Stps report
41
1 ABSTRACT The Suratgarh Super Critical Thermal Power Station is an electricity production project that is maintained by the Rajasthan Rajya Vidhyut Nigam Limited. It is Rajasthan‟s foremost super thermal power station. This station has been successful in controlling pollution and maintaining balance of atmospheric emissions in the environment. The Union Ministry of Power has awarded this power station with the Golden Shield Award. The resinous project of Rajasthan, the Super Thermal Power Station, and Suratgarh is situated near village Thukrana about 27 km. from Suratgarh city in Sriganganagar district. The site was considered an ideal location for setting up a thermal power station due to availability of land, water, transmission line and cheap labour. Suratgarh Super Thermal Power Station has reached such dizzying heights of success that its sixth unit. In this unit, maximum capacity on coal firing was attained in less than 10 hours and the phenomenal completion of the project in less than two years is a groundbreaking achievement for the nation. Besides the philanthropic organization also has a social conscience. The organization plants nearly 3.5 Lakhs saplings every year, digs up dykes and water bodies and monitors the effusion of effluent materials and ambient air quality in order to check the pollution level.
-
Upload
ramesh-tholiya -
Category
Education
-
view
268 -
download
1
Transcript of Stps report

1
ABSTRACT
The Suratgarh Super Critical Thermal Power Station is an electricity production project that
is maintained by the Rajasthan Rajya Vidhyut Nigam Limited. It is Rajasthan‟s foremost
super thermal power station.
This station has been successful in controlling pollution and maintaining balance of
atmospheric emissions in the environment. The Union Ministry of Power has awarded this
power station with the Golden Shield Award.
The resinous project of Rajasthan, the Super Thermal Power Station, and Suratgarh is
situated near village Thukrana about 27 km. from Suratgarh city in Sriganganagar district.
The site was considered an ideal location for setting up a thermal power station due to
availability of land, water, transmission line and cheap labour.
Suratgarh Super Thermal Power Station has reached such dizzying heights of success that
its sixth unit. In this unit, maximum capacity on coal firing was attained in less than 10
hours and the phenomenal completion of the project in less than two years is a
groundbreaking achievement for the nation. Besides the philanthropic organization also has
a social conscience. The organization plants nearly 3.5 Lakhs saplings every year, digs up
dykes and water bodies and monitors the effusion of effluent materials and ambient air
quality in order to check the pollution level.

2
Chapter 1
INTRODUCTION
1.1 Suratgarh Super Thermal Power Station
STPS is situated near village Thukrana about 27Km south east of Suratgarh town is Shri
Ganaganager Distt. Suratgarh was considered an ideal location for setting up a thermal
power station in the state having regards to the availability of land, water, transmission
network proximity to broad gauge railway and being an important load centre for north-west
Rajasthan. Water and coal required in a large amount. Coal is received here from coal-fields
of MP areas through railways and water is received from INDIRA GANDHI CANAL. The
supply of coal is from MP, Jharkhand by rail. About 18000 tonne coal required per day for
whole unit and each unit consumes 150tonnes coal per day. About 2x3 km2 area covered by
plant and approximately 1800 employees works in a plant including chief engineer to
labour. The supply electricity to the northern Rajasthan, Ratangarh, Bikaner, Ganganagar.
The techno-economic clearance for the prefect was issued by CEA in June1991. The
planning commission accorded investment sanction for the project in Nov. 1991 for a total
estimated cost of Rs. 1253.31 Crores on prices prevailing in Sept.1990. The updated cost of
the project is estimates at Rs. 2300 Crores of including IDC.
Unit 1st
of STPS was commissioned on coal firing on 4.10.1998 and commercial
operation of the unit was declared from 1.2.1999. The unit was dedicated to the
Nation by Hon‟ble Chief Minister of Rajasthan Shri Ashok Gehlot on 3.10.1999.
The foundation stone for Unit 3rd
and 4th
STPS stage-II was laid by Hon‟ble Chief
Minister of Rajasthan Shri Ashok Gehlot on 3.10.1999.
250MW Unit of STPS was commissioned on 28.3.2000 and was put on commercial
operation from 16.7.2000. It saved Rs. 80 Crores due to early start of generation.
The Unit was dedicated to the Nation by Hon‟ble Dy. Leader of Opposition, Lok-
Sabha Smt. Sonia Gandhi on 13.10.2000.
The foundation stone 250MW Unit 5th
under STPS stage-III was laid by Hon‟ble
Union Minister of Power Shri Suresh P.Prabhu on 12.2.2001.

3
250MW Unit 3rd
of STPS was commissioned on oil 29.10.2001 and was put on
commercial from 15.1.2002. The unit was dedicated to the Nation by Hon‟ble Dy.
Leader of Opposition, Lok Sabha Shri Shivraj V.Patil on 17.3.2002.
250MW Unit 4th
of STPS was commissioned on oil 25.3.2002 and has been put on
commercial operation from 31.7.2002. The unit was dedicated to the Nation by
Hon‟ble Leader of Opposition, RajyaSabha Dr. Manmohan Singh on 10.8.2002.
With the commissioning of Unit 4th
of 250MW at STPS it became FRIST SUPER
THERMAL POWER STATION OF RAJASTHAN.
650MW Unit 5th
& Unit 6th
of STPS was commissioned on oil 25.3.2002 and has
been put on commercial operation from 31.7.2002. The unit was dedicated to the
Nation by Hon‟ble Leader of Opposition, RajyaSabha Dr. Manmohan Singh on
10.8.2002. With the commissioning of Unit 4th
of 250MW at STPS it became
FRIST SUPER CRITICAL THERMAL POWER STATION OF RAJASTHAN.
1.2 Installed Capacity
Following is the unit wise capacity of the plant:
Table1. Installed Capacity of SSTPS
Stage Unit
Number
Installed Capacity
(MW)
Date of
Commissioning Status
Stage I 1 250 May, 1998 Running
Stage I 2 250 March, 2000 Running
Stage II 3 250 October, 2001 Running
Stage II 4 250 March, 2002 Running
Stage III 5 250 June, 2003 Running
Stage IV 6 250 March, 2009 Running
Stage V 7 650 2011 Work in
progress
Stage V 8 650 2011
Work in
progress

4
Chapter 2
SELECTION OF SITE FOR THERMAL POWER
PLANTS
The following factor should be considered while selecting a site for a steam power plant for
economical and efficient generation:-
2.1 Supply of Water
A large quantity of water is required in steam power plants. It is required:
i. It raises the steam in the boiler.
ii. For cooling purposes such as in condensers.
iii. As a carrying medium such as in disposal of ash.
iv. For drinking purposes.
The efficiency of direct cooled plant is about 0.5% higher than that of the plant in which
cooling towers are used. This means a saving of about Rs. 7.5 Lakhs per year in fuel cost
for a 2000 MW station.
Huge amounts of coal is required for raising the steam (20,000 tonnes per day for a 2,000
MWs ). Since the Government policy is to use only low grade coal with 30 to 40% ash
content for the power generation purpose, the steam power plant should be located near the
coal mines to avoid the transport of coal and ash.
2.2 Requirement of Land
The land is required not only for setting up of the plant but also for other purposes such as
staff colonies, coal storage, ash disposal etc. Cost o land adds to the final cost of plant. So it
should be available at a reasonable cost. Land should be good bearing capacity since it has
to withstand about 7Kg./Sq. Cm. Moreover, land should be reasonably level. It should not
be low lying.
As the cost of the land adds up to the final cost of the plant, it should be available at a
reasonable price. Land should be also available for future extension.
2.3 Labour Supplies
Skilled and unskilled labourers should be available at reasonable rates near the site of power
plant.

