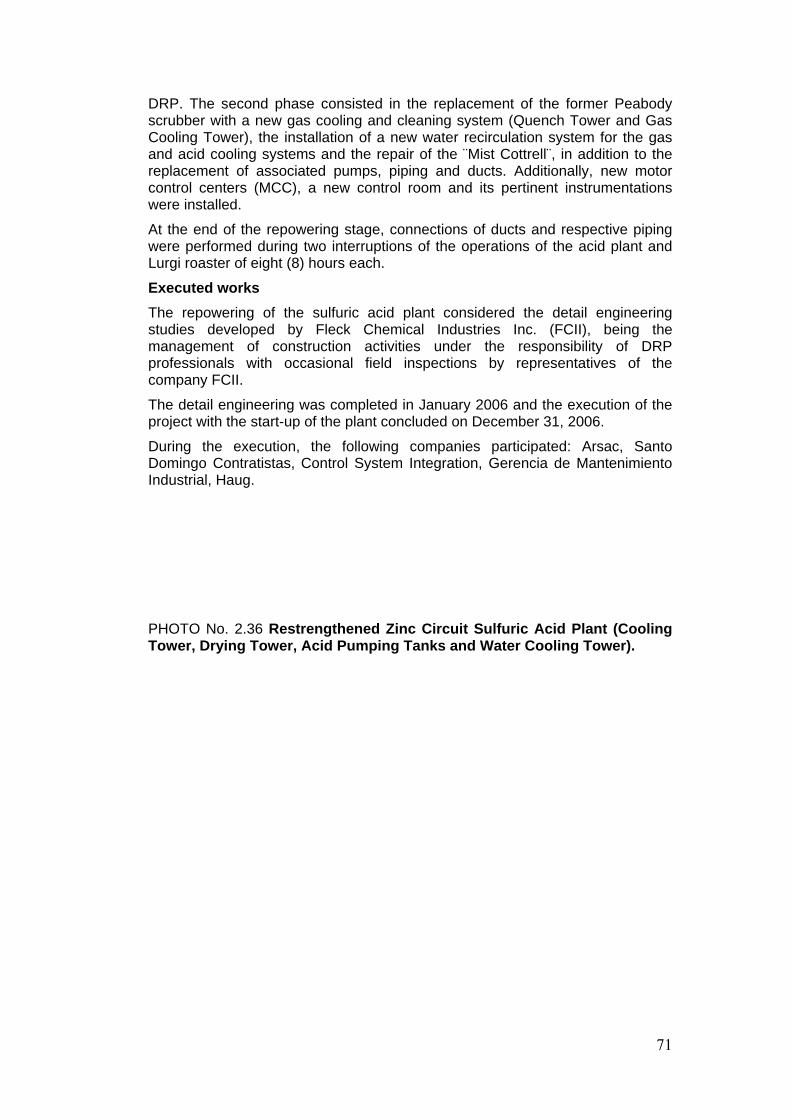
71
DRP. The second phase consisted in the replacement of the former Peabody scrubber with a new gas cooling and cleaning system (Quench Tower and Gas Cooling Tower), the installation of a new water recirculation system for the gas and acid cooling systems and the repair of the ¨Mist Cottrell¨, in addition to the replacement of associated pumps, piping and ducts. Additionally, new motor control centers (MCC), a new control room and its pertinent instrumentations were installed.
At the end of the repowering stage, connections of ducts and respective piping were performed during two interruptions of the operations of the acid plant and Lurgi roaster of eight (8) hours each.
Executed works
The repowering of the sulfuric acid plant considered the detail engineering studies developed by Fleck Chemical Industries Inc. (FCII), being the management of construction activities under the responsibility of DRP professionals with occasional field inspections by representatives of the company FCII.
The detail engineering was completed in January 2006 and the execution of the project with the start-up of the plant concluded on December 31, 2006.
During the execution, the following companies participated: Arsac, Santo Domingo Contratistas, Control System Integration, Gerencia de Mantenimiento Industrial, Haug.
PHOTO No. 2.36 Restrengthened Zinc Circuit Sulfuric Acid Plant (Cooling Tower, Drying Tower, Acid Pumping Tanks and Water Cooling Tower).
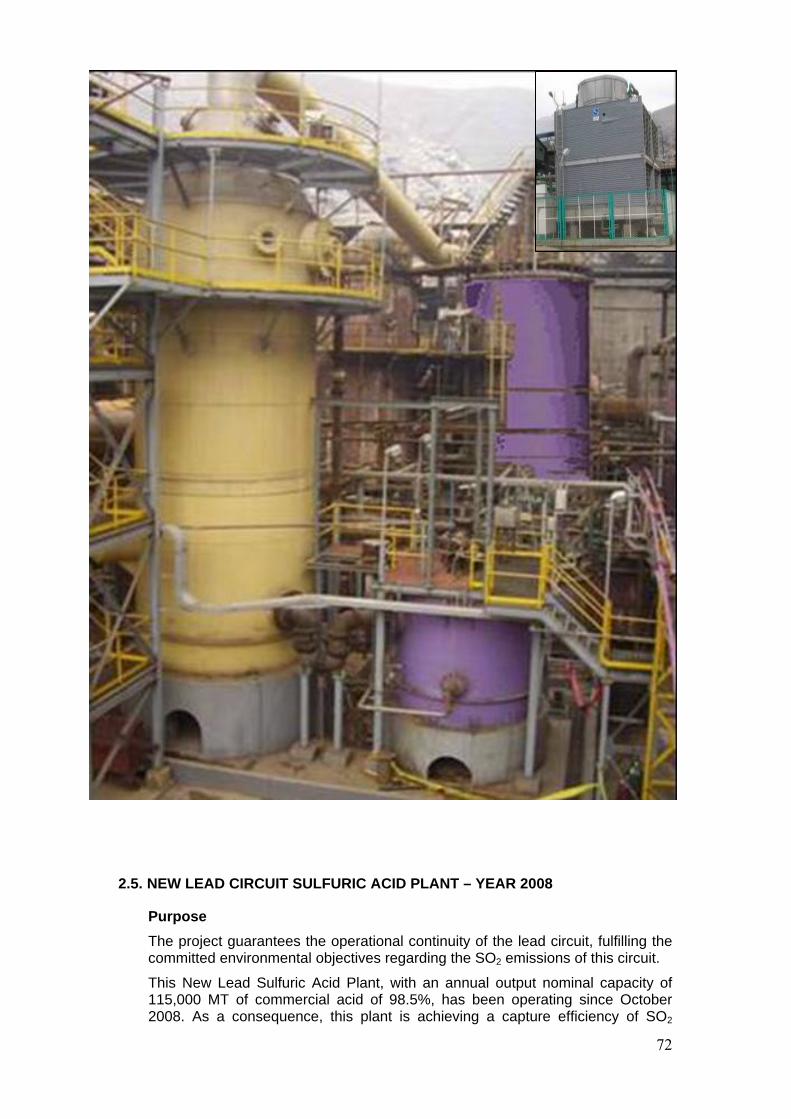
72
2.5. NEW LEAD CIRCUIT SULFURIC ACID PLANT – YEAR 2008
Purpose
The project guarantees the operational continuity of the lead circuit, fulfilling the committed environmental objectives regarding the SO2 emissions of this circuit.
This New Lead Sulfuric Acid Plant, with an annual output nominal capacity of 115,000 MT of commercial acid of 98.5%, has been operating since October 2008. As a consequence, this plant is achieving a capture efficiency of SO2
73
contained in the gases that enter said plant higher than 98%. This result represents a fixing level higher than the 65% of the sulphur introduced with the concentrates. The efficiency parameters of this plant have been certified by authorized entities on behalf of OSINERGMIN.
Additionally, with the implementation of this acid plant, the particulate matter emitted by the chimney has been reduced by 0.46 MT/day.
Investments
The final investment amount was US$49,620,000.
Description/scope
In the lead circuit smelting, there is a sintering machine that converts the sulfur present in the lead concentrates into SO2 through an oxidizing roasting process, obtaining an agglomerate material with physical characteristics suitable for being treated in the smelting - reduction process in the cupola furnaces and a gaseous current that was discharged through the main chimney. To reduce the SO2 discharge to the environment, a new sulfuric acid plant has been installed. This plant has a specific capture system in the sintering machine reaction area, which enables to capture the gases with higher SO2 concentration. This new sulfuric acid plant is of simple contact and has a three bed conversion system with vanadium pentoxide as catalyst in the conversion of SO2 into SO3.
Executed works
The sulfuric acid plant has been built based upon the basic and detail engineering studies developed by the specialized firm Fleck Chemical Industries Inc. (FCII) and Graña Montero Ingeniería SA (GMI). This plant is located at the area between the Agglomeration Plant and the Leakage Beds Section of the Preparation Plant, in the northeastern area of the Metallurgical Complex of La Oroya, coordinate X from 402100 to X402200 and coordinates Y from 876000 to Y8726100. The total land area the plant occupies is of 3,356 m². The fast track construction of this plant was carried out by DRP professionals. The works began in July 2006 and ended by August 2007. The plant commissioning, tests and start-up took place between July and September 2008. The main firms that took part in the construction were: Cosapi SA in the civil works and the mechanical mounting, Santo Domingo SA in the electrical mounting and instrumentation and Control System Integration in the control system. Additionally, the mounting and start-up process were supported by the representatives of the manufacturers of the main equipment, like Alstom, in the case of the dry electrostatic precipitator; Beltran Technology, in the case of the wet electrostatic precipitators, Siemens, in the case of the main blower and Aecometric, in the case of the preheater furnace.
The acid plant includes the following sections:
Cleaning and Gas Cooling Section
The most important equipment for the cleaning section are the Dry Electrostatic Precipitator, the Adiabatic Cooling Tower, the Retention Tower, the Venturi Scrubber, the Separation Tower, the Gas Cooling Tower, the Wet Electrostatic Precipitators, the Cooling Tower, and the Wet Gas Condenser.
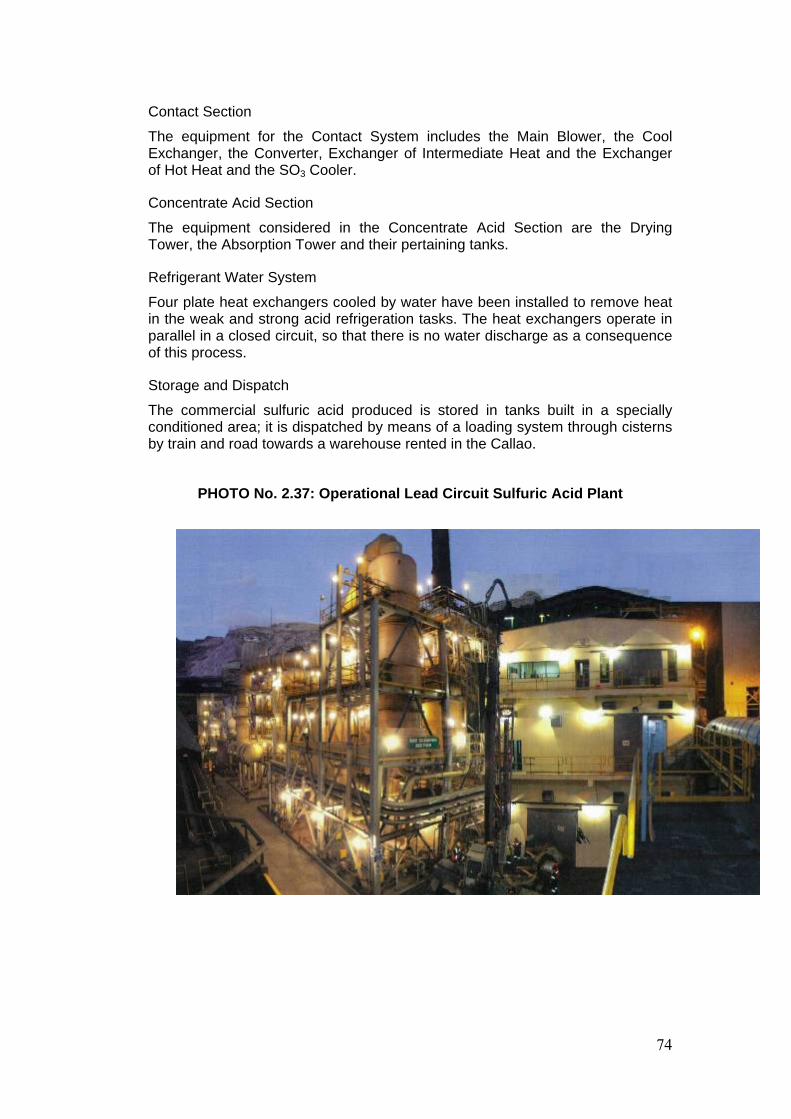
74
Contact Section
The equipment for the Contact System includes the Main Blower, the Cool Exchanger, the Converter, Exchanger of Intermediate Heat and the Exchanger of Hot Heat and the SO3 Cooler.
Concentrate Acid Section
The equipment considered in the Concentrate Acid Section are the Drying Tower, the Absorption Tower and their pertaining tanks.
Refrigerant Water System
Four plate heat exchangers cooled by water have been installed to remove heat in the weak and strong acid refrigeration tasks. The heat exchangers operate in parallel in a closed circuit, so that there is no water discharge as a consequence of this process.
Storage and Dispatch
The commercial sulfuric acid produced is stored in tanks built in a specially conditioned area; it is dispatched by means of a loading system through cisterns by train and road towards a warehouse rented in the Callao.
PHOTO No. 2.37: Operational Lead Circuit Sulfuric Acid Plant
75
3. ENVIRONMENTAL OBJECTIVES ACHIEVED FOR COMPLETED PAMA PROJECTS
3.1. STACK EMISSIONS AT REGULATED RATES
As a result of the implementation of the projects aimed at the reduction of gaseous and particulate matter emissions through the main stack, as well as better operating controls, the Maximum Permissible Levels (MPL) for emissions of all CMLO stacks have been achieved according to the Ministerial Resolution No. 315-96-EM/VMM, except for the Sulfur Dioxide (SO2) parameter for the main stack, which will be achieved upon the completion of the copper circuit sulfuric acid plant construction.
The chimney emissions monitoring controls are carried out by the Inspectorate Services Perú S.A.C. Environmental Division, which characterizes and quantifies the emission of pollutants to the atmosphere (gases and particles) by stationary sources using the US EPA standard procedures. OSINERGMIN takes part in these monitoring controls through the outside auditing firms and the civil society by means of the La Oroya Town Control and Committee (Comité de Vigilancia y Monitoreo Ciudadano de la Oroya).
The results of the environmental monitoring controls are published in OSINERGMIN web site (http://www.osinerg.gob.pe/newweb/pages/GFM/1526.htm), as seen in the following chart:
CHART No. 3.1: Result of Environmental Monitoring Controls published in OSINERGMIN website
76
Within the environmental aims achieved in emissions through the main stack as compared to 1997, the following can be highlighted:
Reduction of particles emission by 78%, achieving the MPL in 2005.
Reduction of lead emission by 68%, achieving the MPL in 2006.
Reduction of arsenic emission by 93%, achieving the MPL in 2000.
Reduction of sulfur dioxide emission by 52%.
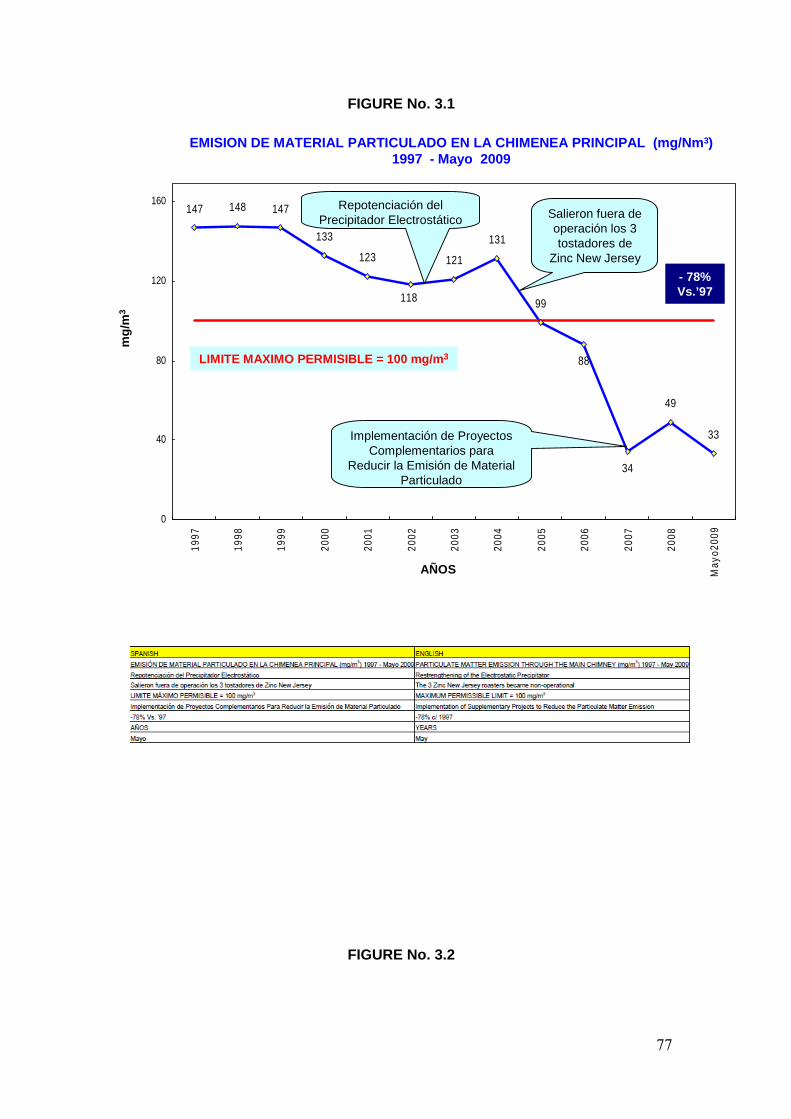
77
FIGURE No. 3.1
FIGURE No. 3.2
147
33
49
34
88
99
131
121
118
123
133
147148
0
40
80
120
16019
97
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
May
o200
9
mg
/m3
LIMITE MAXIMO PERMISIBLE = 100 mg/m3
EMISION DE MATERIAL PARTICULADO EN LA CHIMENEA PRINCIPAL (mg/Nm3) 1997 - Mayo 2009
- 78%Vs.’97
AÑOS
Implementación de Proyectos Complementarios para
Reducir la Emisión de Material Particulado
Repotenciación del Precipitador Electrostático Salieron fuera de
operación los 3 tostadores de
Zinc New Jersey
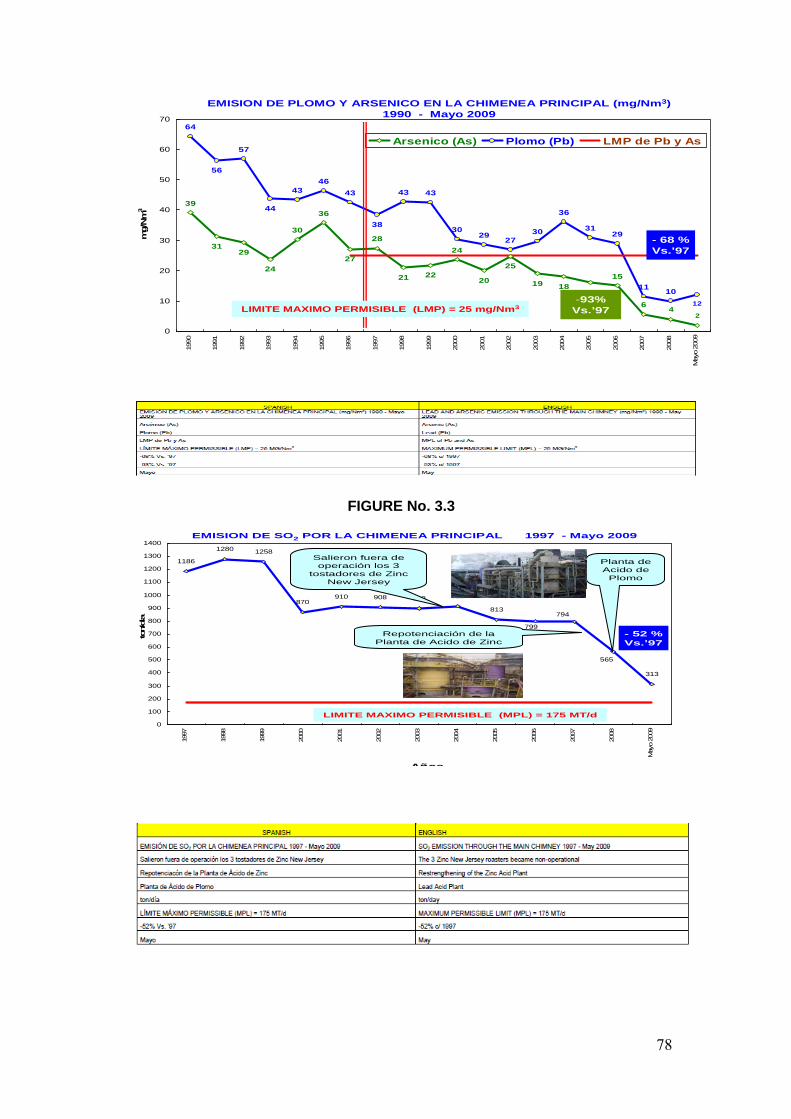
78
3129
24
27
2225
19 1816
64
57
4346
43 43 43
3029
2730
36
3129
1110
21
24
20
24
6
15
39
36
2830
44
38
56
12
0
10
20
30
40
50
60
70
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
Mayo
2009
mg/N
m3
Arsenico (As) Plomo (Pb) LMP de Pb y As
LIMITE MAXIMO PERMISIBLE (LMP) = 25 mg/Nm3
EMISION DE PLOMO Y ARSENICO EN LA CHIMENEA PRINCIPAL (mg/Nm3)1990 - Mayo 2009
- 68 %Vs.’97
-93%Vs.’97
FIGURE No. 3.3
1280 1258
870910 908 899 915
813
799
794
565
313
1186
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
May
o 20
09
ton/dia
EMISION DE SO2 POR LA CHIMENEA PRINCIPAL 1997 - Mayo 2009
Años
LIMITE MAXIMO PERMISIBLE (MPL) = 175 MT/d
- 52 %Vs.’97
Repotenciación de la Planta de Acido de Zinc
Planta de Acido de Plomo
Salieron fuera de operación los 3
tostadores de Zinc New Jersey
79
3.2. AIR QUALITY.
The start-up of the projects aimed at reducing particulate matter fugitive emissions and stricter operating controls have positively contributed to the achievement of the National Standards of Air Environmental Quality (ECA) for the Particulate parameters lower than 10 microns (PM10) and Lead in PM10 in all La Oroya air quality monitoring stations, according to the provisions of the Supreme Regulation No. 074-2001-PCM and Supreme Regulation No. 069-2003-PCM. As for the sulfur dioxide parameter, the ECA will be achieved upon the completion of the copper circuit sulfuric acid plant construction.
Likewise, all environmental objectives proposed by the Peruvian State in Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC which was supported by the Ministerial Regulation No. 257-2006-MEM/DM for the parameters not regulated in the rules regarding the Environmental Air Quality National Standards have been achieved at La Oroya.
Quality monitoring controls in the 7 stations that compose the monitoring network are performed every three days and OSINERGMIN takes part in these controls through the outside auditing firms and the civil society by means of the La Oroya Town Control and Monitoring Committee.
The results of the environmental monitoring controls are published in OSINERGMIN web site (http://www.osinerg.gob.pe/newweb/pages/GFM/1526.htm), as seen in the following chart:
80
TABLE NO. 3.2: Air Quality Monthly Report: Pb in PM10
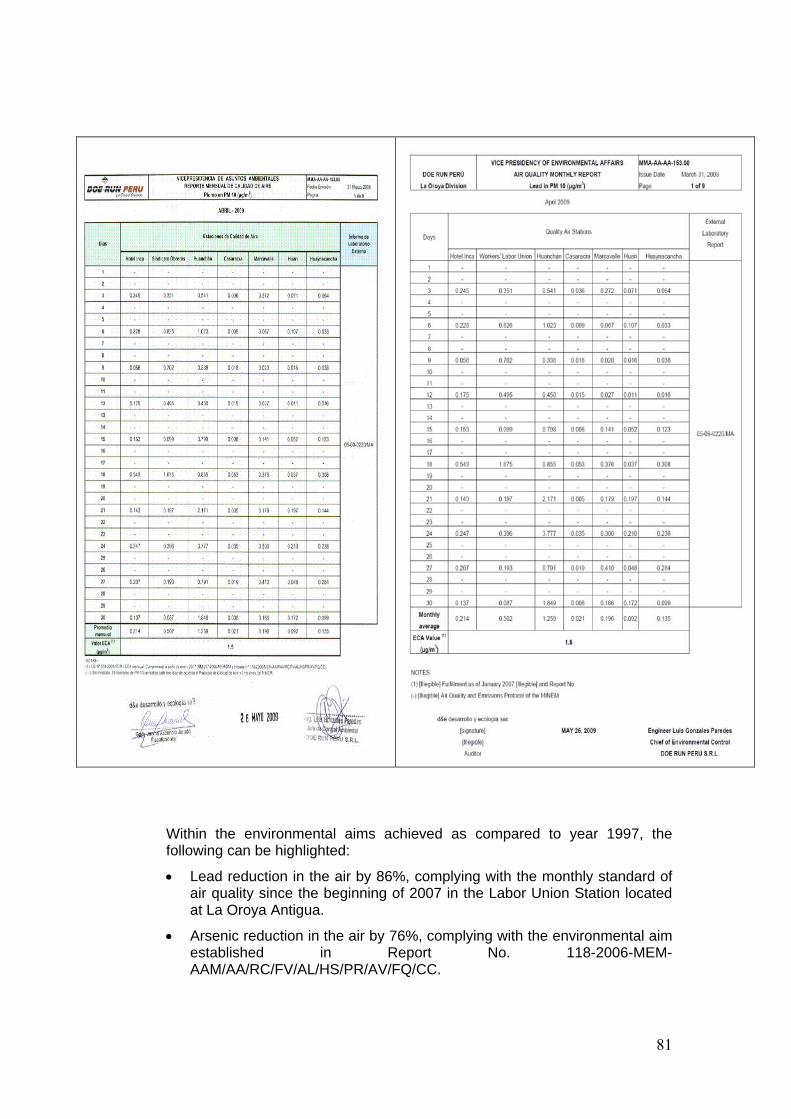
81
Within the environmental aims achieved as compared to year 1997, the following can be highlighted:
Lead reduction in the air by 86%, complying with the monthly standard of air quality since the beginning of 2007 in the Labor Union Station located at La Oroya Antigua.
Arsenic reduction in the air by 76%, complying with the environmental aim established in Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC.
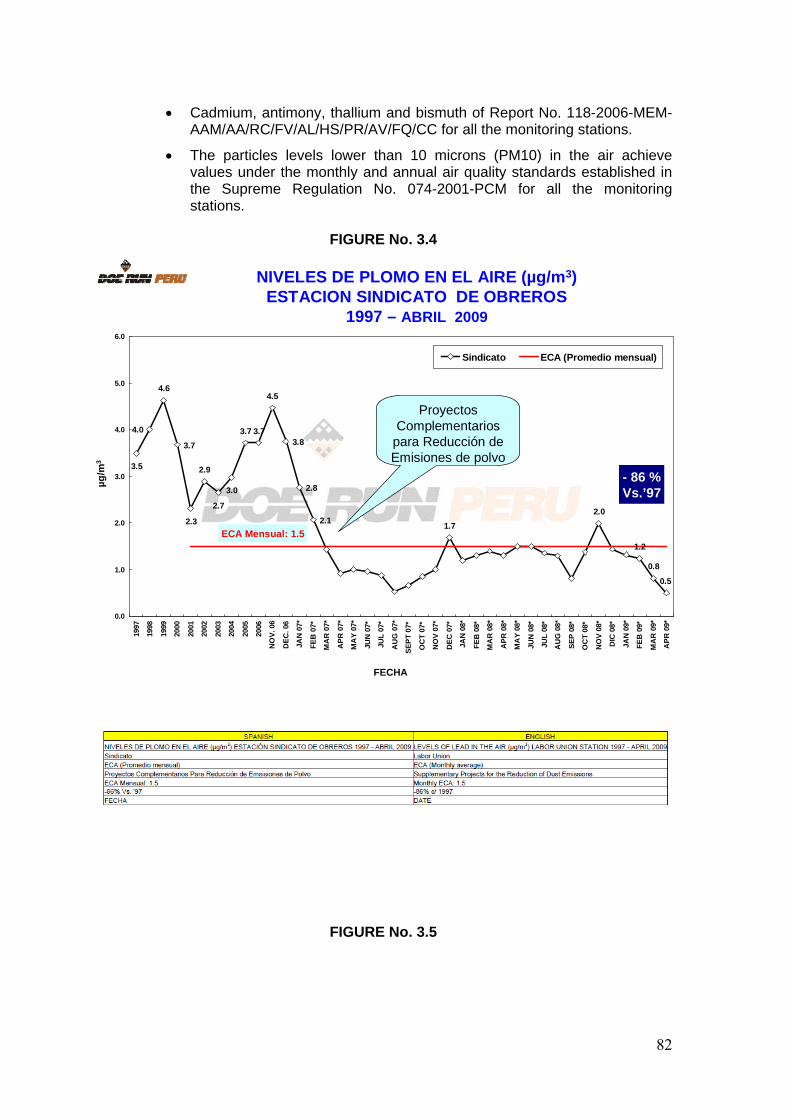
82
Cadmium, antimony, thallium and bismuth of Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC for all the monitoring stations.
The particles levels lower than 10 microns (PM10) in the air achieve values under the monthly and annual air quality standards established in the Supreme Regulation No. 074-2001-PCM for all the monitoring stations.
FIGURE No. 3.4
4.6
2.9
3.7
1.7
2.0
1.2
0.8
0.5
2.12.3
3.0
3.7
2.7
4.5
3.8
2.8
3.7
4.0
3.5
0.0
1.0
2.0
3.0
4.0
5.0
6.0
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
NO
V. 0
6
DE
C. 0
6
JAN
07*
FE
B 0
7*
MA
R 0
7*
AP
R 0
7*
MA
Y 0
7*
JUN
07*
JUL
07*
AU
G 0
7*
SE
PT
07*
OC
T 0
7*
NO
V 0
7*
DE
C 0
7*
JAN
08*
FE
B 0
8*
MA
R 0
8*
AP
R 0
8*
MA
Y 0
8*
JUN
08*
JUL
08*
AU
G 0
8*
SE
P 0
8*
OC
T 0
8*
NO
V 0
8*
DIC
08*
JAN
09*
FE
B 0
9*
MA
R 0
9*
AP
R 0
9*
Sindicato ECA (Promedio mensual)
µg
/m3
FECHA
ECA Mensual: 1.5
NIVELES DE PLOMO EN EL AIRE (µg/m3)ESTACION SINDICATO DE OBREROS
1997 – ABRIL 2009
- 86 %Vs.’97
Proyectos Complementarios
para Reducción de Emisiones de polvo
FIGURE No. 3.5
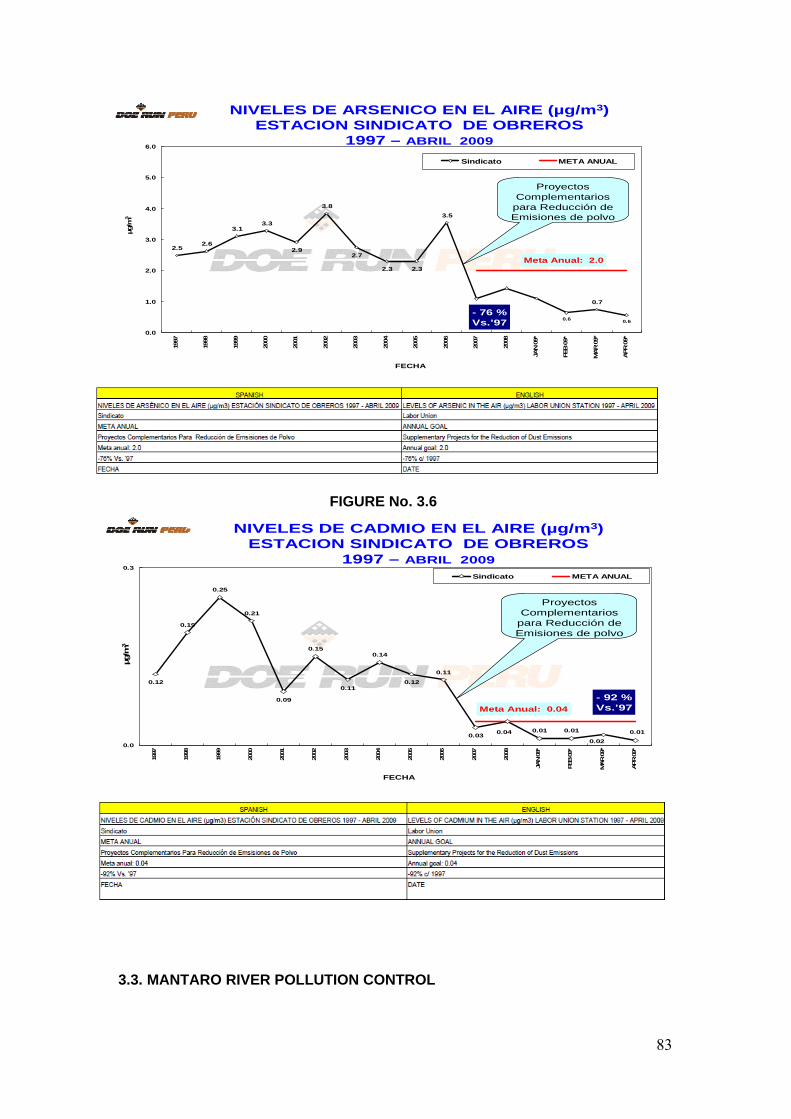
83
2.52.6
3.13.3
3.8
3.5
0.7
0.6
2.9
2.3 2.3
0.6
2.7
0.0
1.0
2.0
3.0
4.0
5.0
6.0
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
JAN 0
9*
FEB 0
9*
MAR 0
9*
APR 0
9*
Sindicato META ANUAL
µg/m
3
FECHA
Meta Anual: 2.0
NIVELES DE ARSENICO EN EL AIRE (µg/m3)ESTACION SINDICATO DE OBREROS
1997 – ABRIL 2009
- 76 %Vs.’97
Proyectos Complementarios para Reducción de Emisiones de polvo
FIGURE No. 3.6
0.19
0.25
0.21
0.15
0.11
0.01 0.01
0.09
0.14
0.12
0.01
0.11
0.030.04
0.12
0.020.0
0.3
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
JAN 08*
FEB 09*
MAR 09*
APR 09*
Sindicato META ANUAL
µg/m
3
FECHA
NIVELES DE CADMIO EN EL AIRE (µg/m3)ESTACION SINDICATO DE OBREROS
1997 – ABRIL 2009
- 92 %Vs.’97Meta Anual: 0.04
Proyectos Complementarios
para Reducción de Emisiones de polvo
3.3. MANTARO RIVER POLLUTION CONTROL
84
From the beginning of the La Oroya Metallurgical Complex operation (1922), the industrial waters plenty of solids and metallic elements generated by its operations were discharged towards Mantaro River with no treatment whatsoever by the firms that operated before Doe Run Perú.