5
2.4 Transportation Facility
The land and rail connections should be proper and capable of taking heavy and over
dimensioned loads of machines etc. To carry coal, oil etc. Which are daily requirements, we
need these transport linkages.
The facilities must be available for transportation of heavy equipment and fuels e.g. near
railway station
2.5 Ash Disposal
Ash is the main waste product of the steam power plant. Hence some suitable means for
disposal of ash should be applied. Ash can be purchased by building contractors, cements
manufacturers or it can be sued for brick making near the plant site. Otherwise wasteland
should be available near the plant site for disposal of ash.
2.6 Distance From The Populated Area
Since most of the modern generating stations employ pulverized fuel residues and fumes
from them are quite harmful. Therefore the site for the plant should be away from the
populate area.
The factors to be considered while selecting a site for a steam power plant for the efficient
generation are:
2.7 Nearness of the load centre
The power plant should ne as near as possible to the centre of load so that the transmission
cost and losses are minimum. This factor is most important when dc supply system is
adopted.

6
Chapter 3
PLANT FAMILIARIZATION
Fig.1 Thermal Power Plant Layout
3.1 TURBINE
3.1.1 Introduction
The steam turbines and their auxiliaries installed have been manufactured by BHEL. The
turbines are three cylinders, compound 3000 rpm, double flow exhaust type reheat units
with initial parameters of 13 Kg/cm2. And five low pressure heaters are fed. The high
pressure cylinder comprises of two curt is wheels as a regulation stage. Intermediate
pressure cylinders comprise of twelve stages and each of the double flow section of the L.P.
cylinder consists of four stages.

7
3.1.2 Operation
There are two live steam lines connecting the boiler to the turbine. The superheated steam
enters the H.P. turbine and strikes its blades hence heat energy of steam is converted into
mechanical energy. The steam from H.P. turbine is reheated in reheaters and reheated steam
is sent to L.P. turbine through hot steam lines. Here second stage of energy conversion is
takes place. Then steam is sent to L.P. turbine from where it is ejected by vacuum ejectors
and condensed. Here are low cold reheaters and two hot reheat lines connecting the reheater
and turbine. In each of the two steam lines one electrically operated isolating valve, one
water separator and one quick closing stop valve are mounted. The direction of revolution
of turbine is clockwise when looking at turbine from front bearing pedestal. For the oil
lubrication of bearings and for governing, the main oil pump driven shaft is assembled into
the front bearing pedestal of turbine itself.
3.1.3 Components of Turbine
3.1.3.1 Casing or Cylinders:
A casing is essentially a pressure vessel which must be capable of withstanding the
maximum working pressure and temperature that can be produced within it. The working
pressure aspects demand thicker and thicker casing and the temperature aspects demand
thinner and thinner casings.
i. H.P Turbine Casing: The principal parts of the HP turbine casing are and axially
split inner shell, enclosing the rotor and outer shell of a barrel-type construction.
The barrel type of cylinder construction ensures symmetry of the wall thickness
around the axis of rotation and hence the wall thickness itself is relatively less
than that used in other type of construction.
ii. I.P. Turbine Casing: The IP turbine is split axially and is of single shell design.
The outer casing accommodates a double flow inner casing. The steam coming
from the re-heater is passed into the inner casing via admission branches which
are symmetrically arranged in the top and bottom halves of the outer casing.
iii. L.P Turbine Casing: The LP turbine is of double flow type. The casing is of
triple shell, fabricated construction. The outer casing consists of the front an drear
end walls, two longitudinal girders and a top cover. The inner shell of the inner
casing acts as the guide blade carriers for the initial stages of the turbine. The

8
guide blade carriers of the LP stage groups are so designed that, together with the
inner casing, they form annular ducts which are used for extractions.
3.2 Boiler
The boiler is installed in STPS are made by BHEL. Each of the boilers are single drum,
tangential fired water tube naturally circulated over hanged, balanced draft, dry bottom
reheat type and is designed for pulverizing coal firing with a max. Continuous steam output
of 375 Hour/hour at 138 Kg/cm2 pressure and 540 temperature. The thermal efficiency of
each boiler at MCR is 86.8%. Four number of bowl mills have been installed for each
boiler. Oil burners are provided for initial start up and stabilization of low load. Two E.S.P.
(One for each boiler) is arranged to handle flue gases from the respective boilers. The gases
from E.S.P. are discharged through 180 meters high chimney. I.D. fan and a motor is
provided near the chimney to induce the flue gases. The boiler is provided with a balanced
draft consisting of tow forced draft fans and two induced draft fans. Flue gases are utilized
to heat the secondary air for combustion tin the tubular type air heaters installed in the
boilers. Since the boiler furnace is maintained at t negative pressure, to avoid atmospheric
air entering the furnace a hydraulic pressure is maintained at the furnace bottom. The water
filled in the stainless steel seal through the hydraulic seal between the furnace ash hoppers
and the water wall ring heater. Adequate clearance is also provided for the downward
expansion of the furnace. Ash is formed by the result of burning of coal inside furnace. A
small quantity of ash is collected in the bottom ash hopper and considerable amount of ash
is collected in the E.S.P. and magnetic separator hopper.
Fig.2 Boiler

9
This collected ash is extract and disposed off in as slurry from in the ash disposal arc.
For the central steam power plants o large capacity water tube are used. Water tube boilers
essentially consist of drums and tubes. The tubes are always external to drum. In
comparison to fire tube boilers the drum in such boilers donot contain any tubular heating
surface, so they can be built in smaller diameters and consequently they will withstand high
pressure. The water tube boilers have got following advantages over the fire tube boilers.
The selection of the size and type of boiler depends upon –
i. The output required in terms of amount of steam per hour, operating temperature
and pressure.
ii. Availability of fuel and water.
iii. The probable load factor.
iv. Initial costs, maintenance costs, labour costs
v. Space requirement and availability.
Fig.3 Internal Structure of Boiler

10
3.3 Boiler Furnaces
A boiler furnace is a chamber in which fuel is burnt to liberate the heat energy. It provides
support and enclosures for the combustion equipments. The boiler furnace walls are made
of refractory materials such as fire clay, silica, kaolin etc. Such materials have the property
of resisting change of shape, weight or physical properties at high temperatures. The
construction of boiler furnace varies from plain refractory walls to completely water cooled
walls, depending upon characteristics of fuel used and ash produced, firing method, nature
of load demand, combustion space required, excess air used, operating temperature, initial
and operating costs.
The plain refractory walls are suitable for small plants where the furnace temperature may
not be high. For larger plants, where the furnace temperature is quite high, refractory walls
are made hollow and air is circulated through hollow space to keep the temperature of the
furnace walls low.
The recent development is to use water walls. Water walls are built of tubes of diameters
ranging from 25mm to 100mm variously spaced with or without fins or studs and bare or
with different thickness of mouldable refractory on the inner face. Heat transfer rates run
from 0.5x106 to 104x10
6 Kilo-calories per cubic metre of surface. To meet these
requirements of heat transmission, circulation on the water side must be adequate obtained
by convection or by pumps. This type is suitable for pulverised fuel fired boilers and high
steaming rates can be maintained.
3.4 Super-heater And Re-heater
A Super-heater is a device which removes the last traces of moisture from the saturated
steam leaving the boiler tubes and also increases its temperature above the saturation
temperature. For this purpose, the heat of combustion gases from the furnace is utilised.
Super-heaters consists of groups of tubes made of steel (carbon steel for steam temperature
up to 950 , carbon-molybdenum steel for steam temperatue of 1,050 and stainless steel
for steam temperature of 1,200 ) with an outside diameter ranging from 25mm to 64mm.
The super-heater tubes are heated by the heat of combustion gases during their passage from
the furnace to the chimney.
Super-heaters are classified into two parts.