As of 2001, DRP implemented a program aiming at optimizing the use of water in CMLO, which drastically reduced the discharges of industrial effluents to Mantaro River. By the end of year 2004, and thanks to the implementation of the project Tratamiento de Agua Madre de la Refinería de Cobre (Bleed Off), the industrial discharges to Yauli River were reduced to zero. Finally, during 2006, three Domestic Wastewater Treatment Plants (RWTP) and an Industrial Wastewater Treatment Plant (IWTP), which enabled the processing of all liquid discharges coming from industrial activities and workers' houses were set in motion.
The effluents discharged comply with the permissible limits established in the Ministerial Resolution No. 011-96-EM/VMM as well as the quality standards for class III water according to the General Water Law (Ley General de Aguas), being suitable for agricultural use, which has been verified by the General Office of Environmental Health (DIGESA) and by the outside auditors named by OSINERGMIN. This fact makes it possible to state that since 2007, Rivers Mantaro and Yauli have not been negatively affected by the CMLO operations.
OSINERGMIN takes part in the monitoring controls of the liquid effluents through the outside auditing firms and the civil society by means of the La Oroya Town Control and Monitoring Committee.
The results of the environmental monitoring controls are published in OSINERGMIN web site (http://www.osinerg.gob.pe/newweb/pages/GFM/1526.htm), as seen in the following charts:
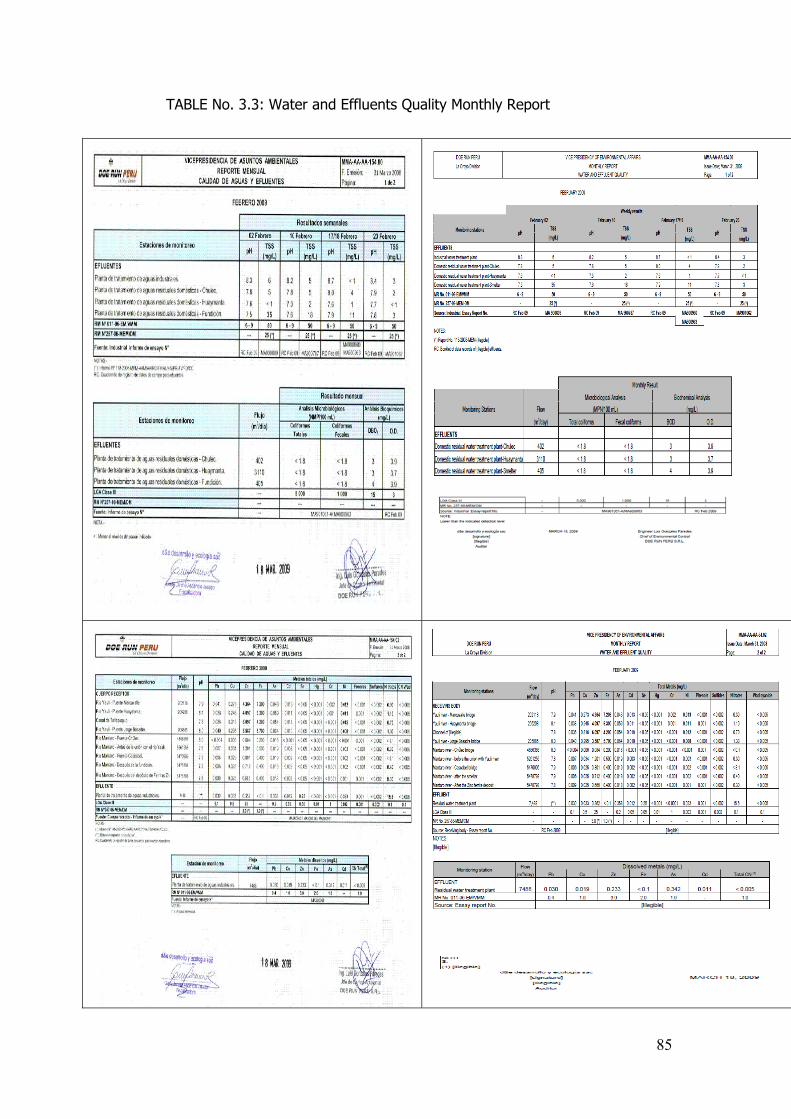
85
TABLE No. 3.3: Water and Effluents Quality Monthly Report
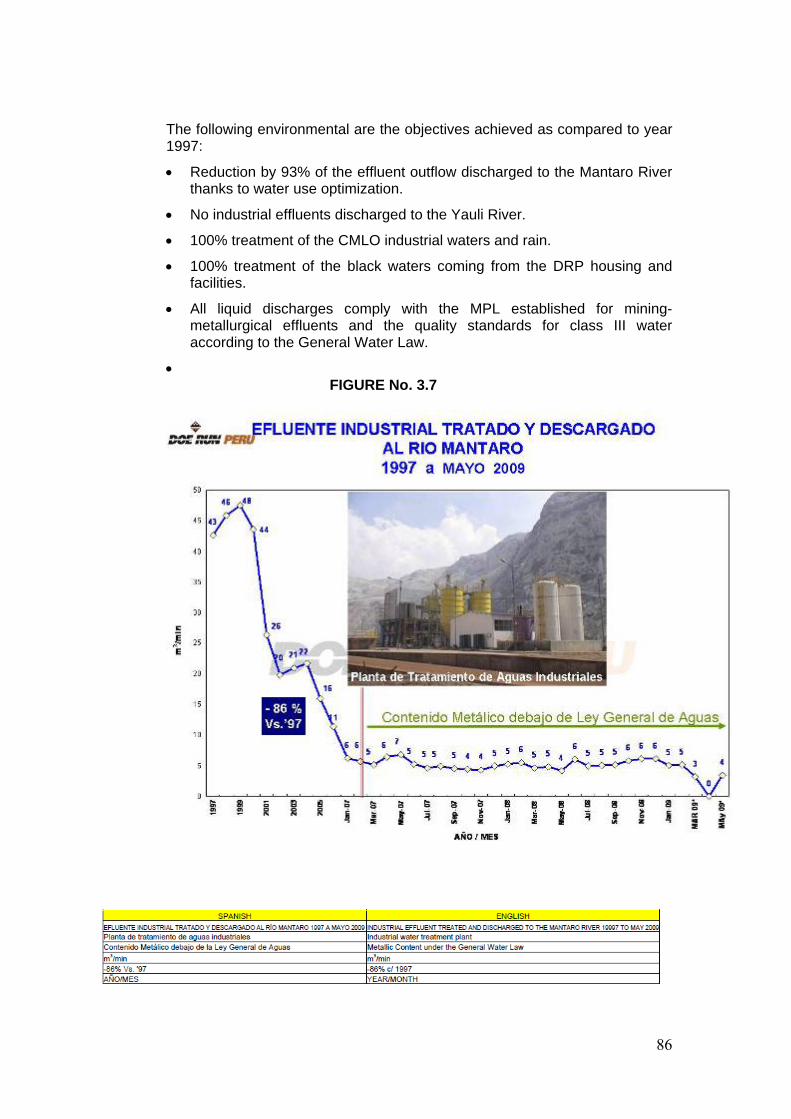
86
The following environmental are the objectives achieved as compared to year 1997:
Reduction by 93% of the effluent outflow discharged to the Mantaro River thanks to water use optimization.
No industrial effluents discharged to the Yauli River.
100% treatment of the CMLO industrial waters and rain.
100% treatment of the black waters coming from the DRP housing and facilities.
All liquid discharges comply with the MPL established for mining-metallurgical effluents and the quality standards for class III water according to the General Water Law.
FIGURE No. 3.7
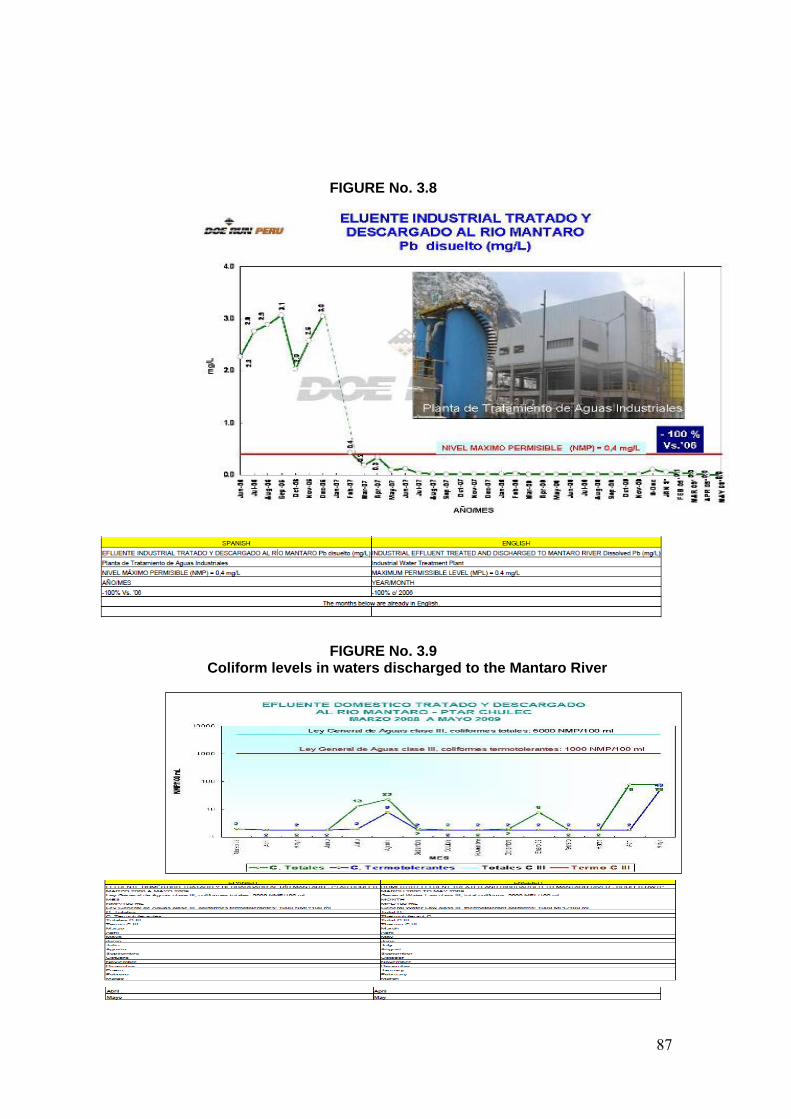
87
FIGURE No. 3.8
FIGURE No. 3.9 Coliform levels in waters discharged to the Mantaro River
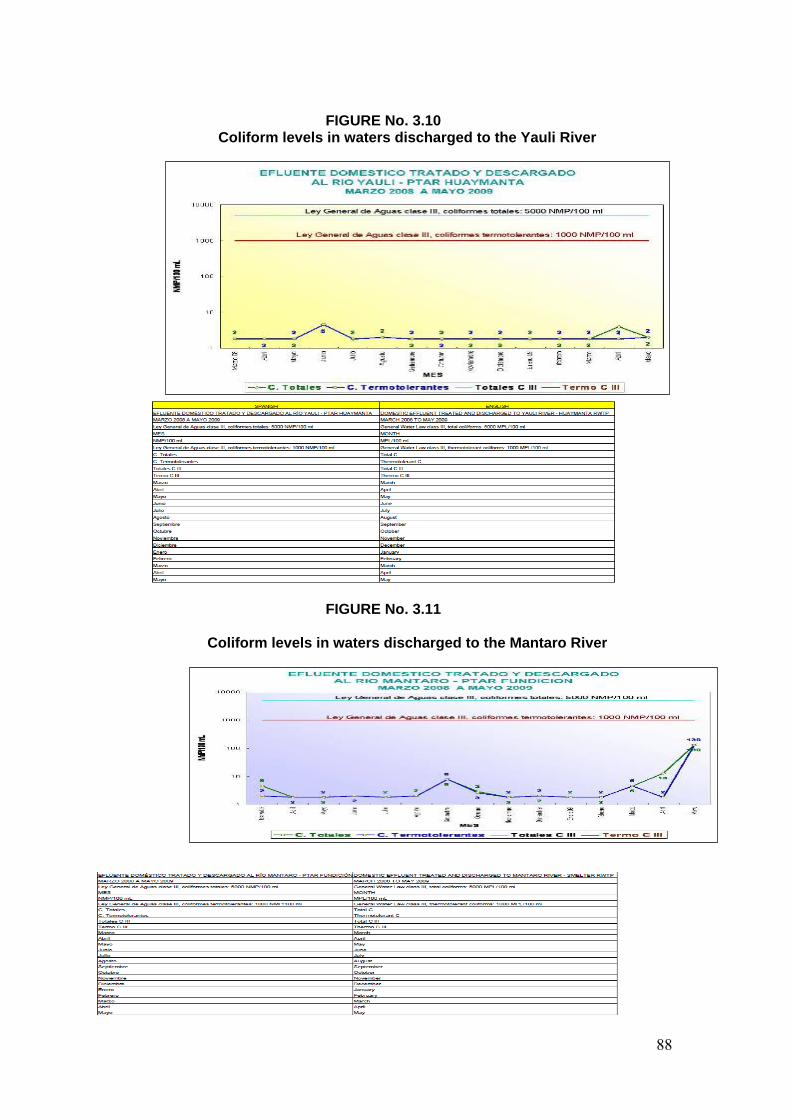
88
FIGURE No. 3.10
Coliform levels in waters discharged to the Yauli River
FIGURE No. 3.11
Coliform levels in waters discharged to the Mantaro River
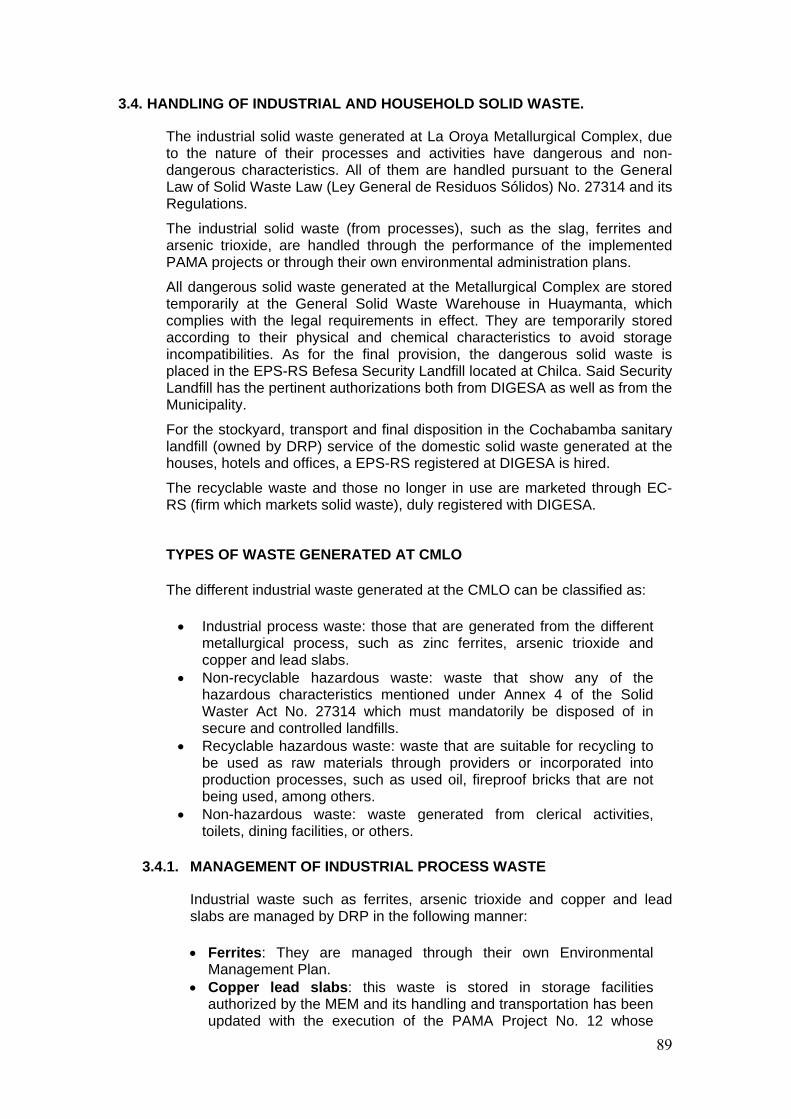
89
3.4. HANDLING OF INDUSTRIAL AND HOUSEHOLD SOLID WASTE.
The industrial solid waste generated at La Oroya Metallurgical Complex, due to the nature of their processes and activities have dangerous and non-dangerous characteristics. All of them are handled pursuant to the General Law of Solid Waste Law (Ley General de Residuos Sólidos) No. 27314 and its Regulations.
The industrial solid waste (from processes), such as the slag, ferrites and arsenic trioxide, are handled through the performance of the implemented PAMA projects or through their own environmental administration plans.
All dangerous solid waste generated at the Metallurgical Complex are stored temporarily at the General Solid Waste Warehouse in Huaymanta, which complies with the legal requirements in effect. They are temporarily stored according to their physical and chemical characteristics to avoid storage incompatibilities. As for the final provision, the dangerous solid waste is placed in the EPS-RS Befesa Security Landfill located at Chilca. Said Security Landfill has the pertinent authorizations both from DIGESA as well as from the Municipality.
For the stockyard, transport and final disposition in the Cochabamba sanitary landfill (owned by DRP) service of the domestic solid waste generated at the houses, hotels and offices, a EPS-RS registered at DIGESA is hired.
The recyclable waste and those no longer in use are marketed through EC-RS (firm which markets solid waste), duly registered with DIGESA.
TYPES OF WASTE GENERATED AT CMLO
The different industrial waste generated at the CMLO can be classified as:
Industrial process waste: those that are generated from the different metallurgical process, such as zinc ferrites, arsenic trioxide and copper and lead slabs.
Non-recyclable hazardous waste: waste that show any of the hazardous characteristics mentioned under Annex 4 of the Solid Waster Act No. 27314 which must mandatorily be disposed of in secure and controlled landfills.
Recyclable hazardous waste: waste that are suitable for recycling to be used as raw materials through providers or incorporated into production processes, such as used oil, fireproof bricks that are not being used, among others.
Non-hazardous waste: waste generated from clerical activities, toilets, dining facilities, or others.
3.4.1. MANAGEMENT OF INDUSTRIAL PROCESS WASTE
Industrial waste such as ferrites, arsenic trioxide and copper and lead slabs are managed by DRP in the following manner:
Ferrites: They are managed through their own Environmental Management Plan.
Copper lead slabs: this waste is stored in storage facilities authorized by the MEM and its handling and transportation has been updated with the execution of the PAMA Project No. 12 whose
90
purpose was to eliminate the discharge of water and slaps from the Cu and Pb smelter to Mantaro River. The investment reached approximately $9.71 million Dollars and started operating in January 2001. PAMA Project No. 13 “CLEANING OF THE HUANCHAN SLAB STORAGE FACILITY”, whose purpose was to define the system to be implemented in the shutting down of the Huanchan slab storage facility. A 1.7 hectare area was cleaned up with an investment of $1.09 million Dollars and has been in operation since May 2004.
Arsenic Trioxide: It is managed through its own Environmental Management Plan which is part of the Environmental Impact Assessment approved by the MEM. Currently, they have been using the second well, after the first well fulfilled its service life and the corresponding cleanup was performed as set forth by the EIA.
3.4.2. HAZARDOUS AND NONHAZARDOUS WASTE MANAGEMENT
Management of this type of waste is based on terms and conditions that make up Law 27,314 and its regulations. In that sense, DRP has issued procedures and guidelines that encourage integral and responsible management and its staff is constantly reminded of their strict compliance.
INTERNAL STORAGE
All hazardous industrial solid waste must be stored in environments that prevent its dispersion, exposure to rainfall, risk of explosions, etc. and according to their physical, chemical and biological nature taking into account their hazard level and incompatibility with other waste, as well as the reaction that may take place with the container in which they are stored so that they do not pose any risk for workers, surrounding communities and the environment.
Doe Run Peru has a general solid waste storage facility in Huaymanta for hazardous, nonhazardous and recyclable waste. This storage facility has collection canals with their corresponding well as a contingency measure in case of spills, fire extinguishers type A and B in case of fire, duly identified compartment for every type of waste; likewise, the waste is properly packaged and labeled according to legal norms in place.
COLLECTION AND INTERNAL TRANSPORTATION
Collection and transportation of hazardous industrial solid waste within CMLO is the responsibility of its solid waste collection staff. Said collection is carried out in compliance with internal security measures. The solid waste collection staff will ensure that the transportation equipment has the necessary suitable conditions to prevent releasing waste in roads.
91
EXTERNAL TRANSPORTATION
Hazardous industrial solid waste, after being properly packaged and labeled at the Huaymanta temporary storage facility, is disposed of through the EPS-RS Befesa Secure Landfill in Chilca, province of Cañete (Chutana Ravine, km 4.2 near km. 595 Panamericana Sur – Chilca). Befesa Secure Landfill has received a permit from DIGESA as evidenced by Ministerial Resolution of November 4, 2005 1678/2005/DIGESA/SA; it also has received a permit from the Municipality of Cañete Nº 0275.2004.
3.4.3. DOMESTIC SOLID WASTE MANAGEMENT
The domestic solid waste management is carried out through EPS-RS and it complies with all stages specified under Article 14 of the Solid Waste Act. Final disposal of domestic solid waste is carried out in the Cochabamba landfill, which has been approved by EIA [Environmental Impact Study] and by appertaining authorities and it also has its own Environmental Control Plan based on mitigating and control measures that are included in the EIA. Operation of the Cochabamba landfill is also controlled by EPS-RS.
With the completion of the executed projects, the following environmental improvements have been achieved:
Zero slab discharge into Mantaro River.
Management of solid industrial and domestic waste within a legal framework.
4. REQUEST FOR EXTENSION BASED ON FORCE MAJEURE GROUNDS: COPPER CIRCUIT SULFURIC ACID PLANT
4.1. CONSIDERATIONS
On May 26, 2006, the Ministry of Energy and Mines through Ministerial Resolution 257-2006-MEM/DM approved the request for special extension for the "Sulfuric Acid Plants" Project which is part of Complejo Metalúrgico de La Oroya’s Adaptation and Enviromental Control Program.
The “Sulfuric Acid Plants” project -ninth and last of the PAMA project- has been under execution, thus fulfilling the commitments made under the above-mentioned resolution on a timely manner until December 2008; completing the "Overhauling of the Sulfuric Acid Plant for the Zinc Circuit” project and the "Sulfuric Acid Plant for the Lead Circuit" project. Furthermore, over 50% of the "Changes in the Smelter and Sulfuric Acid Plant for the Copper Circuit" project have been executed.
Thus, of all acquired commitments, only 35% of the last PAMA Project, "Acid Sulfuric Plants", is still pending completion. Said project has suffered a stoppage in its execution as of December 2008 due to DRP’s critical financial situation originated by the sudden fall of metal prices in the international crisis context.
92
“Supreme Decree N° 046-2004-EM” in its Article 11°.- REGARDING FAILURE TO COMPLY WITH THE MODIFIED PAMA, first paragraph, indicates “When the Head of mining who has resorted to the foregoing supreme decree, except in cases of Acts of God or force majeure, fails to comply with the modified PAMA”, foreseeing events like the ones Doe Run Peru is currently facing and the origin for this extension request to complete the works that are still pending in the "Changes in the Smelter and Sulfuric Acid Plant for the Copper Circuit" project which is currently under execution.
4.1.1. LEGAL GROUNDS
The international financial crisis is having multiple negative effects in the stability of long-term contractual relations such as those that are typical in the mining activity. Therefore, we consider that the Civil Code rules and regulations regarding "non-chargeable" cases that determine compliance or failure to comply with obligations is applicable.
In fact, under the ordinary regime of the Civil Code with regards to this item (regulated under articles 1315 and 1972), the debtor may not be charged for failure to fulfill its debt with its creditor if such default is caused by extraordinary, unforeseeable and unavoidable events that may have taken place and that are beyond its control.
This important provision is unequivocally referred to in the agreement under which DRP took over the management of CMLO. The text in the corresponding clause regulates with precision the effects of the non-chargeable clause, and at the same time, it indicates with precision the broad semantic content that the parties thereto, duly exercising their right to freedom regarding contractual stipulation, deem appropriate in situations of this nature:
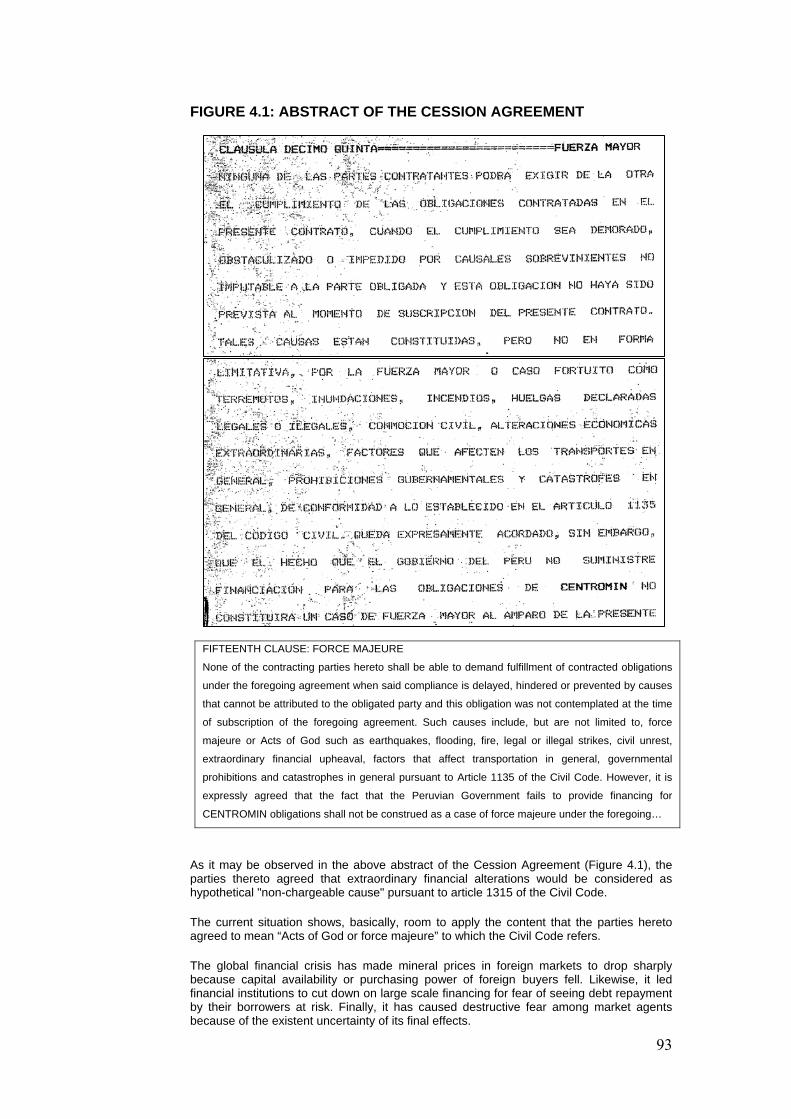
93
FIGURE 4.1: ABSTRACT OF THE CESSION AGREEMENT
FIFTEENTH CLAUSE: FORCE MAJEURE
None of the contracting parties hereto shall be able to demand fulfillment of contracted obligations
under the foregoing agreement when said compliance is delayed, hindered or prevented by causes
that cannot be attributed to the obligated party and this obligation was not contemplated at the time
of subscription of the foregoing agreement. Such causes include, but are not limited to, force
majeure or Acts of God such as earthquakes, flooding, fire, legal or illegal strikes, civil unrest,
extraordinary financial upheaval, factors that affect transportation in general, governmental
prohibitions and catastrophes in general pursuant to Article 1135 of the Civil Code. However, it is
expressly agreed that the fact that the Peruvian Government fails to provide financing for
CENTROMIN obligations shall not be construed as a case of force majeure under the foregoing…
As it may be observed in the above abstract of the Cession Agreement (Figure 4.1), the parties thereto agreed that extraordinary financial alterations would be considered as hypothetical "non-chargeable cause" pursuant to article 1315 of the Civil Code.
The current situation shows, basically, room to apply the content that the parties hereto agreed to mean “Acts of God or force majeure” to which the Civil Code refers.
The global financial crisis has made mineral prices in foreign markets to drop sharply because capital availability or purchasing power of foreign buyers fell. Likewise, it led financial institutions to cut down on large scale financing for fear of seeing debt repayment by their borrowers at risk. Finally, it has caused destructive fear among market agents because of the existent uncertainty of its final effects.
94
The Peruvian Civil Code states that non-chargeable cases –that, as it has been mentioned, constitute typical justification hypothesis for incomplete fulfillment or default- must meet three requirements. They must be extraordinary, unforeseeable and unpreventable.
If the situation is analyzed with due detail and thoroughness, the international crisis fits the connotation that the Civil Code has given to the idea of "non-chargeable cause". In fact, the crisis is so unusual (so "extraordinary") that may not be compared to any other but the one experienced in the late 20s in the past century. Likewise, it has been an unforeseeable event because of market agents, acting in their utmost diligence and good faith, were unaware of it at the moment of planning their long-term contractual relations. Lastly, it is clearly an unpreventable event, in other words, completely out of the control of market agents because it is related to factors that are outside of their control.
In modern law, however, any changes that have occurred and affect the fulfillment of any commitments by the obligated party must not be considered, inexorably, as a justification of final default which may be highly detrimental to the counterpart. In our times, the perfect solution to financial changes that affect proportionality in contractual relations is the renegotiation, that is, the regulation, as decided by the parties thereto, of the adjustments that will be made to the original terms of the agreement so that they are appropriate, in a proportional manner, with the new context.
Another complementary legal ground, different than the Fifteenth Clause in the Stock Acquisition Agreement, increased capital stock and issuance of Metalúrgica La Oroya S.A. stock and the Civil Code is Article 11º of the Supreme Decree Nº 046-2004-EM, which reads as follows:
“Article 11.- REGARDING NON-COMPLIANCE WITH THE MODIFIED PAMA
When the Head of mining that would have resorted to the foregoing supreme decree, except for an Act of God or force majeure, fails to comply with the modified PAMA, the DGM will abide by the following: (…)”. The above underlining and bold is ours.
The above regulation must be verified for consistency from a legal standpoint regarding the inability to fulfill the commitment as set forth by the Civil Code. In the latter body of laws, a section therein provides the impossibility to charge someone who, being under obligation to fulfill a commitment, finds himself unable to fulfill his commitments due to reasons that may be attributed to causes that are beyond his control. Said causes include the typical cases of Acts of God and force majeure (Article 1315), as well as determining factors by a third party and the beneficiary himself (Articles 1327 and 1972).
The identification of a non-chargeable cause or defective compliance with an obligation results from the analysis of three basic characteristics, to wit:: (i) being extraordinary; (ii) being unforeseeable; and (iii) being unpreventable.
95
Just as it was mentioned before -and it is also of public knowledge-, the international financial crisis has reached levels that may only be compared to those experienced in the late 20s in the past century. On the other hand, the affected business relations were, mostly, ongoing relations, in other words, they had been originated from relations that were regular and proportional in nature and were abruptly altered in their financial aspects and the corresponding market agents did not have a chance to prevent or mitigate its effects. Finally, the financial crisis has spread its negative effects and market agents have not been able to do anything in that regard because the recovery of a world financial order depends on a set of factors that are not, exclusively, in the hands of independent entities or individuals.
4.1.2. TECHNICAL GROUNDS
Mitigation of the adverse effects of the SO2 contained in the gas emissions generated by the operations at the metallurgical complex requires the implementation of sulfuric acid plants. This alternative to control SO2 is the most viable one because it is based on conventional technology that is proven and widely known in similar operations around the world.
The gases generated by the metallurgical operations are not the most suitable for the production of sulfuric acid because of their low concentration of SO2. This requires making adjustments in the different processes in order to yield a chain of gases with adequate contents of SO2 that will allow the production of sulfuric acid. This reality demanded the execution of early studies that required time and money in order to determine the level of investments and schedules for the conditioning of gases and the final construction of the sulfuric acid plants, considering its implementation as part of an operation that is already running to prevent disrupting the generation of resources that will support the required investments for environmental projects as well as other projects.
The studies that have been carried out have identified the need to have three sulfuric acid plants (one for the zinc circuit, one for the lead circuit, and the third one for the copper circuit) because of the different characteristics of the gases from the Lurgi roaster, the sintering plant for the lead circuit and the gases from the copper smelter.
In this sense, the sulfuric acid plant for the zinc circuit has been overhauled in order to treat the SO2 gases produced during the roasting of zinc concentrate. Said overhauling was completed in December 2006. Likewise, the sintering machine for the lead circuit has been modified in order to separate and capture the gases with higher SO2 concentrations which are sent to the sulfuric acid plant for the lead circuit which has been running since September 2008.
As for the sulfuric acid plant for the copper circuit, a technological change is being implemented in order to generate gases with adequate SO2 concentration. Construction at this plant has been halted since December 2008 as a consequence of the financial situation that DRP has been facing which will prevent this project to be completed in October 2009 as it had been scheduled under Ministerial Resolution 257-2006 MEM-DM.
96
4.1.3. FINANCIAL GROUNDS
In the last quarter of 2008, the world economy experienced serious changes as a consequence of the global financial crisis including a reduction in global financial activity, a substantial drop in metal prices, and an increase in interest rates, among the most significant ones. Said changes had negative impact in the operations of the Company and, consequently, in its financial statements, specifically in some financial indicators which led in late February 2009 to the suspension of a revolving loan held with BNP Paribas, the Standard Bank PLC and the Banco de Crédito del Perú. In March 2009, BNP Paribas called the outstanding revolving loan in the amount of US$60 million in its entirety through the foreign currency checking account. As of a result of the suspension of the revolving loan, the Company was left without working capital and was unable to meet its obligations with its main providers and creditors. Past due debt related to concentrate providers amount to approximately US$ 100 million. As of this date, the Company lacks the resources and financing to meet these obligations.
The failure to meet its obligations with its providers led to the interruption in the distribution of concentrates and supplies that are necessary for the normal operation of the Complejo Metalurgico de La Oroya. As a result of this distribution shortage, the Company had to suspend operations at said Metallurgical Complex since June 3, 2009, which had been operating at a slower pace since March 2009.
In order to assess the Company’s ability to fulfill its commitments related to the Modified PAMA, DRP hired the services of the renowned firm Ernst & Young in order to demonstrate before the Ministry of Energy and Mines or other government entities its ability to generate the funds necessary to meet its obligations with the government and the Operational Plan for the years 2009-2013 which has been impacted significantly by the international financial crisis generated as of September 2008. The abovementioned consulting firm has evaluated the cash flow statements projected for the years 2009-2013.
The report indicates that the Company’s ability to meet its obligations with the Investments Program contemplated in the Operational Plan depends on obtaining financing, considered in the Cash Flow Reports projected for the years 2009 and 2010. Said report also indicates that in order to cover its working capital and fulfill the Operational Plan for 2009-2010 period, the Company needs financing in the amount of US$ 135 million and US$52 million for the years 2009 and 2010, respectively.
97
The report is attached under Annex 10.
DRP has estimated the necessary cash flow and terms to complete pending PAMA projects based on the following assumptions:
A. The model uses Doe Run Perú fiscal years which end October 31. B. There is a solution for operations at La Oroya and construction at
PAMA to resume August 1, 2009. C. It uses metal prices from the Royal Bank of Scotland for March 2009. D. Production is estimated based on existing contracts as of February
2009. E. The majority shareholder would inject US$31 million in new capital to
the company in order to reduce past due obligations with mining providers. The model assumes a loan with 9% annual interest rate to cover the remaining balance whose principal will be paid after paying the mines for any outstanding debt and then reduce the working capital loan balance to $65 million.