11
3.4.1 Radiant Super-Heater:- It is located in the furnace between the furnace
water-walls and absorbs heat from the burning fuel through radiation. It has two main
disadvantages firstly, owing to high furnace temperature; it may get overhead and therefore,
requires a careful design. Secondly it gives drooping characteristics i.e. the temperature of
superheat falls with the increase in steam output, because with the increases in steam output
and radiant heat transfer being a function of furnace temperature increases slowly with
steam flow or the steam temperature falls.
Fig.4 Super Heater
3.4.2 Convection Super-Heater:- It is located well back in the boiler tube bank,
receives its heat entirely from fuel gases through convection. It gives rising characteristics
i.e. the temperature of superheat increases with the increase in steam output because with
the increase in steam output both gas flow over the super-heater tubes and steam flow
within the tubes increase with causes increase in the rate of heat transfer and mean
temperature difference. Convection super-heaters are more commonly used.
The function of the re-heater is to re-superheat the partly expanded steam from the turbine.
This is done so that the steam remains dry as far as possible through the last stage of the
turbine. Modern plants have re-heaters as well as super-heaters in the same gas passage of
the boiler. They can also be of combination type using both radiant and convective heating.

12
3.5 Economiser
When the combustion gases leave the boiler after giving most of their heat to water tubes,
super-heater tubes and reheater tubes, they still possess lot of heat which if not recovered y
means of some devices, would go waste. Economiser and air pre-heater are such devices
which recover the heat from the flue gases on their way to chimney and raise the
temperature of feed water and air supplied for combustion respectively.
Economiser raises boiler efficiency (by10-12%), causes saving in fuel consumption and
reduces temperature stresses in boiler joints because of higher temperature of feed water,
but involves extra cost of installation, maintenance and regular cleaning and additional
requirement of space. Economiser tubes are made of steel either smooth or covered with
fins to increase the heat transfer surface area. The tubes can be arranged in parallel
continuous loops welded to and running between a pair of water headers or in return bend
design with horizontal tubes connected at their ends by welded or gasketed return bends
outside the gas path. The feed water flow through the tubes and the flue gases outside the
tubes across them. The heat transfer from flue gases to feed water is by convection. The
feed water should be sufficiently pure not to cause forming of scales and cause internal
corrosion and under boiler pressure. The temperature of feed water entering the economiser
should be high enough so that moisture from the flue gases does not condense on the
economiser tubes, which may absorb S02 and CO2 from the flue gases and form acid to
corrode the tubes. The temperature of the feed water entering the economiser is usually kept
above 84 . In a modern economiser, the temperature of feed water is raised from about
247 to 276 .
3.6 Airpreheater
Airpreheaters are employed to recover the heat from the flue gases leaving the economiser
and heat the incoming air required for combustion. This raises the temperature of the
furnace gases, improves combustions rates and efficiency, and lowers the stack temperature,
thus improving the overall efficiency of the boiler. It has been found that a drop of 20-22c
in the fuel gas temperature increases the boiler efficiency by about 1%. An air pre-heater
should have high thermal efficiency, reliability of operation, less maintenance charges,
should occupy small space, should be reasonable in initial cost and should be accessible.
Airpreheater are two types –

13
3.6.1 Recuperative Airpreheater: - These types of airpreheater are continuous in
action while the regenerative type is discontinuous in action and operates on cycle. In
recuperative type of heaters, the two fluids ate separated by heat transfer surface, one fluid
flowing constantly on one side and the other fluid on the other side of the surface. In the
recuperative type of heaters, the rate of heat transfer is low, space occupied in large and
cleaning of surface is difficult. The plate type recuperative heater consists of rectangular flat
plates spaced from 12.5mm to 25mm apart, leaving alternate air and gas passages.
3.6.2 Regenerative Airpreheater: - It consists of a rotor made up of corrugated
elements. The rotor is placed in a drum which has been divided into two compartments, air
and gas compartments. To avoid leakage from one compartment to the other seals are
provided. The rotor rotates at a very slow speed of 3-4rpm. As the rotor rotates, it
alternately passes through flue gases and air zones. The rotor elements are heated by the
flue gases in their zone and transfer this heat to air when they are in air zone.
3.7 Condenser
Steam, after expansion through the prime mover, goes through the condenser which
condenses the exhaust steam and also removes air and other non-condensable gases from
steam while passing through them. The recovery of exhaust steam in the condenser reduces
the make-up feed water that must be added to the system, from 100% when exhausted to
atmosphere, to about 1-5% and thereby reduces considerably the capacity of water treatment
plant. The exhaust pressure may be lowered from the standard atmospheric pressure to
about 25mm of Hg absolute and thereby permitting expansion of steam, in the prime mover,
to a very low pressure and increasing plant efficiency operation.
Any leakage of air into the condenser destroys the vacuum and causes
i. An increase in the condenser pressure which limits the useful heat drop in
the prime mover.
ii. A lowering of the partial pressure of the steam and of the saturation
temperature along with it. This means that the latent heat increases and there-
fore, more cooling water is required.

14
Fig.5 Condenser
3.8 Evaporator
Evaporators ate employed for supplying pure water as make-up feed water in steam power
plants. In an evaporator raw water is evaporated by using extracted steam and the vapours
so produced may vex condensed to give a supply of distilled or pure feed water. These
vapours can be condensed in feed water heaters by the fee water or in separate evaporator
condensers using teed water as the cooling medium.
There are two main types of evaporators-
3.8.1 Film or Flash Type Evaporator: - In this kind of evaporators, there are
tubes or coils through which the steam is passed. Raw water is sprayed by means of nozzles
on the surface of these tubes and some of the raw water will be converted into vapours.