F. Aged debt with mines – The model assumes the following: a. Traders: The balance is cut down by 25% at the time of the
agreement (the financed balance is $29 million) and 102% is paid for all concentrate purchases. In other words, the aged debt is reduced by 2% of purchased concentrate. In July 2012, we will finish paying the remainder aged debt. These balances also have a 9% annual interest rate.
b. Mid-sized Mines: The balance is reduced by 30% at the time of the agreement (the financed balance is $34 million) and 103% is paid for all concentrate purchases. In July 2012, we will finish paying the remainder aged debt. These balances also have a 9% annual interest rate.
c. Small Mines: The balance is reduced by 60% at the time of the agreement (the financed balance is $5 million) and 110% is paid for all concentrate purchases. In April 2010, we will finish paying the remainder aged debt. These balances also have a 9% annual interest rate.
G. Working capital loan – From August 1, 2009, we assume access to a working capital loan in the amount of $100 million. We assume a 9% annual interest rate. There is no need for a collateral from the Traders after July 31, 2012.
H. To calculate cash flow, we assume historic payment conditions; payments on the 25th day of every month for all deliveries received the previous month.
I. PAMA Funds: i. We defined money generated by the business to meet PAMA
obligations as: Profits plus depreciation and amortization less CAPEX (fixed asset) to sustain the business, less payment to ensure mine closures less payments to mines to reduce aged debt.
ii. FY2009 after August 1 – $39 million (reimbursement of $18 million as collateral and $21 million in income tax overpayment in 2008)
iii. FY2010 – $32 million (funds generated by the business) iv. FY2011 – $46 million (funds generated by the business) v. FY2012 – $40 million (funds generated by the business)
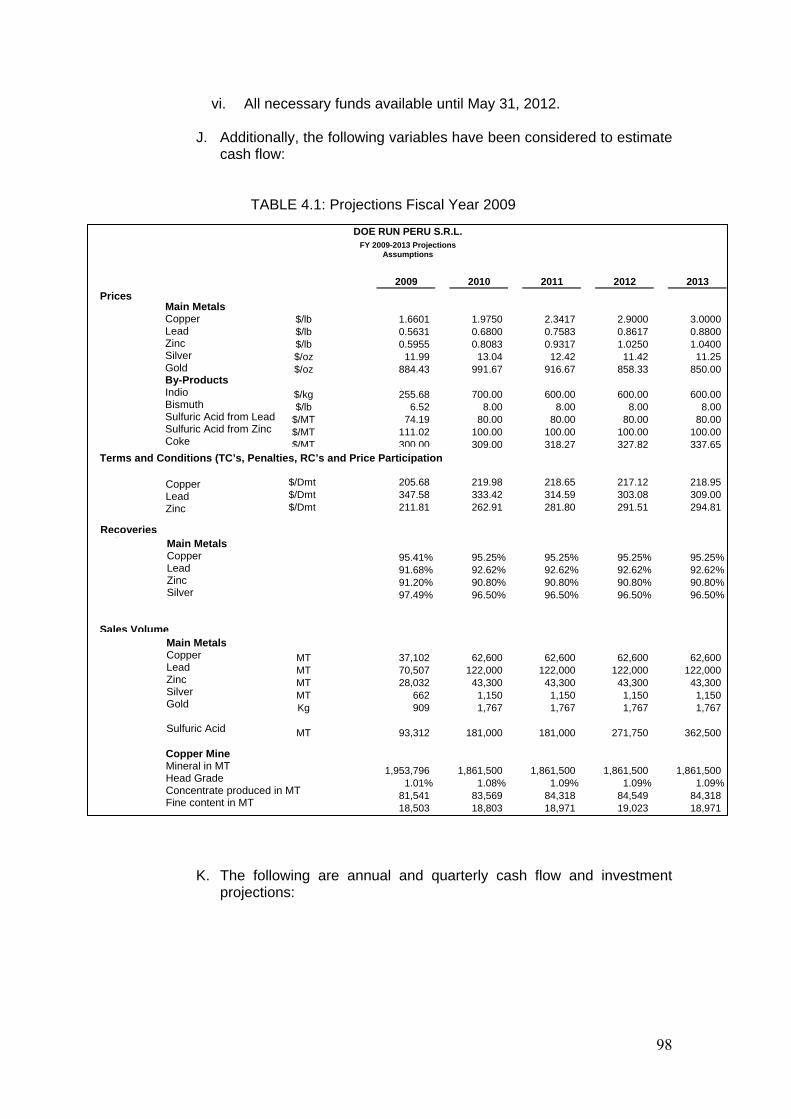
98
vi. All necessary funds available until May 31, 2012.
J. Additionally, the following variables have been considered to estimate cash flow:
TABLE 4.1: Projections Fiscal Year 2009
K. The following are annual and quarterly cash flow and investment projections:
DOE RUN PERU S.R.L.Proyecciones FY 2009-2013
Supuestos
2009 2010 2011 2012 2013Precios
Metales PrincipalesCobre $/lb 1.6601 1.9750 2.3417 2.9000 3.0000 Plomo $/lb 0.5631 0.6800 0.7583 0.8617 0.8800 Zinc $/lb 0.5955 0.8083 0.9317 1.0250 1.0400 Plata $/oz 11.99 13.04 12.42 11.42 11.25 Oro $/oz 884.43 991.67 916.67 858.33 850.00 Sub ProductosIndio $/kg 255.68 700.00 600.00 600.00 600.00 Bismuto $/lb 6.52 8.00 8.00 8.00 8.00 Acido Sulfurico de Plomo $/MT 74.19 80.00 80.00 80.00 80.00 Acido Sulfurico de Zinc $/MT 111.02 100.00 100.00 100.00 100.00 Coke $/MT 300.00 309.00 318.27 327.82 337.65
Terminos y Condiciones (TC´s, penalidades, RC´s & participacion de precio)Cobre $/Dmt 205.68 219.98 218.65 217.12 218.95 Plomo $/Dmt 347.58 333.42 314.59 303.08 309.00 Zinc $/Dmt 211.81 262.91 281.80 291.51 294.81
RecuperacionesMetales PrincipalesCobre 95.41% 95.25% 95.25% 95.25% 95.25%Plomo 91.68% 92.62% 92.62% 92.62% 92.62%Zinc 91.20% 90.80% 90.80% 90.80% 90.80%Plata 97.49% 96.50% 96.50% 96.50% 96.50%
Volumen de Ventas Metales PrincipalesCobre MT 37,102 62,600 62,600 62,600 62,600 Plomo MT 70,507 122,000 122,000 122,000 122,000 Zinc MT 28,032 43,300 43,300 43,300 43,300 Plata MT 662 1,150 1,150 1,150 1,150 Oro Kg 909 1,767 1,767 1,767 1,767
Acido Sulfurico MT 93,312 181,000 181,000 271,750 362,500
Mina CobrizaMineral en MT 1,953,796 1,861,500 1,861,500 1,861,500 1,861,500 Ley de cabeza 1.01% 1.08% 1.09% 1.09% 1.09%Concentrado producido en MT 81,541 83,569 84,318 84,549 84,318 Contenido fino en MT 18,503 18,803 18,971 19,023 18,971
FY 2009-2013 ProjectionsAssumptions
Prices Main Metals Copper Lead Zinc Silver Gold By-Products Indio Bismuth Sulfuric Acid from Lead Sulfuric Acid from Zinc Coke
Copper Lead Zinc
Terms and Conditions (TC’s, Penalties, RC’s and Price Participation
RecoveriesMain Metals Copper Lead Zinc Silver
Main Metals Copper Lead Zinc Silver Gold Sulfuric Acid
Sales Volume
Copper Mine Mineral in MT Head Grade Concentrate produced in MT Fine content in MT
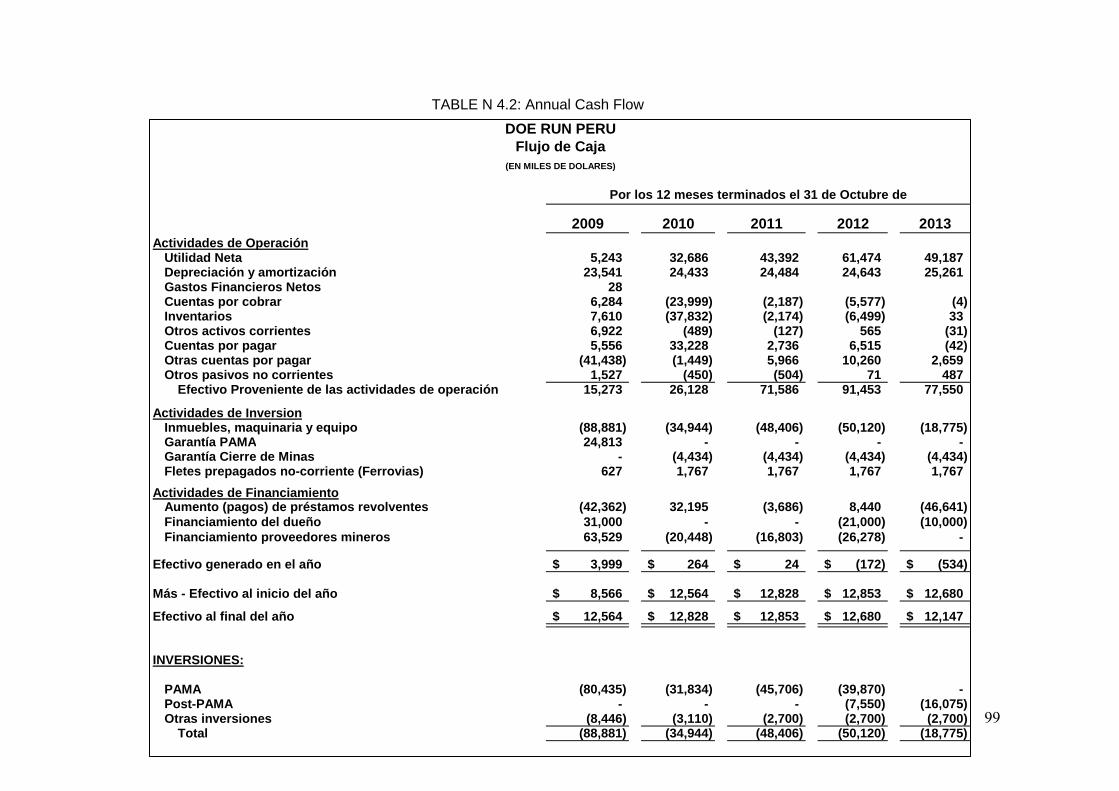
99
TABLE N 4.2: Annual Cash Flow
DOE RUN PERUFlujo de Caja
(EN MILES DE DOLARES)
Por los 12 meses terminados el 31 de Octubre de
2009 2010 2011 2012 2013Actividades de Operación
Utilidad Neta 5,243 32,686 43,392 61,474 49,187 Depreciación y amortización 23,541 24,433 24,484 24,643 25,261 Gastos Financieros Netos 28 Cuentas por cobrar 6,284 (23,999) (2,187) (5,577) (4) Inventarios 7,610 (37,832) (2,174) (6,499) 33 Otros activos corrientes 6,922 (489) (127) 565 (31) Cuentas por pagar 5,556 33,228 2,736 6,515 (42) Otras cuentas por pagar (41,438) (1,449) 5,966 10,260 2,659 Otros pasivos no corrientes 1,527 (450) (504) 71 487
Efectivo Proveniente de las actividades de operación 15,273 26,128 71,586 91,453 77,550
Actividades de InversionInmuebles, maquinaria y equipo (88,881) (34,944) (48,406) (50,120) (18,775) Garantía PAMA 24,813 - - - - Garantía Cierre de Minas - (4,434) (4,434) (4,434) (4,434) Fletes prepagados no-corriente (Ferrovias) 627 1,767 1,767 1,767 1,767
Actividades de FinanciamientoAumento (pagos) de préstamos revolventes (42,362) 32,195 (3,686) 8,440 (46,641) Financiamiento del dueño 31,000 - - (21,000) (10,000) Financiamiento proveedores mineros 63,529 (20,448) (16,803) (26,278) -
Efectivo generado en el año 3,999$ 264$ 24$ (172)$ (534)$
Más - Efectivo al inicio del año 8,566$ 12,564$ 12,828$ 12,853$ 12,680$
Efectivo al final del año 12,564$ 12,828$ 12,853$ 12,680$ 12,147$
INVERSIONES:
PAMA (80,435) (31,834) (45,706) (39,870) - Post-PAMA - - - (7,550) (16,075) Otras inversiones (8,446) (3,110) (2,700) (2,700) (2,700)
Total (88,881) (34,944) (48,406) (50,120) (18,775)
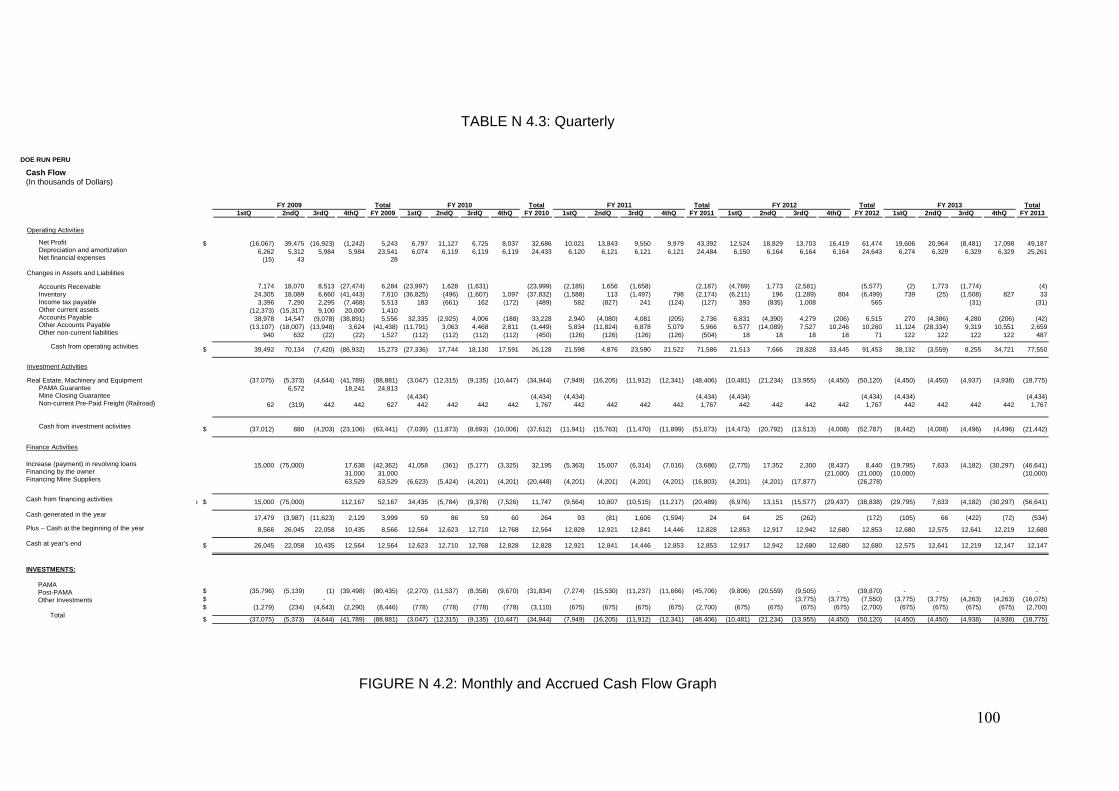
100
TABLE N 4.3: Quarterly
FIGURE N 4.2: Monthly and Accrued Cash Flow Graph
DOE RUN PERU
Flujo de Caja
(En miles de dólares)
Total Total Total Total Total1stQ 2ndQ 3rdQ 4thQ FY 2009 1stQ 2ndQ 3rdQ 4thQ FY 2010 1stQ 2ndQ 3rdQ 4thQ FY 2011 1stQ 2ndQ 3rdQ 4thQ FY 2012 1stQ 2ndQ 3rdQ 4thQ FY 2013
Actividades de Operación
Utilidad Neta $ (16,067) 39,475 (16,923) (1,242) 5,243 6,797 11,127 6,725 8,037 32,686 10,021 13,843 9,550 9,979 43,392 12,524 18,829 13,703 16,419 61,474 19,606 20,964 (8,481) 17,098 49,187Depreciación y amortización 6,262 5,312 5,984 5,984 23,541 6,074 6,119 6,119 6,119 24,433 6,120 6,121 6,121 6,121 24,484 6,150 6,164 6,164 6,164 24,643 6,274 6,329 6,329 6,329 25,261Gastos Financieros Netos (15) 43 28
Cambios en Activos y Pasivos Operativos
Cuentas por cobrar 7,174 18,070 8,513 (27,474) 6,284 (23,997) 1,628 (1,631) (23,999) (2,185) 1,656 (1,658) (2,187) (4,769) 1,773 (2,581) (5,577) (2) 1,773 (1,774) (4)Inventarios 24,305 18,089 6,660 (41,443) 7,610 (36,825) (496) (1,607) 1,097 (37,832) (1,588) 113 (1,497) 798 (2,174) (6,211) 196 (1,289) 804 (6,499) 739 (25) (1,508) 827 33Tributos por Pagar 3,396 7,290 2,295 (7,468) 5,513 183 (661) 162 (172) (489) 582 (827) 241 (124) (127) 393 (835) 1,008 565 (31) (31)Otros activos corrientes (12,373) (15,317) 9,100 20,000 1,410Cuentas por pagar 38,978 14,547 (9,078) (38,891) 5,556 32,335 (2,925) 4,006 (188) 33,228 2,940 (4,080) 4,081 (205) 2,736 6,831 (4,390) 4,279 (206) 6,515 270 (4,386) 4,280 (206) (42)Otras cuentas por pagar (13,107) (18,007) (13,948) 3,624 (41,438) (11,791) 3,063 4,468 2,811 (1,449) 5,834 (11,824) 6,878 5,079 5,966 6,577 (14,089) 7,527 10,246 10,260 11,124 (28,334) 9,319 10,551 2,659Otros pasivos no corrientes 940 632 (22) (22) 1,527 (112) (112) (112) (112) (450) (126) (126) (126) (126) (504) 18 18 18 18 71 122 122 122 122 487
Efectivo Proveniente de las actividades de operación $ 39,492 70,134 (7,420) (86,932) 15,273 (27,336) 17,744 18,130 17,591 26,128 21,598 4,876 23,590 21,522 71,586 21,513 7,666 28,828 33,445 91,453 38,132 (3,559) 8,255 34,721 77,550
Actividades de Inversion
Inmuebles, maquinaria y equipo (37,075) (5,373) (4,644) (41,789) (88,881) (3,047) (12,315) (9,135) (10,447) (34,944) (7,949) (16,205) (11,912) (12,341) (48,406) (10,481) (21,234) (13,955) (4,450) (50,120) (4,450) (4,450) (4,937) (4,938) (18,775)Garantía PAMA 6,572 18,241 24,813Garantía Cierre de Minas (4,434) (4,434) (4,434) (4,434) (4,434) (4,434) (4,434) (4,434)Fletes prepagados no-corriente (Ferrovias) 62 (319) 442 442 627 442 442 442 442 1,767 442 442 442 442 1,767 442 442 442 442 1,767 442 442 442 442 1,767
Efectivo Proveniente de las actividades de inversion $ (37,012) 880 (4,203) (23,106) (63,441) (7,039) (11,873) (8,693) (10,006) (37,612) (11,941) (15,763) (11,470) (11,899) (51,073) (14,473) (20,792) (13,513) (4,008) (52,787) (8,442) (4,008) (4,496) (4,496) (21,442)
Actividades de Financiamiento
Aumento (pagos) de préstamos revolventes 15,000 (75,000) 17,638 (42,362) 41,058 (361) (5,177) (3,325) 32,195 (5,363) 15,007 (6,314) (7,016) (3,686) (2,775) 17,352 2,300 (8,437) 8,440 (19,795) 7,633 (4,182) (30,297) (46,641)Financiamiento del dueño 31,000 31,000 (21,000) (21,000) (10,000) (10,000)Financiamiento proveedores mineros 63,529 63,529 (6,623) (5,424) (4,201) (4,201) (20,448) (4,201) (4,201) (4,201) (4,201) (16,803) (4,201) (4,201) (17,877) (26,278)
Efectivo Proveniente de las actividades de financiamiento $ 15,000 (75,000) 112,167 52,167 34,435 (5,784) (9,378) (7,526) 11,747 (9,564) 10,807 (10,515) (11,217) (20,489) (6,976) 13,151 (15,577) (29,437) (38,838) (29,795) 7,633 (4,182) (30,297) (56,641)
Efectivo generado en el año 17,479 (3,987) (11,623) 2,129 3,999 59 86 59 60 264 93 (81) 1,606 (1,594) 24 64 25 (262) (172) (105) 66 (422) (72) (534)
Más - Efectivo al inicio del año 8,566 26,045 22,058 10,435 8,566 12,564 12,623 12,710 12,768 12,564 12,828 12,921 12,841 14,446 12,828 12,853 12,917 12,942 12,680 12,853 12,680 12,575 12,641 12,219 12,680
Efectivo al final del año $ 26,045 22,058 10,435 12,564 12,564 12,623 12,710 12,768 12,828 12,828 12,921 12,841 14,446 12,853 12,853 12,917 12,942 12,680 12,680 12,680 12,575 12,641 12,219 12,147 12,147
INVERSIONES:
PAMA $ (35,796) (5,139) (1) (39,498) (80,435) (2,270) (11,537) (8,358) (9,670) (31,834) (7,274) (15,530) (11,237) (11,666) (45,706) (9,806) (20,559) (9,505) - (39,870) - - - - - Post-PAMA $ - - - - - - - - - - - - - - - - - (3,775) (3,775) (7,550) (3,775) (3,775) (4,263) (4,263) (16,075) Otras inversiones $ (1,279) (234) (4,643) (2,290) (8,446) (778) (778) (778) (778) (3,110) (675) (675) (675) (675) (2,700) (675) (675) (675) (675) (2,700) (675) (675) (675) (675) (2,700)
Total $ (37,075) (5,373) (4,644) (41,789) (88,881) (3,047) (12,315) (9,135) (10,447) (34,944) (7,949) (16,205) (11,912) (12,341) (48,406) (10,481) (21,234) (13,955) (4,450) (50,120) (4,450) (4,450) (4,938) (4,938) (18,775)
FY 2013FY 2009 FY 2010 FY 2011 FY 2012
Cash Flow (In thousands of Dollars)
Operating Activities
Net Profit Depreciation and amortization Net financial expenses
Changes in Assets and Liabilities
Accounts Receivable Inventory Income tax payable Other current assets Accounts Payable Other Accounts Payable Other non-current liabilities Cash from operating activities
Investment Activities Real Estate, Machinery and Equipment
PAMA Guarantee Mine Closing Guarantee Non-current Pre-Paid Freight (Railroad) Cash from investment activities
Finance Activities
Increase (payment) in revolving loans Financing by the owner Financing Mine Suppliers Cash from financing activities Cash generated in the year Plus – Cash at the beginning of the year Cash at year’s end INVESTMENTS: PAMA
Post-PAMA Other Investments
Total
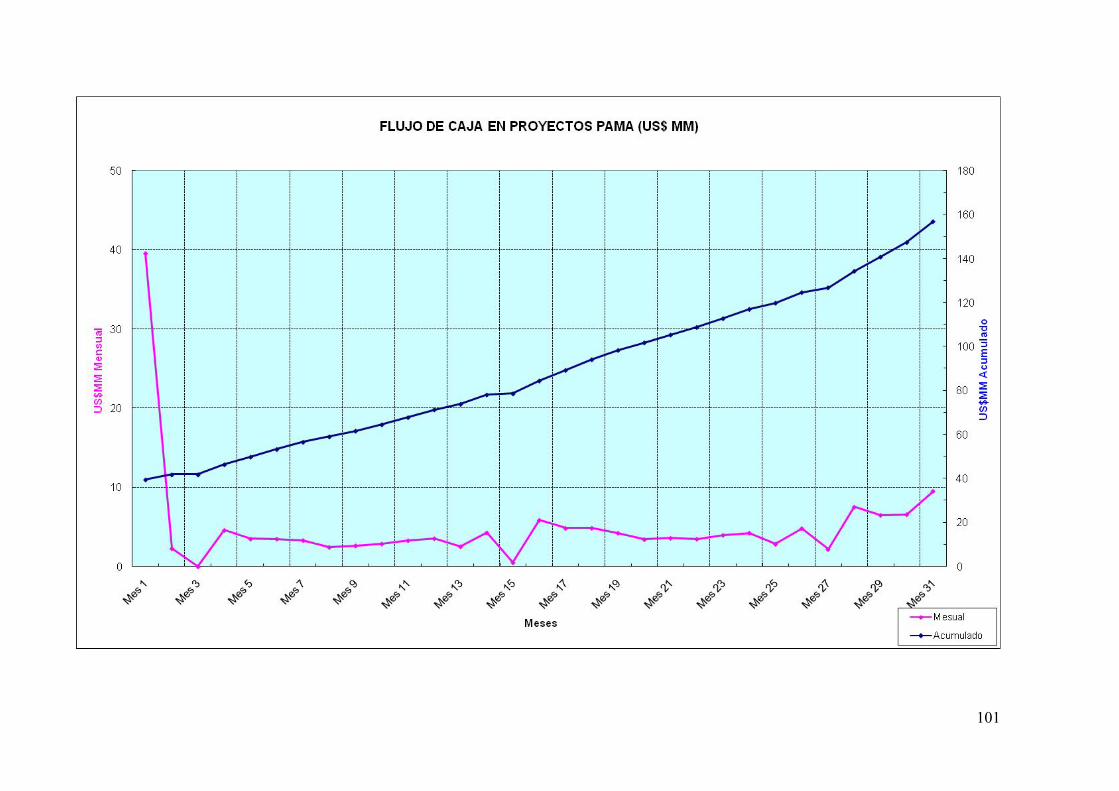
101
102
As it may be observed, the PAMA projects will be financed with operating cash flow generated by the Company which will allow us to finance the project through May 20 12th. Meeting these estimates will depend on reaching the above-mentioned assumptions.
4.1.4. ENVIRONMENTAL GROUNDS
The 2005 Health Risk Study concluded that lead emissions to the environment constitute the main risk factor for the population at La Oroya. In that sense, the PAMA projects as well as the complementary projects that DRP has implemented and put into practice as of December 2006 have reduced emissions of particulate matter, lead and arsenic below maximum allowable limits and consequently, it has substantially improved air quality in the city of La Oroya.
In 2008, pursuant to M.R. 257-2006 MEM-DM requirements, a Complementary Health Risk Study was carried out through the American company Integral Consulting Inc. Said study concludes that, once the PAMA projects are implemented, we will reach the goals for blood lead level and risk of exposure to arsenic. Minor reductions in smokestack sulfur dioxide and fugitive emissions are anticipated by late 2008. Hoever, substantial reductions are expected with the installation of a third and last sulfuric acid plant in November 2009. It is expected that once the third sulfuric acid plant starts operating, smokestack sulfur dioxide emissions will drop by 77% with respect to 2007 and fugitive emissions will fall by 93%, which will allow us to comply the maximum allowable smokestack SO2 emission limits.
The 2008 Complementary Health Risk Study has received a satisfactory technical evaluation from DIGESA, which was informed to us by OSINERGMIN through Document No. 437-2009-OS-GFM received in our office in March 18, 2009. Said document reads literally: “After reviewing the study and DIGESA's conclusions about the report, we have concluded that the Complementary Health Risk Study-Complejo Metalúrgico de La Oroya is satisfactory and meets 100% of the goals established under Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC”.
The overhauling of the Sulfuric Acid Plant for the Zinc Circuit and the putting into service of the new Sulfuric Acid Plant for the Lead Circuit as well as the stoppage of the FBR Furnaces for the Zinc Circuit have reduced the SO2 ambient emissions by 52% with respect to 1997.
The commissioning of the new Sulfuric Acid Plant for the Copper Circuit will allow DRP to cut down current emissions to 175 tons per day reaching the maximum allowable limit set forth by M.R. 315-96 EM/VMM. The actual progress in the construction of this new plant is at 52% and its commissioning will allow DRP to solve a gas-related environmental problem that dates over 85 years in the city of La Oroya.
4.1.5. SOCIO-ECONOMIC GROUNDS
The socio-economic significance of the metallurgical complex lies in its contribution to the economic progress of La Oroya and the region as a result of the investments that have been carried out over time and because of its operation which, by using supplies, materials and services of different nature, generates chains of commercial activity turning it into the axis that powers the economic development.
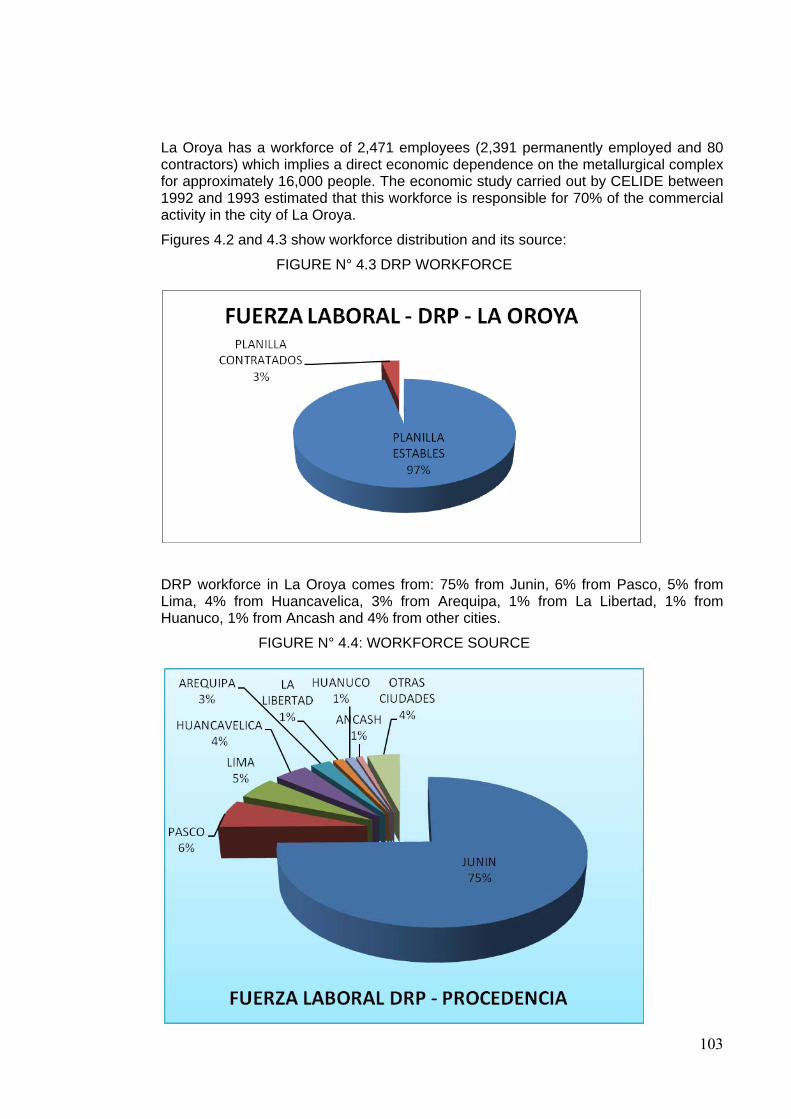
103
La Oroya has a workforce of 2,471 employees (2,391 permanently employed and 80 contractors) which implies a direct economic dependence on the metallurgical complex for approximately 16,000 people. The economic study carried out by CELIDE between 1992 and 1993 estimated that this workforce is responsible for 70% of the commercial activity in the city of La Oroya.
Figures 4.2 and 4.3 show workforce distribution and its source:
FIGURE N° 4.3 DRP WORKFORCE
DRP workforce in La Oroya comes from: 75% from Junin, 6% from Pasco, 5% from Lima, 4% from Huancavelica, 3% from Arequipa, 1% from La Libertad, 1% from Huanuco, 1% from Ancash and 4% from other cities.
FIGURE N° 4.4: WORKFORCE SOURCE
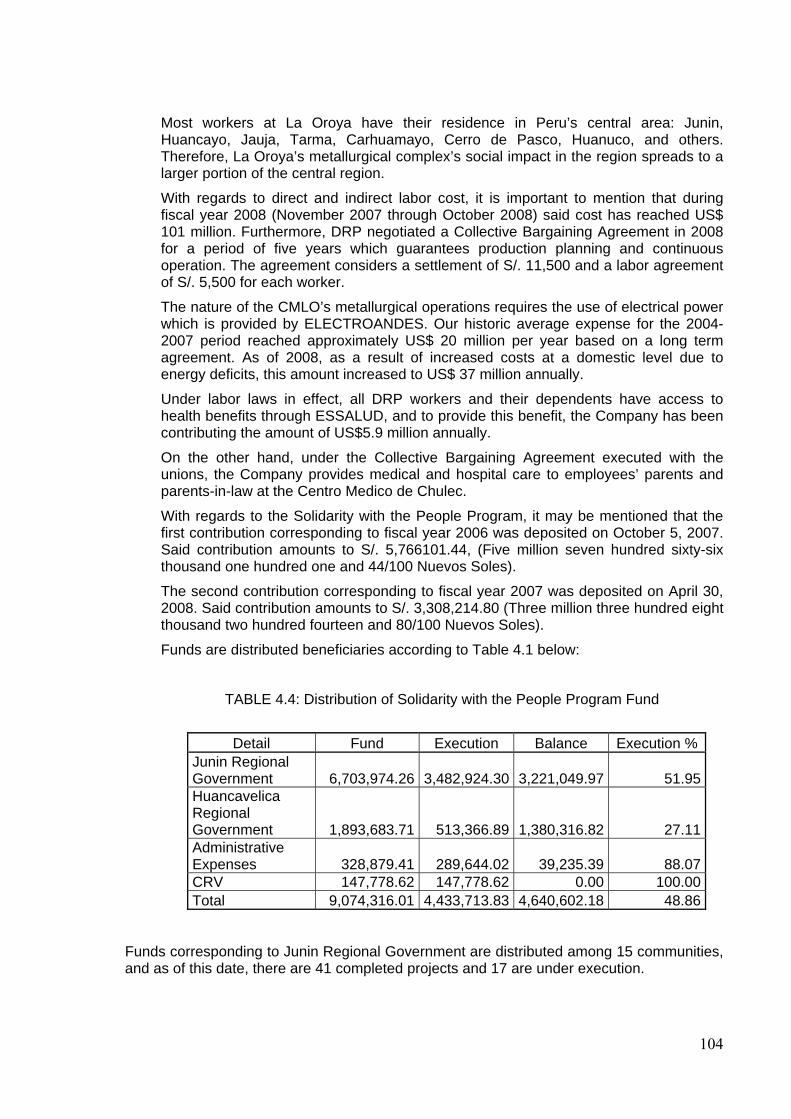
104
Most workers at La Oroya have their residence in Peru’s central area: Junin, Huancayo, Jauja, Tarma, Carhuamayo, Cerro de Pasco, Huanuco, and others. Therefore, La Oroya’s metallurgical complex’s social impact in the region spreads to a larger portion of the central region.
With regards to direct and indirect labor cost, it is important to mention that during fiscal year 2008 (November 2007 through October 2008) said cost has reached US$ 101 million. Furthermore, DRP negotiated a Collective Bargaining Agreement in 2008 for a period of five years which guarantees production planning and continuous operation. The agreement considers a settlement of S/. 11,500 and a labor agreement of S/. 5,500 for each worker.
The nature of the CMLO’s metallurgical operations requires the use of electrical power which is provided by ELECTROANDES. Our historic average expense for the 2004-2007 period reached approximately US$ 20 million per year based on a long term agreement. As of 2008, as a result of increased costs at a domestic level due to energy deficits, this amount increased to US$ 37 million annually.
Under labor laws in effect, all DRP workers and their dependents have access to health benefits through ESSALUD, and to provide this benefit, the Company has been contributing the amount of US$5.9 million annually.
On the other hand, under the Collective Bargaining Agreement executed with the unions, the Company provides medical and hospital care to employees’ parents and parents-in-law at the Centro Medico de Chulec.
With regards to the Solidarity with the People Program, it may be mentioned that the first contribution corresponding to fiscal year 2006 was deposited on October 5, 2007. Said contribution amounts to S/. 5,766101.44, (Five million seven hundred sixty-six thousand one hundred one and 44/100 Nuevos Soles).
The second contribution corresponding to fiscal year 2007 was deposited on April 30, 2008. Said contribution amounts to S/. 3,308,214.80 (Three million three hundred eight thousand two hundred fourteen and 80/100 Nuevos Soles).
Funds are distributed beneficiaries according to Table 4.1 below:
TABLE 4.4: Distribution of Solidarity with the People Program Fund
Detail Fund Execution Balance Execution %
Junin Regional Government 6,703,974.26 3,482,924.30 3,221,049.97 51.95Huancavelica Regional Government 1,893,683.71 513,366.89 1,380,316.82 27.11Administrative Expenses 328,879.41 289,644.02 39,235.39 88.07CRV 147,778.62 147,778.62 0.00 100.00Total 9,074,316.01 4,433,713.83 4,640,602.18 48.86
Funds corresponding to Junin Regional Government are distributed among 15 communities, and as of this date, there are 41 completed projects and 17 are under execution.
105
Funds corresponding to Huancavelica Regional Government are distributed among 3 communities, and as of this date, there are 10 completed projects and 3 are under execution.
As we know, the Solidarity with the People Program consists of voluntary financial assistance for the purpose of promoting social development and welfare, contributing to improvements in inhabitant living conditions through the execution of works, programs and/or projects pursuant to the AGREEMENT subscribed between DOE RUN PERU SRL and the PERUVIAN STATE.
4.2. REQUEST FOR EXTENSION BASED ON FORCE MAJEURE
Doe Run Peru S.R.L (DRP), has been executing the “SULFURIC ACID PLANTS” PAMA project up until December 2008 according to all requirements and demands stated in the Ministerial Resolution No. 257-2006-EM/DM, in order to achieve significant reductions in the environmental impact related to emissions of SO2 to the environment.
In this context, the new Sulfuric Acid Plant for the Lead Circuit was successfully built and commissioned in September 2008 as it had been promised to the Peruvian Government. This plant has been operating as designed and it has reached the environmental goals anticipated for this stage. Furthermore, the old Acid Plant for the Zinc Circuit was overhauled in December 2006 and it has been operating within engineering established parameters. With all this, CMLO presently has two operating sulfuric acid plants of the three contemplated under the Environmental Adaptation and Management Program to reach the LMP (Maximum Allowable Limits) in SO2 emissions.
However, the execution of the "Changes in the Smelter and Sulfuric Acid Plant for the Copper Circuit" Project, which was being executed within established schedules and terms, was halted on December 15, 2008 has a result of the drop in metal prices and the international financial situation that seriously affected the Company and prevented it from covering the costs for the necessary remaining investments.
The estimated investment to conclude the remaining part of the project and meet the environmental goals amounts to US$ 155.33 million, with US$ 80.84 million corresponding to Changes in Copper Smelting and US$ 74.49 million to the Sulfuric Acid Plant for the Copper Circuit.
The completion of the remaining part of the last PAMA Project will require an estimated additional period of time of 30 months, as follows:
Negotiation and re-mobilization: 02 months.
Execution of the remaining part of the project: 28 months (including 20 months for construction and 08 months for commissioning).
The table below presents a general schedule for the execution of the remaining part of the PAMA project:
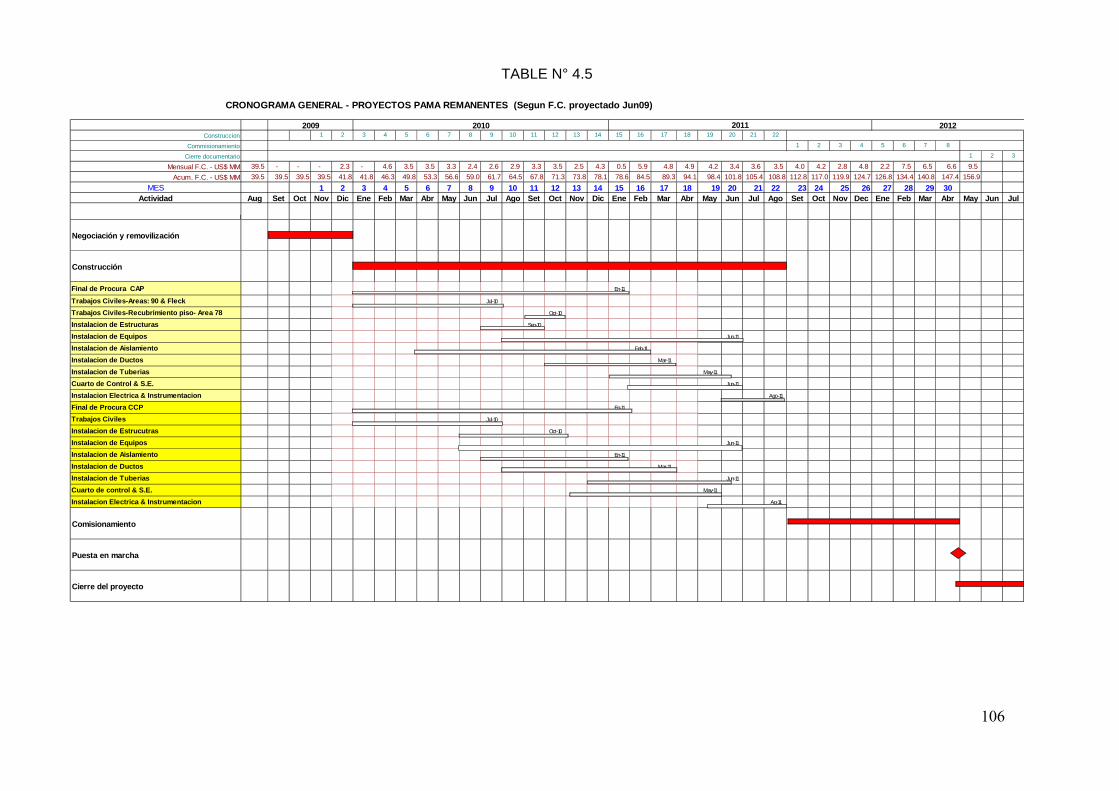
106
TABLE N° 4.5
CRONOGRAMA GENERAL - PROYECTOS PAMA REMANENTES (Segun F.C. proyectado Jun09)
2009 2010 2012Construccion 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Commisionamiento 1 2 3 4 5 6 7 8
Cierre documentario 1 2 3
Mensual F.C. - US$ MM 39.5 - - - 2.3 - 4.6 3.5 3.5 3.3 2.4 2.6 2.9 3.3 3.5 2.5 4.3 0.5 5.9 4.8 4.9 4.2 3.4 3.6 3.5 4.0 4.2 2.8 4.8 2.2 7.5 6.5 6.6 9.5
Acum. F.C. - US$ MM 39.5 39.5 39.5 39.5 41.8 41.8 46.3 49.8 53.3 56.6 59.0 61.7 64.5 67.8 71.3 73.8 78.1 78.6 84.5 89.3 94.1 98.4 101.8 105.4 108.8 112.8 117.0 119.9 124.7 126.8 134.4 140.8 147.4 156.9
MES 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33Actividad Aug Set Oct Nov Dic Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dec Ene Feb Mar Abr May Jun Jul
Negociación y removilización
Construcción
Final de Procura CAP En-11
Trabajos Civiles-Areas: 90 & Fleck Jul-10
Trabajos Civiles-Recubrimiento piso- Area 78 Oct-10
Instalacion de Estructuras Sep-10
Instalacion de Equipos Jun-11
Instalacion de Aislamiento Feb-11
Instalacion de Ductos Mar-11
Instalacion de Tuberias May-11
Cuarto de Control & S.E. Jun-11
Instalacion Electrica & Instrumentacion Ago-11
Final de Procura CCP En-11
Trabajos Civiles Jul-10
Instalacion de Estrucutras Oct-10
Instalacion de Equipos Jun-11
Instalacion de Aislamiento En-11
Instalacion de Ductos Mar-11
Instalacion de Tuberias Jun-11
Cuarto de control & S.E. May-11
Instalacion Electrica & Instrumentacion Ag-11
Comisionamiento
Puesta en marcha
Cierre del proyecto
2011
107
4.3. DESCRIPTIONOF REMAINING PAMA PROJECT: CHANGES IN COPPER SMELTING AND COPPER CIRCUIT SULFURIC ACID PLANT
4.3.1. CHANGES IN COPPER SMELTING
a) Objectives
The “Changes in Copper Smelting” Project (CCP) is intended to increase the concentration of sulfur dioxide (SO2 ) in gases from the Copper Smelting and be able to attach the sulfur that goes into concentrates as sulfuric acid. In order to meet our commitment with the government regarding environmental emissions, the efficiency in capturing the SO2 that is contained in the gases that are sent to the acid plant must not be lower than 98%.
b) Descriptive Report
DRP selected the ISASMELT process for the changes in the Copper Smelting, leading technology used in this type of smelters by greater mining companies that have been operating for over 14 years (Xstrata in Mt. Isa-Australia; Phelps Dodge in Miami-Arizona; Sterlite in Tuticorin-India; SPCC in Ilo - Perú). The ISASMELT furnace will replace the oxy-fuel rotary furnace, six roasters and four converters (due to high level contents of copper matter obtained in the Isasmelt).
The ISASMELT process is based on a vertical cylinder plating fusion reactor with a spear that is submerged in a mixture of molten slabs and matte. As the wet load falls from the furnace's upper area, it reacts with the air and the oxygen injected through the spear. The injection of the required oxygen and the plating’s violent stirring cause a very intense and quick reaction between the Copper that is being supplied and the oxygen. The gases produced in the furnace go through a residual heat boiler where they are partially cooled and the radiation section, generating steam.
The furnace operates with an automatic feeding system that is made up of silos, conveyor belts, weighing systems and a mixer in order to adequately prepare the load and ensure uniformity of the material going into the furnace.
The ISASMELT process produces copper matte and slabs which come out at the bottom of the furnace through a water-refrigerated hole and are transferred to a sedimentation furnace where they are separated by gravity. The high level of matte produced by the ISASMELT furnace will cut down on the converters needed to produce blister copper from 6 to 2 units. The two Pierce-Smith converters (12’ x 20’) will be equipped with automatic drilling to clean blasts and a hood to capture SO2 gases and chill them.
The gases from the ISASMELT furnace and Pierce-Smith converters, after being chilled in order to adapt their temperature, are mixed and sent to a dry electrostatic precipitator where the dust contained in them is captured yielding partially clean gases.
The mix of partially clean gases with a SO2 concentration between 10% and 12% is sent to the Sulfuric Acid Plant for the Copper circuit.
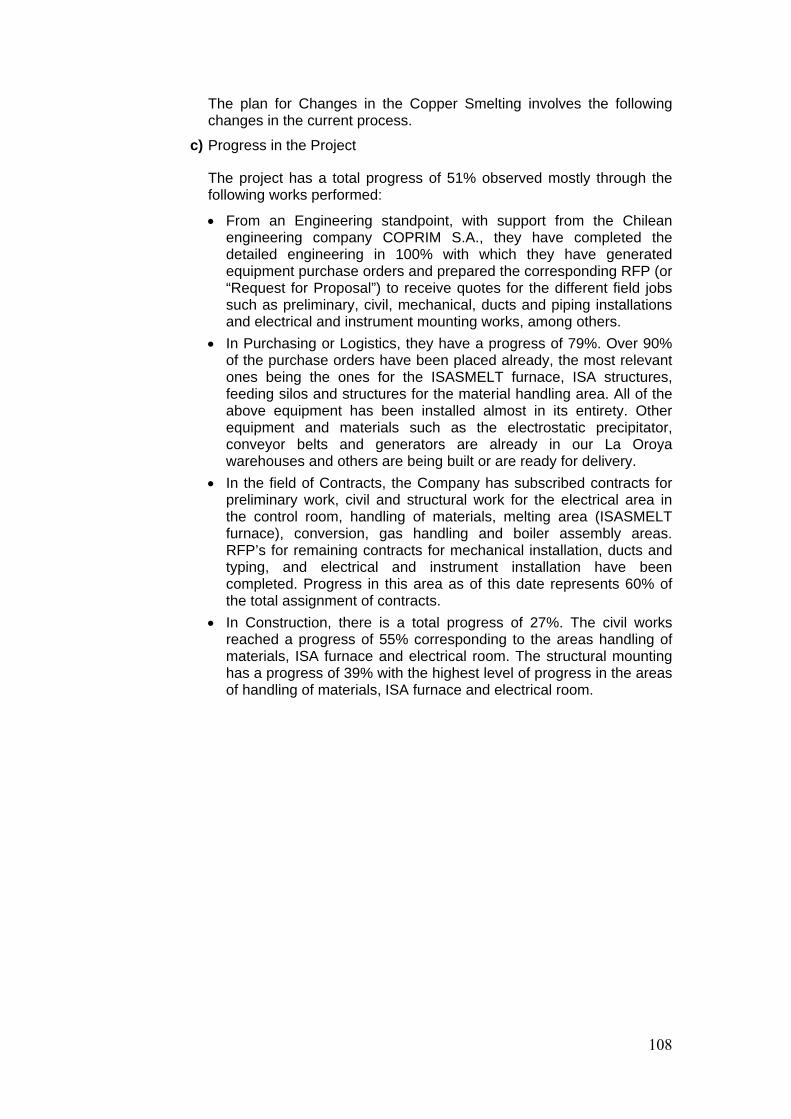
108
The plan for Changes in the Copper Smelting involves the following changes in the current process.
c) Progress in the Project
The project has a total progress of 51% observed mostly through the following works performed:
From an Engineering standpoint, with support from the Chilean engineering company COPRIM S.A., they have completed the detailed engineering in 100% with which they have generated equipment purchase orders and prepared the corresponding RFP (or “Request for Proposal”) to receive quotes for the different field jobs such as preliminary, civil, mechanical, ducts and piping installations and electrical and instrument mounting works, among others.
In Purchasing or Logistics, they have a progress of 79%. Over 90% of the purchase orders have been placed already, the most relevant ones being the ones for the ISASMELT furnace, ISA structures, feeding silos and structures for the material handling area. All of the above equipment has been installed almost in its entirety. Other equipment and materials such as the electrostatic precipitator, conveyor belts and generators are already in our La Oroya warehouses and others are being built or are ready for delivery.
In the field of Contracts, the Company has subscribed contracts for preliminary work, civil and structural work for the electrical area in the control room, handling of materials, melting area (ISASMELT furnace), conversion, gas handling and boiler assembly areas. RFP’s for remaining contracts for mechanical installation, ducts and typing, and electrical and instrument installation have been completed. Progress in this area as of this date represents 60% of the total assignment of contracts.
In Construction, there is a total progress of 27%. The civil works reached a progress of 55% corresponding to the areas handling of materials, ISA furnace and electrical room. The structural mounting has a progress of 39% with the highest level of progress in the areas of handling of materials, ISA furnace and electrical room.
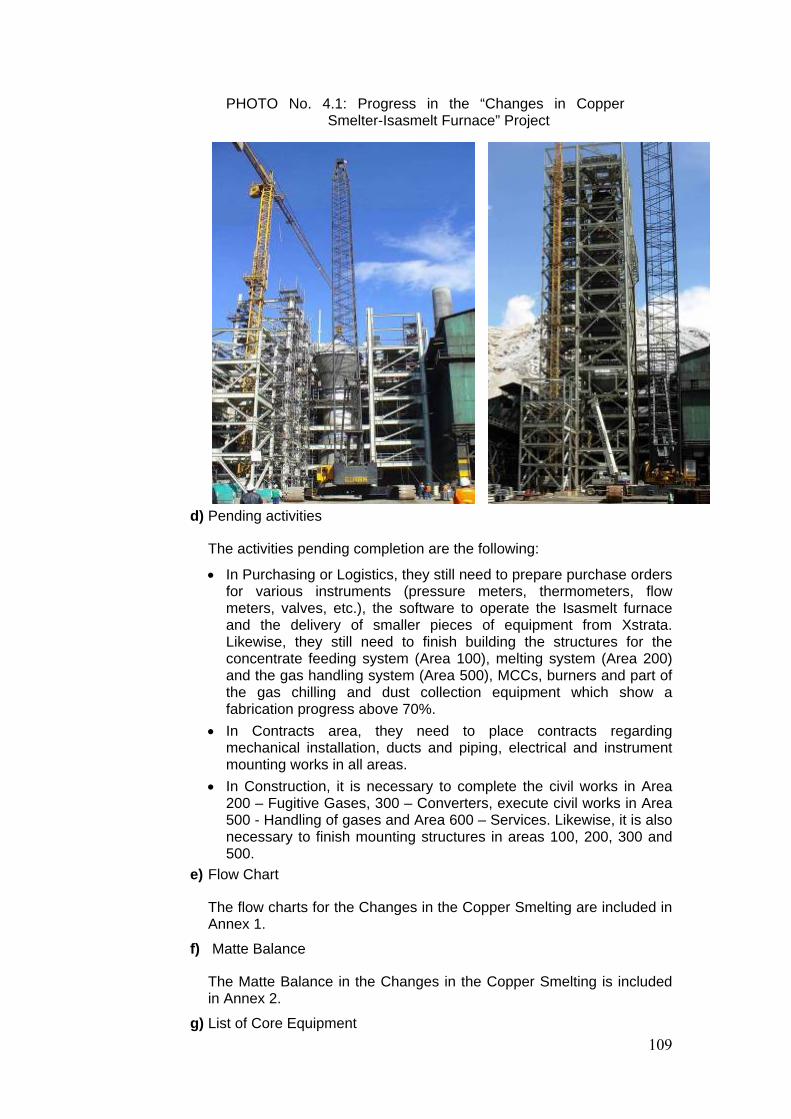
109
PHOTO No. 4.1: Progress in the “Changes in Copper Smelter-Isasmelt Furnace” Project
d) Pending activities
The activities pending completion are the following:
In Purchasing or Logistics, they still need to prepare purchase orders for various instruments (pressure meters, thermometers, flow meters, valves, etc.), the software to operate the Isasmelt furnace and the delivery of smaller pieces of equipment from Xstrata. Likewise, they still need to finish building the structures for the concentrate feeding system (Area 100), melting system (Area 200) and the gas handling system (Area 500), MCCs, burners and part of the gas chilling and dust collection equipment which show a fabrication progress above 70%.
In Contracts area, they need to place contracts regarding mechanical installation, ducts and piping, electrical and instrument mounting works in all areas.
In Construction, it is necessary to complete the civil works in Area 200 – Fugitive Gases, 300 – Converters, execute civil works in Area 500 - Handling of gases and Area 600 – Services. Likewise, it is also necessary to finish mounting structures in areas 100, 200, 300 and 500.
e) Flow Chart
The flow charts for the Changes in the Copper Smelting are included in Annex 1.
f) Matte Balance
The Matte Balance in the Changes in the Copper Smelting is included in Annex 2.
g) List of Core Equipment
110
The core components in the equipment for the Changes in the Copper Smelting are:
Electrical and Control Room Distributed Control System (DCS) Motor Control Center (MCC) Electric Substation
Feeding System 2 silos for concentrates 1 silo for coke 1 silo for fluxes 1 silo for recirculation 1 mixing paddle Conveyor belt system
Melting Furnace 1 Isasmelt Furnace
Pierce-Smith Converters 2 Pierce-Smith converters 2 converter hoods 1 drill
Gas Handling System Isasmelt furnace radiation boiler Furnace radiation cooling pre-chamber and chamber Pierce-Smith radiation cooling pre-chamber and chamber Dry Electrostatic Precipitator (DESP) Induced Ventilation System Gas Emergency Ducts
A detailed equipment list appears in Annex 3.
h) Cost of Capital
The Cost of Capital of the Changes in Copper Smelting amounts to US$ 139.46 million of which US$62.41 million have already been executed. The remaining US $77.05 million appears in detail in Annex 9 including remaining infrastructure and administrative costs.
i) Execution Schedule
The Execution Schedule for the Changes in Copper Smelting is attached in Annex 4.
j) Production
62,600 Ton/year of copper cathodes.
4.3.2. COPPER SULFURIC ACID PLANT
a) Objectives
The objectives of the new Copper Acid Plant are:
Fix 98 % of the sulfur, contained in the mixture of gases produced by the Isasmelt furnace and converters, as 98.5% commercial sulfuric acid.
Emit gases through the smokestack that contain fewer than 1900 ppm of SO2.
111
b) Descriptive Report
Engineering for this project was divided into two sections:
Section 1: Wet Gas Cleaning System to finish cleaning the gases from the Copper Smelter using technology from the specialized company Fleck Chemical Industries Inc. (FCII) from Toronto – Canada.
Section 2: Gas Contacting and Sulfuric Acid Production System using technology from the specialized company Aker Solution (formerly Aker Kvaerner Chemetics) from Vancouver - Canada.
Additionally, the project considers the development of complementary engineering that goes beyond the scope of contracts with FCII and AC and has been entrusted to the national company Graña y Montero Ingeniería (GMI).
A series of operations and processes will be carried out at the sulfuric acid plant in order to treat hot gases originated at the copper smelter (Isasmelt furnace and Pierce-Smith converters). The new double contact double absorption sulfuric acid plant will treat an average of 73,825 Nm3/h (web-based) of the smelter gases with 11.32% of SO2 to produce commercial sulfuric acid with a 98.5% concentration.
The main stages in the acid plant process are:
Gas Cleaning Stage:
Removal of dust particles contained in the gas through saturation and cooling in order to condense some metallic elements (Hg, Se, Pb, As and Cd) from the gas stream towards a weak acid effluent in the Quench and Retention towers, Venturi Washers and in the Separation and Cooling towers. Also, HCl and HF vapors that are present in the gas are removed.
Gas cleaning in the Wet Electrostatic Precipitators (WESP) to remove acid mist and solid residual particles in the gas.
Removal of residual volatile mercury still present in the gas after exiting the WESP.
Gas Contact and Sulfuric Acid Production Stage:
Gas is dried with sulfuric acid (H2SO4) in Drying Tower.
Conversion of SO2 into SO3 in two phases in a four-bed converter using vanadium pentoxide (V2O5) as catalyst.
Absorption of SO3 with H2SO4 in two phases (Intermediate and Final Tower).
Storage and distribution of H2SO4.
c) Project Progress
The project has a total progress of 55% reflected mostly in the following work that has been executed:
Detailed engineering in the Gas Contact and Sulfuric Acid Production System developed by the engineering company Aker Chemetics from Vancouver-Canada is 100% complete. Detailed
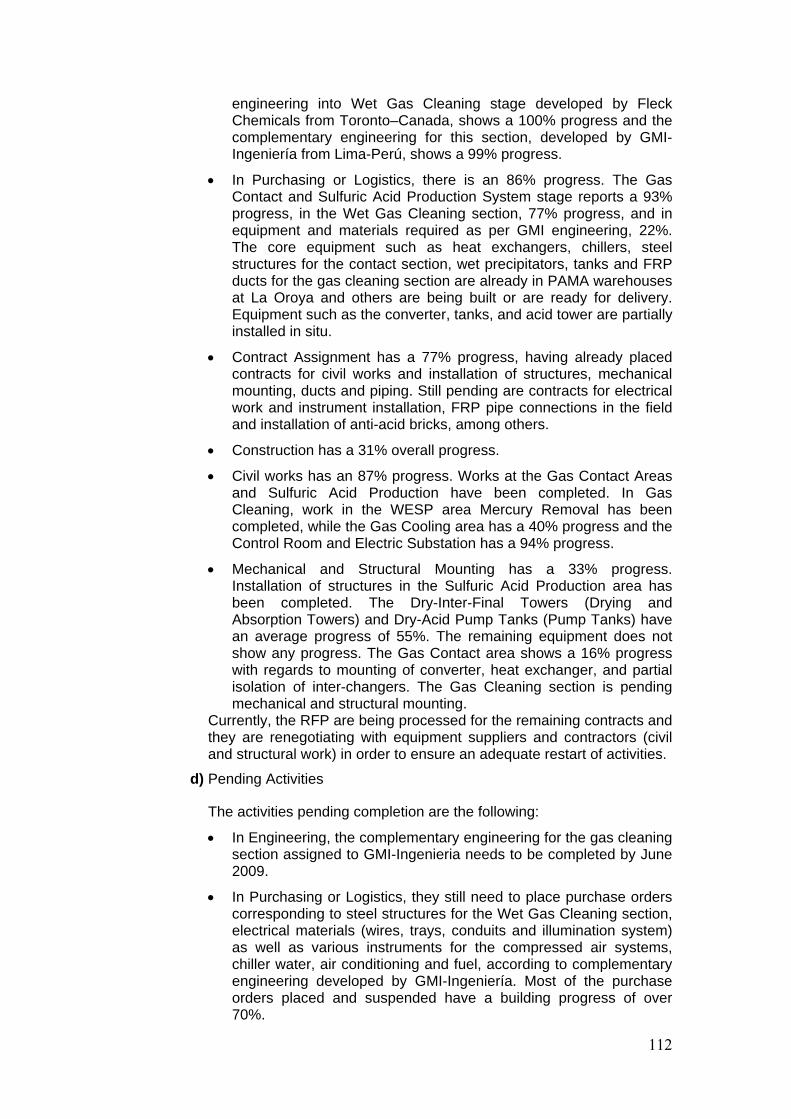
112
engineering into Wet Gas Cleaning stage developed by Fleck Chemicals from Toronto–Canada, shows a 100% progress and the complementary engineering for this section, developed by GMI-Ingeniería from Lima-Perú, shows a 99% progress.
In Purchasing or Logistics, there is an 86% progress. The Gas Contact and Sulfuric Acid Production System stage reports a 93% progress, in the Wet Gas Cleaning section, 77% progress, and in equipment and materials required as per GMI engineering, 22%. The core equipment such as heat exchangers, chillers, steel structures for the contact section, wet precipitators, tanks and FRP ducts for the gas cleaning section are already in PAMA warehouses at La Oroya and others are being built or are ready for delivery. Equipment such as the converter, tanks, and acid tower are partially installed in situ.
Contract Assignment has a 77% progress, having already placed contracts for civil works and installation of structures, mechanical mounting, ducts and piping. Still pending are contracts for electrical work and instrument installation, FRP pipe connections in the field and installation of anti-acid bricks, among others.
Construction has a 31% overall progress.
Civil works has an 87% progress. Works at the Gas Contact Areas and Sulfuric Acid Production have been completed. In Gas Cleaning, work in the WESP area Mercury Removal has been completed, while the Gas Cooling area has a 40% progress and the Control Room and Electric Substation has a 94% progress.
Mechanical and Structural Mounting has a 33% progress. Installation of structures in the Sulfuric Acid Production area has been completed. The Dry-Inter-Final Towers (Drying and Absorption Towers) and Dry-Acid Pump Tanks (Pump Tanks) have an average progress of 55%. The remaining equipment does not show any progress. The Gas Contact area shows a 16% progress with regards to mounting of converter, heat exchanger, and partial isolation of inter-changers. The Gas Cleaning section is pending mechanical and structural mounting.
Currently, the RFP are being processed for the remaining contracts and they are renegotiating with equipment suppliers and contractors (civil and structural work) in order to ensure an adequate restart of activities.
d) Pending Activities
The activities pending completion are the following:
In Engineering, the complementary engineering for the gas cleaning section assigned to GMI-Ingenieria needs to be completed by June 2009.
In Purchasing or Logistics, they still need to place purchase orders corresponding to steel structures for the Wet Gas Cleaning section, electrical materials (wires, trays, conduits and illumination system) as well as various instruments for the compressed air systems, chiller water, air conditioning and fuel, according to complementary engineering developed by GMI-Ingeniería. Most of the purchase orders placed and suspended have a building progress of over 70%.
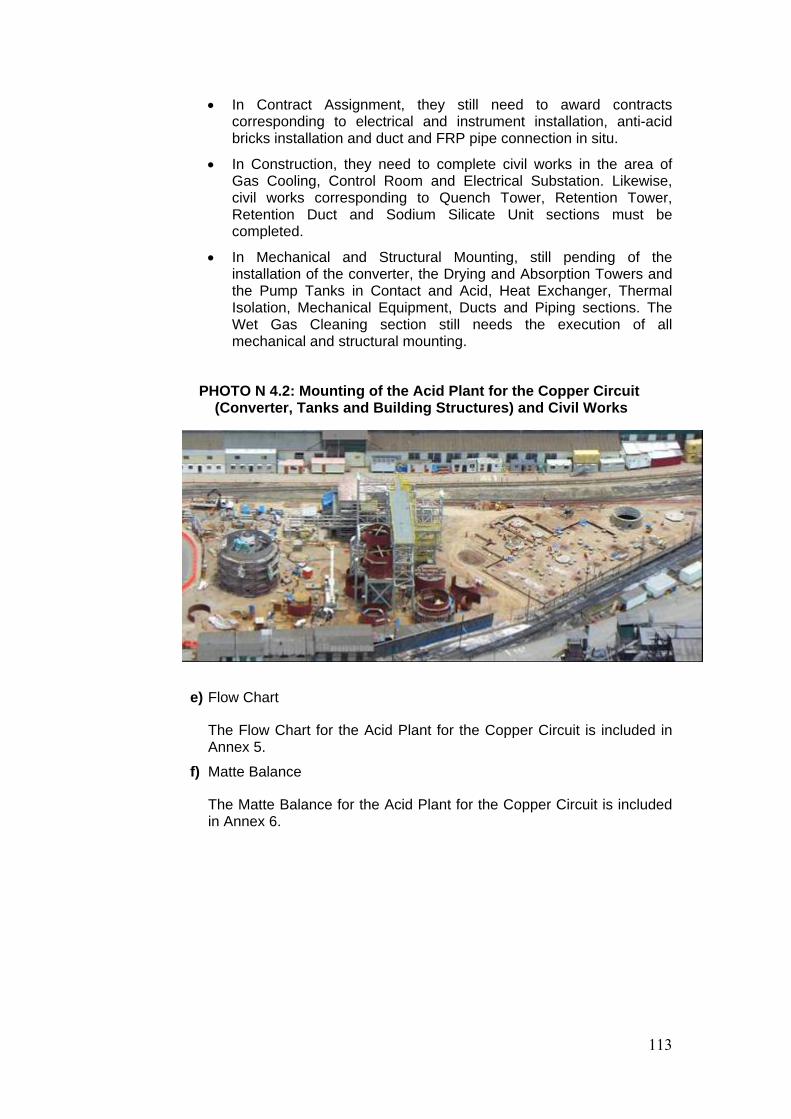
113
In Contract Assignment, they still need to award contracts corresponding to electrical and instrument installation, anti-acid bricks installation and duct and FRP pipe connection in situ.
In Construction, they need to complete civil works in the area of Gas Cooling, Control Room and Electrical Substation. Likewise, civil works corresponding to Quench Tower, Retention Tower, Retention Duct and Sodium Silicate Unit sections must be completed.
In Mechanical and Structural Mounting, still pending of the installation of the converter, the Drying and Absorption Towers and the Pump Tanks in Contact and Acid, Heat Exchanger, Thermal Isolation, Mechanical Equipment, Ducts and Piping sections. The Wet Gas Cleaning section still needs the execution of all mechanical and structural mounting.
PHOTO N 4.2: Mounting of the Acid Plant for the Copper Circuit (Converter, Tanks and Building Structures) and Civil Works
e) Flow Chart
The Flow Chart for the Acid Plant for the Copper Circuit is included in Annex 5.
f) Matte Balance
The Matte Balance for the Acid Plant for the Copper Circuit is included in Annex 6.
114
g) List of Core Equipment
The core equipment considered in the Acid Plant for the Copper Circuit are:
Gas Cleaning Section Quench Tower Retention Tower and Duct Venturi Washers (scrubbers) Gas Cooling Tower Wet Electrostatic Precipitators Mercury Removal Towers
Strong Contact and Acid Section Drying Tower and Pump Tank Main Blower Converter Gas/gas heat Exchanger Acid Towers and Pump Tanks Furnace Preheater Smokestack
The detailed list of Equipment is included in Annex 7.
h) Cost of Capital
The Cost of Capital for the Sulfuric Acid Plant for the Copper Circuit amounts to US$84.92 million, of which US$41.37 million has already been executed. The remaining investment of US$43.55 million is detailed in Annex 9. Said Annex also includes remaining infrastructure and administrative costs.
i) Execution Schedule
The Execution Schedule for the Acid Plant for the Copper Circuit is attached in Annex 8.
5. 2008 COMPLEMENTARY HEALTH RISK STUDY
5.1. Purpose:
Assess future health risks on human beings after all PAMA projects have been implemented.
5.2. Activities:
In 2008, as required in Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC for the expansion of DRP’s PAMA and with assistance from the international consulting firm Integral Consulting Inc., a Complementary Health Risk Study was developed. Its main purpose was to assess future health risks on human beings after all PAMA projects were completed in October 2009. Ministerial Resolution 257-2006 MEM/DM regarding expansion of DRP’s PAMA, sets health objectives regarding lead blood levels in children under six years of age and the risk of arsenic exposure.
The complementary risk study was carried out using the same methods as in the 2005 study. Available information was collected and it was evaluated to determine if it was adequate to sustain said risk study. The air monitoring data

115
collected in 2007 from six air monitoring stations operated by Doe Run Peru was used to evaluate atmospheric concentration of sulfur dioxide, particulate and metals. The information obtained from samples collected in June of 2008 by Doe Run Peru was used to evaluate exposure to metals on the ground and dust in exteriors.
The information obtained from the samples collected by the Agreement between the Ministry of Health Regional Government of Junin and Doe Run Peru (MINSA-GRJ-DRP Agreement) in 2007 and 2008 was used to evaluate metal content in dust in interiors. The information about metals in drinking water was also obtained from the samples collected by the MINSA-GRJ-DRP Agreement. The information about blood lead in children and pregnant women used in the risk study was collected by Blufstein Clinical Laboratory in November 2007. Likewise, a study sponsored by the MINSA-GRJ-DRP Agreement and completed in April 2008 to evaluate micronutrient and metal contents in food provided information regarding lead content in diets. Therefore, the available information includes chemical concentrations in the air, ground, dust, drinking water and foods as well as blood lead concentration in children and pregnant women. A selection process based on risk criteria to determine chemicals associated with the Complex that should be included in this risk study was used and the sources of exposure to said chemicals was identified.
5.3. Achievements:
The study carried out by Integral Consulting Inc. concludes that, once the PAMA projects are implemented, the blood lead levels and the risk of exposure to arsenic goals will be reached. Minor reductions in sulfur dioxide through smokestacks and fugitive emissions for late 2008 are anticipated. However, substantial reductions are expected with the installation of the third and last sulfuric acid plant in November 2009. It is anticipated that once the third sulfuric acid plant starts operating, the smokestack sulfur dioxide emissions will drop by 77% compared to 2007, and fugitive emissions, by 93%, which will allow us to meet the maximum allowable emission levels for smokestack SO2. Furthermore, annual average concentrations of sulfur dioxide in the air would drop by 80% compared to 2007 levels, while lead and arsenic residue concentrations in the air will drop by over 90%. A reduction of over 70% in cadmium residues and concentrations has been forecast. These reductions will reduce population exposure. However, as air concentrations and dust precipitations drop, exposure to residual metals in the ground and to dust from historic operations will become proportionally higher. In other words, the benefit of cutting down emissions at the smelter will be somehow limited until other sources of exposure are tackled.