15
These vapours ate collected from the evaporator and are condensed to give pure and
distilled water for boilers.
3.8.2 Submerged Type Evaporator: - In this kind of evaporators, the tubes
through which the steam is passed are submerged in raw water. The vapours rising from the
raw water are collected and condensed to provide a supply of pure make-up feed water.
Because of continuous operation of raw water, concentration of impurities goes on
increasing, so periodic blowing down of raw water is essential. Scales formed on the surface
of the tubes will retard the heat transfer rate and so its removed is very necessary. This is
removed by draining the raw water from the shell and then spraying the tubes with cold
water while the tubes are kept hot by flow of steam through them. The scale is cracked off
and is washed away by the spray.
3.9 Feed Water Heater
These heaters are used to heat the feed water by means of bled steam before it is
supplied to the boiler. Necessity of heating feed water before feeding it back to the boiler
arises due to the following reasons:
i. Overall power plant efficiency is improved.
ii. Thermal stresses due to cold water entering the drum of boiler are avoided.
iii. There is an increase in the quantity of steam produced by the boiler.
iv. The dissolved oxygen and carbon dioxide which would otherwise cause boiler
corrosion are removed in the feed water heaters.
v. Some other impurities carried by steam and condensate, due to corrosion in the
boiler and condenser, ate precipitated outside the boiler.
Feed water heaters are two types:
3.9.1 Open or Contact Heaters :- These are usually constructed to remove non-
condensable gases from water and steam along with raising the feed water temperature.
Such heaters are also called the deaerator. The amount of gas dissolved in water depends
upon its temperature. This decreases sharply with the increasing temperatures and falls to
almost zero at the boiling point. Such feed water heaters are used in small power plants.

16
3.9.2 Closed or Surface Heaters :- These heaters consist of closed shell in which
there are tubes or coils through which either steam or water is circulated. Usually, the water
is circulated through the tubes and the steam and water may flow either in the same
direction or in opposite directions. Such heaters may be the temperature of steam. For
maintaining a high overall heat transfer for the heater, the water velocity should be high but
pumping costs limit the velocity to about 1-2.5m/s.
Fig.6 Internal Structure of Feed Water Heater
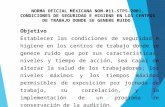
3.10 Cooling Towers
A cooling tower is a wooden or metallic rectangular structure inside of which is packed with
baffling devices. The hot water is led to the tower top and falls down through the tower and
is broken into small particles while passing over the baffling devices. Air enters the tower
from the bottom and flows upward. The air vaporises a small percentages of water, thereby
cooling the remaining water. The air gets heated and leaves the tower at the top. The cooled
water falls down into a tank below the tower from where into small droplets, the drought
provided by the tower and the large evaporating surface help to cool water very quickly
practically during the time while it is descending. Although eliminators are provided at the
top of the tower to prevent escape of water particles with air but even then there is a loss of
water to the extent of around 5% and this loss has to made up by water drawn from well or
any other source. Air can be circulated in cooling towers through draught.

17
Fig.7 Side View of Cooling Tower
Fig.8 Internal Structure of Cooling Tower
3.11 Turbo Alternator
In a central power station, the system turbine and alternator are directly coupled to avoid
transmission losses. Turbo-alternators are high speed machines (3,000 or 5,000RPM) for 50

18
Hz systems. These machines have horizontal configurations and smooth cylindrical (or non
salient pole) type field structure wound usually for 2 or 4 poles. To reduce the peripheral
speed (maximum peripheral speed should not exceed 175 m/s) the diameter of the rotor is
kept small and axial length is increased. The ratio of diameter to axial length ranges from
1/3 to ½.
Due to high peripheral speed, the rotating part of the turbo-alternator is subjected to high
mechanical stresses. As a result the rotor of large turbo-alternator is normally built from
solid steel forging. Chromium-nickel-steel or special chrome-nickel-molybdenum steel is
used for rotors of turbo-alternators. The coils are held in place by steel or bronze wedges
and the coil ends are fastened by metal rings. Normally two-third of the rotor is slotted for
the field winding and one-third is left without slots so as to form the pole faces. 500 MW
units generally use hollow stator conductor. The short-circuit ratio is 0.4 to 0.6
The non-salient field structure used in turbo-alternators has the following special features:
i. They are of smaller diameter (maximum 1m in 2-pole machine) and of very long
axial length.
ii. Robust construction and noiseless operation.
iii. Less windage (air-resistance) loss.
iv. Better in dynamic balancing.
v. High operating speed (3,000 or 1,500).
vi. Nearly sinusoidal flux distribution around the periphery, and therefore, gives a better
emf waveform than obtainable with salient pole field structure.
vii. There is no need of providing damper windings (except in special cases to assist in
synchronising) because the solid field poles themselves act as efficient dampers.
.

19
Chapter 4
FUEL HANDLING AND FEED WATER
4.1 Fuel Handling
Coal can be handled manually or mechanically. Mechanical adopted as it is reliable,
expeditious and economical. Owing to large quantity of coal required to be handled every
day, mechanical handling has become absolutely necessary.
The main required of a coal handling plant are reliability, soundness and simplicity
requiring a minimum of operatives and minimum of maintenance. Besides, the plant should
be able to deliver the required quantity of coal at destination during peak hours.
4.1.1 Transportation or Delivery of Coal
There are three ways of transporting coal from coal mines to the site of power plant i.e. by
sea or river, by road and by rail. If the power plant is situated on the bank of a river or near
the sea-shore, it is often economical to transport coal in boats or barges, unload
mechanically by cranes or grab buckets and place in the storage yard or directly to the
conveyor system to be carried to the power plant. Transportation by road is possible for
small and medium size plants only. The chief advantage of this system is possibility of
carrying coal directly into the power house up to the point of consumption. Moreover due to
less traffic restrictions it is considered better system in comparison to rail transport.
Transportation of coal by rail, particularly for station located interior, is still the most
important mean of transportation in common use.
4.1.2 Methods of Coal Handling
Irrespective of the method of transportation of coal adopted, the coal has to be carried to the
boiler stokers or the coal preparation plant in the case of pulverised fuel firing. The various
stages in coal handling are:
4.1.2.1Unloading Stage:- The coal is unloaded from the point of delivery by means of
i. coal shakers or coal accelerators
ii. rotary car dumpers or wagon tipplers and
iii. grab buckets

20
The choice equipment will depended upon the method of transportation adopted. The main
equipment employed for taking the coal from the unloading site to the dead storage are belt
conveyors, screw conveyors, bucket elevators, skip hoist, grab bucket conveyors and flight
conveyors.
4.1.2.2 Reclaimation is the process of taking coal from dead storage for preparation or
further feeding to hoppers or live storage.
4.1.2.3 Live storage consists of about one day requirement of coal of power plant and is
usually a covered storage in the power station near the boiler furnace. It can be provided
with bunkers and coal bins.
4.1.2.4 Input handling refers to handling of coal between the live storage and firing
equipment. In case of simple stoker firing only chutes may be required to feed the coal from
storage bunkers to the firing units.
4.1.2.5 Coal weighing enables one to have an idea of total quantity of coal delivered
at the site and also whether or not proper quantity has been burnt as per load on the plant. It
can be accomplished by
i. weighing bridge,
ii. belt scale and
iii. automatic recording system.
The wagon can be unloaded either manually or by using rotary wagon tipplers.
4.2 Feed Water
The system coming out the turbine is condensed and the condensate is feedback to the
boiler as feed water. Some water may be lost due to blow-down, leakage etc. and to make
up these losses additional water, called the make-up water, is required to be fed to the
boiler. The make-up water in a modern thermal plant is about 1-4%.
The sources of boiler feed water is generally a river or lake which may contain suspended
and dissolved impurities, dissolved gases etc.
It is necessary to heat and purify the water before feeding to the boiler.
The heating of feed water
i. improves the overall efficiency of the plant
ii. removes dissolved oxygen and carbon-die-oxide

21
iii. causes precipitation of other impurities carried by steam and condensate outside the
boiler
iv. Avoids thermal stresses owing to entry of cold water into the boiler.
The water is treated for removal of suspended and soluble solids and removal of gases.
The various methods used for water treatment are:
i. Mechanical (sedimentation and filtration)
ii. Thermal (distillation and deaerative heating)
iii. Chemical (lime treatment, soda treatment, lime soda treatment, zeolite treatment
and demineralisation).
Lime treatment is suitable for the treatment of carbonate hardness, carbon-die-oxide in the
water, either in a free state or in bicarbonate combination. In the process lime is taken up in
hydrated form and relatively insoluble precipitate of calcium carbonate and magnesium
hydroxide and formed. The process is best carried on in large tanks from the treating plant.