The Complementary Study also reports that in the past three years, Doe Run Peru has introduced improvements in the smelter making it more efficient, reducing smokestack emissions, and improving industrial safety for its workers. The following specific emission reduction projects have been executed since 2005:
• Completion of overhauling of the sulfuric acid plant for the zinc circuit.
• Installation of bag filters for lead furnaces and other facilities to reduce dust headed towards the main smokestack.
• Closing off lead furnaces, foaming plant and anode residue plants, and replacement of wet gas cleaning technology systems through the installation of bag houses in the lead agglomeration plant.
116
• Implementation of complementary environmental projects such as paving industrial areas and using street sweepers and tire washers.
• Installation of three of three domestic and one industrial water treatment plant to control total liquid effluents from the La Oroya Metallurgical Complex.
The study received a satisfactory technical opinion from DIGESA, which was informed to us by OSINERGMIN through Document No. 437-2009-OS-GFM received in our offices on March 18, 2009. The aforementioned document reads exactly as follows: “from the review of the study and conclusions from the DIGESA report, we may conclude that the Complementary Human Health Risk Study-La Oroya Metallurgical Complex is satisfactory and complies 100% with Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC”.
6. PROGRESS IN CHILDREN’S AND PREGNANT WOMEN’S HEALTH: MINSA-GRJ-
DRP AGREEMENT
Because of the lead exposure found in the studies by DIGESA in 2000 and DRP in 2001, and based on the multidisciplinary team created by Doe Run Peru, a MINSA/DIGESA-DRP Cooperation Agreement is subscribed on July 4, 2003. Said Agreement was renewed by agreement of the parties thereto in July 2006. In this renewal, the Regional Government of Junin is incorporated as a strategic partner to reach the health objectives at La Oroya, expanding its reach to La Oroya Nueva, Santa Rosa de Sacco, Huaynacancha, Paccha and Huari. Also, it brings attention to health risks due to exposure to Sulfur Dioxide, Lead, Arsenic and Cadmium.
Since then, the Agreement has grown in personnel and budget dedicated to protecting the population’s health, particularly with regards to children under 6 years of age and pregnant women, having expanded its scope of action.
As of May 2009, the Agreement has worked arduously, as it will be described below and grouped according to intervention components:
6.1. HEALTH PROMOTION COMPONENT
6.1.1. GENERAL PURPOSE:
Promote a health culture through actions geared towards promoting health and preventing diseases to help the population adopt healthy habits that will cut down on exposure to contaminants, behaviors and healthy environments oriented to cutting down on the exposure to lead in children under 6 years of age.
6.1.2. PROGRAMS:
A. Health Education Communication
a) Purpose
This program’s purpose is to improve the population's knowledge regarding health risks due to exposure to lead and other contaminants, as well as lifestyles that promote health in the different situations in which the family interacts. Such as:
Promote healthy behaviors that the population should practice.
Educate the population regarding risk factors linked to lead exposure.
117
Inform and involve community decision-makers in promoting healthy behaviors.
Spread educational messages to teach about the risks of lead.
b) Activities:
Year 2003
Develop puppet plays for children.
Year 2004
Knowledge, Attitude and Practices Study: 247 participants in objective survey and 177 in focus group
Year 2005
Prioritize improved behaviors with community participation
Drawing contest regarding 10 selected behaviors
Preparation and approval of poster with 10 behaviors “Loving parents protect their children from lead”
Year 2006:
Preparation and approval of 6 brochures regarding healthy behavior
Street theater and Educational Institutions regarding healthy behaviors
Create radio spots
Control CAP study in 2006, having extended it to other locations in Oroya, Sacco and Paccha.
Year 2007:
Educational workshops on the field in 20 neighborhoods
37 lead exposure and healthy behaviors workshops
6 Health Fairs with over 4,000 participants
14 radio interviews to ACS
14 advertising radio spots
Year 2008:
10 puppet plays with the participation of the Young Health Club
9 radio messages, 1
Reproduction of 5 healthy behavior brochures. Preparation and approval of 5 additional brochures
4 large prepared and reproduced photos
1 prepared and reproduced promotional manual
1 Health Fair with 2121 visitors from different areas in La Oroya
1 hour radio show to promote healthy behaviors
7 meetings in neighborhoods in Oroya Antigua with 190 participants
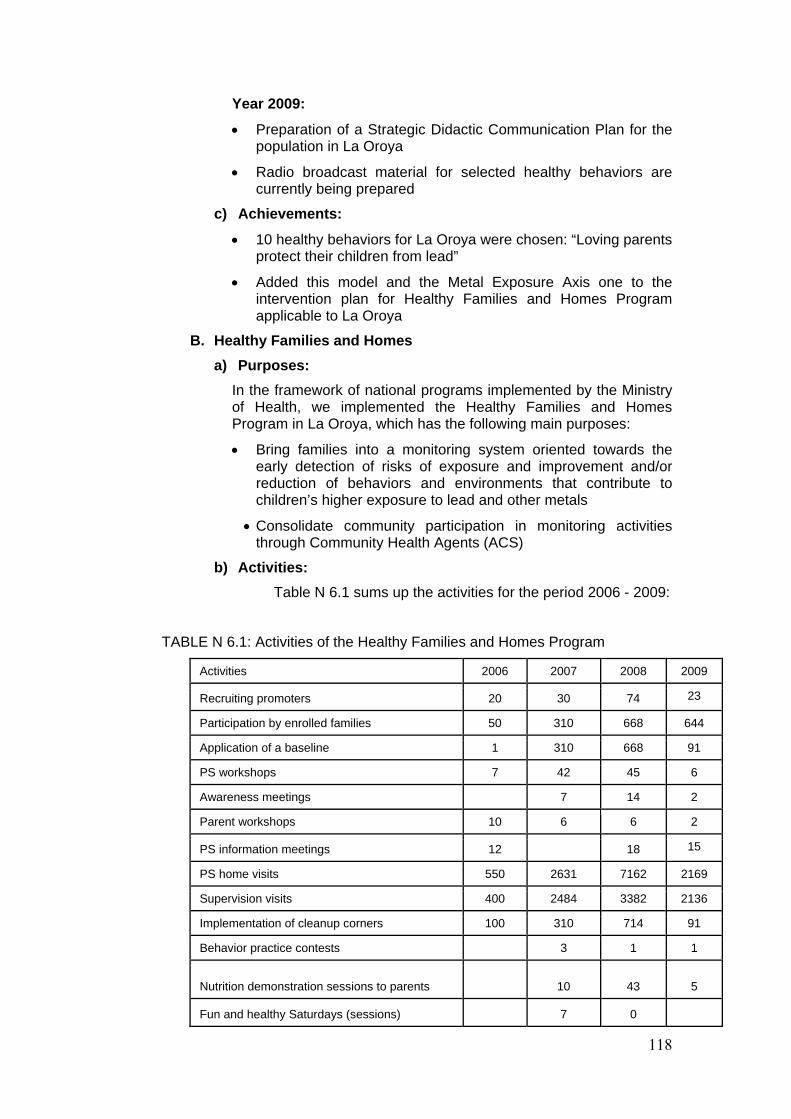
118
Year 2009:
Preparation of a Strategic Didactic Communication Plan for the population in La Oroya
Radio broadcast material for selected healthy behaviors are currently being prepared
c) Achievements:
10 healthy behaviors for La Oroya were chosen: “Loving parents protect their children from lead”
Added this model and the Metal Exposure Axis one to the intervention plan for Healthy Families and Homes Program applicable to La Oroya
B. Healthy Families and Homes
a) Purposes:
In the framework of national programs implemented by the Ministry of Health, we implemented the Healthy Families and Homes Program in La Oroya, which has the following main purposes:
Bring families into a monitoring system oriented towards the early detection of risks of exposure and improvement and/or reduction of behaviors and environments that contribute to children’s higher exposure to lead and other metals
Consolidate community participation in monitoring activities through Community Health Agents (ACS)
b) Activities:
Table N 6.1 sums up the activities for the period 2006 - 2009:
TABLE N 6.1: Activities of the Healthy Families and Homes Program
Activities 2006 2007 2008 2009
Recruiting promoters 20 30 74 23
Participation by enrolled families 50 310 668 644
Application of a baseline 1 310 668 91
PS workshops 7 42 45 6
Awareness meetings 7 14 2
Parent workshops 10 6 6 2
PS information meetings 12 18 15
PS home visits 550 2631 7162 2169
Supervision visits 400 2484 3382 2136
Implementation of cleanup corners 100 310 714 91
Behavior practice contests 3 1 1
Nutrition demonstration sessions to parents 10 43
5
Fun and healthy Saturdays (sessions) 7 0
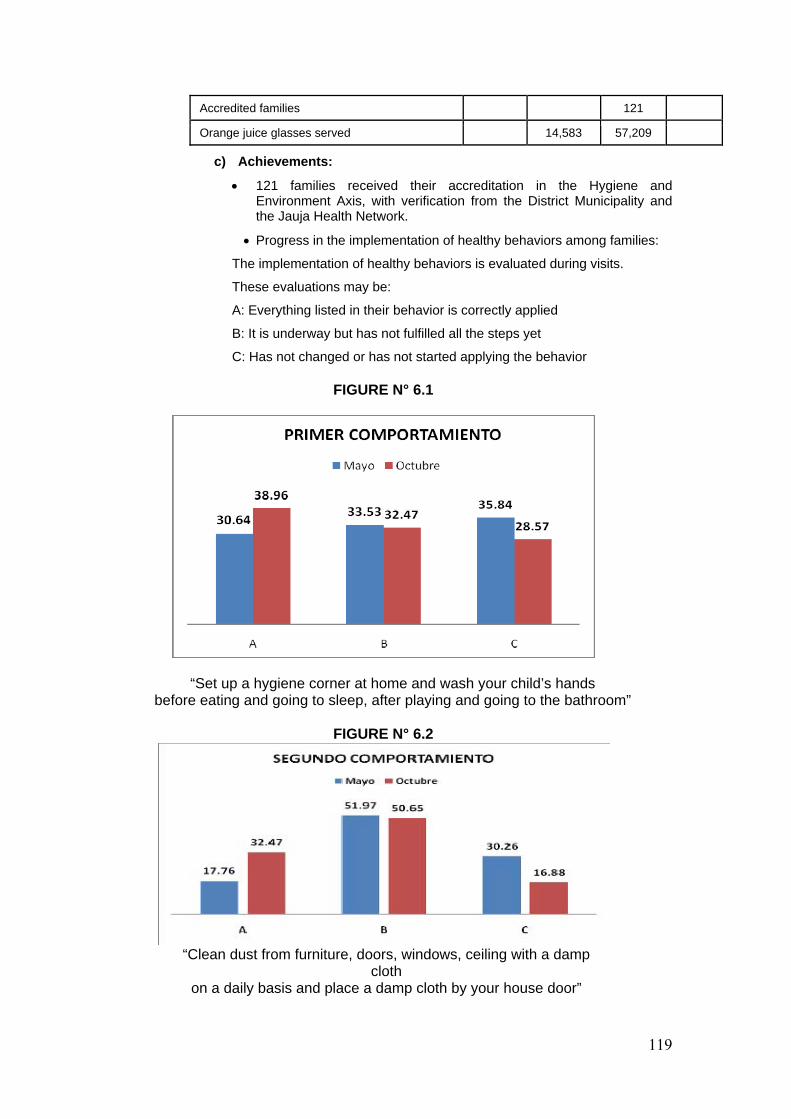
119
Accredited families 121
Orange juice glasses served 14,583 57,209
c) Achievements:
121 families received their accreditation in the Hygiene and Environment Axis, with verification from the District Municipality and the Jauja Health Network.
Progress in the implementation of healthy behaviors among families:
The implementation of healthy behaviors is evaluated during visits.
These evaluations may be:
A: Everything listed in their behavior is correctly applied
B: It is underway but has not fulfilled all the steps yet
C: Has not changed or has not started applying the behavior
FIGURE N° 6.1
“Set up a hygiene corner at home and wash your child’s hands before eating and going to sleep, after playing and going to the bathroom”
FIGURE N° 6.2
“Clean dust from furniture, doors, windows, ceiling with a damp
cloth on a daily basis and place a damp cloth by your house door”
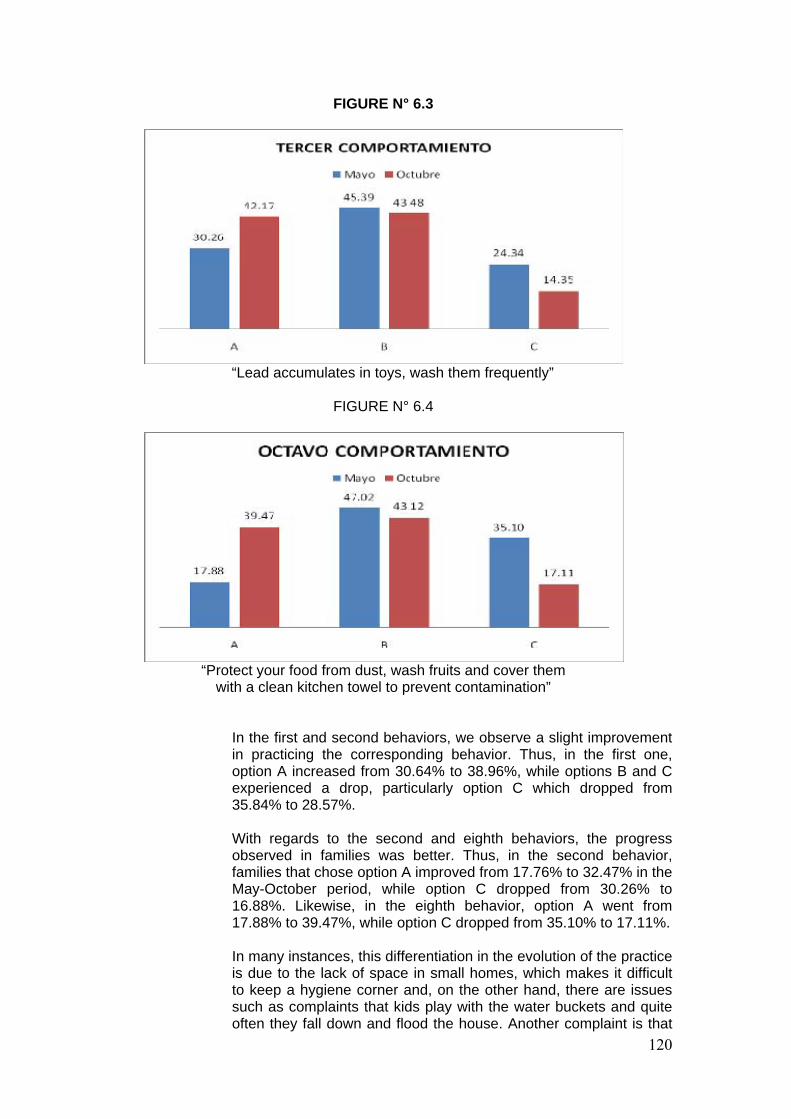
120
FIGURE N° 6.3
“Lead accumulates in toys, wash them frequently”
FIGURE N° 6.4
“Protect your food from dust, wash fruits and cover them
with a clean kitchen towel to prevent contamination”
In the first and second behaviors, we observe a slight improvement in practicing the corresponding behavior. Thus, in the first one, option A increased from 30.64% to 38.96%, while options B and C experienced a drop, particularly option C which dropped from 35.84% to 28.57%. With regards to the second and eighth behaviors, the progress observed in families was better. Thus, in the second behavior, families that chose option A improved from 17.76% to 32.47% in the May-October period, while option C dropped from 30.26% to 16.88%. Likewise, in the eighth behavior, option A went from 17.88% to 39.47%, while option C dropped from 35.10% to 17.11%.
In many instances, this differentiation in the evolution of the practice is due to the lack of space in small homes, which makes it difficult to keep a hygiene corner and, on the other hand, there are issues such as complaints that kids play with the water buckets and quite often they fall down and flood the house. Another complaint is that
121
kids are constantly washing and getting their clothes wet with the risk that they "will get sick". Another reason that leads to choosing options B or C is the fact that the child is found with his hands dirty, despite having installed a hygiene corner.
With regards to cleaning it with a damp cloth and protecting foods, we find that families respond positively as long as they feel we are going to visit them, particularly when we have contests. However, we have demonstrated that when they know we will visit them unexpectedly, they also improve and this improvement becomes more permanent over time.
C. Healthy Municipalities
a) Purposes
This program’s purpose is to promote community participation to create healthy environments and behaviors in order to improve their lifestyles and build healthy neighborhoods.
Within the scope of MINSA's Health Communities and Municipalities program, the Our Healthy Neighborhood Program is being implemented under the leadership of the Health Center and it has the following objectives:
i. Improve hygiene, handling solid waste in homes and common areas in La Oroya Antigua.
ii. Promote practicing physical activities among the community regardless of age in order to reduce the risk of suffering cardiovascular diseases, obesity, stress and other conditions caused by the lack of exercise.
iii. Generate citizen-led monitoring mechanisms in neighborhoods in order to ensure the safety of their inhabitants.
iv. Increase population involvement in community participation to improve their environment, increase the practice of healthy behaviors and the development of creative ideas that will promote and prevent health [sic].
b) Activities
Hygiene activities are being implemented in coordination with the District Municipality
The program was launched in 2007 through the municipal ordinance that establishes a strategy
A healthy neighborhood contest takes place in 2008
In 2009, the local Technical Team in conjunction with the Mayor carried out some activities such as the visit to Junin and Yauli on March 11.
c) Achievements
Municipal Ordinance that establishes the province’s Strategy
Municipal Ordinance that appoints the Local Technical Team
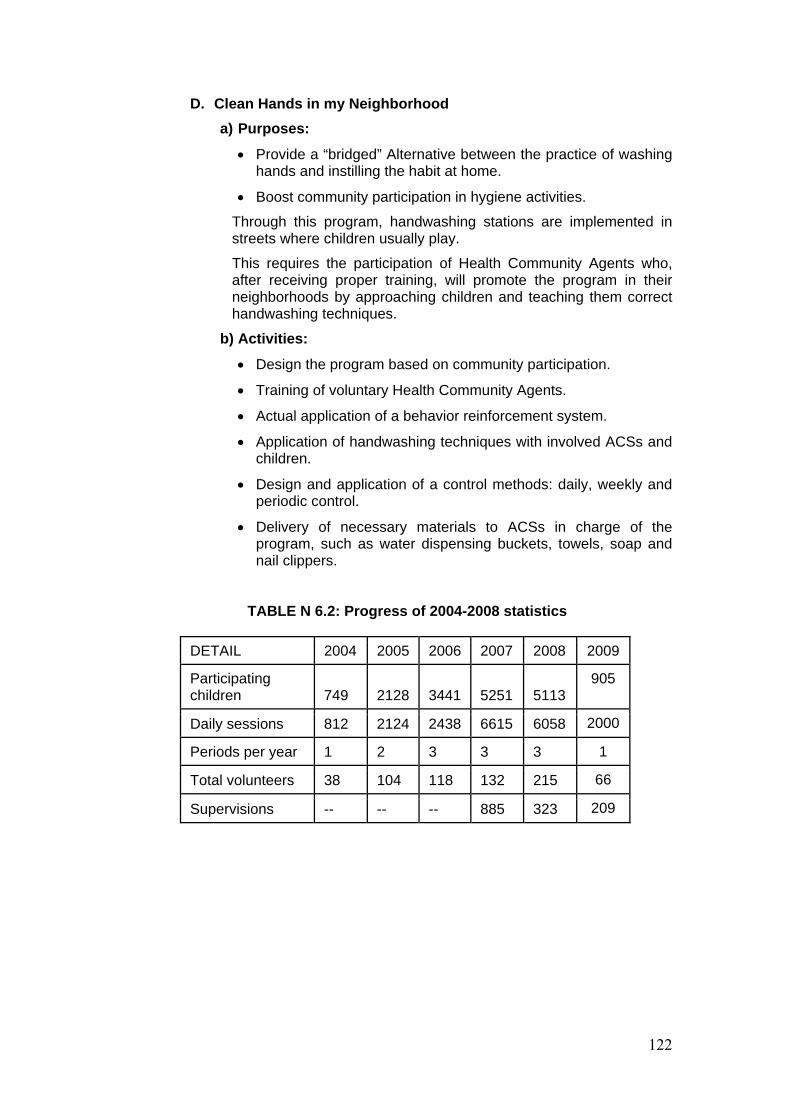
122
D. Clean Hands in my Neighborhood
a) Purposes:
Provide a “bridged” Alternative between the practice of washing hands and instilling the habit at home.
Boost community participation in hygiene activities.
Through this program, handwashing stations are implemented in streets where children usually play.
This requires the participation of Health Community Agents who, after receiving proper training, will promote the program in their neighborhoods by approaching children and teaching them correct handwashing techniques.
b) Activities:
Design the program based on community participation.
Training of voluntary Health Community Agents.
Actual application of a behavior reinforcement system.
Application of handwashing techniques with involved ACSs and children.
Design and application of a control methods: daily, weekly and periodic control.
Delivery of necessary materials to ACSs in charge of the program, such as water dispensing buckets, towels, soap and nail clippers.
TABLE N 6.2: Progress of 2004-2008 statistics
DETAIL 2004 2005 2006 2007 2008 2009
Participating children 749 2128 3441 5251 5113
905
Daily sessions 812 2124 2438 6615 6058 2000
Periods per year 1 2 3 3 3 1
Total volunteers 38 104 118 132 215 66
Supervisions -- -- -- 885 323 209
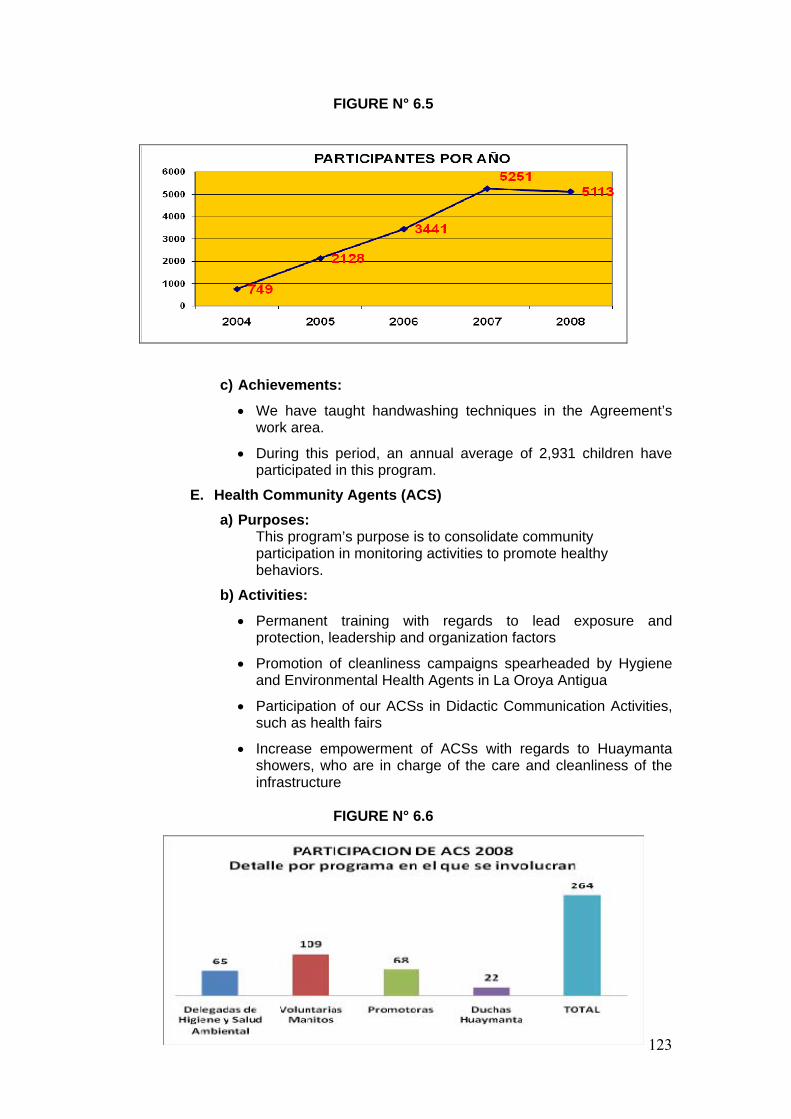
123
FIGURE N° 6.5
c) Achievements:
We have taught handwashing techniques in the Agreement’s work area.
During this period, an annual average of 2,931 children have participated in this program.
E. Health Community Agents (ACS)
a) Purposes: This program’s purpose is to consolidate community participation in monitoring activities to promote healthy behaviors.
b) Activities:
Permanent training with regards to lead exposure and protection, leadership and organization factors
Promotion of cleanliness campaigns spearheaded by Hygiene and Environmental Health Agents in La Oroya Antigua
Participation of our ACSs in Didactic Communication Activities, such as health fairs
Increase empowerment of ACSs with regards to Huaymanta showers, who are in charge of the care and cleanliness of the infrastructure
FIGURE N° 6.6
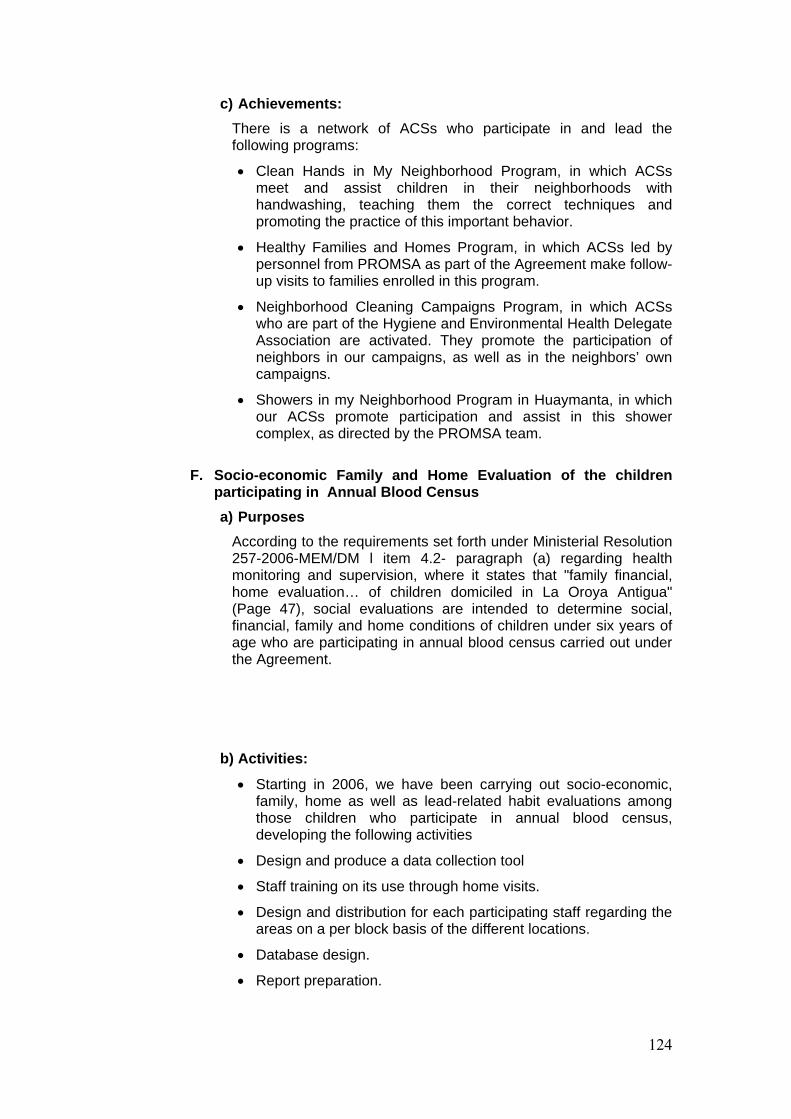
124
c) Achievements:
There is a network of ACSs who participate in and lead the following programs:
Clean Hands in My Neighborhood Program, in which ACSs meet and assist children in their neighborhoods with handwashing, teaching them the correct techniques and promoting the practice of this important behavior.
Healthy Families and Homes Program, in which ACSs led by personnel from PROMSA as part of the Agreement make follow-up visits to families enrolled in this program.
Neighborhood Cleaning Campaigns Program, in which ACSs who are part of the Hygiene and Environmental Health Delegate Association are activated. They promote the participation of neighbors in our campaigns, as well as in the neighbors’ own campaigns.
Showers in my Neighborhood Program in Huaymanta, in which our ACSs promote participation and assist in this shower complex, as directed by the PROMSA team.
F. Socio-economic Family and Home Evaluation of the children participating in Annual Blood Census
a) Purposes
According to the requirements set forth under Ministerial Resolution 257-2006-MEM/DM l item 4.2- paragraph (a) regarding health monitoring and supervision, where it states that "family financial, home evaluation… of children domiciled in La Oroya Antigua" (Page 47), social evaluations are intended to determine social, financial, family and home conditions of children under six years of age who are participating in annual blood census carried out under the Agreement.
b) Activities:
Starting in 2006, we have been carrying out socio-economic, family, home as well as lead-related habit evaluations among those children who participate in annual blood census, developing the following activities
Design and produce a data collection tool
Staff training on its use through home visits.
Design and distribution for each participating staff regarding the areas on a per block basis of the different locations.
Database design.
Report preparation.
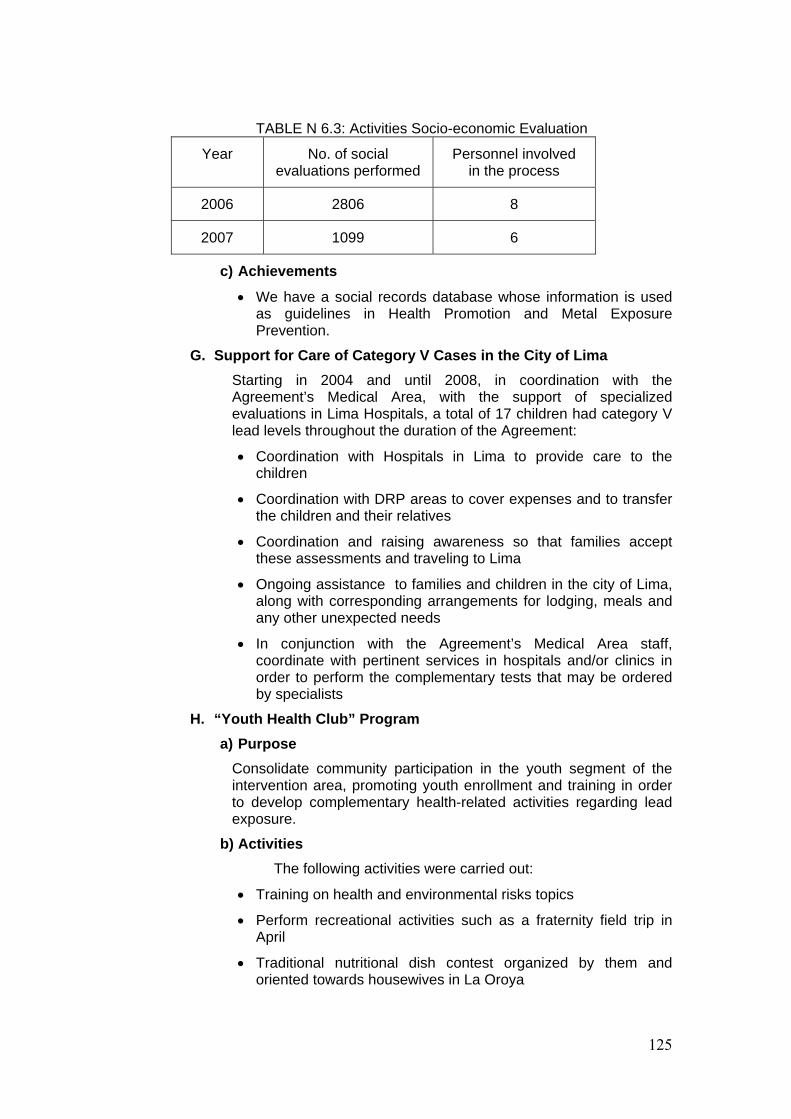
125
TABLE N 6.3: Activities Socio-economic Evaluation
Year No. of social evaluations performed
Personnel involved in the process
2006 2806 8
2007 1099 6
c) Achievements
We have a social records database whose information is used as guidelines in Health Promotion and Metal Exposure Prevention.
G. Support for Care of Category V Cases in the City of Lima
Starting in 2004 and until 2008, in coordination with the Agreement’s Medical Area, with the support of specialized evaluations in Lima Hospitals, a total of 17 children had category V lead levels throughout the duration of the Agreement:
Coordination with Hospitals in Lima to provide care to the children
Coordination with DRP areas to cover expenses and to transfer the children and their relatives
Coordination and raising awareness so that families accept these assessments and traveling to Lima
Ongoing assistance to families and children in the city of Lima, along with corresponding arrangements for lodging, meals and any other unexpected needs
In conjunction with the Agreement’s Medical Area staff, coordinate with pertinent services in hospitals and/or clinics in order to perform the complementary tests that may be ordered by specialists
H. “Youth Health Club” Program
a) Purpose
Consolidate community participation in the youth segment of the intervention area, promoting youth enrollment and training in order to develop complementary health-related activities regarding lead exposure.
b) Activities
The following activities were carried out:
Training on health and environmental risks topics
Perform recreational activities such as a fraternity field trip in April
Traditional nutritional dish contest organized by them and oriented towards housewives in La Oroya
126
Participation in support activities carried out by the PROMSA component, such as Recognition for Healthy Families and Mother's Day Activities
Participation in preparation of puppet shows for children in La Oroya Antigua in the Clean Hands in my Neighborhood program context
Participation at the World Environment Day celebration, organized by the Agreement.
c) Achievements
This community group received health and social attention under the Agreement for the first time.
I. Education in Healthy Hygiene and Nutrition Habits at Educational Institutes
a) Purpose
Establishing a preventive culture regarding healthy hygiene and nutrition habits within the educative community, aimed at reducing heavy metal exposure risks, like lead, in children under 6 years old of educational institutes at La Oroya, Huari Paccha
b) Activities developed:
Coordination with the Director of UGE Yauli - La Oroya and Initial level coordinating entities, Pronoeis y Piets.
Permanent coordination with the Headmaster/Headmistress and each school/class teachers, support staff, and school committees
Educational sessions to parents, teachers, and support staff:
Educative sessions to students:
- Personal Hygiene (Hand washing, oral hygiene, body hygiene, consumption of supplement to the school lunch bag)
- Class room maintenance
Educational Program Initial and Partial Evaluation: teachers, students
Monitoring of students’ personal as well as classroom hygiene at educational institutions:
- Improvised monthly or biweekly visit to each educational institution, preferably carried out before lunch break.
- Emphasizing the right handwashing technique.
- Delivery of stickers (happy faces, stars, etc.) and/or stamps with motivation symbols for each student who is improving his/her hygiene habits, specially handwashing practice, and classroom maintenance as well.
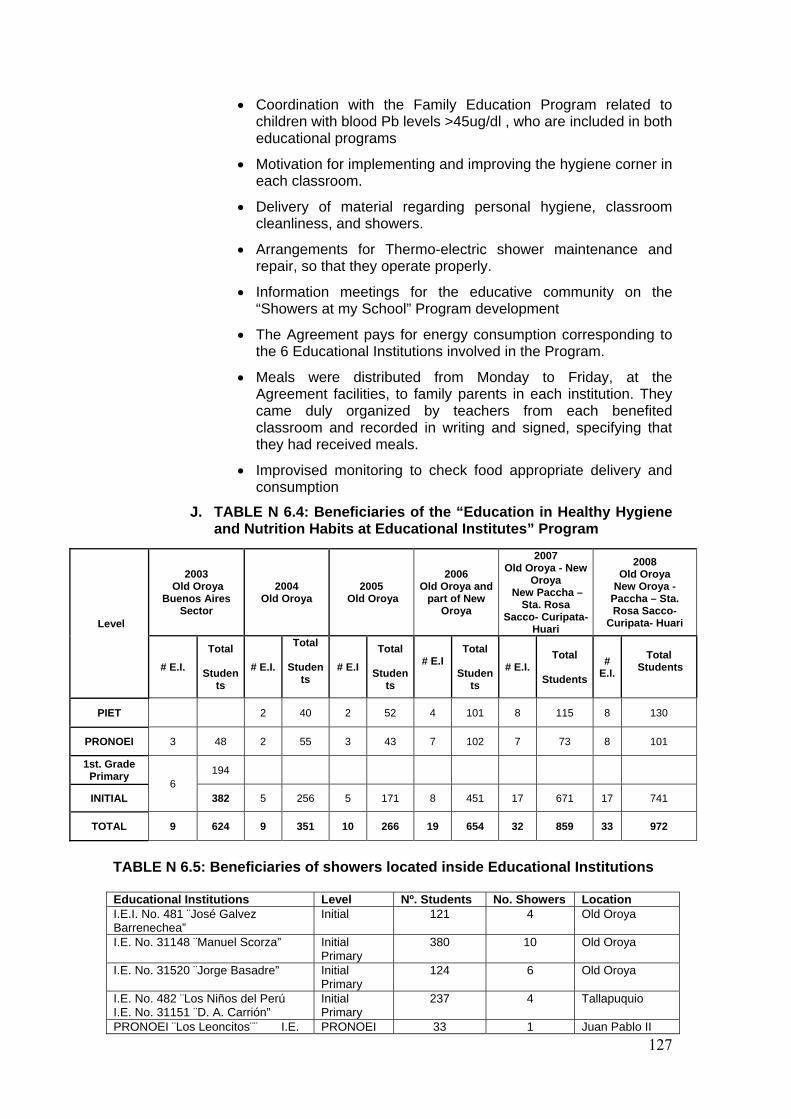
127
Coordination with the Family Education Program related to children with blood Pb levels >45ug/dl , who are included in both educational programs
Motivation for implementing and improving the hygiene corner in each classroom.
Delivery of material regarding personal hygiene, classroom cleanliness, and showers.
Arrangements for Thermo-electric shower maintenance and repair, so that they operate properly.
Information meetings for the educative community on the “Showers at my School” Program development
The Agreement pays for energy consumption corresponding to the 6 Educational Institutions involved in the Program.
Meals were distributed from Monday to Friday, at the Agreement facilities, to family parents in each institution. They came duly organized by teachers from each benefited classroom and recorded in writing and signed, specifying that they had received meals.
Improvised monitoring to check food appropriate delivery and consumption
J. TABLE N 6.4: Beneficiaries of the “Education in Healthy Hygiene and Nutrition Habits at Educational Institutes” Program
TABLE N 6.5: Beneficiaries of showers located inside Educational Institutions
Educational Institutions Level Nº. Students No. Showers Location I.E.I. No. 481 ¨José Galvez Barrenechea”
Initial
121 4 Old Oroya
I.E. No. 31148 ¨Manuel Scorza” Initial Primary
380 10 Old Oroya
I.E. No. 31520 ¨Jorge Basadre” Initial Primary
124 6 Old Oroya
I.E. No. 482 ¨Los Niños del Perú I.E. No. 31151 ¨D. A. Carrión”
Initial Primary
237 4 Tallapuquio
PRONOEI ¨Los Leoncitos¨¨ I.E. PRONOEI 33 1 Juan Pablo II
Level
2003 Old Oroya
Buenos Aires Sector
2004 Old Oroya
2005 Old Oroya
2006 Old Oroya and
part of New Oroya
2007 Old Oroya - New
Oroya New Paccha –
Sta. Rosa Sacco- Curipata-
Huari
2008 Old Oroya
New Oroya - Paccha – Sta. Rosa Sacco-
Curipata- Huari
# E.I.
Total
Students
# E.I.
Total
Students
# E.I
Total
Students
# E.I
Total
Students
# E.I.Total
Students
# E.I.
Total Students
PIET 2 40 2 52 4 101 8 115 8 130
PRONOEI 3 48 2 55 3 43 7 102 7 73 8 101
1st. Grade Primary
6 194
INITIAL 382 5 256 5 171 8 451 17 671 17 741
TOTAL 9 624 9 351 10 266 19 654 32 859 33 972
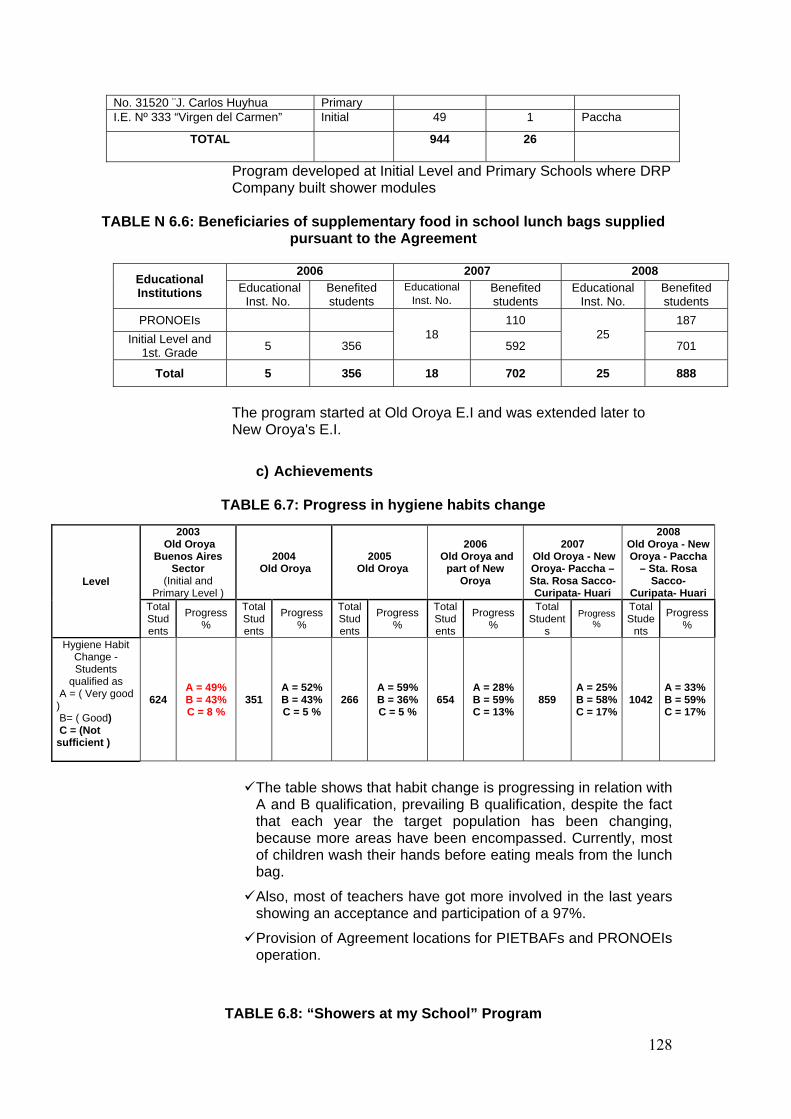
128
No. 31520 ¨J. Carlos Huyhua Primary I.E. Nº 333 “Virgen del Carmen” Initial 49 1 Paccha
TOTAL 944 26
Program developed at Initial Level and Primary Schools where DRP Company built shower modules
TABLE N 6.6: Beneficiaries of supplementary food in school lunch bags supplied
pursuant to the Agreement
Educational Institutions
2006 2007 2008
Educational Inst. No.
Benefited students
Educational Inst. No.
Benefited students
Educational Inst. No.
Benefited students
PRONOEIs 18
110 25
187
Initial Level and 1st. Grade
5 356 592 701
Total 5 356 18 702 25 888
The program started at Old Oroya E.I and was extended later to New Oroya's E.I.
c) Achievements
TABLE 6.7: Progress in hygiene habits change
The table shows that habit change is progressing in relation with
A and B qualification, prevailing B qualification, despite the fact that each year the target population has been changing, because more areas have been encompassed. Currently, most of children wash their hands before eating meals from the lunch bag.
Also, most of teachers have got more involved in the last years showing an acceptance and participation of a 97%.
Provision of Agreement locations for PIETBAFs and PRONOEIs operation.
TABLE 6.8: “Showers at my School” Program
Level
2003 Old Oroya
Buenos Aires Sector
(Initial and Primary Level )
2004 Old Oroya
2005 Old Oroya
2006 Old Oroya and
part of New Oroya
2007 Old Oroya - New Oroya- Paccha – Sta. Rosa Sacco- Curipata- Huari
2008 Old Oroya - New Oroya - Paccha
– Sta. Rosa Sacco-
Curipata- Huari Total Students
Progress%
Total Students
Progress%
Total Students
Progress%
Total Students
Progress%
Total Student
s
Progress%
Total Stude
nts
Progress%
Hygiene Habit Change - Students
qualified as A = ( Very good ) B= ( Good) C = (Not sufficient )
624 A = 49% B = 43% C = 8 %
351 A = 52% B = 43% C = 5 %
266 A = 59% B = 36% C = 5 %
654 A = 28% B = 59% C = 13%
859 A = 25% B = 58% C = 17%
1042 A = 33% B = 59% C = 17%
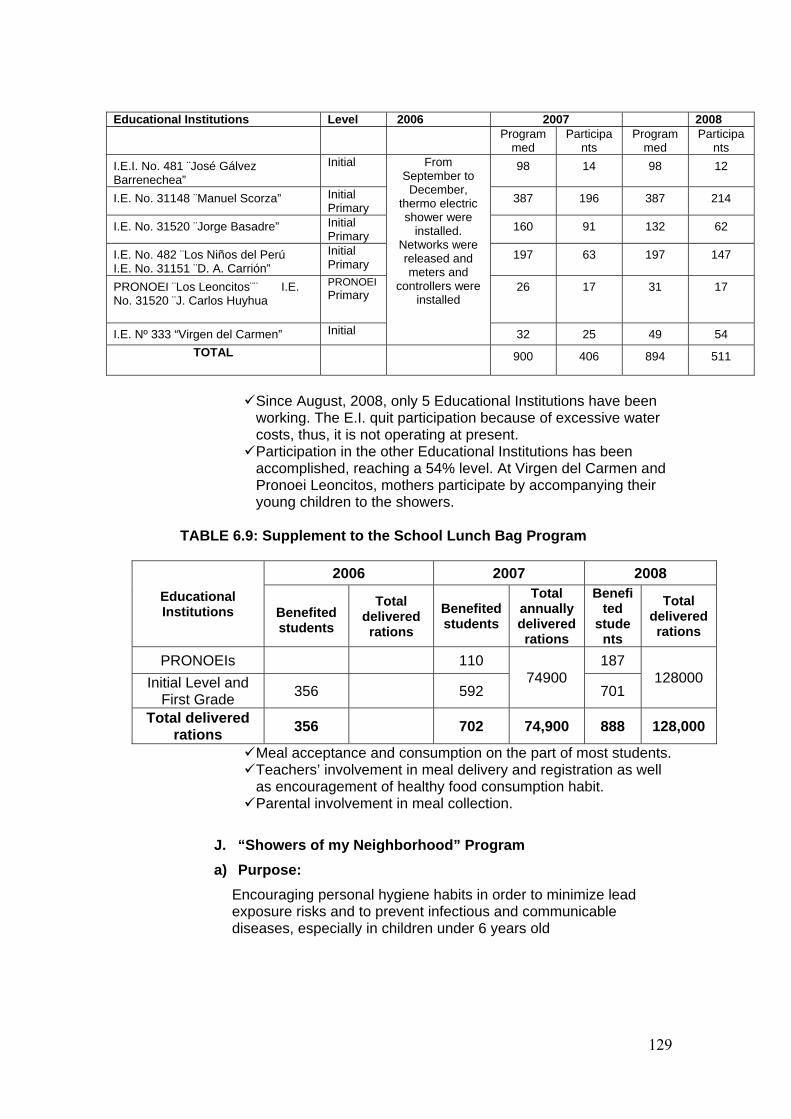
129
Educational Institutions Level 2006 2007 2008 Program
med Participa
nts Program
med Participa
nts
I.E.I. No. 481 ¨José Gálvez Barrenechea”
Initial
From September to
December, thermo electric shower were
installed. Networks were released and meters and
controllers were installed
98 14 98 12
I.E. No. 31148 ¨Manuel Scorza” Initial Primary
387 196 387 214
I.E. No. 31520 ¨Jorge Basadre” Initial Primary
160 91 132 62
I.E. No. 482 ¨Los Niños del Perú I.E. No. 31151 ¨D. A. Carrión”
Initial Primary
197 63 197 147
PRONOEI ¨Los Leoncitos¨¨ I.E. No. 31520 ¨J. Carlos Huyhua
PRONOEI Primary
26 17 31 17
I.E. Nº 333 “Virgen del Carmen” Initial 32 25 49 54
TOTAL 900 406 894 511
Since August, 2008, only 5 Educational Institutions have been
working. The E.I. quit participation because of excessive water costs, thus, it is not operating at present. Participation in the other Educational Institutions has been
accomplished, reaching a 54% level. At Virgen del Carmen and Pronoei Leoncitos, mothers participate by accompanying their young children to the showers.
TABLE 6.9: Supplement to the School Lunch Bag Program
Educational Institutions
2006 2007 2008
Benefited students
Total delivered rations
Benefited students
Total annually delivered rations
Benefited
students
Total delivered rations
PRONOEIs 110 74900
187 128000 Initial Level and
First Grade 356
592 701
Total delivered rations
356
702 74,900 888 128,000
Meal acceptance and consumption on the part of most students. Teachers’ involvement in meal delivery and registration as well
as encouragement of healthy food consumption habit. Parental involvement in meal collection.
J. “Showers of my Neighborhood” Program
a) Purpose:
Encouraging personal hygiene habits in order to minimize lead exposure risks and to prevent infectious and communicable diseases, especially in children under 6 years old
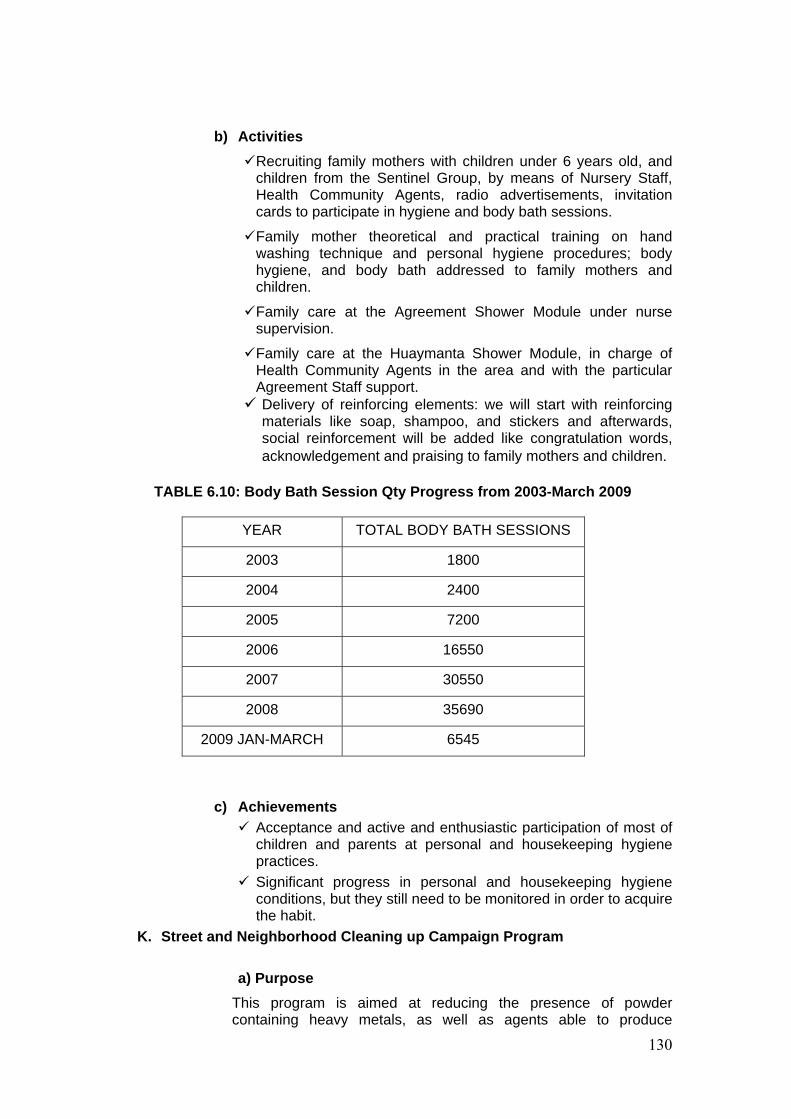
130
b) Activities
Recruiting family mothers with children under 6 years old, and children from the Sentinel Group, by means of Nursery Staff, Health Community Agents, radio advertisements, invitation cards to participate in hygiene and body bath sessions.
Family mother theoretical and practical training on hand washing technique and personal hygiene procedures; body hygiene, and body bath addressed to family mothers and children.
Family care at the Agreement Shower Module under nurse supervision.
Family care at the Huaymanta Shower Module, in charge of Health Community Agents in the area and with the particular Agreement Staff support. Delivery of reinforcing elements: we will start with reinforcing
materials like soap, shampoo, and stickers and afterwards, social reinforcement will be added like congratulation words, acknowledgement and praising to family mothers and children.
TABLE 6.10: Body Bath Session Qty Progress from 2003-March 2009
YEAR TOTAL BODY BATH SESSIONS
2003 1800
2004 2400
2005 7200
2006 16550
2007 30550
2008 35690
2009 JAN-MARCH 6545
c) Achievements
Acceptance and active and enthusiastic participation of most of children and parents at personal and housekeeping hygiene practices.
Significant progress in personal and housekeeping hygiene conditions, but they still need to be monitored in order to acquire the habit.
K. Street and Neighborhood Cleaning up Campaign Program
a) Purpose
This program is aimed at reducing the presence of powder containing heavy metals, as well as agents able to produce
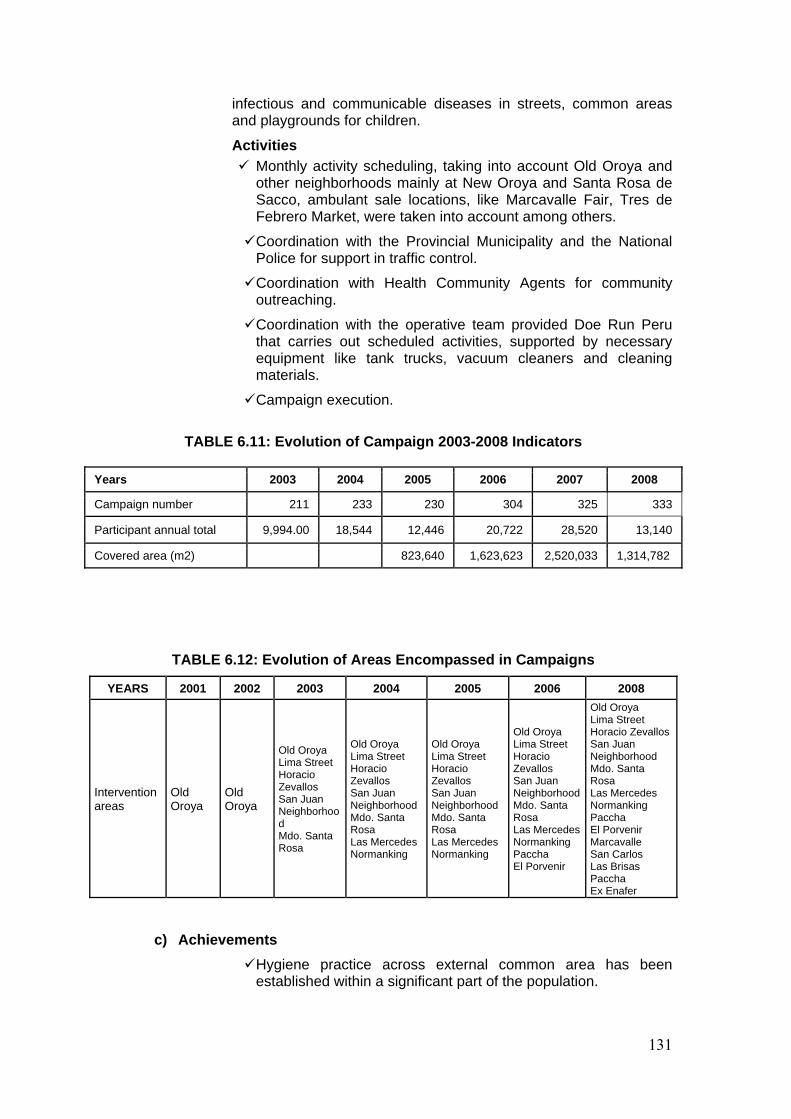
131
infectious and communicable diseases in streets, common areas and playgrounds for children.
Activities
Monthly activity scheduling, taking into account Old Oroya and other neighborhoods mainly at New Oroya and Santa Rosa de Sacco, ambulant sale locations, like Marcavalle Fair, Tres de Febrero Market, were taken into account among others.
Coordination with the Provincial Municipality and the National Police for support in traffic control.
Coordination with Health Community Agents for community outreaching.
Coordination with the operative team provided Doe Run Peru that carries out scheduled activities, supported by necessary equipment like tank trucks, vacuum cleaners and cleaning materials.
Campaign execution.
TABLE 6.11: Evolution of Campaign 2003-2008 Indicators
Years 2003 2004 2005 2006 2007 2008
Campaign number 211 233 230 304 325 333
Participant annual total 9,994.00 18,544 12,446 20,722 28,520 13,140
Covered area (m2) 823,640 1,623,623 2,520,033 1,314,782
TABLE 6.12: Evolution of Areas Encompassed in Campaigns
YEARS 2001 2002 2003 2004 2005 2006 2008
Intervention areas
Old Oroya
Old Oroya
Old Oroya Lima Street Horacio Zevallos San Juan Neighborhood Mdo. Santa Rosa
Old Oroya Lima Street Horacio Zevallos San Juan Neighborhood Mdo. Santa Rosa Las Mercedes Normanking
Old Oroya Lima Street Horacio Zevallos San Juan Neighborhood Mdo. Santa Rosa Las Mercedes Normanking
Old Oroya Lima Street Horacio Zevallos San Juan Neighborhood Mdo. Santa Rosa Las Mercedes Normanking Paccha El Porvenir
Old Oroya Lima Street Horacio Zevallos San Juan Neighborhood Mdo. Santa Rosa Las Mercedes Normanking Paccha El Porvenir Marcavalle San Carlos Las Brisas Paccha Ex Enafer
c) Achievements
Hygiene practice across external common area has been established within a significant part of the population.
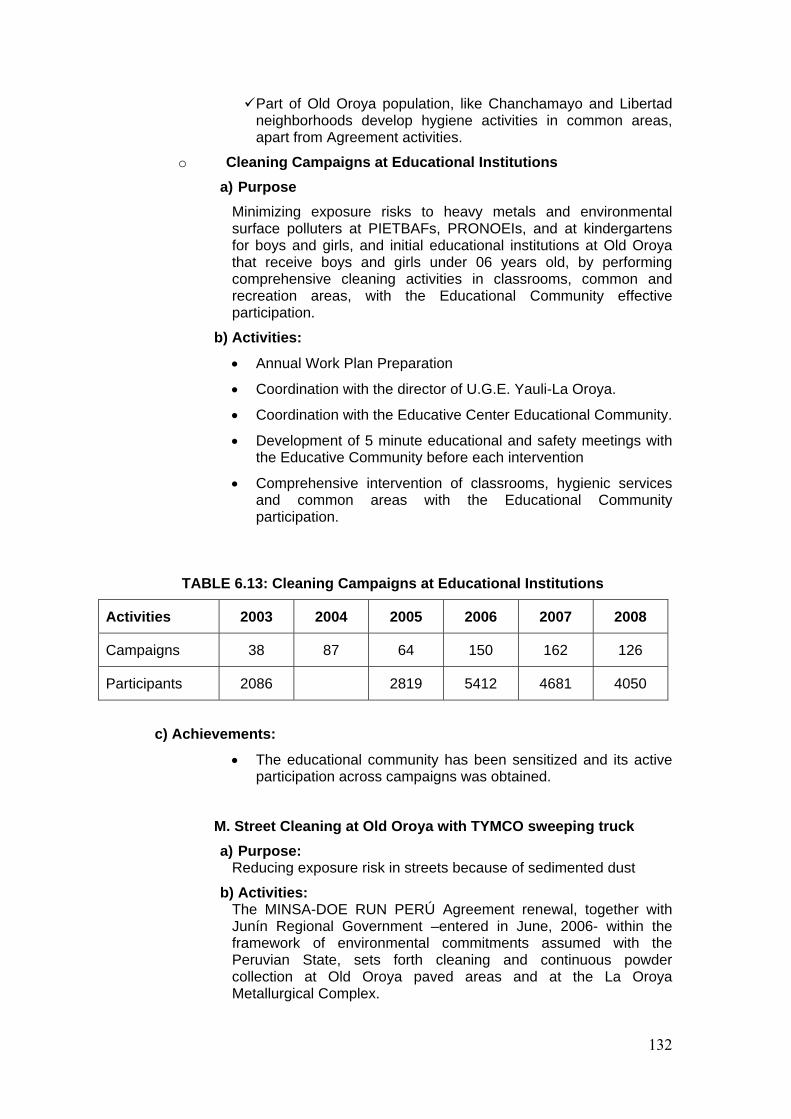
132
Part of Old Oroya population, like Chanchamayo and Libertad neighborhoods develop hygiene activities in common areas, apart from Agreement activities.
o Cleaning Campaigns at Educational Institutions
a) Purpose
Minimizing exposure risks to heavy metals and environmental surface polluters at PIETBAFs, PRONOEIs, and at kindergartens for boys and girls, and initial educational institutions at Old Oroya that receive boys and girls under 06 years old, by performing comprehensive cleaning activities in classrooms, common and recreation areas, with the Educational Community effective participation.
b) Activities:
Annual Work Plan Preparation
Coordination with the director of U.G.E. Yauli-La Oroya.
Coordination with the Educative Center Educational Community.
Development of 5 minute educational and safety meetings with the Educative Community before each intervention
Comprehensive intervention of classrooms, hygienic services and common areas with the Educational Community participation.
TABLE 6.13: Cleaning Campaigns at Educational Institutions
Activities 2003 2004 2005 2006 2007 2008
Campaigns 38 87 64 150 162 126
Participants 2086 2819 5412 4681 4050
c) Achievements:
The educational community has been sensitized and its active participation across campaigns was obtained.
M. Street Cleaning at Old Oroya with TYMCO sweeping truck
a) Purpose: Reducing exposure risk in streets because of sedimented dust
b) Activities: The MINSA-DOE RUN PERÚ Agreement renewal, together with Junín Regional Government –entered in June, 2006- within the framework of environmental commitments assumed with the Peruvian State, sets forth cleaning and continuous powder collection at Old Oroya paved areas and at the La Oroya Metallurgical Complex.
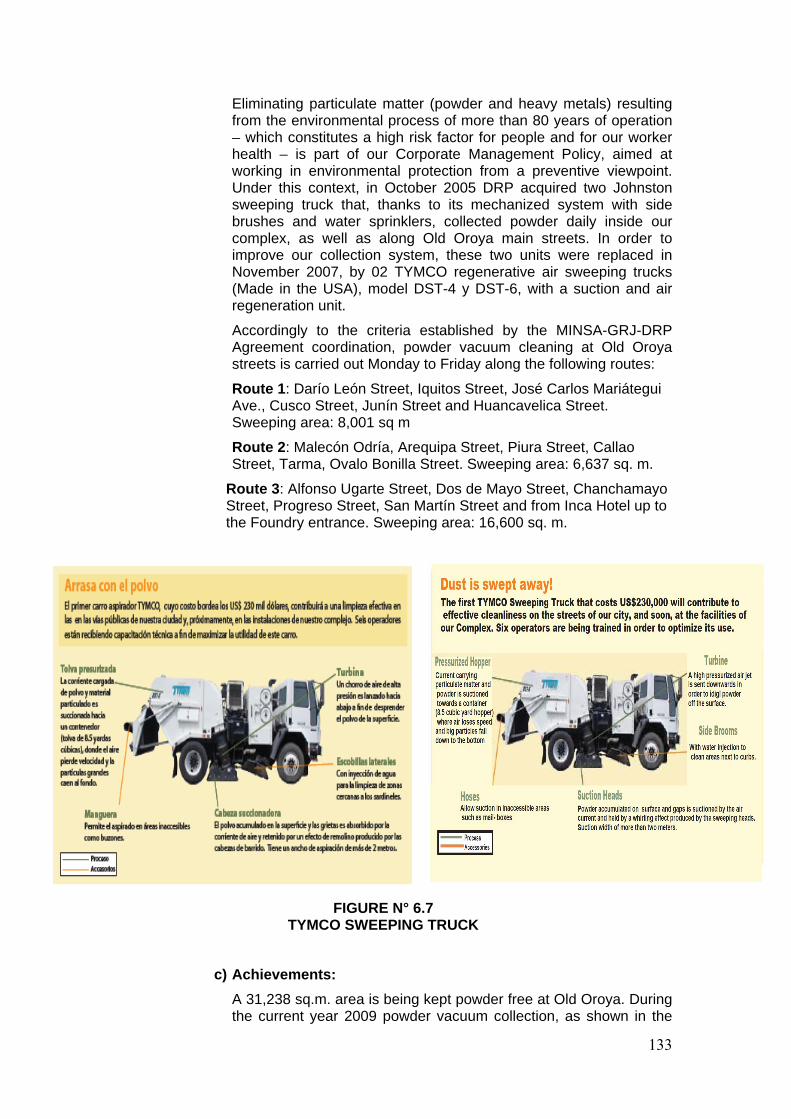
133
Eliminating particulate matter (powder and heavy metals) resulting from the environmental process of more than 80 years of operation – which constitutes a high risk factor for people and for our worker health – is part of our Corporate Management Policy, aimed at working in environmental protection from a preventive viewpoint. Under this context, in October 2005 DRP acquired two Johnston sweeping truck that, thanks to its mechanized system with side brushes and water sprinklers, collected powder daily inside our complex, as well as along Old Oroya main streets. In order to improve our collection system, these two units were replaced in November 2007, by 02 TYMCO regenerative air sweeping trucks (Made in the USA), model DST-4 y DST-6, with a suction and air regeneration unit.
Accordingly to the criteria established by the MINSA-GRJ-DRP Agreement coordination, powder vacuum cleaning at Old Oroya streets is carried out Monday to Friday along the following routes:
Route 1: Darío León Street, Iquitos Street, José Carlos Mariátegui Ave., Cusco Street, Junín Street and Huancavelica Street. Sweeping area: 8,001 sq m
Route 2: Malecón Odría, Arequipa Street, Piura Street, Callao Street, Tarma, Ovalo Bonilla Street. Sweeping area: 6,637 sq. m.
Route 3: Alfonso Ugarte Street, Dos de Mayo Street, Chanchamayo Street, Progreso Street, San Martín Street and from Inca Hotel up to the Foundry entrance. Sweeping area: 16,600 sq. m.
FIGURE N° 6.7 TYMCO SWEEPING TRUCK
c) Achievements:
A 31,238 sq.m. area is being kept powder free at Old Oroya. During the current year 2009 powder vacuum collection, as shown in the
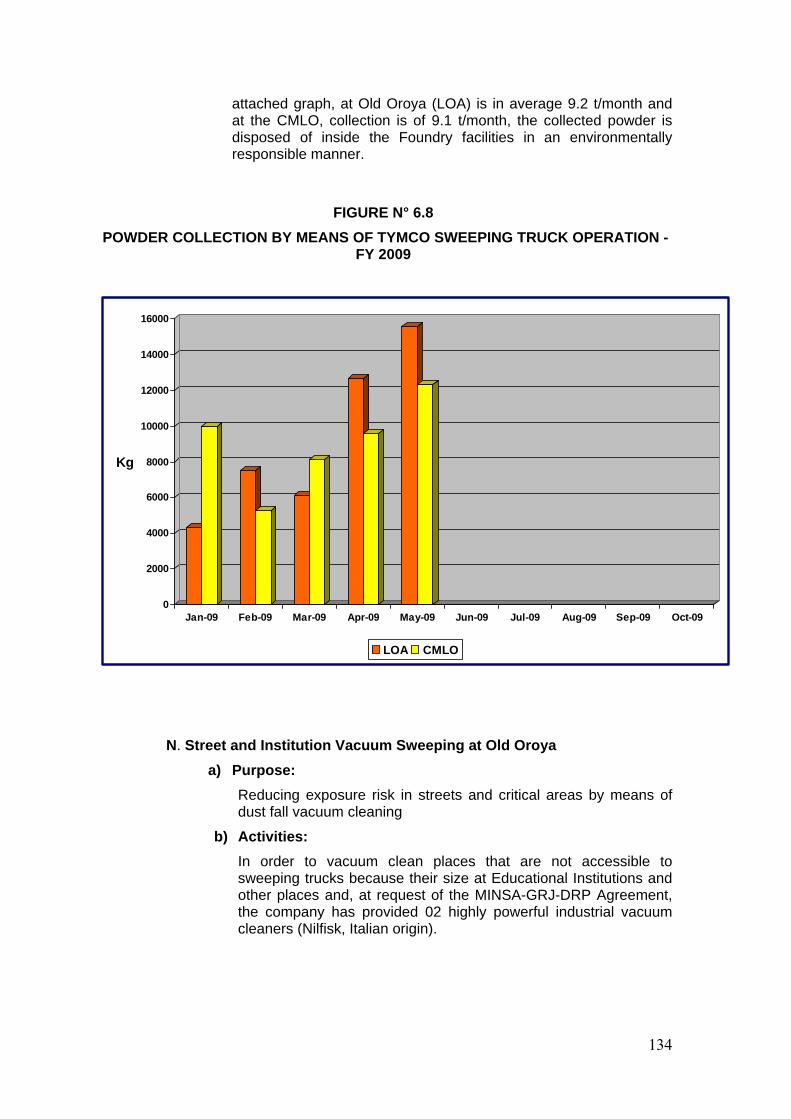
134
attached graph, at Old Oroya (LOA) is in average 9.2 t/month and at the CMLO, collection is of 9.1 t/month, the collected powder is disposed of inside the Foundry facilities in an environmentally responsible manner.
FIGURE N° 6.8
POWDER COLLECTION BY MEANS OF TYMCO SWEEPING TRUCK OPERATION - FY 2009
N. Street and Institution Vacuum Sweeping at Old Oroya
a) Purpose:
Reducing exposure risk in streets and critical areas by means of dust fall vacuum cleaning
b) Activities:
In order to vacuum clean places that are not accessible to sweeping trucks because their size at Educational Institutions and other places and, at request of the MINSA-GRJ-DRP Agreement, the company has provided 02 highly powerful industrial vacuum cleaners (Nilfisk, Italian origin).
0
2000
4000
6000
8000
10000
12000
14000
16000
Kg
Jan-09 Feb-09 Mar-09 Apr-09 May-09 Jun-09 Jul-09 Aug-09 Sep-09 Oct-09
LOA CMLO
135
FIGURE N° 6.9
NILFISK ITALIAN VACUUM CLEANER
c) Achievements: The Agreement serves daily a 1,500 sq. m. area; the collected powder is disposed of also inside the Foundry facilities.
6.2. PERSONAL CARE COMPONENT
6.2.1. GENERAL PURPOSE:
Monitoring, mitigating and controlling clinical and pathological effects, that target people may suffer because of exposure.