22
Chapter 5
ASH HANDLING AND DRAUGHT SYSTEM
5.1 Ash Handling: - Coal contains a considerable amount of ash. The percentage of
ash in the coal varies from about 5% in good quantity coals to about 40% in poor quantity
coals. Generally poor quality coal is used in steam power plants and, therefore, a system
power plant produces hundreds of tonnes of ash daily (a modern 2,000 MW steam power
plant produces about 5,000 tonnes of ash daily). For removal of ash from the boilers and its
disposal to the suitable site is quite difficult and quite elaborate equipment is required. Ash
handling comprises the following operations:
i. Removal of ash from the furnace ash hoppers.
ii. Transfer of this ash to a fill or storage and
iii. disposal of stored ash
The ash can be disposed off in the following ways.
i. Waste land sites may be reserved for the disposal of ash.
ii. Building contractors may utilise it to fill the low lying areas.
iii. Disused quarries within reasonable distance of the power plant may be employed
for dumping the ash into the evacuated land.
iv. Deep ponds may be and the ash can be dumped into these ponds to fill them
completely. When such ponds are completely filled, they may be covered with
soil and seeded with grass.
v. When seaborne coal is used, barges may taken the ash to sea for disposal into a
water grave.
5.2 Dust Collection
The exhaust gases leaving the boiler contain particles of solid matter in suspension-smoke,
dust, soot, fly ash or carbon as material called “cinder”. The quantity of these solid particles
largely depends upon the method of fuel firing. Flue dust is greatest with pulverised fuel
and spreader stoker firing systems are much less with under feed stoker systems. In case of
pulverized fuel firing, 60 to 80 percent of the total ash produced in the furnace, escapes
through the chimney as fuel dust.

23
Gas cleaning devices make use of certain physical electrical properties of the particular
matter of the gas stream. Basically gas cleaning devices called the dust collectors may be
classified into mechanical and electrical ones (electrostatic precipitators).
Mechanical dust collectors can be further classified as wet and dry dust collectors. In wet
type units, dust is washed away from the flue gases by spraying water on it. This system is
usually not used because it need large amount of water.
5.3 Draught System
In a boiler the combustions of the fuel requires supply of sufficient quantity of air and
removal of exhaust gases and this is achieved by draught system.
The circulation of air is caused by a difference in pressure, known as draught. Thus be
draught is the difference in pressure between the two points i.e. atmosphere and inside the
boiler.
5.3.1Natural Draught: - The natural draught is provided by the action of chimney or
stack and is used only in small boilers. Its intensity depends upon the average temperature
(difference between the flue gases within the chimney and the outside air (the gases within
the chimney are at as higher temperature than that of the surrounding air) and also on the
height of the chimney above the level of the furnace grate.
5.3.2 Mechanical Draught: - Artificial or mechanical draught is provided when the
natural draught caused by a chimney is not sufficient or where a certain draught is required
to be maintained irrespective of weather conditions or boiler operating conditions. In case of
large steam boilers where economisers and air pre-heaters are employed, the exit
temperature of the flue gases is sufficiently lowered and also the volume of air required is
tremendously high. In such cases the height of the chimney to cause the required draught
may be excessive in height and cost.
In a mechanical draught system, the movement of air is due to the action of a fan. A
mechanical draught may consist of induced draught or forced draught or both.

24
Chapter 6
STEAM POWER PLANT CONTROLS
In case of large power plant the various controls used to be accomplished manually on the
basis of instrument reading. Now the various controls involved in the power plant operation
have been completely automated resulting in
i. Increased labour productivity
ii. Improvement in the safety of operation and reliable functioning of the various
instruments and equipment
A number of controls, such at the boiler, turbine and generator unit are provided in a steam
power plant so as to maintain the best conditions at all loads. Turbine governing is affected
by throttling the steam at the main valve or by reducing only the steam mass flow by cutting
off one or more nozzles through which the seam enters the blades. The first method of
governing, known as throttle governing or qualitative governing is used in case of small
turbines and the second method of governing, known as nozzle governing or cut-off
governing or quantitative governing, is used of large turbines. Maintenance of proper
vacuum in the condenser, enough circulating water, a number of pumps, oil pressure for
control of circuits, steam bleeding if any and the heater and feed water control are other
requirement of the turbine.
In case of an isolated generating unit, increase in load causes reduction in the speed of the
unit and hence reduction in frequency. However, in case of generating connected to infinite
bus bars the load shared by the unit can be adjusted the turbine speed. In this case frequency
remains constant.
In general, centralized control is employed for modern steam power plants, the boiler and
turbine control being at one place in the turbine room and the generator and feeder controls
in the control room, in some cases all controls are centralized in one room, called the
control room.

25
Chapter 7
THERMAL POWER PLANT AUXILIARIES
The equipments which help in the proper functioning of the plant are called plant
auxiliaries. The various plant auxiliaries can be grouped under the subheading of boiler
auxiliaries, coal and ash auxiliaries, turbo-alternator auxiliaries and miscellaneous ones.
7.1 Boiler make-up water treatment plant and storage
Since there is continuous withdrawal of steam and continuous return of condsate to the
boiler, losses due to blow down and leakages have to be made up to maintain a desired
water level in the boiler steam drum. For this, continuous make-up water is added to the
boiler water system. Impurities in the raw water input to the plant generally consist
of calcium and magnesium salts which impart hardness to the water. Hardness in the make-
up water to the boiler will form deposits on the tube water surfaces which will lead to
overheating and failure of the tubes. Thus, the salts have to be removed from the water, and
that is done by water demineralising treatment plant (DM). A DM plant generally consists
of cation, anion, and mixed bed exchangers. Any ions in the final water from this process
consist essentially of hydrogen ions and hydroxide ions, which recombine to form pure
water. Very pure DM water becomes highly corrosive once it absorbs oxygen from the
atmosphere because of its very high affinity for oxygen.
The capacity of the DM plant is dictated by the type and quantity of salts in the raw water
input. However, some storage is essential as the DM plant may be down for maintenance.
For this purpose, a storage tank is installed from which DM water is continuously
withdrawn for boiler make-up. The storage tank for DM water is made from materials not
affected by corrosive water, such as PVC. The piping and valves are generally of stainless
steel. Sometimes, a steam blanketing arrangement or stainless steel doughnut float is
provided on top of the water in the tank to avoid contact with air. DM water make-up is
generally added at the steam space of the surface condenser (i.e., the vacuum side). This
arrangement not only sprays the water but also DM water gets de-aerated, with the
dissolved gases being removed by a de-aerator through an ejector attached to the condenser.

26
7.2 Fuel preparation system
In coal-fired power stations, the raw feed coal from the coal storage area is first crushed into
small pieces and then conveyed to the coal feed hoppers at the boilers. The coal is
next pulverized into a very fine powder. The pulverisers may be ball mills, rotating
drum grinders, or other types of grinders.
oil must kept warm (above its pour point) in the fuel oil storage tanks to prevent the oil from
congealing and becoming unpumpable. The oil is usually heated to about 100 °C before
being pumped through the furnace fuel oil spray nozzles.
Boilers in some power stations use processed natural gas as their main fuel. Other power
stations may use processed natural gas as auxiliary fuel in the event that their main fuel
supply (coal or oil) is interrupted. In such cases, separate gas burners are provided on the
boiler furnaces.
7.3 Barring gear
Barring gear (or "turning gear") is the mechanism provided to rotate the turbine generator
shaft at a very low speed after unit stoppages. Once the unit is "tripped" (i.e., the steam inlet
valve is closed), the turbine coasts down towards standstill. When it stops completely, there
is a tendency for the turbine shaft to deflect or bend if allowed to remain in one position too
long. This is because the heat inside the turbine casing tends to concentrate in the top half of
the casing, making the top half portion of the shaft hotter than the bottom half. The shaft
therefore could wrap or bend by millionths of inches.
This small shaft deflection, only detectable by eccentricity meters, would be enough to
cause damaging vibrations to the entire steam turbine generator unit when it is restarted.
The shaft is therefore automatically turned at low speed (about one percent rated speed) by
the barring gear until it has cooled sufficiently to permit a complete stop.
7.4 Oil system
An auxiliary oil system pump is used to supply oil at the start-up of the steam turbine
generator. It supplies the hydraulic oil system required for steam turbine's main inlet steam
stop valve, the governing control valves, the bearing and seal oil systems, the relevant
hydraulic relays and other mechanisms.

27
At a preset speed of the turbine during start-ups, a pump driven by the turbine main shaft
takes over the functions of the auxiliary system.
7.5 Generator cooling
While small generators may be cooled by air drawn through filters at the inlet, larger units
generally require special cooling arrangements. Hydrogen gas cooling, in an oil-sealed
casing, is used because it has the highest known heat transfer coefficient of any gas and for
its low viscosity which reduces windage losses. This system requires special handling
during start-up, with air in the generator enclosure first displaced by carbon dioxide before
filling with hydrogen. This ensures that the highly flammable hydrogen does not mix
with oxygen in the air.
The hydrogen pressure inside the casing is maintained slightly higher than atmospheric
pressure to avoid outside air ingress. The hydrogen must be sealed against outward leakage
where the shaft emerges from the casing. Mechanical seals around the shaft are installed
with a very small annular gap to avoid rubbing between the shaft and the seals. Seal oil is
used to prevent the hydrogen gas leakage to atmosphere.
The generator also uses water cooling. Since the generator coils are at a potential of about
22 kV, an insulating barrier such as Teflon is used to interconnect the water line and the
generator high-voltage windings. Demineralised water of low conductivity is used.
7.6 Generator high-voltage system
The generator voltage for modern utility-connected generators ranges from 11 kV in smaller
units to 22 kV in larger units. The generator high-voltage leads are normally large
aluminium channels because of their high current as compared to the cables used in smaller
machines. They are enclosed in well-grounded aluminium bus ducts and are supported on
suitable insulators. The generator high-voltage leads are connected to step-
up transformers for connecting to a high-voltage electrical substation (usually in the range
of 115 kV to 765 kV) for further transmission by the local power grid.
The necessary protection and metering devices are included for the high-voltage leads.
Thus, the steam turbine generator and the transformer form one unit. Smaller units may
share a common generator step-up transformer with individual circuit breakers to connect
the generators to a common bus.

28
7.7 Monitoring and alarm system
Most of the power plant operational controls are automatic. However, at times, manual
intervention may be required. Thus, the plant is provided with monitors and alarm systems
that alert the plant operators when certain operating parameters are seriously deviating from
their normal range.

29
Chapter 8
MAJOR EQUIPMENT IN POWER PLANT
8.1 Power Transformers
Power transformers are used for stepping-up the voltage for transmission at generating
station and for further distribution at the main step-down transformer substations. Usually
naturally cooled, oil immersed, known as ON type, two winding, three-phase transformers,
are used up to the rating of MVA.
They are put in operation during load hours and disconnected during light load hours i.e.
they are usually operated at approximately full load. This is possible because they are
arranged in banks and can be thrown in parallel with other units or disconnected at will. So
power transformers are designed to have maximum efficiency at or near full load.
8.2 Voltage Regulators
Every alternator in modern power plants is provided with an automatic voltage regulator,
which performs the following functions:
i. Control of system voltage within prescribed limits.
ii. Proper division of reactive power between the alternators operating in parallel.
iii. Prevention of dangerous over-voltages on the occurrence of sudden loss of load
system.
iv. Increase of excitation under system fault conditions so that maximum
synchronism.
8.3 Bus-Bars
Bus-bar (or bus in short) term is used for a main bar or conductor carrying an electric
current to which many connections may be made.
Bus-bars are merely convenient means of connecting switches and other equipment into
various arrangements. The usual arrangement of connections in most of the substations
permits working on almost any piece of equipment without interruption to incoming or
outgoing feeders.

30
In some arrangements two buses are provided to which the incoming or outgoing feeders
and the principal equipment may be connected. One bus is usually called the “main” bus
and the other “auxiliary” or “transfer” bus. The main bus may have a more elaborate system
of measuring instruments, relay etc. associated with it.
8.4 Reactors
A reactor is a coil having large inductive reactance in comparison to its ohmic resistance
and is introduced in a circuit or system to limit the short-circuit currents to a self value in
order to protect the electrical installation. As the resistance of the reactors in comparison
with their reactance is very small, the efficiency of the system is not affected appreciably.
The reactors localise the fault by limiting the current that can flow into it from other healthy
parts of the system. The reactors are also employed to protect the circuit breakers of
inadequate rating.
The reactors are of two types namely
i. Open type
ii. Oil immersed type
Reactors in a power system can be located
i. In series with generators
ii. In series with feeders or
iii. In bus-bars (in ring system or in tie-bar system).
8.5 Insulators
The porcelain insulators employed in substations are of the post and bushing type. They
serve as supports and insulations of the bus-bars.
A post insulator consists of porcelain body, cast iron cap and flanged cast iron base. The
hole in the cap is threaded so that the bus-bars are either directly bolted to the cap or fixed
by means of bus –bar clamp. Post insulators are available with oval and square flanged
bases for fixing respectively, with aid of one, two or four bolts. Each base in addition also
has an earthing bolt.
A bushing or through insulator consists of porcelain-shell body, upper and lower location
washers used for fixing the position of bus bar or rod in shell, and mounting flange with
holes drilled for fixing bolts and supplied with an earthing bolt. For current rating above

31
2,000A, the bushings are designed to allow the main bus-bars to be passed directly through
them.
Fig.9 Type of Insulators
8.6 Switchgears
During the operation of the power system the generating plants, transmission lines,
distributors and other electrical equipments are required to be switched on or off under both
normal and abnormal operating conditions. The apparatus including its associated
auxiliaries employed for controlling, regulating or switching on or off the electrical circuits
in the electrical power system is known as switchgear.
Broadly speaking switchgear is of two types
i. Outdoor type
ii. Indoor type
For voltage above 66kV outdoor type is almost universally used because for such voltages
building work will unnecessarily increase the installation cost owing to large spacing
between conductors and large size insulators.