6.2.2. PROGRAMS:
A. Pediatric Care Program
a) Purpose
Evaluating all the participating children in blood census.
Providing continuous care, at request, to all the participating children who show any pathology corresponding to their age.
b) Activities
Specialized neurological and clinical evaluation according to blood lead levels found, grouping them in 5 categories.
A detailed Neurological Evaluation is performed to category V children (greater than 70 ug/dl in blood), additionally they are evaluated in other specialties like Endocrinology, Neurology,
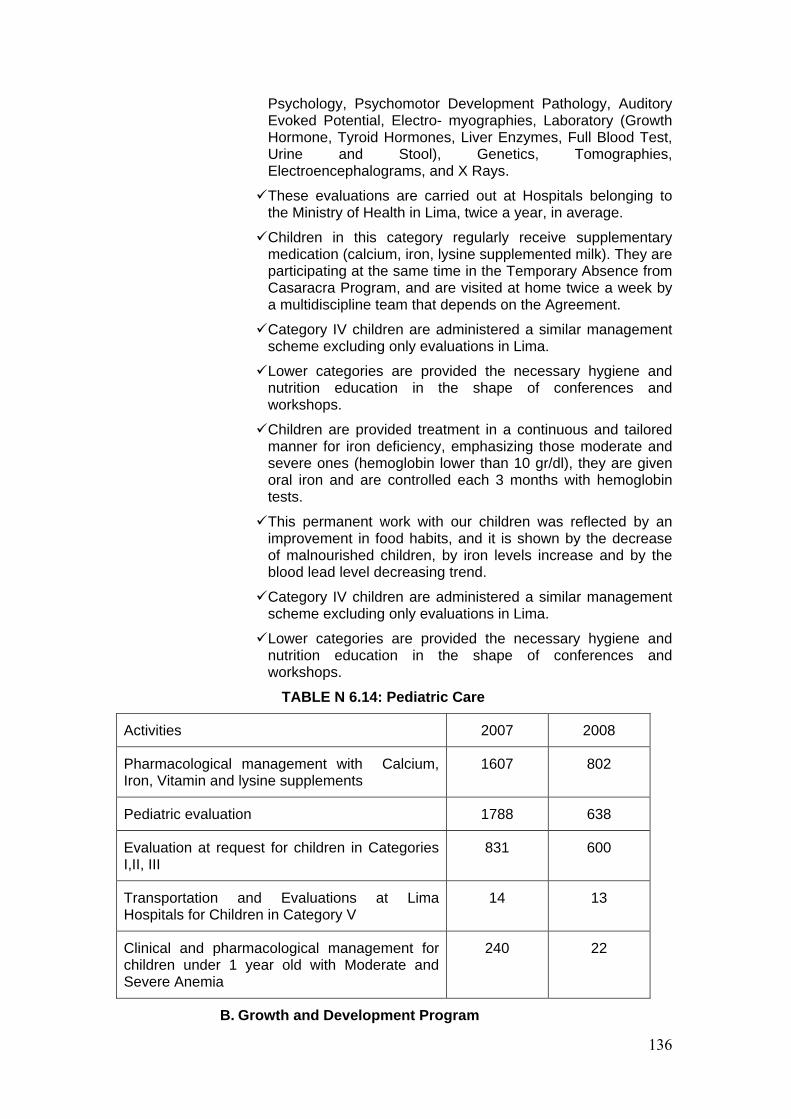
136
Psychology, Psychomotor Development Pathology, Auditory Evoked Potential, Electro- myographies, Laboratory (Growth Hormone, Tyroid Hormones, Liver Enzymes, Full Blood Test, Urine and Stool), Genetics, Tomographies, Electroencephalograms, and X Rays.
These evaluations are carried out at Hospitals belonging to the Ministry of Health in Lima, twice a year, in average.
Children in this category regularly receive supplementary medication (calcium, iron, lysine supplemented milk). They are participating at the same time in the Temporary Absence from Casaracra Program, and are visited at home twice a week by a multidiscipline team that depends on the Agreement.
Category IV children are administered a similar management scheme excluding only evaluations in Lima.
Lower categories are provided the necessary hygiene and nutrition education in the shape of conferences and workshops.
Children are provided treatment in a continuous and tailored manner for iron deficiency, emphasizing those moderate and severe ones (hemoglobin lower than 10 gr/dl), they are given oral iron and are controlled each 3 months with hemoglobin tests.
This permanent work with our children was reflected by an improvement in food habits, and it is shown by the decrease of malnourished children, by iron levels increase and by the blood lead level decreasing trend.
Category IV children are administered a similar management scheme excluding only evaluations in Lima.
Lower categories are provided the necessary hygiene and nutrition education in the shape of conferences and workshops.
TABLE N 6.14: Pediatric Care
Activities 2007 2008
Pharmacological management with Calcium, Iron, Vitamin and lysine supplements
1607 802
Pediatric evaluation 1788 638
Evaluation at request for children in Categories I,II, III
831 600
Transportation and Evaluations at Lima Hospitals for Children in Category V
14 13
Clinical and pharmacological management for children under 1 year old with Moderate and Severe Anemia
240 22
B. Growth and Development Program
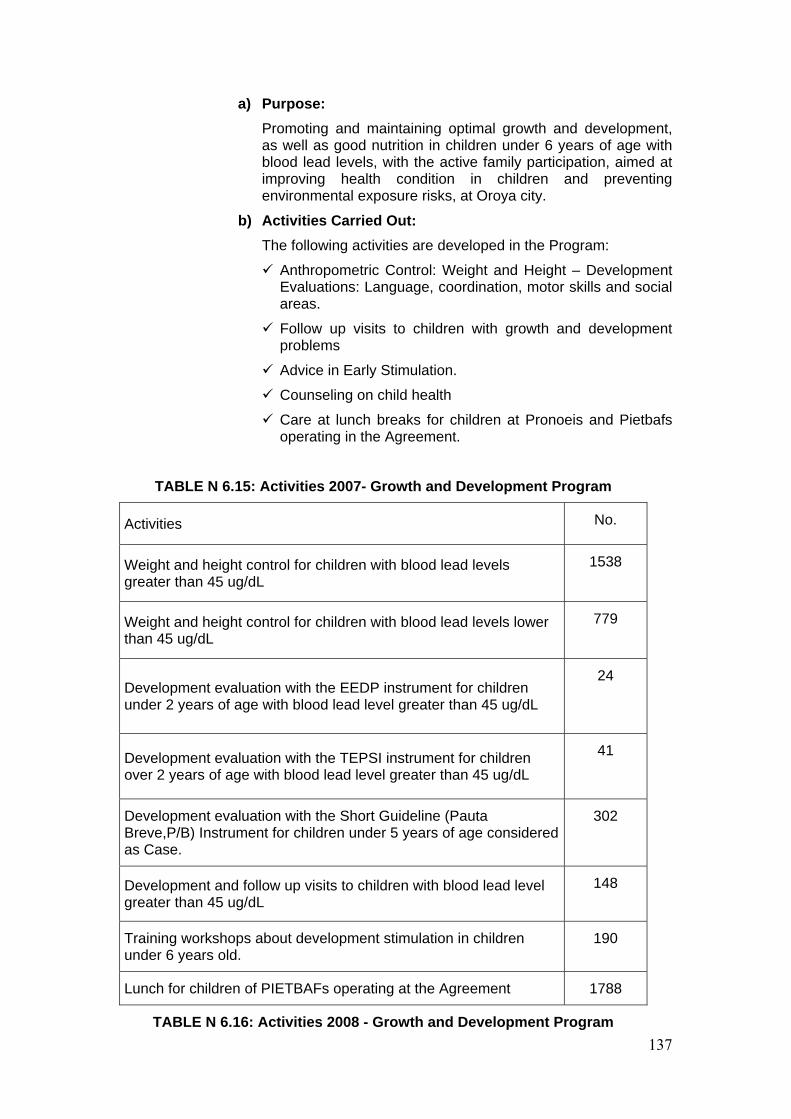
137
a) Purpose:
Promoting and maintaining optimal growth and development, as well as good nutrition in children under 6 years of age with blood lead levels, with the active family participation, aimed at improving health condition in children and preventing environmental exposure risks, at Oroya city.
b) Activities Carried Out:
The following activities are developed in the Program:
Anthropometric Control: Weight and Height – Development Evaluations: Language, coordination, motor skills and social areas.
Follow up visits to children with growth and development problems
Advice in Early Stimulation.
Counseling on child health
Care at lunch breaks for children at Pronoeis and Pietbafs operating in the Agreement.
TABLE N 6.15: Activities 2007- Growth and Development Program
Activities No.
Weight and height control for children with blood lead levels greater than 45 ug/dL
1538
Weight and height control for children with blood lead levels lower than 45 ug/dL
779
Development evaluation with the EEDP instrument for children under 2 years of age with blood lead level greater than 45 ug/dL
24
Development evaluation with the TEPSI instrument for children over 2 years of age with blood lead level greater than 45 ug/dL
41
Development evaluation with the Short Guideline (Pauta Breve,P/B) Instrument for children under 5 years of age considered as Case.
302
Development and follow up visits to children with blood lead level greater than 45 ug/dL
148
Training workshops about development stimulation in children under 6 years old.
190
Lunch for children of PIETBAFs operating at the Agreement 1788
TABLE N 6.16: Activities 2008 - Growth and Development Program
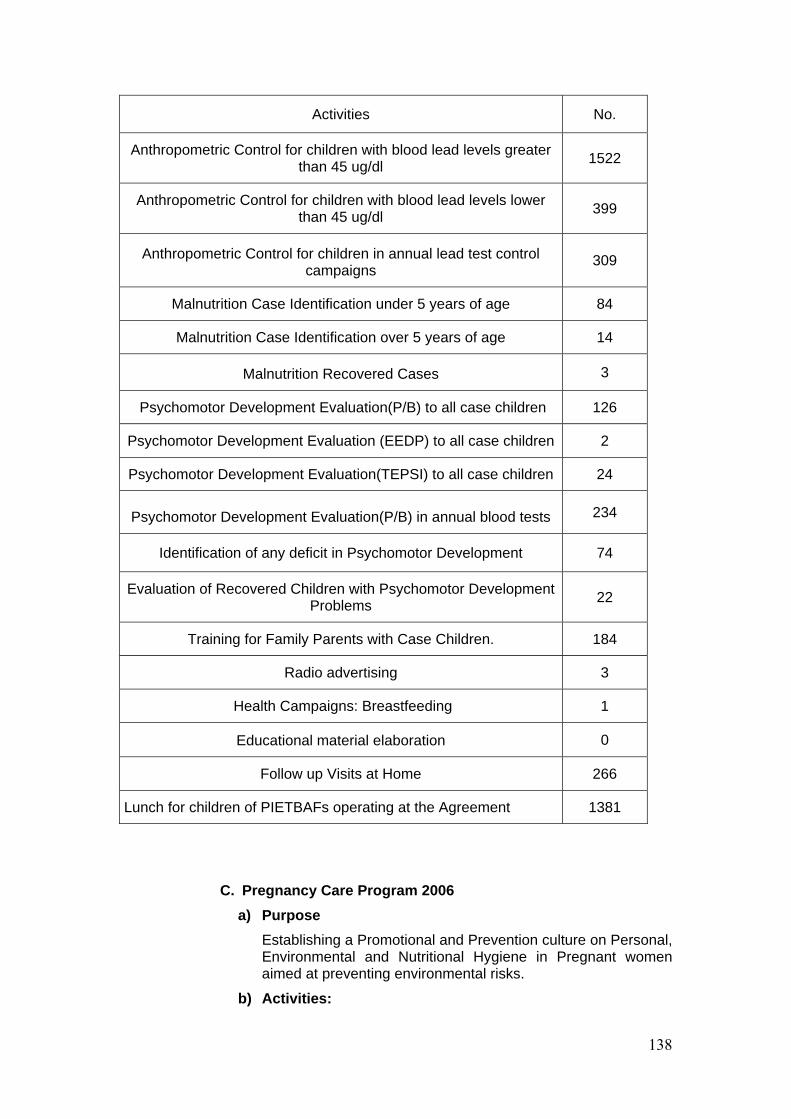
138
Activities No.
Anthropometric Control for children with blood lead levels greater than 45 ug/dl
1522
Anthropometric Control for children with blood lead levels lower than 45 ug/dl
399
Anthropometric Control for children in annual lead test control campaigns
309
Malnutrition Case Identification under 5 years of age 84
Malnutrition Case Identification over 5 years of age 14
Malnutrition Recovered Cases 3
Psychomotor Development Evaluation(P/B) to all case children 126
Psychomotor Development Evaluation (EEDP) to all case children 2
Psychomotor Development Evaluation(TEPSI) to all case children 24
Psychomotor Development Evaluation(P/B) in annual blood tests 234
Identification of any deficit in Psychomotor Development 74
Evaluation of Recovered Children with Psychomotor Development Problems
22
Training for Family Parents with Case Children. 184
Radio advertising 3
Health Campaigns: Breastfeeding 1
Educational material elaboration 0
Follow up Visits at Home 266
Lunch for children of PIETBAFs operating at the Agreement 1381
C. Pregnancy Care Program 2006
a) Purpose
Establishing a Promotional and Prevention culture on Personal, Environmental and Nutritional Hygiene in Pregnant women aimed at preventing environmental risks.
b) Activities:
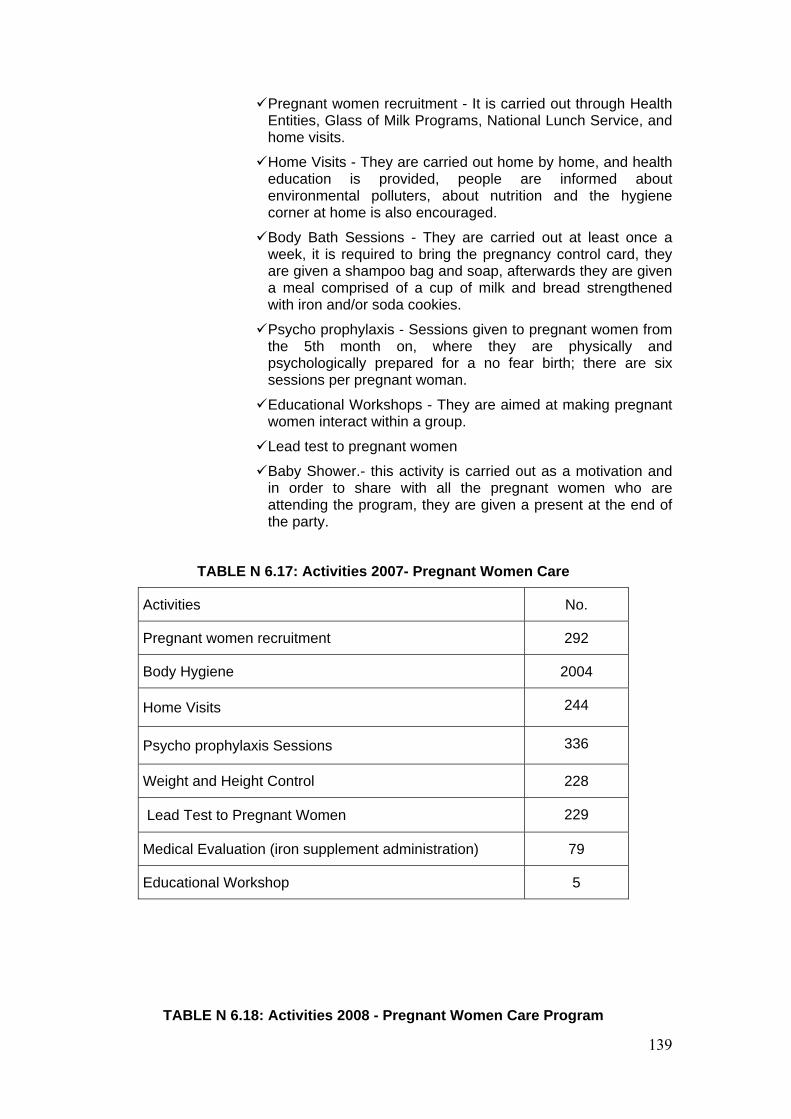
139
Pregnant women recruitment - It is carried out through Health Entities, Glass of Milk Programs, National Lunch Service, and home visits.
Home Visits - They are carried out home by home, and health education is provided, people are informed about environmental polluters, about nutrition and the hygiene corner at home is also encouraged.
Body Bath Sessions - They are carried out at least once a week, it is required to bring the pregnancy control card, they are given a shampoo bag and soap, afterwards they are given a meal comprised of a cup of milk and bread strengthened with iron and/or soda cookies.
Psycho prophylaxis - Sessions given to pregnant women from the 5th month on, where they are physically and psychologically prepared for a no fear birth; there are six sessions per pregnant woman.
Educational Workshops - They are aimed at making pregnant women interact within a group.
Lead test to pregnant women
Baby Shower.- this activity is carried out as a motivation and in order to share with all the pregnant women who are attending the program, they are given a present at the end of the party.
TABLE N 6.17: Activities 2007- Pregnant Women Care
Activities No.
Pregnant women recruitment 292
Body Hygiene 2004
Home Visits 244
Psycho prophylaxis Sessions 336
Weight and Height Control 228
Lead Test to Pregnant Women 229
Medical Evaluation (iron supplement administration) 79
Educational Workshop 5
TABLE N 6.18: Activities 2008 - Pregnant Women Care Program
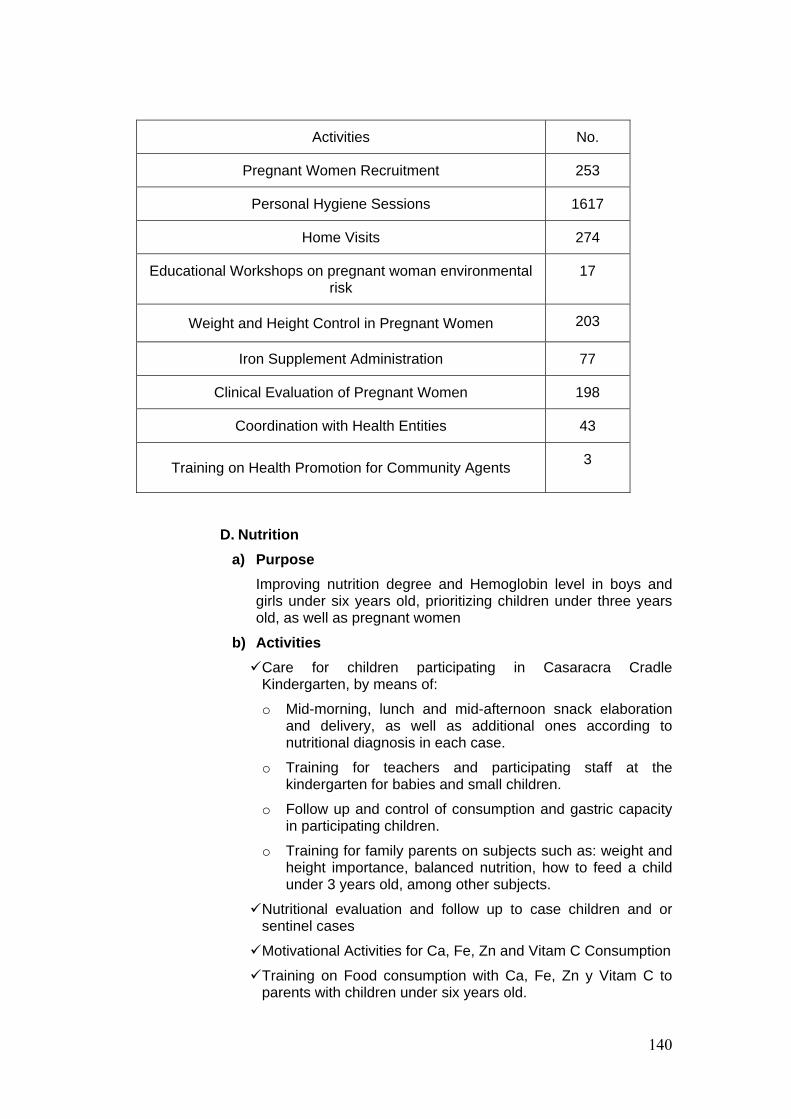
140
Activities No.
Pregnant Women Recruitment 253
Personal Hygiene Sessions 1617
Home Visits 274
Educational Workshops on pregnant woman environmental risk
17
Weight and Height Control in Pregnant Women 203
Iron Supplement Administration 77
Clinical Evaluation of Pregnant Women 198
Coordination with Health Entities 43
Training on Health Promotion for Community Agents 3
D. Nutrition
a) Purpose
Improving nutrition degree and Hemoglobin level in boys and girls under six years old, prioritizing children under three years old, as well as pregnant women
b) Activities
Care for children participating in Casaracra Cradle Kindergarten, by means of:
o Mid-morning, lunch and mid-afternoon snack elaboration and delivery, as well as additional ones according to nutritional diagnosis in each case.
o Training for teachers and participating staff at the kindergarten for babies and small children.
o Follow up and control of consumption and gastric capacity in participating children.
o Training for family parents on subjects such as: weight and height importance, balanced nutrition, how to feed a child under 3 years old, among other subjects.
Nutritional evaluation and follow up to case children and or sentinel cases
Motivational Activities for Ca, Fe, Zn and Vitam C Consumption
Training on Food consumption with Ca, Fe, Zn y Vitam C to parents with children under six years old.

141
TABLE N 6.19: Activities 2007- Nutrition Program
Activities No.
NUTRITION training for parents with children under three years old 351
Nutrition Training for E.I. Teachers ENCOURAGING CALCIUM, IRON AND VITAMIN C consumption
26
Elaboration and recording of 04 educational messages about nutrition244
Implementing educational material about Ca, Fe, Zn and vitamin C importance
4
Nutritional follow up by means of counseling in children with level greater than 45ug/dl with acute malnutrition in order to revert it
80
Nutritional follow up by means of counseling for children with level lower than 45ug/dl with acute malnutrition in order to revert it
130
Nutritional guidance for children with Chronic Malnutrition 110
Encouraging preparation of food rich in Ca, Fe, Zn and vitamin C in pregnant women
18
Implementing a FOOD AND NUTRITION PROGRAM at Educational Institutions, addressed to parents, teachers and students, - PARENTS’ SCHOOL
1
Increasing the FOOD AND NUTRITION Community Agent Program 10
“WHILE I AM WAITING FOR YOU I LEARN TO NURTURE YOU” Nutritional Education Program for pregnant women
16
TABLE N 6.20: Activities 2008- Nutrition Program
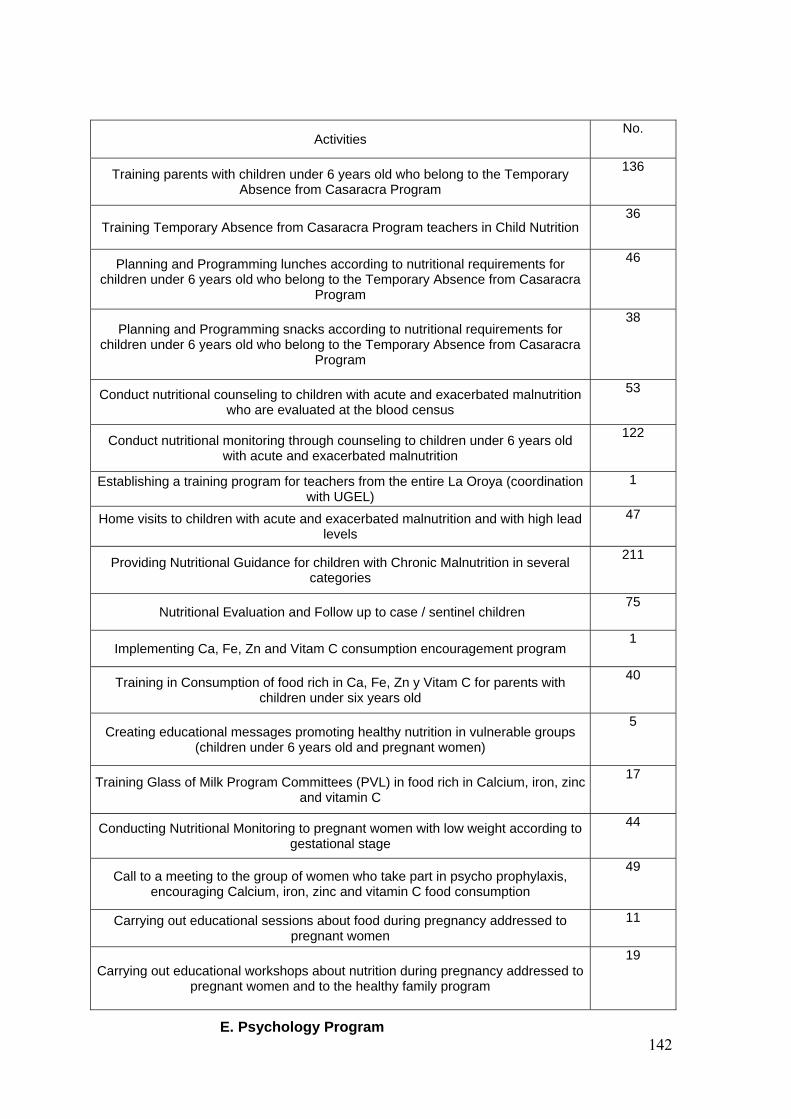
142
Activities No.
Training parents with children under 6 years old who belong to the Temporary Absence from Casaracra Program
136
Training Temporary Absence from Casaracra Program teachers in Child Nutrition 36
Planning and Programming lunches according to nutritional requirements for children under 6 years old who belong to the Temporary Absence from Casaracra
Program
46
Planning and Programming snacks according to nutritional requirements for children under 6 years old who belong to the Temporary Absence from Casaracra
Program
38
Conduct nutritional counseling to children with acute and exacerbated malnutrition who are evaluated at the blood census
53
Conduct nutritional monitoring through counseling to children under 6 years old with acute and exacerbated malnutrition
122
Establishing a training program for teachers from the entire La Oroya (coordination with UGEL)
1
Home visits to children with acute and exacerbated malnutrition and with high lead levels
47
Providing Nutritional Guidance for children with Chronic Malnutrition in several categories
211
Nutritional Evaluation and Follow up to case / sentinel children 75
Implementing Ca, Fe, Zn and Vitam C consumption encouragement program 1
Training in Consumption of food rich in Ca, Fe, Zn y Vitam C for parents with children under six years old
40
Creating educational messages promoting healthy nutrition in vulnerable groups (children under 6 years old and pregnant women)
5
Training Glass of Milk Program Committees (PVL) in food rich in Calcium, iron, zinc and vitamin C
17
Conducting Nutritional Monitoring to pregnant women with low weight according to gestational stage
44
Call to a meeting to the group of women who take part in psycho prophylaxis, encouraging Calcium, iron, zinc and vitamin C food consumption
49
Carrying out educational sessions about food during pregnancy addressed to pregnant women
11
Carrying out educational workshops about nutrition during pregnancy addressed to pregnant women and to the healthy family program
19
E. Psychology Program
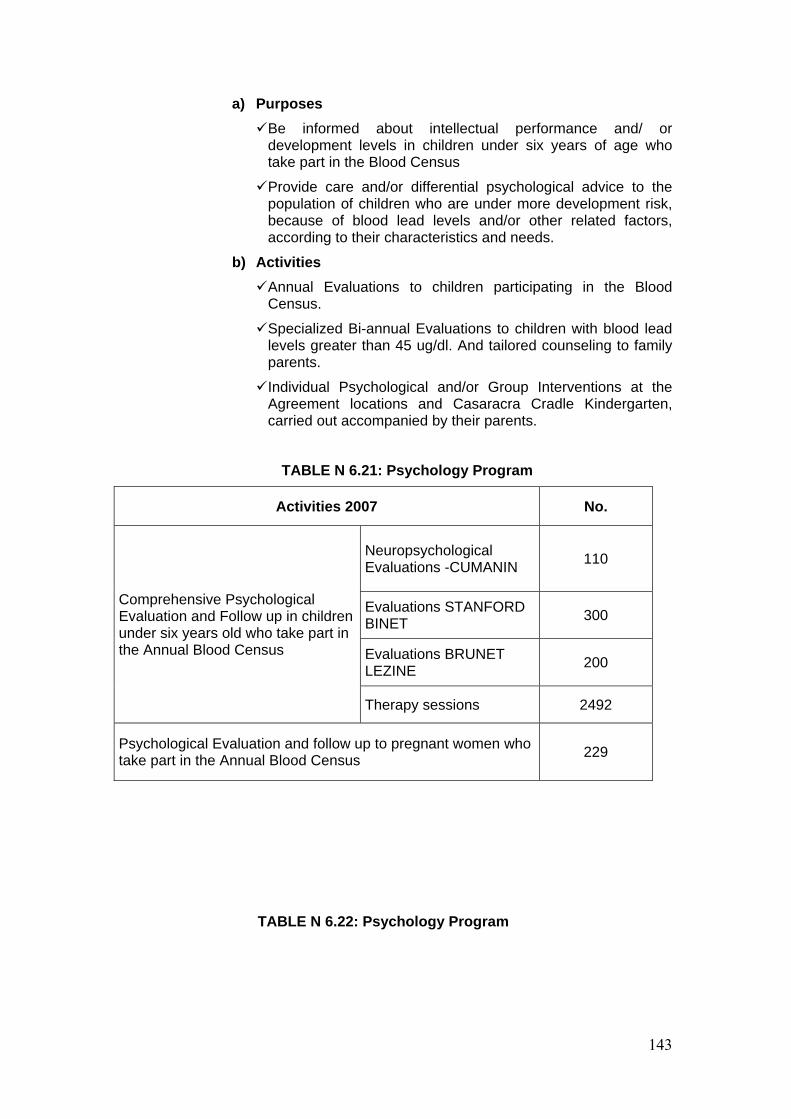
143
a) Purposes
Be informed about intellectual performance and/ or development levels in children under six years of age who take part in the Blood Census
Provide care and/or differential psychological advice to the population of children who are under more development risk, because of blood lead levels and/or other related factors, according to their characteristics and needs.
b) Activities
Annual Evaluations to children participating in the Blood Census.
Specialized Bi-annual Evaluations to children with blood lead levels greater than 45 ug/dl. And tailored counseling to family parents.
Individual Psychological and/or Group Interventions at the Agreement locations and Casaracra Cradle Kindergarten, carried out accompanied by their parents.
TABLE N 6.21: Psychology Program
Activities 2007 No.
Comprehensive Psychological Evaluation and Follow up in children under six years old who take part in the Annual Blood Census
Neuropsychological Evaluations -CUMANIN
110
Evaluations STANFORD BINET
300
Evaluations BRUNET LEZINE
200
Therapy sessions 2492
Psychological Evaluation and follow up to pregnant women who take part in the Annual Blood Census
229
TABLE N 6.22: Psychology Program
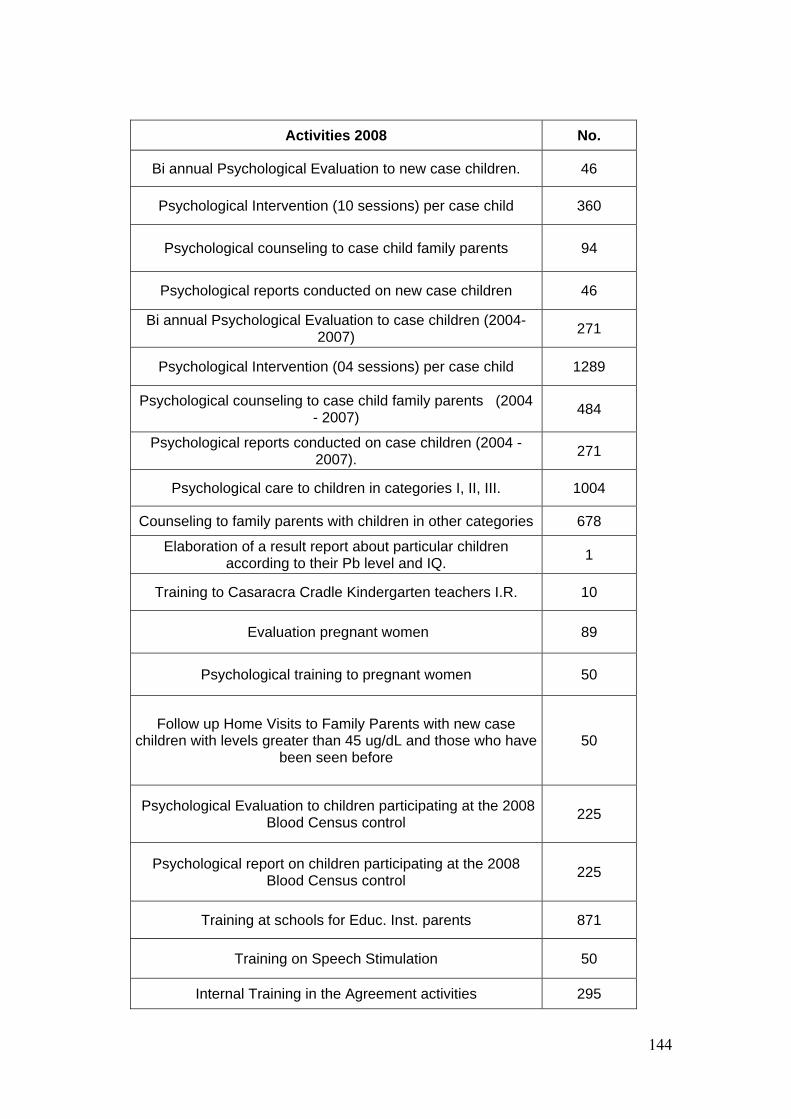
144
Activities 2008 No.
Bi annual Psychological Evaluation to new case children. 46
Psychological Intervention (10 sessions) per case child 360
Psychological counseling to case child family parents 94
Psychological reports conducted on new case children 46
Bi annual Psychological Evaluation to case children (2004-2007)
271
Psychological Intervention (04 sessions) per case child 1289
Psychological counseling to case child family parents (2004 - 2007)
484
Psychological reports conducted on case children (2004 - 2007).
271
Psychological care to children in categories I, II, III. 1004
Counseling to family parents with children in other categories 678
Elaboration of a result report about particular children according to their Pb level and IQ.
1
Training to Casaracra Cradle Kindergarten teachers I.R. 10
Evaluation pregnant women 89
Psychological training to pregnant women 50
Follow up Home Visits to Family Parents with new case children with levels greater than 45 ug/dL and those who have
been seen before 50
Psychological Evaluation to children participating at the 2008 Blood Census control
225
Psychological report on children participating at the 2008 Blood Census control
225
Training at schools for Educ. Inst. parents 871
Training on Speech Stimulation 50
Internal Training in the Agreement activities 295
145
F. Casaracra Kindergarten Temporary Absence Program
a) Purpose
Contributing to decreasing blood lead levels in children under six years old at La Oroya within Categories IV and V, reducing 8 hours daily the exposure time to lead and other harmful elements, providing them temporary absence and a Health Care and Education package.
b) Activities
This program is a result of the interaction between the Ministry of Education and the Local Educational Management Unit (UGE) at Yauli La Oroya through the Ministry of Health Agreement, the Junín Regional Government and Doe Run Perú and the Universidad Nacional del Centro del Perú; the latter provides its Casaracra facilities. Two aspects are covered:
I.- Educational care:
Pedagogical work application according to national curricular design program for the initial level
Early Stimulation Activities for children under 3 years old (CRADLE)
Pedagogical Activities Preparation by Logics-Math, Personal Social, Science and Environment, Full Communication areas for children from 3 to 5 years
Meetings with family parents and performance of several events.