32
8.7 Switches
A switch is used in an electric circuit as a device for making or breaking the electric circuit
in a convenient way i.e. by the simple motion of a knob or handles to connect together or
disconnect into
i. Air switches and
ii. Oil switches
As their names imply, air switches are those whose contacts are opened in air, while oil
switches are those whose contacts are opened under oil. Oil switches are usually employed
in very high voltage heavy current circuits.
Air switches are further classified as air-break switches and isolators
8.7.1 Air Break Switch:- The air-break switch has both the blade and the contact
equipped with arcing horns. Arcing horns are piece of metal between which the arc resulting
from opening a circuit carrying current is allowed to form
8.7.2 Isolators:- Isolators are not equipped with arc quenching devices and, therefore,
not used to open circuits carrying. As the name implies isolators isolates one portion of the
circuit from another and is not intended to ne opened while current is flowing.
8.7.3 Oil Switch:- The oil switch has both the blade and the contact mounted in a oil-
filled tank. The switch is usually operated from a handle on the outside of the case. As the
switch opens, the arc formed between the blade and contact is quenched by the oil.
8.7.4 Load-Interrupter Switch:- The switches are designed and used to close and
open high voltage circuits under normal working conditions. The arc extinguishing device
of the load interrupter is made in the form of as split, moulded plastic chute fitted with
organic glass insets. This chute surrounds the moving knife of the arc extinguishing system.
The stationary acting contact is located in the lower part of the chute.
8.8 Protective Equipment
Protective equipment is an extremely important item in system design as it is installed to
function under abnormal conditions to prevent failure or isolated trouble and limit its effect.
It much functions reliably and quickly. It should be selected for greatest reliability, speed of
operations, and simplicity and should be consistent with the system design.

33
8.8.1Fuses
Fuse is a wire of short length or thin strip of material having low melting point and is
inserted in an electric circuit as protective device to the flow of an excessive current through
the circuit. Under normal working conditions the such as short-circuit occurs or when load
more than circuit capacity is connected to it, the current exceeds the limiting value, the fuse
wire gets heated, melts and breaks the circuit. It thus protects a machine or apparatus or an
installation from damage due to excessive current.
Advantages:
i. It is cheapest type of protection.
ii. It needs no maintenance.
iii. It interrupts enormous short-circuits current without noise, flame, gas or smoke.
iv. The minimum type of operation can be made much smaller then that with circuit
breakers.
v. It affords current limiting effect under short-circuit conditions.
vi. Its inverse time-current characteristic enables its use for over-load protections.
Disadvantages:
i. Time is lost in re-wiring or replacing of fuse after operation.
ii. Discrimination between fuses in series cannot be obtained unless there is a
considerable difference in the relative sizes of the fuses concerned.
8.8.2 Circuit Breakers
A circuit breakers is a mechanical device designed to close or open contact members, thus
closing or opening an electrical circuit under normal or abnormal conditions. It is so
designed that it can be operated manually under normal conditions and automatically under
fault conditions. An automatic circuit breaker is equipped with a trip coil connected to a
relay or other means, designed to open or break automatically under abnormal connected to
a relay or other means.
A circuit breaker must carry normal load currents without over heating or damage and must
quickly open short-circuit currents without serious damage to itself and with a minimum
burning of contacts.
Air circuit breakers are often employed instead of oil up to 15 kV in these units and oil re-
closer is sometimes employed to cut cost in small rural substations.

34
8.9 Protective Relays
The protective relay is an electrical device interposed between the main circuit and the
circuit breaker in such a manner that any abnormality in the circuit acts on the relay, which
in turn, if the abnormality is of a dangerous character, causes the breaker to open and so to
isolate the faulty element. The protective relay ensures the safely of the circuit equipment
from any damage which might otherwise caused by the fault.
All the relays have three essential fundamental elements, as illustrated:
i. Sensing element, sometimes also called the measuring element, responds to the
change in the actuating quantity, the current in a protected system in case of
over-current relay.
ii. Comparing element serves to compare the action of the actuating quantity on the
relay with a pre-selected relay setting.
iii. Control element on a pick-up of the relay, accomplishes a sudden change in the
control quantity such as closing of the operative current circuit.
8.10 Current Transformers (CTs)
These instrument transformers are connected in ac power circuits to feed the current coils of
indicating and metering instruments and protective relays. Thus the CTs in broaden the
limits of measurements and maintain a watch over the currents flowing in the circuit and
over the power loads. In high voltage installations CTs in addition to above, also isolate the
indicating and metering instruments from high voltage.
The primary winding is usually single turn and the number of turns on secondary winding
depends upon the power circuit current to be measured. The larger amount of current to be
measured by more the number of turns on secondary.
The ratio of primary current to the secondary current is known as transformation ratio of the
CT.
8.11 Potential Transformers (PTs)
The potential transformers are employed for voltages above 380 volts to feed the potential
coils of indicating and metering instruments relays. These transformers make the ordinary

35
low voltage instruments suitable for measurement of high voltage and isolate them from
high voltage.
The potential transformers are rated for primary and secondary rated voltage, accuracy
class, number of phases and system of cooling.
When the rated high voltage is applied to the primary of a PT the voltage of 110 volts
appears across the secondary winding. The ratio of the rated primary voltages to the rated
secondary voltage is known as turn or transformation ratio.
8.12 Lightning Arresters
The lightning arrester is a surge diverter and is used for the protection of power system
against the high voltage surges. It is connected between the line and earth and so diverts the
incoming with voltage wave to the earth.
Lightning protection by means of lightning arresters and gaps and overhead ground wires
is a means of reducing outages and preventing damage to station equipment from lightning
disturbances. The amount and kind of protection vary in different applications, depending
upon the exposes of the lines, the frequency and the severity of lightning storms, the cost of
the protection as an insurance value against damage to equipment and the value of reduced
line outages.
Transmission line is protected from direct strokes by running a conductor, known as
ground wire, over the towers or poles and earthed at regular intervals preferably at every
pole/tower.
Substations, interconnectors and power houses are protected from direct strokes by
earthing screen that consists of a network of copper conductors, earthed at least on two
points, overall the electrical equipment in the substation.
There are following types of lightning arresters
8.12.1 Rod gap is very inferior type of surge diverter and is usually employed as a
second line of defence in view of its low cost.
8.12.2 Horn gap arrester was one of the earliest type of surge diverters to be
developed, and is still used to a certain extent on low voltage lines on account of its great
simplicity.