II.- Health Care:
Nutritional care through appropriate protein-caloric schemes, supervised by a team work with the health and education staff. Pediatric Evaluation and Treatment with nutritional supplements as well as health care according to children needs
Personal hygiene Education and Practice, emphasizing hand washing and body hygiene
Nursery care in emergency or non complex cases.
TABLE N 6.23 Casaracra Cradle Kindergarten Temporary Absence Program
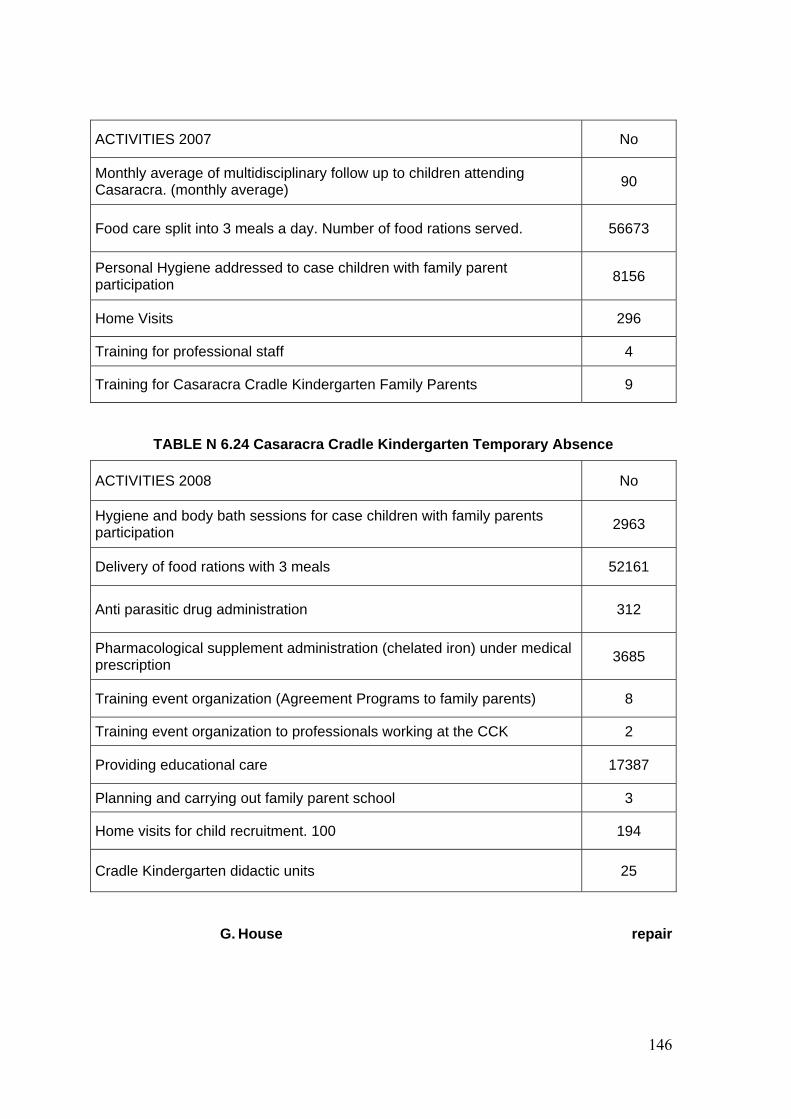
146
ACTIVITIES 2007 No
Monthly average of multidisciplinary follow up to children attending Casaracra. (monthly average)
90
Food care split into 3 meals a day. Number of food rations served. 56673
Personal Hygiene addressed to case children with family parent participation
8156
Home Visits 296
Training for professional staff 4
Training for Casaracra Cradle Kindergarten Family Parents 9
TABLE N 6.24 Casaracra Cradle Kindergarten Temporary Absence
ACTIVITIES 2008 No
Hygiene and body bath sessions for case children with family parents participation
2963
Delivery of food rations with 3 meals 52161
Anti parasitic drug administration 312
Pharmacological supplement administration (chelated iron) under medical prescription
3685
Training event organization (Agreement Programs to family parents) 8
Training event organization to professionals working at the CCK 2
Providing educational care 17387
Planning and carrying out family parent school 3
Home visits for child recruitment. 100 194
Cradle Kindergarten didactic units 25
G. House repair

147
a) Purpose:
Reducing child exposure inside their own homes.
b) Activities:
One of the R.M. 257-2006 MEM/DM requirements set forth in the Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC (page 50) is to adopt measures that contribute to reduce child exposure in their houses, such as wall and floor stabilization with plaster and cement. In this sense DRP through the MINSA-GRJ-DRP Agreement, such works have been carried out in houses of 143 children with levels greater than 45 ug/dL (level IV) and even in Category III children‘s houses III. These works have deserved the temporary children’s family relocation to lead-free homes that belong to the Company, and which have been assigned temporarily to the Agreement.
c) Achievements:
143 houses belonging to children with blood lead levels greater than 45 ug/dL were repaired; the following are some of the accomplishments:
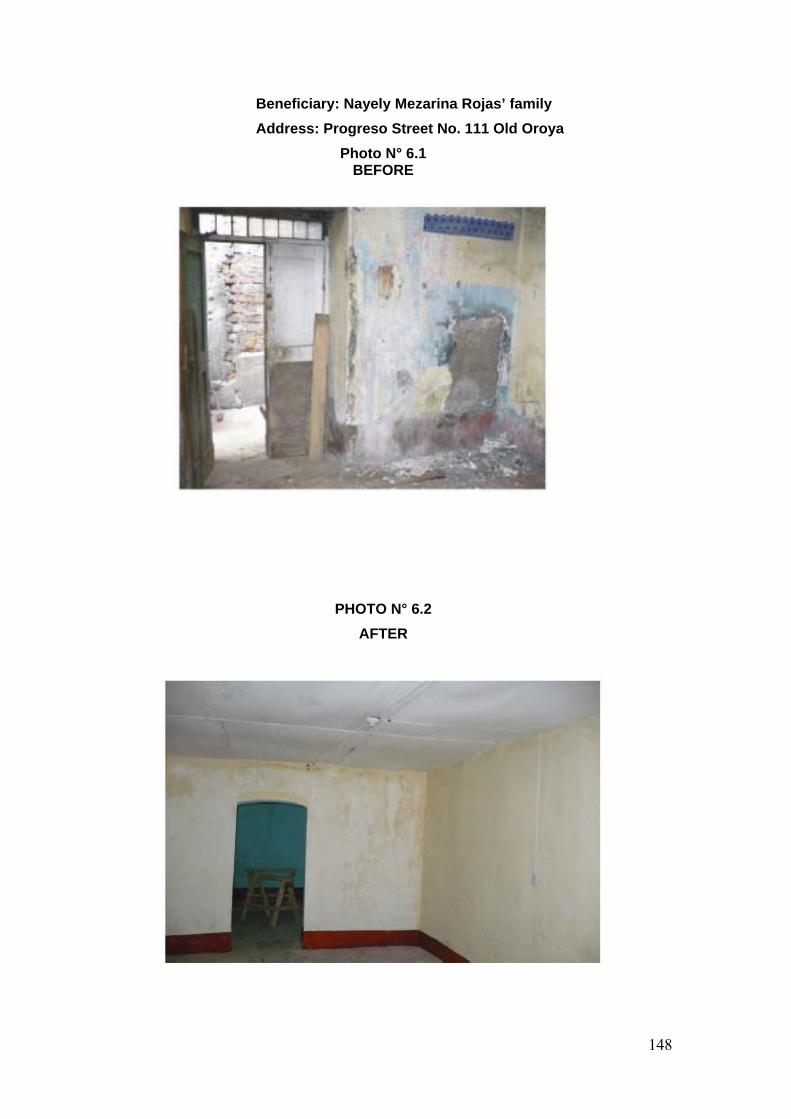
148
Beneficiary: Nayely Mezarina Rojas’ family
Address: Progreso Street No. 111 Old Oroya
Photo N° 6.1 BEFORE
PHOTO N° 6.2
AFTER
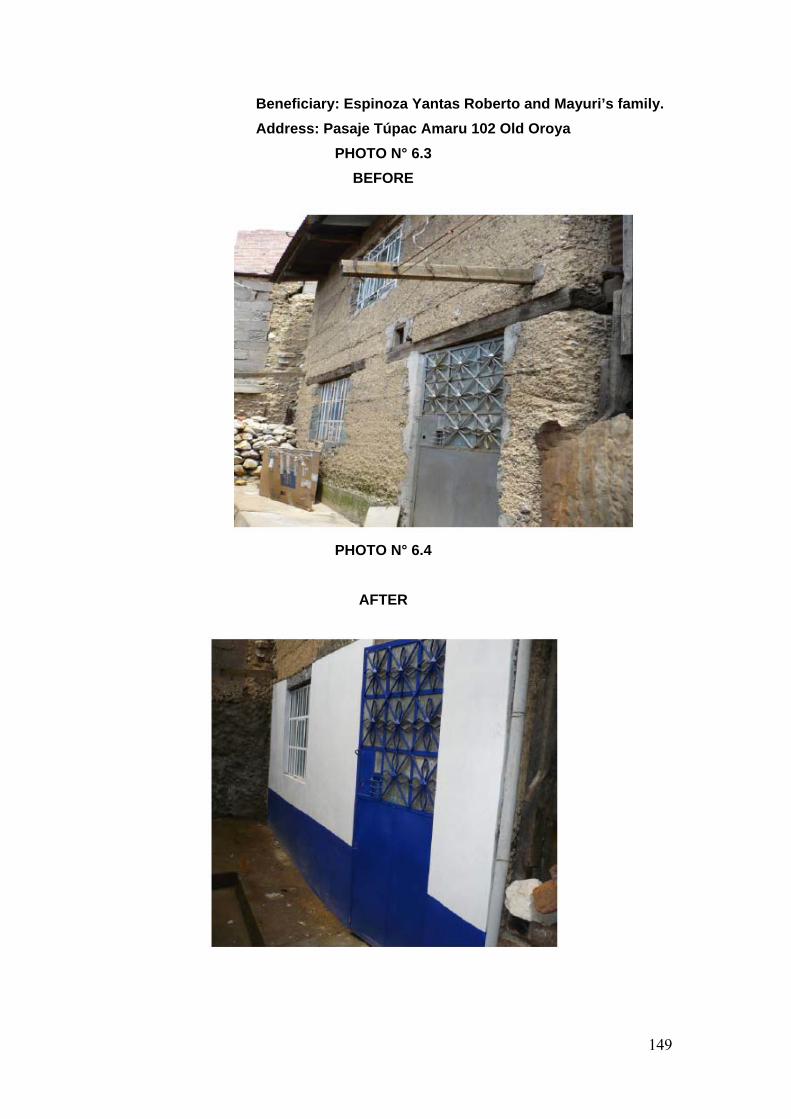
149
Beneficiary: Espinoza Yantas Roberto and Mayuri’s family.
Address: Pasaje Túpac Amaru 102 Old Oroya
PHOTO N° 6.3
BEFORE
PHOTO N° 6.4
AFTER
150
H. Exposed Areas Repair
a) Purpose:
Reducing the exposure risk in children at exposed ground areas
Activities:
Another of the R.M. 257-2006 MEM/DM requirements set forth in the Report No. 118-2006-MEM-AAM/AA/RC/FV/AL/HS/PR/AV/FQ/CC (page 50) is to adopt measures aimed at reducing exposure risk in critical areas, above all, those ones that are located around the house, such as non paved areas or areas with exposed ground. In this sense, through the MINSA-GRJ-DRP Agreement, the following locations at Old Oroya have been repaired:
1. Concrete sidewalk construction next to Gloriapata swimming pool
2. Concrete sidewalk construction next to sports club and Daniel Alcides Carrión swimming pool.
3. Security fence construction and paving at José Carlos Mariátegui
4. Side walk and perimeter fence construction in Chanchamayo Extension
5. Perimeter wall construction at Carhuascayan 6. Concrete slab construction at Mateo Pumacahua 7. Concrete surface construction, security fence installation
and playground repair at Plaza Libertad 8. Side walk construction, stair repair and wall treatment in Jr.
Independencia 9. Security fence height increase at Plaza Libertad 10. Security fence construction at Pasaje Tacna 11. Concrete slab construction next to Pasaje José Galvez 12. Concrete surface construction and security fence at
Callampata Child Park. 13. Side walk and perimeter fence construction at San Martín
Extension 14. Wall repair at Jr. Amazonas 15. Side walk construction and wall repair at Jr. Independencia 16. Perimeter fence construction at Tarma Street 17. Perimeter fence construction at Junín Street 18. Side walk construction and wall repair at Picoypata
neighborhood.
c) Achievements:
18 exposed areas have been intervened; the following are some accomplishments regarding steps taken on critical areas:
151
PHOTO N° 6.5
CONCRETE SURFACE AND SECURITY FENCE CONSTRUCTION
AT CALLAMPATA CHILD PARK
BEFORE
PHOTO No. 6.6
AFTER
152
PHOTO N° 6.7
CONCRETE SLAB CONSTRUCTION AT MATEO PUMACAHUA
BEFORE
PHOTO N° 6.8
AFTER
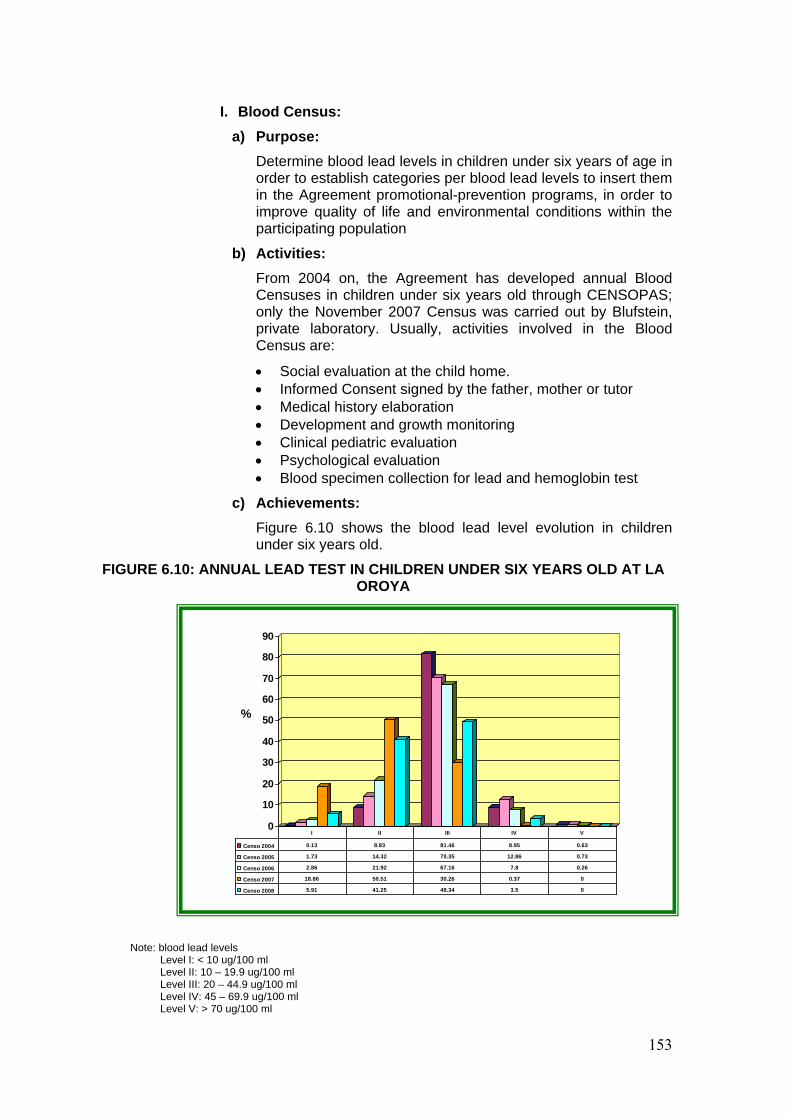
153
I. Blood Census:
a) Purpose:
Determine blood lead levels in children under six years of age in order to establish categories per blood lead levels to insert them in the Agreement promotional-prevention programs, in order to improve quality of life and environmental conditions within the participating population
b) Activities:
From 2004 on, the Agreement has developed annual Blood Censuses in children under six years old through CENSOPAS; only the November 2007 Census was carried out by Blufstein, private laboratory. Usually, activities involved in the Blood Census are:
Social evaluation at the child home. Informed Consent signed by the father, mother or tutor Medical history elaboration Development and growth monitoring Clinical pediatric evaluation Psychological evaluation Blood specimen collection for lead and hemoglobin test
c) Achievements:
Figure 6.10 shows the blood lead level evolution in children under six years old.
FIGURE 6.10: ANNUAL LEAD TEST IN CHILDREN UNDER SIX YEARS OLD AT LA OROYA
Note: blood lead levels
Level I: < 10 ug/100 ml Level II: 10 – 19.9 ug/100 ml Level III: 20 – 44.9 ug/100 ml Level IV: 45 – 69.9 ug/100 ml Level V: > 70 ug/100 ml
0
10
20
30
40
50
60
70
80
90
%
Censo 2004 0.13 8.83 81.46 8.95 0.63
Censo 2005 1.73 14.32 70.35 12.86 0.73
Censo 2006 2.86 21.92 67.16 7.8 0.26
Censo 2007 18.86 50.51 30.26 0.37 0
Censo 2008 5.91 41.25 49.34 3.5 0
I II III IV V
154
We should note that from 2007 up to date there have been no children with Level V (> 70 ug/100 ml), and also by comparing 2008 vs. 2004, we can see that level IV has decreased by 61% and level III by 39%. All these decreases have been reduced to lower levels, that is to say, that children who were in level III, IV or V are now in lower levels, like I and II. Therefore, level II has increased its population by 367%, that is to say 4 more times, and level I has increased by 4,446%.
It is worth mentioning that these accomplishments have been obtained because of the development of the programs of the MINSA-GRJ-DRP Agreement, and because of CMLO lead emissions decrease thanks to the implementation and start up of PAMA projects that basically encompass modern filter installation and plant closing which allow to capture particulate matter emission to the environment, as well as the Sulfuric Plant operation.
As it was detailed before, it results from PAMA project implementation inside the CMLO and from the execution of programs considered in the MINSA-GRJ.DRP Agreement.
These accomplishments encourage us to keep the MINSA-GRJ-DRP Agreement in force; that’s why, as of today, June 2009, the relevant proceedings are being carried in order to renew it for 03 more years; the new Agreement is considering to add the Provincial Municipality of Yauli-La Oroya and the National Health Institute, where DRP would be committing itself in a trust for an annual amount of US$ 903,000.
Sentinel Group:
The Sentinel Group was organized after the Blood Census 2004 aimed at epidemiological monitoring. 71 children with blood lead levels greater than 45 ug/dL as well as 10% of the remaining 717 children (71) entered this group. Summarizing, the first group was comprised of 142 children. Later, some of them moved to other cities. This group is monitored bi-annually.
From the SENTINEL epidemiological design in 2004 their blood lead levels have been tested bi-annually, besides Pediatric, CRED, Psychology and Nutrition Evaluations are carried out quarterly, thus, with the treatment and follow up with Ca, Fe, o Lysine, according to the concomitant malnutrition and/or anemia diagnosis found. When other common pathologies were found, they were referred to a health center corresponding to MINSA or ESSALUD.
The following Table shows the SENTINEL GROUP blood lead level summary as bi-weekly averages from 2004 to 2007:
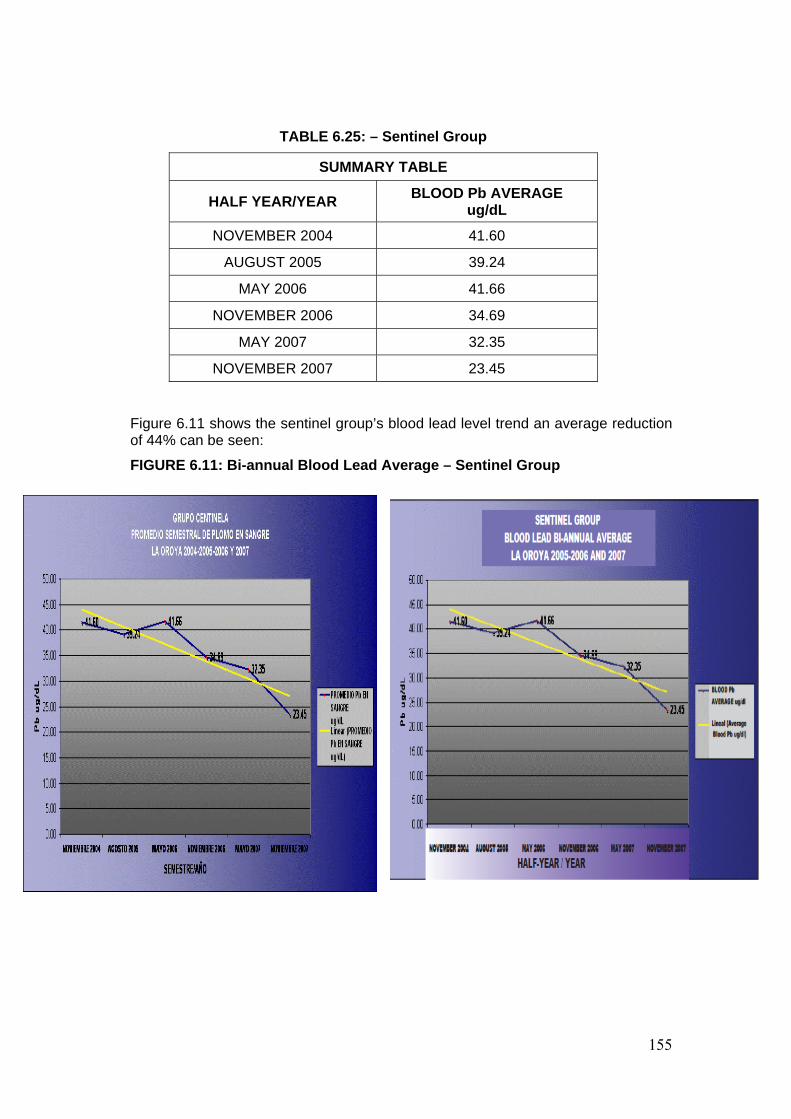
155
TABLE 6.25: – Sentinel Group
SUMMARY TABLE
HALF YEAR/YEAR BLOOD Pb AVERAGE
ug/dL
NOVEMBER 2004 41.60
AUGUST 2005 39.24
MAY 2006 41.66
NOVEMBER 2006 34.69
MAY 2007 32.35
NOVEMBER 2007 23.45
Figure 6.11 shows the sentinel group’s blood lead level trend an average reduction of 44% can be seen:
FIGURE 6.11: Bi-annual Blood Lead Average – Sentinel Group
156
7. ROGRESS IN SOCIAL RESPONSIBILITY
With Doe Run Perú arrival in 1997, an approach starts with Farmer Communities adjacent to the Metallurgical Complex and urban population at La Oroya. The first Projects implemented in our communities were Animal Health and Technical Training addressed to La Oroya women, all this within the frame of the policy of operating by public consent. Later, new projects are developed in Civil Works, Zootechnics and Cattle Raising, Afforestation and Gardening and Social Development with administrative and budgeting autonomy. The creation of the Community Relationship Management expresses DRP’s political desire to consolidate the job done and to deepen its Social Responsibility Policies, from a Sustainable Development point of view, considering as sustainable development promotion strategy the Social Co-responsibility, with several actors, the State and the Civil Society, which has two axis: skill development in the community, as managers and leaders of their development process and the development of economic-productive and social initiatives that channel, energize and power the process.
The following is a description of works that are being carried out by the Community Relations Management, which is comprised by 4 elements: Civil Works, Zootechnics and Cattle Raising, Gardening and Social Development.
7.1. CIVIL AND COMMUNITY WORKS
A. Hygiene and Public Health Infrastructure
a) Purpose:
Carry out construction, improvement and maintenance of the infrastructure related to hygiene and public health, encouraging quality of life improvement in La Oroya population and nearby farmer communities.
b) Achievements:
Twenty (20) Projects related to La Oroya and nearby Farmer Community populations' quality of life improvement have been implemented regarding Hygiene and Public Health, such as: Day Care and Kindergarten Septic Tank Construction, Parks, La Oroya Maternity Center, sidewalks, Public Restrooms, Medical Posts, CLAS Laundry with perimeter fence, neighborhood sports club; on the other hand roofs for the restrooms were built, houses and warehouse were repaired, showers were renewed and the Recycling Module was implemented.
c) Beneficiaries
La Oroya and the farmer community population
B. Education and Culture Infrastructure Construction and Improvement
a) Purpose:
Carry out the construction, improvement and maintenance of infrastructure related to Education and Culture, promoting quality of life improvement of the student population at nearby La Oroya and Farmer Communities.
b) Achievements:
Twenty-three (23) Projects have been implemented related to quality of life improvement of the population at nearby La Oroya and Farmer Communities regarding Culture and Education aspects, such as Classroom construction, Main Building for the University venue,
157
restrooms, sport club, kindergarten and school green house perimeter fence at different Educational Institutions. On the other hand, local and community bathroom refurbishment and maintenance, and recreation area implementation were carried out as well as the Institute roof and the La Oroya technical file. Works carried out at several educational centers and other institutions at La Oroya and Communities were also carried out.
c) Beneficiaries
La Oroya and nearby farmer community population
C. Production Chain Infrastructure Construction and Improvement
a) Purpose:
Build, improve and maintain infrastructure related to Productive Chains, encouraging quality of life improvement for La Oroya and nearby farmer community populations.
b) Achievements:
Thirteen (13) Projects related to quality of life improvement have been implemented at La Oroya and Farmer Communities regarding Production Chains, such as Guinea pig modules, dairy farms, bath for sheep and duct installation at different communities of the area adjacent to La Oroya Metallurgical Complex.
c) Beneficiaries
Eight (8) Farmer Communities
7.2. ZOOTECHNICS, CATTLE RAISING AND PRODUCTIVE CHAINS
A. Training in Technical Management for Sheep Cattle.
Purpose
Develop training and technical theoretical-practical guidance regarding productive process for sheep raising, by participating in campaigns against internal and external parasites in sheep and dogs in 15 communities adjacent to La Oroya Metallurgical Complex
a) Achievements
The following activities have been developed:
Internal deworming treatment for 741,231 sheep,
External treatment for parasites (Sanitary Baths) for 186,886 sheep,
Internal deworming treatment for 8,193 dogs
Delivery of 3,895 mineral salt compounds
Delivery of 1,695 of tincture of iodine bottles
b) Beneficiaries
Fifteen (15) Communities of the area adjacent to La Oroya Metallurgical Complex
B. Local sheep cattle Genetic Improvement with Junin Race Sheep Cattle
a) Purpose
158
Provide training and technical guidance for the genetic improvement of sheep, by introducing Junin high genetic value breeding animals in order to improve local sheep and those under process of being improved, self generating future breeding animals at the service of 15 communities in the area adjacent to La Oroya Metallurgical Complex
Achievements
The following activities were carried out: Training of 1,540 community agents in veterinary public health, tail cutting and castration of 10,607 lambs and introduction of 205 Junin race sheep breeding animals.
Beneficiaries
Fifteen (15) Communities of the area adjacent to the Metallurgical Complex La Oroya
C. Industrial crossing with Hampshire Down sheep
a) Purpose
Maintaining Hampshire Down modules genetic pureness, introduced to communities and generating industrial crossings with sheep cattle of the area in order to improve meat production in less time
b) Achievements
The following activities were carried out: Fitting out of de 01 shed for Hampshire Down sheep and the respective monitoring at beneficiary communities.
c) Beneficiaries
09 communities of the area adjacent to La Oroya Metallurgical Complex. Main activities carried out during the Third Quarter 2006
D. Research about pastures
a) Purpose
Training and advising community people about the installation and management of cultivated grass, introducing improved ecotype species with high yield in green grass and nurturing value for feeding cattle at the different communities of the area adjacent to La Oroya Metallurgical Complex.
b) Achievements
Sowing cultivated permanent and temporal grass: 251.7 hectares. Preservation in silos: 38.2 hectares of fodder oat; Tedding of 12.5 hectares of fodder oat, Perimeter fence for 02 water reserves for irrigation by sprinklers and fertilization of 47.2 hectares of pastures, both temporal and permanent.
c) Beneficiaries
Fourteen (14) Communities of the area adjacent to La Oroya Metallurgical Complex
E. Research Pilot in Native Grass
a) Purpose
Training and advising community people in management, preservation and maintenance of native grass, by means of closing overused areas in order to recover them.
159
b) Achievements
Fencing of 39 native grass hectares, monitoring and evaluation of natural grass
c) Beneficiaries
Three (3) communities of the area adjacent to La Oroya Metallurgical Complex
F. Research in Rational Management of South American Camelids
a) Purpose
Train and advice alpaca breeders in the South American camelid exploitation productive process and introducing modules of high genetic value reproducers in order to improve production and reproduction rates.
Achievements
Delivery of 15 male Huacaya race breeding animals and monitoring the productive process (Shearing, classification and others)
c) Beneficiaries
Seven (7) Communities of the area adjacent to La Oroya Metallurgical Complex
G. Research on small animals – Guinea Pigs
a) Purpose
Train and provide technical support to producers of small animals and trout, and introduce line breeding animals to improve productivity, generating labor sources within the beneficiary communities
b) Achievements
Fitted out and conditioned 99 groups of Guinea pigs, Sanitary treatment for 1031 Guinea pigs, Selection of 675 Guinea pigs, Selection of 429 female Guinea pigs for breeding, Selection of 436 young Guinea pigs for reproduction, Delivery of 110 breeding animals of improved line and delivery of 26 thousand young fish.
c) Beneficiaries
Six (6) communities in the area adjacent to La Oroya Metallurgical Complex
H. Genetic Improvement with Brown Swiss Cows
a) Purpose
Improve production levels and productivity in dairy cattle for its significant development in family and provincial economy by means of training, technical advice and introducing Brown Swiss bovine cattle modules.
Achievements
Deliver 35 Brown Swiss bovine breeding animals, fitting out the temporal shed for bovine cattle and monitoring the dairy production process
b) Beneficiaries
Eight (8) communities in the area adjacent to La Oroya Metallurgical Complex
I. Project N° 9: Cattle Artificial Insemination
a) Purpose
Improve local cattle production level and productivity, which is already improving across the area, by means of artificial insemination with domestic and imported bulls
Achievements
Registration of eight calves born by Artificial Insemination to 38 cows
b) Beneficiaries
160
Seven (7) communities in the area adjacent to La Oroya Metallurgical Complex
J. Added Value Products
a) Purpose
Promote and improve quality of life, providing added value to the production generated within the communities, by means of theoretical-practical training, in dairy product elaboration and fabric loom, with consumption and sale; complementing it with pilot workshops about milk processing and looms.
b) Achievements
Dairy product processing module start-up. Loom workshop implementation and operation.
Training 82 community people in dairy product processing (cheese, yoghurt milk delicacies), 35 in fabric loom and Specialization in fabric loom for 12 participants.
c) Beneficiaries
Three (3) communities in the area adjacent to La Oroya Metallurgical Complex
K. Participation in Technical Fairs and Events
a) Purpose
Promote and encourage livestock farmers to exhibit their best specimens among sheep, cows, alpacas, llamas, and Guinea pigs at provincial, regional and domestic fairs.
b) Achievements
Community coordination and participation at the Huancayo National Agricultural and Livestock Fair and Yauli-La Oroya High Andes Regional Fair. Selecting and preparing animals for participation at both fairs; bovine, sheep and camelid cattle transportation, from the communities to the Yauris –Huancayo y Yauli- La Oroya Fairs. Two technical events were carried out to train veterinary promoters. Prizes won at the Huancayo National Agricultural and Livestock Fair and Yauli-La Oroya High Andes Regional Fair.
c) Beneficiaries
Fifteen (15) communities in the area adjacent to La Oroya Metallurgical Complex
7.3. 2006-2008 AFFORESTATION AND ANDEAN GARDENING
A. Afforestation at more than 3 760 m.o.s.l.
a) Purpose
Carrying out afforestation and re-afforestation promoting people quality of life improvement through environmental benefits provided by trees, additionally creating ecological awareness and encouraging community sustainable development and urban area in our zone.
b) Achievements
Planting 47634 forest plants at La Oroya, Farmer Communities and Foundry and Refinery Industrial Areas
161
c) Beneficiaries
Fifteen (15) communities in our area and La Oroya City
B. Andes gardening at more than 3700 m.o.s.l.
a) Purpose
Improve population quality of life by installing gardens and green areas, reduce powder exposed spaces, contribute with health and environmental hygiene and carry out gardening standard transfer accomplished with flower species able to grow under La Oroya altitude and weather conditions.
b) Achievements
Installed 60298 m2 of green areas with gardening in La Oroya, Farmer Communities and Foundry and Refinery Industrial Area.
Beneficiaries
Fifteen (15) communities in our area and La Oroya City
C. Monitoring and Maintenance of Green and Forest Areas
a) Purpose
Provide comprehensive maintenance to forest plantations and green areas installed at La Oroya, nearby communities and industrial area, for its optimal development, systematize field collected information and work with the active participation of the beneficiary population.
b) Achievements
Carried out a comprehensive forest plantation and green area maintenance and monitoring with the participation of the population. For that purpose, the following activities are carried out: Fertilization, phytosanitary control, watering, flower reinforcement, etc.
c) Beneficiaries
Fifteen (15) communities in our area and La Oroya City
7.4. SOCIAL DEVELOPMENT
A. Volunteers who promote health
a) Purposes:
Consolidate a Volunteer Group to Promote health an perform work within the health promotion and prevention area, in the City of La Oroya.
Provide continuous training to promoters for a better intervention in the Community.
Contribute to habit and attitude change, regarding Population Health Care.
Achievements:
Train 30 organizations y 22 committees in nutrition and food processing, breastfeeding and TBC symptoms. Practical workshops for preparing nutritious meals with Andean cultivation. Home solid waste management, family violence, sexual transmission diseases (STD) – AIDS. Nutritious
162
dessert and lunch bag preparation for health promoters and family mothers. Vaccine campaigns for Measles and Rubeola, Oral Health, Solidarity to victims of Selva Central. Support for “A Smile in Los Andes–Cleft lip and palate Surgery Program, 130 patients. Participation at the “International Woman’s Day” and “Fighting against TB” Conferences“. The Child to be Born Day”. Detection and Referral of 331 cases to La Oroya Health Center and Nutritional Evaluation to children from Social and Human Ecology.
b) Beneficiaries:
La Oroya population
B. Social and Human Ecology
a) Purposes
Prove nutritional care to children from 1 to 12 years of age, with malnutrition problems.
Encouraging hygiene habit changes and positive behavior in participating families.
Promote responsible behavior in family parents regarding child education.
Provide advice to children regarding values to be acquired and support in school reinforcement.
b) Achievements
Nutrition care for 420 children, 14 workshops in school reinforcement, values, and lady leader reinforcement, several conferences for parents, nutritional evaluations, 42 Home Visits to Parents, 93 Hygiene Sessions, 26 SENATI trainings (bread and fabric), 93 Hygiene Educational Sessions, 10 drawing courses and 72 people trained in SENATI Courses (jewelry and gold/silversmithing).
c) Beneficiaries:
La Oroya population
C. Agreement with the Universidad Nacional del Centro del Perú
a) Purposes:
Perform a participative diagnosis in four farmer communities and two social organizations within a three month term.
Understanding community and organization problems and taken as a basis to formulating and implementing specific projects allowing them to find a way to sustainable development.
b) Achievements
Participative diagnosis at 4 Communities, Development Plans for 14 Communities, Afforestation Potential at 14 Communities and Hydric Resource Study at 14 Communities
c) Beneficiaries:
Fourteen (14) Farmer communities in our area


