36
8.12.3 Electrolytic arrester operates on the fact the a thin film of aluminium
hydroxide deposited on the aluminium plates immersed in electrolyte acts as high resistance
to low voltage but a low resistance to voltage above a critical value.
8.12.4 Valve type lightning arrester is very cheap, effective and robust and is,
therefore extensively used now-a-days for high voltage systems. This consists of a number
of discs of a porous material stacked one above the other and separated by their mica rings.
8.13 Earthing of Power System
The term „earthing‟ means connecting of the non-current carrying parts of the electrical
equipment or the neutral point of the supply system to the general mass of earth in such a
manner that at all times an immediate discharge of electrical energy takes place without
danger. The earthing is provided with the following objective:
i. For the safety of personnel from the electric shock-insuring that non-current
carrying parts, such as equipment frames are always safely at ground even though
insulation fails.
ii. For providing the ground connections for grounded neutral systems.
iii. For providing a means of positively discharging and de-energizing feeders
equipment before proceeding with maintenance on them.
The earthing can be divided into neutral and equipment earthing. Neutral earthing deals
with the earthing of the system neutral to ensure system security and protection.
8.13.1 Equipment Earthing: - It also helps in the earth fault protection. The earth
fault current from the equipment flows through the earthing system to the earth and is
sensed protection system and circuit breakers are opened. The faulty equipments is then
repaired and recommissioned. The earthed parts remain at approximately earth potential
even during flow of fault current.
8.13.2 Neutral Earthing (Neutral grounding):- The neutral points of star-
connected 3-phase winding of power transformers, generators, motors, earthing
transformers are connected to low resistance ground. The chief advantages of neutral
earthing are:
i. Persistent arcing grounds can be eliminated by employing suitable protective
gear.
ii. Earth faults can be utilised to operate protective relays to isolate the fault.

37
iii. The voltage of healthy phases remains nearly constant.
iv. Induced static charges are conducted to earth without disturbance.
v. There is a possibility of installing discriminative protective gear on such
systems.
vi. This system gives reliable service and greater safety to personnels and
equipment.
vii. Maintenance and operating cost of such systems over isolated system is
comparably less.
A number of methods exist for neutral earthing. At one extreme is the isolated solidly
earthed neutral. In between there are various degrees of earthing through resistance,
reactance or arc suppression coil.
8.13.3 Solid Grounding: - It (are known as effective earthing) means a direct
connection of the neutral to earth. Solid grounding reduces the voltage strains to the
minimum and permits the lowest setting of protective gaps and voltage ratings of lightning
arresters. The only drawback of solid grounding is that is that in the event of a fault
involving ground, the fault current is high. However, due to advent of high speed protection
systems and high rupturing capacity fuses this drawback has been, more or less overcome.
Therefore most of the systems operate with solid earthing.
There are following methods of grounding:-
i. Grounding through a resistance or reactance limits the fault current and resulting
system disturbance in case of line-to-ground failure but increases the voltages to
ground of the unfaulted conductors. If the system is grounded through impedance,
the value must be low enough to permit adequate ground current for reliable relaying
and to prevent dangerously high voltages due to resonant or arcing conditions.
ii. Arc suppression or Peterson coil earthing is also reactance earthing but the value
of reactance is tuned with the line-to-ground capacitance. In this method of neutral
grounding, the acting grounds danger has been eliminated and the system is
approximated to the isolated neutral systems, in which one or two healthy phases
continue to supply power and complete shutdown is avoided.

38
8.14 Control Rooms: - The control room is the nerve centre of a power station. The
various controls performed from here are voltages adjustment, load control, emergency
tripping of turbines etc. and the equipment and instruments housed in a control room are
synchronising equipment, voltages regulators, relays, ammeters, voltmeters, wattmeters,
kWh meters, kVARh meters, temperature gauges, water level indicators and other
appliances, as well as a mimic diagram and suitable indicating equipment to show the
opened or closed position of circuit breakers, isolators etc.
Fig.10 Control Room of Thermal Power Plant

39
Chapter 9
EFFICIENCY AND SUPER- CRITICAL
TECHNOLOGY
9.1 Efficiency of Thermal Power Plants
The thermal efficiency of thermal power plants, defined as the ratio of the heat equipment
of the mechanical energy transmitted to the turbine shaft and the heat of combustion is quite
low (about 30%). Overall efficiency of the power plant, defined as the ratio of heat
equipment of electrical output to the heat of combustion, is about 29%. The overall
efficiency is determined by multiplying the thermal efficiency of power plant by the
efficiency of generation.
Table2: Efficiency of Installed Plant Capacity
9.2 Advantages of Thermal Power Plants
i. They can respond to rapidly changing loads without difficulty
ii. A portion of the steam generated can be used as a process steam in different
industries
Installed Plant Capacity Average Overall Thermal Efficiency
Up to 1MW 4%
1MW to 10MW 12%
10MW to 50MW 16%
50MW to 100MW 24%
above 100MW 27%

40
iii. Steam engines and turbines can work under 25 % of overload continuously
iv. Fuel used is cheaper
v. Cheaper in production cost in comparison with that of diesel power stations
9.3 Disadvantages of Thermal Power Plant
i. Maintenance and operating costs are high
ii. Long time required for erection and putting into action
iii. A large quantity of water is required
iv. Great difficulty experienced in coal handling
v. Presence of troubles due to smoke and heat in the plant
vi. Unavailability of good quality coal
vii. Maximum of heat energy lost
viii. Problem of ash removing
9.4 Super Critical Technology
At a temperature of about 600 and pressure of 30N/mm2, water enters a supercritical
phase and has properties between those of liquid and gas. Water in supercritical stage can
dissolve a number of organic compounds and gases and on addition of hydrogen peroxide
and liquid oxygen combustion process starts. The steam power plants operating on this
principle are called supercritical plats.
The advantages of such plants are that low grade fossil fuels (e.g. lignite) can be used, NO2
emissions are completely eliminated and SO2 emission are reduced and complete burning of
coal occurs. So the plant has no need of desulphurisation and equipment and soot collector.
With this system the cost of processing flue gas emissions (electrostatic precipitator etc.) is
eliminated and cooling water requirements are also reduced, so the system becomes more
economical and efficient. Supercritical power plants, these days have an overall efficiency
of just over 40%. With the use of temperature around 700 (known as ultra supercritical
condition), the overall efficiency of the system may be improved to around 50%.

41
Chapter 10
REFERENCE
1. "Suratgarh Super Thermal Power Station" Rajasthan Rajya Vidyut Utpadan Nigam Ltd
2. A course in Electrical Power By J.B.Gupta
3. Babcock & Wilcox Co. (2005). Steam: Its Generation and Use (41st edition ed.)
ISBN 0-9634570-0-4.
4. Thomas C. Elliott, Kao Chen, Robert Swanekamp (coauthors) (1997). Standard
Handbook of Power plant Engineering (2nd edition ed.). McGraw-Hill
Professional. ISBN 0-07-019435-1
5. Maury Klein, The Power Makers: Steam, Electricity, and the Men Who Invented
Modern America Bloomsbury Publishing USA, 2009 ISBN 1-59691-677-X
6. J.C. Hensley (Editor) (2006). Cooling Tower Fundamentals (2nd Ed. ed.). SPX
Cooling Technologies.